
走行糸条の検査方法、糸条の製造方法および糸条パッケージ
【課題】走行する複数の糸条をオンラインで同時に検査し、糸条に含まれる毛玉や毛羽といった欠陥の有無や状態を糸条毎の欠陥情報として得ることで、プロセス条件の変動等の工程異常を早期に発見し歩留まりを改善する、あるいは糸条および糸条パッケージの品質管理を行う、走行糸条の検査方法を提供する。
【解決手段】糸条の走行面に対して、照明手段と撮像手段を設けて、照明手段によって生じる糸条の走行面での反射光を撮像手段で撮像し、得られた画像データから、走行糸条と糸条に含まれる欠陥を抽出し、得られた抽出部データから抽出部の輪郭部を抽出し、得られた輪郭部データから糸条の走行方向に平行な線分を除去して、得られた残存部データを予め設定した閾値と比較することで、欠陥の有無を判定する走行糸条の検査方法。
【解決手段】糸条の走行面に対して、照明手段と撮像手段を設けて、照明手段によって生じる糸条の走行面での反射光を撮像手段で撮像し、得られた画像データから、走行糸条と糸条に含まれる欠陥を抽出し、得られた抽出部データから抽出部の輪郭部を抽出し、得られた輪郭部データから糸条の走行方向に平行な線分を除去して、得られた残存部データを予め設定した閾値と比較することで、欠陥の有無を判定する走行糸条の検査方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、単繊維群からなる糸条を製造する製糸工程において、同一平面内に並列して走行する複数本の走行糸条に対して、糸条に生じる欠陥の有無あるいは欠陥(例えば、毛羽、毛玉など)の状態を、光学的手段を用いて得られたデータを処理することにより把握される走行糸条の検査方法に関する。
【背景技術】
【0002】
単繊維群からなる糸条を製造する製糸工程においては、糸条を構成する単繊維群の一部が切れることで生じる毛羽、毛玉、あるいは切れた単繊維群により糸条の一部が切れて抜けることなどにより生じる糸幅欠陥、糸割れ、あるいは糸条を構成する単繊維が全て切れる糸切れなどの糸条に発生する欠陥が、製糸工程中の張力変動や熱処理温度変動などによって糸条の外部および内部構造が変化することにより生じる。また、これらの原因で発生した毛羽や毛玉が、一旦糸条から外れて空気中に浮遊、あるいは製造装置に付着した後に、再度糸条に付着して欠陥となることもある。
【0003】
このような糸条の欠陥の形状特徴として、毛玉は糸条を構成する単繊維群の一部が切れた部分が、走行中に製糸工程内のロールやガイドに接触することで縮れや絡合され、球状の形状となった欠陥である。また、毛羽は糸条を構成する単繊維群の一部が切れて、その部分が糸条から広がった形状の欠陥である。糸条を木の幹として例えると、毛羽はその幹から伸びた枝に相当する形状である。また毛羽は単繊維が切れた本数が多い場合には糸条から広がった部分が太い捌け毛羽や、切れる本数が少ない場合には糸条から広がった部分が細い単繊維切れ毛羽といった特徴が見られる。
【0004】
また、糸条が走行すると糸条近傍には糸条の走行方向に平行な方向に気流が生じるため、走行糸条に欠陥が生じると、気流によって欠陥が押し流されることで形状が変形することがある。欠陥の中でも毛羽の場合は、気流によって押し流されることで、欠陥内部の単繊維群の配列が糸条の走行方向に平行な方向に近づく傾向が見られる。
【0005】
このような糸条の欠陥は、糸条自体の品質および糸条によって形成される繊維製品の品質に大きく影響する。従って、糸条の欠陥を精度良く検出し、これを把握することは、糸条自体ならびに糸条によって形成される繊維製品の品質管理上非常に重要なことである。加えて、糸条の製糸工程における走行糸条の状態を常時モニタし早期にプロセス条件の変動に起因する糸条の状態の変化や欠陥の多発を把握することができれば、糸条の製糸工程における歩留まりの向上を図ることができる。よって、オンラインで走行糸条の欠陥を把握することが非常に重要である。
【0006】
糸条の製糸工程の多くは、複数本の糸条を並列に走行させ、複数本の糸条を同時に製造する方式が採用されている。このような製造方式においては、並列して走行している複数本の糸条を同時に検査し、かつ、糸条毎に欠陥を検出して糸条毎に欠陥の情報を把握することが、糸条自体ならびに製造された糸条を巻き取った糸条パッケージの品質管理において重要となる。
【0007】
製糸工程内を走行する糸条の走行速度は、糸条を巻き取る際に毎分300mを越える速度となる場合も多く、このような工程で走行糸条の全長をオンラインで検査して糸条の欠陥を検出するためには、複数の形状を持つ糸条の欠陥を精度良く検出することに加えて、糸条の走行速度に遅れなく糸条の全長を検査することが課題である。
【0008】
従来、糸条の状態を常時モニタし、糸条に生じた欠陥を検出する方法として、投光手段により糸条幅を超える大きさの検査領域に光を照射し、走行糸条が検査領域を通過することで糸条に生じる透過光および反射光の光量を受光手段にて検出して、その光量の変化から糸条に生じた欠陥を検出する方法が提案されている(特許文献1参照)。しかしながら、特許文献1に記載の検査方法では、1本の糸条に対して少なくとも1つの受光部を必要する検査方法であるため、複数本の走行糸条、例えば200本の糸条を同時に製造する製糸工程では、200個の受光部が必要となる。よって、この検査方法を用いて複数本の糸条を検査するためには莫大なコストを必要とするといった問題があった。
【0009】
また、複数の走行糸条をオンラインで検査し糸条の欠陥を検出する方法として、走行糸条がなす走行面に対して、走行面を挟んで上側および下側に照明手段を設けて検査領域を照明し、走行面に対して垂直な位置に撮像手段を設けて、走行糸条が検査領域を通過することで糸条に生じる透過光および反射光を受光し、得られた受光データをデータ処理することで欠陥を検出する走行糸条の検査方法が提案されている(特許文献2参照)。しかしながら、特許文献2に記載の走行糸条の検査方法では、糸条の走行速度が高速化した場合、例えば毎分300mを超える速度になった場合には、データ処理において受光データと直前の受光データとの差分演算するデータ処理手順で各画素の差分計算を要することから処理時間が長時間化するために、データ処理時間による遅延が生じる恐れがある。よって、データ処理装置の高性能化が必要となるため、高性能化によるコスト高が問題となる恐れがある。
【0010】
また、複数の走行糸条をオンラインで検査する他の検査方法として、走行糸条がなす走行面に対して照明手段を設置して検査領域を照明し、検査領域を通過した際に生じる糸条の反射光を受光する撮像手段を設けて撮像し、得られた撮像画像において糸条の欠陥の有無によって糸条部分に明暗差が生じることを利用して、糸条の欠陥の輪郭部を抽出するデータ処理を行うことで糸条の欠陥を検出する走行糸条の検査方法が提案されている(特許文献3参照)。しかしながら、特許文献3に記載の走行糸条の検査方法では、糸条の欠陥のうち、毛玉は検出可能なものの、毛羽は検出困難である。毛玉は、切れた単繊維群の一部が絡合しているために、欠陥内部の単繊維群は走行糸条内部の単繊維群の配列方向とは異なる方向に配列されている。よって、毛玉が検査領域を通過した場合には、走行糸条とは異なる方向に反射光が生じるため、撮像画像では走行糸条と毛玉の間が生じ、特許文献3に記載の検査方法で検出可能である。一方、毛羽は、走行糸条周辺の気流によって毛羽が押し流されることで、欠陥内部の単繊維群の配列が糸条の走行方向に平行な方向に近づく傾向にあるため、毛羽が検査領域を通過した場合に欠陥で生じる反射光は走行糸条の反射光の方向と平行になる場合があり、この場合では欠陥と走行糸条の間で明暗差は生じにくく、特許文献3に記載の検査方法では検出できないといった問題があった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平7−300280号公報
【特許文献2】特開2008−308335号公報
【特許文献3】特許第3976697号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の目的は、多数の単繊維群からなる糸条を製造する製糸工程において、並列に走行する複数の糸条をオンラインで同時にかつ、走行する糸条の全長を検査して、毛玉や毛羽に代表される糸条の欠陥を精度良く検出し、糸条毎の欠陥の情報を得ることにより、糸条および糸条パッケージの品質管理を行う、走行糸条の検査方法を提供することにある。
【課題を解決するための手段】
【0013】
上記目的を達成するために、本発明は次の方法を採用する。すなわち、走行する糸条を撮像する撮像手段を有した走行糸条の検査方法であって、前記撮像手段により得られた画像データをデータ処理するデータ処理手段が、
(a)前記画像データから、糸条と該糸条に含まれる欠陥部分を抽出する第1のデータ処理手順と、
(b)前記第1のデータ処理手順により抽出された抽出部データの輪郭線を抽出する第2のデータ処理手順と、
(c)前記第2のデータ処理手順により抽出された輪郭部データから、糸条の走行方向に平行な線分を除去して残存部データを得る第3のデータ処理手順と、
(d)前記第3のデータ処理手順により得られた残存部データを、予め設定した閾値と比較し欠陥の有無を判定して、欠陥データを得る第4のデータ処理手順を有してなる走行糸条の検査方法である。
【0014】
本発明の走行糸条の検査方法において、走行する糸条を照明する照明手段が、糸条の走行面に対して前記撮像手段と同じ側の位置に設けられていること、さらに、前記撮像手段が前記照明手段によって糸条の走行面で生じる正反射光を撮像する位置に設けられていることが好ましい。
【0015】
本発明の走行糸条の検査方法において、前記第3のデータ処理手順において、得られた残存部データを膨張させて膨張部データを得る第4のデータ処理手順を含んでいても良い。
【0016】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順において、得られた膨張部データと前記第2のデータ処理手順により得られた輪郭部データが、前記照明手段で照明した部分を通過した時刻と糸条の幅方向が一致する領域を抽出する第6のデータ処理手順を含んでいても良い。
【0017】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により、走行中の糸条に含まれる欠陥として糸条を構成する単繊維群においてその一部の単繊維が切れた部分や捌けた部分の有無を判定するようにしても良い。
【0018】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データから、欠陥が含まれる糸条を特定するようにしても良い。
【0019】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データから、欠陥を含んだ周辺部の画像データを記録するようにしても良い。
【0020】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データから、走行中の糸条に含まれる欠陥として糸条を構成する単繊維群の一部が切れて塊となった部分の有無を判定する第7のデータ処理手順を有していても良い。
【0021】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データが、糸条の明るさと欠陥の明るさを判別できるものであり、前記第7のデータ処理手順において、前記第4のデータ処理手順により得られた欠陥データにおいて、糸条の明るさと欠陥の明るさの差から該欠陥の形状を判定する第8のデータ処理手順を含んでいても良い。
【0022】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データから、走行糸条の間で形成される背景部分に生じる浮遊物を抽出する第9のデータ処理手順を有していても良い。
【0023】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データから、糸条を構成する単繊維群の一部が単繊維群から離間して走行している部分を抽出する第10のデータ処理手順を有していても良い。
【0024】
また、本発明の糸条の製造方法は、前記走行糸条の検査方法を用いて、走行糸条を検査する検査工程を有すること、さらに、前記検査工程で得られた検査結果を基に、製造工程に生じた異常を特定し、製造工程の条件を変更する操作手順を含んでいることが好ましく、かかる方法で製造された糸条を用いた糸条パッケージとすることができる。
【発明の効果】
【0025】
本発明によれば、多数の単繊維群からなる糸条を製造する製糸工程において、並列に走行する複数の糸条をオンラインで同時にかつ、走行する糸条の全長を検査して、糸条の欠陥である毛玉や毛羽を精度良く検出し、糸条毎の欠陥の情報を得ることにより、プロセス条件の変動等の工程異常を早期に発見し歩留まりを改善でき、また、糸条および糸条パッケージの品質管理を行うことができる。
【0026】
すなわち、本発明の走行糸条の検査方法によると、多数の単繊維群からなる糸条の複数本が、走行面内に並列平行して走行している状態に対して、光学的手段により得られた画像データをデータ処理することで、複数本の糸条各々で欠陥の有無もしくは欠陥の状態をオンラインで把握することが可能となる。また、これらの糸条が高速に走行する、例えば毎分300mを越える速度においても、撮像した画像データをデータ処理するデータ処理手段に用いる装置を廉価なデータ処理装置、例えば、パーソナルコンピュータを用いることで、走行速度に遅れること無く、同時に複数本の糸条の全長を検査し、糸条各々で欠陥の有無もしくは欠陥の状態をオンラインで把握することが可能となる。
【0027】
さらに、本発明の走行糸条の検査方法を用いることにより、複数本の糸条を同時に製造する糸条の製糸工程により製造された糸条各々の品質管理を適切に、かつ迅速に実施することが可能となる。
【図面の簡単な説明】
【0028】
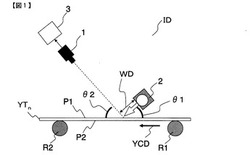
