
賦型シート
【課題】繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、かつ離型性にも優れた賦型シートおよび該賦型シートにより賦型された化粧板を提供すること。
【解決手段】基材上に、全面にわたって(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによってインキ層を形成し、前記インキ層上に、離型剤を含有する硬化性樹脂組成物を塗工して塗工層を形成し、このようにして形成された撥液性を有する前記インキ層と前記塗工層との間の撥液作用によって前記塗工層は前記インキ層の上部に凸部を形成し、さらにこのようにして形成された凸部を形成する塗工層を硬化させることで、微細な凹凸形状を有する賦型シートである。
【解決手段】基材上に、全面にわたって(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによってインキ層を形成し、前記インキ層上に、離型剤を含有する硬化性樹脂組成物を塗工して塗工層を形成し、このようにして形成された撥液性を有する前記インキ層と前記塗工層との間の撥液作用によって前記塗工層は前記インキ層の上部に凸部を形成し、さらにこのようにして形成された凸部を形成する塗工層を硬化させることで、微細な凹凸形状を有する賦型シートである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、かつ離型性にも優れた賦型シートおよび該賦型シートにより賦型された化粧板に関する。
【背景技術】
【0002】
家具、机の天板、各種カウンターやドアーなどの住宅機器および内装材として用いられる建材としては、一般に合成樹脂系材料を賦型した化粧板、例えばメラミン樹脂化粧板などが幅広く用いられている。
従来、表面に凹凸形状を有する熱硬化性樹脂化粧板には、エンボス金型や樹脂凹凸シートにより凹凸形状を形成したものと、賦型シートにより凹凸形状を形成したものがある。しかし、凹凸形状を形成したエンボス金型を使用した場合は、金型をブラスト、エッチング等の表面処理する必要があるため凹凸形状および模様の緻密さに限界が生じてしまう。さらに熱硬化性樹脂化粧板製造時に、高価な型板及び予備の型板が必要となり、化粧板作製の手間と費用の負担が増えるため、製造コストも大幅に増加し製品が高価なものとなる。また、樹脂凹凸シートの場合は、熱硬化性樹脂化粧板が樹脂の硬化後、剥離しにくくなるために型板との間に、アルミニウム箔、ポリプロピレンフィルム等を挟む必要があり、微細な凹凸模様をシャープに形成することは非常に難しい。
【0003】
ところで、近年の消費者の高級品指向により、家具や机、あるいは内装材などに対しても高級感が求められるようになり、これらに用いられる化粧板においても、高級感を与える外観を有するものが望まれている。そのため、質感の付与も重要となってきており、繊細な凹凸形状を化粧板に付与する方法が種々提案されている。
例えば、基材シートの表面に無機系フィラーとバインダー樹脂からなる樹脂組成物を用いて凹凸層を形成するもので、撥液性樹脂で形成された絵柄模様上に塗布された微細な凹凸層形成用の樹脂組成物だけがはじかれて凹凸層が形成される賦型シートが提案されている(特許文献1、特許請求の範囲参照)。しかし、凹凸層の硬化のために一定期間のエージングを要するため、賦型シートの製作に非常に時間がかかってしまうので消費者の多様化するニーズに迅速に対応ができないという問題がある。
【特許文献1】特開平5−92484号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、このような状況下で、繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、かつ離型性にも優れた賦型シートおよび該賦型シートにより賦型された化粧板を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、基材上に、全面にわたって(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによってインキ層を形成し、前記インキ層上に、離型剤を含有する硬化性樹脂組成物を塗工して塗工層を形成し、このようにして形成された撥液性を有する前記インキ層と前記塗工層との間の撥液作用によって前記塗工層は前記インキ層の上部に凸部を形成し、さらにこのようにして形成された凸部を形成する塗工層を硬化させることによって、前記課題を解決し得ることを見出した。本発明は、かかる知見に基づいて完成したものである。
【0006】
すなわち、本発明は、
(1)基材上に、全面にわたって(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによってインキ層を形成し、前記インキ層上に、離型剤を含有する硬化性樹脂組成物を塗工して塗工層を形成し、このようにして形成された前記インキ層と前記塗工層との間の撥液作用によって前記塗工層は前記インキ層の上部に凸部を形成し、さらにこのようにして形成された凸部を形成する塗工層を硬化させることを特徴とする賦型シート、
(2)離型剤がシリコーン(メタ)アクリレートである上記(1)に記載の賦型シート、
(3)塗工層中に艶消剤を含む上記(1)又は(2)に記載の賦型シート、
(4)硬化性樹脂組成物が電離放射線硬化性樹脂組成物である上記(1)〜(3)のいずれかに記載の賦型シート、
(5)電離放射線硬化性樹脂組成物が電子線硬化性樹脂組成物である上記(4)に記載の賦型シート。
(6)上記(1)〜(5)のいずれかに記載の賦型シートを基板に賦型してなる化粧板、
(7)上記(1)〜(5)のいずれかに記載の賦型シートを、加熱圧板間に圧締して成型される基板と圧板の間に挿入して、成型したことを特徴とする化粧板、
(8)基板がメラミン樹脂化粧板である上記(6)又は(7)に記載の化粧板、及び
(9)基板がジアリルフタレート(DAP)樹脂化粧板である上記(6)又は(7)に記載の化粧板、
を提供するものである。
【発明の効果】
【0007】
本発明によれば、繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、かつ離型性にも優れた賦型シートおよび該賦型シートにより賦型された繊細な凹凸形状を有した化粧板を得ることができる。
【発明を実施するための最良の形態】
【0008】
本発明の賦型シートは、基材上に、全面にわたって(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによってインキ層を形成し、前記インキ層上に、離型剤を含有する硬化性樹脂組成物を塗工して塗工層を形成し、このようにして形成された撥液性を有する前記インキ層と前記塗工層との間の撥液作用によって前記塗工層は前記インキ層の上部に凸部を形成し、さらにこのようにして形成された凸部を形成する塗工層を硬化させることを特徴とする。
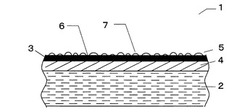
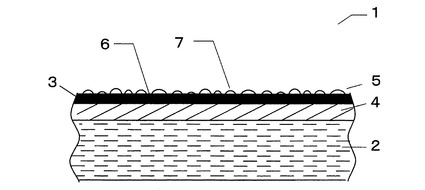
本発明の賦型シートの構造について、図1を用いて説明する。図1は本発明の賦型シート1の断面を示す模式図である。図1に示す例では、基材2上に全面を被覆する浸透防止層4、撥液性を有するインキ層3、硬化性樹脂組成物が架橋硬化した塗工層5が存在するものである。撥液性を有するインキ層3は全面にわたって存在し、インキ層3上に硬化性樹脂組成物を塗工し、このようにして形成された撥液性を有するインキ層3と硬化性樹脂組成物からなる塗工層5との間の撥液作用によって、該塗工層5は該インキ層3の上部に形成された硬化性樹脂組成物からなる凸形状7を形成し、さらにこのようにして形成された凸形状を形成する塗工層を架橋硬化させることによって、結果として凹凸形状を有する賦型シート1を得ることができる。
【0009】
以下、図1〜3を用いて、基材、各層の構成について詳細に説明する。
[基材2]
本発明で用いられる基材2は、通常賦型シートの基材として用いられるものであれば、特に限定されず、各種の紙類、プラスチックフィルム、プラスチックシート等を用途に応じて適宜選択することができる。これらの材料はそれぞれ単独で使用してもよいが、紙同士の複合体や紙とプラスチックフィルムの複合体等、任意の組み合わせによる積層体であってもよい。
これらの基材、特にプラスチックフィルムやプラスチックシートを基材として用いる場合には、その上に設けられる層との密着性を向上させるために、所望により、片面または両面に酸化法や凹凸化法などの物理的または化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法などが挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性などの面から好ましく用いられる。
また、該基材は基材と各層との層間密着性の強化等のために、浸透防止層を形成する等の処理を施してもよい。
【0010】
基材として用いられる各種の紙類としては、薄葉紙、クラフト紙、チタン紙などが使用できる。これらの紙基材は、紙基材の繊維間ないしは他層と紙基材との層間強度を強化したり、ケバ立ち防止のため、これら紙基材に、更に、アクリル樹脂、スチレンブタジエンゴム、メラミン樹脂、ウレタン樹脂等の樹脂を添加(抄造後樹脂含浸、又は抄造時に内填)させたものでもよい。例えば、紙間強化紙、樹脂含浸紙等である。
【0011】
