
走行システム
【課題】高い搬送能力を確保しつつ搬送システムの規模を抑制する。
【解決手段】天井付近に主軌道2aを水平に敷設すると共に、主軌道2aの下方に副軌道2bを水平に敷設する。主軌道2aから副軌道2bまでを結ぶ分岐軌道6と、副軌道2bから主軌道2aまでを結ぶ分岐軌道7とを設ける。搬送台車3は、主軌道2aを通って物品を搬送すると共に、主軌道2aにおいて渋滞等が生じた場合には、副軌道2bを通って渋滞を回避しつつ物品を搬送することができる。
【解決手段】天井付近に主軌道2aを水平に敷設すると共に、主軌道2aの下方に副軌道2bを水平に敷設する。主軌道2aから副軌道2bまでを結ぶ分岐軌道6と、副軌道2bから主軌道2aまでを結ぶ分岐軌道7とを設ける。搬送台車3は、主軌道2aを通って物品を搬送すると共に、主軌道2aにおいて渋滞等が生じた場合には、副軌道2bを通って渋滞を回避しつつ物品を搬送することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、天井付近に敷設された軌道に沿って搬送台車を走行させる搬送システムに関する。
【背景技術】
【0002】
半導体製造工場などの搬送システムには、天井付近に軌道を敷設し、その軌道に沿って搬送台車を走行させるものがある。このような搬送システムでは、物品の搬送先への搬送能力を向上させるため、搬送軌道が複線化されてきた。特許文献1は、このような搬送システムの一例である。特許文献1では、同一水平面に沿って複数の軌道が配置され、複数の軌道間には分岐、合流部が設けられている。そして、複数の軌道を用いた複数の搬送経路を利用することで搬送台車の渋滞が回避され、搬送時間が短縮される。これによって、搬送能力を向上させている。
【0003】
【特許文献1】特開2005−1886号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1のように同一水平面に沿って軌道が配置されると、軌道が複雑に構成されるほど設置面積が大きくなる。つまり、搬送能力を向上させるために多くの軌道を設けるほど搬送システムの規模が大きくなり、設備全体の規模が大きくなって高コストになるおそれがある。
【0005】
本発明の目的は、高い搬送能力を確保しつつ規模が抑制された搬送システムを提供することにある。
【課題を解決するための手段及び効果】
【0006】
本発明の搬送装置は、天井付近に水平に敷設された第1の軌道と、平面視において前記第1の軌道と少なくとも一部が重なるように前記第1の軌道とは異なる高さに水平に敷設された第2の軌道と、前記第1及び第2の軌道に支持されると共に、前記第1及び第2の軌道に沿って走行する搬送台車と、前記第1の軌道から前記第2の軌道へと前記搬送台車を案内する第1の案内軌道と、前記第2の軌道から前記第1の軌道へと前記搬送台車を案内する第2の案内軌道とを備えている。
【0007】
本発明の搬送システムによると、第1の軌道と共に第2の軌道が敷設されている。そして、第1の軌道と第2の軌道とを結ぶ第1及び第2の案内軌道が設置されている。したがって、例えば第1の軌道において搬送台車の運行に渋滞が発生した場合に、第1及び第2の案内軌道を通じて第2の軌道を迂回路として用いることができるため、搬送能力が向上する。また、第2の軌道が第1の軌道と重なるように第1の軌道と異なる高さに敷設されているため、搬送システムを設置するために必要な設置面積が比較的小さくて済む。つまり、搬送システム全体の規模を抑制することができる。
【0008】
また、本発明においては、前記第2の軌道が、平面視において実質的に全体が前記第1の軌道に重なるように配置されていることが好ましい。これによると、平面視において第2の軌道が第1の軌道に含まれている。したがって、搬送システムの設置面積として第1の軌道に必要な面積を確保すればよいこととなる。
【0009】
また、本発明においては、物品に加工処理を施す処理装置と、前記搬送台車に前記処理装置へと物品を搬送させる搬送制御手段とをさらに備えており、前記第1の軌道が、前記処理装置の近傍を通る閉じた経路に沿って敷設された複数のループ軌道と、前記ループ軌道間を結ぶループ間軌道とを含んでおり、前記第2の軌道と前記第1及び第2の案内軌道とが、前記ループ間軌道上の異なる2地点を結ぶ経路に沿って敷設されていることが好ましい。これによると、最も渋滞が発生しやすいループ間軌道において搬送経路を複数選択できるようになるため、搬送能力が向上しやすい。
【0010】
また、本発明においては、前記第1の軌道における場合と第2の軌道における場合との間で、前記搬送台車の走行速度の最大値が異なるように、前記搬送台車の走行を制御する走行制御手段をさらに備えていることが好ましい。これによると、例えば、第2の軌道においては第1の軌道よりも速い速度で搬送台車を走行させることができるので、搬送能力がより向上する。
【発明を実施するための最良の形態】
【0011】
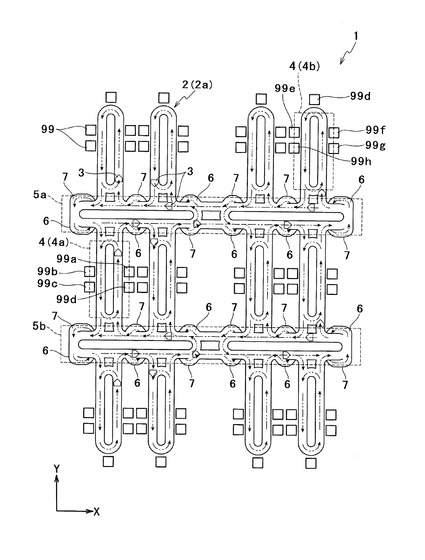
本発明の走行システムの一実施形態である搬送システム1について説明する。図1は、搬送システム1の概略構成を示す平面図である。
【0012】
搬送システム1は、例えば半導体基板の製造工場等に設置され、被搬送物となる種々の荷を工場内で搬送するためのものである。工場内には、半導体基板などの物品に種々の加工処理を施す処理装置や、荷を保管する保管装置が設置されている。搬送システム1は、これらの装置間で物品を搬送する。図1においては、符号99a〜99hがこれらの処理装置や保管装置を示している。なお、図1や本明細書においては、これらの処理装置や保管装置を「装置99」と総称し、個々の装置を示す際に「装置99a」「装置99g」などと呼称するものとする。
