
超伝導線材の製造方法
本発明は、Nb3Sn超伝導線材を製造する内部拡散法において、リスタッキングビレット製造時にモジュールの間に形成される空間形態によって互いに異なる種々のスペーサを挿入した超伝導線材とその製造方法に関するものであって、3本のモジュールの間と拡散防止チューブと2本のモジュールの間に銅スペーサと銅/スズの断面積の割合が6.0以上の低スズ/銅スペーサのうちのどれか1つが、4本のモジュールの間に銅/スズの断面積の割合が0.01〜1.5未満の高スズ/銅スペーサまたは銅/スズの断面積の割合が1.5〜6.0未満の中スズ/銅スペーサが配置される構造である。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、押出ビレットで製造された銅棒の中心部に一定なサイズで孔を開けて、その空間にスズ棒が挿入され、スズ棒の周囲の銅基地にニオビウム(Nb)フィラメントが挿入配列されたサブエレメント(Subelement)を切断洗浄したモジュールの多数を、拡散防止チューブの内部に密集配列してリスタッキングビレット(Restacking Billet)を作った後、これを数十回の引抜加工及び熱処理によりA15構造のNb3Sn超伝導線材を製造する内部拡散法において、拡散防止チューブとモジュールとモジュールとの間に互いに異なる種類のスペーサを配置した超伝導線材に関するものである。
【背景技術】
【0002】
超伝導現象とは、一定の温度と一定の磁場下で外部印加電圧の電流に対する抵抗がなくなり、BCS理論によるクーパー対の電磁を形成して抵抗による熱損失が消える現象であって、多くの金属の場合、−270〜−196℃位の低い温度で急に抵抗がなくなるところ、この時の物質を超伝導体といい、超伝導現象が起きる温度と磁場を'臨界温度'及び'臨界磁場'という。
【0003】
一般に、全ての物質は、外部磁場の方向に配列されながら全体的に磁石に引かれるようになるスピン磁石からなり、このようなスピン磁石が磁場方向に配列される効果が非常に弱くて、日常生活中では磁石に引かれるようになる現象が殆ど観察できない一般的な物質を常磁性体といい、上記のような特性が強くて磁石によく引かれる物質、即ち、鉄のような物質を強磁性体という。
【0004】
そして、スピン磁石がないので、物質の内部の電磁が外部磁場の影響により電磁気誘導による誘導電流を発生させて外部磁場を遮断させることによって、磁石から押される方向に力を受ける物質を反磁性体という。
【0005】
上記のような超伝導体をコイルにて使用する場合には、熱損失がないので、小さな電流でも非常に強い磁場を形成させることができる電磁石を作ることができるだけでなく、超伝導体は反磁性体であるので、超伝導体の上に磁石を位置させるようになれば、磁石の磁場が超伝導体を通過できなくて排斥されることによって、磁石を浮上させることができる効果も得られる。
【0006】
上記のような超伝導現象が表れるようになる超伝導体の最も重要な特徴は、一定の温度と一定の磁場下で電流の流れを妨害する電気抵抗のない無抵抗体という点と、磁場を通過させない反磁性体という点、及び外部の磁場を受け入れて超伝導状態と正常状態とが混合された状態になることもできるという点である。
【0007】
超伝導体は、電気抵抗が'0'であるだけでなく、反磁性特性が非常に強くて外部磁場をすっかり相殺させることによって、物体の内部の磁場も'0'となる第1種の超伝導物質と、ある限界値を基準にして外部の磁場を受け入れることによって、超伝導状態が破られながら超伝導状態と正常状態とが混合される第2種の超伝導物質とに分けられる。
【0008】
上記第1種の超伝導物質は、純粋な金属が大部分該当されるが、外部磁場(H)が臨界磁場(Hc)より小さい時に表れ、超伝導体表面のみに超電流が流れ、一定深さ以上の内部には電流が流れないことで、内部磁場が消滅され、超伝導の超電流が流れて内部磁場が外部磁場と反対方向に流れるようになって、外部磁場を相殺させるマイスナ効果がある。
【0009】
第2種の超伝導体は、Nb3Sn、Nb3Al、NbTi、MgB2及び高温超伝導体などが該当し、力強い磁場を表すが、下部臨界磁場(Hc1)までは外部磁場を押し出して超伝導体の内部に磁場がない反磁性状態をなされるが、下部臨界磁場(Hc1)と上部臨界磁場(Hc2)との間では外部磁場(H)を少しずつ受け入れながら超伝導体が少しずつ破られ始めて、非常に無数に多い正常状態のヴォルテックス(Vortex)が発生される。
【0010】
そして、超伝導性質とヴォルテックスとが混ざった混合状態を形成することによって、2つのクーパー対電磁を構成するようになるところ、ヴォルテックスの周囲の表面に沿って超伝導電流が流れるようになるものと、外部から印加された電流により2つのクーパー対電磁を構成しながら電気抵抗が無しで超伝導電流が流れるようになるものがある。
【0011】
即ち、第2種の超伝導体はヴォルテックスが動かないようにするフラックスピン固定(Vortex Pinning、Flux Pinning)効果が非常に大きいので、超伝導特性が優れるが、上部臨界磁場(Hc2)を越えると、超伝導現象が破られながら正常状態になる。
【0012】
また、超伝導物質は使用する温度によって高温超伝導体と低温超伝導体とに区分できるところ、前者は、液体窒素温度(77K)付近で、後者は液体ヘリウム温度(4K)付近で超伝導現象が起きる物質であって、このような超伝導物質は、金属、有機物、セラミック、化合物などで1千種以上が発見されたし、金属系の超伝導物質のNb−Ti合金、化合物系の超伝導物質のNb3Snが現在実用化されて使われているが、核融合炉用トカマック装置、粒子加速器、医療用MRI、分析用NMRなどに用いられる。
【0013】
上記のように、多様な分野で使われている超伝導体を使用して非常に大きい磁場を形成させることができる磁石を作るためには、強磁場領域で臨界電流(IC)が優れると共に、臨界電流密度(JC)特性の高い超伝導線材が必要であり、代表的な超伝導線材には金属化合物型Nb3Sn線材を挙げることができ、これは内部拡散法、ブロンズ法等、多様な方法により製造されている。
【0014】
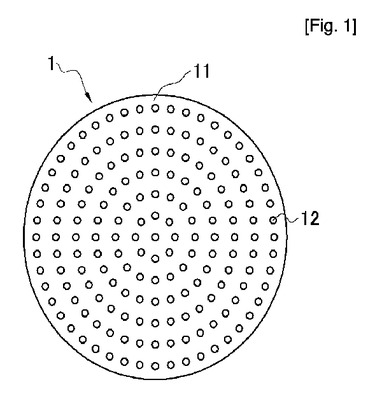
内部拡散法は、まず、図1乃至3に示すように、銅棒と銅を基地にした銅合金棒のうち、どれか1つ(11)の内部に軸方向に沿ってニオビウムフィラメント12を適した位置に配置挿入して押出ビレット1を製造した後、これを押出して押出棒材を作る。
【0015】
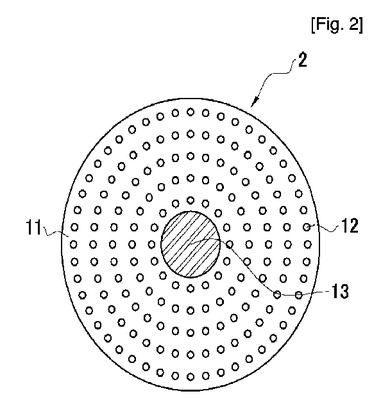
そして、上記押出棒材の中央部に孔を開けてスズ棒またはスズ合金棒のうち、どれか1つ(13)を挿入した後、数回に亘って引抜加工を反復実施してサブエレメント2を製造し、サブエレメント2を適した長さに切断洗浄したモジュール2'の多数を、タンタルやニオビウムなどからなる拡散防止チューブ33の内部に密集配列した後、モジュール2'の間の各空間にスペーサ32を挿入する方法によりリスタッキングビレット3を構成する。
【0016】
この際、拡散防止チューブ33は、銅または銅合金からなる安定化チューブ31の内周面に密着結合される。
【0017】
上記のように作られたリスタッキングビレットを数十回に亘って引抜加工した後、熱処理することで、スズ棒またはスズ合金棒のうち、どれか1つとニオビウムフィラメントとの間で熱処理により相互拡散反応が起きながら超伝導体のNb3Sn化合物が形成される。
【0018】
この際、リスタッキングビレット3の内部に挿入されたスペーサ32は、モジュール2'の間に必須的に形成される空間を最小化するために使われるものであって、従来はスズ棒またはスズ合金棒などのスズ系スペーサが使われたし、円形断面を持つ多数のモジュール2'を拡散防止チューブ33に挿入した後、モジュール2'の間に形成される空間のうち、最も大きい空間のみにスペーサ32を挿入することが一般的であった。
【0019】
したがって、スペーサが挿入されたリスタッキングビレットを数十回に亘って引抜するようになれば、モジュールの間の空間が圧着されて消えながら各サブエレメントの断面形状が円形から六角形に変化するようになるところ、このような一連の引抜過程を通じて各サブエレメントの内部応力が不均一になり、それによって、引抜過程で断線現象が発生されながら長さの長い線材を製造することに問題が発生することは勿論、製造コストが上昇する。
【0020】
上記の例として、内部拡散法によりA15型Nb3Sn超伝導線材を製造するための製造方法が日本国公開特許公報平4−129106に開示されているところ、この方法では7本のモジュールが積層された最外層に6本のスズ合金スペーサが挿入され、3本のモジュールの間に形成された略三角形形状の断面を持つ空間に線径が小さいスズ合金スペーサが挿入される。
【0021】
この際、スズ合金が銅素材より強度が弱いため、モジュールとスペーサとの間の応力バランスを取り難く、引抜過程でモジュールとスズ合金スペーサの形状が変形される。
【0022】
即ち、引抜の際、モジュール3本の間の三角地域を形成する各モジュールの外周縁部に隅部が形成されながらニオビウムフィラメントは円形でない平坦な形状に変化されることで、超伝導線材を多数のすじに縒る燃線とケーブリング及び造管工程などを経て一体化したマグネットが超伝導現象を起こすようになる特定の環境、即ち極低温及び高磁場下で発生される圧縮と引張の反復サイクルに対する変形抵抗性が弱くなって、超伝導線材の臨界電流とn値などが減少する超伝導特性劣化をもたらすようになる。
【0023】
そして、ニオビウムフィラメント形状が円形でない平坦型に不均一変形されれば、外部磁場により臨界電流密度が大幅に減少するようになり、印加磁場に対する磁化損失が発生することで、強い交流磁場が発生する超伝導線材の応用に制限を受けることになるだけでなく、極低温での引張/圧縮下で繰り返されるサイクルによるストレーンに対する超伝導特性が格段に退化する。
【0024】
また、過度なスズ成分により、引抜と熱処理工程を経て生成される超伝導物質として、Nb3SnでないNb6Sn5あるいはNbSn2のような異常な超伝導物質が生成されることによって、臨界電流が低下する問題もある。