プラスチックフィルム又はプラスチックシートとしては、各種の合成樹脂からなるものが挙げられる。合成樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂、ポリメチルペンテン樹脂、オレフィン系熱可塑性エラストマー等のポリオレフィン樹脂;ポリ塩化ビニル樹脂、ポリ塩化ビニリデン樹脂、ポリビニルアルコール樹脂、塩化ビニル−酢酸ビニル共重合樹脂、エチレン−酢酸ビニル共重合樹脂、エチレン−ビニルアルコール共重合樹脂等のビニル系樹脂;ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート−イソフタレート共重合樹脂、ポリエステル系熱可塑性エラストマー等のポリエステル樹脂;ポリ(メタ)アクリル酸メチル樹脂、ポリ(メタ)アクリル酸エチル樹脂、ポリ(メタ)アクリル酸ブチル樹脂等のアクリル樹脂;ナイロン6又はナイロン66等で代表されるポリアミド樹脂;三酢酸セルロース樹脂、セロファン等のセルロース系樹脂;ポリスチレン樹脂;ポリカーボネート樹脂;ポリアリレート樹脂;又はポリイミド樹脂等が挙げられる。
【0012】
これらのうち、基材2としては、耐熱性と寸法安定性に優れた材質が好ましく、中でもポリエチレンテレフタレートフィルム等のポリエステルフィルムが特に好ましい。
基材2の厚さについては特に制限はないが、プラスチックを素材とするシートを用いる場合には、厚さは、通常20〜150μm程度、好ましくは30〜100μmの範囲であり、紙基材を用いる場合には、坪量は、通常20〜150g/m2程度、好ましくは30〜100g/m2の範囲である。
【0013】
[浸透防止層4]
図1に示される浸透防止層4は、必要に応じて設けられる層であって、後述するインキ層3を構成するインキ及び塗工層5を構成する硬化性樹脂が、基材2中に浸透することを抑制する機能を持つものであり、基材2が紙や不織布などの浸透性基材である場合に特に効果を発揮する。従って、浸透防止層4は基材2とインキ層3及び塗工層5との間に位置すればよい。通常は、塗工層5を構成する硬化性樹脂と密着性がある硬化性樹脂が架橋硬化した一様均一な浸透防止層4を、図1に示すように基材2とインキ層3及び塗工層5との間に設ける。このことにより、基材2とインキ層3及び塗工層5との接着性を高める機能をも併せて果たすものである。このような観点により、浸透防止層4の樹脂としては、2液硬化性ウレタン樹脂が好適に用いられ、例えばアクリル系、ポリエステル系、アクリル・ウレタン共重合体系の樹脂であって、水酸基、カルボキシル基、アミノ基等の官能基を有するものに対してイソシアネート系樹脂を添加し架橋させたものが挙げられる。
【0014】
[インキ層3]
本発明の化粧材におけるインキ層3は、図1に示すように必要に応じて設けられた浸透防止層4等の上に全面にわたって積層されるもので、塗工層5が凸形状を生じさせるために撥液性を有する層であり、各種の模様を構成したグラビア版を作成し、グラビア印刷で印刷を行なうことで形成される。また、良好な撥液性を得るために、撥液性インキの塗付量は、版深の深さ(塗布厚み)を30〜60μmに設定することが好ましい。
本発明における賦型シートの凹凸形状は、撥液性を有するインキ層3と硬化性樹脂組成物からなる塗工層5との間の撥液作用によって、該インキ層3の上部の塗工層5が凸形状6を形成することにより得られる。
【0015】
インキ層3を形成する撥液性を有するインキは上述の通り、イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキである。
【0016】
[撥液性インキ イ)]
イ)の撥液性インキのバインダーに用いる樹脂としては、[結合剤の臨界表面張力<硬化性樹脂組成物(液体状態)の表面張力]を満足する樹脂であれば特に制限されることはないが、例えばポリフッ化ビニリデン、ポリフッ化ビニル等のフッ素樹脂、ポリシロキサン、シリコーン(メタ)アクリレート等のシリコーン樹脂、フッ素及びシリコ−ン樹脂とアクリル樹脂の共重合体樹脂等が挙げられる。
【0017】
イ)の撥液性インキは、インキの転移性を良好にするため体質顔料を含有することが好ましい。体質顔料を含有することによって、インキにチキソ性を付与することができ、版を用いてインキ層3を印刷する際に、インキ層3の形状が維持される。このことにより、凸部から凹部に移行する端部における凹凸形状の鮮映性(シャープネス)を強調することができ、メリハリのある意匠表現が可能となる。
上記体質顔料としては特に限定されず、例えばシリカ、タルク、クレー、硫酸バリウム、炭酸バリウム、硫酸カルシウム、炭酸カルシウム、炭酸マグネシウム等から適宜選択される。
また、繊細な意匠性を得るために、該撥液性インキには、艶消剤を添加することができる。艶消剤としては、材料設計の自由度が高く、塗工安定性に優れる点で、シリカが好ましい。粒径としては、2〜5μmの範囲が好ましく、添加量としては、1〜5質量%の範囲が好ましい。
本発明の賦型シートは着色されていても、されていなくても良いが、凹凸形状の状況確認のため、着色してあることが好ましい。賦型シートの着色を目的としてイ)の撥液性インキに添加される顔料としては、例えばキナクリドンレッド、磯インドリノンイエロー、フタロシアニンブルー、フタロシアニングリーン、酸化チタン、カーボンブラック等の公知の着色用顔料が用いられる。
【0018】
[撥液性インキ ロ)]
ロ)の撥液性を有する物質としては、上記イ)のバインダーに用いる樹脂であるシリコーン樹脂、フッ化樹脂の他、ポリエチレン、ポリプロピレン等のポリオレフィン樹脂、ワックス類等が挙げられる。また、それ自体撥液性のないバインダーとしては、メラミンアルキド樹脂、ユリアアルキド樹脂等として一般に市販されるアミノアルキド樹脂、アクリル樹脂、ポリエステル樹脂、ウレタン樹脂等が好適に用いられる。
なお、ロ)の撥液性インキには、上記イ)の撥液性インキと同様に、体質顔料及艶消剤を添加することができる。具体的には、上記イ)の撥液性インキにおいて挙げられるものが用いられる。
【0019】
[撥液性インキ ハ)]
ハ)の撥液性を有するバインダーとしては、上記イ)に挙げられる樹脂が好適に用いられる。また、体質顔料及艶消剤も上記イ)の撥液性インキにおいて挙げられるものが用いられる。
なお、撥液性を有する添加剤は、ハ)の撥液性インキの十分な撥液性と、賦型シートの十分な離型性を得るために添加されるものであり、例えば、シリコ−ン系、フッ素系樹脂等が挙げられる。
【0020】
[塗工層5:電離放射線硬化性樹脂組成物]
次に、塗工層5は上述のように離型剤を含有する硬化性樹脂組成物が架橋硬化したもので構成され、インキ層3上において凸形状を形成する。硬化性樹脂組成物としては特に制限はないが、例えば、メラミン系、ユリア系、エポキシ系、ケトン系、ジアリルフタレート系、不飽和ポリエステル系、及びフェノール系等の熱硬化性樹脂組成物、電離放射線硬化性樹脂組成物を挙げることができる。中でも、電離放射線硬化性樹脂組成物が好ましい。ここで、電離放射線硬化性樹脂組成物とは、電磁波または荷電粒子線の中で分子を架橋、重合させ得るエネルギー量子を有するもの、すなわち、紫外線または電子線などを照射することにより、架橋、硬化する樹脂組成物を指す。具体的には、従来電離放射線硬化性樹脂組成物として慣用されている重合性モノマー及び重合性オリゴマーないしはプレポリマーの中から適宜選択して用いることができる。
【0021】
(メタ)アクリレート単量体としては、多官能性(メタ)アクリレートが好ましい。なお、ここで「(メタ)アクリレート」とは「アクリレート又はメタクリレート」を意味する。多官能性(メタ)アクリレートとしては、分子内にエチレン性不飽和結合を2個以上有する(メタ)アクリレートであればよく、特に制限はない。具体的にはエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、カプロラクトン変性ジシクロペンテニルジ(メタ)アクリレート、エチレンオキシド変性リン酸ジ(メタ)アクリレート、アリル化シクロヘキシルジ(メタ)アクリレート、イソシアヌレートジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、エチレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレンオキシド変性ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレートなどが挙げられる。これらの多官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0022】
本発明においては、前記多官能性(メタ)アクリレートとともに、その粘度を低下させるなどの目的で、単官能性(メタ)アクリレートを、本発明の目的を損なわない範囲で適宜併用することができる。単官能性(メタ)アクリレートとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソボルニル(メタ)アクリレートなどが挙げられる。これらの単官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0023】
次に、重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、例えばエポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系のオリゴマーなどが挙げられる。ここで、エポキシ(メタ)アクリレート系オリゴマーは、例えば、比較的低分子量のビスフェノール型エポキシ樹脂やノボラック型エポキシ樹脂のオキシラン環に、(メタ)アクリル酸を反応しエステル化することにより得ることができる。また、このエポキシ(メタ)アクリレート系オリゴマーを部分的に二塩基性カルボン酸無水物で変性したカルボキシル変性型のエポキシ(メタ)アクリレートオリゴマーも用いることができる。ウレタン(メタ)アクリレート系オリゴマーは、例えば、ポリエーテルポリオールやポリエステルポリオールとポリイソシアネートの反応によって得られるポリウレタンオリゴマーを、(メタ)アクリル酸でエステル化することにより得ることができる。ポリエステル(メタ)アクリレート系オリゴマーとしては、例えば多価カルボン酸と多価アルコールの縮合によって得られる両末端に水酸基を有するポリエステルオリゴマーの水酸基を(メタ)アクリル酸でエステル化することにより、あるいは、多価カルボン酸にアルキレンオキシドを付加して得られるオリゴマーの末端の水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。ポリエーテル(メタ)アクリレート系オリゴマーは、ポリエーテルポリオールの水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。