【0013】
装置99は、物品の加工処理上、互いに密接に関係する工程を施す装置同士を一まとまりとして複数の区分に分別されている。例えば、図1に示すように、ある区分は装置99a〜99dから構成されており、また、別の区分は装置99d〜99hから構成されている。1つの区分に含まれた装置99は、互いに比較的近接した位置に配置されている。
【0014】
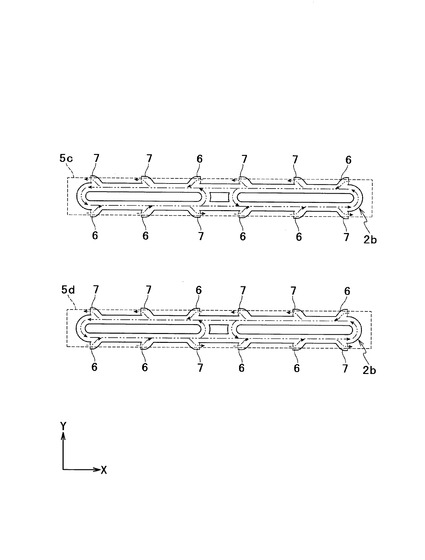
搬送システム1は、装置99同士で物品を搬送する搬送経路に沿って敷設された軌道2を有している。軌道2は、天井付近に水平に敷設された主軌道2a(第1の軌道)と、主軌道2aより若干下方の位置に水平に敷設された副軌道2b(第2の軌道)とを有している。図2は、副軌道2bの平面図である。副軌道2bは平面視においてほぼ全体が主軌道2aに重なるように配置されている。このため、図1には主軌道2aのみが表されている。図3は、主軌道2a及び副軌道2bの拡大斜視図であり、後述の分岐軌道6及び合流軌道7の周辺図である。図3に示すように、軌道2は、縦断面が上方に開口した「コ」字型の形状を有している。
【0015】
軌道2上には複数の搬送台車3が設置されている。各搬送台車3は、複数の車輪を有しており(図4参照)、これらの車輪を駆動することにより軌道2上を走行する。また、軌道2は、搬送台車3をその両側面から支持する側板(例えば、図3の側板21及び22)を有しており、搬送台車3は軌道2の側板によって走行方向を案内されつつ軌道2に沿って走行する。図1の矢印付き二点鎖線は、軌道2に沿った搬送台車3の走行方向を示している。これに示されるように、本実施形態においては、軌道2に沿って一方通行となるように搬送台車3の走行方向が規制されている。物品を乗せた搬送台車3は、次の搬送先の装置99へと走行する。そして、搬送台車3が装置99の近傍に到達すると、図示しない移送機構によって装置99と搬送台車3との間で物品が移送される。これによって、装置99間で物品が搬送される。
【0016】
主軌道2aは、装置99の近傍を通過する経路に沿って敷設された軌道である複数の工程内軌道4(ループ軌道)を有している。各工程内軌道4は、数台の装置99からなる上記の区分ごとに設けられており、1つの区分に含まれる装置99の近傍を通過する閉じた経路に沿っている。
【0017】
例えば、図1に示すように、工程内軌道4の一つである工程内軌道4aは、ある区分に属する装置99a〜99dの近傍を通過する経路に沿って敷設されている。また、工程内軌道4bは、他の区分に属する装置99d〜99hの近傍を通過する経路に沿って敷設されている。各工程内軌道4は、図1中のY方向に細長いループ形状を有している。本実施形態においては、これらの工程内軌道4が、X方向に沿って4本並べられた列が、Y方向に沿って3列並べられている。これによって、全部で12本の工程内軌道4が設けられている。
【0018】
また、主軌道2aは、工程内軌道4同士を結ぶ工程間軌道5a及び5bを有している。工程間軌道5a及び5bは、図1の横方向に細長いループ形状を有している。工程間軌道5aは、図1中のY方向に向かって最も端に配置された4本の工程内軌道4と、Y方向に関して中央に配置された4本の工程内軌道4との間に配置されている。そして、これらの合わせて8本の工程内軌道4同士を結ぶ経路を構成している。工程間軌道5bは、図1中のY方向に関して中央に配置された4本の工程内軌道4と、Y方向とは逆の方向に向かって最も端に配置された4本の工程内軌道4との間に配置されている。そして、これらの合わせて8本の工程内軌道4同士を結ぶ経路を構成している。副軌道2bには、図2に示すように、主軌道2a側の工程間軌道5a及び5bに平面視においてそれぞれ重なる工程間軌道5c及び5dが設けられている。
【0019】
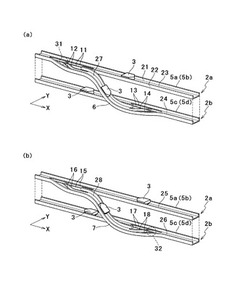
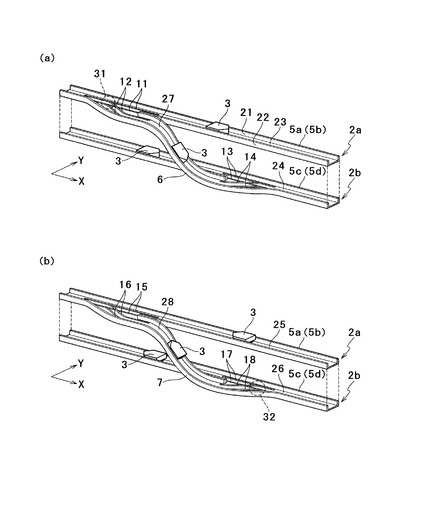
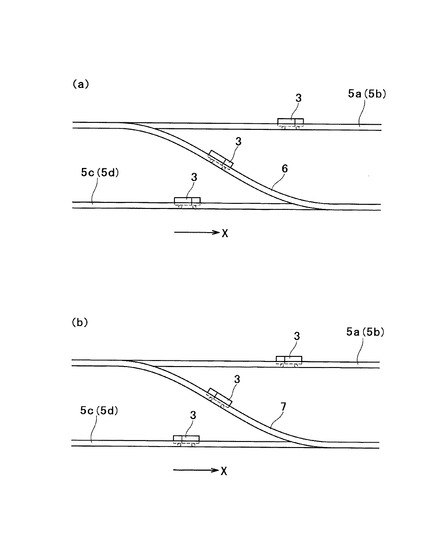
さらに、主軌道2aには、副軌道2bへと搬送台車3を案内する複数の分岐軌道6(第1の案内軌道)と、副軌道2bから主軌道2aへと搬送台車3を案内する複数の合流軌道7(第2の案内軌道)とが設けられている。以下、分岐軌道6及び合流軌道7について、図1〜図4を参照しつつ説明する。図4は、分岐軌道6及び合流軌道7の正面図である。
【0020】
図1〜図4に示すように、分岐軌道6の上端及び合流軌道7の上端は、いずれも工程間軌道5a又は5bの側壁に接続されている。分岐軌道6の下端及び合流軌道7の下端は、いずれも工程間軌道5c及び5dの側壁に接続されている。これによって、工程間軌道5aの1地点から、分岐軌道6、工程間軌道5c、及び、合流軌道7を経て、工程間軌道5aの別の地点へと至る迂回経路が構築されている。また、工程間軌道5bの1地点から、分岐軌道6、工程間軌道5d、及び、合流軌道7を経て、工程間軌道5bの別の地点へと至る迂回経路が構築されている。
【0021】
図3(a)に示すように、主軌道2aの走行面23において、分岐軌道6の走行面27との接続部には、搬送台車3の走行方向を案内する案内溝11及び12が形成されている。案内溝11及び12は、搬送台車3の車輪とかみ合うことにより、搬送台車3の走行方向を案内する。これらのうち、案内溝11は、主軌道2aに沿って直線状に形成されている。一方、案内溝12は、案内溝11から分岐すると共に、主軌道2aの走行面23から分岐軌道6の走行面27に向かって形成されている。