【図1】図1は、本発明の走行糸条の検査方法の実施に用いられる画像データ取得処理装置の概略側面図である。
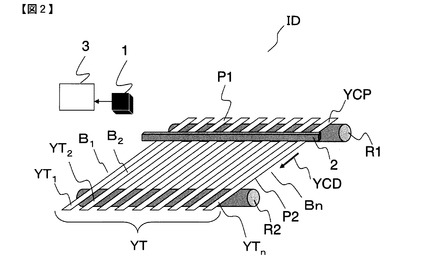
【図2】図2は、本発明の走行糸条の検査方法の実施に用いられる画像データ取得処理装置の概略鳥瞰図である。
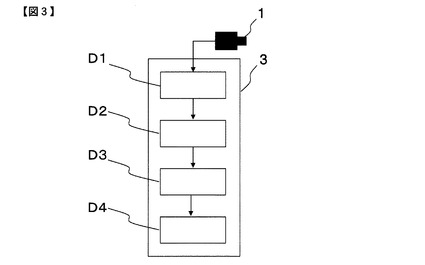
【図3】図3は、本発明の走行糸条の検査方法の実施に用いられる画像データ取得後に、画像データを処理するデータ処理手段の概略図である。
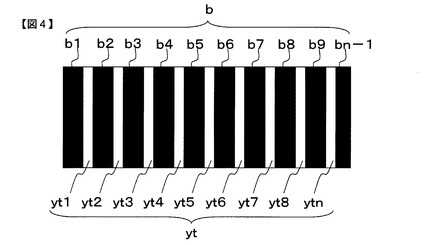
【図4】図4は、複数本の糸条が走行し、各々が正常な糸条である場合を撮像して得られた画像データの模式図である。
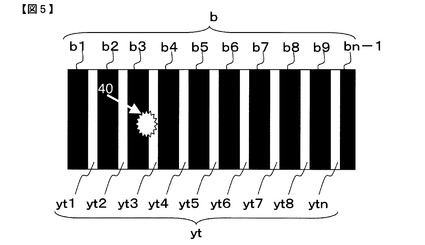
【図5】図5は、複数本の糸条が走行し、その内の1本の糸条に欠陥があり、欠陥の種類が毛玉である場合の模式図である。
【図6】図6は、複数本の糸条が走行し、その内の1本の糸条に欠陥があり、欠陥の種類が毛羽である場合の模式図である。
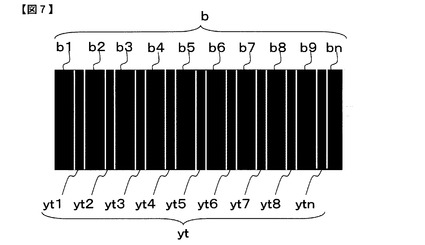
【図7】図7は、図4の模式図に示す画像データが、図3に示すデータ処理手段によってデータ処理されて、糸条の輪郭部を抽出した時の輪郭部データの模式図である。
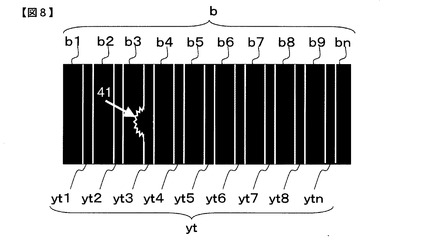
【図8】図8は、図5の模式図に示す画像データが、図3に示すデータ処理手段によってデータ処理されて、糸条ならびに毛玉を含んだ糸条の輪郭部を抽出した時の輪郭部データの模式図である。
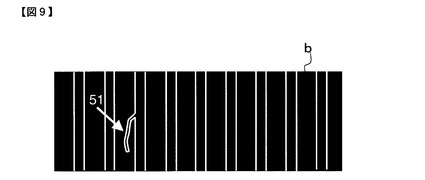
【図9】図9は、図6の模式図に示す画像データが、図3に示すデータ処理手段によってデータ処理されて、糸条ならびに毛羽を含んだ糸条の輪郭部を抽出した時の輪郭部データの模式図である。
【図10】図10は、図7の模式図に示す輪郭部データが、図3に示すデータ処理手段により糸条の走行方向に平行な線分が除去された時の残存部データの模式図である。
【図11】図11は、図8の模式図に示す輪郭部データが、図3に示すデータ処理手段により糸条の走行方向に平行な線分が除去された時の残存部データの模式図である。
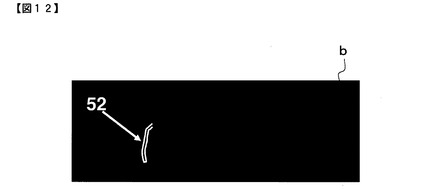
【図12】図12は、図9の模式図に示す輪郭部データが、図3に示すデータ処理手段により糸条の走行方向に平行な線分が除去された時の残存部データの模式図である。
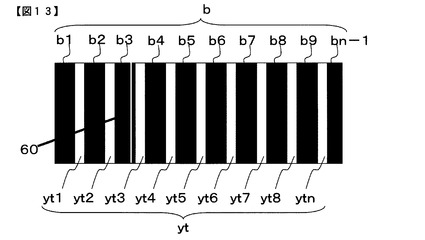
【図13】図13は、図5の模式図に示す画像データにおいて、そのうちの1本の糸条の周辺に、単繊維群の一部が糸条から離間して走行している場合の模式図である。
【図14】図14は、図5の模式図に示す画像データにおいて、そのうちの2本の走行糸条間に形成された背景部分に浮遊物が浮遊している場合のも模式図である。
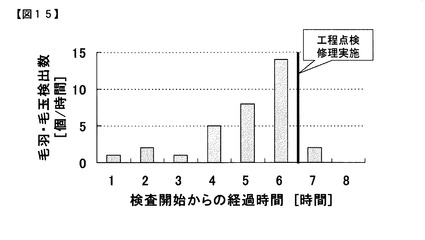
【図15】図15は、走行糸条に対して本発明の走行糸条の検査方法を用いた場合に、単位時間あたりに検出された毛羽および毛玉の検出数の検査開始からの時間による推移を示したグラフである。
【発明を実施するための形態】
【0029】
本発明の走行糸条の検査方法が適用される糸条としては、例えば、ポリアクリル繊維、ポリアミド繊維、ポリエステル繊維、ポリアラミド繊維等の合成繊維糸条、ガラス繊維等の無機繊維糸条、炭素繊維糸条がある。本発明の走行糸条の検査方法は、走行糸条が検査領域を通過した時に糸条の反射光の光強度が大きいほど、走行糸条と糸条間に形成される背景部分との輝度差を大きくなることから、素材自体がより明度の高い糸条の検査に好ましく用いられる。
【0030】
本発明の走行糸条の検査方法が適用される糸条は、多数の単繊維群からなる。単繊維群を構成する単繊維は、通常、10〜1,000,000程度の本数からなる。
【0031】
本発明の走行糸条の検査方法は、糸条の欠陥を把握することが必要な種々の糸条の製糸工程において用いることができる。合成繊維の製造工程においては、例えば、油剤付与工程や延伸工程等がある。炭素繊維の製造工程においては、耐炎化工程や炭化工程などがあり、さらには、炭素繊維前躯体としてアクリル繊維等が好ましく用いられることから、炭素繊維前躯体の製造工程、例えば、油剤付与工程や延伸工程などに本発明の走行糸条の検査方法を用いることができる。
【0032】
また、合成繊維や炭素繊維前駆体の製造工程において、糸条の欠陥が生じる位置には、口金から凝固浴を経て紡糸される部分で口金の詰まり等に起因して生じる場合もあるが、紡糸後に水洗工程や乾燥工程を経た後に、製品として巻き取る直前に高速に糸条を延伸する後延伸工程があり、工程の中でも特に糸条の欠陥が生じやすい。ここで、高速とは、例えば後延伸工程を経て、巻取り工程に向かうまでの間で糸条が走行する速度として毎分300mを超える速度をいう。後延伸工程に入った糸条において、糸条を構成する単繊維群の中に不良な単繊維、例えば単繊維の表面に疵や凹凸がある等の不良が含まれていると、高速に延伸される際に、こうした不良に起因して単繊維が切れ、糸条の欠陥を生じるためである。従って、こうした糸条の製造工程における糸条の品質管理では、高速に延伸された後での糸条の状態について、高速走行する糸条をオンラインで検査することが必須の課題であった。
【0033】
これに対して、従来、糸条の製造工程において、例えば毎分50mで走行する紡糸直後の糸条を検査することで、低コストで糸条の品質管理で可能とされているが、本発明の走行糸条の検査方法を用いることで、本来糸条の欠陥が顕著に生じやすい後延伸工程以降での検査が実施可能となり、糸条の品質管理としてさらなる高品質糸条の確保が可能となる。
【0034】
本発明の走行糸条の検査方法においては、撮像手段により得られた画像データをデータ処理するデータ処理手段を有してなる。
【0035】
データ処理手段におけるデータ処理は、第1のデータ処理手順と、第2のデータ処理手順と、第3のデータ処理手順と、第4のデータ処理手順の4つのデータ処理手順によって行われる。第1のデータ処理手順、第2のデータ処理手順、第3のデータ処理手順ならびに、第4のデータ処理手順とは、以下の通りのデータ処理手順である。
【0036】
第1のデータ処理手順とは、得られた画像データから走行糸条ならびに、走行糸条に含まれる欠陥部分を抽出するデータ処理手順である。
【0037】
第2のデータ処理手順とは、第1のデータ処理手順により抽出された抽出部データの輪郭部を抽出するデータ処理手順である。
【0038】
第3のデータ処理手順とは、第2のデータ処理手順により抽出された輪郭部データから、糸条の走行方向に平行な線分を除去して残存部データを得るデータ処理手順である。
【0039】
第4のデータ処理手順とは、第3のデータ処理手順により得られた残存部データを、予め閾値と比較し、欠陥の有無を判定するデータ処理手順である。
【0040】
第1のデータ処理手順では、撮像手段により得られた画像データに検査領域における糸条部分、糸条に含まれる欠陥部分、糸条周辺部に形成する背景部分が撮像されており、この中で糸条および糸条に含まれる欠陥を抽出する処理を実施する。こうした抽出処理には、例えば、一般的な画像処理方法として2値化処理があり、予め設定した画素値と比べ、これを上回るものを明部として抽出する。本発明の走行糸条の検査方法では、糸条および糸条に含まれる欠陥に生じる反射光を撮像することで、糸条および糸条に含まれる欠陥を糸条周辺部に形成する背景部分よりも明るく撮像できることから、上記の2値化処理が適用できる。こうした処理を画像データの全画素で実施し、抽出処理を実施する。また、画像データにおいて画像ノイズが含まれる場合は、上記の抽出処理を実施する前に、平均化フィルタやガウスフィルタ、メディアンフィルタなどのフィルタ処理を施して画像ノイズを低減することが好ましい。
【0041】
第2のデータ処理手順では、第1のデータ処理手順で抽出された抽出部データに対して、抽出した明部の輪郭部を抽出する。ここで輪郭部とは、抽出した明部の画素のうち周囲の暗部の画素と隣接した画素を抽出した部分をいう。例えば、抽出した明部から輪郭部に該当する画素を探索する方法として、探索対象の1画素に対して隣接する周囲8近傍の画素が1つ以上暗部の画素がある場合は探索対象の1画素を明部として輪郭部とする。また、探索対象の1画素に対して隣接する周囲8近傍の画素全てが明部の画素であれば、探索対象の1画素を明部から暗部に置き換える。このような手順を実施することで、輪郭部を抽出できる。
【0042】
第3のデータ処理手順では、第2のデータ処理手順により抽出された輪郭部データから糸条の走行方向に平行な線分を除去して残存部データを得る。ここで、糸条に平行な線分を除去する処理とは、欠陥を含まない走行糸条の輪郭部では糸条の走行方向に平行な線分を形成する。 一方、欠陥を含む場合は、その状態に応じて走行糸条の輪郭部のうち、欠陥が発生した部分で形状が変化する。例えば毛玉であれば球状もしくは塊形状が糸条の幅方向や走行方向に広がった形状となるため、輪郭部としても糸条の走行方向に平行な線分から、曲線や糸条の走行方向となす角度を持つ、例えば、10度の角度の斜線を含んだ輪郭部となる。このような形状の違いから、この第3のデータ処理手順によって、糸条の走行方向に平行な線分を輪郭部から除去することで、糸条に含まれた欠陥部分を抽出することができる。
【0043】
第4のデータ処理手順では、得られた残存部データを予め設定した閾値と比較し、欠陥の有無を判定して、欠陥データを得る。このデータ処理手順では、残存部データには糸条に含まれる欠陥である可能性が高い部分が抽出されていることから、予め決めていた検出すべき欠陥の形状特徴に応じて閾値を設定し比較して、この閾値と残存部を比較し、残存部が閾値を超えるあるいは、閾値以下であるといった条件を設定して、糸条の欠陥である残存部を判別し、欠陥データを作成する。形状特徴に応じた閾値として、例えば、残存部に含まれる明部に対して、明部が持つ画素数を計数し、予め設定した閾値以上の画素数を持つ明部は欠陥として判定する。このような閾値は、毛玉の場合に糸条の幅方向や走行方向に広がっている形状特徴に適用できる。また、毛羽の場合では、例えば、残存部に含まれる明部に対して、糸条の幅方向の長さを算出し、予め設定した閾値以上の長さの明部は欠陥として判定することで欠陥を検出できる。
【0044】
本発明の走行糸条の検査方法は、走行する糸条を照明する照明手段が、糸条の走行面に対して前記撮像手段と同じ側の位置であり、かつ、前記撮像手段が前記照明手段によって糸条の走行面で生じる正反射光を撮像する位置に設けられていることが好ましい。
【0045】
すなわち、本発明の走行糸条の検査方法において、撮像手段は、照明手段によって生じる糸条および糸条に含まれる欠陥で生じる反射光を受光する位置で、かつ、照明手段によって生じる糸条の正反射光を生じる位置に撮像手段を設けることが好ましい。正反射光とは、照明手段から照射される光の主光線が糸条の走行面に対してなす角度θ1とした時に、糸条の走行面が凹凸の無い理想的な鏡面平面であったと仮定すると、糸条の走行面に対する反射光は主光線の反射光と糸条の走行面がなす角、すなわち反射角θ2がθ1と等しい角度となって反射する反射光である。
【0046】
本発明の好ましい走行糸条の検査方法において、「糸条の走行面」とは以下に説明されるとおりである。すなわち、1本の糸条が2本の糸条搬送ロールに接触して走行している場合に、糸条がロールに接触している部分で糸条を構成する単繊維群が糸条の走行方向に対して横切る方向、すなわち糸条の幅方向にロールの表面に沿って単繊維群が広がることで、糸条が帯形状をなして2本の糸条搬送ロール間を走行する。この時に、この帯形状を含む平面を糸条の走行面とする。また、2本以上の糸条が走行する場合においても、1本の場合と同様にロール間を走行すると、この帯形状の糸条が互いに間隔をあけて並列し、かつ互いに平行に走行することで、これら複数の帯形状を含む糸条の走行面を形成して、糸条の製糸工程を走行することになるため、これらの糸状を含む平面も糸条の走行面となる。
【0047】
本発明の好ましい走行糸条の検査方法において、走行する糸条を照明する照明手段が、糸条の走行面に前記撮像手段と「同じ側の位置」に設けられるとは、走行糸条周辺の空間を糸条の走行面を境界にして、片方の領域を第1の側、残る片方の領域を第2の側と位置づけた時に、照明手段が第1の側に設けられた場合には、撮像手段も同じ第1の側に設けるとすることを意味し、この場合、照明手段が糸条の走行面に対して前記撮像手段と「同じ側の位置」ということができる。
【0048】
本発明の走行糸条の検査方法における照明手段としては、走行糸条に対して糸条の幅方向に均一に照明することができれば良い。複数本の糸条が並列して走行する場合にも、各糸条を幅方向に均一に照明できれば良い。幅方向における照明の光量差は、20%以内とすることが好ましい。また、照明手段の照度は、糸条および糸条の欠陥からの十分な反射光量を確保できるものであれば、照明光の強度や波長はともに限定されない。撮像手段の受光感度から、糸条および糸条の欠陥からの反射光を0.1lx以上の照度で撮像手段に入射可能な照明光の強度を持つ照明手段であることが好ましい。
【0049】
また、照明手段としては、照射部分がライン状である、高周波点灯式の蛍光灯やメタルハライドランプ、ハロゲンランプ、LED等が使用できる。照明手段の形状としては、ほかにハロゲンランプやLED等の光源の光を複数の光ファイバをライン状に配置したライトガイドで導き照明する照明手段、円柱状のロッドレンズの端面に光を照明する照明手段、あるいは前面にシリンドリカルレンズを設けた照明手段なども用いることができる。コストや保守性の観点では、高周波点灯式の蛍光灯が好ましい。しかしながら、走行速度が速く、例えば毎分300mを越える速度でかつ、糸条の欠陥においても毛羽、中でも単繊維切れ毛羽を高精度に検出することを必要とする場合には、LEDやメタルハライドランプなど高輝度の照明手段を用いることが好ましい。撮像手段が走行速度に合わせた速度で撮像することで、走行速度が増速することにともなって、撮像手段で受光する糸条および糸条の欠陥からの反射光量が減少し、糸条の欠陥を検出する能力が低下するおそれがある。