【0024】
さらに、重合性オリゴマーとしては、他にポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマー、あるいはノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテル等の分子中にカチオン重合性官能基を有するオリゴマーなどがある。
本発明においては、上述のようにインキ層3を構成する撥液性インキと塗工層5を構成する硬化性樹脂組成物との間の撥液効果、硬化後の物性(特に、硬さ、密着性、電気特性)及び耐熱性が重要であり、これらの観点から適当なインキと硬化性樹脂組成物が選定されるが、電離放射線硬化性樹脂組成物としては、多官能性(メタ)アクリレートモノマーを含有することが好ましい。
【0025】
電離放射線硬化性樹脂組成物として紫外線硬化性樹脂組成物を用いる場合には、光重合用開始剤を樹脂組成物100質量部に対して、0.1〜5質量部程度添加することが望ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、特に限定されず、例えば、分子中にラジカル重合性不飽和基を有する重合性モノマーや重合性オリゴマーに対しては、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾイン−n−ブチルエーテル、ベンゾインイソブチルエーテル、アセトフェノン、ジメチルアミノアセトフェノン、2,2−ジメトキシ−2−フェニルアセトフェノン、2,2−ジエトキシ−2−フェニルアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノ−プロパン−1−オン、4−(2−ヒドロキシエトキシ)フェニル−2(ヒドロキシ−2−プロピル)ケトン、ベンゾフェノン、p−フェニルベンゾフェノン、4,4’−ジエチルアミノベンゾフェノン、ジクロロベンゾフェノン、2−メチルアントラキノン、2−エチルアントラキノン、2−ターシャリーブチルアントラキノン、2−アミノアントラキノン、2−メチルチオキサントン、2−エチルチオキサントン、2−クロロチオキサントン、2,4−ジメチルチオキサントン、2,4−ジエチルチオキサントン、ベンジルジメチルケタール、アセトフェノンジメチルケタールなどが挙げられる。
また、分子中にカチオン重合性官能基を有する重合性オリゴマー等に対しては、芳香族スルホニウム塩、芳香族ジアゾニウム塩、芳香族ヨードニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル等が挙げられる。
また、光増感剤としては、例えばp−ジメチル安息香酸エステル、第三級アミン類、チオール系増感剤などを用いることができる。
本発明においては、電離放射線硬化性樹脂組成物として電子線硬化性樹脂組成物を用いることが好ましい。電子線硬化性樹脂組成物は無溶剤化が可能であって、環境や健康の観点からより好ましく、また光重合用開始剤を必要とせず、安定な硬化特性が得られるからである。
【0026】
[塗工層5:離型剤]
塗工層5の硬化性樹脂組成物には、離型剤を含有することを要する。離型剤としては、反応性シリコーンが好ましく、中でもシリコーン(メタ)アクリレートが好適に使用される。塗工層5に離型剤を含有させることで、離型性が向上し、反復継続的使用に対する耐性が向上するからである。また、被賦型体にパール顔料などの添加剤又は充填剤が含まれている場合には、化粧板の製造過程において、被賦型体に含まれる添加剤又は充填剤の脱離を抑制する効果がある。
ここで反応性シリコーンとは、側鎖、末端に有機基を導入した変性シリコーンオイルのうち、導入する有機基の性質によって反応性を有するものをいう。反応性シリコーンは、具体的には、変性シリコーンオイル側鎖型、変性シリコーンオイル両末端型、変性シリコーンオイル片末端型、変性シリコーンオイル側鎖両末端型等において、導入する有機基がアミノ変性、エポキシ変性、メルカプト変性、カルボキシル変性、カルビノール変性、フェノール変性、メタクリル変性、異種官能基変性等であるものが挙げられる。
上記反応性シリコーンは、硬化性樹脂の硬化時に樹脂と反応し結合して一体化する。したがって、本発明の化粧板を熱圧成型によって成型する際に、化粧板の表面にブリードアウトしない(滲み出ない)ので、本発明の賦型シートと化粧板との密着性を著しく向上させて、微細な凹凸形状を有する繊細な意匠を化粧材に賦型することが可能となる。
上記反応性シリコーンの使用量は、硬化性樹脂100質量部あたり約0.1〜50質量部の範囲、好ましくは約0.5〜10質量部の範囲である。反応性シリコーンの使用量が0.1質量部以上の場合、化粧板と賦型シートの表面との剥離が十分となり、賦型シートの表面の凹凸形状が維持され、より長期間の使用に耐えうる。一方、反応性シリコーンの使用量が50質量部以下であれば、硬化性樹脂組成物を基材に塗工する際にはじきが発生しないので塗膜面の面が荒れず、塗料安定性が向上する。
また、上記のように反応性シリコーンの中でも、シリコーン(メタ)アクリレートが好適に使用される。シリコーン(メタ)アクリレートとは、シリコーンの側鎖、末端にエチレン性不飽和2重結合を有する(メタ)アクリレートを導入し、硬化性樹脂の硬化時に樹脂と反応し結合して一体化させて得られるものである。なお、該シリコーン(メタ)アクリレートの使用量は、上記反応性シリコーンと同様である。
【0027】
[塗工層5:艶消剤]
また、塗工層5の硬化性樹脂組成物には、艶消剤を含有することが好ましい。該艶消剤は、繊細な意匠性、すなわち繊細な凹凸形状を得るために添加されるものであり、その粒径および添加量は、意匠性の観点より、適宜選択されるものである。
【0028】
上記艶消剤は、無機微粒子及び有機微粒子のいずれであってもよい。該艶消剤としては、例えば無機粒子として、シリカ、アルミナ、アルミノシリケート、カオリナイト、炭酸カルシウム、硫酸バリウム、ガラスなどの粒子を挙げることができ、有機微粒子として、アクリル系樹脂、ポリカーボネート樹脂、ウレタン系樹脂、尿素系樹脂、ベンゾグアナミン樹脂、ベンゾグアナミン−メラミン−ホルムアルデヒド縮合物などの粒子を挙げることができる。
これらの艶消剤は1種を単独で用いてもよく、2種以上を組み合わせて用いてもよいが、本発明の効果の点から、シリカ粒子が好適である。
【0029】
[塗工層5:各種添加剤]
また本発明における硬化性樹脂組成物には、得られる硬化樹脂層の所望物性に応じて、各種添加剤を配合することができる。この添加剤としては、例えば重合禁止剤、帯電防止剤、酸化防止剤、レベリング剤、チクソ性付与剤、カップリング剤、消泡剤、充填剤、溶剤などが挙げられる。
【0030】
重合禁止剤としては、例えばハイドロキノン、p−ベンゾキノン、ハイドロキノンモノメチルエーテル、ピロガロール、t−ブチルカテコールなどが、架橋剤としては、例えばポリイソシアネート化合物、エポキシ化合物、金属キレート化合物、アジリジン化合物、オキサゾリン化合物などが用いられる。
充填剤としては、例えば硫酸バリウム、タルク、クレー、炭酸カルシウム、水酸化アルミニウムなどが用いられる。
【0031】
[塗工層5の形成]
本発明においては、前記の硬化成分である重合性モノマーや重合性オリゴマー及び各種添加剤を、それぞれ所定の割合で均質に混合し、硬化性樹脂組成物からなる塗工液を調製する。この塗工液の粘度は、後述の塗工方式により、基材の表面に未硬化樹脂層を形成し得る粘度であればよく、特に制限はない。
本発明においては、このようにして調製された塗工液を、基材の表面に、硬化後の厚さが1〜20μmになるように、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコートなどの公知の方式、好ましくはグラビアコートにより塗工し、未硬化樹脂層を形成させる。硬化後の厚さが1μm以上であると所望の機能を有する硬化樹脂層が得られる。硬化後の表面賦型層の厚さは、好ましくは2〜20μm程度である。
【0032】
本発明においては、このようにして形成された未硬化樹脂層に、電子線、紫外線等の電離放射線等を照射して該未硬化樹脂層を硬化させる。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂層の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜50kGy(1〜5Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈等が用いられる。
【0033】
[化粧板]
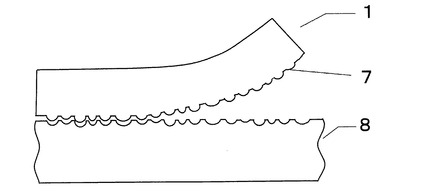
次に、本発明の化粧板は、前記賦型シートを基材に賦型してなる化粧板である。特に加熱圧板間に圧締して成型される成型品と圧板の間に前記賦型シートを挿入して成型することにより、化粧板が表面に微細な凹凸形状を有することが好ましい。具体的には、図2に示すように、熱圧成型後、賦型シート1を化粧板8から剥離することにより、一定の形状が賦型された化粧板8が得られる。