【発明の概要】
【発明が解決しようとする課題】
【0025】
本発明は、内部拡散法によりNb3Sn超伝導線材を製造する際、多数のモジュールを拡散防止チューブ内にスズスペーサと共に密集配列する従来のリスタッキングビレット製造工程によりもたらされる諸問題点を解決するために案出されたものであって、銅または銅合金から構成された銅または銅合金スペーサ、銅または銅合金とスズまたはスズ合金が一定の割合で構成されたSn合金スペーサの種類と配置方法を異にすることによって、モジュールの断面形状が、数十回の鋼加工引抜過程で、最初の円形から六角形化することを最小化し、モジュールとモジュールの形状変化を均衡が取れるように調節することによって、フィラメントの形状を円形に近く維持することができる超伝導線材及びその製造方法を提供することをその目的とする。
【0026】
本発明の他の目的は、ニオビウムフィラメントもできる限り円形の形状に維持されるようにし、それによって、引抜加工時に断線発生が抑制されるようにすることは勿論、スズの配列を均衡が取れるように配置することで、超伝導線材の熱処理過程でスズ原子の移動に伴う拡散圧力を制御して均一な超伝導物質が形成できるようにするだけでなく、スズ成分の過多による異常な超伝導物質の生成が防止できる超伝導線材を提供することにある。
【課題を解決するための手段】
【0027】
本発明の上記の目的は、互いに異なる成分の相対的断面積の割合を異にする多数のスペーサにより達成できる。
【0028】
説明の前に、用語上の混同を避けるために、本発明の構成要素に対する名称は、前述したように、銅棒または銅を基地にした銅合金棒の内部に軸方向に沿ってニオビウムフィラメントが適した位置に配置挿入されたものを"押出ビレット"、押出ビレットを押出した後、その中央部に孔を開けてスズ棒またはスズ合金棒を挿入した状態で引抜加工が行われたものを"サブエレメント"とすることにする。
【0029】
そして、上記サブエレメントが適した長さに切断及び洗浄されたものを"モジュール"、多数のモジュールがタンタルまたはニオビウムなどからなる拡散防止チューブの内部に密集配列された後、拡散防止チューブの内径部の各空間に棒型スペーサが挿入された後、拡散防止チューブの外周面に銅または銅合金などからなる安定化チューブの内周面が密着結合されたものを"リスタッキングビレット"と定義することにする。
【0030】
本発明の超伝導線材は、超伝導線材、特に、内部拡散法によりNb3Sn超伝導線材を製造するためのものであって、拡散防止チューブの内径部の空間形態によって互いに異なる種類のスペーサを使用することに本発明の技術的特徴がある。
【0031】
そして、上記スペーサは、円棒の形状であって、銅または銅合金(以下、"銅"という)棒の中心部にスズまたはスズ合金(以下、"スズ"という)棒が密着して挿入結合されたスズ/銅スペーサと銅スペーサのうちのどれか1つである。
【0032】
この際、上記スズ/銅スペーサは、銅棒の中心部にスズ棒が挿入されたスペーサと、銅棒の中心部にスズ合金棒が挿入されたスペーサと、銅合金棒の中心部にスズ棒が挿入されたスペーサと、銅合金棒の中心部にスズ合金棒が挿入されたスペーサのうちのどれか1つであり、上記銅スペーサは銅棒からなるスペーサと、銅合金棒からなるスペーサのうちのどれか1つである。
【0033】
また、上記スズ/銅スペーサの場合には、軸方向に垂直な断面上において、スズ棒に対する銅棒の断面積の割合が互いに異なるスペーサが使われることに本発明の更に他の技術的特徴がある。
【0034】
即ち、本発明の超伝導線材は、拡散防止チューブの中心部にモジュールを1本位置させた状態で、その周囲に多数のモジュールを順次に多数層の形状になるように積層して密集配列した後、モジュールの間に形成される内部空間のうち4本のモジュールの間に形成される内部空間にはスズに対する銅の断面積の割合が相対的に小さい高スズ/銅スペーサを挿入し、3本のモジュールの間に形成される内部空間及び拡散防止チューブと2本のモジュールの間に形成される内部空間にはスズに対する銅の断面積の割合が相対的に大きい低スズ/銅スペーサ、または銅スペーサを挿入するようになる。
【0035】
この際、上記高スズ/銅または低スズ/銅スペーサの"高スズ"と"低スズ"は、両方間の銅断面積の割合の差に従う相対的区分であり、上記"高スズ"は"高スズ"と中スズとに再分類できることもある。
【0036】
上記のように、空間形態によってスペーサの種類を異に使用する理由を説明すると、次の通りである。
【0037】
スズ棒を覆いかぶせた銅基地に細径のニオビウムフィラメントが一定の間隔で挿入配列された構造のサブエレメントを切断・洗浄して作られたモジュールを拡散防止チューブ内に挿入配置した場合、モジュールの間及びモジュールと拡散防止チューブとの間に形成される空間では、引抜過程を通じてモジュールの銅基地が合わせられるようになる。
【0038】
したがって、引抜過程でモジュールとモジュールまたはスペーサとモジュールとの間の均衡ある変形を誘導し、熱処理過程でニオビウムフィラメントに対するスズの拡散の際、スズ原子の移動に伴う拡散圧力が作用しながら、ニオビウムフィラメントが動くことにより超伝導特性が低下することを防止すると共に、各位置にあるフィラメントと銅及びスズの均衡ある拡散反応を起こして、均一な組成の超伝導物質が形成されるようにするために、拡散防止チューブ内の空間形態によって異なる形態のスペーサを使用するものである。
【0039】
即ち、3本のモジュールの間及び拡散防止チューブと2本のモジュールの間に挿入されるスペーサには、スズ棒に対する銅棒の断面積の割合が6.0以上の低スズ/銅スペーサまたはスズ棒に対する銅棒の断面積の割合が無限大(∞)ということができる銅スペーサを使用し、4本のモジュールの間のスペーサには、スズ棒に対する銅棒の断面積の割合が0.01〜6.0未満の範囲の高スズ/銅スペーサを使用するようになる。
【0040】
この際、上記高スズ/銅スペーサのうち、断面積の割合のうち、0.01〜1.5未満のものを高スズ/銅スペーサ、1.5〜6.0未満のものを中スズ/銅スペーサと細分することもできる。
【0041】
上記のような各スペーサの剛性は、銅スペーサ、低スズ/銅スペーサ、及び高スズ/銅スペーサの順に、即ち、銅の断面積の割合が減少するにつれて小さくなるところ、銅スペーサと低スズ/銅スペーサは引抜過程でモジュールの断面形状が六角形化することを防止しながらモジュールの隅部をラウンド化することで、最終の超伝導線材の臨界電流など、超伝導特性が向上するようにする役目をするようになる。
【0042】
そして、上記のように剛性が異なるスペーサを使用したことは、スペーサが挿入される内部空間の形態によって引抜作業時に互いに異なる成形挙動を示すためであって、銅スペーサ、低スズ/銅スペーサ、及び高スズ/銅スペーサを使用し、かつスズ/銅スペーサの場合、軸方向に垂直な方向に、スズに対する銅の断面積の割合が上記の限定割合の範囲に及ばないとか超過する場合には、引抜後の断面形状が好ましくなくなるにつれて超伝導特性を落とすようになる。
【0043】
この際、スズ/銅スペーサの場合、上記のようにスズに対する銅の断面積の割合を限定した理由は、高スズ/銅スペースの場合、その割合が6.0以上になればスペーサの剛性が必要以上大きくなって、引抜加工時にモジュールの形状が円形でない形態に変形され易く、それによって、モジュールの内部のフィラメントも円形でない不均一形状や平坦な形状に変形され易いだけでなく、フィラメントの間の間隔も不均一になりながら、A15構造のNb3Sn超伝導物質を形成させるための熱処理時、Sn原子の拡散が不均一になって、超伝導特性が低下できるためである。
【0044】
そして、上記断面積の割合が0.01に及ばないと、スペーサの剛性が足りないで、引抜加工時に剛性の弱いスペーサ側に応力が集中しながら、やはりモジュールの形状が円形でない楕円形態に変形され易い。
【0045】
また、低スズ/銅スペーサの場合、上記断面積の割合が6.0に及ばないと、スペーサの剛性が足りないで、引抜加工時に高スズ/銅スペーサの場合のように、モジュールの不均一変形をもたらす等の超伝導特性の低下をもたらすようになる。
【発明の効果】
【0046】
本発明の超伝導線材は、拡散防止チューブの内径部に挿入されるモジュールの間の全ての内部空間にスペーサが挿入されることは勿論、内部空間の形態によってスズに対する銅の断面積の割合が異なる種々のスズ/銅スペーサと銅スペーサが使われるにつれて、引抜時に断線が比較材より減少しながら生産性が向上することは勿論、内部組織の均一性を向上させると共に、超伝導特性が格段に向上する長所がある。
【図面の簡単な説明】
【0047】
【図1】銅ビレットにニオビウムフィラメントが挿入された押出ビレットの断面図である。
【図2】押出棒材の中心部にスズ棒が結合されたサブエレメントの断面図である。
【図3】拡散防止チューブに多数のモジュールを結合した従来のリスタッキングビレットの断面図である。
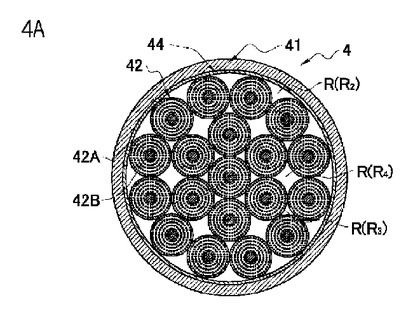
【図4】スペーサが結合される前の状態を示す本発明の一実施形態の超伝導線材製造用リスタッキングビレットを示すものであって、(イ)は19本のモジュールが挿入配置されたリスタッキングビレットの断面図であり、(ロ)は37本のモジュールが挿入配置されたリスタッキングビレットの断面図である。
【図5】図4のリスタッキングビレットに使われるスペーサを示すものであって、(イ)は銅スペーサの断面図であり、(ロ)は低スズ/銅スペーサの断面図であり、(ハ)は高スズ/銅スペーサの断面図である。
【図6】スペーサが結合された状態を示す本発明の一実施形態の超伝導線材製造用リスタッキングビレットの断面図である。
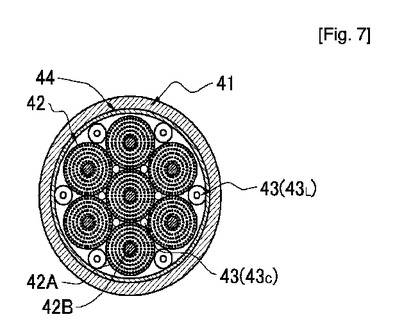
【図7】スペーサが結合された状態を示す本発明の他の実施形態の超伝導線材製造用リスタッキングビレットの断面図である。
【図8】熱処理が行われる前の引抜状態を示す本発明に係る発明材1の断面写真である。