【0050】
本発明の走行糸条の検査方法における撮像手段とは、光を受光する撮像素子(画素)、例えばCCDやCMOSが直線的、もしくは2次元的に配列され、各画素が受光した明暗のデータを画像として構成するセンサを言う。撮像手段としては、受光素子が直線的に配列されたラインセンサが好ましい。
【0051】
撮像手段としてラインセンサカメラが好ましいとする根拠は、2次元の画像データを得る手段として、幅方向分解能に優れている点、また広範囲の撮像が可能である点の2点である。
【0052】
ラインセンサの画素数としては、複数本の糸条が並列して走行する場合、走行する糸条の本数によって必要な検査領域の幅方向長さが長くなることから、これに高い分解能で対応するためには少なくとも2,000画素以上の画素数が好ましい。また、ラインセンサの受光感度としては、糸条および糸条の欠陥からの反射光を受光可能とするため、10〜1,000V/lx・s程度のものが好ましい。上記に該当するラインセンサには、日本エレクトロセンサデバイス(株)、竹中システム機器(株)、Basler社、DALSA社等のメーカー製品が使用できる。
【0053】
以下、本発明の走行糸条の検査方法について、図面を参照しながら説明する。
【0054】
図1は、本発明の走行糸条の検査方法の実施に用いられる画像データを取得し、これを処理する画像データ取得処理装置IDの概略側面図である。また、図2は図1の概略鳥瞰図である。
【0055】
図1および図2において、画像データ処理装置IDは、互いに平行で間隔を置いて位置する2本の糸条搬送ロールR1、R2を有する。複数本の糸条YT1−YTnが、間隔B1−Bn−1を有して並列し、糸条搬送ロールR1、R2に接触して、矢印YCDに示す方向に走行している。また、走行している複数本の糸条YT1−YTnにより、糸条の走行面YCPが形成されている。各糸条は、この糸条の走行面YCP、すなわち、同一の面内に位置している。
【0056】
糸条の走行面YCPを挟んで、第1の側P1に照明手段2および撮像手段1が設けられている。撮像手段1は、照明手段2により照明され、糸条の走行面で生じた正反射光を受光する位置に設けられている。図2において、照明手段2が糸条の走行面YCPとなす角度θ1と、撮像手段1が糸条の走行面YCPとなす角度θ2については、θ1とθ2が等しくなる位置に、撮像手段1および照明手段2が設けられている。
【0057】
撮像手段1によって撮像された画像データは、データ処理手段3に導かれ、データ処理手段3によって、走行糸条の欠陥の有無や状態を判定する。
【0058】
図3は、本発明の走行糸条の検査方法の実施に用いられる画像データ取得後に、画像データを処理するデータ処理手段の概略図である。
【0059】
図3において、データ処理手段3では、得られた画像データに対して、第1のデータ処理手順D1で画像データから糸条および糸条に含まれる欠陥を抽出し、次に第2のデータ処理手順D2では、抽出した部分からその輪郭部を抽出し、次に第3のデータ処理手順では、輪郭部から糸条の走行方向に平行な線分を除去し、次に第4のデータ処理手順では、残存した部分を予め設定した閾値と比較することで、糸条の欠陥の有無を判定する。
【0060】
また、撮像手段1によって得られた画像データとして、図4は、複数本の糸条が走行し、各々が正常な糸条である場合、図5は複数本の糸条が走行し、その内の1本の糸条に欠陥があり、欠陥の種類が毛玉である場合、図6は複数本の糸条が走行し、その内の1本の糸条に欠陥があり、欠陥の種類が毛羽である場合の各々の場合の模式図である。
【0061】
図4、図5、図6において、各々を第2のデータ処理手順を経ることで、正常な糸条の場合では図7、毛玉が含まれる場合では図8、毛羽が含まれる場合では図9に示す輪郭部データが得られる。
【0062】
また、図7、図8、図9において、各々を第3のデータ処理手順を経ることで、正常な糸条の場合では図10、毛玉が含まれる場合では図11、毛羽が含まれる場合では図12に示す残存部データが得られる。図10において正常な糸条の場合では、残存部が無く、糸条は欠陥が含まれていないことが判る。図11ならびに図12では、各々で残存部42、残存部52が含まれており、糸条の欠陥を抽出できていることが判る。これらの残存部に対して、予め設定した閾値と残存部を比較することで欠陥の有無を判定する。例えば、毛玉残存部42もしくは毛羽残存部52に対して、各残存部が持つ明部の画素数を計数し、設定した画素数の閾値と比較して、閾値を越える残存部は糸条の欠陥と判定するといった方法が挙げられる。あるいは、残存部各々が内接する矩形を算出して、矩形の糸条走行方向の長さや糸条幅方向の寸法を閾値に設定し、閾値を超える残存部が糸条の欠陥と判定するといった方法でも実施可能である。
【0063】
また、第3のデータ処理手順D3においては、輪郭部から糸条の走行方向に平行な線分を除去した後に、残存した部分を膨張させる第5のデータ処理手順を経ても良い。得られた画像データの中で、抽出した糸条に含まれる毛羽の形状によっては、本来、毛羽自体は一つの塊として形成しているにも関わらず、データ処理後の残存した部では複数の明部が散在しているような状況が生じる場合がある。散在した明部の大きさによっては、明部各々を毛羽として検出するために、本来は一つの塊として形成している同じ毛羽を重複して検出する恐れがある。そこで、第5のデータ処理手段として残存した部分を膨張させることで、相互に近い位置にある明部は膨張によって連結され、一つの塊として取扱うことができ、同じ毛羽を重複して検出することを回避できる。
【0064】
さらに、膨張させる第5のデータ処理手順を経た後に得られた膨張部と、第2のデータ処理手順D2により得られた輪郭部を照合し、元となった画像データが得られた時刻、すなわち、糸条が照明した部分を通過した時刻と、糸条の幅方向での位置が一致する部分を探索して抽出する第6のデータ処理手順を経てもよい。残存部データや膨張部データを用いることで、予め設定した閾値と比較して欠点の有無を判定することは可能であるが、残存部データや膨張部データでは、欠点の形状の一部のみしか表現していない場合があり、精度良く欠点の有無の判定が困難なことがある。そこで、第5のデータ処理手順により得られた膨張部データと、第2のデータ処理手順D2により得られた輪郭部データを照合し、重なり合った明部を抽出することで、欠陥部分全体の輪郭を抽出することができ、精度良く欠点の有無を判定することができる。具体的な方法としては、例えば、ある時刻に撮像した画像データに対して、抽出部を白画素、背景部分を黒画素としてデータ処理された膨張部データと輪郭部データを作成する。同じ画素の位置で膨張部データと輪郭部データを比較し、膨張部データと輪郭部データともに白画素であれば白画素、いずれか一方でのデータが黒画素であれば黒画素として、全ての画素位置で比較し、その結果を欠陥部分照合データとして記録する。得られた欠陥部分照合データには、輪郭部データで抽出された糸条および糸条に含まれる欠陥の形状を示す抽出部のうち、糸条に含まれる欠陥の抽出部が選択的に抽出され、欠陥の形状を精度良く把握でき、欠陥の有無の判定に活用できる。
【0065】
また、前記第4のデータ処理手順により得られた欠陥データから、走行中の糸条に含まれる欠陥として糸条を構成する単繊維群においてその一部の単繊維群が切れた部分や捌けた部分の有無を判定しても良い。糸条を構成する単繊維群のうち、その一部が製造工程内を走行中に切れたり、単繊維群から広がって離れる「捌け」が生じる場合がある。こうした欠陥部分が直接、糸条の品質に影響することは少ないが、その後、製造工程内を走行中に、搬送用のロールや設備の一部に接触することで摩擦や縮れを生じて毛玉に変形する場合があり、糸条の品質が低下する可能性がある。よって、糸条の品質管理において、単繊維群の一部の切れや捌けを検出することが重要である。具体的な方法としては、単繊維群の一部の切れや捌けは、例えば図6に示す毛羽50のように、糸条から枝状に飛び出した形状と取ることから、データ処理手順を経ることで、図11に示す毛羽残存部52のように抽出できる。よって、毛羽残存部52を予め設定した閾値と比較して欠陥の有無を判定することで、単繊維群の一部の切れや捌けた部分の有無を判定することができる。
【0066】
また、前記第4のデータ処理手順により得られた欠陥データから、欠陥が含まれる糸条を特定しても良い。糸条の製造工程では複数の糸条が同時に製造されており、本発明においても、複数の糸条を同時に検査することが可能な検査方法である。欠陥データから欠陥が含まれる糸条を特定することで、糸条毎に発生した欠陥数を計数することができ、糸条毎の欠陥の発生数を基準として製品の品位を判定する、例えば、1つの糸条パッケージのうち、欠陥が10個を超えるとこの糸条パッケージを製品として不合格品とするといった方法で、精度良く糸条の品質管理を行うことができる。欠陥が含まれる糸条を特定する具体的な方法としては、例えば、各糸条が走行する位置は予め決められている場所で本発明を適用することで、撮像した画像データに映る糸条は画像データでの幅方向の位置が決まることから、予め撮像した画像データから糸条を抽出した抽出部データを用いて、各糸条の重心点を算出し、重心点の幅方向座標{Xn}を各糸条の位置を表す座標として予め設定する。欠陥を検出した場合には、欠陥データを用いて欠陥の重心点を算出し、重心点の幅方向座標xと予め設定した各糸条の座標{Xn}と比較して、xと{Xn}の差が最も小さいXnに該当する糸条を欠陥が含まれた糸条とすることで、欠陥が含まれた糸条を特定することができる。
【0067】
また、前記第4のデータ処理手順により得られた欠陥データから、欠陥を含んだ周辺部の画像データを記録しても良い。糸条の製造工程では、走行速度が高速であることから、走行糸条を目視で確認して欠陥の形状や糸条の状態を把握することは困難である。よって、欠陥を検出した部分の画像を保存しておくことで、目視では確認できなかった、実際の糸条ならびに欠陥の状態を映像として把握することができ、製造工程の改善や製品の品質向上に活用できる。具体的な方法としては、欠陥データから欠陥の重心点を算出し、重心点を中心に画像長手方向および画像幅方向に100画素ずつの範囲で、画像データを切り出し、画像データをビットマップ形式やJPEG形式といった画像ファイル形式でデータ処理手段を含んだ装置に保存する。例えば、パーソナルコンピュータのハードディスクに画像ファイル(例:欠陥画像.bmp)を保存することで、欠陥を含んだ周辺部の画像データを記録することができる。
【0068】
また、前記第4のデータ処理手順により得られた欠陥データについて、欠陥データ内の欠陥に糸条を構成する単繊維群の一部が切れて塊となった部分が含まれているか否かを判定しても良く、判定方法として、欠陥データ内の糸条の明るさと欠陥の明るさの差を持って判定しても良い。ここで、塊となった部分の具体例としては、前記毛玉である。本発明の走行糸条の検査方法においては、前記第1のデータ処理手順により糸条と該糸条に含まれる欠陥部分の双方を抽出するため、前記撮像手段により得られた画像データでは、走行糸条間に形成される背景部分に対して、糸条、欠陥部分がそれぞれ明るさの異なった映像となる。該糸条に含まれた欠陥において、単繊維群の一部が切れた部分から様々な形状となり得るが、切れた部分が工程内のロールなどと接触し、擦過することで塊状となった欠陥の場合には、欠陥部分の形状が糸条の走行面に対して不規則な凹凸を持った形状となることで、欠陥部分では糸条の走行面とは異なる反射光の挙動となるため、前記画像データでは、糸条と欠陥の間での明るさの差が大きく、前記撮像手段が前記照明手段によって糸条の走行面で生じる正反射光を撮像する位置に設けられている場合には、さらに顕著な明るさの違いとなる。このことから、前記欠陥データの糸条の明るさと欠陥の明るさの違いから、塊状となった欠陥が糸条に含まれているか否かを判定することができる。塊状となった欠陥が糸条に及ぼす影響として、糸条パッケージに塊状となった欠陥が含まれていた場合には、糸条パッケージを使ってシート等に加工する際に糸条パッケージから糸条を巻き出す操作において、該欠陥を起点に周辺の糸条が絡まることで巻き出した糸条の形状が崩れたり、巻き出した糸条に塊状の欠陥が残ることで加工時の寸法が異なってしまうおそれがある。よって、糸条の品質としては、様々な欠陥の形状の中でも塊状となった欠陥は事前に検出し、糸条パッケージには含まれていない状態とすることが望ましい。
【0069】
また、前記第4のデータ処理手順によって得られた欠陥データにおいて、欠陥データ内の欠陥から走行中の糸条の間に形成された背景部分に生じる浮遊物を抽出しても良い。糸条の製造工程においては、糸条の欠陥や設備への接触に起因して走行中に糸条が切れてしまった場合に、糸条の切端から前記塊状の欠陥などが工程内の空間に浮遊する場合がある。浮遊した欠陥は糸条に含まれていないため、浮遊物が糸条の品質に影響しない場合があり、この場合、検査結果から、浮遊した欠陥を糸条の品質に影響を与える欠陥とし取り扱わないなどの対応をすることが望ましい。具体的な抽出方法として、例えば、前記画像データにおいて走行している糸条は例えば、図4のytに示すように、糸条幅方向に短く、糸条走行方向に長い矩形状の部分であるといった形状や画像データにおける糸条と背景部分の明るさの差から、背景部分を抽出し、抽出した背景部分と前記欠陥データを照合して、背景部分に存在する欠陥は糸条に含まれる欠陥とは異なる浮遊物として抽出するといった方法がある。
【0070】
また、前記第4のデータ処理手順により得られた欠陥データから、糸条を構成する単繊維群の一部が糸条から離間して走行している部分を抽出しても良い。糸条の製造工程において、糸条によって複数の単繊維が束状になって構成されている場合に、走行中に単繊維群の一部が糸条から離間し、糸条と並走する場合がある。単繊維群の一部が糸条から離間して並走している場合、前記第4のデータ処理手順により得られた欠陥データには、単繊維群の一部が離間して並走している部分も欠陥として抽出されている場合がある。