【0022】
案内溝11及び12の分岐部31には、図示しない分岐切換器が設置されており、搬送台車3が案内溝11に沿って走行するか、案内溝12に沿って走行するかを切り換えることができる。分岐切換器が案内溝11に沿って搬送台車3を走行させる状態にある場合には、主軌道2aに沿って分岐部31まで走行した搬送台車3は、そのまま主軌道2aに沿って走行する。一方、分岐切換器が案内溝12に沿って搬送台車3を走行させる状態にある場合には、主軌道2aに沿って分岐部31まで走行した搬送台車3は、案内溝12に沿って分岐軌道6の方向へと分岐し、分岐軌道6に沿って副軌道2bに向かって走行する。
【0023】
また、副軌道2bの走行面24において、分岐軌道6との接続部には、搬送台車3の走行方向を案内する案内溝13及び14が形成されている。案内溝13は、副軌道2bに沿って直線状に形成されている。一方、案内溝14は、案内溝13から分岐すると共に、副軌道2bの走行面24から分岐軌道6の走行面27に向かって形成されている。副軌道2bに沿って分岐軌道6との接続部まで走行した搬送台車3は、案内溝13に案内されつつそのまま副軌道2bに沿って走行する。また、分岐軌道6に沿って副軌道2bとの接続部まで走行した搬送台車3は、案内溝14に案内されつつ副軌道2bへと進入し、副軌道2bに沿って走行する。
【0024】
合流軌道7と主軌道2a及び副軌道2bとの接続部も、図3(a)における場合と同様に構成されている。つまり、図3(b)に示すように、副軌道2bと合流軌道7との接続部において、副軌道2bの走行面26には案内溝17及び18が形成されている。このうち、案内溝17は副軌道2bに沿って形成され、案内溝18は合流軌道7の走行面28に向かって案内溝17から分岐している。この分岐部32には分岐切換器が設けられており、搬送台車3が案内溝17に沿って走行する状態と案内溝18に沿って走行する状態とが切り換えられる。これによって、副軌道2bに沿って分岐部32まで走行した搬送台車3は、そのまま副軌道2bに沿って走行したり、合流軌道7に向かって走行したりする。
【0025】
また、主軌道2aと合流軌道7との接続部において、主軌道2aの走行面25には案内溝15及び16が形成されている。このうち、案内溝15は主軌道2aに沿って形成され、案内溝16は合流軌道7の走行面28から案内溝15に向かって合流するように形成されている。これによって、主軌道2aに沿って合流軌道7との接続部まで走行した搬送台車3は、そのまま主軌道2aに沿って走行する。一方、合流軌道7に沿って主軌道2aとの接続部まで走行した搬送台車3は、主軌道2aへと進入し、主軌道2aに沿って走行する。
【0026】
なお、主軌道2a、副軌道2b、分岐軌道6及び合流軌道7によって構成される上記の分岐部以外の分岐部においても、詳細は図示しないが、上記と同様に、軌道2の走行面に形成された案内溝と分岐切換器とが設けられている。そして、これによって搬送台車3の走行方向が切り換えられる。
【0027】
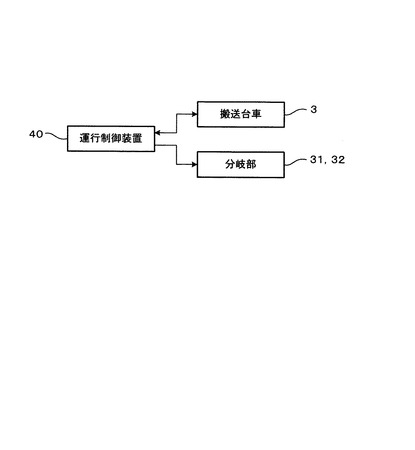
以下、搬送システム1の制御系の構成について説明する。図5は、搬送システム1の制御系の構成を示すブロック図である。搬送システム1には、運行制御装置40(搬送制御手段、走行制御手段)が設けられている。運行制御装置40は、搬送台車3へと制御指令を送信する。搬送台車3は、運行制御装置40からの制御指令が示す走行速度で走行したり、停止したりする。
【0028】
また、搬送台車3は、運行制御装置40へと搬送台車3の状態を示す種々の情報を送信する。かかる情報には、例えば、現時点での走行速度や停止状態にあるか否か、装置99から物品を受け取ったか否かなどの情報が含まれる。
【0029】
また、運行制御装置40は、軌道2に含まれる各分岐部の状態を制御する。例えば、分岐部31及び32の分岐切換器を制御し、分岐部31及び32において搬送台車3の走行方向を切り換える。これにより、運行制御装置40は、搬送台車3の運行を管理し、搬送台車3に装置99間で物品を搬送させる。
【0030】
本実施形態においては、運行制御装置40は、主に、主軌道2aにおいて複数の搬送台車3に装置99間で物品を搬送するように搬送経路を設定する。一方、主軌道2aの工程間軌道5aや工程間軌道5bにおいて搬送台車3の走行に渋滞が発生した場合には、その渋滞を迂回するように、副軌道2bの工程間軌道5cや工程間軌道5dを用いて搬送経路を設定する。さらに、運行制御装置40は、搬送台車3に副軌道2bを走行させる際は、主軌道2aを走行させる場合より最大速度を大きく設定する。これにより、搬送システム1の搬送能力を向上させることが可能となっている。
【0031】
以上説明したように、本実施形態においては、主軌道2aの下方に副軌道2bを設けることにより搬送経路を多様に設定することができるため、搬送能力を向上することができる。そして、副軌道2bは、平面視において主軌道2aにほぼ全体が重なるように配置されているため、搬送システム1の設置面積が主軌道2aのみを設置する場合に必要な設置面積より大きくなることが回避されている。これによって、搬送システム1全体の規模を抑制することができる。なお、副軌道2bが主軌道2aにほぼ完全に重なっていなくてもよい。副軌道2bが主軌道2aに少なくとも一部でも重なっていれば、全く重なっていない場合と比べて搬送システム1の設置面積を抑制することができる。