【図9】熱処理が行われる前の引抜状態を示す本発明に係る発明材2の断面写真である。
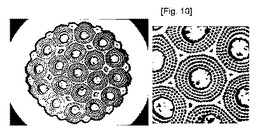
【図10】熱処理が行われる前の引抜状態を示す本発明に係る発明材3の断面写真である。
【図11】熱処理が行われる前の引抜状態を示す本発明に係る発明材4の断面写真である。
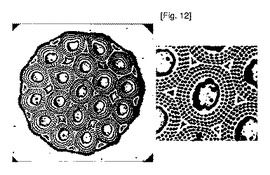
【図12】熱処理が行われる前の引抜状態を示す本発明に係る比較材1の断面写真である。
【図13】熱処理が行われる前の引抜状態を示す本発明に係る比較材2の断面写真である。
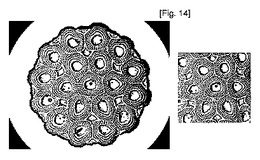
【図14】熱処理が行われる前の引抜状態を示す本発明に係る比較材3の断面写真である。
【発明を実施するための形態】
【0048】
上記のように、互いに異なる種類のスペーサが混用された本発明の超伝導線材を製造するためのリスタッキングビレットの構造を図4乃至図6に基づいて説明すると、次の通りである。
【0049】
図示したように、本発明の超伝導線材を製造するためのリスタッキングビレット4は、一般に、拡散防止チューブ44の内に19本、37本、64本などのモジュール42が多数挿入され、モジュール42の間に形成される内部空間(R)の各々には、互いに異なる断面積の割合を持つスペーサ43が挿入される構造である。
【0050】
この際、拡散防止チューブ44はその外周面が安定化チューブ41の内周面に密着結合された状態であって、拡散防止チューブ44の内径部に形成される内部空間(R)は、3本のモジュール42の間に形成される三角空間(R3)、4本のモジュール42の間に形成される四角空間(R4)、及び拡散防止チューブ44と2本のモジュール42の間に形成される外郭空間(R2)に分けられる。
【0051】
そして、三角空間(R3)と外郭空間(R2)には剛性が相対的に大きい銅スペーサ43c、または低スズ/銅スペーサ43Lのうちの1つが、四角空間(R4)には剛性が相対的に小さい高スズ/銅スペーサ43Hが各々挿入される。
【0052】
この際、三角空間(R3)と外郭空間(R2)を区分して、三角空間に銅スペーサを挿入しながら外郭空間に低スズ/銅スペーサを挿入することもでき、これと反対に、三角空間に低スズ/銅スペーサを挿入しながら外郭空間に銅スペーサを挿入することもでき、三角空間と外郭空間の各々に銅スペーサと低スズ/銅スペーサを混合挿入したり、三角空間と外郭空間の両方共に銅スペーサまたは低スズ/銅スペーサを1種類のみ挿入することもできるが、これは、製造しようとする超伝導線材のモジュール配列形態、引抜加工度合い、及び熱処理条件などによって適宜に選択される。
【0053】
そして、引抜加工を行う前の最初の各スペーサ43が持つ断面積の割合は引抜後の上記断面積の割合と殆ど同じ範囲を持つ。
【0054】
また、拡散防止チューブ44の内部に配置された多数のモジュール42のニオビウムフィラメント42Aと銅の全体断面積に対する、モジュール42の中心部に位置したスズ棒42Bの断面積とスペーサ43の中心部に位置したスズ棒43Aの断面積の割合を10〜40%範囲に調節することが好ましい。
【0055】
即ち、拡散防止チューブ44の内に配置されたニオビウムフィラメント42Aと銅の全体断面積を"100"という時、スズ棒42B、43Aの全体断面積を"10〜40"とすることが良いところ、この断面積の割合が10%に及ばないと、スズの拡散が足りなくなって、優れる超伝導物質であるNb3Sn化合物を形成し難く、40%を超過すると、多過ぎたスズ原子の拡散により異常な超伝導物質であるNb6Sn5やNbSn2などの化合物が形成されながら超伝導特性を害するようになる。
【0056】
上記のような構造において、例えば、19本のモジュール42が使われ、三角空間(R3)に銅スペーサを、外郭空間(R2)に低スズ/銅スペーサを挿入することにすると、高スズ/銅スペーサ43Hは6本、銅スペーサ43cは12本、低スズ/銅スペーサ43Lは12本が使われ、37本のモジュール42が使われる場合には高スズ/銅スペーサ43Hの12本と銅スペーサ43cの24本、低スズ/銅スペーサ43Lの18本が使われる。
【0057】
上記のような方法により組み立てられたリスタッキングビレット4を数十回の引抜加工後、熱処理して超伝導物質であるNb3Snが形成されるようにするところ、拡散防止チューブ内の領域にある銅基地が熱処理によりSn原子と拡散反応により量3〜15wt%のSn含有青銅に変化されながら超伝導特性が優れるNb3Sn超伝導物質が形成されるようにするための熱処理は多様な方法があるが、その例を挙げれば、次の通りである。
【0058】
熱処理により内部の雰囲気を高真空状態に維持した状態で200℃まで7℃/h速度で昇温して5時間維持した後、570℃まで6℃/h速度で昇温して200時間恒温維持し、恒温処理完了後、660℃まで6℃/h速度で昇温して240時間維持した後、6℃/h速度で冷却する方法がある。
【0059】
または、5段階に温度を変化させながら昇温速度は各々の温度で5℃/hに昇温させる熱処理方法であって、210℃で50時間維持し、340℃で25時間維持し、450℃で25時間維持した後、575℃で100時間を維持した後、また660℃で200時間維持して超伝導物質を形成させた後、常温に冷却させる方法もある。
【0060】
この際、210℃で575℃まで昇温させる時は、多段階を経ないで、直ちに昇温させることができ、660℃近くで温度維持時間を変化させることもできる。
【0061】
その他、図7に示すように、拡散防止チューブ44の内に7本のモジュールを挿入する場合には、前述した四角空間が形成されないし、かつ銅スペーサまたは低スズ/銅スペーサ43L挿入用空間のみ形成されるところ、この場合には、各内部空間に低スズ/銅スペーサまたは銅スペーサのうちの1つを挿入したり、低スズ/銅スペーサと銅スペーサ一緒に混合挿入することもできる。
【0062】
押出された銅棒に軸方向に孔を開けた後、銅棒とニオビウムフィラメントを洗浄した状態で、従来の方法によりニオビウムフィラメントを170本と180本、及び176本のニオビウムフィラメントを、銅棒の各孔に挿入して直径180mmの押出ビレットを組み立てたし、これを熱間押出して直径30mmの押出棒材を製造した。
【0063】
上記押出棒材の中心部にディープホール(deep hole)加工を行って洗浄した後、押出棒材の中央部にスズ棒を挿入組み立てた状態で20%以上の減免率で引抜加工してサブエレメントを製造したし、このサブエレメントを適した長さに切断洗浄してモジュールを準備した後、19本のモジュールとスペーサを使用して直径70mmのリスタッキングビレットを組み立てた。
【0064】
この際、スペーサが挿入できる箇所は四角空間6個、三角空間12個、及び外郭空間12個で総30個である。
【0065】
そして、互いに異なるスペーサを使用して製造した発明材と比較材を比較したし、その結果は表1に表れた通りである。
【0066】
【表1】
【0067】
上記のように、互いに異なる種類のスペーサを使用した後、各々数十回に亘って引抜加工して、直径0.816mmの本発明に係る発明材1、2、3、4と比較材1、2、3の超伝導線材を得たし、その断面写真を図8乃至図14に表した。
【0068】
引抜された超伝導線材を構成する各モジュールの断面形状を見ると、高スズ/銅スペーサのみを使用したり、高スズ/銅スペーサとスズスペーサを挿入した比較材の場合には六角形化の度合いが大きい。
【0069】
しかしながら、空間形態によって高スズ/銅スペーサと銅スペーサを使用したり(発明材1)、中スズ/銅スペーサと低スズ/銅スペーサを使用したり(発明材2)、中スズ/銅スペーサと銅スペーサ、及び低スズ/銅スペーサを使用した(発明材3)、高スズ/銅スペーサと低スズ/銅スペーサを使用した(発明材4)本発明材の場合、最外郭及び最内層の空間に一定の剛性を持つ低スズ/銅スペーサまたは銅スペーサを使用することで、サーバーエレメント間の偏り現象が発生しなくて、サーバーエレメントの形状が六角形態でない円形に近くて、安定した形状を有することが分かる。
【0070】
そして、各々の超伝導線材を熱処理した後、各々の特性を調査したところ、電圧が0.1マイクロボルト/cmの時の電流を臨界電流と決定したし、電圧タップ(Voltage Tap)間の距離を50cmにして、5マイクロボルトとなる地点を臨界電流と読み取り、その時の臨界電流を非銅(non-Cu)領域の断面積で分けたものを臨界電流密度と決定した。
【0071】
また、上記の臨界電流と臨界電流密度の他に超伝導線材のフィラメント形状が持つ不均質度合いを表す値としてn値が使われるところ、超伝導フィラメントの直径が均一でない度合い、または超伝導線材の不均質性を表す指標として、即ち、超伝導性が破られた場合、また温度を降下させた時、超伝導状態に回復がよくできるかという尺度と、超伝導体がどれくらいよく作られたかという尺度として用いられる指数関数であるn値も測定比較した。
【0072】
その他、超伝導線材の交流損失は、主に、熱量法、磁化法、通電法等により測定されるところ、本発明において、超伝導線材の交流損失の測定は、PPMS(Physical Property Measurement System)を用いて銅でない(non Cu)部分の超伝導物質に外部交流磁場を+/−3テスラ(Tesla)範囲に印加して磁化量を測定した。
【0073】
超伝導体の電気抵抗が"0"ということは、超伝導体に沿って流れている電流が変わらない時のみ該当するものであって、電流が変わる場合には抵抗が発生するようになりながら損失が発生するところ、その時に発生される損失を交流損失(AC loss)といい、交流損失にはカップリング損失(Coupling loss)と渦流損失(Eddy Current loss)、及び履歴損失(Hysterisis loss)が含まれる。
【0074】
そして、交流損失の原因は磁場の変化にあるところ、電流が変われば磁場が変わって、その磁場により損失が生じることになる。
【0075】