【0071】
単繊維群の一部が離間して並走している部分は、走行している糸条の撚りや集束状態によって表れることがあるが、一時的に離間して走行していても、工程内のガイドロールを走行することで、糸条から離間していた単繊維群の一部が再び糸条に集束されるため、糸条の品質に影響を与える欠陥には該当しない場合がある。そこで、前記欠陥データから、単繊維群の一部が糸条から離間して並走している部分を、前記欠陥データから抽出し、糸条に含まれる欠陥と分けておくほうが良い。具体的な抽出方法としては、例えば、離間して並走している単繊維群は、糸条に比べて糸条幅方向の寸法が短く、かつ、糸条走行方向に平行な直線状の形状をとることから、前記欠陥データから、こうした形状のみを抽出することで、実施できる。
【0072】
また、本発明の走行糸条の検査方法を検査工程に含んだ糸条の製造方法をにおいて、検査工程で検出した欠陥の個数、場所から検査工程の異常を特定し、製造工程の条件を変更する操作手順を含んでいても良い。糸条の製造工程において、本発明の走行糸条の検査方法を用いて検出した欠陥の数を、単位時間当たり、例えば1時間あたりに、走行している糸条の場所ごとで、時間的な変化を計数した場合に、糸条の製造工程で、糸条走行用のロールや、糸条の走行位置を整頓するガイドロールの表面が損傷すると、損傷箇所に糸条が接触していると、損傷箇所の位置に該当する場所の糸条に欠陥が増大する傾向があり、欠陥数の時間的な変化にも特徴的な増加傾向が現れる。複数の糸条であれば、糸条の場所ごとに欠陥個数の時間的な変化を検査工程で監視し、例えば、単位時間当たりの欠陥個数に閾値となる個数を超えた時に、製造工程に異常を知らせる警報を発令し、糸条の製造工程を点検して異常個所を修理することで、未然に糸条に欠陥が含まれる時間を短縮でき、糸条の製造工程の稼動時間に対して、欠陥が無い、もしくは少ない糸条を実施前に比べてより多く製造できることとなる。よって、本発明の走行糸条の検査方法を検査工程に含んだ糸条の製造方法において、欠陥の個数を基準に製造工程に生じた異常を特定し、製造工程の条件を変更する操作手順を含むことが望ましい。
【0073】
このような方法で製造された糸条を用いて得られる糸条パッケージは、本発明の走行糸条の検査方法により、パッケージ内の糸条に含まれる欠陥の個数や全長に対する欠陥の位置情報が事前に把握できていることから、例えば、糸条パッケージを後の工程で巻き出して使用する場合に、欠陥の無い品位良好な糸条のみを使用することができ、従来、欠陥に起因して発生していた後の工程のトラブルを未然に防止し、本発明の走行糸条の検査方法を使用する前に比べて、歩留まりを向上させることができる。
【実施例】
【0074】
以下、実施例に基づいて、本発明を具体的に説明する。
【0075】
図1または図2の画像データ取得処理装置IDを元に、実施例において用いた走行糸条の検査装置の構成を以下に示す。
【0076】
照明手段:LEDバー型照明(300W,長さ1600mm,CCS社製HLND−1600SW2−R)
撮像手段:ラインセンサカメラ(8192画素、DALSA社製P2−43−8K−40)
糸条の走行面と照明手段がなす角度θ1:50°
糸条の走行面と撮像手段がなす角度θ2:50°
糸条の走行速度:340m/分
照明手段と糸条の走行面の距離WD:100mm。
【0077】
上記の構成により、同一面内に26糸条、並列して340m/分の速度で走行させた走行糸条の欠陥検査を行った。結果、得られた糸条毎の欠陥データを用いて、糸条および糸条を巻き取った糸条パッケージの品位判定し、その品質管理を行うことができた。また、欠陥データを用いて糸条の製造工程を管理することにより、歩留まりよく糸条の製造をすることができた。
【0078】
また、上記の構成により実施した欠陥検査により得られた欠陥データに、前記第7のデータ処理手順、前記第8のデータ処理手順、第9のデータ処理手順を用いることで、得られた欠陥データを欠陥形状ごとに分別を行った。
【0079】
【表1】

【0080】
表1では、26本の走行糸条に対して、本発明の走行糸条の検査方法を実施し、1日間で得られた155個の欠陥データに対して欠陥形状ごとに分別を行った結果である。前述のように糸条パッケージの品質に大きく影響するおそれがある塊となった部分である毛玉や、品質に影響を与える欠陥に該当しない場合がある、単繊維群の一部が糸条から離間して走行している状態や浮遊物を分別できることで、糸条の品質に影響する欠陥にのみ着目し、糸条の品質管理に活用できる場合がある。このような欠陥形状の分別の実施例としては、欠陥データとして欠陥部分周辺を切り出した画像データ(例:欠陥画像.bmp)を記録媒体(例:ハードディスクドライブ)に保存し、前記記録媒体に形状分別のデータ処理手順(例:第7のデータ処理手順)を有した演算装置(例:パソコン)で前記データ処理手順を実施し、欠陥形状の分別を実施するといった方法がある。
【0081】
また、本発明の走行糸条の検査方法を実施例とし、従来の検査方法を比較例として、特にデータ処理方法に関して、比較実験を実施した。実験方法は、上記実施例の構成で走行糸条を撮像し、得られた画像データから毛玉が含まれる画像ならびに毛羽が含まれる画像を各々20枚抽出し、従来の検査方法に用いられたデータ処理方法と、本発明の走行糸条の検査方法のデータ処理手段で、以下の画像データ処理装置および抽出した画像データを用いて毛羽検査テストを実施した。以下の画像データ処理装置で実施するデータ処理手段は、1枚の画像データに対して、図3に示すデータ処理手段にて糸条の有無を判定し、判定した欠陥データから欠陥周辺の画像データを記録するといった手順を有してなるデータ処理手段である。これを20枚分繰り返して検査を実施し、1枚の画像データの検査が完了するまでの時間を処理時間とし、20枚分の処理時間を平均した平均処理時間について、これらの検査方法で毛羽検査テストを実施することで比較した。
【0082】
データ処理手段に用いた演算装置:パーソナルコンピュータ 1台
CPU:IntelCore2Duo E7300(2.66GHz)
メモリ:2GB
OS:“WindowsXP(登録商標)”
画像処理ライブラリソフト:HALCON(Ver.8.0、MVTec社製)
テストに用いた画像データの1枚あたりのサイズ:8192×1000画素。
実施した結果、表1に示すように、特許文献2、特許文献3に各々記載の検査方法では、平均処理時間が120msecもしくは110msecとなったことに対して、本発明では66msecであった。このテストで用いた画像処理システムで高速に走行する、例えば340m/分で糸条に対して遅れること無く検査するためには、撮像手段が画像データを撮像することに要する時間や撮像した画像データをデータ処理手段に転送する時間を考慮すると目標として処理時間が80msec以下で完了する必要がある。
【0083】
【表2】
【0084】
本発明の走行糸条の検査方法における処理時間では、この目標処理時間を達成しているため、上記の画像データ処理装置で高速に走行する糸条を遅れること無く検査することができることが明らかになった。一方で従来の検査方法では、処理時間が目標を達成していないため、上記の画像データ処理装置では走行糸条を遅れること無く検査することはできず、目標を達成するには画像データ処理装置の高性能化、例えば上記のパーソナルコンピュータを複数台使用してデータ処理を実施するといった装置の増設、すなわち、コストアップが必要である。
【0085】
糸条の製造工程によって走行する糸条数も異なるため、製造工程によっては1つの製造工程分を検査するために撮像手段やデータ処理手段を複数台必要となることが予想される。糸条の製造工程において、製造工程の生産性ならびに収益性を確保して、かつ高い品質の糸条を製造することが求められており、走行糸条の検査方法においても、できるだけ安価な方法でかつ高い性能で実施することが求められる。したがって、表1に示す結果から、高速に走行する糸条をオンラインで検査することにおいても従来の検査方法に比べて、本発明の走行糸条の検査方法では安価で、かつ毛玉や毛羽といった欠陥を高い性能で検出することが実現できることが明らかになった。
【0086】
また、本発明の走行糸条の検査方法を検査工程に含む糸条の製造方法において、前記検査工程で得られた検査結果を基に、製造工程に生じた異常を特定し、製造工程の条件を変更する操作手順を実施した実施例として図15に示す。図15は、複数の走行糸条のうち、1本の糸条に対する毛羽、毛玉の1時間あたりの検出合計数を検査開始からの経過時間ごとの推移をグラフに示したものである。図15においては、検査開始以後、4時間から6時間経過したところで検出個数が増加し、この推移から検査開開始から7時間後を目処に、図15に記載の工程点検修理を実施した。修理例としては、走行糸条の走行位置をガイドするガイドロールが損傷していることが判り、ガイドロールの交換を実施した。従来は、走行糸条の欠陥が多発することや、欠陥に起因して糸条が切れてしまうことで、工程の点検修理を実施していたが、このように、検査結果から迅速に工程点検修理を行うことで製造した糸条パッケージの歩留まりを向上させることができる。
【産業上の利用可能性】
【0087】
本発明によれば、並列に走行する多数の糸条をオンラインで同時に検査し、欠陥の検出を行い、糸条毎の欠陥の情報を得ることにより、糸条および糸条パッケージの品質管理を行うことができるため、糸条の製造工程および糸条の処理・加工工程に好適に用いられるが、その応用範囲がこれに限られるものではない。
【符号の説明】
【0088】
1:撮像手段
2:照明手段
3:データ処理手段
40:毛玉が第1のデータ処理手順によって抽出された毛玉抽出部
41:毛玉抽出部40から第2のデータ処理手順によって輪郭部が抽出された毛玉輪郭部
42:毛玉輪郭部41から第3のデータ処理手順によって抽出された毛玉残存部
50:毛羽が第1のデータ処理手順によって抽出された毛羽抽出部
51:毛羽抽出部50から第2のデータ処理手順によって輪郭部が抽出された毛羽輪郭部
52:毛羽輪郭部51から第3のデータ処理手順によって抽出された毛羽残存部
60:単繊維群の一部が糸条から離間して走行している形態が、第1のデータ処理手順によって抽出された抽出部
61:走行糸条間に形成された背景部分に浮遊する浮遊物が、第1のデータ処理手順によって抽出された抽出部
B{B1〜Bn-1}:走行糸条間に形成された背景部分
b{b1〜bn-1}:背景部分Bが第1のデータ処理手順によって抽出された対応部分
ID:画像データ取得処理装置
P1:第1の側
P2:第2の側
R1、R2:糸条搬送ロール
YCD:糸条の走行方向
YCP:糸条の走行面
YT{YT1〜YTn}:走行糸条
yt{yt1〜ytn}:走行糸条YTが第1のデータ処理手順によって抽出された対応部分
WD:照明手段と糸条の走行面の距離
θ1:糸条の走行面と照明手段がなす角度
θ2:糸条の走行面と撮像手段がなす角度
【技術分野】
【0001】
本発明は、単繊維群からなる糸条を製造する製糸工程において、同一平面内に並列して走行する複数本の走行糸条に対して、糸条に生じる欠陥の有無あるいは欠陥(例えば、毛羽、毛玉など)の状態を、光学的手段を用いて得られたデータを処理することにより把握される走行糸条の検査方法に関する。
【背景技術】
【0002】
単繊維群からなる糸条を製造する製糸工程においては、糸条を構成する単繊維群の一部が切れることで生じる毛羽、毛玉、あるいは切れた単繊維群により糸条の一部が切れて抜けることなどにより生じる糸幅欠陥、糸割れ、あるいは糸条を構成する単繊維が全て切れる糸切れなどの糸条に発生する欠陥が、製糸工程中の張力変動や熱処理温度変動などによって糸条の外部および内部構造が変化することにより生じる。また、これらの原因で発生した毛羽や毛玉が、一旦糸条から外れて空気中に浮遊、あるいは製造装置に付着した後に、再度糸条に付着して欠陥となることもある。
【0003】
このような糸条の欠陥の形状特徴として、毛玉は糸条を構成する単繊維群の一部が切れた部分が、走行中に製糸工程内のロールやガイドに接触することで縮れや絡合され、球状の形状となった欠陥である。また、毛羽は糸条を構成する単繊維群の一部が切れて、その部分が糸条から広がった形状の欠陥である。糸条を木の幹として例えると、毛羽はその幹から伸びた枝に相当する形状である。また毛羽は単繊維が切れた本数が多い場合には糸条から広がった部分が太い捌け毛羽や、切れる本数が少ない場合には糸条から広がった部分が細い単繊維切れ毛羽といった特徴が見られる。
【0004】
また、糸条が走行すると糸条近傍には糸条の走行方向に平行な方向に気流が生じるため、走行糸条に欠陥が生じると、気流によって欠陥が押し流されることで形状が変形することがある。欠陥の中でも毛羽の場合は、気流によって押し流されることで、欠陥内部の単繊維群の配列が糸条の走行方向に平行な方向に近づく傾向が見られる。
【0005】
このような糸条の欠陥は、糸条自体の品質および糸条によって形成される繊維製品の品質に大きく影響する。従って、糸条の欠陥を精度良く検出し、これを把握することは、糸条自体ならびに糸条によって形成される繊維製品の品質管理上非常に重要なことである。加えて、糸条の製糸工程における走行糸条の状態を常時モニタし早期にプロセス条件の変動に起因する糸条の状態の変化や欠陥の多発を把握することができれば、糸条の製糸工程における歩留まりの向上を図ることができる。よって、オンラインで走行糸条の欠陥を把握することが非常に重要である。
【0006】
糸条の製糸工程の多くは、複数本の糸条を並列に走行させ、複数本の糸条を同時に製造する方式が採用されている。このような製造方式においては、並列して走行している複数本の糸条を同時に検査し、かつ、糸条毎に欠陥を検出して糸条毎に欠陥の情報を把握することが、糸条自体ならびに製造された糸条を巻き取った糸条パッケージの品質管理において重要となる。
【0007】