【0032】
また、本実施形態では、主軌道2a側の工程間軌道5a及び5bの迂回経路として副軌道2b側の工程間軌道5c及び5dが設置されている。工程間軌道5a及び5bは、工程内軌道4同士を結ぶ経路であるため、工程内軌道4間で物品を搬送する搬送台車3によって渋滞が発生しやすい。このように、本実施形態では、渋滞が発生しやすい部分に迂回経路が設けられているため、渋滞を解消するために最も効果的な箇所に迂回経路を構築することが可能となっている。また、主軌道2aに渋滞が発生した際に主軌道2a内に迂回路を設定すると、渋滞箇所を大きく迂回するように経路を設定しなければならないことが多い。これに対して、迂回経路である副軌道2bは主軌道2aの下方に設置されるため、主軌道2aの近傍に設置することができる。したがって、副軌道2bに迂回経路を設定することにより、渋滞箇所を大きく迂回することなく迂回経路を設定することができる。
【0033】
また、本実施形態では、副軌道2bを走行させる際は、主軌道2aを走行させる場合より、搬送台車3の走行速度の最大値が大きく設定される。これは、主軌道2aにおいては副軌道2bより多くの搬送台車3が走行するため、速度を制限する必要があるが、主に迂回経路として用いられる副軌道2bにおいては主軌道2aよりも走行台数が少なく、それほど速度を制限する必要がないなどの理由による。このように、主軌道2aと副軌道2bとを目的別に用いることにより、搬送能力がより向上するように搬送台車3を運行することが可能となっている。
【0034】
<変形例>
以上は、本発明の好適な実施形態についての説明であるが、本発明は上述の実施形態に限られるものではなく、課題を解決するための手段に記載された範囲の限りにおいて様々な変更が可能なものである。
【0035】
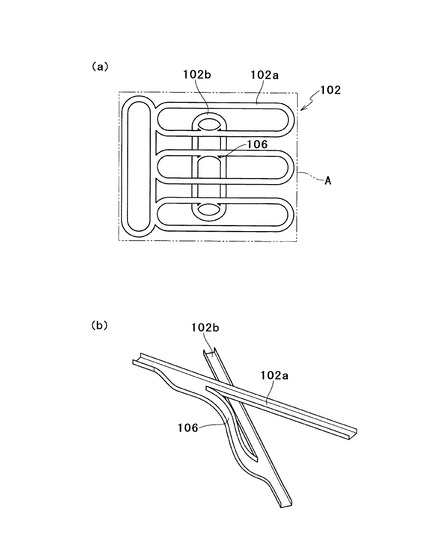
例えば、上述の実施形態によると、副軌道2bが、平面視において主軌道2aにほぼ完全に重なっている。しかし、副軌道が平面視において完全に重なっていなくてもよい。例えば、図6(a)の軌道102は、副軌道の一部が平面視において主軌道に重なっている変形例である。軌道102は、天井付近に敷設された主軌道102aと、主軌道102aの下方に敷設された副軌道102bとを有している。主軌道102aと副軌道102bとは、平面視において互いに交差するように配置されている。図6(b)は、主軌道102aと副軌道102bとを結ぶ案内軌道106の周辺の拡大斜視図である。
【0036】
軌道102のように、平面視において主軌道102aの設置領域である領域A内に副軌道102bが含まれていれば、上述の実施形態のように副軌道2bの全体が主軌道2aと完全に重なっていなくても、搬送システムの設置面積を抑制することができる。つまり、軌道102のように、副軌道が主軌道に沿って配置されず、一部のみ重なるように構成されていてもよい。
【0037】
また、上述の実施形態では、主軌道2aと副軌道2bとの上下2段の軌道によって軌道2が構成されている。しかし、軌道全体が上下3段以上の軌道によって構成されていてもよい。
【0038】
また、上述の実施形態では、副軌道2bが主軌道2aの迂回経路として利用されているが、その他の目的別にこれらの軌道が使い分けられてもよい。例えば、上下3段の軌道を設けると共に、そのうちの1段を搬送台車3と装置99との間で物品を積み換える際にのみ用い、残りのうちの1段を装置99間で搬送台車3に物品を搬送させる際にのみ用い、残りの1段を緊急に搬送する必要がある際にのみ用いてもよい。
【図面の簡単な説明】
【0039】
【図1】本発明の一実施形態である搬送システムの概略構成を示す平面図である。
【図2】図1の主軌道の下方に敷設された副軌道の平面図である。
【図3】図3(a)は、図1の分岐軌道周辺の拡大斜視図である。図3(b)は、図1の合流軌道周辺の拡大斜視図である。
【図4】図4(a)は、図3(a)の正面図である。図4(b)は、図3(b)の正面図である。
【図5】搬送システムの制御系の構成を示すブロック図である。
【図6】図6(a)は図1の軌道の変形例の平面図である。図6(b)はこの変形例の拡大斜視図である。
【符号の説明】
【0040】
1 搬送システム
2 軌道
2a 主軌道
2b 副軌道
3 搬送台車
4 工程内軌道
5a〜5d 工程間軌道
6 分岐軌道
7 合流軌道
40 運行制御装置
102 軌道
102a 主軌道
102b 副軌道
106 案内軌道
【技術分野】
【0001】
本発明は、天井付近に敷設された軌道に沿って搬送台車を走行させる搬送システムに関する。
【背景技術】
【0002】
半導体製造工場などの搬送システムには、天井付近に軌道を敷設し、その軌道に沿って搬送台車を走行させるものがある。このような搬送システムでは、物品の搬送先への搬送能力を向上させるため、搬送軌道が複線化されてきた。特許文献1は、このような搬送システムの一例である。特許文献1では、同一水平面に沿って複数の軌道が配置され、複数の軌道間には分岐、合流部が設けられている。そして、複数の軌道を用いた複数の搬送経路を利用することで搬送台車の渋滞が回避され、搬送時間が短縮される。これによって、搬送能力を向上させている。
【0003】
【特許文献1】特開2005−1886号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1のように同一水平面に沿って軌道が配置されると、軌道が複雑に構成されるほど設置面積が大きくなる。つまり、搬送能力を向上させるために多くの軌道を設けるほど搬送システムの規模が大きくなり、設備全体の規模が大きくなって高コストになるおそれがある。