本発明材と比較材の超伝導特性は、次の表2の通りである。
【0076】
【表2】
【0077】
超伝導性質は,Jc値が高くてn値が高いほどその性能が優れて、Jc値が上昇すると交流損失値も共に上昇するようになるが、交流損失値の上昇をある程度抑制させながらJc値の上昇をもたらすことができる方法が必要である。
【0078】
そして、比較材のように、銅の断面積の割合が下限値に近い高スズ/銅スペーサやスズスペーサを使用する場合、熱処理過程でスズ原子の拡散圧力を減少させて交流損失をある程度相殺させることができるが、リスタッキングビレットの引抜過程でスペーサが充分な剛性を持たれなくて、モジュールとモジュールの変形が不均一になりながら断線が発生するようになるだけでなく、引抜後に線材の断面形状が歪んでフィラメント形状が不均一に変形されて超伝導特性が格段に低下する。
【0079】
しかしながら、リスタッキングビレットを組み立てる際、上記比較材から引起こされる問題点を補完するために、三角空間と外郭空間に銅スペーサを挿入しながら四角空間に銅の断面積の割合が下限値に近い高スズ/銅スペーサを挿入して製造されたリスタッキングビレットから製造された本発明材1の場合、引抜過程で最外層にあるモジュールの不均一変形が減少するだけでなく、伸線過程における断線が減少して比較材1、2、3全てに比べて交流損失はある程度上昇をもたらしたが、臨界電流、臨界電流密度、及びn値の格段な増加をもたらすことによって、超伝導特性が向上することが分かる。
【0080】
この際、四角空間に位置した高スズ/銅スペーサがまだ充分な剛性を持たれなかったので、発明材1の場合、最外層モジュールの大部分は内部方向に多少偏っていることを発見することができる。
【0081】
上記発明材1の短所を補完するために、発明材2は4個のモジュールの間に形成される四角空間用高スズ/銅スペーサの剛性を制御するために、高スズ/銅スペーサのうち、銅の断面積の割合を増加させた中スズ/銅スペーサを使用したし、それによって減少されるスズ成分の、あるいはスズ成分の量を補充するために発明材1と異なり、三角空間と外郭空間の銅スペーサ部分にスズあるいはスズ合金棒を挿入して加工した低スズ/銅スペーサを使用した。
【0082】
その結果、発明材1で引起こされることができる最外層モジュールの内部方向側の偏り現象がなくなり、拡散防止チューブの内部の全ての空間に相互対称的にスズあるいはスズ合金(2元系以上)が含まれたスペーサを使用することによって、熱処理時にスズあるいはスズ合金原子の拡散反応が相互均一に制御されることによって、良質のNb3Sn超伝導物質が形成できた。
【0083】
また、スズあるいはスズ合金原子の拡散時に発生できる拡散圧力が相殺されながらフィラメントのブリッジング(bridging)現象が緩和できることによって、交流損失の増加幅が緩和されると共に、臨界電流、臨界電流密度などの超伝導特性が格段に向上された。
【0084】
発明材3は、発明材2とは異なり、三角空間に使われた低スズ/銅スペーサの代りに剛性の大きい銅スペーサを使用することによって、伸線加工性が向上すると共に、銅スペーサにより拡散防止チューブの内部でスズあるいはスズ合金原子の拡散が制御されるにもかかわらず、比較材に比べて超伝導特性が格段に向上することが分かった。
【0085】
発明材4は、Snを含んだスペーサを挿入してSnを分散配置して、最も良好な特性を表した発明材2の特性をより向上させるために拡散防止チューブ内の全ての空間が相互対称されながらSn量を最大にして四角空間の中スズ/銅スペーサの代りにSn含有量が上向値である高スズ/銅スペーサを挿入することによって、安定した断面及び特性が最適になることが分かった。
【0086】
そして、比較材の引抜過程でもたらされたモジュールとモジュールの応力不均衡が減少してモジュールの変形が均一になり、これによって、n値が上昇されながらJcのような超伝導特性が向上された。
【0087】
この際、最外層モジュールとその内側に隣接したモジュール層の間の四角空間に挿入される高スズ/銅スペーサのスズに対する銅の断面積の割合が6.0以上になると、即ち、低スズ/銅スペーサを挿入するようになると、スペーサの剛性が必要以上に強くて、引抜加工時にモジュールの形状が円形外の形態に変形され、非銅(Non-Cu Area)領域のスズ成分があまり少なくなりながら、良質のNb3Sn超伝導物質が形成され難くなる。
【0088】
その結果、モジュール内のフィラメントも円形でない不均一形状または平坦な断面形状に変形できることは勿論、フィラメントとフィラメントとの間隔が不均一になり、フィラメント層とフィラメント層との間の間隔も不均一になりながら、A15構造のNb3Sn超伝導物質を反応させるための熱処理時にSn原子の拡散が不均一になりながら、良質のNb3Sn超伝導フィラメントが形成できなくて、印加磁場下での超伝導特性が低下できる。
【0089】
そして、円形形状でないフィラメントは、超伝導線材が使われる極低温の引張/圧縮応力下の反復サイクル下で、ストレーン特性に対する超伝導特性が低下することもできる。
【0090】
また、三角空間または外郭空間に挿入される低スズ/銅スペーサのスズに対する銅の断面積の割合が6.0未満の場合には、比較材のように、最外層モジュール層と拡散防止チューブとの間に位置したスペーサの剛性が低いため、引抜加工時に外郭空間に位置したスペーサが高い応力を受けて、内径中心部側に凹むようになる。
【0091】
同時に、相対的に剛性の大きい隣接モジュールは線材の外部側に応力を受けて、モジュールの形状が円形に変形できなくて不規則な形状に変形されて、フィラメント形状が円形でない不均一形状や平坦な形状に変形され易くて、フィラメントとフィラメントとの間隔が不均一になり、フィラメント層とフィラメント層との間の間隔も不均一になりながら、前述したように、熱処理により良質のNb3Sn超伝導フィラメントが形成できなくて、印加磁場下で超伝導特性が低下できる。
【0092】
各スペーサを構成する銅とスズの断面積の割合に対する分析は、金属光学顕微鏡のイメージ分析装置を用いてなされたところ、まず、モジュールとモジュールとの間に存在する銅区域を1/2に分割して元のモジュールが持っている最外郭厚みの断面積を求めた後、これを基準にして三角空間及び四角空間のスペーサが存在する区域で上記1/2に分割された最外郭の銅厚みだけ除外させれば、スペーサの面積となり、各スペーサの面積からスズの面積と銅の面積を金属光学顕微鏡イメージ分析装置により分析するようになる。
【技術分野】
【0001】
本発明は、押出ビレットで製造された銅棒の中心部に一定なサイズで孔を開けて、その空間にスズ棒が挿入され、スズ棒の周囲の銅基地にニオビウム(Nb)フィラメントが挿入配列されたサブエレメント(Subelement)を切断洗浄したモジュールの多数を、拡散防止チューブの内部に密集配列してリスタッキングビレット(Restacking Billet)を作った後、これを数十回の引抜加工及び熱処理によりA15構造のNb3Sn超伝導線材を製造する内部拡散法において、拡散防止チューブとモジュールとモジュールとの間に互いに異なる種類のスペーサを配置した超伝導線材に関するものである。
【背景技術】
【0002】
超伝導現象とは、一定の温度と一定の磁場下で外部印加電圧の電流に対する抵抗がなくなり、BCS理論によるクーパー対の電磁を形成して抵抗による熱損失が消える現象であって、多くの金属の場合、−270〜−196℃位の低い温度で急に抵抗がなくなるところ、この時の物質を超伝導体といい、超伝導現象が起きる温度と磁場を'臨界温度'及び'臨界磁場'という。
【0003】
一般に、全ての物質は、外部磁場の方向に配列されながら全体的に磁石に引かれるようになるスピン磁石からなり、このようなスピン磁石が磁場方向に配列される効果が非常に弱くて、日常生活中では磁石に引かれるようになる現象が殆ど観察できない一般的な物質を常磁性体といい、上記のような特性が強くて磁石によく引かれる物質、即ち、鉄のような物質を強磁性体という。
【0004】
そして、スピン磁石がないので、物質の内部の電磁が外部磁場の影響により電磁気誘導による誘導電流を発生させて外部磁場を遮断させることによって、磁石から押される方向に力を受ける物質を反磁性体という。
【0005】
上記のような超伝導体をコイルにて使用する場合には、熱損失がないので、小さな電流でも非常に強い磁場を形成させることができる電磁石を作ることができるだけでなく、超伝導体は反磁性体であるので、超伝導体の上に磁石を位置させるようになれば、磁石の磁場が超伝導体を通過できなくて排斥されることによって、磁石を浮上させることができる効果も得られる。
【0006】
上記のような超伝導現象が表れるようになる超伝導体の最も重要な特徴は、一定の温度と一定の磁場下で電流の流れを妨害する電気抵抗のない無抵抗体という点と、磁場を通過させない反磁性体という点、及び外部の磁場を受け入れて超伝導状態と正常状態とが混合された状態になることもできるという点である。
【0007】
超伝導体は、電気抵抗が'0'であるだけでなく、反磁性特性が非常に強くて外部磁場をすっかり相殺させることによって、物体の内部の磁場も'0'となる第1種の超伝導物質と、ある限界値を基準にして外部の磁場を受け入れることによって、超伝導状態が破られながら超伝導状態と正常状態とが混合される第2種の超伝導物質とに分けられる。
【0008】
上記第1種の超伝導物質は、純粋な金属が大部分該当されるが、外部磁場(H)が臨界磁場(Hc)より小さい時に表れ、超伝導体表面のみに超電流が流れ、一定深さ以上の内部には電流が流れないことで、内部磁場が消滅され、超伝導の超電流が流れて内部磁場が外部磁場と反対方向に流れるようになって、外部磁場を相殺させるマイスナ効果がある。
【0009】
第2種の超伝導体は、Nb3Sn、Nb3Al、NbTi、MgB2及び高温超伝導体などが該当し、力強い磁場を表すが、下部臨界磁場(Hc1)までは外部磁場を押し出して超伝導体の内部に磁場がない反磁性状態をなされるが、下部臨界磁場(Hc1)と上部臨界磁場(Hc2)との間では外部磁場(H)を少しずつ受け入れながら超伝導体が少しずつ破られ始めて、非常に無数に多い正常状態のヴォルテックス(Vortex)が発生される。