また、本発明の化粧板8は、本発明の賦型シートを使用して作製される化粧板であれば特に限定されないが、表面が硬く、耐熱性や耐汚染性にも優れ、かつ意匠性の面でも豊富な色柄が選択出来ることから、メラミン樹脂化粧板、ジアリルフタレート(DAP)樹脂化粧板が好適である。これらの化粧板を製造するには、公知の一般的になされる方法であれば、特に限定されないが、例えば以下にあげる製造方法により得られる。
メラミン樹脂化粧板は、フェノール樹脂含浸コア紙4枚程度の上にメラミン樹脂含浸シート、さらにその上にメラミン樹脂を含浸したオーバーレイ紙を積層し、2枚の鏡面金属板の間に挟み、表面に前記賦型シートを挿入して、例えば、7.8MPa、160℃で20分間加熱圧締を行い、室温まで放冷した後、前記賦型シートを剥離することにより得られる。
また、ジアリルフタレート(DAP)樹脂化粧板は、ジアリルフタレート樹脂含浸紙を板状基材の上に順次積み重ねて、メラミン樹脂化粧板の製造方法と同様に、鏡面金属板の間で、前記賦型シートを使用して、0.98MPa、140〜150℃で、10分程度加熱圧締を行い、室温まで放冷した後、前記賦型シートを剥離することにより得られる。いずれも、繊細な凹凸形状を有する化粧板となる。
【0034】
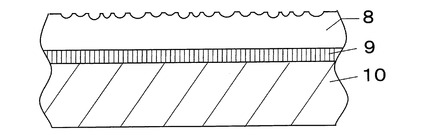
本発明の化粧板8は、各種基板に貼着して使用することができる。具体的には、図3に示すように、基板10に接着剤層9を介して化粧板8を貼着するものである。
被着体となる基板は、特に限定されず、木材などの木質系の板、窯業系素材、金属板等を用途に応じて適宜選択することができる。
【0035】
金属板としては、例えばアルミニウム、鉄、ステンレス鋼、又は銅等からなるものを用いることができ、またこれらの金属をめっき等によって施したものを使用することもできる。
木質系の板としては、杉、檜、欅、松、ラワン、チーク、メラピー等各種素材の突板、木材単板、木材合板、パーチクルボード、中密度繊維板(MDF)等の木質材等が挙げられる。これらは単独で、または積層して用いることもできる。なお、木質系の板には、木質板に限らず、紙粉入りのプラスチック板や、補強され強度を有する紙類も包含される。
窯業系素材としては、石膏板、珪酸カルシウム板、木片セメント板などの窯業系建材、陶磁器、ガラス、琺瑯、焼成タイル、火山灰を主原料とした板等が例示される。
これらの他、繊維強化プラスチック(FRP)の板、ペーパーハニカムの両面に鉄板を貼ったもの、2枚のアルミニウム板でポリエチレン樹脂を挟んだもの等、各種の素材の複合体も基板として使用できる。
【0036】
このようにして接着剤層9を介して毎葉ごとにあるいは連続して化粧板8が載置された基板10を、コールドプレス、ホットプレス、ロールプレス、ラミネーター、ラッピング、縁貼り機,真空プレス等の貼着装置を用いて圧締して、化粧板8を基板10表面に接着する。
【0037】
接着剤はスプレー、スプレッダー、バーコーター等の塗布装置を用いて塗布する。この接着剤には、酢酸ビニル樹脂系、ユリア樹脂系、メラミン樹脂系、フェノール樹脂系、イソシアネート系等の接着剤を、単独であるいは任意混合した混合型接着剤として用いられる。接着剤には、必要に応じてタルク、炭酸カルシウム、クレー、チタン白等の無機質粉末、小麦粉、木粉、プラスチック粉、着色剤、防虫剤、防カビ剤等を添加混合して用いることができる。一般に、接着剤は固形分を35〜80質量%とし、塗布量50〜300g/m2の範囲で基板表面に塗布される。
化粧板8の基板10上への貼着は、通常、本発明の化粧板8の裏面に接着剤層9を形成し、基板10を貼着するか基板10の上に接着剤を塗布し、化粧板8を貼着する等の方法による。
【0038】
以上のようにして製造される建材は、また、該建材を任意切断し、表面や木口部にルーター、カッター等の切削加工機を用いて溝加工、面取加工等の任意加飾を施すことができる。そして種々の用途、例えば、壁、天井、床等の建築物の内装または外装材、窓枠、扉、手すり、幅木、廻り縁、モール等の建具の表面化粧板、キッチン、家具又は弱電、OA機器等のキャビネットの表面化粧板、車両の内装、外装等に用いることができる。
【実施例】
【0039】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
(評価方法)
各実施例で得られた賦型シートおよび化粧板について、以下の方法で評価した。
(1)表面粗さの測定
評価対象サンプルを縦400mmx横400mmのサイズとし、3次元非接触表面形状計測システム((株)菱化システム製 Micromap)を用いて、表面形状、表面粗さ(算術平均表面粗さ)、賦型性の効果及び繰返し使用した際の成型再現性を確認した。
(2)剥離性
引張圧縮試験機(オリエンテック(株)製 RTC−1250A)を用いて、賦型シートの剥離強度を測定した。評価対象サンプルは幅25mmx長50mmとし、剥離スピード300mm/min、剥離方向180°(垂直方向)、ロードセル荷重10N、測定環境温度23℃(室温)にて試験を行った。
【0040】
実施例1
既に易接着処理されたPETフィルム(東洋紡績(株)製 「A4100(25μm)」)上に、浸透防止層(ザ・インクテック(株)製 アクリル・ウレタン共重合体系(水酸基含有)、ポリイソシアネート(ヘキサメチレンジイソシアネート系))を塗布量2g/m2で形成した後、全面にわたってインキ層をグラビア印刷で形成する。撥液性インキは、下記の組成のものを使用した。
[撥液性インキ組成]
バインダー:シリコーン・アクリル共重合体 30質量部
体質顔料 :微粒子シリカ(平均粒径0.2μm) 2質量部
艶消剤 :シリカ (平均粒径3μm) 3質量部
硬化剤 :ポリイソシアネート(ヘキサメチレンジイソシアネート系) 5質量部
添加剤 :アミノ変性シリコ−ンオイル 1質量部
溶剤 :酢酸エチル/メチルイソブチルケトン混合溶剤 100質量部
この撥液性インキの上に離型剤を含有する下記組成の電離放射線硬化性樹脂組成物を乾燥塗膜が10μmになるように、オフセットグラビアコートを行った。
[電離放射線硬化性樹脂組成物の組成]
トリメチロールプロパンEO変性トリアクリレート 40質量部
ペンタエリスリトールテトラアクリレート 60質量部
シリコ−ンメタクリレート 1質量部
シリカ(平均粒径 6μm) 20質量部
溶剤:イソプロピルアルコール 10質量部
上記コートを行った後、80℃の加熱乾燥を行い、弾かれることで凸形状を形成後、175kVの加速電圧で、50kGyの電子線照射を行い、塗工層を形成した。
その後、40℃のエージングを行い、浸透防止層及び、インキ層を硬化させた。
フェノール樹脂含浸コア紙4枚の上に模様のあるメラミン樹脂含浸シート、さらにその上に35g/m2のオーバーレイ紙にメラミン樹脂を含浸したものを積層し、2枚の鏡面板の間に挟み、160℃で7.8MPaのプレス加圧で、20分放置後、室温まで冷却を行った。
プレスより取り出し、賦型シートを剥離することにより、表面が、賦型シートの形状を再現した繊細な凹凸形状を有したメラミン化粧板を得た。
実施例2
基材を30g/m2の薄紙(三興製紙製 FIX−30)を使用し、浸透防止層(ザ・インクテック(株)製 アクリルポリオール(水酸基含有)、ポリイソシアネート(ヘキサメチレンジイソシアネート系))を塗布量3g/m2で形成する以外は、実施例1と同様の方法により賦型シートを作成し、実施例1と同様の条件で、メラミン化粧板を得た。
【0041】
実施例1により得た賦型シートは、耐久性に富み、成型を10回繰り返しても、表面形状、表面粗さ及び賦型後の剥離性(剥離しやすさ)は全く変化が見られなかった。また、成型された化粧板の表面は、成型を10回繰り返しても、凸形状部分(賦型シートの凹形状6が賦型された部分)と凹形状部分(賦型シートの凸形状7が賦型された部分)が鮮明に賦型されており、全く変化は見られなかった。
また、実施例2の賦型シートでも3回の繰り返し使用が可能であり、成型された化粧板の表面は、実施例1の化粧板と同様に繊細な意匠を有していた。
【産業上の利用可能性】
【0042】
本発明によれば、繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、かつ離型性にも優れた賦型シートおよび該賦型シートにより賦型された繊細な凹凸形状を有した化粧板を得ることができる。
【図面の簡単な説明】
【0043】
【図1】本発明の賦型シートの断面を示す模式図である。
【図2】本発明の賦型シートの剥離過程を示す模式図である。
【図3】建材の断面を示す模式図である。
【符号の説明】
【0044】
1.賦型シート
2.基材
3.インキ層
4.浸透防止層
5.塗工層
6.凹形状
7.凸形状
8.化粧板
9.接着剤層
10.基板
【技術分野】
【0001】
本発明は繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、かつ離型性にも優れた賦型シートおよび該賦型シートにより賦型された化粧板に関する。
【背景技術】
【0002】
家具、机の天板、各種カウンターやドアーなどの住宅機器および内装材として用いられる建材としては、一般に合成樹脂系材料を賦型した化粧板、例えばメラミン樹脂化粧板などが幅広く用いられている。
従来、表面に凹凸形状を有する熱硬化性樹脂化粧板には、エンボス金型や樹脂凹凸シートにより凹凸形状を形成したものと、賦型シートにより凹凸形状を形成したものがある。しかし、凹凸形状を形成したエンボス金型を使用した場合は、金型をブラスト、エッチング等の表面処理する必要があるため凹凸形状および模様の緻密さに限界が生じてしまう。さらに熱硬化性樹脂化粧板製造時に、高価な型板及び予備の型板が必要となり、化粧板作製の手間と費用の負担が増えるため、製造コストも大幅に増加し製品が高価なものとなる。また、樹脂凹凸シートの場合は、熱硬化性樹脂化粧板が樹脂の硬化後、剥離しにくくなるために型板との間に、アルミニウム箔、ポリプロピレンフィルム等を挟む必要があり、微細な凹凸模様をシャープに形成することは非常に難しい。
