
走査型放射温度計
【課題】機器が密集した状態の製造ライン内であっても、測定視野が遮られない態様で測定対象物の間近に設置できるとともに、製造ラインの良否判定に必要な測定対象物の温度プロフィールを測定できること。
【解決手段】本発明の一態様にかかる走査型放射温度計1は、測定対象物の温度プロフィールを非接触で測定するものであり、受光部2と、伝送部3と、検出部4とを備える。受光部2は、小径の筒状体であり、測定対象物から放射された赤外光を温度測定点毎に分けて集光する。伝送部3は、複数の温度測定点の各々と一対一に対応する複数の光ファイバ群を束ねて収容し、温度測定点別に赤外光を伝送する。検出部4は、赤外光領域に感度を有し、伝送部3内の複数の光ファイバ群の各々と一対一に対応する複数の画素に赤外光を受光して、温度測定点毎の赤外光の強度を検出する。
【解決手段】本発明の一態様にかかる走査型放射温度計1は、測定対象物の温度プロフィールを非接触で測定するものであり、受光部2と、伝送部3と、検出部4とを備える。受光部2は、小径の筒状体であり、測定対象物から放射された赤外光を温度測定点毎に分けて集光する。伝送部3は、複数の温度測定点の各々と一対一に対応する複数の光ファイバ群を束ねて収容し、温度測定点別に赤外光を伝送する。検出部4は、赤外光領域に感度を有し、伝送部3内の複数の光ファイバ群の各々と一対一に対応する複数の画素に赤外光を受光して、温度測定点毎の赤外光の強度を検出する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、測定対象物の温度等を非接触で測定する走査型放射温度計に関する。
【背景技術】
【0002】
従来から、測定対象物の温度プロフィールを非接触で測定する計測器として、走査型放射温度計が知られている。一般に、走査型放射温度計は、集光レンズおよび固体撮像素子等を備え、視野範囲内の赤外線エネルギーをもとに、測定対象物の温度プロフィールを測定する。例えば、走査型放射温度計は、測定対象物から放射される赤外光を集光レンズによって集光し、集光した赤外光の赤外線エネルギーを固体撮像素子によって検出する。その後、走査型放射温度計は、固体撮像素子の画素毎に得られた赤外線エネルギーを温度に変換し、この画素毎に得られた各温度データをもとに、測定対象物の測定範囲内の温度プロフィールを取得する。
【0003】
このような従来の走査型放射温度計では、集光レンズとして、測定対象物に対して広範囲な測定範囲を確保するとともに、測定対象物の温度プロフィールを測定するに十分な赤外光の受光量を確保するために、例えば直径59mmという比較的大型な集光レンズが用いられる。また、固体撮像素子として、測定範囲内の詳細な温度プロフィールを取得するために、例えば2048画素という高画素の赤外線CCDセンサが用いられる。一般に、従来の走査型放射温度計としては、このような高画素の赤外線CCDセンサが組み込まれたケースに大型の集光レンズを取り付けた一体型の装置が汎用されている。
【0004】
なお、測定対象物の温度プロフィールを測定する装置としては、上述した走査型放射温度計の汎用品の他に、例えば、耐熱ファイバスコープによって測定対象物の2次元画像を伝送し、この伝送光から近赤外領域の光を取り出して、近赤外領域に感度を有する撮像手段によって伝送光を撮像し、得られた輝度値を温度に変換することによって、高温高圧環境化にある測定対象物の2次元の温度分布を計測する温度計測装置がある(特許文献1参照)。また、複数本の単芯光ファイバを用いて測定対象物からの熱放射光を受光して伝達し、伝達した熱放射光を光電変換素子によって電気信号に変換して、この電気信号をもとに、測定対象物の温度プロフィールを測定する表面温度分布測定装置もある(特許文献2)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−249535号公報
【特許文献2】特開平4−254726号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、鉄鋼業の分野において、製鉄等の製造ラインが正常且つ円滑に稼動するためには、製造ラインを流れる鋼板等の鉄鋼材の温度を監視することが重要である。特に、連続焼鈍ラインにおいては、連続的に搬送される複数の鉄鋼材の単位板を溶接機によって順次溶接し、この溶接処理によって結合された鉄鋼製品を連続的に処理している。この際、先行して搬送される鉄鋼材の単位板(以下、先行材という)と、それに後続する鉄鋼材の単位板(以下、後行材という)とを結合するために、先行材の尾端と後行材の先端とを溶接している。
【0007】
ここで、上述した先行材と後行材との溶接処理が不十分である場合、一旦結合された鉄鋼製品が製造途中で切れる可能性があり、この場合、連続焼鈍ラインの稼動が停止してしまう。このような不具合を防止するため、溶接処理時の先行材と後行材との溶接部の温度プロフィールを非接触で測定し、得られた温度プロフィールをもとに、溶接部の熱不足等の溶接不良が発生しているか否かを監視する必要がある。
【0008】
しかしながら、製造ラインに設定された溶接機の電極輪等の溶接手段周辺は、製造ラインに必要な様々な機器が密に設置されているため、測定対象である溶接部の温度プロフィールを取得すべく、上述した従来の走査型放射温度計を溶接機の電極輪近傍に設置しようとしても、その設置スペースを確保することが困難である。
【0009】
一方、上述した問題点を解消するために、走査型放射温度計を設置可能な位置まで溶接機の電極輪から離し、この位置に走査型放射温度計を設置したとしても、製造ライン内は様々な機器が密集しているため、走査型放射温度計と溶接部との間に測定対象ではない他の機器等が入り込む場合が多い。これによって、溶接部に向けた走査型放射温度計の視野が遮断され、この結果、溶接部の温度プロフィールを必要十分に測定できない。さらには、走査型放射温度計と溶接部との相対距離が長くなるに伴って、走査型放射温度計の視野が不必要に広がり、この結果、温度プロフィールの測定分解能が低下するという弊害も生じる。
【0010】
なお、上述した特許文献1または特許文献2に記載の従来技術では、製造ライン内において溶接部から放射される赤外線エネルギーを十分に検出することが困難であるため、溶接不良の有無を監視するために必要な溶接部の温度プロフィールを測定することは、困難である場合が多い。
【0011】
本発明は、上記の事情に鑑みてなされたものであって、機器が密集した状態の製造ライン内であっても、測定視野が遮られない態様で測定対象物の間近に設置できるとともに、製造ラインの良否判定に必要な測定対象物の温度プロフィールを測定可能な走査型放射温度計を提供することを目的とする。
【課題を解決するための手段】
【0012】
上述した課題を解決し、目的を達成するために、本発明にかかる走査型放射温度計は、測定対象物の温度プロフィールを非接触で測定する走査型放射温度計において、筒状筐体の内部に集光レンズを収容し、前記測定対象物から放射された赤外光を受光するとともに、前記集光レンズによって前記測定対象物の温度測定点毎に分けて前記赤外光を集光する受光部と、可撓性を有する細長筒体の内部に、前記測定対象物における複数の温度測定点の各々と一対一に対応する複数の光ファイバ群を束ねて収容し、前記複数の光ファイバ群によって前記温度測定点別に前記赤外光を伝送する伝送部と、赤外光領域に感度を有する固体撮像素子を有し、前記複数の光ファイバ群の各々と一対一に対応して前記固体撮像素子に配列された複数の画素に前記赤外光を受光して、前記温度測定点毎の前記赤外光の強度を検出する検出部と、を備えたことを特徴とする。
【0013】
また、本発明にかかる走査型放射温度計は、上記の発明において、前記測定対象物は、溶接機によって溶接される鉄鋼材であり、前記複数の光ファイバ群の配列方向は、前記鉄鋼材の溶接方向に対して垂直であることを特徴とする。
【0014】
また、本発明にかかる走査型放射温度計は、上記の発明において、前記受光部は、前記溶接機に取り付けられ、前記溶接機とともに前記鉄鋼材の溶接方向に沿って移動するとともに前記赤外光を受光することを特徴とする。
【0015】
また、本発明にかかる走査型放射温度計は、上記の発明において、前記複数の光ファイバ群の各々に含まれる複数の光ファイバは、前記鉄鋼材の溶接方向に千鳥状に配列されることを特徴とする。
【0016】
また、本発明にかかる走査型放射温度計は、上記の発明において、前記複数の光ファイバ群の各々に含まれる光ファイバの数は、前記固体撮像素子の画素サイズに応じて複数に設定されることを特徴とする。
【0017】
また、本発明にかかる走査型放射温度計は、上記の発明において、前記光ファイバの数は、前記固体撮像素子の1画素あたり12本であることを特徴とする。
【発明の効果】
【0018】
本発明によれば、機器が密集した状態の製造ライン内であっても、測定視野が遮られない態様で測定対象物の間近に設置できるとともに、製造ラインの良否判定に必要な測定対象物の温度プロフィールを測定可能な走査型放射温度計を実現できるという効果を奏する。
【図面の簡単な説明】
【0019】
【図1】図1は、本発明の実施の形態1にかかる走査型放射温度計の一構成例を模式的に示すブロック図である。
【図2】図2は、本発明の実施の形態にかかる走査型放射温度計を連続焼鈍ラインに設置した状態の一具体例を示す模式図である。
【図3】図3は、図2の設置状態を走査型放射温度計の受光部側から見た模式図である。
【図4】図4は、測定対象物の一例である鉄鋼材を上面側から見た模式図である。
【図5】図5は、本発明の実施の形態にかかる走査型放射温度計の受光部の一構成例を示す模式図である。
【図6】図6は、図5に示す伝送部のA−A線断面模式図である。
【図7】図7は、本発明の実施の形態にかかる走査型放射温度計の検出部の一構成例を示す模式図である。
【図8】図8は、この検出部に設けられる固体撮像素子の画素群の一例を示す模式図である。