製糸工程内を走行する糸条の走行速度は、糸条を巻き取る際に毎分300mを越える速度となる場合も多く、このような工程で走行糸条の全長をオンラインで検査して糸条の欠陥を検出するためには、複数の形状を持つ糸条の欠陥を精度良く検出することに加えて、糸条の走行速度に遅れなく糸条の全長を検査することが課題である。
【0008】
従来、糸条の状態を常時モニタし、糸条に生じた欠陥を検出する方法として、投光手段により糸条幅を超える大きさの検査領域に光を照射し、走行糸条が検査領域を通過することで糸条に生じる透過光および反射光の光量を受光手段にて検出して、その光量の変化から糸条に生じた欠陥を検出する方法が提案されている(特許文献1参照)。しかしながら、特許文献1に記載の検査方法では、1本の糸条に対して少なくとも1つの受光部を必要する検査方法であるため、複数本の走行糸条、例えば200本の糸条を同時に製造する製糸工程では、200個の受光部が必要となる。よって、この検査方法を用いて複数本の糸条を検査するためには莫大なコストを必要とするといった問題があった。
【0009】
また、複数の走行糸条をオンラインで検査し糸条の欠陥を検出する方法として、走行糸条がなす走行面に対して、走行面を挟んで上側および下側に照明手段を設けて検査領域を照明し、走行面に対して垂直な位置に撮像手段を設けて、走行糸条が検査領域を通過することで糸条に生じる透過光および反射光を受光し、得られた受光データをデータ処理することで欠陥を検出する走行糸条の検査方法が提案されている(特許文献2参照)。しかしながら、特許文献2に記載の走行糸条の検査方法では、糸条の走行速度が高速化した場合、例えば毎分300mを超える速度になった場合には、データ処理において受光データと直前の受光データとの差分演算するデータ処理手順で各画素の差分計算を要することから処理時間が長時間化するために、データ処理時間による遅延が生じる恐れがある。よって、データ処理装置の高性能化が必要となるため、高性能化によるコスト高が問題となる恐れがある。
【0010】
また、複数の走行糸条をオンラインで検査する他の検査方法として、走行糸条がなす走行面に対して照明手段を設置して検査領域を照明し、検査領域を通過した際に生じる糸条の反射光を受光する撮像手段を設けて撮像し、得られた撮像画像において糸条の欠陥の有無によって糸条部分に明暗差が生じることを利用して、糸条の欠陥の輪郭部を抽出するデータ処理を行うことで糸条の欠陥を検出する走行糸条の検査方法が提案されている(特許文献3参照)。しかしながら、特許文献3に記載の走行糸条の検査方法では、糸条の欠陥のうち、毛玉は検出可能なものの、毛羽は検出困難である。毛玉は、切れた単繊維群の一部が絡合しているために、欠陥内部の単繊維群は走行糸条内部の単繊維群の配列方向とは異なる方向に配列されている。よって、毛玉が検査領域を通過した場合には、走行糸条とは異なる方向に反射光が生じるため、撮像画像では走行糸条と毛玉の間が生じ、特許文献3に記載の検査方法で検出可能である。一方、毛羽は、走行糸条周辺の気流によって毛羽が押し流されることで、欠陥内部の単繊維群の配列が糸条の走行方向に平行な方向に近づく傾向にあるため、毛羽が検査領域を通過した場合に欠陥で生じる反射光は走行糸条の反射光の方向と平行になる場合があり、この場合では欠陥と走行糸条の間で明暗差は生じにくく、特許文献3に記載の検査方法では検出できないといった問題があった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平7−300280号公報
【特許文献2】特開2008−308335号公報
【特許文献3】特許第3976697号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の目的は、多数の単繊維群からなる糸条を製造する製糸工程において、並列に走行する複数の糸条をオンラインで同時にかつ、走行する糸条の全長を検査して、毛玉や毛羽に代表される糸条の欠陥を精度良く検出し、糸条毎の欠陥の情報を得ることにより、糸条および糸条パッケージの品質管理を行う、走行糸条の検査方法を提供することにある。
【課題を解決するための手段】
【0013】
上記目的を達成するために、本発明は次の方法を採用する。すなわち、走行する糸条を撮像する撮像手段を有した走行糸条の検査方法であって、前記撮像手段により得られた画像データをデータ処理するデータ処理手段が、
(a)前記画像データから、糸条と該糸条に含まれる欠陥部分を抽出する第1のデータ処理手順と、
(b)前記第1のデータ処理手順により抽出された抽出部データの輪郭線を抽出する第2のデータ処理手順と、
(c)前記第2のデータ処理手順により抽出された輪郭部データから、糸条の走行方向に平行な線分を除去して残存部データを得る第3のデータ処理手順と、
(d)前記第3のデータ処理手順により得られた残存部データを、予め設定した閾値と比較し欠陥の有無を判定して、欠陥データを得る第4のデータ処理手順を有してなる走行糸条の検査方法である。
【0014】
本発明の走行糸条の検査方法において、走行する糸条を照明する照明手段が、糸条の走行面に対して前記撮像手段と同じ側の位置に設けられていること、さらに、前記撮像手段が前記照明手段によって糸条の走行面で生じる正反射光を撮像する位置に設けられていることが好ましい。
【0015】
本発明の走行糸条の検査方法において、前記第3のデータ処理手順において、得られた残存部データを膨張させて膨張部データを得る第4のデータ処理手順を含んでいても良い。
【0016】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順において、得られた膨張部データと前記第2のデータ処理手順により得られた輪郭部データが、前記照明手段で照明した部分を通過した時刻と糸条の幅方向が一致する領域を抽出する第6のデータ処理手順を含んでいても良い。
【0017】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により、走行中の糸条に含まれる欠陥として糸条を構成する単繊維群においてその一部の単繊維が切れた部分や捌けた部分の有無を判定するようにしても良い。
【0018】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データから、欠陥が含まれる糸条を特定するようにしても良い。
【0019】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データから、欠陥を含んだ周辺部の画像データを記録するようにしても良い。
【0020】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データから、走行中の糸条に含まれる欠陥として糸条を構成する単繊維群の一部が切れて塊となった部分の有無を判定する第7のデータ処理手順を有していても良い。
【0021】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データが、糸条の明るさと欠陥の明るさを判別できるものであり、前記第7のデータ処理手順において、前記第4のデータ処理手順により得られた欠陥データにおいて、糸条の明るさと欠陥の明るさの差から該欠陥の形状を判定する第8のデータ処理手順を含んでいても良い。
【0022】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データから、走行糸条の間で形成される背景部分に生じる浮遊物を抽出する第9のデータ処理手順を有していても良い。
【0023】
本発明の走行糸条の検査方法において、前記第4のデータ処理手順により得られた欠陥データから、糸条を構成する単繊維群の一部が単繊維群から離間して走行している部分を抽出する第10のデータ処理手順を有していても良い。
【0024】
また、本発明の糸条の製造方法は、前記走行糸条の検査方法を用いて、走行糸条を検査する検査工程を有すること、さらに、前記検査工程で得られた検査結果を基に、製造工程に生じた異常を特定し、製造工程の条件を変更する操作手順を含んでいることが好ましく、かかる方法で製造された糸条を用いた糸条パッケージとすることができる。
【発明の効果】
【0025】
本発明によれば、多数の単繊維群からなる糸条を製造する製糸工程において、並列に走行する複数の糸条をオンラインで同時にかつ、走行する糸条の全長を検査して、糸条の欠陥である毛玉や毛羽を精度良く検出し、糸条毎の欠陥の情報を得ることにより、プロセス条件の変動等の工程異常を早期に発見し歩留まりを改善でき、また、糸条および糸条パッケージの品質管理を行うことができる。
【0026】
すなわち、本発明の走行糸条の検査方法によると、多数の単繊維群からなる糸条の複数本が、走行面内に並列平行して走行している状態に対して、光学的手段により得られた画像データをデータ処理することで、複数本の糸条各々で欠陥の有無もしくは欠陥の状態をオンラインで把握することが可能となる。また、これらの糸条が高速に走行する、例えば毎分300mを越える速度においても、撮像した画像データをデータ処理するデータ処理手段に用いる装置を廉価なデータ処理装置、例えば、パーソナルコンピュータを用いることで、走行速度に遅れること無く、同時に複数本の糸条の全長を検査し、糸条各々で欠陥の有無もしくは欠陥の状態をオンラインで把握することが可能となる。
【0027】
さらに、本発明の走行糸条の検査方法を用いることにより、複数本の糸条を同時に製造する糸条の製糸工程により製造された糸条各々の品質管理を適切に、かつ迅速に実施することが可能となる。
【図面の簡単な説明】
【0028】
【図1】図1は、本発明の走行糸条の検査方法の実施に用いられる画像データ取得処理装置の概略側面図である。
【図2】図2は、本発明の走行糸条の検査方法の実施に用いられる画像データ取得処理装置の概略鳥瞰図である。
【図3】図3は、本発明の走行糸条の検査方法の実施に用いられる画像データ取得後に、画像データを処理するデータ処理手段の概略図である。
【図4】図4は、複数本の糸条が走行し、各々が正常な糸条である場合を撮像して得られた画像データの模式図である。
【図5】図5は、複数本の糸条が走行し、その内の1本の糸条に欠陥があり、欠陥の種類が毛玉である場合の模式図である。
【図6】図6は、複数本の糸条が走行し、その内の1本の糸条に欠陥があり、欠陥の種類が毛羽である場合の模式図である。
【図7】図7は、図4の模式図に示す画像データが、図3に示すデータ処理手段によってデータ処理されて、糸条の輪郭部を抽出した時の輪郭部データの模式図である。
【図8】図8は、図5の模式図に示す画像データが、図3に示すデータ処理手段によってデータ処理されて、糸条ならびに毛玉を含んだ糸条の輪郭部を抽出した時の輪郭部データの模式図である。
【図9】図9は、図6の模式図に示す画像データが、図3に示すデータ処理手段によってデータ処理されて、糸条ならびに毛羽を含んだ糸条の輪郭部を抽出した時の輪郭部データの模式図である。
【図10】図10は、図7の模式図に示す輪郭部データが、図3に示すデータ処理手段により糸条の走行方向に平行な線分が除去された時の残存部データの模式図である。
【図11】図11は、図8の模式図に示す輪郭部データが、図3に示すデータ処理手段により糸条の走行方向に平行な線分が除去された時の残存部データの模式図である。
【図12】図12は、図9の模式図に示す輪郭部データが、図3に示すデータ処理手段により糸条の走行方向に平行な線分が除去された時の残存部データの模式図である。
【図13】図13は、図5の模式図に示す画像データにおいて、そのうちの1本の糸条の周辺に、単繊維群の一部が糸条から離間して走行している場合の模式図である。
【図14】図14は、図5の模式図に示す画像データにおいて、そのうちの2本の走行糸条間に形成された背景部分に浮遊物が浮遊している場合のも模式図である。
【図15】図15は、走行糸条に対して本発明の走行糸条の検査方法を用いた場合に、単位時間あたりに検出された毛羽および毛玉の検出数の検査開始からの時間による推移を示したグラフである。
【発明を実施するための形態】
【0029】
本発明の走行糸条の検査方法が適用される糸条としては、例えば、ポリアクリル繊維、ポリアミド繊維、ポリエステル繊維、ポリアラミド繊維等の合成繊維糸条、ガラス繊維等の無機繊維糸条、炭素繊維糸条がある。本発明の走行糸条の検査方法は、走行糸条が検査領域を通過した時に糸条の反射光の光強度が大きいほど、走行糸条と糸条間に形成される背景部分との輝度差を大きくなることから、素材自体がより明度の高い糸条の検査に好ましく用いられる。
【0030】
本発明の走行糸条の検査方法が適用される糸条は、多数の単繊維群からなる。単繊維群を構成する単繊維は、通常、10〜1,000,000程度の本数からなる。
【0031】
本発明の走行糸条の検査方法は、糸条の欠陥を把握することが必要な種々の糸条の製糸工程において用いることができる。合成繊維の製造工程においては、例えば、油剤付与工程や延伸工程等がある。炭素繊維の製造工程においては、耐炎化工程や炭化工程などがあり、さらには、炭素繊維前躯体としてアクリル繊維等が好ましく用いられることから、炭素繊維前躯体の製造工程、例えば、油剤付与工程や延伸工程などに本発明の走行糸条の検査方法を用いることができる。
【0032】
また、合成繊維や炭素繊維前駆体の製造工程において、糸条の欠陥が生じる位置には、口金から凝固浴を経て紡糸される部分で口金の詰まり等に起因して生じる場合もあるが、紡糸後に水洗工程や乾燥工程を経た後に、製品として巻き取る直前に高速に糸条を延伸する後延伸工程があり、工程の中でも特に糸条の欠陥が生じやすい。ここで、高速とは、例えば後延伸工程を経て、巻取り工程に向かうまでの間で糸条が走行する速度として毎分300mを超える速度をいう。後延伸工程に入った糸条において、糸条を構成する単繊維群の中に不良な単繊維、例えば単繊維の表面に疵や凹凸がある等の不良が含まれていると、高速に延伸される際に、こうした不良に起因して単繊維が切れ、糸条の欠陥を生じるためである。従って、こうした糸条の製造工程における糸条の品質管理では、高速に延伸された後での糸条の状態について、高速走行する糸条をオンラインで検査することが必須の課題であった。
