
超弾力性ファブリック
【課題】製紙機械クロージングや工学ファブリックなどの工業用ファブリックに用いる構造物の提供。
【解決手段】この発明の構造物は、いろいろなパターンで、軸方向および径方向に弾力性のある中空の部材と、比較的に非弾性的な糸とを含む。そのような構造物は、垂直方向の負荷を受けたときの大きな圧縮性と、その負荷を取り除いたときのすぐれたリカバリー(弾力性あるいはスプリングバック)との両方が非常に大きい。
【解決手段】この発明の構造物は、いろいろなパターンで、軸方向および径方向に弾力性のある中空の部材と、比較的に非弾性的な糸とを含む。そのような構造物は、垂直方向の負荷を受けたときの大きな圧縮性と、その負荷を取り除いたときのすぐれたリカバリー(弾力性あるいはスプリングバック)との両方が非常に大きい。
【発明の詳細な説明】
【関連出願の相互参照】
【0001】
この出願は、2008年12月29日出願の米国特許出願第12/345,466号(2007年12月28日出願の米国仮特許出願第61/017,484号の優先権を主張)の一部継続出願であり、それらが明らかにした内容を参照によってここに組み入れる。
【技術分野】
【0002】
この発明は、製紙機械布や工学ファブリックなどの工業用ファブリックに用いる構造物に関する。具体的にいうと、その構造物は中空の弾性部材を含み、それらは厚さあるいは径の方向に圧縮性があり、長さあるいは軸の方向に弾力性があり、しかも、いろいろなパターンで、比較的に非弾性的な機能性糸である。そのような構造物は、垂直方向の負荷を受けたときの圧縮性と、その負荷を取り除いた際のすぐれたリカバリー(弾力性あるいはスプリングバック)との両方が非常に大きい。
【背景技術】
【0003】
工業用ファブリックは、連続したループ形状の無端の構造物を意味し、たとえば、製紙機械に用いるシュープレス、カレンダー、あるいはトランスファーベルトのような処理ベルトだけでなく、成形、プレスあるいは乾燥のファブリック(製紙機械クロージングあるいはPMC)に用いる。工業用ファブリックは、また、テキスタイル仕上げ処理に用いるファブリックをも意味する。工業用ファブリックは、さらにまた、大きな圧縮性および弾力性が求められる無端の他のベルトをも含む。
【0004】
ここでの議論は多くの場合一般に製紙処理に関係するが、この発明の適用がそれに限定されるわけではない。
【0005】
この点、製紙処理の間、たとえば、セルロースを含む繊維状のウェブは、製紙機械の成形部分において移動する成形ファブリック上に繊維状のスラリー、つまりセルロース繊維の水性分散液を堆積することによって形作る。スラリーからは成形ファブリックを通して多量の水が排水され、成形ファブリックの表面上にセルロースを含む繊維状のウェブを残す。
【0006】
新しく作られたセルロースを含む繊維状のウェブは、成形部分からプレス部分へと移る。プレス部分には、一連のプレスニップがある。セルロースを含む繊維状のウェブは、プレスファブリック、あるいは、しばしばはそのようなプレスファブリックの2つの間に支持されたプレスニップを通って行く。プレスニップにおいて、セルロースを含む繊維状のウェブは、圧縮力を受けて水を搾り出し、さらに、ウェブ中のセルロース繊維を互いに付着し、セルロースを含む繊維状のウェブを紙シートに変える。一枚あるいは複数枚のプレスファブリックが水を受け入れ、理想的には、水を紙シートに戻すことがない。
【0007】
紙シートは、最後に乾燥部分に移る。乾燥部分には、少なくとも一連続の回転乾燥ドラムあるいはシリンダがあり、それらのドラムあるいはシリンダの内部はスチームで加熱される。新しく作られた紙シートは、乾燥ファブリックによって連続したドラムのそれぞれの周りを順次曲がりくねるようにして進む。乾燥ファブリックは、紙シートをドラム表面に密着させるように保持する。加熱ドラムは、蒸発によって紙シートの水分量を低減し、好ましいレベルにする。
【0008】
成形、プレス、乾燥のファブリックは、すべて製紙機械上で無端ループの形態であり、コンベヤのように働く。さらに、紙の製造は、かなりの速度で進行する連続的なプロセスであることを認識されたい。すなわち、パルプは、成形部分の成形ファブリック上に連続的に堆積し、また同時に、新しく作られた紙シートは、乾燥部分から出た後、ロールに連続的に巻き取られる。
【0009】
ベースファブリックは、上に述べたファブリックの重要な部分を形成するのであるが、多くの異なる形態である。たとえば、それらは無端あるいは平織りのいずれかであり、その後に1あるいは2以上の縦方向(MD)および横方向(CD)の糸の層を用いる織り縫合で無端形態になされる。また、そのようなファブリックは、MD糸から形成されるピン縫合といわれるものを用いて、製紙機械に据え付けることができる。さらに、ベースファブリックについては、一つのベースファブリックを別のベースファブリックが形作る無端のループ内部に置くことによって積層し、それらを当業者に公知のいろいろな方法で一緒に結合あるいは積層することができる。たとえば、両方のベースファブリックにステープル綿を針で縫うことによりそれらを互いに結合する。
【0010】
製紙機械クロージング(PMC)、特に、製紙機械のプレス部分で用いるプレスファブリックにおいて、ファブリックは、糸と、一般に少なくともシート接触面に針縫いしたステープル綿とから形成される1または2以上の「ベース構造物」を備える。プレスファブリックは、初期の厚さ、質量、および結果として生じる空隙容積(この質量と厚さに基づいて算出される容積)であり、水運搬容量に相当する容積をもつ。プレスファブリックは、また、重要な接触領域をもつ。
【0011】