【図9】図9は、測定対象物の一例である鉄鋼材の溶接部の温度プロフィールを測定する状態を示す模式図である。
【図10】図10は、温度プロフィールの測定結果の一具体例を示す模式図である。
【発明を実施するための形態】
【0020】
以下に、添付図面を参照して、本発明にかかる走査型放射温度計の好適な実施の形態について詳細に説明する。なお、この実施の形態により本発明が限定されるものではない。
【0021】
(実施の形態)
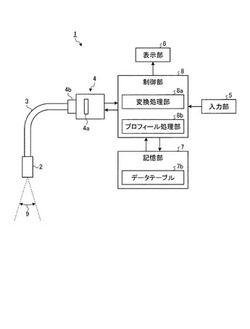
まず、本発明の実施の形態にかかる放射型走査温度計の構成について説明する。図1は、本発明の実施の形態1にかかる走査型放射温度計の一構成例を模式的に示すブロック図である。図1に示すように、この走査型放射温度計1は、測定対象物から放射される赤外光を受光する受光部2と、この受光された赤外光を伝送する伝送部3と、得られた赤外光をもとに温度測定点毎の赤外光の強度を検出する検出部4とを備える。また、走査型放射温度計1は、各種情報を入力する入力部5と、測定結果等を表示する表示部6と、温度プロフィールの取得に必要な各種データ等を記憶する記憶部7と、走査型放射温度計1の動作制御等を行う制御部8とを備える。
【0022】
受光部2は、可能な限り細径に形成された筒状の光学系であり、光学系の光軸を中心とする所定範囲の視野9を有する。受光部2は、この視野9内に捉えた測定対象物(図示せず)から赤外光を受光するとともに、伝送部3へ赤外光を集光する。
【0023】
伝送部3は、測定対象物からの赤外光を伝送するためのものである。具体的は、伝送部3は、可撓性を有する細長筒体の内部に光ファイバ束を収容しており、この光ファイバ束の先端面が受光部2の内部に接続され、この光ファイバ束の後端面が検出部4と接続されている。このような伝送部3は、受光部2の遊動等に合わせて自由に曲がり、内部の光ファイバ束によって受光部2から検出部4へ赤外光を伝送する。
【0024】
検出部4は、測定対象物からの赤外光の強度を検出するためのものであり、CCDまたはCMOSセンサ等の固体撮像素子4aと光学系4bとを備える。固体撮像素子4aは、赤外線領域に感度を有する画素群を備え、光学系4bは、赤外光を集光または結像可能な複数のレンズを備える。光学系4bは、伝送部3によって伝送された赤外光を集光および結像して、この赤外光を固体撮像素子4aに受光させる。固体撮像素子4aは、光学系4bを介して画素群に赤外光を受け、この画素群内の画素毎に受光した赤外光の強度を検出し、検出した強度、すなわち赤外光の放射エネルギーを画素毎に電圧に変換する。その後、固体撮像素子4aは、得られた電圧値の電気信号を画素毎に出力する。
【0025】
入力部5は、キーボードおよびマウス等の入力デバイスを用いて実現され、作業者による入力操作に対応して制御部8に各種情報を入力する。なお、このような入力部5によって制御部8に入力される各種情報として、例えば、制御部8に対して指示する指示情報、赤外光の強度を温度に変換するために必要なパラメータ情報等が挙げられる。
【0026】
表示部6は、CRTディスプレイまたは液晶ディスプレイ等の画像表示が可能なディスプレイを用いて実現され、制御部8によって表示指示された各種情報を表示する。なお、このような表示部6が表示する各種情報として、例えば、測定対象物の温度プロフィールを示す情報および入力部5による入力情報等が挙げられる。
【0027】
記憶部7は、EEPROMまたはハードディスク等の再書き込み可能な不揮発性の記憶媒体を用いて実現される。記憶部7は、制御部8によって書き込み指示された各種データを保存し、制御部8によって読み出し指示された保存データを制御部8に送信する。例えば、記憶部7は、検出部4によって検出された赤外光の強度に対応する電圧値情報、測定対象物の視野9内における温度情報および温度プロフィール情報、画素毎に検出される時間単位での温度データ、および赤外光の強度を温度に変換するために必要なデータテーブル7b等を記憶する。
【0028】
データテーブル7bは、検出部4の固体撮像素子4aが出力した電気信号の電圧値と温度との対応関係を示すデータであり、赤外光の強度を測定対象物の温度に変換する温度変換処理に用いられる。なお、この電気信号の電圧値は、上述したように、測定対象物の視野9内における赤外光の強度に対応する。
【0029】
制御部8は、走査型放射温度計1の機能を実現するためのプログラム等を記憶する記憶部およびこの記憶部内のプログラムを実行するCPU等を用いて実現される。制御部8は、走査型放射温度計1の各構成部、具体的には、検出部4、入力部5、表示部6、および記憶部7の各動作を制御し、且つ、これらの各構成部との電気信号の入出力を制御する。
【0030】
具体的には、制御部8は、入力部5によって入力された指示情報に基づいて、視野9内の測定対象物から放射された赤外光の強度を検出し始め、所定の間隔で検出した赤外光の強度に対応する電圧値の電気信号を順次出力するように検出部4を制御し、あるいは、この赤外光の強度検出処理を停止するように検出部4を制御する。また、制御部8は、検出部4から取得した赤外光の強度(電圧値)をもとに、測定対象物における視野9内の温度プロフィールを表示するように表示部6を制御する。
【0031】
また、制御部8は、図1に示すように変換処理部8aとプロフィール処理部8bとを有する。変換処理部8aは、検出部4によって検出された赤外光の強度を測定対象物の温度に変換する。具体的には、変換処理部8aは、固体撮像素子4aから、赤外光の強度に対応する電圧値の電気信号を画素毎に取得し、その都度、取得した各画素の電圧値と記憶部7内のデータテーブル7bとをもとに、各画素の電圧値を温度に順次変換する。このように変換処理部8aが画素毎に変換した各温度は、視野9内に捉えた測定対象物の各温度測定点の表面温度に相当する。なお、変換処理部8aは、予め設定した時間間隔または溶接方向の距離間隔で各画素の電圧値を温度に変換してもよい。
【0032】
プロフィール処理部8bは、変換処理部8aが画素毎に変換した各温度をもとに、視野9内に捉えた測定対象物の温度プロフィールを作成する。この場合、プロフィール処理部8bは、固体撮像素子4aの画素群の配列順に対応して、測定対象物の各温度測定点の位置対温度のグラフ上に画素毎の各温度をプロットする。なお、プロフィール処理部8bは、変換処理部8aが上述した変換処理を実行する都度、温度プロフィールを順次作成してもよいし、予め設定した時間間隔または距離間隔で温度プロフィールを順次作成してもよい。
【0033】
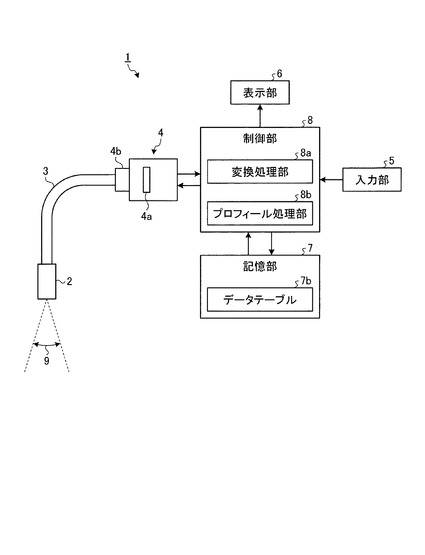
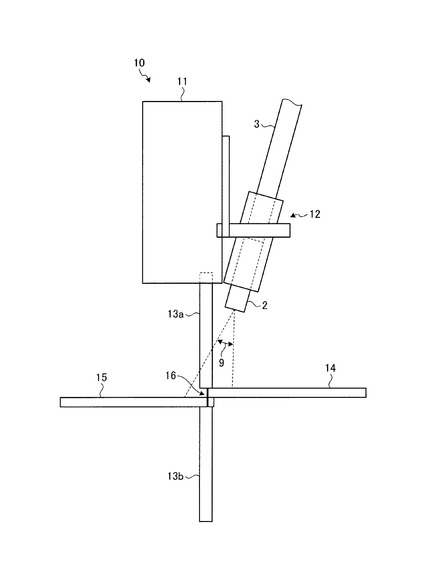
つぎに、測定対象物が連続焼鈍ラインによって連続的に溶接される鉄鋼材である場合を例示して、連続焼鈍ライン内における走査型放射温度計1の設置および温度測定領域について詳細に説明する。図2は、本発明の実施の形態にかかる走査型放射温度計を連続焼鈍ラインに設置した状態の一具体例を示す模式図である。図3は、図2の設置状態を走査型放射温度計の受光部側から見た模式図である。図4は、測定対象物の一例である鉄鋼材を上面側から見た模式図である。なお、図3では、溶接機10による鉄鋼材の溶接部16上の温度測定領域を説明し易くするために、溶接機10の装置本体11および支持部12は省略している。
【0034】
図2には、連続焼鈍ラインのうちの鉄鋼材を溶接するラインが模式的に図示されており、この鉄鋼材溶接ラインでは、搬送装置(図示せず)によって所定の方向に順次搬送される鉄鋼材の先行材14と後行材15とが溶接機10によって溶接されている。上述した走査型放射温度計1(図1参照)の連続焼鈍ライン内への設置は、図2に示すように、この溶接機10に受光部2を取り付けることによって達成される。
【0035】
溶接機10は、図2に示すように、駆動系等を内蔵した装置本体11と、支持部12と、一対の電極輪13a,13bとを備える。支持部12は、視野9内に先行材14と後行材15との溶接部16を捉える態様で受光部2を支持する。受光部2は、このように支持部12に支持された態様で溶接機10に取り付けられ、溶接機10とともに先行材14と後行材15との溶接方向に沿って移動するとともに、溶接部16およびその周辺部分から放射される赤外光を受光する。なお、支持部12は、溶接部16に対する受光部2の相対距離および相対角度等を調節できるような構造であることが望ましい。
【0036】
電極輪13a,13bは、図2,3に示すように、先行材14と後行材15とを上下方向から挟み込むように押圧しつつ電力を印加するとともに、装置本体11の駆動によって先行材14および後行材15を横切るように移動する。このようにして、電極輪13a,13bは、図3の太線矢印に示される溶接方向、具体的には先行材14および後行材15の幅方向に先行材14の尾端と後行材15の先端とを溶接して、先行材14と後行材15とを結合する。
【0037】
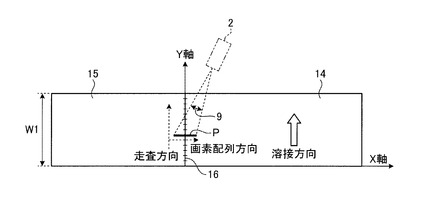
ここで、図4に示すように、先行材14と後行材15との溶接部16に対して、X軸およびY軸による直交2軸座標系を設定する。この場合、Y軸は、図3,4の太線矢印に示される溶接方向に平行な軸であり、溶接部16と一致する。具体的には、この溶接方向は、先行材14および後行材15の幅方向とほぼ一致する。一方、X軸は、この溶接方向に対して垂直な軸であり、先行材14および後行材15の長手方向(具体的には両材の搬送方向)に平行な軸である。さらに、このX軸とY軸との交点、すなわち、この直交座標系の原点は、溶接機10による先行材14と後行材15との溶接始点(溶接部16の始点)である。
【0038】
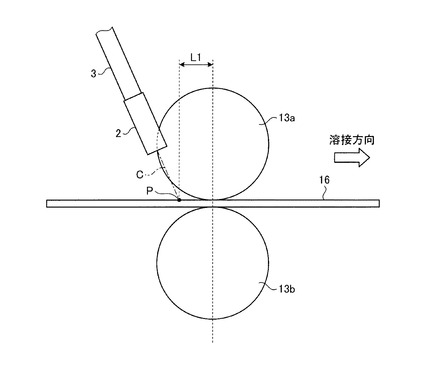