【0005】
本発明の目的は、高い搬送能力を確保しつつ規模が抑制された搬送システムを提供することにある。
【課題を解決するための手段及び効果】
【0006】
本発明の搬送装置は、天井付近に水平に敷設された第1の軌道と、平面視において前記第1の軌道と少なくとも一部が重なるように前記第1の軌道とは異なる高さに水平に敷設された第2の軌道と、前記第1及び第2の軌道に支持されると共に、前記第1及び第2の軌道に沿って走行する搬送台車と、前記第1の軌道から前記第2の軌道へと前記搬送台車を案内する第1の案内軌道と、前記第2の軌道から前記第1の軌道へと前記搬送台車を案内する第2の案内軌道とを備えている。
【0007】
本発明の搬送システムによると、第1の軌道と共に第2の軌道が敷設されている。そして、第1の軌道と第2の軌道とを結ぶ第1及び第2の案内軌道が設置されている。したがって、例えば第1の軌道において搬送台車の運行に渋滞が発生した場合に、第1及び第2の案内軌道を通じて第2の軌道を迂回路として用いることができるため、搬送能力が向上する。また、第2の軌道が第1の軌道と重なるように第1の軌道と異なる高さに敷設されているため、搬送システムを設置するために必要な設置面積が比較的小さくて済む。つまり、搬送システム全体の規模を抑制することができる。
【0008】
また、本発明においては、前記第2の軌道が、平面視において実質的に全体が前記第1の軌道に重なるように配置されていることが好ましい。これによると、平面視において第2の軌道が第1の軌道に含まれている。したがって、搬送システムの設置面積として第1の軌道に必要な面積を確保すればよいこととなる。
【0009】
また、本発明においては、物品に加工処理を施す処理装置と、前記搬送台車に前記処理装置へと物品を搬送させる搬送制御手段とをさらに備えており、前記第1の軌道が、前記処理装置の近傍を通る閉じた経路に沿って敷設された複数のループ軌道と、前記ループ軌道間を結ぶループ間軌道とを含んでおり、前記第2の軌道と前記第1及び第2の案内軌道とが、前記ループ間軌道上の異なる2地点を結ぶ経路に沿って敷設されていることが好ましい。これによると、最も渋滞が発生しやすいループ間軌道において搬送経路を複数選択できるようになるため、搬送能力が向上しやすい。
【0010】
また、本発明においては、前記第1の軌道における場合と第2の軌道における場合との間で、前記搬送台車の走行速度の最大値が異なるように、前記搬送台車の走行を制御する走行制御手段をさらに備えていることが好ましい。これによると、例えば、第2の軌道においては第1の軌道よりも速い速度で搬送台車を走行させることができるので、搬送能力がより向上する。
【発明を実施するための最良の形態】
【0011】
本発明の走行システムの一実施形態である搬送システム1について説明する。図1は、搬送システム1の概略構成を示す平面図である。
【0012】
搬送システム1は、例えば半導体基板の製造工場等に設置され、被搬送物となる種々の荷を工場内で搬送するためのものである。工場内には、半導体基板などの物品に種々の加工処理を施す処理装置や、荷を保管する保管装置が設置されている。搬送システム1は、これらの装置間で物品を搬送する。図1においては、符号99a〜99hがこれらの処理装置や保管装置を示している。なお、図1や本明細書においては、これらの処理装置や保管装置を「装置99」と総称し、個々の装置を示す際に「装置99a」「装置99g」などと呼称するものとする。
【0013】
装置99は、物品の加工処理上、互いに密接に関係する工程を施す装置同士を一まとまりとして複数の区分に分別されている。例えば、図1に示すように、ある区分は装置99a〜99dから構成されており、また、別の区分は装置99d〜99hから構成されている。1つの区分に含まれた装置99は、互いに比較的近接した位置に配置されている。
【0014】
搬送システム1は、装置99同士で物品を搬送する搬送経路に沿って敷設された軌道2を有している。軌道2は、天井付近に水平に敷設された主軌道2a(第1の軌道)と、主軌道2aより若干下方の位置に水平に敷設された副軌道2b(第2の軌道)とを有している。図2は、副軌道2bの平面図である。副軌道2bは平面視においてほぼ全体が主軌道2aに重なるように配置されている。このため、図1には主軌道2aのみが表されている。図3は、主軌道2a及び副軌道2bの拡大斜視図であり、後述の分岐軌道6及び合流軌道7の周辺図である。図3に示すように、軌道2は、縦断面が上方に開口した「コ」字型の形状を有している。
【0015】
軌道2上には複数の搬送台車3が設置されている。各搬送台車3は、複数の車輪を有しており(図4参照)、これらの車輪を駆動することにより軌道2上を走行する。また、軌道2は、搬送台車3をその両側面から支持する側板(例えば、図3の側板21及び22)を有しており、搬送台車3は軌道2の側板によって走行方向を案内されつつ軌道2に沿って走行する。図1の矢印付き二点鎖線は、軌道2に沿った搬送台車3の走行方向を示している。これに示されるように、本実施形態においては、軌道2に沿って一方通行となるように搬送台車3の走行方向が規制されている。物品を乗せた搬送台車3は、次の搬送先の装置99へと走行する。そして、搬送台車3が装置99の近傍に到達すると、図示しない移送機構によって装置99と搬送台車3との間で物品が移送される。これによって、装置99間で物品が搬送される。
【0016】