プレスファブリックは、それが1または2以上のプレスニップを通過するとき、垂直方向の負荷(用いられているファブリック面に対して垂直)を受ける。したがって、ファブリックは、圧縮状態での空隙容積、さらに表面接触領域をもつ。圧縮性の大きさを変えるため、いろいろな試みがなされているが、プレスファブリックは、時間の経過および無数のニップサイクルに応じて、次第に薄くなる。ついには、それらのファブリックは、たとえば水運搬容量、模様付け、あるいはプレス振動の不足などのいろいろな理由によって、取り除かざるをえない。それらが使用寿命の終わりに達したとき、それらを取り除き、新しいファブリックと取り替えなければならない。
【0012】
新しいファブリックは、また、密度が理想的でなくなり、水運搬能力が最適条件よりも劣化した時点で損傷(破壊)となる。したがって、理想的なプレスファブリックは、最初からそれが製紙機械から取り除かれるまで、ほとんど一定のあるいは変化のない性能(たとえば、水運搬能力)を示すものである。
【0013】
プレスファブリックの特性、特には圧縮性および弾性を追求しようとするいろいろな試みがなされている。一つの試みは、構造物に「弾性」糸を導き入れようとするものである。これの一例を、PCT出願の公開WO2004/072368A1が示している。しかし、このアプローチには欠点がある。圧縮性が、糸の弾性部分(厚さ方向)だけであり、したがって、そのように限定される。太い糸を用いることができるが、結局、性能の減少をもたらす。また、太い糸は重いし、好ましくないシートの模様付けを生じるおそれがある。糸がシース/コアの被覆型であると、コアからシースが層剥離する危険性が常にある。最終的に、圧縮性の大きさは、最大で糸の径の一部分に限定される。
【0014】
他の例について、米国出願の公開2007/0163741A1が示し、そこでは、縫合プレスファブリックの裏側に圧縮性のシース/コア糸の配列を取り付け一体にしている。
そこのシースは弾性のある高分子物質であり、振動低減作用をするという。さらに、糸コアだけで200〜2000デニールで、全部の直径が0.30〜1.2mmの大きさである。そのような糸の大きさは、重さおよび模様付けの点から使用が制限されることであろう。
【0015】
さらに他の例について、米国特許4,350,731が示し、そこでは、被覆糸を用いることによって、圧縮性のプレスファブリック構造物を作るようにしている。圧縮性およびリカバリーの程度は、また弾性のある高分子物質の被覆シース層だけに起因する。
【0016】
このタイプの構造物の別の例について、GB2197886が示している。この特許は、あるやり方で機能性(引っ張り)負荷支持糸と圧縮性糸とを交互に配置し、密な準−単層ベース構造物を提供することを示し、垂直方向の負荷を受けたとき、「ナックル」を生じないで、準−非交差のベース構造を提供する長い浮き織りを伴うことを示す。
【0017】
さらに別の例について、フードの米国特許5,087,327が示す。それは、製紙ファブリックに用いる複合糸に関する。複合糸は、非溶解性のモノフィラメント層が取り囲む可溶性のコアを備える。
【0018】
米国特許5,597,450は、さらにまた別の例を示す。それは、製紙機械の乾燥ファブリックに関するものであり、横方向における中空な熱可塑性モノフィラメントを備える。
【0019】
米国出願公開2002/0100572は、さらに別の例を示す。それは製紙ファブリックに関するものであり、織り込みにより、圧縮は勿論のこと、横方向、垂直方向およびねじれ方向のたわみに対して耐えるビーム構造の糸を備える。そのような糸は、たとえば、Iビーム、Hビームおよび箱形ビームなど、断面が非円形である。
【0020】
さらに別の例は、米国特許4,781,967が示す構造物である。そのような構造物は、積み重ねた糸の配列が圧縮することなく、他の層に対して動かないので、比較的に非圧縮性であるとされる。言い換えると、その構造物の面に垂直方向の負荷がかかるとき、厚さの変化はほとんどなく、糸の永久的な変形があるだけである。層の全体の糸として、弾性のある高分子物質(糸の厚さ方向)を使用すると、その構造物の圧縮性はその糸の径のある部分に限られる。
【0021】
米国特許4,555,440は、さらに別の例を示す。この構造物もまた、垂直方向の負荷を加え、取り除いたとき、厚さ方向の変化がほとんどないので、非圧縮性と考えられる。
【0022】
ファブリックに「弾性」(厚さ方向あるいは径方向)糸を組み入れることによって、垂直方向の負荷が取り除かれたとき、それらのファブリック構造物はある程度の弾性あるいはスプリングバックを生じるようになる。しかしまた、それらの糸を用いるために、圧縮性およびスプリングバックは、高々糸の径のある部分に限られる。
【0023】
上に述べたように、この限られた弾力性のために、プレスファブリックは、新しいときには、必要とする以上のかなり大きな水運搬の空隙容量をもつ。それらは、ある期間の間に詰まり、最適な性能水準に到達するであろう。しかし、それらの弾力性は限られているため、詰まり続けて、結局は取り除いて取り替えることが必要となるであろう。
【発明の概要】
【0024】
したがって、この発明の主な目的は、今までのものよりも実質的により圧縮性で弾力性のあり、そして、その寿命期間中、圧縮性および弾力性を維持するベース構造物を提供することである。
【0025】
この点、この発明では、ベース支持構造物に対して必要な対応をする。すなわち、ベース支持構造物に、すぐれた圧縮性および弾力性をもち、いくつかの型のパターンでかなり非弾力的な機能の糸を伴う中空な弾力的な部材を組み合わせ、PMCのベース支持構造物の少なくとも一層、工業用処理ベルト、テキスタイル仕上げ処理ベルト、および大きな圧縮性と弾力性が必要な他のベルトに用いる。
【0026】