【0010】
そして、超伝導性質とヴォルテックスとが混ざった混合状態を形成することによって、2つのクーパー対電磁を構成するようになるところ、ヴォルテックスの周囲の表面に沿って超伝導電流が流れるようになるものと、外部から印加された電流により2つのクーパー対電磁を構成しながら電気抵抗が無しで超伝導電流が流れるようになるものがある。
【0011】
即ち、第2種の超伝導体はヴォルテックスが動かないようにするフラックスピン固定(Vortex Pinning、Flux Pinning)効果が非常に大きいので、超伝導特性が優れるが、上部臨界磁場(Hc2)を越えると、超伝導現象が破られながら正常状態になる。
【0012】
また、超伝導物質は使用する温度によって高温超伝導体と低温超伝導体とに区分できるところ、前者は、液体窒素温度(77K)付近で、後者は液体ヘリウム温度(4K)付近で超伝導現象が起きる物質であって、このような超伝導物質は、金属、有機物、セラミック、化合物などで1千種以上が発見されたし、金属系の超伝導物質のNb−Ti合金、化合物系の超伝導物質のNb3Snが現在実用化されて使われているが、核融合炉用トカマック装置、粒子加速器、医療用MRI、分析用NMRなどに用いられる。
【0013】
上記のように、多様な分野で使われている超伝導体を使用して非常に大きい磁場を形成させることができる磁石を作るためには、強磁場領域で臨界電流(IC)が優れると共に、臨界電流密度(JC)特性の高い超伝導線材が必要であり、代表的な超伝導線材には金属化合物型Nb3Sn線材を挙げることができ、これは内部拡散法、ブロンズ法等、多様な方法により製造されている。
【0014】
内部拡散法は、まず、図1乃至3に示すように、銅棒と銅を基地にした銅合金棒のうち、どれか1つ(11)の内部に軸方向に沿ってニオビウムフィラメント12を適した位置に配置挿入して押出ビレット1を製造した後、これを押出して押出棒材を作る。
【0015】
そして、上記押出棒材の中央部に孔を開けてスズ棒またはスズ合金棒のうち、どれか1つ(13)を挿入した後、数回に亘って引抜加工を反復実施してサブエレメント2を製造し、サブエレメント2を適した長さに切断洗浄したモジュール2'の多数を、タンタルやニオビウムなどからなる拡散防止チューブ33の内部に密集配列した後、モジュール2'の間の各空間にスペーサ32を挿入する方法によりリスタッキングビレット3を構成する。
【0016】
この際、拡散防止チューブ33は、銅または銅合金からなる安定化チューブ31の内周面に密着結合される。
【0017】
上記のように作られたリスタッキングビレットを数十回に亘って引抜加工した後、熱処理することで、スズ棒またはスズ合金棒のうち、どれか1つとニオビウムフィラメントとの間で熱処理により相互拡散反応が起きながら超伝導体のNb3Sn化合物が形成される。
【0018】
この際、リスタッキングビレット3の内部に挿入されたスペーサ32は、モジュール2'の間に必須的に形成される空間を最小化するために使われるものであって、従来はスズ棒またはスズ合金棒などのスズ系スペーサが使われたし、円形断面を持つ多数のモジュール2'を拡散防止チューブ33に挿入した後、モジュール2'の間に形成される空間のうち、最も大きい空間のみにスペーサ32を挿入することが一般的であった。
【0019】
したがって、スペーサが挿入されたリスタッキングビレットを数十回に亘って引抜するようになれば、モジュールの間の空間が圧着されて消えながら各サブエレメントの断面形状が円形から六角形に変化するようになるところ、このような一連の引抜過程を通じて各サブエレメントの内部応力が不均一になり、それによって、引抜過程で断線現象が発生されながら長さの長い線材を製造することに問題が発生することは勿論、製造コストが上昇する。
【0020】
上記の例として、内部拡散法によりA15型Nb3Sn超伝導線材を製造するための製造方法が日本国公開特許公報平4−129106に開示されているところ、この方法では7本のモジュールが積層された最外層に6本のスズ合金スペーサが挿入され、3本のモジュールの間に形成された略三角形形状の断面を持つ空間に線径が小さいスズ合金スペーサが挿入される。
【0021】
この際、スズ合金が銅素材より強度が弱いため、モジュールとスペーサとの間の応力バランスを取り難く、引抜過程でモジュールとスズ合金スペーサの形状が変形される。
【0022】
即ち、引抜の際、モジュール3本の間の三角地域を形成する各モジュールの外周縁部に隅部が形成されながらニオビウムフィラメントは円形でない平坦な形状に変化されることで、超伝導線材を多数のすじに縒る燃線とケーブリング及び造管工程などを経て一体化したマグネットが超伝導現象を起こすようになる特定の環境、即ち極低温及び高磁場下で発生される圧縮と引張の反復サイクルに対する変形抵抗性が弱くなって、超伝導線材の臨界電流とn値などが減少する超伝導特性劣化をもたらすようになる。
【0023】
そして、ニオビウムフィラメント形状が円形でない平坦型に不均一変形されれば、外部磁場により臨界電流密度が大幅に減少するようになり、印加磁場に対する磁化損失が発生することで、強い交流磁場が発生する超伝導線材の応用に制限を受けることになるだけでなく、極低温での引張/圧縮下で繰り返されるサイクルによるストレーンに対する超伝導特性が格段に退化する。
【0024】
また、過度なスズ成分により、引抜と熱処理工程を経て生成される超伝導物質として、Nb3SnでないNb6Sn5あるいはNbSn2のような異常な超伝導物質が生成されることによって、臨界電流が低下する問題もある。
【発明の概要】
【発明が解決しようとする課題】
【0025】
本発明は、内部拡散法によりNb3Sn超伝導線材を製造する際、多数のモジュールを拡散防止チューブ内にスズスペーサと共に密集配列する従来のリスタッキングビレット製造工程によりもたらされる諸問題点を解決するために案出されたものであって、銅または銅合金から構成された銅または銅合金スペーサ、銅または銅合金とスズまたはスズ合金が一定の割合で構成されたSn合金スペーサの種類と配置方法を異にすることによって、モジュールの断面形状が、数十回の鋼加工引抜過程で、最初の円形から六角形化することを最小化し、モジュールとモジュールの形状変化を均衡が取れるように調節することによって、フィラメントの形状を円形に近く維持することができる超伝導線材及びその製造方法を提供することをその目的とする。
【0026】
本発明の他の目的は、ニオビウムフィラメントもできる限り円形の形状に維持されるようにし、それによって、引抜加工時に断線発生が抑制されるようにすることは勿論、スズの配列を均衡が取れるように配置することで、超伝導線材の熱処理過程でスズ原子の移動に伴う拡散圧力を制御して均一な超伝導物質が形成できるようにするだけでなく、スズ成分の過多による異常な超伝導物質の生成が防止できる超伝導線材を提供することにある。
【課題を解決するための手段】
【0027】
本発明の上記の目的は、互いに異なる成分の相対的断面積の割合を異にする多数のスペーサにより達成できる。
【0028】
説明の前に、用語上の混同を避けるために、本発明の構成要素に対する名称は、前述したように、銅棒または銅を基地にした銅合金棒の内部に軸方向に沿ってニオビウムフィラメントが適した位置に配置挿入されたものを"押出ビレット"、押出ビレットを押出した後、その中央部に孔を開けてスズ棒またはスズ合金棒を挿入した状態で引抜加工が行われたものを"サブエレメント"とすることにする。
【0029】
そして、上記サブエレメントが適した長さに切断及び洗浄されたものを"モジュール"、多数のモジュールがタンタルまたはニオビウムなどからなる拡散防止チューブの内部に密集配列された後、拡散防止チューブの内径部の各空間に棒型スペーサが挿入された後、拡散防止チューブの外周面に銅または銅合金などからなる安定化チューブの内周面が密着結合されたものを"リスタッキングビレット"と定義することにする。
【0030】
本発明の超伝導線材は、超伝導線材、特に、内部拡散法によりNb3Sn超伝導線材を製造するためのものであって、拡散防止チューブの内径部の空間形態によって互いに異なる種類のスペーサを使用することに本発明の技術的特徴がある。
【0031】
そして、上記スペーサは、円棒の形状であって、銅または銅合金(以下、"銅"という)棒の中心部にスズまたはスズ合金(以下、"スズ"という)棒が密着して挿入結合されたスズ/銅スペーサと銅スペーサのうちのどれか1つである。
【0032】
この際、上記スズ/銅スペーサは、銅棒の中心部にスズ棒が挿入されたスペーサと、銅棒の中心部にスズ合金棒が挿入されたスペーサと、銅合金棒の中心部にスズ棒が挿入されたスペーサと、銅合金棒の中心部にスズ合金棒が挿入されたスペーサのうちのどれか1つであり、上記銅スペーサは銅棒からなるスペーサと、銅合金棒からなるスペーサのうちのどれか1つである。
【0033】
また、上記スズ/銅スペーサの場合には、軸方向に垂直な断面上において、スズ棒に対する銅棒の断面積の割合が互いに異なるスペーサが使われることに本発明の更に他の技術的特徴がある。
【0034】
即ち、本発明の超伝導線材は、拡散防止チューブの中心部にモジュールを1本位置させた状態で、その周囲に多数のモジュールを順次に多数層の形状になるように積層して密集配列した後、モジュールの間に形成される内部空間のうち4本のモジュールの間に形成される内部空間にはスズに対する銅の断面積の割合が相対的に小さい高スズ/銅スペーサを挿入し、3本のモジュールの間に形成される内部空間及び拡散防止チューブと2本のモジュールの間に形成される内部空間にはスズに対する銅の断面積の割合が相対的に大きい低スズ/銅スペーサ、または銅スペーサを挿入するようになる。
【0035】
この際、上記高スズ/銅または低スズ/銅スペーサの"高スズ"と"低スズ"は、両方間の銅断面積の割合の差に従う相対的区分であり、上記"高スズ"は"高スズ"と中スズとに再分類できることもある。
【0036】
上記のように、空間形態によってスペーサの種類を異に使用する理由を説明すると、次の通りである。
【0037】