主軌道2aは、装置99の近傍を通過する経路に沿って敷設された軌道である複数の工程内軌道4(ループ軌道)を有している。各工程内軌道4は、数台の装置99からなる上記の区分ごとに設けられており、1つの区分に含まれる装置99の近傍を通過する閉じた経路に沿っている。
【0017】
例えば、図1に示すように、工程内軌道4の一つである工程内軌道4aは、ある区分に属する装置99a〜99dの近傍を通過する経路に沿って敷設されている。また、工程内軌道4bは、他の区分に属する装置99d〜99hの近傍を通過する経路に沿って敷設されている。各工程内軌道4は、図1中のY方向に細長いループ形状を有している。本実施形態においては、これらの工程内軌道4が、X方向に沿って4本並べられた列が、Y方向に沿って3列並べられている。これによって、全部で12本の工程内軌道4が設けられている。
【0018】
また、主軌道2aは、工程内軌道4同士を結ぶ工程間軌道5a及び5bを有している。工程間軌道5a及び5bは、図1の横方向に細長いループ形状を有している。工程間軌道5aは、図1中のY方向に向かって最も端に配置された4本の工程内軌道4と、Y方向に関して中央に配置された4本の工程内軌道4との間に配置されている。そして、これらの合わせて8本の工程内軌道4同士を結ぶ経路を構成している。工程間軌道5bは、図1中のY方向に関して中央に配置された4本の工程内軌道4と、Y方向とは逆の方向に向かって最も端に配置された4本の工程内軌道4との間に配置されている。そして、これらの合わせて8本の工程内軌道4同士を結ぶ経路を構成している。副軌道2bには、図2に示すように、主軌道2a側の工程間軌道5a及び5bに平面視においてそれぞれ重なる工程間軌道5c及び5dが設けられている。
【0019】
さらに、主軌道2aには、副軌道2bへと搬送台車3を案内する複数の分岐軌道6(第1の案内軌道)と、副軌道2bから主軌道2aへと搬送台車3を案内する複数の合流軌道7(第2の案内軌道)とが設けられている。以下、分岐軌道6及び合流軌道7について、図1〜図4を参照しつつ説明する。図4は、分岐軌道6及び合流軌道7の正面図である。
【0020】
図1〜図4に示すように、分岐軌道6の上端及び合流軌道7の上端は、いずれも工程間軌道5a又は5bの側壁に接続されている。分岐軌道6の下端及び合流軌道7の下端は、いずれも工程間軌道5c及び5dの側壁に接続されている。これによって、工程間軌道5aの1地点から、分岐軌道6、工程間軌道5c、及び、合流軌道7を経て、工程間軌道5aの別の地点へと至る迂回経路が構築されている。また、工程間軌道5bの1地点から、分岐軌道6、工程間軌道5d、及び、合流軌道7を経て、工程間軌道5bの別の地点へと至る迂回経路が構築されている。
【0021】
図3(a)に示すように、主軌道2aの走行面23において、分岐軌道6の走行面27との接続部には、搬送台車3の走行方向を案内する案内溝11及び12が形成されている。案内溝11及び12は、搬送台車3の車輪とかみ合うことにより、搬送台車3の走行方向を案内する。これらのうち、案内溝11は、主軌道2aに沿って直線状に形成されている。一方、案内溝12は、案内溝11から分岐すると共に、主軌道2aの走行面23から分岐軌道6の走行面27に向かって形成されている。
【0022】
案内溝11及び12の分岐部31には、図示しない分岐切換器が設置されており、搬送台車3が案内溝11に沿って走行するか、案内溝12に沿って走行するかを切り換えることができる。分岐切換器が案内溝11に沿って搬送台車3を走行させる状態にある場合には、主軌道2aに沿って分岐部31まで走行した搬送台車3は、そのまま主軌道2aに沿って走行する。一方、分岐切換器が案内溝12に沿って搬送台車3を走行させる状態にある場合には、主軌道2aに沿って分岐部31まで走行した搬送台車3は、案内溝12に沿って分岐軌道6の方向へと分岐し、分岐軌道6に沿って副軌道2bに向かって走行する。
【0023】
また、副軌道2bの走行面24において、分岐軌道6との接続部には、搬送台車3の走行方向を案内する案内溝13及び14が形成されている。案内溝13は、副軌道2bに沿って直線状に形成されている。一方、案内溝14は、案内溝13から分岐すると共に、副軌道2bの走行面24から分岐軌道6の走行面27に向かって形成されている。副軌道2bに沿って分岐軌道6との接続部まで走行した搬送台車3は、案内溝13に案内されつつそのまま副軌道2bに沿って走行する。また、分岐軌道6に沿って副軌道2bとの接続部まで走行した搬送台車3は、案内溝14に案内されつつ副軌道2bへと進入し、副軌道2bに沿って走行する。
【0024】
合流軌道7と主軌道2a及び副軌道2bとの接続部も、図3(a)における場合と同様に構成されている。つまり、図3(b)に示すように、副軌道2bと合流軌道7との接続部において、副軌道2bの走行面26には案内溝17及び18が形成されている。このうち、案内溝17は副軌道2bに沿って形成され、案内溝18は合流軌道7の走行面28に向かって案内溝17から分岐している。この分岐部32には分岐切換器が設けられており、搬送台車3が案内溝17に沿って走行する状態と案内溝18に沿って走行する状態とが切り換えられる。これによって、副軌道2bに沿って分岐部32まで走行した搬送台車3は、そのまま副軌道2bに沿って走行したり、合流軌道7に向かって走行したりする。
【0025】
また、主軌道2aと合流軌道7との接続部において、主軌道2aの走行面25には案内溝15及び16が形成されている。このうち、案内溝15は主軌道2aに沿って形成され、案内溝16は合流軌道7の走行面28から案内溝15に向かって合流するように形成されている。これによって、主軌道2aに沿って合流軌道7との接続部まで走行した搬送台車3は、そのまま主軌道2aに沿って走行する。一方、合流軌道7に沿って主軌道2aとの接続部まで走行した搬送台車3は、主軌道2aへと進入し、主軌道2aに沿って走行する。