その厚さあるいは径方向、およびその長さあるいは軸の方向に弾力性のあるものとして定義する中空部材は、ここで述べるすべての実施例に必要である。その中空で弾力性のある部材は、適用する上でふさわしい形態にすることができ、たとえば、単一のモノフィラメント、もろよりモノフィラメントあるいはマルチフィラメント、多構成部材として異なる材料からなる被覆部材、編み部材、より部材、および組み部材などにすることができる。中空で弾力性のある部材については、一部分を弾力性のある材料で構成すること、たとえば多構成部材の一つの構成部分を弾力性のある材料にすることができるし、あるいは、中空で弾力性のある部材の全体を弾力性のある材料で構成することができる。中空で弾力性のある部材は、断面が円形、あるいは非円形の断面形状にすることができる。非円形の断面形状として、限定するわけではないが、正方形、長方形、三角形、楕円形、台形、多角形、および葉形がある。中空で弾力性のある部材は、その長さあるいは軸の方向に走る1または2以上の孔をもち、その(それらの)孔自体の形状は、円形あるいは非円形であり、非円形には、正方形、長方形、三角形、楕円形、台形、多角形、および葉形を含み、孔はいろいろな大きさにすることができる。弾力性のある材料として、限定するわけではないが、好適なものは、ポリウレタン、インヴィスタ販売のゴムライクラ(登録商標)あるいはルービリゾル販売のエステイン(登録商標)である。
【0027】
第1の実施例は、次に述べるように、単純な形態の構造物を使用する。層(1)は、一番上の層であるが、機能性糸の平行な配列である。機能性糸としては、当業者が知るどのようなタイプの糸でも含む。たとえば、それらが縦あるいは走行方向に方向付けされるなら、引っ張り負荷支持糸を用いることができる。それらは、また、この分野で知られる特別な使い方に応じて、どのような大きさ、形、材料あるいは形態でも用いることができる。プレスファブリック構造物にとって、ポリアミドは望ましいポリマーの選択である。次の層(2)は、糸層(1)に直交あるいは90°方向付けされた部材の平行な配列である。それらは、必要とされる弾力性のある中空な部材である。第3の層(3)は、また、層(2)の反対側に位置し、層(2)に直交するようになされた、機能性糸の平行な配列である。しかし、層(3)の糸は、その層(3)の各糸が二つの隣接する層(1)の糸間のスペースと一列に並ぶようになっている。言い換えると、このデザインは、糸および部材がMDおよびCDの各方向において互いに織り込むことがない「クロスレス(非交差)」に分類することができる。しかし、それらは、互いに直交するように重なり、別の面に位置している。それらの配列は、あるやり方でともに保持される。たとえば、それらは、先に述べた米国特許4,781,967(その全体を参照によってここに組み入れる)が示す繊維状の層に取り付けることができる。あるいは、ある層の糸/部材を隣接する層の糸/部材に対し、それらが接触する位置で取り付けることができる。その取付けは、のり、接着剤、あるいは熱溶着/溶接などの公知の方法で行うことができる。
【0028】
糸組織(1)および(3)は、互いに同じか、あるいは、材料、形態、形などについて異なっても良いことに注意されたい。必要なことは、層(3)の糸が間隔をもって並び、層(1)の隣接する糸間に適合するか、その逆になるかである。
【0029】
また、層(1)と層(3)の糸の数の間に一対一の関係が必要ではないことに注意されたい。しかし、層(3)の糸の数が層(1)の糸の数の一部分であるか、その逆になるかである。たとえば、層(3)が層(1)の糸の半分だけ包含し、層(3)の糸の間に付加的な空隙容量/水運搬/排水能力に用いる間隔を設けるようにする。別の実施例は、上述したものと同じであるが、織りバインダー糸を伴う。それらの織りバインダー糸は、層(2)における中空で弾力せいのある部材と互い違いにすることができる。バインダー糸は、MD方向、あるいはMDおよびCDの両方向に設けることもできる。その後、この構造物に対し、当業者に公知の方法で少なくともシート接触側に綿(batt)を付けることができる。
【0030】
したがって、ここで述べる圧縮性で弾力のある工業用ファブリックは、実質的に平行な横方向(CD)の複数の糸/部材と、実質的に平行な縦方向(MD)の複数の糸/部材とを備える。CDあるいはMDの糸/部材のいずれか、あるいは両方のいくつかの糸/部材は、軸方向および径方向に弾力性のある材料を含むことができる。しかし、一層のすべての部材は、上述したような中空で弾力性のある材料である。ただし、その層における中空で弾力性のある部材と互い違いのバインダー糸は別である。たとえば、MD/CD/MDにおいて、CD部材のすべての部材が、互い違いのバインダー糸と一緒に、あるいはバインダー糸は除いて、中空で弾力性のある部材になるであろう。ファブリックは、CDあるいはMDのいずれかの方向に走る平行な機能性糸からなる第1の層と、第1の層の一面上の平行な部材であって、第1の層のそれとは異なるCDあるいはMDの方向に走り、すぐれた圧縮性および弾力性をもつ中空で弾力性のある部材からなる第2の層と、第1の層のように第2の層の反対側に位置し、第1の層のそれらと同じ方向に走る平行な機能性糸からなる第3の層とを備える。第3の層の平行な糸は、それらが第1の層の平行な糸間に作られるスペース間に巣を作るように整列される。そのファブリックは、バインダー糸を備えることができる。圧縮性で弾力性のあるファブリックにおいて、第3の層の糸数は、第1の層の糸数よりも少なくすることができる。第2の層の中空で弾力性のある部材は、第1および第3の層のそれらに対して直交している。ファブリックにおいて、第2の層の中空で弾力性のある部材は、第1および第3の層の90°よりも小さな角度、たとえば45°の角度にすることができる。
【0031】