このように設定したX軸およびY軸の直交座標系において、受光部2の視野9は、図2〜4に示すように、溶接部16と一対の電極輪13a,13bとの接点(すなわち現溶接部)から所定の距離L1(例えば70mm程度)だけ離れた位置に温度測定領域Pを捉えるように設定される。この場合、受光部2の光軸C等を基準にして、温度測定領域Pの位置を設定すればよい。
【0039】
温度測定領域Pは、受光部2の視野9の範囲によって規定される領域であり、受光部2の光軸Cと溶接部16との交点を中心としてX軸の正方向および負方向に各々点在する複数の温度測定点からなる。これら複数の温度測定点は、例えばX軸方向に沿って一列に並び、また、この直交座標系の原点を始点にして、受光部2の移動に伴ってY軸の正方向に揃って変位する。
【0040】
ここで、温度測定領域Pの変位方向は、図4に示すように、溶接部16の全範囲について温度プロフィールを測定する際の走査方向であり、その走査幅は、先行材14および後行材15の幅W1(例えば600〜1100mm程度)と同じである。一方、温度測定領域Pの長手方向は、複数の温度測定点が連なる方向であり、図1に示した固体撮像素子4aの画素配列方向に対応する。
【0041】
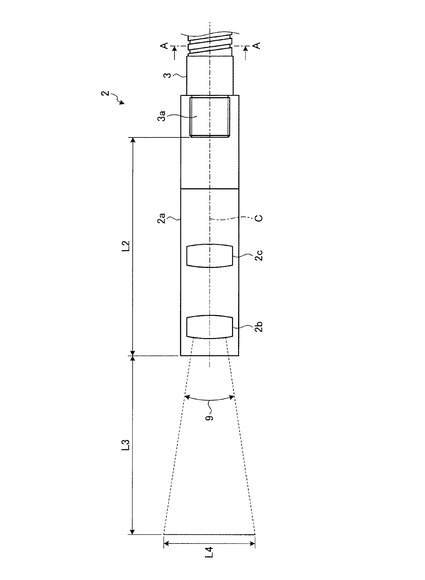
つぎに、走査型放射温度計1の受光部2および伝送部3について詳細に説明する。図5は、本発明の実施の形態にかかる走査型放射温度計の受光部の一構成例を示す模式図である。図6は、図5に示す伝送部のA−A線断面模式図である。なお、図6には、上述した伝送部3の横断面が模式的に示されている。
【0042】
図5に示すように、受光部2は、比較的小型(例えば、直径20mm程度、長さ110mm程度)な中空の筒状筐体2aと、複数の集光レンズ2b,2cとを備える。筒状筐体2aは、高熱の鉄鋼材の近傍に設置されても耐えうる耐熱性材料からなり、その内部に複数の集光レンズ2b,2cを収容する。また、筒状筐体2aの後端には、伝送部3の先端部3aが挿通固定される。この場合、伝送部3は、その先端部3aの先端面から筒状筐体2aの先端面までの長さL2が所定の長さ(例えば、94.3mm程度)になるように筒状筐体2aに取り付けられる。筒状筐体2aは、この長さL2の領域内に、複数の集光レンズ2b,2cを収容する。
【0043】
集光レンズ2b,2cは、その光軸Cが伝送部3の中心軸と一致するように、筒状筐体2aの内部に配置される。また、集光レンズ2b、2cの視野9は、筒状筐体2aの先端面から距離L3の位置において視野長L4の視野範囲を有する。例えば、視野9は、この距離L3が150mm程度の場合に、47mm程度の視野長L4の視野範囲を有する。この視野長L4は、図4に示した温度測定領域PのX軸方向の長さに相当する。このような集光レンズ2b,2cは、筒状筐体2aの先端面に形成された開口を通して、測定対象物(例えば上述した先行材14および後行材15)の温度測定領域P内の温度測定点毎に分けて赤外光を集光する。
【0044】
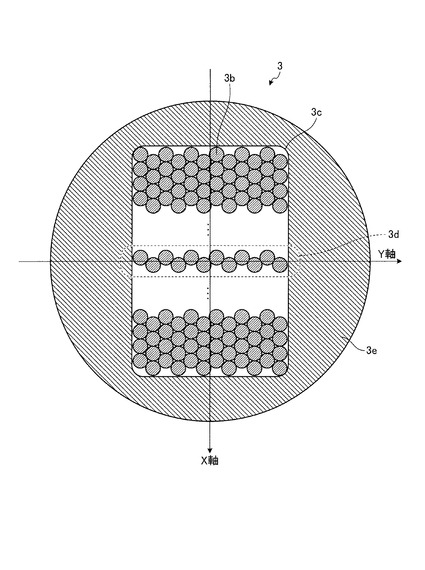
一方、伝送部3は、可撓性を有する細長な光学部材(図1参照)であり、図6に示すように、複数の光ファイバ群3dを束ねた光ファイバ束3cと、光ファイバ束3cを被覆する可撓性の細長筐体3eとを備える。
【0045】
光ファイバ3bは、赤外光を伝搬可能な小径の光伝送媒体であり、光ファイバ束3cは、図2〜4に示した溶接部16の温度プロフィールを測定するために必要な多数の光ファイバ3bを束ねたものである。光ファイバ群3dは、所定数(図6では12本)の光ファイバ3bを所定の態様(図6では千鳥状)に配列したものである。
【0046】
ここで、図6に示すように、伝送部3の横断面に図4に示したX軸およびY軸の直交2軸座標系を照らし合わせると、光ファイバ群3dは、Y軸方向(すなわち溶接部16の溶接方向)に対応して複数の光ファイバ3bを配列した単位群である。また、光ファイバ束3cは、X軸方向(すなわち温度測定領域Pに含まれる複数の温度測定点の配列方向)に対応して複数の光ファイバ群3dを束ねたものである。この場合、光ファイバ束3c内において、複数の光ファイバ群3dの配列方向は、受光部2の集光レンズ構成を簡易にするために、鉄鋼材の溶接部16の溶接方向に対して垂直であることが望ましい。
【0047】
このような光ファイバ束3c内に含まれる複数の光ファイバ群3dの各々は、測定対象物における温度測定領域P内に含まれる複数の温度測定点の各々と一対一に対応しており、受光部2の集光レンズ2b,2cによって集光された赤外光を温度測定領域P内の温度測定点別に伝送する。言い換えれば、光ファイバ束3cのうち、X軸上の一座標に対応する光ファイバ群3dは、温度測定領域P内の複数の温度測定点のうち、これと同座標に対応する位置の温度測定点から放射された赤外光を伝送する。
【0048】
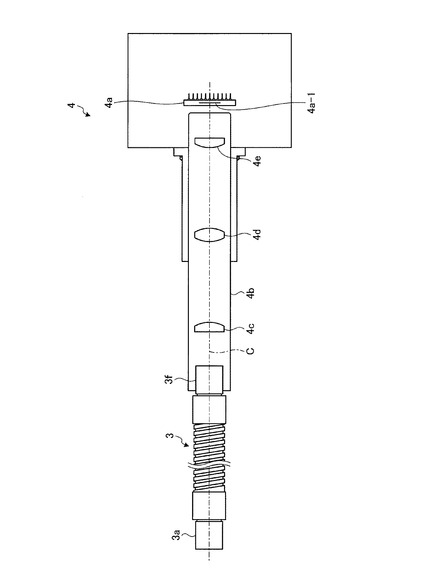
つぎに、走査型放射温度計1の検出部4について詳細に説明する。図7は、本発明の実施の形態にかかる走査型放射温度計の検出部の一構成例を示す模式図である。図8は、この検出部に設けられる固体撮像素子の画素群の一例を示す模式図である。
【0049】
上述したように、本実施の形態にかかる走査型放射温度計1(図1参照)は、固体撮像素子4aおよび光学系4bを備えた検出部4を有する。光学系4bは、図7に示すように、中空の筒状筐体内に複数のレンズ4c〜4eを有する。また、光学系4bの前端には、伝送部3の後端部3fが挿通固定される。レンズ4c〜4eは、例えば非球面レンズであり、上述した受光部2の光軸Cと光軸が一致する態様で後端部3fと固体撮像素子4aとの間に配置される。このようなレンズ4c〜4eは、伝送部3によって伝送された赤外光を後端部3fから受光し、受光した赤外光を光ファイバ群3d(図6参照)別に集光して固体撮像素子4aに結像する。なお、図7には示されていないが、伝送部3の先端部3aは、図5に示したように受光部2の後端部に挿入固定されている。
【0050】
固体撮像素子4aは、受光面として画素群4a−1を有し、光学系4bによって集光または結像された赤外光を画素群4a−1によって受光できる態様に配置される。例えば、図7に示すように、固体撮像素子4aは、上述した受光部2の光軸Cと画素群4a−1の中心軸とが一致するように筐体内部に配置される。
【0051】
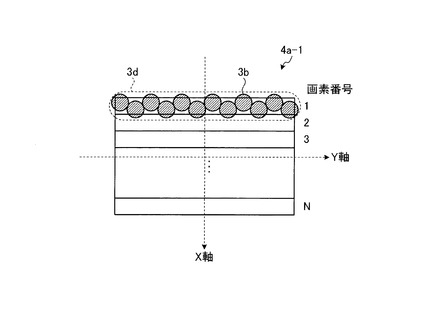
画素群4a−1は、赤外領域に感度を有し、図6に示した複数の光ファイバ群3dの各々と一対一に対応して固体撮像素子4aに配列された複数の画素からなる。すなわち、画素群4a−1の各画素は、光学系4bを介して、複数の光ファイバ群3dの各々と一対一に接続される。
【0052】
ここで、図8に示すように、画素群4a−1に図4に示したX軸およびY軸の直交2軸座標系を照らし合わせると、画素群4a−1内の各画素は、Y軸方向に対応して配列された一群の光ファイバ3b(すなわち光ファイバ群3d)から各々一括して赤外光を受光可能な形状(例えば長方形)に形成される。また、画素群4a−1において、このような各画素が、X軸方向、すなわち温度測定領域Pに含まれる複数の温度測定点の配列方向に対応して複数配列されている。このような画素群4a−1内の各画素は、測定対象物における温度測定領域P内に含まれる複数の温度測定点の各々と一対一に対応しており、光ファイバ群3dによって温度測定点毎に伝送された各赤外光を各々受光する。
【0053】
例えば、画素群4a−1のうち、画素番号=1の画素は、図6に示した光ファイバ束3cのうちの上から一列目の光ファイバ群3dによって伝送された赤外光を一括に受光する。これと同様に、画素番号=2の画素は、上から二列目の光ファイバ群3dによって伝送された赤外光を一括に受光し、画素番号=3の画素は、上から三列目の光ファイバ群3dによって伝送された赤外光を一括に受光する。そして、最後の画素番号=N(例えば256番)の画素は、光ファイバ束3cのうちの下から一列目の光ファイバ群3dによって伝送された赤外光を一括に受光する。
【0054】
このような画素群4a−1を有する固体撮像素子4aは、画素群4a−1の各画素によって光ファイバ群3d別に赤外光を各々受光し、受光した各赤外光の強度を画素毎に電圧値に変換する。このようにして、固体撮像素子4aは、図4に示した温度測定領域P内における温度測定点毎の赤外光の強度(放射エネルギー)を検出する。
【実施例】
【0055】
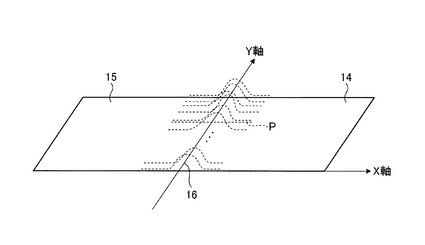
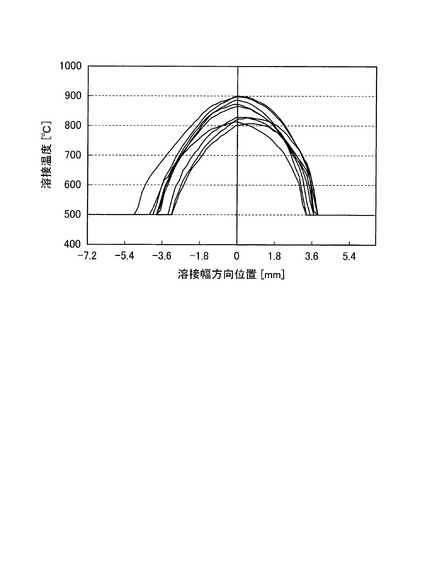
つぎに、本発明の実施の形態にかかる走査型放射温度計1の具体的な実施例を示して、走査型放射温度計1による作用効果を説明する。図9は、測定対象物の一例である鉄鋼材の溶接部の温度プロフィールを測定する状態を示す模式図である。図10は、温度プロフィールの測定結果の一具体例を示す模式図である。なお、図10において、横軸は溶接幅方向位置であり、横軸の数値は、温度測定領域Pにおける溶接部16からの変位距離を示す。すなわち、横軸の数値「0」は、温度測定領域Pの中心位置(溶接部16の位置)である。一方、縦軸は溶接温度であり、縦軸の数値は、温度測定領域P内の温度測定点別に得られた測定対象物の温度を示す。
【0056】
この実施例において、走査型放射温度計1の受光部2、伝送部3および検出部4の構造は、以下のように設定した。すなわち、受光部2(図5参照)において、筒状筐体2aは直径20mm、筒長110mm程度とし、この筒状筐体2aにおける長さL2は、94.3mmとした。また、図2に示した溶接機10の支持部12に受光部2を取り付けた際の電極輪13a,13bの接点と温度測定領域Pとの距離L1は、70mmとした。この場合、受光部2の先端面から温度測定領域P(具体的には溶接部16)までの距離L3は、150mmとして、受光部2の視野9による視野長L4を47mmに設定した。すなわち、温度測定領域Pの長手方向(図4に示したX軸方向)の長さは、溶接部16を中心に47mmになる。