スズ棒を覆いかぶせた銅基地に細径のニオビウムフィラメントが一定の間隔で挿入配列された構造のサブエレメントを切断・洗浄して作られたモジュールを拡散防止チューブ内に挿入配置した場合、モジュールの間及びモジュールと拡散防止チューブとの間に形成される空間では、引抜過程を通じてモジュールの銅基地が合わせられるようになる。
【0038】
したがって、引抜過程でモジュールとモジュールまたはスペーサとモジュールとの間の均衡ある変形を誘導し、熱処理過程でニオビウムフィラメントに対するスズの拡散の際、スズ原子の移動に伴う拡散圧力が作用しながら、ニオビウムフィラメントが動くことにより超伝導特性が低下することを防止すると共に、各位置にあるフィラメントと銅及びスズの均衡ある拡散反応を起こして、均一な組成の超伝導物質が形成されるようにするために、拡散防止チューブ内の空間形態によって異なる形態のスペーサを使用するものである。
【0039】
即ち、3本のモジュールの間及び拡散防止チューブと2本のモジュールの間に挿入されるスペーサには、スズ棒に対する銅棒の断面積の割合が6.0以上の低スズ/銅スペーサまたはスズ棒に対する銅棒の断面積の割合が無限大(∞)ということができる銅スペーサを使用し、4本のモジュールの間のスペーサには、スズ棒に対する銅棒の断面積の割合が0.01〜6.0未満の範囲の高スズ/銅スペーサを使用するようになる。
【0040】
この際、上記高スズ/銅スペーサのうち、断面積の割合のうち、0.01〜1.5未満のものを高スズ/銅スペーサ、1.5〜6.0未満のものを中スズ/銅スペーサと細分することもできる。
【0041】
上記のような各スペーサの剛性は、銅スペーサ、低スズ/銅スペーサ、及び高スズ/銅スペーサの順に、即ち、銅の断面積の割合が減少するにつれて小さくなるところ、銅スペーサと低スズ/銅スペーサは引抜過程でモジュールの断面形状が六角形化することを防止しながらモジュールの隅部をラウンド化することで、最終の超伝導線材の臨界電流など、超伝導特性が向上するようにする役目をするようになる。
【0042】
そして、上記のように剛性が異なるスペーサを使用したことは、スペーサが挿入される内部空間の形態によって引抜作業時に互いに異なる成形挙動を示すためであって、銅スペーサ、低スズ/銅スペーサ、及び高スズ/銅スペーサを使用し、かつスズ/銅スペーサの場合、軸方向に垂直な方向に、スズに対する銅の断面積の割合が上記の限定割合の範囲に及ばないとか超過する場合には、引抜後の断面形状が好ましくなくなるにつれて超伝導特性を落とすようになる。
【0043】
この際、スズ/銅スペーサの場合、上記のようにスズに対する銅の断面積の割合を限定した理由は、高スズ/銅スペースの場合、その割合が6.0以上になればスペーサの剛性が必要以上大きくなって、引抜加工時にモジュールの形状が円形でない形態に変形され易く、それによって、モジュールの内部のフィラメントも円形でない不均一形状や平坦な形状に変形され易いだけでなく、フィラメントの間の間隔も不均一になりながら、A15構造のNb3Sn超伝導物質を形成させるための熱処理時、Sn原子の拡散が不均一になって、超伝導特性が低下できるためである。
【0044】
そして、上記断面積の割合が0.01に及ばないと、スペーサの剛性が足りないで、引抜加工時に剛性の弱いスペーサ側に応力が集中しながら、やはりモジュールの形状が円形でない楕円形態に変形され易い。
【0045】
また、低スズ/銅スペーサの場合、上記断面積の割合が6.0に及ばないと、スペーサの剛性が足りないで、引抜加工時に高スズ/銅スペーサの場合のように、モジュールの不均一変形をもたらす等の超伝導特性の低下をもたらすようになる。
【発明の効果】
【0046】
本発明の超伝導線材は、拡散防止チューブの内径部に挿入されるモジュールの間の全ての内部空間にスペーサが挿入されることは勿論、内部空間の形態によってスズに対する銅の断面積の割合が異なる種々のスズ/銅スペーサと銅スペーサが使われるにつれて、引抜時に断線が比較材より減少しながら生産性が向上することは勿論、内部組織の均一性を向上させると共に、超伝導特性が格段に向上する長所がある。
【図面の簡単な説明】
【0047】
【図1】銅ビレットにニオビウムフィラメントが挿入された押出ビレットの断面図である。
【図2】押出棒材の中心部にスズ棒が結合されたサブエレメントの断面図である。
【図3】拡散防止チューブに多数のモジュールを結合した従来のリスタッキングビレットの断面図である。
【図4】スペーサが結合される前の状態を示す本発明の一実施形態の超伝導線材製造用リスタッキングビレットを示すものであって、(イ)は19本のモジュールが挿入配置されたリスタッキングビレットの断面図であり、(ロ)は37本のモジュールが挿入配置されたリスタッキングビレットの断面図である。
【図5】図4のリスタッキングビレットに使われるスペーサを示すものであって、(イ)は銅スペーサの断面図であり、(ロ)は低スズ/銅スペーサの断面図であり、(ハ)は高スズ/銅スペーサの断面図である。
【図6】スペーサが結合された状態を示す本発明の一実施形態の超伝導線材製造用リスタッキングビレットの断面図である。
【図7】スペーサが結合された状態を示す本発明の他の実施形態の超伝導線材製造用リスタッキングビレットの断面図である。
【図8】熱処理が行われる前の引抜状態を示す本発明に係る発明材1の断面写真である。
【図9】熱処理が行われる前の引抜状態を示す本発明に係る発明材2の断面写真である。
【図10】熱処理が行われる前の引抜状態を示す本発明に係る発明材3の断面写真である。
【図11】熱処理が行われる前の引抜状態を示す本発明に係る発明材4の断面写真である。
【図12】熱処理が行われる前の引抜状態を示す本発明に係る比較材1の断面写真である。
【図13】熱処理が行われる前の引抜状態を示す本発明に係る比較材2の断面写真である。
【図14】熱処理が行われる前の引抜状態を示す本発明に係る比較材3の断面写真である。
【発明を実施するための形態】
【0048】
上記のように、互いに異なる種類のスペーサが混用された本発明の超伝導線材を製造するためのリスタッキングビレットの構造を図4乃至図6に基づいて説明すると、次の通りである。
【0049】
図示したように、本発明の超伝導線材を製造するためのリスタッキングビレット4は、一般に、拡散防止チューブ44の内に19本、37本、64本などのモジュール42が多数挿入され、モジュール42の間に形成される内部空間(R)の各々には、互いに異なる断面積の割合を持つスペーサ43が挿入される構造である。
【0050】
この際、拡散防止チューブ44はその外周面が安定化チューブ41の内周面に密着結合された状態であって、拡散防止チューブ44の内径部に形成される内部空間(R)は、3本のモジュール42の間に形成される三角空間(R3)、4本のモジュール42の間に形成される四角空間(R4)、及び拡散防止チューブ44と2本のモジュール42の間に形成される外郭空間(R2)に分けられる。
【0051】
そして、三角空間(R3)と外郭空間(R2)には剛性が相対的に大きい銅スペーサ43c、または低スズ/銅スペーサ43Lのうちの1つが、四角空間(R4)には剛性が相対的に小さい高スズ/銅スペーサ43Hが各々挿入される。
【0052】
この際、三角空間(R3)と外郭空間(R2)を区分して、三角空間に銅スペーサを挿入しながら外郭空間に低スズ/銅スペーサを挿入することもでき、これと反対に、三角空間に低スズ/銅スペーサを挿入しながら外郭空間に銅スペーサを挿入することもでき、三角空間と外郭空間の各々に銅スペーサと低スズ/銅スペーサを混合挿入したり、三角空間と外郭空間の両方共に銅スペーサまたは低スズ/銅スペーサを1種類のみ挿入することもできるが、これは、製造しようとする超伝導線材のモジュール配列形態、引抜加工度合い、及び熱処理条件などによって適宜に選択される。
【0053】
そして、引抜加工を行う前の最初の各スペーサ43が持つ断面積の割合は引抜後の上記断面積の割合と殆ど同じ範囲を持つ。
【0054】
また、拡散防止チューブ44の内部に配置された多数のモジュール42のニオビウムフィラメント42Aと銅の全体断面積に対する、モジュール42の中心部に位置したスズ棒42Bの断面積とスペーサ43の中心部に位置したスズ棒43Aの断面積の割合を10〜40%範囲に調節することが好ましい。
【0055】
即ち、拡散防止チューブ44の内に配置されたニオビウムフィラメント42Aと銅の全体断面積を"100"という時、スズ棒42B、43Aの全体断面積を"10〜40"とすることが良いところ、この断面積の割合が10%に及ばないと、スズの拡散が足りなくなって、優れる超伝導物質であるNb3Sn化合物を形成し難く、40%を超過すると、多過ぎたスズ原子の拡散により異常な超伝導物質であるNb6Sn5やNbSn2などの化合物が形成されながら超伝導特性を害するようになる。
【0056】
上記のような構造において、例えば、19本のモジュール42が使われ、三角空間(R3)に銅スペーサを、外郭空間(R2)に低スズ/銅スペーサを挿入することにすると、高スズ/銅スペーサ43Hは6本、銅スペーサ43cは12本、低スズ/銅スペーサ43Lは12本が使われ、37本のモジュール42が使われる場合には高スズ/銅スペーサ43Hの12本と銅スペーサ43cの24本、低スズ/銅スペーサ43Lの18本が使われる。
【0057】
上記のような方法により組み立てられたリスタッキングビレット4を数十回の引抜加工後、熱処理して超伝導物質であるNb3Snが形成されるようにするところ、拡散防止チューブ内の領域にある銅基地が熱処理によりSn原子と拡散反応により量3〜15wt%のSn含有青銅に変化されながら超伝導特性が優れるNb3Sn超伝導物質が形成されるようにするための熱処理は多様な方法があるが、その例を挙げれば、次の通りである。
【0058】
熱処理により内部の雰囲気を高真空状態に維持した状態で200℃まで7℃/h速度で昇温して5時間維持した後、570℃まで6℃/h速度で昇温して200時間恒温維持し、恒温処理完了後、660℃まで6℃/h速度で昇温して240時間維持した後、6℃/h速度で冷却する方法がある。
【0059】