ファブリックは、また、第2の層と同じ方向に走り、平行であり中空で弾力性のある部材(それらは中空な弾力性のある材料を含む)からなる第4の層、および、第1の層と同じ方向であり、第1の層のそれと同様に厚さ方向に垂直面に整列した、平行な機能性糸からなる第5の層を備えることができる。
【0032】
別の実施例において、ファブリックは、積層構造を含むことができる。たとえば、ファブリックは、その間に中空で弾性のある部材の層/配列(アレイ)を伴う二つの独立に織った層を備えることができる。別の実施例として、ファブリックは、積層の二つの織り層間を織るバインダー糸系を含む。別の実施例において、ファブリックのバインダー糸系および中空で弾性のある部材は同じ方向、たとえばCD方向であり、また、互いに互い違いにすることができる。そのような実施例において、中空で弾性のある部材の層は、二重層構造の内部に位置することができる。
【0033】
弾力のある圧縮性のファブリックは、多くの最終製品ファブリックを形成することができるし、あるいはその中に含むことができる。それら最終製品には、製紙機械クロージング、たとえば、成形ファブリック、プレスファブリック、乾燥ファブリック、通し風乾ファブリック、シュープレスベルトベース、カレンダーベルトベース、あるいは、トランスファーベルトベース、工学ファブリックベース、または、エアレイド(airlaid)、溶融ブロー(meltblowing)、スパンボンド(spunbonding)、およびハイドロエンタングリング(hydroentangling、湿式処理)などの処理による不織製品の製造に用いるファブリック、さらには、たとえば、テキスタイル仕上げ処理ベルト、あるいは大きな圧縮性および弾力性が求められる他のベルトなどの工業用処理ベルトがある。ファブリックが乾燥ファブリックのベースである場合、その乾燥ファブリックは、ファブリックの非シート接触側である裏側に角度をもった押出しを含むことができる。
【0034】
別の実施例において、ファブリックは、圧縮性で弾力のある工業用ファブリックであり、そのファブリックは、縦方向(MD)および/または横方向(CD)における、多数の機能性糸の1または2以上の層と、その多数の機能性糸の1または2以上の層間に差し入れた、多数の中空で弾力性のある(軸方向および径方向に)1または2以上の層とを備える。それらMD糸およびCD糸のいくつかを織り交ぜ、織りファブリックを形成する。ファブリックは、さらに、多数のバインダー糸を含むことができる。また、ファブリックは、2−8ひ口パターンを備えることができる。圧縮性で弾力性のあるファブリックは、平織りファブリック、無端のファブリック、および機械上で縫合可能なファブリックのどれにも織ることができる。一つの実施例において、ファブリックは、積層構造を含むことができる。たとえば、その間にこの発明の圧縮性の弾力性のあるファブリックを伴う二つの織り層を備えることができる。別の実施例として、ファブリックは、積層の層間を織るバインダー糸を含むことができる。別の実施例において、ファブリックのバインダー糸および中空で弾力性のある部材は同じ方向、たとえばCD方向である。バインダー糸は、代わりにMD方向、あるいはMDおよびCDの両方向にすることができる。そのような実施例において、中空で弾力性のある層は、二重層構造の内部に位置することができる。中空で弾力性のある部材は、バインダー糸よりも粗い(太い)ものが好ましい。また、ファブリックは、CDおよびMD方向のものの中に中空で弾力性のある部材を備え、その場合、バインダー糸は、それら中空で弾力性のある部材よりも細い。
【0035】
織り交ぜ弾力性のある圧縮性のファブリックは、多くの最終製品ファブリックを形成することができるし、あるいはその中に含むことができる。それら最終製品には、製紙機械クロージング、たとえば、成形ファブリック、プレスファブリック、乾燥ファブリック、通し風乾ファブリック、シュープレスベルトベース、カレンダーベルトベース、あるいは、トランスファーベルトベース、工学ファブリックベース、または、たとえばエアレイド(airlaid)、溶融ブロー(meltblowing)、スパンボンド(spunbonding)、およびハイドロエンタングリング(hydroentangling、湿式処理)などの処理による不織製品の製造に用いるベルト、さらには、たとえば、テキスタイル仕上げ処理ベルト、あるいは大きな圧縮性および弾力性が求められる他のベルトなどの工業用処理ベルトがある。ファブリックが乾燥ファブリックのベースである場合、その乾燥ファブリックは、ファブリックの非シート接触側である裏側に角度をもった押出しを含むことができる。
【図面の簡単な説明】
【0036】
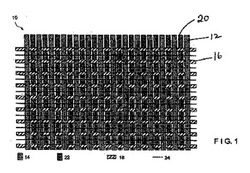
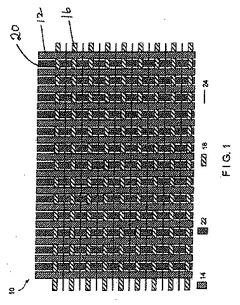
【図1】この発明を取り入れたファブリックの上面図である。
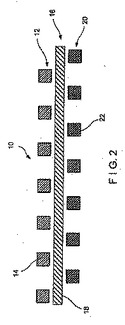
【図2】非圧縮状態における、図1のファブリックの側面図である。
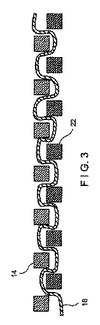
【図3】圧縮状態における、図1のファブリックの側面図である。
【図4A】この発明の別の実施例の側面図である。
【図4B】この発明の別の実施例を示す。
【図5】この発明の別の実施例による乾燥ファブリックを示す。
【図6】この発明のさらに別の実施例を上から見た図である。
【図7】この発明のさらに別の実施例であり、二層構造のファブリックのための中空で弾力性のある材料を含む多構成部分巻き糸を示す。
【図8A】積層ファブリックの実施例を示す。
【図8B】織りによる「クロスレス(非交差)」のベースファブリックを示す。