【0057】
また、伝送部3(図3参照)において、一つの光ファイバ群3d内に含まれる光ファイバ3bの本数は12本とし、これら12本の光ファイバ3bは、先行材14と後行材15との溶接方向(Y軸方向)に千鳥状に配列した。光ファイバ束3cは、このような光ファイバ群3dを256セット(すなわち、光ファイバ3bを3072本)束ねたものにした。この場合、光ファイバ束3c内の256セットの光ファイバ群3dは、先行材14と後行材15との溶接方向に対して垂直方向に配列した。
【0058】
一方、検出部4(図7参照)において、固体撮像素子4aは、InGaAs化合物半導体である256画素のCCD素子とした。詳細には、固体撮像素子4aの画素群4a−1は、縦方向(図8に示すX軸方向)の長さを12.9mmとし、横方向(図8に示すY軸方向)の長さを500μmとした。また、画素群4a−1内の1画素のサイズは、50μm×500μmとした。このような画素群4a−1は、図8に示すように、1画素あたりに、1セットの光ファイバ群3d内の12本の光ファイバ3bによって伝送された赤外光を一括して受光するものである。また、この画素群4a−1を構成する256個の画素は、X軸に対応する方向に一列に配列した。なお、上述したように設定した受光部2、伝送部3および検出部4を用いた場合、温度測定領域Pにおける測定分解能は0.18mmとなる。
【0059】
ここで、鉄鋼材である先行材14および後行材15を溶接機10の位置まで搬送し、図2,3に示したように、溶接機10は、先行材14の尾端と後行材15の先端とを溶接した。なお、この溶接処理は、1回当たり3〜4秒間で完了した。これと同時に、走査型放射温度計1は、Y軸方向に変位する温度測定領域P毎に所定の間隔で溶接部16の温度プロフィールを測定した。
【0060】
これによって、図9,10に示すような温度プロフィールの測定結果が得られた。すなわち、図9の破線によって示されるように、溶接部16の溶接方向(Y軸方向)の各位置において温度測定領域P毎に順次、山形の温度プロフィールが測定された。これら各位置における山形の破線の各々は、溶接部16を中心とする温度測定領域P内の各温度測定点の温度測定結果を示すものであり、その山形の高さ方向は、測定温度の上昇方向に対応する。
【0061】
上述したように、走査型放射温度計1は、先行材14と後行材15との溶接処理と同時に、この溶接方向に沿って所定の間隔で、図9に示すような測定温度ピークを有する山形の温度プロフィールを温度測定領域P毎に測定できる。この走査型放射温度計1による温度プロフィールの測定結果は、例えば図10に示すような「溶接方向位置対溶接温度」のグラフにして表示部6(図1参照)に表示できる。この表示部6に表示されたグラフを視認することによって、溶接部16およびその周辺部分の温度プロフィールを溶接作業と同時に容易に知ることができる。
【0062】
なお、この実施例においては、上述したようなサイズ、光ファイバ本数、光ファイバ配列、画素数および画素配列等を有する走査型放射温度計1を例示したが、本発明にかかる走査型放射温度計1の作用効果は、この実施例に示した具体的な仕様以外の走査型放射温度計1であっても、この実施例の場合と同様に得られる。
【0063】
以上、説明したように、本発明の実施の形態にかかる走査型放射温度計では、小径(例えば直径60mm以下)受光部が、測定対象物から放射された赤外光を受光するとともに、受光した赤外光を測定対象物の温度測定点毎に分けて集光し、可撓性を有する細長の伝送部が、受光部によって集光された赤外光を検出部へ伝送し、検出部が、伝送された赤外光を受光して、測定対象物における温度測定点毎の赤外光の強度を検出している。
【0064】
また、このような走査型放射温度計において、伝送部は、細長筒体の内部に、測定対象物における複数の温度測定点の各々と一対一に対応する複数の光ファイバ群を束ねて収容し、これら複数の光ファイバ群によって温度測定点別に赤外光を伝送している。さらに、検出部は、赤外光領域に感度を有する固体撮像素子を有し、上述した複数の光ファイバ群の各々と一対一に対応して固体撮像素子に配列された複数の画素に赤外光を受光して、温度測定点毎の赤外光の強度を検出している。
【0065】
このため、製造ラインのような各種機器が密集した場所であっても、受光部の視野が障害物によって意図せず遮られることなく、測定対象物から放射された赤外光を温度測定領域内の温度測定点毎に十分に集光するとともに、複数の温度測定点の各々と一対一に対応する複数の光ファイバ群によって伝送された赤外光を画素毎に一括して受光することができる。これによって、機器が密集した状態の製造ライン内であっても、受光部の視野が遮られないように測定対象物の間近に走査型放射温度計を設置でき、この結果、測定視野が遮られることなく、連続稼動ラインにおいて監視する必要がある鉄鋼材等の測定対象物の放射温度を非接触で間近に測定できるとともに、製造ラインの良否判定に必要な測定対象物の温度プロフィールを測定できる。
【0066】
特に、連続焼鈍ラインの溶接機に受光部を取り付けることによって、測定視野が遮られないように鉄鋼材の溶接部の間近に走査型放射温度計を設置でき、この結果、鉄鋼材の溶接部およびその周辺部分の温度プロフィールを溶接作業と同時に測定できるとともに、得られた温度プロフィールの測定結果をもとに、溶接不良が発生しているか否かを容易に予測することができる。
【0067】
また、検出部の画素群内の画素毎に、温度測定点と一対一に対応する光ファイバ群を光学的に接続しているので、この画素群内の1画素あたりに、光ファイバ群によって伝送された測定対象物からの赤外光を一括して受光できる。これによって、検出部が1画素あたりに受光する赤外光量を増大でき、この結果、製造ライン内において監視すべき鉄鋼材の放射温度および温度プロフィールを必要な温度範囲(例えば400〜1000℃)について測定することができる。
【0068】
なお、上述した実施の形態では、連続焼鈍ラインにおいて溶接される鉄鋼材の溶接部の温度プロフィールを測定していたが、これに限らず、本発明にかかる走査型放射温度計1は、機器が密集した各種製造ラインを流れる鉄鋼材等の各種高熱源体の放射温度および温度プロフィールを測定するものであってもよい。
【0069】
また、上述した実施の形態では、受光部2または検出部4の光学系4bに2つまたは3つのレンズを内蔵していたが、受光部2および光学系4bに用いられる集光レンズ等のレンズ数は、赤外光の集光または結像等に必要な数であればよく、例えば、1つでもよければ、3つ以上でもよい。
【0070】
さらに、上述した実施の形態では、検出部4の固体撮像素子4aの一例として256画素の固体撮像素子4aを例示していたが、これに限らず、固体撮像素子4aの画素数は、測定対象物の温度プロフィールの測定に必要な画素数であれば所望数であってもよい。
【0071】
また、上述した実施の形態では、固体撮像素子4aの1画素あたりに12本の光ファイバ3bを光学的に接続していたが、これに限らず、固体撮像素子4aの1画素あたりに接続する光ファイバ3bの数は、測定対象物の温度プロフィールの測定に必要な数であれば、固体撮像素子4aの画素サイズに応じて複数に設定されればよい。
【0072】
さらに、上述した実施の形態では、固体撮像素子4aの1画素に対応して複数の光ファイバ3bを千鳥状に配列していたが、これに限らず、一つの光ファイバ群3dに含まれる複数の光ファイバ3bの配列は、直線的に一列に配列してもよいし、複数列に配列してもよいし、千鳥状に複数列配列してもよい。
【0073】
また、上述した実施の形態により本発明が限定されるものではなく、上述した実施の形態に基づいて当業者等によりなされる他の実施の形態、実施例および運用技術等は全て本発明に含まれる。例えば、上述した実施の形態では、温度プロフィール等の測定結果を画面表示する表示部6を備えていたが、これに限らず、温度プロフィール等の測定結果を紙媒体等にプリント出力するプリンタを備えてもよい。また、所定の中継装置を設け、温度プロフィール等の測定結果を別システムに転送するように構成してもよい。
【符号の説明】
【0074】
1 走査型放射温度計
2 受光部
2a 筒状筐体
2b,2c 集光レンズ
3 伝送部
3a 先端部
3b 光ファイバ
3c 光ファイバ束
3d 光ファイバ群
3e 細長筐体
3f 後端部
4 検出部
4a 固体撮像素子
4a−1 画素群
4b 光学系
4c,4d,4e レンズ
5 入力部
6 表示部
7 記憶部
7b データテーブル
8 制御部
8a 変換処理部
8b プロフィール処理部
9 視野
10 溶接機
11 装置本体
12 支持部
13a,13b 電極輪
14 先行材
15 後行材
16 溶接部
C 光軸
P 温度測定領域
【技術分野】
【0001】
本発明は、測定対象物の温度等を非接触で測定する走査型放射温度計に関する。
【背景技術】
【0002】
従来から、測定対象物の温度プロフィールを非接触で測定する計測器として、走査型放射温度計が知られている。一般に、走査型放射温度計は、集光レンズおよび固体撮像素子等を備え、視野範囲内の赤外線エネルギーをもとに、測定対象物の温度プロフィールを測定する。例えば、走査型放射温度計は、測定対象物から放射される赤外光を集光レンズによって集光し、集光した赤外光の赤外線エネルギーを固体撮像素子によって検出する。その後、走査型放射温度計は、固体撮像素子の画素毎に得られた赤外線エネルギーを温度に変換し、この画素毎に得られた各温度データをもとに、測定対象物の測定範囲内の温度プロフィールを取得する。
【0003】