または、5段階に温度を変化させながら昇温速度は各々の温度で5℃/hに昇温させる熱処理方法であって、210℃で50時間維持し、340℃で25時間維持し、450℃で25時間維持した後、575℃で100時間を維持した後、また660℃で200時間維持して超伝導物質を形成させた後、常温に冷却させる方法もある。
【0060】
この際、210℃で575℃まで昇温させる時は、多段階を経ないで、直ちに昇温させることができ、660℃近くで温度維持時間を変化させることもできる。
【0061】
その他、図7に示すように、拡散防止チューブ44の内に7本のモジュールを挿入する場合には、前述した四角空間が形成されないし、かつ銅スペーサまたは低スズ/銅スペーサ43L挿入用空間のみ形成されるところ、この場合には、各内部空間に低スズ/銅スペーサまたは銅スペーサのうちの1つを挿入したり、低スズ/銅スペーサと銅スペーサ一緒に混合挿入することもできる。
【0062】
押出された銅棒に軸方向に孔を開けた後、銅棒とニオビウムフィラメントを洗浄した状態で、従来の方法によりニオビウムフィラメントを170本と180本、及び176本のニオビウムフィラメントを、銅棒の各孔に挿入して直径180mmの押出ビレットを組み立てたし、これを熱間押出して直径30mmの押出棒材を製造した。
【0063】
上記押出棒材の中心部にディープホール(deep hole)加工を行って洗浄した後、押出棒材の中央部にスズ棒を挿入組み立てた状態で20%以上の減免率で引抜加工してサブエレメントを製造したし、このサブエレメントを適した長さに切断洗浄してモジュールを準備した後、19本のモジュールとスペーサを使用して直径70mmのリスタッキングビレットを組み立てた。
【0064】
この際、スペーサが挿入できる箇所は四角空間6個、三角空間12個、及び外郭空間12個で総30個である。
【0065】
そして、互いに異なるスペーサを使用して製造した発明材と比較材を比較したし、その結果は表1に表れた通りである。
【0066】
【表1】
【0067】
上記のように、互いに異なる種類のスペーサを使用した後、各々数十回に亘って引抜加工して、直径0.816mmの本発明に係る発明材1、2、3、4と比較材1、2、3の超伝導線材を得たし、その断面写真を図8乃至図14に表した。
【0068】
引抜された超伝導線材を構成する各モジュールの断面形状を見ると、高スズ/銅スペーサのみを使用したり、高スズ/銅スペーサとスズスペーサを挿入した比較材の場合には六角形化の度合いが大きい。
【0069】
しかしながら、空間形態によって高スズ/銅スペーサと銅スペーサを使用したり(発明材1)、中スズ/銅スペーサと低スズ/銅スペーサを使用したり(発明材2)、中スズ/銅スペーサと銅スペーサ、及び低スズ/銅スペーサを使用した(発明材3)、高スズ/銅スペーサと低スズ/銅スペーサを使用した(発明材4)本発明材の場合、最外郭及び最内層の空間に一定の剛性を持つ低スズ/銅スペーサまたは銅スペーサを使用することで、サーバーエレメント間の偏り現象が発生しなくて、サーバーエレメントの形状が六角形態でない円形に近くて、安定した形状を有することが分かる。
【0070】
そして、各々の超伝導線材を熱処理した後、各々の特性を調査したところ、電圧が0.1マイクロボルト/cmの時の電流を臨界電流と決定したし、電圧タップ(Voltage Tap)間の距離を50cmにして、5マイクロボルトとなる地点を臨界電流と読み取り、その時の臨界電流を非銅(non-Cu)領域の断面積で分けたものを臨界電流密度と決定した。
【0071】
また、上記の臨界電流と臨界電流密度の他に超伝導線材のフィラメント形状が持つ不均質度合いを表す値としてn値が使われるところ、超伝導フィラメントの直径が均一でない度合い、または超伝導線材の不均質性を表す指標として、即ち、超伝導性が破られた場合、また温度を降下させた時、超伝導状態に回復がよくできるかという尺度と、超伝導体がどれくらいよく作られたかという尺度として用いられる指数関数であるn値も測定比較した。
【0072】
その他、超伝導線材の交流損失は、主に、熱量法、磁化法、通電法等により測定されるところ、本発明において、超伝導線材の交流損失の測定は、PPMS(Physical Property Measurement System)を用いて銅でない(non Cu)部分の超伝導物質に外部交流磁場を+/−3テスラ(Tesla)範囲に印加して磁化量を測定した。
【0073】
超伝導体の電気抵抗が"0"ということは、超伝導体に沿って流れている電流が変わらない時のみ該当するものであって、電流が変わる場合には抵抗が発生するようになりながら損失が発生するところ、その時に発生される損失を交流損失(AC loss)といい、交流損失にはカップリング損失(Coupling loss)と渦流損失(Eddy Current loss)、及び履歴損失(Hysterisis loss)が含まれる。
【0074】
そして、交流損失の原因は磁場の変化にあるところ、電流が変われば磁場が変わって、その磁場により損失が生じることになる。
【0075】
本発明材と比較材の超伝導特性は、次の表2の通りである。
【0076】
【表2】
【0077】
超伝導性質は,Jc値が高くてn値が高いほどその性能が優れて、Jc値が上昇すると交流損失値も共に上昇するようになるが、交流損失値の上昇をある程度抑制させながらJc値の上昇をもたらすことができる方法が必要である。
【0078】
そして、比較材のように、銅の断面積の割合が下限値に近い高スズ/銅スペーサやスズスペーサを使用する場合、熱処理過程でスズ原子の拡散圧力を減少させて交流損失をある程度相殺させることができるが、リスタッキングビレットの引抜過程でスペーサが充分な剛性を持たれなくて、モジュールとモジュールの変形が不均一になりながら断線が発生するようになるだけでなく、引抜後に線材の断面形状が歪んでフィラメント形状が不均一に変形されて超伝導特性が格段に低下する。
【0079】
しかしながら、リスタッキングビレットを組み立てる際、上記比較材から引起こされる問題点を補完するために、三角空間と外郭空間に銅スペーサを挿入しながら四角空間に銅の断面積の割合が下限値に近い高スズ/銅スペーサを挿入して製造されたリスタッキングビレットから製造された本発明材1の場合、引抜過程で最外層にあるモジュールの不均一変形が減少するだけでなく、伸線過程における断線が減少して比較材1、2、3全てに比べて交流損失はある程度上昇をもたらしたが、臨界電流、臨界電流密度、及びn値の格段な増加をもたらすことによって、超伝導特性が向上することが分かる。
【0080】
この際、四角空間に位置した高スズ/銅スペーサがまだ充分な剛性を持たれなかったので、発明材1の場合、最外層モジュールの大部分は内部方向に多少偏っていることを発見することができる。
【0081】
上記発明材1の短所を補完するために、発明材2は4個のモジュールの間に形成される四角空間用高スズ/銅スペーサの剛性を制御するために、高スズ/銅スペーサのうち、銅の断面積の割合を増加させた中スズ/銅スペーサを使用したし、それによって減少されるスズ成分の、あるいはスズ成分の量を補充するために発明材1と異なり、三角空間と外郭空間の銅スペーサ部分にスズあるいはスズ合金棒を挿入して加工した低スズ/銅スペーサを使用した。
【0082】
その結果、発明材1で引起こされることができる最外層モジュールの内部方向側の偏り現象がなくなり、拡散防止チューブの内部の全ての空間に相互対称的にスズあるいはスズ合金(2元系以上)が含まれたスペーサを使用することによって、熱処理時にスズあるいはスズ合金原子の拡散反応が相互均一に制御されることによって、良質のNb3Sn超伝導物質が形成できた。
【0083】
また、スズあるいはスズ合金原子の拡散時に発生できる拡散圧力が相殺されながらフィラメントのブリッジング(bridging)現象が緩和できることによって、交流損失の増加幅が緩和されると共に、臨界電流、臨界電流密度などの超伝導特性が格段に向上された。
【0084】
発明材3は、発明材2とは異なり、三角空間に使われた低スズ/銅スペーサの代りに剛性の大きい銅スペーサを使用することによって、伸線加工性が向上すると共に、銅スペーサにより拡散防止チューブの内部でスズあるいはスズ合金原子の拡散が制御されるにもかかわらず、比較材に比べて超伝導特性が格段に向上することが分かった。
【0085】
発明材4は、Snを含んだスペーサを挿入してSnを分散配置して、最も良好な特性を表した発明材2の特性をより向上させるために拡散防止チューブ内の全ての空間が相互対称されながらSn量を最大にして四角空間の中スズ/銅スペーサの代りにSn含有量が上向値である高スズ/銅スペーサを挿入することによって、安定した断面及び特性が最適になることが分かった。
【0086】
そして、比較材の引抜過程でもたらされたモジュールとモジュールの応力不均衡が減少してモジュールの変形が均一になり、これによって、n値が上昇されながらJcのような超伝導特性が向上された。
【0087】
この際、最外層モジュールとその内側に隣接したモジュール層の間の四角空間に挿入される高スズ/銅スペーサのスズに対する銅の断面積の割合が6.0以上になると、即ち、低スズ/銅スペーサを挿入するようになると、スペーサの剛性が必要以上に強くて、引抜加工時にモジュールの形状が円形外の形態に変形され、非銅(Non-Cu Area)領域のスズ成分があまり少なくなりながら、良質のNb3Sn超伝導物質が形成され難くなる。
【0088】
その結果、モジュール内のフィラメントも円形でない不均一形状または平坦な断面形状に変形できることは勿論、フィラメントとフィラメントとの間隔が不均一になり、フィラメント層とフィラメント層との間の間隔も不均一になりながら、A15構造のNb3Sn超伝導物質を反応させるための熱処理時にSn原子の拡散が不均一になりながら、良質のNb3Sn超伝導フィラメントが形成できなくて、印加磁場下での超伝導特性が低下できる。
【0089】
そして、円形形状でないフィラメントは、超伝導線材が使われる極低温の引張/圧縮応力下の反復サイクル下で、ストレーン特性に対する超伝導特性が低下することもできる。
【0090】