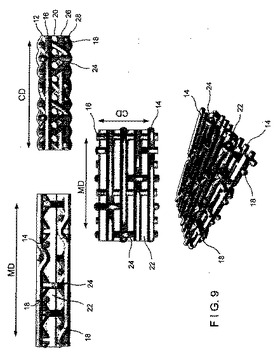
【図9】CDバインダーを含む5−層の圧縮性の弾力性のあるファブリックを示す。
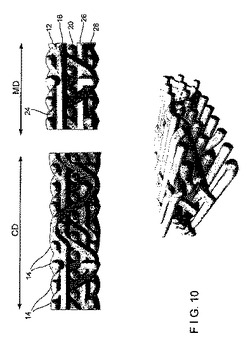
【図10】ファブリックのさらに別の実施例を示す。
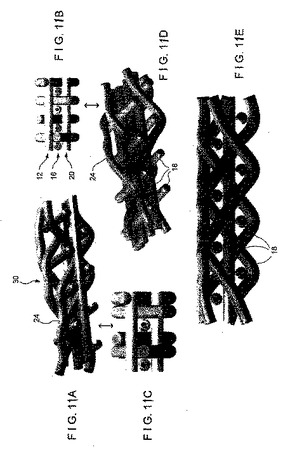
【図11A】織り交ぜによるファブリックの実施例を示す。
【図11B】織り交ぜによるファブリックの実施例を示す。
【図11C】織り交ぜによるファブリックの実施例を示す。
【図11D】織り交ぜによるファブリックの実施例を示す。
【図11E】織り交ぜによるファブリックの実施例を示す。
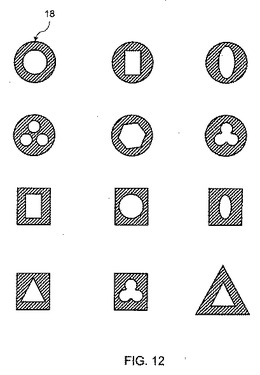
【図12】この発明の中空で弾力性のある部材のさまざまな断面を示す。
【詳細な説明】
【0037】
最初にプレスファブリックについて説明するが、前に述べたように、この発明は、成形ファブリック、乾燥ファブリック、通し風乾ファブリック、シュープレスベルト、カレンダーベルト、あるいは、トランスファーベルトベース、工学ファブリック、または、たとえばエアレイド(airlaid)、溶融ブロー(meltblowing)、スパンボンド(spunbonding)、およびハイドロエンタングリング(hydroentangling、湿式処理)などの処理による不織製品の製造に用いるベルト、さらには、たとえば、テキスタイル仕上げ処理ベルト、あるいは大きな圧縮性および弾力性が求められる他のベルトなどの工業用処理ベルトを含む他のタイプのファブリックあるいはベルトにも適用することができる。
【0038】
その厚さあるいは径方向、およびその長さあるいは軸の方向に弾力性のあるものとして定義する中空部材は、ここで述べるすべての実施例に必要である。その中空で弾力性のある部材は、適用する上でふさわしい形態にすることができ、たとえば、単一のモノフィラメント、もろよりモノフィラメントあるいはマルチフィラメント、多構成部材として異なる材料からなる被覆部材、編み部材、より部材、および組み部材などにすることができる。中空で弾力性のある部材については、一部分を弾力性のある材料で構成すること、たとえば多構成部材の一つの構成部分を弾力性のある材料にすることができるし、あるいは、中空で弾力性のある部材の全体を弾力性のある材料で構成することができる。中空で弾力性のある部材は、断面が円形、あるいは非円形の断面形状にすることができる。非円形の断面形状として、限定するわけではないが、正方形、長方形、三角形、楕円形、台形、多角形、および葉形がある。中空で弾力性のある部材は、その長さあるいは軸の方向に走る1または2以上の孔をもち、その(それらの)孔自体の形状は、円形あるいは非円形であり、非円形には、正方形、長方形、三角形、楕円形、台形、多角形、および葉形を含み、孔はいろいろな大きさにすることができる。中空で弾力性のある部材の断面形状について、図12にいくつかの例(それらに限定されるわけではない)を示す。この発明の中空で弾力性のある部材は、重さがより軽く、しかもまた、その長さあるいは軸方向に沿って走る孔をもたない同じ外径の弾力性の部材よりも大きく(厚さ方向に)圧縮することに留意されたい。弾力性のある材料として、限定するわけではないが、好適な材料を少し挙げると、ポリウレタン、インヴィスタ販売のゴムライクラ(登録商標)あるいはルービリゾル販売のエステイン(登録商標)がある。
【0039】
さて、図面に戻り参照すると、図1の例はプレスファブリックベース構造物10であり、第1あるいは最上(1)層12が縦あるいは走行方向に向けて平行に配列した機能性糸14から構成される。それらは、目的に適するなら、どのような大きさ、形、材料あるいは形態でも良い。この点については、ここで言及するすべての糸に適用する。
【0040】
中空で弾力性のある部材18からなる第2あるいは真ん中の(2)層16は、第1の層12に対して直交あるいは90°の方向に配列されている。中空で弾力性のある部材18は、前に述べたように、弾力性の特性をもつ。
【0041】
機能性糸22からなる第3あるいは最下(3)層20は、層16に対して直交する平行な配列になっている。層20の糸22は、最上(1)層12の糸14の間にスペース(間隔)をもつように位置し並べられている。
【0042】
隣接する層の糸/部材については、前に述べたように、目的に適したいろいろな方法で取り付けることができる。公知の技術によって、最上層(シート側)および/または最下層に綿層(batt layer、図示しない
)を取り付けることができる。
【0043】
プレスファブリック10が製紙機械のプレスニップに入るとき、圧縮性の負荷を受け、中空で弾力性のある部材18が伸び、図3に示すように、事実上ほとんど同じ面の中で糸14および22を互いに向けて動かし、互いの間を「巣を作るように包み込む」。この時点で、層16中の中空で弾力性のある部材18は、この巣を整い、最上層12および最下層20の糸14,22の周囲に曲げて伸ばす。ファブリックがニップを出るとき、負荷が解放され、部材18の弾性作用により、それらは糸層12と糸層20とを互いに離すように動かし、あるいは「スプリングバック」し、ファブリックを図2に示すような適切な厚さおよび開放度に戻す。したがって、通常の非圧縮状態における、糸14の厚さ、糸22の厚さおよび中空で弾力性のある部材18の厚さを加えたトータルの厚さをもつファブリックは、ほとんど糸の太さ全体までの圧縮性および弾性を示す。すなわち、失う厚さは中空で弾力性のある部材18のいくらかの部分であり、ファブリックは、圧縮状態において、糸14あるいは22の径の大きさとほとんど同様の厚さになる。
【0044】