【0026】
なお、主軌道2a、副軌道2b、分岐軌道6及び合流軌道7によって構成される上記の分岐部以外の分岐部においても、詳細は図示しないが、上記と同様に、軌道2の走行面に形成された案内溝と分岐切換器とが設けられている。そして、これによって搬送台車3の走行方向が切り換えられる。
【0027】
以下、搬送システム1の制御系の構成について説明する。図5は、搬送システム1の制御系の構成を示すブロック図である。搬送システム1には、運行制御装置40(搬送制御手段、走行制御手段)が設けられている。運行制御装置40は、搬送台車3へと制御指令を送信する。搬送台車3は、運行制御装置40からの制御指令が示す走行速度で走行したり、停止したりする。
【0028】
また、搬送台車3は、運行制御装置40へと搬送台車3の状態を示す種々の情報を送信する。かかる情報には、例えば、現時点での走行速度や停止状態にあるか否か、装置99から物品を受け取ったか否かなどの情報が含まれる。
【0029】
また、運行制御装置40は、軌道2に含まれる各分岐部の状態を制御する。例えば、分岐部31及び32の分岐切換器を制御し、分岐部31及び32において搬送台車3の走行方向を切り換える。これにより、運行制御装置40は、搬送台車3の運行を管理し、搬送台車3に装置99間で物品を搬送させる。
【0030】
本実施形態においては、運行制御装置40は、主に、主軌道2aにおいて複数の搬送台車3に装置99間で物品を搬送するように搬送経路を設定する。一方、主軌道2aの工程間軌道5aや工程間軌道5bにおいて搬送台車3の走行に渋滞が発生した場合には、その渋滞を迂回するように、副軌道2bの工程間軌道5cや工程間軌道5dを用いて搬送経路を設定する。さらに、運行制御装置40は、搬送台車3に副軌道2bを走行させる際は、主軌道2aを走行させる場合より最大速度を大きく設定する。これにより、搬送システム1の搬送能力を向上させることが可能となっている。
【0031】
以上説明したように、本実施形態においては、主軌道2aの下方に副軌道2bを設けることにより搬送経路を多様に設定することができるため、搬送能力を向上することができる。そして、副軌道2bは、平面視において主軌道2aにほぼ全体が重なるように配置されているため、搬送システム1の設置面積が主軌道2aのみを設置する場合に必要な設置面積より大きくなることが回避されている。これによって、搬送システム1全体の規模を抑制することができる。なお、副軌道2bが主軌道2aにほぼ完全に重なっていなくてもよい。副軌道2bが主軌道2aに少なくとも一部でも重なっていれば、全く重なっていない場合と比べて搬送システム1の設置面積を抑制することができる。
【0032】
また、本実施形態では、主軌道2a側の工程間軌道5a及び5bの迂回経路として副軌道2b側の工程間軌道5c及び5dが設置されている。工程間軌道5a及び5bは、工程内軌道4同士を結ぶ経路であるため、工程内軌道4間で物品を搬送する搬送台車3によって渋滞が発生しやすい。このように、本実施形態では、渋滞が発生しやすい部分に迂回経路が設けられているため、渋滞を解消するために最も効果的な箇所に迂回経路を構築することが可能となっている。また、主軌道2aに渋滞が発生した際に主軌道2a内に迂回路を設定すると、渋滞箇所を大きく迂回するように経路を設定しなければならないことが多い。これに対して、迂回経路である副軌道2bは主軌道2aの下方に設置されるため、主軌道2aの近傍に設置することができる。したがって、副軌道2bに迂回経路を設定することにより、渋滞箇所を大きく迂回することなく迂回経路を設定することができる。
【0033】
また、本実施形態では、副軌道2bを走行させる際は、主軌道2aを走行させる場合より、搬送台車3の走行速度の最大値が大きく設定される。これは、主軌道2aにおいては副軌道2bより多くの搬送台車3が走行するため、速度を制限する必要があるが、主に迂回経路として用いられる副軌道2bにおいては主軌道2aよりも走行台数が少なく、それほど速度を制限する必要がないなどの理由による。このように、主軌道2aと副軌道2bとを目的別に用いることにより、搬送能力がより向上するように搬送台車3を運行することが可能となっている。
【0034】
<変形例>
以上は、本発明の好適な実施形態についての説明であるが、本発明は上述の実施形態に限られるものではなく、課題を解決するための手段に記載された範囲の限りにおいて様々な変更が可能なものである。
【0035】
例えば、上述の実施形態によると、副軌道2bが、平面視において主軌道2aにほぼ完全に重なっている。しかし、副軌道が平面視において完全に重なっていなくてもよい。例えば、図6(a)の軌道102は、副軌道の一部が平面視において主軌道に重なっている変形例である。軌道102は、天井付近に敷設された主軌道102aと、主軌道102aの下方に敷設された副軌道102bとを有している。主軌道102aと副軌道102bとは、平面視において互いに交差するように配置されている。図6(b)は、主軌道102aと副軌道102bとを結ぶ案内軌道106の周辺の拡大斜視図である。
【0036】
軌道102のように、平面視において主軌道102aの設置領域である領域A内に副軌道102bが含まれていれば、上述の実施形態のように副軌道2bの全体が主軌道2aと完全に重なっていなくても、搬送システムの設置面積を抑制することができる。つまり、軌道102のように、副軌道が主軌道に沿って配置されず、一部のみ重なるように構成されていてもよい。