【0003】
ところで、近年の消費者の高級品指向により、家具や机、あるいは内装材などに対しても高級感が求められるようになり、これらに用いられる化粧板においても、高級感を与える外観を有するものが望まれている。そのため、質感の付与も重要となってきており、繊細な凹凸形状を化粧板に付与する方法が種々提案されている。
例えば、基材シートの表面に無機系フィラーとバインダー樹脂からなる樹脂組成物を用いて凹凸層を形成するもので、撥液性樹脂で形成された絵柄模様上に塗布された微細な凹凸層形成用の樹脂組成物だけがはじかれて凹凸層が形成される賦型シートが提案されている(特許文献1、特許請求の範囲参照)。しかし、凹凸層の硬化のために一定期間のエージングを要するため、賦型シートの製作に非常に時間がかかってしまうので消費者の多様化するニーズに迅速に対応ができないという問題がある。
【特許文献1】特開平5−92484号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、このような状況下で、繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、かつ離型性にも優れた賦型シートおよび該賦型シートにより賦型された化粧板を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、基材上に、全面にわたって(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによってインキ層を形成し、前記インキ層上に、離型剤を含有する硬化性樹脂組成物を塗工して塗工層を形成し、このようにして形成された撥液性を有する前記インキ層と前記塗工層との間の撥液作用によって前記塗工層は前記インキ層の上部に凸部を形成し、さらにこのようにして形成された凸部を形成する塗工層を硬化させることによって、前記課題を解決し得ることを見出した。本発明は、かかる知見に基づいて完成したものである。
【0006】
すなわち、本発明は、
(1)基材上に、全面にわたって(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによってインキ層を形成し、前記インキ層上に、離型剤を含有する硬化性樹脂組成物を塗工して塗工層を形成し、このようにして形成された前記インキ層と前記塗工層との間の撥液作用によって前記塗工層は前記インキ層の上部に凸部を形成し、さらにこのようにして形成された凸部を形成する塗工層を硬化させることを特徴とする賦型シート、
(2)離型剤がシリコーン(メタ)アクリレートである上記(1)に記載の賦型シート、
(3)塗工層中に艶消剤を含む上記(1)又は(2)に記載の賦型シート、
(4)硬化性樹脂組成物が電離放射線硬化性樹脂組成物である上記(1)〜(3)のいずれかに記載の賦型シート、
(5)電離放射線硬化性樹脂組成物が電子線硬化性樹脂組成物である上記(4)に記載の賦型シート。
(6)上記(1)〜(5)のいずれかに記載の賦型シートを基板に賦型してなる化粧板、
(7)上記(1)〜(5)のいずれかに記載の賦型シートを、加熱圧板間に圧締して成型される基板と圧板の間に挿入して、成型したことを特徴とする化粧板、
(8)基板がメラミン樹脂化粧板である上記(6)又は(7)に記載の化粧板、及び
(9)基板がジアリルフタレート(DAP)樹脂化粧板である上記(6)又は(7)に記載の化粧板、
を提供するものである。
【発明の効果】
【0007】
本発明によれば、繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、かつ離型性にも優れた賦型シートおよび該賦型シートにより賦型された繊細な凹凸形状を有した化粧板を得ることができる。
【発明を実施するための最良の形態】
【0008】
本発明の賦型シートは、基材上に、全面にわたって(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによってインキ層を形成し、前記インキ層上に、離型剤を含有する硬化性樹脂組成物を塗工して塗工層を形成し、このようにして形成された撥液性を有する前記インキ層と前記塗工層との間の撥液作用によって前記塗工層は前記インキ層の上部に凸部を形成し、さらにこのようにして形成された凸部を形成する塗工層を硬化させることを特徴とする。
本発明の賦型シートの構造について、図1を用いて説明する。図1は本発明の賦型シート1の断面を示す模式図である。図1に示す例では、基材2上に全面を被覆する浸透防止層4、撥液性を有するインキ層3、硬化性樹脂組成物が架橋硬化した塗工層5が存在するものである。撥液性を有するインキ層3は全面にわたって存在し、インキ層3上に硬化性樹脂組成物を塗工し、このようにして形成された撥液性を有するインキ層3と硬化性樹脂組成物からなる塗工層5との間の撥液作用によって、該塗工層5は該インキ層3の上部に形成された硬化性樹脂組成物からなる凸形状7を形成し、さらにこのようにして形成された凸形状を形成する塗工層を架橋硬化させることによって、結果として凹凸形状を有する賦型シート1を得ることができる。
【0009】
以下、図1〜3を用いて、基材、各層の構成について詳細に説明する。
[基材2]
本発明で用いられる基材2は、通常賦型シートの基材として用いられるものであれば、特に限定されず、各種の紙類、プラスチックフィルム、プラスチックシート等を用途に応じて適宜選択することができる。これらの材料はそれぞれ単独で使用してもよいが、紙同士の複合体や紙とプラスチックフィルムの複合体等、任意の組み合わせによる積層体であってもよい。
これらの基材、特にプラスチックフィルムやプラスチックシートを基材として用いる場合には、その上に設けられる層との密着性を向上させるために、所望により、片面または両面に酸化法や凹凸化法などの物理的または化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法などが挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性などの面から好ましく用いられる。
また、該基材は基材と各層との層間密着性の強化等のために、浸透防止層を形成する等の処理を施してもよい。
【0010】
基材として用いられる各種の紙類としては、薄葉紙、クラフト紙、チタン紙などが使用できる。これらの紙基材は、紙基材の繊維間ないしは他層と紙基材との層間強度を強化したり、ケバ立ち防止のため、これら紙基材に、更に、アクリル樹脂、スチレンブタジエンゴム、メラミン樹脂、ウレタン樹脂等の樹脂を添加(抄造後樹脂含浸、又は抄造時に内填)させたものでもよい。例えば、紙間強化紙、樹脂含浸紙等である。
【0011】
プラスチックフィルム又はプラスチックシートとしては、各種の合成樹脂からなるものが挙げられる。合成樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂、ポリメチルペンテン樹脂、オレフィン系熱可塑性エラストマー等のポリオレフィン樹脂;ポリ塩化ビニル樹脂、ポリ塩化ビニリデン樹脂、ポリビニルアルコール樹脂、塩化ビニル−酢酸ビニル共重合樹脂、エチレン−酢酸ビニル共重合樹脂、エチレン−ビニルアルコール共重合樹脂等のビニル系樹脂;ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート−イソフタレート共重合樹脂、ポリエステル系熱可塑性エラストマー等のポリエステル樹脂;ポリ(メタ)アクリル酸メチル樹脂、ポリ(メタ)アクリル酸エチル樹脂、ポリ(メタ)アクリル酸ブチル樹脂等のアクリル樹脂;ナイロン6又はナイロン66等で代表されるポリアミド樹脂;三酢酸セルロース樹脂、セロファン等のセルロース系樹脂;ポリスチレン樹脂;ポリカーボネート樹脂;ポリアリレート樹脂;又はポリイミド樹脂等が挙げられる。
【0012】
これらのうち、基材2としては、耐熱性と寸法安定性に優れた材質が好ましく、中でもポリエチレンテレフタレートフィルム等のポリエステルフィルムが特に好ましい。
基材2の厚さについては特に制限はないが、プラスチックを素材とするシートを用いる場合には、厚さは、通常20〜150μm程度、好ましくは30〜100μmの範囲であり、紙基材を用いる場合には、坪量は、通常20〜150g/m2程度、好ましくは30〜100g/m2の範囲である。
【0013】
[浸透防止層4]
図1に示される浸透防止層4は、必要に応じて設けられる層であって、後述するインキ層3を構成するインキ及び塗工層5を構成する硬化性樹脂が、基材2中に浸透することを抑制する機能を持つものであり、基材2が紙や不織布などの浸透性基材である場合に特に効果を発揮する。従って、浸透防止層4は基材2とインキ層3及び塗工層5との間に位置すればよい。通常は、塗工層5を構成する硬化性樹脂と密着性がある硬化性樹脂が架橋硬化した一様均一な浸透防止層4を、図1に示すように基材2とインキ層3及び塗工層5との間に設ける。このことにより、基材2とインキ層3及び塗工層5との接着性を高める機能をも併せて果たすものである。このような観点により、浸透防止層4の樹脂としては、2液硬化性ウレタン樹脂が好適に用いられ、例えばアクリル系、ポリエステル系、アクリル・ウレタン共重合体系の樹脂であって、水酸基、カルボキシル基、アミノ基等の官能基を有するものに対してイソシアネート系樹脂を添加し架橋させたものが挙げられる。
【0014】
[インキ層3]