このような従来の走査型放射温度計では、集光レンズとして、測定対象物に対して広範囲な測定範囲を確保するとともに、測定対象物の温度プロフィールを測定するに十分な赤外光の受光量を確保するために、例えば直径59mmという比較的大型な集光レンズが用いられる。また、固体撮像素子として、測定範囲内の詳細な温度プロフィールを取得するために、例えば2048画素という高画素の赤外線CCDセンサが用いられる。一般に、従来の走査型放射温度計としては、このような高画素の赤外線CCDセンサが組み込まれたケースに大型の集光レンズを取り付けた一体型の装置が汎用されている。
【0004】
なお、測定対象物の温度プロフィールを測定する装置としては、上述した走査型放射温度計の汎用品の他に、例えば、耐熱ファイバスコープによって測定対象物の2次元画像を伝送し、この伝送光から近赤外領域の光を取り出して、近赤外領域に感度を有する撮像手段によって伝送光を撮像し、得られた輝度値を温度に変換することによって、高温高圧環境化にある測定対象物の2次元の温度分布を計測する温度計測装置がある(特許文献1参照)。また、複数本の単芯光ファイバを用いて測定対象物からの熱放射光を受光して伝達し、伝達した熱放射光を光電変換素子によって電気信号に変換して、この電気信号をもとに、測定対象物の温度プロフィールを測定する表面温度分布測定装置もある(特許文献2)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−249535号公報
【特許文献2】特開平4−254726号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、鉄鋼業の分野において、製鉄等の製造ラインが正常且つ円滑に稼動するためには、製造ラインを流れる鋼板等の鉄鋼材の温度を監視することが重要である。特に、連続焼鈍ラインにおいては、連続的に搬送される複数の鉄鋼材の単位板を溶接機によって順次溶接し、この溶接処理によって結合された鉄鋼製品を連続的に処理している。この際、先行して搬送される鉄鋼材の単位板(以下、先行材という)と、それに後続する鉄鋼材の単位板(以下、後行材という)とを結合するために、先行材の尾端と後行材の先端とを溶接している。
【0007】
ここで、上述した先行材と後行材との溶接処理が不十分である場合、一旦結合された鉄鋼製品が製造途中で切れる可能性があり、この場合、連続焼鈍ラインの稼動が停止してしまう。このような不具合を防止するため、溶接処理時の先行材と後行材との溶接部の温度プロフィールを非接触で測定し、得られた温度プロフィールをもとに、溶接部の熱不足等の溶接不良が発生しているか否かを監視する必要がある。
【0008】
しかしながら、製造ラインに設定された溶接機の電極輪等の溶接手段周辺は、製造ラインに必要な様々な機器が密に設置されているため、測定対象である溶接部の温度プロフィールを取得すべく、上述した従来の走査型放射温度計を溶接機の電極輪近傍に設置しようとしても、その設置スペースを確保することが困難である。
【0009】
一方、上述した問題点を解消するために、走査型放射温度計を設置可能な位置まで溶接機の電極輪から離し、この位置に走査型放射温度計を設置したとしても、製造ライン内は様々な機器が密集しているため、走査型放射温度計と溶接部との間に測定対象ではない他の機器等が入り込む場合が多い。これによって、溶接部に向けた走査型放射温度計の視野が遮断され、この結果、溶接部の温度プロフィールを必要十分に測定できない。さらには、走査型放射温度計と溶接部との相対距離が長くなるに伴って、走査型放射温度計の視野が不必要に広がり、この結果、温度プロフィールの測定分解能が低下するという弊害も生じる。
【0010】
なお、上述した特許文献1または特許文献2に記載の従来技術では、製造ライン内において溶接部から放射される赤外線エネルギーを十分に検出することが困難であるため、溶接不良の有無を監視するために必要な溶接部の温度プロフィールを測定することは、困難である場合が多い。
【0011】
本発明は、上記の事情に鑑みてなされたものであって、機器が密集した状態の製造ライン内であっても、測定視野が遮られない態様で測定対象物の間近に設置できるとともに、製造ラインの良否判定に必要な測定対象物の温度プロフィールを測定可能な走査型放射温度計を提供することを目的とする。
【課題を解決するための手段】
【0012】
上述した課題を解決し、目的を達成するために、本発明にかかる走査型放射温度計は、測定対象物の温度プロフィールを非接触で測定する走査型放射温度計において、筒状筐体の内部に集光レンズを収容し、前記測定対象物から放射された赤外光を受光するとともに、前記集光レンズによって前記測定対象物の温度測定点毎に分けて前記赤外光を集光する受光部と、可撓性を有する細長筒体の内部に、前記測定対象物における複数の温度測定点の各々と一対一に対応する複数の光ファイバ群を束ねて収容し、前記複数の光ファイバ群によって前記温度測定点別に前記赤外光を伝送する伝送部と、赤外光領域に感度を有する固体撮像素子を有し、前記複数の光ファイバ群の各々と一対一に対応して前記固体撮像素子に配列された複数の画素に前記赤外光を受光して、前記温度測定点毎の前記赤外光の強度を検出する検出部と、を備えたことを特徴とする。
【0013】
また、本発明にかかる走査型放射温度計は、上記の発明において、前記測定対象物は、溶接機によって溶接される鉄鋼材であり、前記複数の光ファイバ群の配列方向は、前記鉄鋼材の溶接方向に対して垂直であることを特徴とする。
【0014】
また、本発明にかかる走査型放射温度計は、上記の発明において、前記受光部は、前記溶接機に取り付けられ、前記溶接機とともに前記鉄鋼材の溶接方向に沿って移動するとともに前記赤外光を受光することを特徴とする。
【0015】
また、本発明にかかる走査型放射温度計は、上記の発明において、前記複数の光ファイバ群の各々に含まれる複数の光ファイバは、前記鉄鋼材の溶接方向に千鳥状に配列されることを特徴とする。
【0016】
また、本発明にかかる走査型放射温度計は、上記の発明において、前記複数の光ファイバ群の各々に含まれる光ファイバの数は、前記固体撮像素子の画素サイズに応じて複数に設定されることを特徴とする。
【0017】
また、本発明にかかる走査型放射温度計は、上記の発明において、前記光ファイバの数は、前記固体撮像素子の1画素あたり12本であることを特徴とする。
【発明の効果】
【0018】
本発明によれば、機器が密集した状態の製造ライン内であっても、測定視野が遮られない態様で測定対象物の間近に設置できるとともに、製造ラインの良否判定に必要な測定対象物の温度プロフィールを測定可能な走査型放射温度計を実現できるという効果を奏する。
【図面の簡単な説明】
【0019】
【図1】図1は、本発明の実施の形態1にかかる走査型放射温度計の一構成例を模式的に示すブロック図である。
【図2】図2は、本発明の実施の形態にかかる走査型放射温度計を連続焼鈍ラインに設置した状態の一具体例を示す模式図である。
【図3】図3は、図2の設置状態を走査型放射温度計の受光部側から見た模式図である。
【図4】図4は、測定対象物の一例である鉄鋼材を上面側から見た模式図である。
【図5】図5は、本発明の実施の形態にかかる走査型放射温度計の受光部の一構成例を示す模式図である。
【図6】図6は、図5に示す伝送部のA−A線断面模式図である。
【図7】図7は、本発明の実施の形態にかかる走査型放射温度計の検出部の一構成例を示す模式図である。
【図8】図8は、この検出部に設けられる固体撮像素子の画素群の一例を示す模式図である。
【図9】図9は、測定対象物の一例である鉄鋼材の溶接部の温度プロフィールを測定する状態を示す模式図である。
【図10】図10は、温度プロフィールの測定結果の一具体例を示す模式図である。
【発明を実施するための形態】
【0020】
以下に、添付図面を参照して、本発明にかかる走査型放射温度計の好適な実施の形態について詳細に説明する。なお、この実施の形態により本発明が限定されるものではない。
【0021】
(実施の形態)
まず、本発明の実施の形態にかかる放射型走査温度計の構成について説明する。図1は、本発明の実施の形態1にかかる走査型放射温度計の一構成例を模式的に示すブロック図である。図1に示すように、この走査型放射温度計1は、測定対象物から放射される赤外光を受光する受光部2と、この受光された赤外光を伝送する伝送部3と、得られた赤外光をもとに温度測定点毎の赤外光の強度を検出する検出部4とを備える。また、走査型放射温度計1は、各種情報を入力する入力部5と、測定結果等を表示する表示部6と、温度プロフィールの取得に必要な各種データ等を記憶する記憶部7と、走査型放射温度計1の動作制御等を行う制御部8とを備える。
【0022】
受光部2は、可能な限り細径に形成された筒状の光学系であり、光学系の光軸を中心とする所定範囲の視野9を有する。受光部2は、この視野9内に捉えた測定対象物(図示せず)から赤外光を受光するとともに、伝送部3へ赤外光を集光する。
【0023】
伝送部3は、測定対象物からの赤外光を伝送するためのものである。具体的は、伝送部3は、可撓性を有する細長筒体の内部に光ファイバ束を収容しており、この光ファイバ束の先端面が受光部2の内部に接続され、この光ファイバ束の後端面が検出部4と接続されている。このような伝送部3は、受光部2の遊動等に合わせて自由に曲がり、内部の光ファイバ束によって受光部2から検出部4へ赤外光を伝送する。
【0024】
検出部4は、測定対象物からの赤外光の強度を検出するためのものであり、CCDまたはCMOSセンサ等の固体撮像素子4aと光学系4bとを備える。固体撮像素子4aは、赤外線領域に感度を有する画素群を備え、光学系4bは、赤外光を集光または結像可能な複数のレンズを備える。光学系4bは、伝送部3によって伝送された赤外光を集光および結像して、この赤外光を固体撮像素子4aに受光させる。固体撮像素子4aは、光学系4bを介して画素群に赤外光を受け、この画素群内の画素毎に受光した赤外光の強度を検出し、検出した強度、すなわち赤外光の放射エネルギーを画素毎に電圧に変換する。その後、固体撮像素子4aは、得られた電圧値の電気信号を画素毎に出力する。