これらの特性は重要である。というのは、それらは、負荷を受けたときの全接触領域だけでなく圧力分布に影響するし、ファブリックが圧縮するときに素早く始動し、ニップの空隙容量の好ましい形態に容易に応じるようになり、また、構造物がダンパー「スプリング」として作用するとき振動低減作用をし、さらに、厚さの迅速なリカバリーによって、後の中間ニップ脱水の膨張段階で再び濡らすことを最小限に抑えることができるからである。
【0045】
層12および20における部材配列は、用いるファブリックのMDあるいはCDのいずれかに方向付けすることができることに留意されたい。それは、層16における中空で弾力性のある部材配列でも同じである。そしてまた、いくつかの図の中で機能性糸14,22が正方形の断面をもつように示しているが、それらの大きさ、形、材料あるいは形態を目的に合うように変えることができることにも留意すべきである。
【0046】
上に述べたものと同様の別の実施例において、糸層12および20は上のものと同じ位置および配列/間隔であるが、中空で弾力性のある部材16を層12および20に対して90°よりも小さい角度、好ましくは45°の角度に配列している。
【0047】
さらに別の実施例は、上に述べたものと同様の原理を使用する。しかし、その構造物を作る上で、同時係属する米国出願No.11/893,874が示す処理を用いる(その全体の内容を参照によって、ここに組み入れる)。この実施例においては、その出願に示す方法によって、全長さ、全幅の機能性(たとえば、引っ張り負荷支持)MD糸の配列を作り上げる。その配列に対し、必要な中空で弾力性のある部材の別の層をCD方向に取り付ける。これらのCD方向の中空で弾力性のある部材は、MD糸に対し直交あるいは90°より小さい角度である。それから、上記の出願の方法でファブリックを折り重ねると、糸層12および20が作られ、中空で弾力性のある部材の二つの層18をサンドイッチ状にはさむ。中空で弾力性のある部材は、直角に互いの上に積み重なるか、互いに鋭角に交差するかのいずれかである。折り重ねた後におけるMD糸の間隔は、先の実施例で述べたように、糸が「巣を作るように包み込む」ように配列されていなければならない。プレスファブリックとして用いるとき、構造物をさらに強化するため、少なくとも一面に付加的な綿繊維(batt fiber)を取り付けることができる。
【0048】
さらに別の実施例において、構造物は、上に述べた米国特許4,555,440が示すものと同様に織る(その全体の内容を参照によって、ここに組み入れる)。この出願における図の表現上、図1には、一方向12および20の二つの糸層と、直交する他の方向16の中空で弾力性のある一つの層16だけを示している。構造物は、図1に示すように、バインダー糸24で一緒に保持される。しかし、層12,16および20は互いに織らずに、互いに直交する方向に積み重ねてあるだけである。その点、留意されたい。また、そのようなバインダー糸の織りは、MDあるいはMDのいずれかの方向に行うことができ、そして、たとえば、中空で弾力性のある部材18と互い違いにするか、あるいは中空で弾力性のある部材18に直交させることにより、中空で弾力性のある部材18に平行に走らすことができることにも留意されたい。糸層12および20は、機能性糸である。それらがMD糸であるなら、一方あるいは両方の層を引っ張り負荷支持糸にすることができる。それらは、形、形態、材料などを互いに同じにすることができるし、異ならせることもできる。層16は、中空で弾力性のある部材である。ここでも、糸14および22の互いの間隔は、「巣を作るように包み込む」ように配列されなければならない。バインダー糸24は、正にバインダーとして、さらにまた、機能性糸として、たとえばCDファブリック安定性に積極的に寄与する。上に述べた他の実施例のように、たとえばプレスファブリックとして用いるとき、少なくとも一面に綿(batt)を取り付けることができる。また、用途に応じて、綿(batt)に代えて、多孔性あるいは非多孔性のフィルムを構造物に積層することができる。構造物は、一方の面あるいは両方の面に塗布層を設けることができる。その塗布層は、また、構造物の全体を部分的にあるいは全部を閉じ込めるか含むようにすることができる。
【0049】
負荷がファブリックの面に垂直に加わると、糸層12および20が互いに向かうように動いて「巣を作るように包み込む」。ベースファブリックは、ほとんど糸の太さ全体までの圧縮性を示す。より大事なことは、負荷が解放されると、中空で弾力性のある部材18が「スプリングバック」し、糸層12および20を互いに離すように動かし、そして、ファブリックを元の形状および厚さに復帰させることである。
【0050】
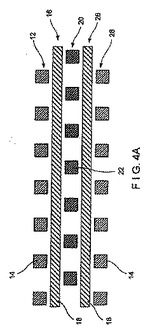
さらにまた、図4Aに示す機能性MD糸の二層よりも多く、しかもCD糸の一層よりも多くすることができる。MD糸がたとえば3層のとき、3つの糸層のうち二つは互いに間隔を開けて巣を作るように包み込むことができるようにしなければならない。たとえば、最上部および真ん中の層を配列するとき、二つの隣接する最上部の糸と最下部の糸との間に入った真ん中の糸が、最上部あるいは真ん中の層のいずれかに直角となるように積み重ねなければならない。さらにまた、CD方向の両方の層に中空で弾性力のある部材を含ませることができるし、あるいはまた、一方の層だけに中空で弾性力のある部材を含ませることができ、他方の層は機能性の糸層とし、CD安定性を補助するか、負荷下における空隙容量を大きくするようにすることができる。また、最上部、真ん中および最下部の糸は、形態、材料、形などを互いに同じにすることができるし、異ならせることもできる。
【0051】