本発明の化粧材におけるインキ層3は、図1に示すように必要に応じて設けられた浸透防止層4等の上に全面にわたって積層されるもので、塗工層5が凸形状を生じさせるために撥液性を有する層であり、各種の模様を構成したグラビア版を作成し、グラビア印刷で印刷を行なうことで形成される。また、良好な撥液性を得るために、撥液性インキの塗付量は、版深の深さ(塗布厚み)を30〜60μmに設定することが好ましい。
本発明における賦型シートの凹凸形状は、撥液性を有するインキ層3と硬化性樹脂組成物からなる塗工層5との間の撥液作用によって、該インキ層3の上部の塗工層5が凸形状6を形成することにより得られる。
【0015】
インキ層3を形成する撥液性を有するインキは上述の通り、イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキである。
【0016】
[撥液性インキ イ)]
イ)の撥液性インキのバインダーに用いる樹脂としては、[結合剤の臨界表面張力<硬化性樹脂組成物(液体状態)の表面張力]を満足する樹脂であれば特に制限されることはないが、例えばポリフッ化ビニリデン、ポリフッ化ビニル等のフッ素樹脂、ポリシロキサン、シリコーン(メタ)アクリレート等のシリコーン樹脂、フッ素及びシリコ−ン樹脂とアクリル樹脂の共重合体樹脂等が挙げられる。
【0017】
イ)の撥液性インキは、インキの転移性を良好にするため体質顔料を含有することが好ましい。体質顔料を含有することによって、インキにチキソ性を付与することができ、版を用いてインキ層3を印刷する際に、インキ層3の形状が維持される。このことにより、凸部から凹部に移行する端部における凹凸形状の鮮映性(シャープネス)を強調することができ、メリハリのある意匠表現が可能となる。
上記体質顔料としては特に限定されず、例えばシリカ、タルク、クレー、硫酸バリウム、炭酸バリウム、硫酸カルシウム、炭酸カルシウム、炭酸マグネシウム等から適宜選択される。
また、繊細な意匠性を得るために、該撥液性インキには、艶消剤を添加することができる。艶消剤としては、材料設計の自由度が高く、塗工安定性に優れる点で、シリカが好ましい。粒径としては、2〜5μmの範囲が好ましく、添加量としては、1〜5質量%の範囲が好ましい。
本発明の賦型シートは着色されていても、されていなくても良いが、凹凸形状の状況確認のため、着色してあることが好ましい。賦型シートの着色を目的としてイ)の撥液性インキに添加される顔料としては、例えばキナクリドンレッド、磯インドリノンイエロー、フタロシアニンブルー、フタロシアニングリーン、酸化チタン、カーボンブラック等の公知の着色用顔料が用いられる。
【0018】
[撥液性インキ ロ)]
ロ)の撥液性を有する物質としては、上記イ)のバインダーに用いる樹脂であるシリコーン樹脂、フッ化樹脂の他、ポリエチレン、ポリプロピレン等のポリオレフィン樹脂、ワックス類等が挙げられる。また、それ自体撥液性のないバインダーとしては、メラミンアルキド樹脂、ユリアアルキド樹脂等として一般に市販されるアミノアルキド樹脂、アクリル樹脂、ポリエステル樹脂、ウレタン樹脂等が好適に用いられる。
なお、ロ)の撥液性インキには、上記イ)の撥液性インキと同様に、体質顔料及艶消剤を添加することができる。具体的には、上記イ)の撥液性インキにおいて挙げられるものが用いられる。
【0019】
[撥液性インキ ハ)]
ハ)の撥液性を有するバインダーとしては、上記イ)に挙げられる樹脂が好適に用いられる。また、体質顔料及艶消剤も上記イ)の撥液性インキにおいて挙げられるものが用いられる。
なお、撥液性を有する添加剤は、ハ)の撥液性インキの十分な撥液性と、賦型シートの十分な離型性を得るために添加されるものであり、例えば、シリコ−ン系、フッ素系樹脂等が挙げられる。
【0020】
[塗工層5:電離放射線硬化性樹脂組成物]
次に、塗工層5は上述のように離型剤を含有する硬化性樹脂組成物が架橋硬化したもので構成され、インキ層3上において凸形状を形成する。硬化性樹脂組成物としては特に制限はないが、例えば、メラミン系、ユリア系、エポキシ系、ケトン系、ジアリルフタレート系、不飽和ポリエステル系、及びフェノール系等の熱硬化性樹脂組成物、電離放射線硬化性樹脂組成物を挙げることができる。中でも、電離放射線硬化性樹脂組成物が好ましい。ここで、電離放射線硬化性樹脂組成物とは、電磁波または荷電粒子線の中で分子を架橋、重合させ得るエネルギー量子を有するもの、すなわち、紫外線または電子線などを照射することにより、架橋、硬化する樹脂組成物を指す。具体的には、従来電離放射線硬化性樹脂組成物として慣用されている重合性モノマー及び重合性オリゴマーないしはプレポリマーの中から適宜選択して用いることができる。
【0021】
(メタ)アクリレート単量体としては、多官能性(メタ)アクリレートが好ましい。なお、ここで「(メタ)アクリレート」とは「アクリレート又はメタクリレート」を意味する。多官能性(メタ)アクリレートとしては、分子内にエチレン性不飽和結合を2個以上有する(メタ)アクリレートであればよく、特に制限はない。具体的にはエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、カプロラクトン変性ジシクロペンテニルジ(メタ)アクリレート、エチレンオキシド変性リン酸ジ(メタ)アクリレート、アリル化シクロヘキシルジ(メタ)アクリレート、イソシアヌレートジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、エチレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレンオキシド変性ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレートなどが挙げられる。これらの多官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0022】
本発明においては、前記多官能性(メタ)アクリレートとともに、その粘度を低下させるなどの目的で、単官能性(メタ)アクリレートを、本発明の目的を損なわない範囲で適宜併用することができる。単官能性(メタ)アクリレートとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソボルニル(メタ)アクリレートなどが挙げられる。これらの単官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0023】
次に、重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、例えばエポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系のオリゴマーなどが挙げられる。ここで、エポキシ(メタ)アクリレート系オリゴマーは、例えば、比較的低分子量のビスフェノール型エポキシ樹脂やノボラック型エポキシ樹脂のオキシラン環に、(メタ)アクリル酸を反応しエステル化することにより得ることができる。また、このエポキシ(メタ)アクリレート系オリゴマーを部分的に二塩基性カルボン酸無水物で変性したカルボキシル変性型のエポキシ(メタ)アクリレートオリゴマーも用いることができる。ウレタン(メタ)アクリレート系オリゴマーは、例えば、ポリエーテルポリオールやポリエステルポリオールとポリイソシアネートの反応によって得られるポリウレタンオリゴマーを、(メタ)アクリル酸でエステル化することにより得ることができる。ポリエステル(メタ)アクリレート系オリゴマーとしては、例えば多価カルボン酸と多価アルコールの縮合によって得られる両末端に水酸基を有するポリエステルオリゴマーの水酸基を(メタ)アクリル酸でエステル化することにより、あるいは、多価カルボン酸にアルキレンオキシドを付加して得られるオリゴマーの末端の水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。ポリエーテル(メタ)アクリレート系オリゴマーは、ポリエーテルポリオールの水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。
【0024】
さらに、重合性オリゴマーとしては、他にポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマー、あるいはノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテル等の分子中にカチオン重合性官能基を有するオリゴマーなどがある。
本発明においては、上述のようにインキ層3を構成する撥液性インキと塗工層5を構成する硬化性樹脂組成物との間の撥液効果、硬化後の物性(特に、硬さ、密着性、電気特性)及び耐熱性が重要であり、これらの観点から適当なインキと硬化性樹脂組成物が選定されるが、電離放射線硬化性樹脂組成物としては、多官能性(メタ)アクリレートモノマーを含有することが好ましい。
【0025】
電離放射線硬化性樹脂組成物として紫外線硬化性樹脂組成物を用いる場合には、光重合用開始剤を樹脂組成物100質量部に対して、0.1〜5質量部程度添加することが望ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、特に限定されず、例えば、分子中にラジカル重合性不飽和基を有する重合性モノマーや重合性オリゴマーに対しては、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾイン−n−ブチルエーテル、ベンゾインイソブチルエーテル、アセトフェノン、ジメチルアミノアセトフェノン、2,2−ジメトキシ−2−フェニルアセトフェノン、2,2−ジエトキシ−2−フェニルアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノ−プロパン−1−オン、4−(2−ヒドロキシエトキシ)フェニル−2(ヒドロキシ−2−プロピル)ケトン、ベンゾフェノン、p−フェニルベンゾフェノン、4,4’−ジエチルアミノベンゾフェノン、ジクロロベンゾフェノン、2−メチルアントラキノン、2−エチルアントラキノン、2−ターシャリーブチルアントラキノン、2−アミノアントラキノン、2−メチルチオキサントン、2−エチルチオキサントン、2−クロロチオキサントン、2,4−ジメチルチオキサントン、2,4−ジエチルチオキサントン、ベンジルジメチルケタール、アセトフェノンジメチルケタールなどが挙げられる。