【0033】
これに対して、従来、糸条の製造工程において、例えば毎分50mで走行する紡糸直後の糸条を検査することで、低コストで糸条の品質管理で可能とされているが、本発明の走行糸条の検査方法を用いることで、本来糸条の欠陥が顕著に生じやすい後延伸工程以降での検査が実施可能となり、糸条の品質管理としてさらなる高品質糸条の確保が可能となる。
【0034】
本発明の走行糸条の検査方法においては、撮像手段により得られた画像データをデータ処理するデータ処理手段を有してなる。
【0035】
データ処理手段におけるデータ処理は、第1のデータ処理手順と、第2のデータ処理手順と、第3のデータ処理手順と、第4のデータ処理手順の4つのデータ処理手順によって行われる。第1のデータ処理手順、第2のデータ処理手順、第3のデータ処理手順ならびに、第4のデータ処理手順とは、以下の通りのデータ処理手順である。
【0036】
第1のデータ処理手順とは、得られた画像データから走行糸条ならびに、走行糸条に含まれる欠陥部分を抽出するデータ処理手順である。
【0037】
第2のデータ処理手順とは、第1のデータ処理手順により抽出された抽出部データの輪郭部を抽出するデータ処理手順である。
【0038】
第3のデータ処理手順とは、第2のデータ処理手順により抽出された輪郭部データから、糸条の走行方向に平行な線分を除去して残存部データを得るデータ処理手順である。
【0039】
第4のデータ処理手順とは、第3のデータ処理手順により得られた残存部データを、予め閾値と比較し、欠陥の有無を判定するデータ処理手順である。
【0040】
第1のデータ処理手順では、撮像手段により得られた画像データに検査領域における糸条部分、糸条に含まれる欠陥部分、糸条周辺部に形成する背景部分が撮像されており、この中で糸条および糸条に含まれる欠陥を抽出する処理を実施する。こうした抽出処理には、例えば、一般的な画像処理方法として2値化処理があり、予め設定した画素値と比べ、これを上回るものを明部として抽出する。本発明の走行糸条の検査方法では、糸条および糸条に含まれる欠陥に生じる反射光を撮像することで、糸条および糸条に含まれる欠陥を糸条周辺部に形成する背景部分よりも明るく撮像できることから、上記の2値化処理が適用できる。こうした処理を画像データの全画素で実施し、抽出処理を実施する。また、画像データにおいて画像ノイズが含まれる場合は、上記の抽出処理を実施する前に、平均化フィルタやガウスフィルタ、メディアンフィルタなどのフィルタ処理を施して画像ノイズを低減することが好ましい。
【0041】
第2のデータ処理手順では、第1のデータ処理手順で抽出された抽出部データに対して、抽出した明部の輪郭部を抽出する。ここで輪郭部とは、抽出した明部の画素のうち周囲の暗部の画素と隣接した画素を抽出した部分をいう。例えば、抽出した明部から輪郭部に該当する画素を探索する方法として、探索対象の1画素に対して隣接する周囲8近傍の画素が1つ以上暗部の画素がある場合は探索対象の1画素を明部として輪郭部とする。また、探索対象の1画素に対して隣接する周囲8近傍の画素全てが明部の画素であれば、探索対象の1画素を明部から暗部に置き換える。このような手順を実施することで、輪郭部を抽出できる。
【0042】
第3のデータ処理手順では、第2のデータ処理手順により抽出された輪郭部データから糸条の走行方向に平行な線分を除去して残存部データを得る。ここで、糸条に平行な線分を除去する処理とは、欠陥を含まない走行糸条の輪郭部では糸条の走行方向に平行な線分を形成する。 一方、欠陥を含む場合は、その状態に応じて走行糸条の輪郭部のうち、欠陥が発生した部分で形状が変化する。例えば毛玉であれば球状もしくは塊形状が糸条の幅方向や走行方向に広がった形状となるため、輪郭部としても糸条の走行方向に平行な線分から、曲線や糸条の走行方向となす角度を持つ、例えば、10度の角度の斜線を含んだ輪郭部となる。このような形状の違いから、この第3のデータ処理手順によって、糸条の走行方向に平行な線分を輪郭部から除去することで、糸条に含まれた欠陥部分を抽出することができる。
【0043】
第4のデータ処理手順では、得られた残存部データを予め設定した閾値と比較し、欠陥の有無を判定して、欠陥データを得る。このデータ処理手順では、残存部データには糸条に含まれる欠陥である可能性が高い部分が抽出されていることから、予め決めていた検出すべき欠陥の形状特徴に応じて閾値を設定し比較して、この閾値と残存部を比較し、残存部が閾値を超えるあるいは、閾値以下であるといった条件を設定して、糸条の欠陥である残存部を判別し、欠陥データを作成する。形状特徴に応じた閾値として、例えば、残存部に含まれる明部に対して、明部が持つ画素数を計数し、予め設定した閾値以上の画素数を持つ明部は欠陥として判定する。このような閾値は、毛玉の場合に糸条の幅方向や走行方向に広がっている形状特徴に適用できる。また、毛羽の場合では、例えば、残存部に含まれる明部に対して、糸条の幅方向の長さを算出し、予め設定した閾値以上の長さの明部は欠陥として判定することで欠陥を検出できる。
【0044】
本発明の走行糸条の検査方法は、走行する糸条を照明する照明手段が、糸条の走行面に対して前記撮像手段と同じ側の位置であり、かつ、前記撮像手段が前記照明手段によって糸条の走行面で生じる正反射光を撮像する位置に設けられていることが好ましい。
【0045】
すなわち、本発明の走行糸条の検査方法において、撮像手段は、照明手段によって生じる糸条および糸条に含まれる欠陥で生じる反射光を受光する位置で、かつ、照明手段によって生じる糸条の正反射光を生じる位置に撮像手段を設けることが好ましい。正反射光とは、照明手段から照射される光の主光線が糸条の走行面に対してなす角度θ1とした時に、糸条の走行面が凹凸の無い理想的な鏡面平面であったと仮定すると、糸条の走行面に対する反射光は主光線の反射光と糸条の走行面がなす角、すなわち反射角θ2がθ1と等しい角度となって反射する反射光である。
【0046】
本発明の好ましい走行糸条の検査方法において、「糸条の走行面」とは以下に説明されるとおりである。すなわち、1本の糸条が2本の糸条搬送ロールに接触して走行している場合に、糸条がロールに接触している部分で糸条を構成する単繊維群が糸条の走行方向に対して横切る方向、すなわち糸条の幅方向にロールの表面に沿って単繊維群が広がることで、糸条が帯形状をなして2本の糸条搬送ロール間を走行する。この時に、この帯形状を含む平面を糸条の走行面とする。また、2本以上の糸条が走行する場合においても、1本の場合と同様にロール間を走行すると、この帯形状の糸条が互いに間隔をあけて並列し、かつ互いに平行に走行することで、これら複数の帯形状を含む糸条の走行面を形成して、糸条の製糸工程を走行することになるため、これらの糸状を含む平面も糸条の走行面となる。
【0047】
本発明の好ましい走行糸条の検査方法において、走行する糸条を照明する照明手段が、糸条の走行面に前記撮像手段と「同じ側の位置」に設けられるとは、走行糸条周辺の空間を糸条の走行面を境界にして、片方の領域を第1の側、残る片方の領域を第2の側と位置づけた時に、照明手段が第1の側に設けられた場合には、撮像手段も同じ第1の側に設けるとすることを意味し、この場合、照明手段が糸条の走行面に対して前記撮像手段と「同じ側の位置」ということができる。
【0048】
本発明の走行糸条の検査方法における照明手段としては、走行糸条に対して糸条の幅方向に均一に照明することができれば良い。複数本の糸条が並列して走行する場合にも、各糸条を幅方向に均一に照明できれば良い。幅方向における照明の光量差は、20%以内とすることが好ましい。また、照明手段の照度は、糸条および糸条の欠陥からの十分な反射光量を確保できるものであれば、照明光の強度や波長はともに限定されない。撮像手段の受光感度から、糸条および糸条の欠陥からの反射光を0.1lx以上の照度で撮像手段に入射可能な照明光の強度を持つ照明手段であることが好ましい。
【0049】
また、照明手段としては、照射部分がライン状である、高周波点灯式の蛍光灯やメタルハライドランプ、ハロゲンランプ、LED等が使用できる。照明手段の形状としては、ほかにハロゲンランプやLED等の光源の光を複数の光ファイバをライン状に配置したライトガイドで導き照明する照明手段、円柱状のロッドレンズの端面に光を照明する照明手段、あるいは前面にシリンドリカルレンズを設けた照明手段なども用いることができる。コストや保守性の観点では、高周波点灯式の蛍光灯が好ましい。しかしながら、走行速度が速く、例えば毎分300mを越える速度でかつ、糸条の欠陥においても毛羽、中でも単繊維切れ毛羽を高精度に検出することを必要とする場合には、LEDやメタルハライドランプなど高輝度の照明手段を用いることが好ましい。撮像手段が走行速度に合わせた速度で撮像することで、走行速度が増速することにともなって、撮像手段で受光する糸条および糸条の欠陥からの反射光量が減少し、糸条の欠陥を検出する能力が低下するおそれがある。
【0050】
本発明の走行糸条の検査方法における撮像手段とは、光を受光する撮像素子(画素)、例えばCCDやCMOSが直線的、もしくは2次元的に配列され、各画素が受光した明暗のデータを画像として構成するセンサを言う。撮像手段としては、受光素子が直線的に配列されたラインセンサが好ましい。
【0051】
撮像手段としてラインセンサカメラが好ましいとする根拠は、2次元の画像データを得る手段として、幅方向分解能に優れている点、また広範囲の撮像が可能である点の2点である。
【0052】
ラインセンサの画素数としては、複数本の糸条が並列して走行する場合、走行する糸条の本数によって必要な検査領域の幅方向長さが長くなることから、これに高い分解能で対応するためには少なくとも2,000画素以上の画素数が好ましい。また、ラインセンサの受光感度としては、糸条および糸条の欠陥からの反射光を受光可能とするため、10〜1,000V/lx・s程度のものが好ましい。上記に該当するラインセンサには、日本エレクトロセンサデバイス(株)、竹中システム機器(株)、Basler社、DALSA社等のメーカー製品が使用できる。
【0053】
以下、本発明の走行糸条の検査方法について、図面を参照しながら説明する。
【0054】
図1は、本発明の走行糸条の検査方法の実施に用いられる画像データを取得し、これを処理する画像データ取得処理装置IDの概略側面図である。また、図2は図1の概略鳥瞰図である。
【0055】
図1および図2において、画像データ処理装置IDは、互いに平行で間隔を置いて位置する2本の糸条搬送ロールR1、R2を有する。複数本の糸条YT1−YTnが、間隔B1−Bn−1を有して並列し、糸条搬送ロールR1、R2に接触して、矢印YCDに示す方向に走行している。また、走行している複数本の糸条YT1−YTnにより、糸条の走行面YCPが形成されている。各糸条は、この糸条の走行面YCP、すなわち、同一の面内に位置している。
【0056】
糸条の走行面YCPを挟んで、第1の側P1に照明手段2および撮像手段1が設けられている。撮像手段1は、照明手段2により照明され、糸条の走行面で生じた正反射光を受光する位置に設けられている。図2において、照明手段2が糸条の走行面YCPとなす角度θ1と、撮像手段1が糸条の走行面YCPとなす角度θ2については、θ1とθ2が等しくなる位置に、撮像手段1および照明手段2が設けられている。
【0057】
撮像手段1によって撮像された画像データは、データ処理手段3に導かれ、データ処理手段3によって、走行糸条の欠陥の有無や状態を判定する。
【0058】
図3は、本発明の走行糸条の検査方法の実施に用いられる画像データ取得後に、画像データを処理するデータ処理手段の概略図である。
【0059】
図3において、データ処理手段3では、得られた画像データに対して、第1のデータ処理手順D1で画像データから糸条および糸条に含まれる欠陥を抽出し、次に第2のデータ処理手順D2では、抽出した部分からその輪郭部を抽出し、次に第3のデータ処理手順では、輪郭部から糸条の走行方向に平行な線分を除去し、次に第4のデータ処理手順では、残存した部分を予め設定した閾値と比較することで、糸条の欠陥の有無を判定する。
【0060】
また、撮像手段1によって得られた画像データとして、図4は、複数本の糸条が走行し、各々が正常な糸条である場合、図5は複数本の糸条が走行し、その内の1本の糸条に欠陥があり、欠陥の種類が毛玉である場合、図6は複数本の糸条が走行し、その内の1本の糸条に欠陥があり、欠陥の種類が毛羽である場合の各々の場合の模式図である。
【0061】
図4、図5、図6において、各々を第2のデータ処理手順を経ることで、正常な糸条の場合では図7、毛玉が含まれる場合では図8、毛羽が含まれる場合では図9に示す輪郭部データが得られる。
【0062】
また、図7、図8、図9において、各々を第3のデータ処理手順を経ることで、正常な糸条の場合では図10、毛玉が含まれる場合では図11、毛羽が含まれる場合では図12に示す残存部データが得られる。図10において正常な糸条の場合では、残存部が無く、糸条は欠陥が含まれていないことが判る。図11ならびに図12では、各々で残存部42、残存部52が含まれており、糸条の欠陥を抽出できていることが判る。これらの残存部に対して、予め設定した閾値と残存部を比較することで欠陥の有無を判定する。例えば、毛玉残存部42もしくは毛羽残存部52に対して、各残存部が持つ明部の画素数を計数し、設定した画素数の閾値と比較して、閾値を越える残存部は糸条の欠陥と判定するといった方法が挙げられる。あるいは、残存部各々が内接する矩形を算出して、矩形の糸条走行方向の長さや糸条幅方向の寸法を閾値に設定し、閾値を超える残存部が糸条の欠陥と判定するといった方法でも実施可能である。
【0063】