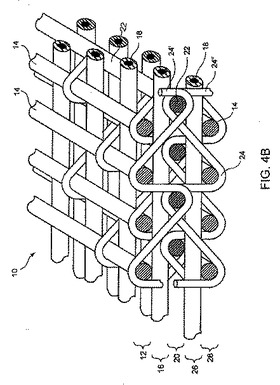
図4Bは「クロスレス(非交差)」の織り構造の他の変形例である。ベース基材10は、5層であり、各層が平行な複数の糸/部材を含み、大体において平行な面となっている。第1、第3および第5の層(すなわち、層12、20および28)は、たとえば、縦(MD)方向に配列されているのに対し、第2および第4の層(すなわち、層16および26)の中空で弾力性のある部材は、たとえば、横(CD)方向に配列されている。そこに示すように、第3層20のMD機能性糸22は、上に述べたやり方で第1層12および第5層28の糸14間に落ちるように間隔が開いている。それによって、上述した「巣を作ること」の原因になっている。第2層16および第4層26は、中空で弾力性のある部材18を含む。バインダー糸24は、MD方向にも配置することもできるが、たとえば、CD方向に配置する。ここに述べるいくつかの実施例では、第1、第3および第5の層をMD方向に配列し、第2および第4の層の中空で弾性力のある部材をCD方向に配列しているが、それらの層について、入れ換えるようにすることができる。その場合、引っ張り負荷支持糸である少なくとも一つのMD層があり、それが用いる構造物に対し、充分な強度および伸び耐性を与えることが必要である。たとえば、第1および第5の層をCD方向に配列し、そして、第3層の機能性糸と組み合う、第2および第4の層の中空で弾力性のある部材をMD方向に配列することができる。同様に、バインダー糸24は、CDあるいはMD、または、必要に応じて両方に配列することができる。
【0052】
図4Aに示すように、層12,16,20,26および28は、織り込まない。その代わりに、相対的に細い糸あるいはバインダー糸24を一本あるいはそれ以上用いて、層を垂直方向に一緒に結びつける。たとえば、二本の糸24’および24”を用いて、中央あるいは真ん中の層を最上部および最下部の層にそれぞれ結びつける。このタイプの構造によれば、各層の個々の糸が横方向に位置を変えることがなくなる。バインダー糸24’および24”は、CD方向に互いの役割を交互に果たす。
【0053】
この発明の別の実施例によれば、上に述べたすべての構造物は、米国特許5,360,656が示すスパイラル巻きの材料を製造するために使用することができる。その特許の全体の内容を参照によってここに組み入れる。
【0054】
上に述べたすべての構造物は、MD方向に無端に(エンドレスに)することができる。それらは、また、機械上での縫合性能を許す縫い目(シーム)をもつことができる。「クロスレス(非交差)」構造物にそのような縫い目を作る一つの方法は、米国特許4,979,543が示している。その特許の全体の内容を参照によってここに組み入れる。
【0055】
ここで、中空で弾性力のある部材は、MDあるいはCD層のいずれか、またはMDおよびCD層の両方に使用することができることを知ることが大事である。ただし、少なくとも一つのMD層が引っ張り負荷支持糸であり、用いる構造物に充分な強度と伸縮抵抗を備えることが必要である。
【0056】
また、圧縮性/弾性の度合いについては、必要な弾力性の部材の弾性、弾力性の部材の層数、大きさおよび形、ならびに、弾性力のある部材の各層における弾性力のある部材の数、そして勿論、構造物自体の全体によってコントロールする。この発明の構造物は、また、そこに取り付けられる他の糸配列あるいはベースファブリックとの積層物の部分になることができる。
【0057】
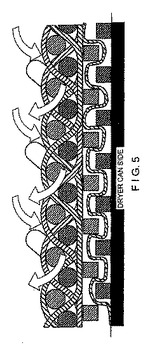
さらに、乾燥ファブリックの場合、図に示す3層の実施例が特に有利である。ファブリック構造物がロール、たとえば乾燥筒の回りを通るとき、乾燥ファブリックの糸は少なくとも一部が巣を作るように包み込む形態であり、乾燥筒の表面への紙シートの接触面積が改善されるため、熱移動が良くなるからである。これが生じるのは、乾燥ファブリックがロールの回りを通るときMD引っ張りが一時的に大きくなるからであり、ファブリックに加わる垂直な負荷が起因するわけではない。この発明の他の実施例は、乾燥ファブリックの支持層であり、図5に示すように、この発明のファブリックは乾燥ファブリックのシート側の構成部分を形作っている。このファブリックにおいて、「斜めになった」あるいは裏側はファブリックの非シート接触面である。この面は、層流を「切り上げ」、乾燥ポケットにおける「上下(垂直)流」を引き起こし、軸方向(面に対して)あるいはCD方向のエア流れを減じ、マス(mass)の移動を助ける。そのような配置において、支持ファブリックは乾燥筒上に押し付けて、乾燥筒とのシート接触面積を増し、その結果、熱の移動を良くする。したがって、この実施例は、乾燥ファブリックについて、処理シート面の熱移動の促進および最適化、そして、裏側のマスの移動の促進および最適化を図ることができる。構造物は、全体的に織った構造物、積層物あるいは両方の組合せとすることができる。
【0058】
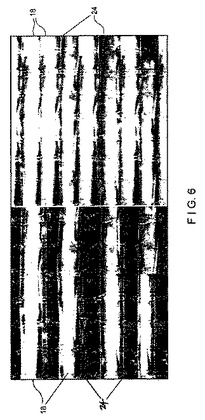
さらにまた別の実施例において、ファブリックは織ることができ、そファブリックの層は、それぞれを異なる織りリピートあるいはひ口パターンを混ぜることにより、構成することができる。背景として、平織りにおいて、縦糸(MD糸)はヘルド(そうこう)を通して糸通しされ、縦糸方向の各糸に対するヘルドの位置を上げたり下げたりすることにより織りパターンが作られる。それから、縦糸を上げ下げすることにより作られるひ口の中に横糸あるいはピックが挿入される。織りパターンが再び現れるまでに交差する糸数が、ひ口として知られている。この理解の下で、平織りが、縦糸の位置を変える織り機で、たとえば二つのひ口を利用するとき、2ひ口の織りパターンと称する。したがって、この発明のファブリックは、2,4,6あるいは8ひ口織りパターンなどで構成される。