【0025】
入力部5は、キーボードおよびマウス等の入力デバイスを用いて実現され、作業者による入力操作に対応して制御部8に各種情報を入力する。なお、このような入力部5によって制御部8に入力される各種情報として、例えば、制御部8に対して指示する指示情報、赤外光の強度を温度に変換するために必要なパラメータ情報等が挙げられる。
【0026】
表示部6は、CRTディスプレイまたは液晶ディスプレイ等の画像表示が可能なディスプレイを用いて実現され、制御部8によって表示指示された各種情報を表示する。なお、このような表示部6が表示する各種情報として、例えば、測定対象物の温度プロフィールを示す情報および入力部5による入力情報等が挙げられる。
【0027】
記憶部7は、EEPROMまたはハードディスク等の再書き込み可能な不揮発性の記憶媒体を用いて実現される。記憶部7は、制御部8によって書き込み指示された各種データを保存し、制御部8によって読み出し指示された保存データを制御部8に送信する。例えば、記憶部7は、検出部4によって検出された赤外光の強度に対応する電圧値情報、測定対象物の視野9内における温度情報および温度プロフィール情報、画素毎に検出される時間単位での温度データ、および赤外光の強度を温度に変換するために必要なデータテーブル7b等を記憶する。
【0028】
データテーブル7bは、検出部4の固体撮像素子4aが出力した電気信号の電圧値と温度との対応関係を示すデータであり、赤外光の強度を測定対象物の温度に変換する温度変換処理に用いられる。なお、この電気信号の電圧値は、上述したように、測定対象物の視野9内における赤外光の強度に対応する。
【0029】
制御部8は、走査型放射温度計1の機能を実現するためのプログラム等を記憶する記憶部およびこの記憶部内のプログラムを実行するCPU等を用いて実現される。制御部8は、走査型放射温度計1の各構成部、具体的には、検出部4、入力部5、表示部6、および記憶部7の各動作を制御し、且つ、これらの各構成部との電気信号の入出力を制御する。
【0030】
具体的には、制御部8は、入力部5によって入力された指示情報に基づいて、視野9内の測定対象物から放射された赤外光の強度を検出し始め、所定の間隔で検出した赤外光の強度に対応する電圧値の電気信号を順次出力するように検出部4を制御し、あるいは、この赤外光の強度検出処理を停止するように検出部4を制御する。また、制御部8は、検出部4から取得した赤外光の強度(電圧値)をもとに、測定対象物における視野9内の温度プロフィールを表示するように表示部6を制御する。
【0031】
また、制御部8は、図1に示すように変換処理部8aとプロフィール処理部8bとを有する。変換処理部8aは、検出部4によって検出された赤外光の強度を測定対象物の温度に変換する。具体的には、変換処理部8aは、固体撮像素子4aから、赤外光の強度に対応する電圧値の電気信号を画素毎に取得し、その都度、取得した各画素の電圧値と記憶部7内のデータテーブル7bとをもとに、各画素の電圧値を温度に順次変換する。このように変換処理部8aが画素毎に変換した各温度は、視野9内に捉えた測定対象物の各温度測定点の表面温度に相当する。なお、変換処理部8aは、予め設定した時間間隔または溶接方向の距離間隔で各画素の電圧値を温度に変換してもよい。
【0032】
プロフィール処理部8bは、変換処理部8aが画素毎に変換した各温度をもとに、視野9内に捉えた測定対象物の温度プロフィールを作成する。この場合、プロフィール処理部8bは、固体撮像素子4aの画素群の配列順に対応して、測定対象物の各温度測定点の位置対温度のグラフ上に画素毎の各温度をプロットする。なお、プロフィール処理部8bは、変換処理部8aが上述した変換処理を実行する都度、温度プロフィールを順次作成してもよいし、予め設定した時間間隔または距離間隔で温度プロフィールを順次作成してもよい。
【0033】
つぎに、測定対象物が連続焼鈍ラインによって連続的に溶接される鉄鋼材である場合を例示して、連続焼鈍ライン内における走査型放射温度計1の設置および温度測定領域について詳細に説明する。図2は、本発明の実施の形態にかかる走査型放射温度計を連続焼鈍ラインに設置した状態の一具体例を示す模式図である。図3は、図2の設置状態を走査型放射温度計の受光部側から見た模式図である。図4は、測定対象物の一例である鉄鋼材を上面側から見た模式図である。なお、図3では、溶接機10による鉄鋼材の溶接部16上の温度測定領域を説明し易くするために、溶接機10の装置本体11および支持部12は省略している。
【0034】
図2には、連続焼鈍ラインのうちの鉄鋼材を溶接するラインが模式的に図示されており、この鉄鋼材溶接ラインでは、搬送装置(図示せず)によって所定の方向に順次搬送される鉄鋼材の先行材14と後行材15とが溶接機10によって溶接されている。上述した走査型放射温度計1(図1参照)の連続焼鈍ライン内への設置は、図2に示すように、この溶接機10に受光部2を取り付けることによって達成される。
【0035】
溶接機10は、図2に示すように、駆動系等を内蔵した装置本体11と、支持部12と、一対の電極輪13a,13bとを備える。支持部12は、視野9内に先行材14と後行材15との溶接部16を捉える態様で受光部2を支持する。受光部2は、このように支持部12に支持された態様で溶接機10に取り付けられ、溶接機10とともに先行材14と後行材15との溶接方向に沿って移動するとともに、溶接部16およびその周辺部分から放射される赤外光を受光する。なお、支持部12は、溶接部16に対する受光部2の相対距離および相対角度等を調節できるような構造であることが望ましい。
【0036】
電極輪13a,13bは、図2,3に示すように、先行材14と後行材15とを上下方向から挟み込むように押圧しつつ電力を印加するとともに、装置本体11の駆動によって先行材14および後行材15を横切るように移動する。このようにして、電極輪13a,13bは、図3の太線矢印に示される溶接方向、具体的には先行材14および後行材15の幅方向に先行材14の尾端と後行材15の先端とを溶接して、先行材14と後行材15とを結合する。
【0037】
ここで、図4に示すように、先行材14と後行材15との溶接部16に対して、X軸およびY軸による直交2軸座標系を設定する。この場合、Y軸は、図3,4の太線矢印に示される溶接方向に平行な軸であり、溶接部16と一致する。具体的には、この溶接方向は、先行材14および後行材15の幅方向とほぼ一致する。一方、X軸は、この溶接方向に対して垂直な軸であり、先行材14および後行材15の長手方向(具体的には両材の搬送方向)に平行な軸である。さらに、このX軸とY軸との交点、すなわち、この直交座標系の原点は、溶接機10による先行材14と後行材15との溶接始点(溶接部16の始点)である。
【0038】
このように設定したX軸およびY軸の直交座標系において、受光部2の視野9は、図2〜4に示すように、溶接部16と一対の電極輪13a,13bとの接点(すなわち現溶接部)から所定の距離L1(例えば70mm程度)だけ離れた位置に温度測定領域Pを捉えるように設定される。この場合、受光部2の光軸C等を基準にして、温度測定領域Pの位置を設定すればよい。
【0039】
温度測定領域Pは、受光部2の視野9の範囲によって規定される領域であり、受光部2の光軸Cと溶接部16との交点を中心としてX軸の正方向および負方向に各々点在する複数の温度測定点からなる。これら複数の温度測定点は、例えばX軸方向に沿って一列に並び、また、この直交座標系の原点を始点にして、受光部2の移動に伴ってY軸の正方向に揃って変位する。
【0040】
ここで、温度測定領域Pの変位方向は、図4に示すように、溶接部16の全範囲について温度プロフィールを測定する際の走査方向であり、その走査幅は、先行材14および後行材15の幅W1(例えば600〜1100mm程度)と同じである。一方、温度測定領域Pの長手方向は、複数の温度測定点が連なる方向であり、図1に示した固体撮像素子4aの画素配列方向に対応する。
【0041】
つぎに、走査型放射温度計1の受光部2および伝送部3について詳細に説明する。図5は、本発明の実施の形態にかかる走査型放射温度計の受光部の一構成例を示す模式図である。図6は、図5に示す伝送部のA−A線断面模式図である。なお、図6には、上述した伝送部3の横断面が模式的に示されている。
【0042】
図5に示すように、受光部2は、比較的小型(例えば、直径20mm程度、長さ110mm程度)な中空の筒状筐体2aと、複数の集光レンズ2b,2cとを備える。筒状筐体2aは、高熱の鉄鋼材の近傍に設置されても耐えうる耐熱性材料からなり、その内部に複数の集光レンズ2b,2cを収容する。また、筒状筐体2aの後端には、伝送部3の先端部3aが挿通固定される。この場合、伝送部3は、その先端部3aの先端面から筒状筐体2aの先端面までの長さL2が所定の長さ(例えば、94.3mm程度)になるように筒状筐体2aに取り付けられる。筒状筐体2aは、この長さL2の領域内に、複数の集光レンズ2b,2cを収容する。
【0043】
集光レンズ2b,2cは、その光軸Cが伝送部3の中心軸と一致するように、筒状筐体2aの内部に配置される。また、集光レンズ2b、2cの視野9は、筒状筐体2aの先端面から距離L3の位置において視野長L4の視野範囲を有する。例えば、視野9は、この距離L3が150mm程度の場合に、47mm程度の視野長L4の視野範囲を有する。この視野長L4は、図4に示した温度測定領域PのX軸方向の長さに相当する。このような集光レンズ2b,2cは、筒状筐体2aの先端面に形成された開口を通して、測定対象物(例えば上述した先行材14および後行材15)の温度測定領域P内の温度測定点毎に分けて赤外光を集光する。
【0044】
一方、伝送部3は、可撓性を有する細長な光学部材(図1参照)であり、図6に示すように、複数の光ファイバ群3dを束ねた光ファイバ束3cと、光ファイバ束3cを被覆する可撓性の細長筐体3eとを備える。