また、分子中にカチオン重合性官能基を有する重合性オリゴマー等に対しては、芳香族スルホニウム塩、芳香族ジアゾニウム塩、芳香族ヨードニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル等が挙げられる。
また、光増感剤としては、例えばp−ジメチル安息香酸エステル、第三級アミン類、チオール系増感剤などを用いることができる。
本発明においては、電離放射線硬化性樹脂組成物として電子線硬化性樹脂組成物を用いることが好ましい。電子線硬化性樹脂組成物は無溶剤化が可能であって、環境や健康の観点からより好ましく、また光重合用開始剤を必要とせず、安定な硬化特性が得られるからである。
【0026】
[塗工層5:離型剤]
塗工層5の硬化性樹脂組成物には、離型剤を含有することを要する。離型剤としては、反応性シリコーンが好ましく、中でもシリコーン(メタ)アクリレートが好適に使用される。塗工層5に離型剤を含有させることで、離型性が向上し、反復継続的使用に対する耐性が向上するからである。また、被賦型体にパール顔料などの添加剤又は充填剤が含まれている場合には、化粧板の製造過程において、被賦型体に含まれる添加剤又は充填剤の脱離を抑制する効果がある。
ここで反応性シリコーンとは、側鎖、末端に有機基を導入した変性シリコーンオイルのうち、導入する有機基の性質によって反応性を有するものをいう。反応性シリコーンは、具体的には、変性シリコーンオイル側鎖型、変性シリコーンオイル両末端型、変性シリコーンオイル片末端型、変性シリコーンオイル側鎖両末端型等において、導入する有機基がアミノ変性、エポキシ変性、メルカプト変性、カルボキシル変性、カルビノール変性、フェノール変性、メタクリル変性、異種官能基変性等であるものが挙げられる。
上記反応性シリコーンは、硬化性樹脂の硬化時に樹脂と反応し結合して一体化する。したがって、本発明の化粧板を熱圧成型によって成型する際に、化粧板の表面にブリードアウトしない(滲み出ない)ので、本発明の賦型シートと化粧板との密着性を著しく向上させて、微細な凹凸形状を有する繊細な意匠を化粧材に賦型することが可能となる。
上記反応性シリコーンの使用量は、硬化性樹脂100質量部あたり約0.1〜50質量部の範囲、好ましくは約0.5〜10質量部の範囲である。反応性シリコーンの使用量が0.1質量部以上の場合、化粧板と賦型シートの表面との剥離が十分となり、賦型シートの表面の凹凸形状が維持され、より長期間の使用に耐えうる。一方、反応性シリコーンの使用量が50質量部以下であれば、硬化性樹脂組成物を基材に塗工する際にはじきが発生しないので塗膜面の面が荒れず、塗料安定性が向上する。
また、上記のように反応性シリコーンの中でも、シリコーン(メタ)アクリレートが好適に使用される。シリコーン(メタ)アクリレートとは、シリコーンの側鎖、末端にエチレン性不飽和2重結合を有する(メタ)アクリレートを導入し、硬化性樹脂の硬化時に樹脂と反応し結合して一体化させて得られるものである。なお、該シリコーン(メタ)アクリレートの使用量は、上記反応性シリコーンと同様である。
【0027】
[塗工層5:艶消剤]
また、塗工層5の硬化性樹脂組成物には、艶消剤を含有することが好ましい。該艶消剤は、繊細な意匠性、すなわち繊細な凹凸形状を得るために添加されるものであり、その粒径および添加量は、意匠性の観点より、適宜選択されるものである。
【0028】
上記艶消剤は、無機微粒子及び有機微粒子のいずれであってもよい。該艶消剤としては、例えば無機粒子として、シリカ、アルミナ、アルミノシリケート、カオリナイト、炭酸カルシウム、硫酸バリウム、ガラスなどの粒子を挙げることができ、有機微粒子として、アクリル系樹脂、ポリカーボネート樹脂、ウレタン系樹脂、尿素系樹脂、ベンゾグアナミン樹脂、ベンゾグアナミン−メラミン−ホルムアルデヒド縮合物などの粒子を挙げることができる。
これらの艶消剤は1種を単独で用いてもよく、2種以上を組み合わせて用いてもよいが、本発明の効果の点から、シリカ粒子が好適である。
【0029】
[塗工層5:各種添加剤]
また本発明における硬化性樹脂組成物には、得られる硬化樹脂層の所望物性に応じて、各種添加剤を配合することができる。この添加剤としては、例えば重合禁止剤、帯電防止剤、酸化防止剤、レベリング剤、チクソ性付与剤、カップリング剤、消泡剤、充填剤、溶剤などが挙げられる。
【0030】
重合禁止剤としては、例えばハイドロキノン、p−ベンゾキノン、ハイドロキノンモノメチルエーテル、ピロガロール、t−ブチルカテコールなどが、架橋剤としては、例えばポリイソシアネート化合物、エポキシ化合物、金属キレート化合物、アジリジン化合物、オキサゾリン化合物などが用いられる。
充填剤としては、例えば硫酸バリウム、タルク、クレー、炭酸カルシウム、水酸化アルミニウムなどが用いられる。
【0031】
[塗工層5の形成]
本発明においては、前記の硬化成分である重合性モノマーや重合性オリゴマー及び各種添加剤を、それぞれ所定の割合で均質に混合し、硬化性樹脂組成物からなる塗工液を調製する。この塗工液の粘度は、後述の塗工方式により、基材の表面に未硬化樹脂層を形成し得る粘度であればよく、特に制限はない。
本発明においては、このようにして調製された塗工液を、基材の表面に、硬化後の厚さが1〜20μmになるように、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコートなどの公知の方式、好ましくはグラビアコートにより塗工し、未硬化樹脂層を形成させる。硬化後の厚さが1μm以上であると所望の機能を有する硬化樹脂層が得られる。硬化後の表面賦型層の厚さは、好ましくは2〜20μm程度である。
【0032】
本発明においては、このようにして形成された未硬化樹脂層に、電子線、紫外線等の電離放射線等を照射して該未硬化樹脂層を硬化させる。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂層の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜50kGy(1〜5Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈等が用いられる。
【0033】
[化粧板]
次に、本発明の化粧板は、前記賦型シートを基材に賦型してなる化粧板である。特に加熱圧板間に圧締して成型される成型品と圧板の間に前記賦型シートを挿入して成型することにより、化粧板が表面に微細な凹凸形状を有することが好ましい。具体的には、図2に示すように、熱圧成型後、賦型シート1を化粧板8から剥離することにより、一定の形状が賦型された化粧板8が得られる。
また、本発明の化粧板8は、本発明の賦型シートを使用して作製される化粧板であれば特に限定されないが、表面が硬く、耐熱性や耐汚染性にも優れ、かつ意匠性の面でも豊富な色柄が選択出来ることから、メラミン樹脂化粧板、ジアリルフタレート(DAP)樹脂化粧板が好適である。これらの化粧板を製造するには、公知の一般的になされる方法であれば、特に限定されないが、例えば以下にあげる製造方法により得られる。
メラミン樹脂化粧板は、フェノール樹脂含浸コア紙4枚程度の上にメラミン樹脂含浸シート、さらにその上にメラミン樹脂を含浸したオーバーレイ紙を積層し、2枚の鏡面金属板の間に挟み、表面に前記賦型シートを挿入して、例えば、7.8MPa、160℃で20分間加熱圧締を行い、室温まで放冷した後、前記賦型シートを剥離することにより得られる。
また、ジアリルフタレート(DAP)樹脂化粧板は、ジアリルフタレート樹脂含浸紙を板状基材の上に順次積み重ねて、メラミン樹脂化粧板の製造方法と同様に、鏡面金属板の間で、前記賦型シートを使用して、0.98MPa、140〜150℃で、10分程度加熱圧締を行い、室温まで放冷した後、前記賦型シートを剥離することにより得られる。いずれも、繊細な凹凸形状を有する化粧板となる。
【0034】
本発明の化粧板8は、各種基板に貼着して使用することができる。具体的には、図3に示すように、基板10に接着剤層9を介して化粧板8を貼着するものである。
被着体となる基板は、特に限定されず、木材などの木質系の板、窯業系素材、金属板等を用途に応じて適宜選択することができる。
【0035】
金属板としては、例えばアルミニウム、鉄、ステンレス鋼、又は銅等からなるものを用いることができ、またこれらの金属をめっき等によって施したものを使用することもできる。
木質系の板としては、杉、檜、欅、松、ラワン、チーク、メラピー等各種素材の突板、木材単板、木材合板、パーチクルボード、中密度繊維板(MDF)等の木質材等が挙げられる。これらは単独で、または積層して用いることもできる。なお、木質系の板には、木質板に限らず、紙粉入りのプラスチック板や、補強され強度を有する紙類も包含される。
窯業系素材としては、石膏板、珪酸カルシウム板、木片セメント板などの窯業系建材、陶磁器、ガラス、琺瑯、焼成タイル、火山灰を主原料とした板等が例示される。
これらの他、繊維強化プラスチック(FRP)の板、ペーパーハニカムの両面に鉄板を貼ったもの、2枚のアルミニウム板でポリエチレン樹脂を挟んだもの等、各種の素材の複合体も基板として使用できる。
【0036】