また、三角空間または外郭空間に挿入される低スズ/銅スペーサのスズに対する銅の断面積の割合が6.0未満の場合には、比較材のように、最外層モジュール層と拡散防止チューブとの間に位置したスペーサの剛性が低いため、引抜加工時に外郭空間に位置したスペーサが高い応力を受けて、内径中心部側に凹むようになる。
【0091】
同時に、相対的に剛性の大きい隣接モジュールは線材の外部側に応力を受けて、モジュールの形状が円形に変形できなくて不規則な形状に変形されて、フィラメント形状が円形でない不均一形状や平坦な形状に変形され易くて、フィラメントとフィラメントとの間隔が不均一になり、フィラメント層とフィラメント層との間の間隔も不均一になりながら、前述したように、熱処理により良質のNb3Sn超伝導フィラメントが形成できなくて、印加磁場下で超伝導特性が低下できる。
【0092】
各スペーサを構成する銅とスズの断面積の割合に対する分析は、金属光学顕微鏡のイメージ分析装置を用いてなされたところ、まず、モジュールとモジュールとの間に存在する銅区域を1/2に分割して元のモジュールが持っている最外郭厚みの断面積を求めた後、これを基準にして三角空間及び四角空間のスペーサが存在する区域で上記1/2に分割された最外郭の銅厚みだけ除外させれば、スペーサの面積となり、各スペーサの面積からスズの面積と銅の面積を金属光学顕微鏡イメージ分析装置により分析するようになる。
【特許請求の範囲】
【請求項1】
安定化チューブの内周面に拡散防止チューブの外周面が密着結合され、銅棒中心部に位置したスズ棒周囲の銅基地に多数のニオビウムフィラメントが配置された多数のモジュールが拡散防止チューブの内部に密集配置された後、拡散防止チューブの内部空間に多数のスペーサが挿入結合された状態で引抜された超伝導線材であって、
拡散防止チューブ44とモジュール42、及びモジュール42の間に形成される全ての空間には1本ずつのスペーサ43が挿入され、
この際、拡散防止チューブ44とモジュール42の間、及び3本のモジュール42の間に挿入されるスペーサ43は、銅または銅合金棒の中心部にスズまたはスズ合金棒が挿入されたスズ/銅スペーサと、銅または銅合金スペーサのうちのどれか1つであり、
4本のモジュール42の間に挿入されるスペーサ43は、銅または銅合金棒の中心部にスズまたはスズ合金棒が挿入されたスズ/銅スペーサであることを特徴とする超伝導線材。
【請求項2】
拡散防止チューブ44とモジュール42の間、及び3本のモジュールの間に挿入されるスズ/銅スペーサは、軸方向に垂直な断面上において、スズまたはスズ合金棒に対する銅または銅合金棒の断面積の割合が6.0以上であり、
4本のモジュール42の間に挿入されるスズ/銅スペーサは、軸方向に垂直な断面上において、スズまたはスズ合金棒に対する銅または銅合金棒の断面積の割合が0.01〜6.0未満であることを特徴とする請求項1に記載の超伝導線材。
【請求項3】
モジュール42の数は、7本、19本、37本、及び64本のうちのどれか1つであることを特徴とする請求項1に記載の超伝導線材。
【請求項4】
拡散防止チューブ44の内部にある多数モジュール42のニオビウムフィラメントと銅の全体断面積に対する、多数モジュール42の中心部に位置したスズ棒の断面積とスペーサ中心部に位置したスズ棒の断面積の割合は10〜40%範囲であることを特徴とする請求項1に記載の超伝導線材。
【請求項5】
銅棒の内部に軸方向にニオビウムフィラメントが挿入された押出ビレットを押出して押出棒材を作るステップと、押出棒材の中央部に孔を開けてスズ棒またはスズ合金棒のうちのどれか1つを挿入した後、引抜加工して、サブエレメントを製造するステップと、サブエレメントを適した長さに切断洗浄した多数のモジュールを拡散防止チューブの内部に密集配列するステップと、拡散防止チューブ内の各内部空間にスペーサを挿入するリスタッキングビレット製造ステップなどを含んでなされた超伝導線材の製造方法であって、
前記リスタッキングビレット製造ステップは、
拡散防止チューブとモジュールにより形成される内部空間を、3本のモジュールの間に形成される三角空間と、4本のモジュールの間に形成される四角空間及び拡散防止チューブと2本のモジュールの間に形成される外郭空間とに区分した後、前記三角空間と外郭空間には、銅または銅合金棒の中心部にスズまたはスズ合金棒が挿入されたスズ/銅スペーサと、銅または銅合金スペーサのうちのどれか1つを挿入し、
前記四角空間には、銅または銅合金棒の中心部にスズまたはスズ合金棒が挿入されたスズ/銅スペーサを挿入する過程が含まれてなされることを特徴とする超伝導線材の製造方法。
【請求項6】
前記三角空間と外郭空間に挿入されるスズ/銅スペーサのスズまたはスズ合金棒に対する銅または銅合金棒の断面積の割合は、軸方向に垂直な断面上において、4本のモジュール42の間に挿入されるスズ/銅スペーサのスズまたはスズ合金棒に対する銅または銅合金棒の断面積の割合より大きいことを特徴とする請求項5に記載の超伝導線材の製造方法。
【請求項1】
安定化チューブの内周面に拡散防止チューブの外周面が密着結合され、銅棒中心部に位置したスズ棒周囲の銅基地に多数のニオビウムフィラメントが配置された多数のモジュールが拡散防止チューブの内部に密集配置された後、拡散防止チューブの内部空間に多数のスペーサが挿入結合された状態で引抜された超伝導線材であって、
拡散防止チューブ44とモジュール42、及びモジュール42の間に形成される全ての空間には1本ずつのスペーサ43が挿入され、
この際、拡散防止チューブ44とモジュール42の間、及び3本のモジュール42の間に挿入されるスペーサ43は、銅または銅合金棒の中心部にスズまたはスズ合金棒が挿入されたスズ/銅スペーサと、銅または銅合金スペーサのうちのどれか1つであり、
4本のモジュール42の間に挿入されるスペーサ43は、銅または銅合金棒の中心部にスズまたはスズ合金棒が挿入されたスズ/銅スペーサであることを特徴とする超伝導線材。
【請求項2】
拡散防止チューブ44とモジュール42の間、及び3本のモジュールの間に挿入されるスズ/銅スペーサは、軸方向に垂直な断面上において、スズまたはスズ合金棒に対する銅または銅合金棒の断面積の割合が6.0以上であり、
4本のモジュール42の間に挿入されるスズ/銅スペーサは、軸方向に垂直な断面上において、スズまたはスズ合金棒に対する銅または銅合金棒の断面積の割合が0.01〜6.0未満であることを特徴とする請求項1に記載の超伝導線材。
【請求項3】
モジュール42の数は、7本、19本、37本、及び64本のうちのどれか1つであることを特徴とする請求項1に記載の超伝導線材。
【請求項4】
拡散防止チューブ44の内部にある多数モジュール42のニオビウムフィラメントと銅の全体断面積に対する、多数モジュール42の中心部に位置したスズ棒の断面積とスペーサ中心部に位置したスズ棒の断面積の割合は10〜40%範囲であることを特徴とする請求項1に記載の超伝導線材。
【請求項5】
銅棒の内部に軸方向にニオビウムフィラメントが挿入された押出ビレットを押出して押出棒材を作るステップと、押出棒材の中央部に孔を開けてスズ棒またはスズ合金棒のうちのどれか1つを挿入した後、引抜加工して、サブエレメントを製造するステップと、サブエレメントを適した長さに切断洗浄した多数のモジュールを拡散防止チューブの内部に密集配列するステップと、拡散防止チューブ内の各内部空間にスペーサを挿入するリスタッキングビレット製造ステップなどを含んでなされた超伝導線材の製造方法であって、
前記リスタッキングビレット製造ステップは、
拡散防止チューブとモジュールにより形成される内部空間を、3本のモジュールの間に形成される三角空間と、4本のモジュールの間に形成される四角空間及び拡散防止チューブと2本のモジュールの間に形成される外郭空間とに区分した後、前記三角空間と外郭空間には、銅または銅合金棒の中心部にスズまたはスズ合金棒が挿入されたスズ/銅スペーサと、銅または銅合金スペーサのうちのどれか1つを挿入し、
前記四角空間には、銅または銅合金棒の中心部にスズまたはスズ合金棒が挿入されたスズ/銅スペーサを挿入する過程が含まれてなされることを特徴とする超伝導線材の製造方法。
【請求項6】
前記三角空間と外郭空間に挿入されるスズ/銅スペーサのスズまたはスズ合金棒に対する銅または銅合金棒の断面積の割合は、軸方向に垂直な断面上において、4本のモジュール42の間に挿入されるスズ/銅スペーサのスズまたはスズ合金棒に対する銅または銅合金棒の断面積の割合より大きいことを特徴とする請求項5に記載の超伝導線材の製造方法。
【図1】

【図2】
【図3】

【図4A】
【図4B】

【図5A】
【図5B】

【図5C】

【図6】

【図7】
【図8】

【図9】

【図10】
【図11】

【図12】
【図13】

【図14】
【図2】
【図3】
【図4A】
【図4B】
【図5A】
【図5B】
【図5C】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公表番号】特表2010−509745(P2010−509745A)
【公表日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願番号】特願2009−537094(P2009−537094)
【出願日】平成19年12月4日(2007.12.4)
【国際出願番号】PCT/KR2007/006251
【国際公開番号】WO2008/072852
【国際公開日】平成20年6月19日(2008.6.19)
【出願人】(509131845)ケー.エー.ティー. カンパニー リミテッド (1)
【Fターム(参考)】
【公表日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願日】平成19年12月4日(2007.12.4)
【国際出願番号】PCT/KR2007/006251
【国際公開番号】WO2008/072852
【国際公開日】平成20年6月19日(2008.6.19)
【出願人】(509131845)ケー.エー.ティー. カンパニー リミテッド (1)
【Fターム(参考)】
[ Back to top ]