また、第3のデータ処理手順D3においては、輪郭部から糸条の走行方向に平行な線分を除去した後に、残存した部分を膨張させる第5のデータ処理手順を経ても良い。得られた画像データの中で、抽出した糸条に含まれる毛羽の形状によっては、本来、毛羽自体は一つの塊として形成しているにも関わらず、データ処理後の残存した部では複数の明部が散在しているような状況が生じる場合がある。散在した明部の大きさによっては、明部各々を毛羽として検出するために、本来は一つの塊として形成している同じ毛羽を重複して検出する恐れがある。そこで、第5のデータ処理手段として残存した部分を膨張させることで、相互に近い位置にある明部は膨張によって連結され、一つの塊として取扱うことができ、同じ毛羽を重複して検出することを回避できる。
【0064】
さらに、膨張させる第5のデータ処理手順を経た後に得られた膨張部と、第2のデータ処理手順D2により得られた輪郭部を照合し、元となった画像データが得られた時刻、すなわち、糸条が照明した部分を通過した時刻と、糸条の幅方向での位置が一致する部分を探索して抽出する第6のデータ処理手順を経てもよい。残存部データや膨張部データを用いることで、予め設定した閾値と比較して欠点の有無を判定することは可能であるが、残存部データや膨張部データでは、欠点の形状の一部のみしか表現していない場合があり、精度良く欠点の有無の判定が困難なことがある。そこで、第5のデータ処理手順により得られた膨張部データと、第2のデータ処理手順D2により得られた輪郭部データを照合し、重なり合った明部を抽出することで、欠陥部分全体の輪郭を抽出することができ、精度良く欠点の有無を判定することができる。具体的な方法としては、例えば、ある時刻に撮像した画像データに対して、抽出部を白画素、背景部分を黒画素としてデータ処理された膨張部データと輪郭部データを作成する。同じ画素の位置で膨張部データと輪郭部データを比較し、膨張部データと輪郭部データともに白画素であれば白画素、いずれか一方でのデータが黒画素であれば黒画素として、全ての画素位置で比較し、その結果を欠陥部分照合データとして記録する。得られた欠陥部分照合データには、輪郭部データで抽出された糸条および糸条に含まれる欠陥の形状を示す抽出部のうち、糸条に含まれる欠陥の抽出部が選択的に抽出され、欠陥の形状を精度良く把握でき、欠陥の有無の判定に活用できる。
【0065】
また、前記第4のデータ処理手順により得られた欠陥データから、走行中の糸条に含まれる欠陥として糸条を構成する単繊維群においてその一部の単繊維群が切れた部分や捌けた部分の有無を判定しても良い。糸条を構成する単繊維群のうち、その一部が製造工程内を走行中に切れたり、単繊維群から広がって離れる「捌け」が生じる場合がある。こうした欠陥部分が直接、糸条の品質に影響することは少ないが、その後、製造工程内を走行中に、搬送用のロールや設備の一部に接触することで摩擦や縮れを生じて毛玉に変形する場合があり、糸条の品質が低下する可能性がある。よって、糸条の品質管理において、単繊維群の一部の切れや捌けを検出することが重要である。具体的な方法としては、単繊維群の一部の切れや捌けは、例えば図6に示す毛羽50のように、糸条から枝状に飛び出した形状と取ることから、データ処理手順を経ることで、図11に示す毛羽残存部52のように抽出できる。よって、毛羽残存部52を予め設定した閾値と比較して欠陥の有無を判定することで、単繊維群の一部の切れや捌けた部分の有無を判定することができる。
【0066】
また、前記第4のデータ処理手順により得られた欠陥データから、欠陥が含まれる糸条を特定しても良い。糸条の製造工程では複数の糸条が同時に製造されており、本発明においても、複数の糸条を同時に検査することが可能な検査方法である。欠陥データから欠陥が含まれる糸条を特定することで、糸条毎に発生した欠陥数を計数することができ、糸条毎の欠陥の発生数を基準として製品の品位を判定する、例えば、1つの糸条パッケージのうち、欠陥が10個を超えるとこの糸条パッケージを製品として不合格品とするといった方法で、精度良く糸条の品質管理を行うことができる。欠陥が含まれる糸条を特定する具体的な方法としては、例えば、各糸条が走行する位置は予め決められている場所で本発明を適用することで、撮像した画像データに映る糸条は画像データでの幅方向の位置が決まることから、予め撮像した画像データから糸条を抽出した抽出部データを用いて、各糸条の重心点を算出し、重心点の幅方向座標{Xn}を各糸条の位置を表す座標として予め設定する。欠陥を検出した場合には、欠陥データを用いて欠陥の重心点を算出し、重心点の幅方向座標xと予め設定した各糸条の座標{Xn}と比較して、xと{Xn}の差が最も小さいXnに該当する糸条を欠陥が含まれた糸条とすることで、欠陥が含まれた糸条を特定することができる。
【0067】
また、前記第4のデータ処理手順により得られた欠陥データから、欠陥を含んだ周辺部の画像データを記録しても良い。糸条の製造工程では、走行速度が高速であることから、走行糸条を目視で確認して欠陥の形状や糸条の状態を把握することは困難である。よって、欠陥を検出した部分の画像を保存しておくことで、目視では確認できなかった、実際の糸条ならびに欠陥の状態を映像として把握することができ、製造工程の改善や製品の品質向上に活用できる。具体的な方法としては、欠陥データから欠陥の重心点を算出し、重心点を中心に画像長手方向および画像幅方向に100画素ずつの範囲で、画像データを切り出し、画像データをビットマップ形式やJPEG形式といった画像ファイル形式でデータ処理手段を含んだ装置に保存する。例えば、パーソナルコンピュータのハードディスクに画像ファイル(例:欠陥画像.bmp)を保存することで、欠陥を含んだ周辺部の画像データを記録することができる。
【0068】
また、前記第4のデータ処理手順により得られた欠陥データについて、欠陥データ内の欠陥に糸条を構成する単繊維群の一部が切れて塊となった部分が含まれているか否かを判定しても良く、判定方法として、欠陥データ内の糸条の明るさと欠陥の明るさの差を持って判定しても良い。ここで、塊となった部分の具体例としては、前記毛玉である。本発明の走行糸条の検査方法においては、前記第1のデータ処理手順により糸条と該糸条に含まれる欠陥部分の双方を抽出するため、前記撮像手段により得られた画像データでは、走行糸条間に形成される背景部分に対して、糸条、欠陥部分がそれぞれ明るさの異なった映像となる。該糸条に含まれた欠陥において、単繊維群の一部が切れた部分から様々な形状となり得るが、切れた部分が工程内のロールなどと接触し、擦過することで塊状となった欠陥の場合には、欠陥部分の形状が糸条の走行面に対して不規則な凹凸を持った形状となることで、欠陥部分では糸条の走行面とは異なる反射光の挙動となるため、前記画像データでは、糸条と欠陥の間での明るさの差が大きく、前記撮像手段が前記照明手段によって糸条の走行面で生じる正反射光を撮像する位置に設けられている場合には、さらに顕著な明るさの違いとなる。このことから、前記欠陥データの糸条の明るさと欠陥の明るさの違いから、塊状となった欠陥が糸条に含まれているか否かを判定することができる。塊状となった欠陥が糸条に及ぼす影響として、糸条パッケージに塊状となった欠陥が含まれていた場合には、糸条パッケージを使ってシート等に加工する際に糸条パッケージから糸条を巻き出す操作において、該欠陥を起点に周辺の糸条が絡まることで巻き出した糸条の形状が崩れたり、巻き出した糸条に塊状の欠陥が残ることで加工時の寸法が異なってしまうおそれがある。よって、糸条の品質としては、様々な欠陥の形状の中でも塊状となった欠陥は事前に検出し、糸条パッケージには含まれていない状態とすることが望ましい。
【0069】
また、前記第4のデータ処理手順によって得られた欠陥データにおいて、欠陥データ内の欠陥から走行中の糸条の間に形成された背景部分に生じる浮遊物を抽出しても良い。糸条の製造工程においては、糸条の欠陥や設備への接触に起因して走行中に糸条が切れてしまった場合に、糸条の切端から前記塊状の欠陥などが工程内の空間に浮遊する場合がある。浮遊した欠陥は糸条に含まれていないため、浮遊物が糸条の品質に影響しない場合があり、この場合、検査結果から、浮遊した欠陥を糸条の品質に影響を与える欠陥とし取り扱わないなどの対応をすることが望ましい。具体的な抽出方法として、例えば、前記画像データにおいて走行している糸条は例えば、図4のytに示すように、糸条幅方向に短く、糸条走行方向に長い矩形状の部分であるといった形状や画像データにおける糸条と背景部分の明るさの差から、背景部分を抽出し、抽出した背景部分と前記欠陥データを照合して、背景部分に存在する欠陥は糸条に含まれる欠陥とは異なる浮遊物として抽出するといった方法がある。
【0070】
また、前記第4のデータ処理手順により得られた欠陥データから、糸条を構成する単繊維群の一部が糸条から離間して走行している部分を抽出しても良い。糸条の製造工程において、糸条によって複数の単繊維が束状になって構成されている場合に、走行中に単繊維群の一部が糸条から離間し、糸条と並走する場合がある。単繊維群の一部が糸条から離間して並走している場合、前記第4のデータ処理手順により得られた欠陥データには、単繊維群の一部が離間して並走している部分も欠陥として抽出されている場合がある。
【0071】
単繊維群の一部が離間して並走している部分は、走行している糸条の撚りや集束状態によって表れることがあるが、一時的に離間して走行していても、工程内のガイドロールを走行することで、糸条から離間していた単繊維群の一部が再び糸条に集束されるため、糸条の品質に影響を与える欠陥には該当しない場合がある。そこで、前記欠陥データから、単繊維群の一部が糸条から離間して並走している部分を、前記欠陥データから抽出し、糸条に含まれる欠陥と分けておくほうが良い。具体的な抽出方法としては、例えば、離間して並走している単繊維群は、糸条に比べて糸条幅方向の寸法が短く、かつ、糸条走行方向に平行な直線状の形状をとることから、前記欠陥データから、こうした形状のみを抽出することで、実施できる。
【0072】
また、本発明の走行糸条の検査方法を検査工程に含んだ糸条の製造方法をにおいて、検査工程で検出した欠陥の個数、場所から検査工程の異常を特定し、製造工程の条件を変更する操作手順を含んでいても良い。糸条の製造工程において、本発明の走行糸条の検査方法を用いて検出した欠陥の数を、単位時間当たり、例えば1時間あたりに、走行している糸条の場所ごとで、時間的な変化を計数した場合に、糸条の製造工程で、糸条走行用のロールや、糸条の走行位置を整頓するガイドロールの表面が損傷すると、損傷箇所に糸条が接触していると、損傷箇所の位置に該当する場所の糸条に欠陥が増大する傾向があり、欠陥数の時間的な変化にも特徴的な増加傾向が現れる。複数の糸条であれば、糸条の場所ごとに欠陥個数の時間的な変化を検査工程で監視し、例えば、単位時間当たりの欠陥個数に閾値となる個数を超えた時に、製造工程に異常を知らせる警報を発令し、糸条の製造工程を点検して異常個所を修理することで、未然に糸条に欠陥が含まれる時間を短縮でき、糸条の製造工程の稼動時間に対して、欠陥が無い、もしくは少ない糸条を実施前に比べてより多く製造できることとなる。よって、本発明の走行糸条の検査方法を検査工程に含んだ糸条の製造方法において、欠陥の個数を基準に製造工程に生じた異常を特定し、製造工程の条件を変更する操作手順を含むことが望ましい。
【0073】
このような方法で製造された糸条を用いて得られる糸条パッケージは、本発明の走行糸条の検査方法により、パッケージ内の糸条に含まれる欠陥の個数や全長に対する欠陥の位置情報が事前に把握できていることから、例えば、糸条パッケージを後の工程で巻き出して使用する場合に、欠陥の無い品位良好な糸条のみを使用することができ、従来、欠陥に起因して発生していた後の工程のトラブルを未然に防止し、本発明の走行糸条の検査方法を使用する前に比べて、歩留まりを向上させることができる。
【実施例】
【0074】
以下、実施例に基づいて、本発明を具体的に説明する。
【0075】
図1または図2の画像データ取得処理装置IDを元に、実施例において用いた走行糸条の検査装置の構成を以下に示す。
【0076】
照明手段:LEDバー型照明(300W,長さ1600mm,CCS社製HLND−1600SW2−R)
撮像手段:ラインセンサカメラ(8192画素、DALSA社製P2−43−8K−40)
糸条の走行面と照明手段がなす角度θ1:50°
糸条の走行面と撮像手段がなす角度θ2:50°
糸条の走行速度:340m/分
照明手段と糸条の走行面の距離WD:100mm。
【0077】
上記の構成により、同一面内に26糸条、並列して340m/分の速度で走行させた走行糸条の欠陥検査を行った。結果、得られた糸条毎の欠陥データを用いて、糸条および糸条を巻き取った糸条パッケージの品位判定し、その品質管理を行うことができた。また、欠陥データを用いて糸条の製造工程を管理することにより、歩留まりよく糸条の製造をすることができた。
【0078】
また、上記の構成により実施した欠陥検査により得られた欠陥データに、前記第7のデータ処理手順、前記第8のデータ処理手順、第9のデータ処理手順を用いることで、得られた欠陥データを欠陥形状ごとに分別を行った。
【0079】
【表1】
【0080】
表1では、26本の走行糸条に対して、本発明の走行糸条の検査方法を実施し、1日間で得られた155個の欠陥データに対して欠陥形状ごとに分別を行った結果である。前述のように糸条パッケージの品質に大きく影響するおそれがある塊となった部分である毛玉や、品質に影響を与える欠陥に該当しない場合がある、単繊維群の一部が糸条から離間して走行している状態や浮遊物を分別できることで、糸条の品質に影響する欠陥にのみ着目し、糸条の品質管理に活用できる場合がある。このような欠陥形状の分別の実施例としては、欠陥データとして欠陥部分周辺を切り出した画像データ(例:欠陥画像.bmp)を記録媒体(例:ハードディスクドライブ)に保存し、前記記録媒体に形状分別のデータ処理手順(例:第7のデータ処理手順)を有した演算装置(例:パソコン)で前記データ処理手順を実施し、欠陥形状の分別を実施するといった方法がある。
【0081】