このようにして接着剤層9を介して毎葉ごとにあるいは連続して化粧板8が載置された基板10を、コールドプレス、ホットプレス、ロールプレス、ラミネーター、ラッピング、縁貼り機,真空プレス等の貼着装置を用いて圧締して、化粧板8を基板10表面に接着する。
【0037】
接着剤はスプレー、スプレッダー、バーコーター等の塗布装置を用いて塗布する。この接着剤には、酢酸ビニル樹脂系、ユリア樹脂系、メラミン樹脂系、フェノール樹脂系、イソシアネート系等の接着剤を、単独であるいは任意混合した混合型接着剤として用いられる。接着剤には、必要に応じてタルク、炭酸カルシウム、クレー、チタン白等の無機質粉末、小麦粉、木粉、プラスチック粉、着色剤、防虫剤、防カビ剤等を添加混合して用いることができる。一般に、接着剤は固形分を35〜80質量%とし、塗布量50〜300g/m2の範囲で基板表面に塗布される。
化粧板8の基板10上への貼着は、通常、本発明の化粧板8の裏面に接着剤層9を形成し、基板10を貼着するか基板10の上に接着剤を塗布し、化粧板8を貼着する等の方法による。
【0038】
以上のようにして製造される建材は、また、該建材を任意切断し、表面や木口部にルーター、カッター等の切削加工機を用いて溝加工、面取加工等の任意加飾を施すことができる。そして種々の用途、例えば、壁、天井、床等の建築物の内装または外装材、窓枠、扉、手すり、幅木、廻り縁、モール等の建具の表面化粧板、キッチン、家具又は弱電、OA機器等のキャビネットの表面化粧板、車両の内装、外装等に用いることができる。
【実施例】
【0039】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
(評価方法)
各実施例で得られた賦型シートおよび化粧板について、以下の方法で評価した。
(1)表面粗さの測定
評価対象サンプルを縦400mmx横400mmのサイズとし、3次元非接触表面形状計測システム((株)菱化システム製 Micromap)を用いて、表面形状、表面粗さ(算術平均表面粗さ)、賦型性の効果及び繰返し使用した際の成型再現性を確認した。
(2)剥離性
引張圧縮試験機(オリエンテック(株)製 RTC−1250A)を用いて、賦型シートの剥離強度を測定した。評価対象サンプルは幅25mmx長50mmとし、剥離スピード300mm/min、剥離方向180°(垂直方向)、ロードセル荷重10N、測定環境温度23℃(室温)にて試験を行った。
【0040】
実施例1
既に易接着処理されたPETフィルム(東洋紡績(株)製 「A4100(25μm)」)上に、浸透防止層(ザ・インクテック(株)製 アクリル・ウレタン共重合体系(水酸基含有)、ポリイソシアネート(ヘキサメチレンジイソシアネート系))を塗布量2g/m2で形成した後、全面にわたってインキ層をグラビア印刷で形成する。撥液性インキは、下記の組成のものを使用した。
[撥液性インキ組成]
バインダー:シリコーン・アクリル共重合体 30質量部
体質顔料 :微粒子シリカ(平均粒径0.2μm) 2質量部
艶消剤 :シリカ (平均粒径3μm) 3質量部
硬化剤 :ポリイソシアネート(ヘキサメチレンジイソシアネート系) 5質量部
添加剤 :アミノ変性シリコ−ンオイル 1質量部
溶剤 :酢酸エチル/メチルイソブチルケトン混合溶剤 100質量部
この撥液性インキの上に離型剤を含有する下記組成の電離放射線硬化性樹脂組成物を乾燥塗膜が10μmになるように、オフセットグラビアコートを行った。
[電離放射線硬化性樹脂組成物の組成]
トリメチロールプロパンEO変性トリアクリレート 40質量部
ペンタエリスリトールテトラアクリレート 60質量部
シリコ−ンメタクリレート 1質量部
シリカ(平均粒径 6μm) 20質量部
溶剤:イソプロピルアルコール 10質量部
上記コートを行った後、80℃の加熱乾燥を行い、弾かれることで凸形状を形成後、175kVの加速電圧で、50kGyの電子線照射を行い、塗工層を形成した。
その後、40℃のエージングを行い、浸透防止層及び、インキ層を硬化させた。
フェノール樹脂含浸コア紙4枚の上に模様のあるメラミン樹脂含浸シート、さらにその上に35g/m2のオーバーレイ紙にメラミン樹脂を含浸したものを積層し、2枚の鏡面板の間に挟み、160℃で7.8MPaのプレス加圧で、20分放置後、室温まで冷却を行った。
プレスより取り出し、賦型シートを剥離することにより、表面が、賦型シートの形状を再現した繊細な凹凸形状を有したメラミン化粧板を得た。
実施例2
基材を30g/m2の薄紙(三興製紙製 FIX−30)を使用し、浸透防止層(ザ・インクテック(株)製 アクリルポリオール(水酸基含有)、ポリイソシアネート(ヘキサメチレンジイソシアネート系))を塗布量3g/m2で形成する以外は、実施例1と同様の方法により賦型シートを作成し、実施例1と同様の条件で、メラミン化粧板を得た。
【0041】
実施例1により得た賦型シートは、耐久性に富み、成型を10回繰り返しても、表面形状、表面粗さ及び賦型後の剥離性(剥離しやすさ)は全く変化が見られなかった。また、成型された化粧板の表面は、成型を10回繰り返しても、凸形状部分(賦型シートの凹形状6が賦型された部分)と凹形状部分(賦型シートの凸形状7が賦型された部分)が鮮明に賦型されており、全く変化は見られなかった。
また、実施例2の賦型シートでも3回の繰り返し使用が可能であり、成型された化粧板の表面は、実施例1の化粧板と同様に繊細な意匠を有していた。
【産業上の利用可能性】
【0042】
本発明によれば、繊細な凹凸形状を有し、高級感のある緻密な賦型をすることができ、かつ離型性にも優れた賦型シートおよび該賦型シートにより賦型された繊細な凹凸形状を有した化粧板を得ることができる。
【図面の簡単な説明】
【0043】
【図1】本発明の賦型シートの断面を示す模式図である。
【図2】本発明の賦型シートの剥離過程を示す模式図である。
【図3】建材の断面を示す模式図である。
【符号の説明】
【0044】
1.賦型シート
2.基材
3.インキ層
4.浸透防止層
5.塗工層
6.凹形状
7.凸形状
8.化粧板
9.接着剤層
10.基板
【特許請求の範囲】
【請求項1】
基材上に、全面にわたって(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによってインキ層を形成し、前記インキ層上に、離型剤を含有する硬化性樹脂組成物を塗工して塗工層を形成し、このようにして形成された前記インキ層と前記塗工層との間の撥液作用によって前記塗工層は前記インキ層の上部に凸部を形成し、さらにこのようにして形成された凸部を形成する塗工層を硬化させることを特徴とする賦型シート。
【請求項2】
離型剤がシリコーン(メタ)アクリレートである請求項1に記載の賦型シート。
【請求項3】
塗工層中に艶消剤を含む請求項1又は2に記載の賦型シート。
【請求項4】
硬化性樹脂組成物が電離放射線硬化性樹脂組成物である請求項1〜3のいずれかに記載の賦型シート。
【請求項5】
電離放射線硬化性樹脂組成物が電子線硬化性樹脂組成物である請求項4に記載の賦型シート。
【請求項6】
請求項1〜5のいずれかに記載の賦型シートを基板に賦型してなる化粧板。
【請求項7】
請求項1〜5のいずれかに記載の賦型シートを、加熱圧板間に圧締して成型される基板と圧板の間に挿入して、成型したことを特徴とする化粧板。
【請求項8】
基板がメラミン樹脂化粧板である請求項6又は7に記載の化粧板。
【請求項9】
基板がジアリルフタレート(DAP)樹脂化粧板である請求項6又は7に記載の化粧板。
【請求項1】
基材上に、全面にわたって(イ)それ自体撥液性を有するバインダーを含有する撥液性インキ、(ロ)それ自体撥液性のないバインダー中に撥液性を有する物質を添加した撥液性インキ、および(ハ)それ自体撥液性を有するバインダーにさらに撥液性を有する添加剤を添加した撥液性インキからなる群から選ばれたインキによってインキ層を形成し、前記インキ層上に、離型剤を含有する硬化性樹脂組成物を塗工して塗工層を形成し、このようにして形成された前記インキ層と前記塗工層との間の撥液作用によって前記塗工層は前記インキ層の上部に凸部を形成し、さらにこのようにして形成された凸部を形成する塗工層を硬化させることを特徴とする賦型シート。
【請求項2】
離型剤がシリコーン(メタ)アクリレートである請求項1に記載の賦型シート。
【請求項3】
塗工層中に艶消剤を含む請求項1又は2に記載の賦型シート。
【請求項4】
硬化性樹脂組成物が電離放射線硬化性樹脂組成物である請求項1〜3のいずれかに記載の賦型シート。
【請求項5】
電離放射線硬化性樹脂組成物が電子線硬化性樹脂組成物である請求項4に記載の賦型シート。
【請求項6】
請求項1〜5のいずれかに記載の賦型シートを基板に賦型してなる化粧板。
【請求項7】
請求項1〜5のいずれかに記載の賦型シートを、加熱圧板間に圧締して成型される基板と圧板の間に挿入して、成型したことを特徴とする化粧板。
【請求項8】
基板がメラミン樹脂化粧板である請求項6又は7に記載の化粧板。
【請求項9】
基板がジアリルフタレート(DAP)樹脂化粧板である請求項6又は7に記載の化粧板。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−90238(P2007−90238A)
【公開日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願番号】特願2005−283439(P2005−283439)
【出願日】平成17年9月29日(2005.9.29)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願日】平成17年9月29日(2005.9.29)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]