【0037】
また、上述の実施形態では、主軌道2aと副軌道2bとの上下2段の軌道によって軌道2が構成されている。しかし、軌道全体が上下3段以上の軌道によって構成されていてもよい。
【0038】
また、上述の実施形態では、副軌道2bが主軌道2aの迂回経路として利用されているが、その他の目的別にこれらの軌道が使い分けられてもよい。例えば、上下3段の軌道を設けると共に、そのうちの1段を搬送台車3と装置99との間で物品を積み換える際にのみ用い、残りのうちの1段を装置99間で搬送台車3に物品を搬送させる際にのみ用い、残りの1段を緊急に搬送する必要がある際にのみ用いてもよい。
【図面の簡単な説明】
【0039】
【図1】本発明の一実施形態である搬送システムの概略構成を示す平面図である。
【図2】図1の主軌道の下方に敷設された副軌道の平面図である。
【図3】図3(a)は、図1の分岐軌道周辺の拡大斜視図である。図3(b)は、図1の合流軌道周辺の拡大斜視図である。
【図4】図4(a)は、図3(a)の正面図である。図4(b)は、図3(b)の正面図である。
【図5】搬送システムの制御系の構成を示すブロック図である。
【図6】図6(a)は図1の軌道の変形例の平面図である。図6(b)はこの変形例の拡大斜視図である。
【符号の説明】
【0040】
1 搬送システム
2 軌道
2a 主軌道
2b 副軌道
3 搬送台車
4 工程内軌道
5a〜5d 工程間軌道
6 分岐軌道
7 合流軌道
40 運行制御装置
102 軌道
102a 主軌道
102b 副軌道
106 案内軌道
【特許請求の範囲】
【請求項1】
天井付近に水平に敷設された第1の軌道と、
平面視において前記第1の軌道と少なくとも一部が重なるように前記第1の軌道とは異なる高さに水平に敷設された第2の軌道と、
前記第1及び第2の軌道に支持されると共に、前記第1及び第2の軌道に沿って走行する搬送台車と、
前記第1の軌道から前記第2の軌道へと前記搬送台車を案内する第1の案内軌道と、
前記第2の軌道から前記第1の軌道へと前記搬送台車を案内する第2の案内軌道とを備えていることを特徴とする搬送システム。
【請求項2】
前記第2の軌道が、平面視において実質的に全体が前記第1の軌道に重なるように配置されていることを特徴とする請求項1に記載の搬送システム。
【請求項3】
物品に加工処理を施す処理装置と、
前記搬送台車に前記処理装置へと物品を搬送させる搬送制御手段とをさらに備えており、
前記第1の軌道が、前記処理装置の近傍を通る閉じた経路に沿って敷設された複数のループ軌道と、前記ループ軌道間を結ぶループ間軌道とを含んでおり、
前記第2の軌道と前記第1及び第2の案内軌道とが、前記ループ間軌道上の異なる2地点を結ぶ経路に沿って敷設されていることを特徴とする請求項1又は2に記載の搬送システム。
【請求項4】
前記第1の軌道における場合と第2の軌道における場合との間で、前記搬送台車の走行速度の最大値が異なるように、前記搬送台車の走行を制御する走行制御手段をさらに備えていることを特徴とする請求項1〜3のいずれか1項に記載の搬送システム。
【請求項1】
天井付近に水平に敷設された第1の軌道と、
平面視において前記第1の軌道と少なくとも一部が重なるように前記第1の軌道とは異なる高さに水平に敷設された第2の軌道と、
前記第1及び第2の軌道に支持されると共に、前記第1及び第2の軌道に沿って走行する搬送台車と、
前記第1の軌道から前記第2の軌道へと前記搬送台車を案内する第1の案内軌道と、
前記第2の軌道から前記第1の軌道へと前記搬送台車を案内する第2の案内軌道とを備えていることを特徴とする搬送システム。
【請求項2】
前記第2の軌道が、平面視において実質的に全体が前記第1の軌道に重なるように配置されていることを特徴とする請求項1に記載の搬送システム。
【請求項3】
物品に加工処理を施す処理装置と、
前記搬送台車に前記処理装置へと物品を搬送させる搬送制御手段とをさらに備えており、
前記第1の軌道が、前記処理装置の近傍を通る閉じた経路に沿って敷設された複数のループ軌道と、前記ループ軌道間を結ぶループ間軌道とを含んでおり、
前記第2の軌道と前記第1及び第2の案内軌道とが、前記ループ間軌道上の異なる2地点を結ぶ経路に沿って敷設されていることを特徴とする請求項1又は2に記載の搬送システム。
【請求項4】
前記第1の軌道における場合と第2の軌道における場合との間で、前記搬送台車の走行速度の最大値が異なるように、前記搬送台車の走行を制御する走行制御手段をさらに備えていることを特徴とする請求項1〜3のいずれか1項に記載の搬送システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−6478(P2010−6478A)
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願番号】特願2008−164176(P2008−164176)
【出願日】平成20年6月24日(2008.6.24)
【出願人】(302059274)アシスト テクノロジーズ ジャパン株式会社 (146)
【Fターム(参考)】
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願日】平成20年6月24日(2008.6.24)
【出願人】(302059274)アシスト テクノロジーズ ジャパン株式会社 (146)
【Fターム(参考)】
[ Back to top ]