また、本発明の走行糸条の検査方法を実施例とし、従来の検査方法を比較例として、特にデータ処理方法に関して、比較実験を実施した。実験方法は、上記実施例の構成で走行糸条を撮像し、得られた画像データから毛玉が含まれる画像ならびに毛羽が含まれる画像を各々20枚抽出し、従来の検査方法に用いられたデータ処理方法と、本発明の走行糸条の検査方法のデータ処理手段で、以下の画像データ処理装置および抽出した画像データを用いて毛羽検査テストを実施した。以下の画像データ処理装置で実施するデータ処理手段は、1枚の画像データに対して、図3に示すデータ処理手段にて糸条の有無を判定し、判定した欠陥データから欠陥周辺の画像データを記録するといった手順を有してなるデータ処理手段である。これを20枚分繰り返して検査を実施し、1枚の画像データの検査が完了するまでの時間を処理時間とし、20枚分の処理時間を平均した平均処理時間について、これらの検査方法で毛羽検査テストを実施することで比較した。
【0082】
データ処理手段に用いた演算装置:パーソナルコンピュータ 1台
CPU:IntelCore2Duo E7300(2.66GHz)
メモリ:2GB
OS:“WindowsXP(登録商標)”
画像処理ライブラリソフト:HALCON(Ver.8.0、MVTec社製)
テストに用いた画像データの1枚あたりのサイズ:8192×1000画素。
実施した結果、表1に示すように、特許文献2、特許文献3に各々記載の検査方法では、平均処理時間が120msecもしくは110msecとなったことに対して、本発明では66msecであった。このテストで用いた画像処理システムで高速に走行する、例えば340m/分で糸条に対して遅れること無く検査するためには、撮像手段が画像データを撮像することに要する時間や撮像した画像データをデータ処理手段に転送する時間を考慮すると目標として処理時間が80msec以下で完了する必要がある。
【0083】
【表2】
【0084】
本発明の走行糸条の検査方法における処理時間では、この目標処理時間を達成しているため、上記の画像データ処理装置で高速に走行する糸条を遅れること無く検査することができることが明らかになった。一方で従来の検査方法では、処理時間が目標を達成していないため、上記の画像データ処理装置では走行糸条を遅れること無く検査することはできず、目標を達成するには画像データ処理装置の高性能化、例えば上記のパーソナルコンピュータを複数台使用してデータ処理を実施するといった装置の増設、すなわち、コストアップが必要である。
【0085】
糸条の製造工程によって走行する糸条数も異なるため、製造工程によっては1つの製造工程分を検査するために撮像手段やデータ処理手段を複数台必要となることが予想される。糸条の製造工程において、製造工程の生産性ならびに収益性を確保して、かつ高い品質の糸条を製造することが求められており、走行糸条の検査方法においても、できるだけ安価な方法でかつ高い性能で実施することが求められる。したがって、表1に示す結果から、高速に走行する糸条をオンラインで検査することにおいても従来の検査方法に比べて、本発明の走行糸条の検査方法では安価で、かつ毛玉や毛羽といった欠陥を高い性能で検出することが実現できることが明らかになった。
【0086】
また、本発明の走行糸条の検査方法を検査工程に含む糸条の製造方法において、前記検査工程で得られた検査結果を基に、製造工程に生じた異常を特定し、製造工程の条件を変更する操作手順を実施した実施例として図15に示す。図15は、複数の走行糸条のうち、1本の糸条に対する毛羽、毛玉の1時間あたりの検出合計数を検査開始からの経過時間ごとの推移をグラフに示したものである。図15においては、検査開始以後、4時間から6時間経過したところで検出個数が増加し、この推移から検査開開始から7時間後を目処に、図15に記載の工程点検修理を実施した。修理例としては、走行糸条の走行位置をガイドするガイドロールが損傷していることが判り、ガイドロールの交換を実施した。従来は、走行糸条の欠陥が多発することや、欠陥に起因して糸条が切れてしまうことで、工程の点検修理を実施していたが、このように、検査結果から迅速に工程点検修理を行うことで製造した糸条パッケージの歩留まりを向上させることができる。
【産業上の利用可能性】
【0087】
本発明によれば、並列に走行する多数の糸条をオンラインで同時に検査し、欠陥の検出を行い、糸条毎の欠陥の情報を得ることにより、糸条および糸条パッケージの品質管理を行うことができるため、糸条の製造工程および糸条の処理・加工工程に好適に用いられるが、その応用範囲がこれに限られるものではない。
【符号の説明】
【0088】
1:撮像手段
2:照明手段
3:データ処理手段
40:毛玉が第1のデータ処理手順によって抽出された毛玉抽出部
41:毛玉抽出部40から第2のデータ処理手順によって輪郭部が抽出された毛玉輪郭部
42:毛玉輪郭部41から第3のデータ処理手順によって抽出された毛玉残存部
50:毛羽が第1のデータ処理手順によって抽出された毛羽抽出部
51:毛羽抽出部50から第2のデータ処理手順によって輪郭部が抽出された毛羽輪郭部
52:毛羽輪郭部51から第3のデータ処理手順によって抽出された毛羽残存部
60:単繊維群の一部が糸条から離間して走行している形態が、第1のデータ処理手順によって抽出された抽出部
61:走行糸条間に形成された背景部分に浮遊する浮遊物が、第1のデータ処理手順によって抽出された抽出部
B{B1〜Bn-1}:走行糸条間に形成された背景部分
b{b1〜bn-1}:背景部分Bが第1のデータ処理手順によって抽出された対応部分
ID:画像データ取得処理装置
P1:第1の側
P2:第2の側
R1、R2:糸条搬送ロール
YCD:糸条の走行方向
YCP:糸条の走行面
YT{YT1〜YTn}:走行糸条
yt{yt1〜ytn}:走行糸条YTが第1のデータ処理手順によって抽出された対応部分
WD:照明手段と糸条の走行面の距離
θ1:糸条の走行面と照明手段がなす角度
θ2:糸条の走行面と撮像手段がなす角度
【特許請求の範囲】
【請求項1】
走行する糸条を撮像する撮像手段を備えた走行糸条の検査方法であって、前記撮像手段により得られた画像データをデータ処理するデータ処理手段が、
(a)前記画像データから、糸条と該糸条に含まれる欠陥部分を抽出する第1のデータ処理手順と、
(b)前記第1のデータ処理手順により抽出された抽出部データの輪郭部を抽出する第2のデータ処理手順と、
(c)前記第2のデータ処理手順により抽出された輪郭部データから、糸条の走行方向に平行な線分を除去して残存部データを得る第3のデータ処理手順と、
(d)前記第3のデータ処理手順により得られた残存部データを、予め設定した閾値と比較し欠陥の有無を判定して、欠陥データを得る第4のデータ処理手順を有してなる走行糸条の検査方法。
【請求項2】
走行する糸条を照明する照明手段が、糸条の走行面に対して前記撮像手段と同じ側の位置であり、かつ、前記撮像手段が前記照明手段によって糸条の走行面で生じる正反射光を撮像する位置に設けられている、請求項1に記載の走行糸条の検査方法。
【請求項3】
前記第3のデータ処理手順において、得られた残存部データを膨張させて膨張部データを得る第5のデータ処理手順を含んでいる、請求項1または2に記載の走行糸条の検査方法。
【請求項4】
前記第5のデータ処理手順において、得られた膨張部データと前記第2のデータ処理手順により得られた輪郭部データが、前記照明手段で照明した部分を通過した時刻と糸条の幅方向が一致する領域を抽出する第6のデータ処理手順を含んでいる、請求項3に記載の走行糸条の検査方法。
【請求項5】
前記第4のデータ処理手順により、走行中の糸条に含まれる欠陥として糸条を構成する単繊維群においてその一部の単繊維が切れた部分や捌けた部分の有無を判定する、請求項1〜4に記載の走行糸条の検査方法。
【請求項6】
前記第4のデータ処理手順により得られた欠陥データから、欠陥が含まれる糸条を特定する、請求項1〜5のいずれかに記載の走行糸条の検査方法。
【請求項7】
前記第4のデータ処理手順により得られた欠陥データから、欠陥を含んだ周辺部の画像データを記録する、請求項1〜6のいずれかに記載の走行糸条の検査方法。
【請求項8】
前記第4のデータ処理手順により得られた欠陥データから、走行中の糸条に含まれる欠陥として糸条を構成する単繊維群の一部が切れて塊となった部分の有無を判定する第7のデータ処理手順を有している、請求項1〜7のいずれかに記載の走行糸条の検査方法。
【請求項9】
前記第4のデータ処理手順により得られた欠陥データが、糸条の明るさと欠陥の明るさを判別できるものであり、前記第7のデータ処理手順において、糸条の明るさと欠陥の明るさの差から該欠陥の形状を判定する第8のデータ処理手順を含んでいる、請求項8に記載の走行糸条の検査方法。
【請求項10】
前記第4のデータ処理手順により得られた欠陥データから、走行中の複数の糸条において、隣接する糸条の空間にある浮遊物を抽出する第9のデータ処理手順を有している、請求項1〜9のいずれかに記載の走行糸条の検査方法。
【請求項11】
前記第4のデータ処理手順により得られた欠陥データから、糸条を構成する単繊維群の一部が糸条から離間して走行している部分を抽出する第10のデータ処理手順を有してなる、請求項1〜10のいずれかに記載の走行糸条の検査方法。
【請求項12】
請求項1〜11のいずれかに記載の走行糸条の検査方法を用いて、走行糸条を検査する検査工程を有する、糸条の製造方法。
【請求項13】
請求項12に記載の糸条の製造方法において、前記検査工程で得られた検査結果を基に、製造工程に生じた異常を特定し、製造工程の条件を変更する操作手順を含んでいる、糸条の製造方法。
【請求項14】
請求項12または13の方法で製造された糸条からなる糸条パッケージ。
【請求項1】
走行する糸条を撮像する撮像手段を備えた走行糸条の検査方法であって、前記撮像手段により得られた画像データをデータ処理するデータ処理手段が、
(a)前記画像データから、糸条と該糸条に含まれる欠陥部分を抽出する第1のデータ処理手順と、
(b)前記第1のデータ処理手順により抽出された抽出部データの輪郭部を抽出する第2のデータ処理手順と、
(c)前記第2のデータ処理手順により抽出された輪郭部データから、糸条の走行方向に平行な線分を除去して残存部データを得る第3のデータ処理手順と、
(d)前記第3のデータ処理手順により得られた残存部データを、予め設定した閾値と比較し欠陥の有無を判定して、欠陥データを得る第4のデータ処理手順を有してなる走行糸条の検査方法。
【請求項2】
走行する糸条を照明する照明手段が、糸条の走行面に対して前記撮像手段と同じ側の位置であり、かつ、前記撮像手段が前記照明手段によって糸条の走行面で生じる正反射光を撮像する位置に設けられている、請求項1に記載の走行糸条の検査方法。
【請求項3】
前記第3のデータ処理手順において、得られた残存部データを膨張させて膨張部データを得る第5のデータ処理手順を含んでいる、請求項1または2に記載の走行糸条の検査方法。
【請求項4】
前記第5のデータ処理手順において、得られた膨張部データと前記第2のデータ処理手順により得られた輪郭部データが、前記照明手段で照明した部分を通過した時刻と糸条の幅方向が一致する領域を抽出する第6のデータ処理手順を含んでいる、請求項3に記載の走行糸条の検査方法。
【請求項5】
前記第4のデータ処理手順により、走行中の糸条に含まれる欠陥として糸条を構成する単繊維群においてその一部の単繊維が切れた部分や捌けた部分の有無を判定する、請求項1〜4に記載の走行糸条の検査方法。
【請求項6】
前記第4のデータ処理手順により得られた欠陥データから、欠陥が含まれる糸条を特定する、請求項1〜5のいずれかに記載の走行糸条の検査方法。
【請求項7】
前記第4のデータ処理手順により得られた欠陥データから、欠陥を含んだ周辺部の画像データを記録する、請求項1〜6のいずれかに記載の走行糸条の検査方法。
【請求項8】
前記第4のデータ処理手順により得られた欠陥データから、走行中の糸条に含まれる欠陥として糸条を構成する単繊維群の一部が切れて塊となった部分の有無を判定する第7のデータ処理手順を有している、請求項1〜7のいずれかに記載の走行糸条の検査方法。
【請求項9】
前記第4のデータ処理手順により得られた欠陥データが、糸条の明るさと欠陥の明るさを判別できるものであり、前記第7のデータ処理手順において、糸条の明るさと欠陥の明るさの差から該欠陥の形状を判定する第8のデータ処理手順を含んでいる、請求項8に記載の走行糸条の検査方法。
【請求項10】
前記第4のデータ処理手順により得られた欠陥データから、走行中の複数の糸条において、隣接する糸条の空間にある浮遊物を抽出する第9のデータ処理手順を有している、請求項1〜9のいずれかに記載の走行糸条の検査方法。
【請求項11】
前記第4のデータ処理手順により得られた欠陥データから、糸条を構成する単繊維群の一部が糸条から離間して走行している部分を抽出する第10のデータ処理手順を有してなる、請求項1〜10のいずれかに記載の走行糸条の検査方法。
【請求項12】
請求項1〜11のいずれかに記載の走行糸条の検査方法を用いて、走行糸条を検査する検査工程を有する、糸条の製造方法。
【請求項13】
請求項12に記載の糸条の製造方法において、前記検査工程で得られた検査結果を基に、製造工程に生じた異常を特定し、製造工程の条件を変更する操作手順を含んでいる、糸条の製造方法。
【請求項14】
請求項12または13の方法で製造された糸条からなる糸条パッケージ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図10】

【図11】

【図12】
【図13】
【図14】

【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2012−92477(P2012−92477A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2011−110041(P2011−110041)
【出願日】平成23年5月17日(2011.5.17)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成23年5月17日(2011.5.17)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]