【0045】
光ファイバ3bは、赤外光を伝搬可能な小径の光伝送媒体であり、光ファイバ束3cは、図2〜4に示した溶接部16の温度プロフィールを測定するために必要な多数の光ファイバ3bを束ねたものである。光ファイバ群3dは、所定数(図6では12本)の光ファイバ3bを所定の態様(図6では千鳥状)に配列したものである。
【0046】
ここで、図6に示すように、伝送部3の横断面に図4に示したX軸およびY軸の直交2軸座標系を照らし合わせると、光ファイバ群3dは、Y軸方向(すなわち溶接部16の溶接方向)に対応して複数の光ファイバ3bを配列した単位群である。また、光ファイバ束3cは、X軸方向(すなわち温度測定領域Pに含まれる複数の温度測定点の配列方向)に対応して複数の光ファイバ群3dを束ねたものである。この場合、光ファイバ束3c内において、複数の光ファイバ群3dの配列方向は、受光部2の集光レンズ構成を簡易にするために、鉄鋼材の溶接部16の溶接方向に対して垂直であることが望ましい。
【0047】
このような光ファイバ束3c内に含まれる複数の光ファイバ群3dの各々は、測定対象物における温度測定領域P内に含まれる複数の温度測定点の各々と一対一に対応しており、受光部2の集光レンズ2b,2cによって集光された赤外光を温度測定領域P内の温度測定点別に伝送する。言い換えれば、光ファイバ束3cのうち、X軸上の一座標に対応する光ファイバ群3dは、温度測定領域P内の複数の温度測定点のうち、これと同座標に対応する位置の温度測定点から放射された赤外光を伝送する。
【0048】
つぎに、走査型放射温度計1の検出部4について詳細に説明する。図7は、本発明の実施の形態にかかる走査型放射温度計の検出部の一構成例を示す模式図である。図8は、この検出部に設けられる固体撮像素子の画素群の一例を示す模式図である。
【0049】
上述したように、本実施の形態にかかる走査型放射温度計1(図1参照)は、固体撮像素子4aおよび光学系4bを備えた検出部4を有する。光学系4bは、図7に示すように、中空の筒状筐体内に複数のレンズ4c〜4eを有する。また、光学系4bの前端には、伝送部3の後端部3fが挿通固定される。レンズ4c〜4eは、例えば非球面レンズであり、上述した受光部2の光軸Cと光軸が一致する態様で後端部3fと固体撮像素子4aとの間に配置される。このようなレンズ4c〜4eは、伝送部3によって伝送された赤外光を後端部3fから受光し、受光した赤外光を光ファイバ群3d(図6参照)別に集光して固体撮像素子4aに結像する。なお、図7には示されていないが、伝送部3の先端部3aは、図5に示したように受光部2の後端部に挿入固定されている。
【0050】
固体撮像素子4aは、受光面として画素群4a−1を有し、光学系4bによって集光または結像された赤外光を画素群4a−1によって受光できる態様に配置される。例えば、図7に示すように、固体撮像素子4aは、上述した受光部2の光軸Cと画素群4a−1の中心軸とが一致するように筐体内部に配置される。
【0051】
画素群4a−1は、赤外領域に感度を有し、図6に示した複数の光ファイバ群3dの各々と一対一に対応して固体撮像素子4aに配列された複数の画素からなる。すなわち、画素群4a−1の各画素は、光学系4bを介して、複数の光ファイバ群3dの各々と一対一に接続される。
【0052】
ここで、図8に示すように、画素群4a−1に図4に示したX軸およびY軸の直交2軸座標系を照らし合わせると、画素群4a−1内の各画素は、Y軸方向に対応して配列された一群の光ファイバ3b(すなわち光ファイバ群3d)から各々一括して赤外光を受光可能な形状(例えば長方形)に形成される。また、画素群4a−1において、このような各画素が、X軸方向、すなわち温度測定領域Pに含まれる複数の温度測定点の配列方向に対応して複数配列されている。このような画素群4a−1内の各画素は、測定対象物における温度測定領域P内に含まれる複数の温度測定点の各々と一対一に対応しており、光ファイバ群3dによって温度測定点毎に伝送された各赤外光を各々受光する。
【0053】
例えば、画素群4a−1のうち、画素番号=1の画素は、図6に示した光ファイバ束3cのうちの上から一列目の光ファイバ群3dによって伝送された赤外光を一括に受光する。これと同様に、画素番号=2の画素は、上から二列目の光ファイバ群3dによって伝送された赤外光を一括に受光し、画素番号=3の画素は、上から三列目の光ファイバ群3dによって伝送された赤外光を一括に受光する。そして、最後の画素番号=N(例えば256番)の画素は、光ファイバ束3cのうちの下から一列目の光ファイバ群3dによって伝送された赤外光を一括に受光する。
【0054】
このような画素群4a−1を有する固体撮像素子4aは、画素群4a−1の各画素によって光ファイバ群3d別に赤外光を各々受光し、受光した各赤外光の強度を画素毎に電圧値に変換する。このようにして、固体撮像素子4aは、図4に示した温度測定領域P内における温度測定点毎の赤外光の強度(放射エネルギー)を検出する。
【実施例】
【0055】
つぎに、本発明の実施の形態にかかる走査型放射温度計1の具体的な実施例を示して、走査型放射温度計1による作用効果を説明する。図9は、測定対象物の一例である鉄鋼材の溶接部の温度プロフィールを測定する状態を示す模式図である。図10は、温度プロフィールの測定結果の一具体例を示す模式図である。なお、図10において、横軸は溶接幅方向位置であり、横軸の数値は、温度測定領域Pにおける溶接部16からの変位距離を示す。すなわち、横軸の数値「0」は、温度測定領域Pの中心位置(溶接部16の位置)である。一方、縦軸は溶接温度であり、縦軸の数値は、温度測定領域P内の温度測定点別に得られた測定対象物の温度を示す。
【0056】
この実施例において、走査型放射温度計1の受光部2、伝送部3および検出部4の構造は、以下のように設定した。すなわち、受光部2(図5参照)において、筒状筐体2aは直径20mm、筒長110mm程度とし、この筒状筐体2aにおける長さL2は、94.3mmとした。また、図2に示した溶接機10の支持部12に受光部2を取り付けた際の電極輪13a,13bの接点と温度測定領域Pとの距離L1は、70mmとした。この場合、受光部2の先端面から温度測定領域P(具体的には溶接部16)までの距離L3は、150mmとして、受光部2の視野9による視野長L4を47mmに設定した。すなわち、温度測定領域Pの長手方向(図4に示したX軸方向)の長さは、溶接部16を中心に47mmになる。
【0057】
また、伝送部3(図3参照)において、一つの光ファイバ群3d内に含まれる光ファイバ3bの本数は12本とし、これら12本の光ファイバ3bは、先行材14と後行材15との溶接方向(Y軸方向)に千鳥状に配列した。光ファイバ束3cは、このような光ファイバ群3dを256セット(すなわち、光ファイバ3bを3072本)束ねたものにした。この場合、光ファイバ束3c内の256セットの光ファイバ群3dは、先行材14と後行材15との溶接方向に対して垂直方向に配列した。
【0058】
一方、検出部4(図7参照)において、固体撮像素子4aは、InGaAs化合物半導体である256画素のCCD素子とした。詳細には、固体撮像素子4aの画素群4a−1は、縦方向(図8に示すX軸方向)の長さを12.9mmとし、横方向(図8に示すY軸方向)の長さを500μmとした。また、画素群4a−1内の1画素のサイズは、50μm×500μmとした。このような画素群4a−1は、図8に示すように、1画素あたりに、1セットの光ファイバ群3d内の12本の光ファイバ3bによって伝送された赤外光を一括して受光するものである。また、この画素群4a−1を構成する256個の画素は、X軸に対応する方向に一列に配列した。なお、上述したように設定した受光部2、伝送部3および検出部4を用いた場合、温度測定領域Pにおける測定分解能は0.18mmとなる。
【0059】
ここで、鉄鋼材である先行材14および後行材15を溶接機10の位置まで搬送し、図2,3に示したように、溶接機10は、先行材14の尾端と後行材15の先端とを溶接した。なお、この溶接処理は、1回当たり3〜4秒間で完了した。これと同時に、走査型放射温度計1は、Y軸方向に変位する温度測定領域P毎に所定の間隔で溶接部16の温度プロフィールを測定した。
【0060】
これによって、図9,10に示すような温度プロフィールの測定結果が得られた。すなわち、図9の破線によって示されるように、溶接部16の溶接方向(Y軸方向)の各位置において温度測定領域P毎に順次、山形の温度プロフィールが測定された。これら各位置における山形の破線の各々は、溶接部16を中心とする温度測定領域P内の各温度測定点の温度測定結果を示すものであり、その山形の高さ方向は、測定温度の上昇方向に対応する。
【0061】
上述したように、走査型放射温度計1は、先行材14と後行材15との溶接処理と同時に、この溶接方向に沿って所定の間隔で、図9に示すような測定温度ピークを有する山形の温度プロフィールを温度測定領域P毎に測定できる。この走査型放射温度計1による温度プロフィールの測定結果は、例えば図10に示すような「溶接方向位置対溶接温度」のグラフにして表示部6(図1参照)に表示できる。この表示部6に表示されたグラフを視認することによって、溶接部16およびその周辺部分の温度プロフィールを溶接作業と同時に容易に知ることができる。
【0062】
なお、この実施例においては、上述したようなサイズ、光ファイバ本数、光ファイバ配列、画素数および画素配列等を有する走査型放射温度計1を例示したが、本発明にかかる走査型放射温度計1の作用効果は、この実施例に示した具体的な仕様以外の走査型放射温度計1であっても、この実施例の場合と同様に得られる。
【0063】
以上、説明したように、本発明の実施の形態にかかる走査型放射温度計では、小径(例えば直径60mm以下)受光部が、測定対象物から放射された赤外光を受光するとともに、受光した赤外光を測定対象物の温度測定点毎に分けて集光し、可撓性を有する細長の伝送部が、受光部によって集光された赤外光を検出部へ伝送し、検出部が、伝送された赤外光を受光して、測定対象物における温度測定点毎の赤外光の強度を検出している。
【0064】
また、このような走査型放射温度計において、伝送部は、細長筒体の内部に、測定対象物における複数の温度測定点の各々と一対一に対応する複数の光ファイバ群を束ねて収容し、これら複数の光ファイバ群によって温度測定点別に赤外光を伝送している。さらに、検出部は、赤外光領域に感度を有する固体撮像素子を有し、上述した複数の光ファイバ群の各々と一対一に対応して固体撮像素子に配列された複数の画素に赤外光を受光して、温度測定点毎の赤外光の強度を検出している。
【0065】
このため、製造ラインのような各種機器が密集した場所であっても、受光部の視野が障害物によって意図せず遮られることなく、測定対象物から放射された赤外光を温度測定領域内の温度測定点毎に十分に集光するとともに、複数の温度測定点の各々と一対一に対応する複数の光ファイバ群によって伝送された赤外光を画素毎に一括して受光することができる。これによって、機器が密集した状態の製造ライン内であっても、受光部の視野が遮られないように測定対象物の間近に走査型放射温度計を設置でき、この結果、測定視野が遮られることなく、連続稼動ラインにおいて監視する必要がある鉄鋼材等の測定対象物の放射温度を非接触で間近に測定できるとともに、製造ラインの良否判定に必要な測定対象物の温度プロフィールを測定できる。
【0066】
特に、連続焼鈍ラインの溶接機に受光部を取り付けることによって、測定視野が遮られないように鉄鋼材の溶接部の間近に走査型放射温度計を設置でき、この結果、鉄鋼材の溶接部およびその周辺部分の温度プロフィールを溶接作業と同時に測定できるとともに、得られた温度プロフィールの測定結果をもとに、溶接不良が発生しているか否かを容易に予測することができる。
【0067】
また、検出部の画素群内の画素毎に、温度測定点と一対一に対応する光ファイバ群を光学的に接続しているので、この画素群内の1画素あたりに、光ファイバ群によって伝送された測定対象物からの赤外光を一括して受光できる。これによって、検出部が1画素あたりに受光する赤外光量を増大でき、この結果、製造ライン内において監視すべき鉄鋼材の放射温度および温度プロフィールを必要な温度範囲(例えば400〜1000℃)について測定することができる。
【0068】
なお、上述した実施の形態では、連続焼鈍ラインにおいて溶接される鉄鋼材の溶接部の温度プロフィールを測定していたが、これに限らず、本発明にかかる走査型放射温度計1は、機器が密集した各種製造ラインを流れる鉄鋼材等の各種高熱源体の放射温度および温度プロフィールを測定するものであってもよい。
【0069】
また、上述した実施の形態では、受光部2または検出部4の光学系4bに2つまたは3つのレンズを内蔵していたが、受光部2および光学系4bに用いられる集光レンズ等のレンズ数は、赤外光の集光または結像等に必要な数であればよく、例えば、1つでもよければ、3つ以上でもよい。
【0070】
さらに、上述した実施の形態では、検出部4の固体撮像素子4aの一例として256画素の固体撮像素子4aを例示していたが、これに限らず、固体撮像素子4aの画素数は、測定対象物の温度プロフィールの測定に必要な画素数であれば所望数であってもよい。
【0071】
また、上述した実施の形態では、固体撮像素子4aの1画素あたりに12本の光ファイバ3bを光学的に接続していたが、これに限らず、固体撮像素子4aの1画素あたりに接続する光ファイバ3bの数は、測定対象物の温度プロフィールの測定に必要な数であれば、固体撮像素子4aの画素サイズに応じて複数に設定されればよい。
【0072】
さらに、上述した実施の形態では、固体撮像素子4aの1画素に対応して複数の光ファイバ3bを千鳥状に配列していたが、これに限らず、一つの光ファイバ群3dに含まれる複数の光ファイバ3bの配列は、直線的に一列に配列してもよいし、複数列に配列してもよいし、千鳥状に複数列配列してもよい。
【0073】
また、上述した実施の形態により本発明が限定されるものではなく、上述した実施の形態に基づいて当業者等によりなされる他の実施の形態、実施例および運用技術等は全て本発明に含まれる。例えば、上述した実施の形態では、温度プロフィール等の測定結果を画面表示する表示部6を備えていたが、これに限らず、温度プロフィール等の測定結果を紙媒体等にプリント出力するプリンタを備えてもよい。また、所定の中継装置を設け、温度プロフィール等の測定結果を別システムに転送するように構成してもよい。
【符号の説明】
【0074】
1 走査型放射温度計
2 受光部
2a 筒状筐体
2b,2c 集光レンズ
3 伝送部
3a 先端部
3b 光ファイバ
3c 光ファイバ束
3d 光ファイバ群
3e 細長筐体
3f 後端部
4 検出部
4a 固体撮像素子
4a−1 画素群
4b 光学系
4c,4d,4e レンズ
5 入力部
6 表示部
7 記憶部
7b データテーブル
8 制御部
8a 変換処理部
8b プロフィール処理部
9 視野
10 溶接機
11 装置本体
12 支持部
13a,13b 電極輪
14 先行材
15 後行材
16 溶接部
C 光軸
P 温度測定領域
【特許請求の範囲】
【請求項1】
測定対象物の温度プロフィールを非接触で測定する走査型放射温度計において、
筒状筐体の内部に集光レンズを収容し、前記測定対象物から放射された赤外光を受光するとともに、前記集光レンズによって前記測定対象物の温度測定点毎に分けて前記赤外光を集光する受光部と、
可撓性を有する細長筒体の内部に、前記測定対象物における複数の温度測定点の各々と一対一に対応する複数の光ファイバ群を束ねて収容し、前記複数の光ファイバ群によって前記温度測定点別に前記赤外光を伝送する伝送部と、
赤外光領域に感度を有する固体撮像素子を有し、前記複数の光ファイバ群の各々と一対一に対応して前記固体撮像素子に配列された複数の画素に前記赤外光を受光して、前記温度測定点毎の前記赤外光の強度を検出する検出部と、
を備えたことを特徴とする走査型放射温度計。
【請求項2】
前記測定対象物は、溶接機によって溶接される鉄鋼材であり、
前記複数の光ファイバ群の配列方向は、前記鉄鋼材の溶接方向に対して垂直であることを特徴とする請求項1に記載の走査型放射温度計。
【請求項3】
前記受光部は、前記溶接機に取り付けられ、前記溶接機とともに前記鉄鋼材の溶接方向に沿って移動するとともに前記赤外光を受光することを特徴とする請求項2に記載の走査型放射温度計。
【請求項4】
前記複数の光ファイバ群の各々に含まれる複数の光ファイバは、前記鉄鋼材の溶接方向に千鳥状に配列されることを特徴とする請求項2または3に記載の走査型放射温度計。
【請求項5】
前記複数の光ファイバ群の各々に含まれる光ファイバの数は、前記固体撮像素子の画素サイズに応じて複数に設定されることを特徴とする請求項1〜4のいずれか一つに記載の走査型放射温度計。
【請求項6】
前記光ファイバの数は、前記固体撮像素子の1画素あたり12本であることを特徴とする請求項5に記載の走査型放射温度計。
【請求項1】
測定対象物の温度プロフィールを非接触で測定する走査型放射温度計において、
筒状筐体の内部に集光レンズを収容し、前記測定対象物から放射された赤外光を受光するとともに、前記集光レンズによって前記測定対象物の温度測定点毎に分けて前記赤外光を集光する受光部と、
可撓性を有する細長筒体の内部に、前記測定対象物における複数の温度測定点の各々と一対一に対応する複数の光ファイバ群を束ねて収容し、前記複数の光ファイバ群によって前記温度測定点別に前記赤外光を伝送する伝送部と、
赤外光領域に感度を有する固体撮像素子を有し、前記複数の光ファイバ群の各々と一対一に対応して前記固体撮像素子に配列された複数の画素に前記赤外光を受光して、前記温度測定点毎の前記赤外光の強度を検出する検出部と、
を備えたことを特徴とする走査型放射温度計。
【請求項2】
前記測定対象物は、溶接機によって溶接される鉄鋼材であり、
前記複数の光ファイバ群の配列方向は、前記鉄鋼材の溶接方向に対して垂直であることを特徴とする請求項1に記載の走査型放射温度計。
【請求項3】
前記受光部は、前記溶接機に取り付けられ、前記溶接機とともに前記鉄鋼材の溶接方向に沿って移動するとともに前記赤外光を受光することを特徴とする請求項2に記載の走査型放射温度計。
【請求項4】
前記複数の光ファイバ群の各々に含まれる複数の光ファイバは、前記鉄鋼材の溶接方向に千鳥状に配列されることを特徴とする請求項2または3に記載の走査型放射温度計。
【請求項5】
前記複数の光ファイバ群の各々に含まれる光ファイバの数は、前記固体撮像素子の画素サイズに応じて複数に設定されることを特徴とする請求項1〜4のいずれか一つに記載の走査型放射温度計。
【請求項6】
前記光ファイバの数は、前記固体撮像素子の1画素あたり12本であることを特徴とする請求項5に記載の走査型放射温度計。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−40906(P2013−40906A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−179783(P2011−179783)
【出願日】平成23年8月19日(2011.8.19)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【出願人】(000133526)株式会社チノー (113)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月19日(2011.8.19)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【出願人】(000133526)株式会社チノー (113)
【Fターム(参考)】
[ Back to top ]