【0059】
図6は、たとえば、0.35mmMD糸による2−ひ口パターンを示し、図は中空で弾力性のある糸18およびバインダー糸24に対する二つの異なる密度を示している。たとえば、中空で弾力性のある部材18を伴う5−層ファブリックに2−ひ口表面を織るため、16ハーネス(16/4=4、4/2=2ひ口)パターンを用いることができる。一つの典型的なデザインにおいて、最上部パターンは、2−ひ口をループ糸とし、機械上で縫合するファブリック版としている。機械上で縫合するファブリックは、米国特許3,815,645が示す方法を用いて形作ることができる。その特許の全体の内容を参照によってここに組み入れる。2−ひ口のループ糸に対するピック数は、たとえば4−ひ口パターンにおける場合と同じにすることができる。別の例では、2−層4/8−ひ口織りでは、横糸として4プライライクラ(登録商標)あるいはエステイン(登録商標)の中空で弾力性のある部材を伴うことができる。あるいはまた、この発明のファブリックは、ある実施例によれば、無端あるいは縫い目のない織りである。その織りにおいて、MD方向の機能性糸が横糸あるいはピックとして連続的に挿入され、そして、中空で弾力性のある部材の層およびバインダー糸がファブリックの縦糸を構成する。
【0060】
ファブリックの他の実施例を説明すると、図7は、二層構造のファブリックのための多構成巻きの中空で弾力性のある部材であり、弾力性のある材料16から構成される。図8は、積層構造のファブリックの実施例を示す。図8Aは、ベースファブリックであり、二つのファブリックの間に積層した、中空で弾力性のある部材18および機能性糸14,22を備えている。
【0061】
図8Bは、「クロスレス(非交差)」織りベースを示す。そのベースは、バインダー糸24だけでなく、中空で弾力性のある部材18および機能性糸14,22を示している。また、他の実施例を考えると、中空で弾力性のある部材は、プライ/より部材の代わりに編み部材を用いている。
【0062】
別の実施例において、図9は、CDバインダー24を含む5層の圧縮性で弾力のあるファブリックを示す。CD方向に走る、中空で弾力性のある部材18を含む部材層16は、第1の糸層12と第3の糸層20との間に位置する。中空で弾力性のある部材18を含む第4の層26には、第2の層16の平行な中空で弾力性のある部材18から上下(垂直)面に交互にスペースを空けて現れるように位置する部材がある。第5の層28の糸14は、第1の層12の糸14と同じ上下面に位置する。図に示すように、各CDバインダー糸24は、第1および第5の層中、3つの平行な糸の下および上を交互に織られ、MD方向に間隔を置いて並び、第1の層12および第5の層28の各糸14によって、長い浮織りを形成している。図に示すように、中空で弾力性のある部材は、二重層織り構造の内部に位置し、無端織りの16ハーネスあるいは平織りの8ハーネスに用いることができる。実施例に沿って織ったファブリックでは、単一あるいはモノフィラメント縦糸、または4プライ/よりタイプの縦糸を用いることができる。また、二つの異なる太さの縦糸/部材、すなわち、中空で弾力性のある部材18を含む粗い(太い)縦糸と、バインダー糸24としてより細い縦糸を用いることもできる。図9に示すファブリックは、二つの別々の縦糸ビームを用いて構成することもできる。たとえば、一方のビーム上の中空で弾力性のある部材18を含む太い縦糸と、もう一方のビーム上のバインダー糸24を含む細い縦糸とである。しかし、もし二つの縦糸ビームを望まないなら、同じビーム上に、細いバインダー糸を中空で弾力性のある縦糸部材と互い違いに設けることができる。
【0063】
織りについては、中空で弾力性のある部材が伸び縮みをし、ベースが垂直方向の負荷を受けて圧縮し、負荷を取り除いた際に「スプリングバック」するようにすべきである。
【0064】
図10は、他の実施例を示す。そこに示すように、第1の層12の糸14の4つの端部が、中空で弾力性のある部材18の層16,20,26の上に織られ、第2の繰り返しごとに二層バインダーに変わり、そして、層16,20,26の下に織られた糸14の4つの端部は、第2の繰り返しごとに二層バインダーに変わる。各層を、中空で弾力性のある部材で構成する必要はない。しかし、ファブリック構造物の少なくとも一層に、中空で弾力性のある部材を含ませ、求められる「スプリングバック」特性を示すようにすべきである。
【0065】
図11A〜11Eには、具体化したファブリックの他の変形例を示す。変形例は、多少MDけん縮を伴うファブリックであり、内部の層内に中空で弾力性のある部材を含んでいる。図は、中空で弾力性のある部材18の3つの層12,16,20を示し、最上部の層12と最下部の層20とがCD方向に走り、真ん中の層16がMD方向の縦に配列されている。ループあるいはバインダー糸24(機械上で縫合可能)が、構造物を通して図示するように走りあるいは織られている。一番上の面上、糸24は最上部のCD層12(中空で弾性力のある部材18)の二本の上に広がり、そして、最下部の層20(中空で弾力性のある部材の配列)の一本のCD部材18の下にループを作るように通り、再び上に縫われる。図に示すように、バインダー糸24は、けん縮30を伴って形成され、その結果、ファブリックの表面に長い浮織り、そして、ファブリックのマシンサイドあるいは非シート接触側に小さなナックルを生じている。しかし、中空で弾性力のある部材の織りおよび配置について、ベースファブリックが垂直方向の負荷を受けて圧縮し、負荷を取り除いた際に「スプリングバック」するようにすべきである。
【0066】
当業者は、ここに示した内容を考慮して、この発明について、いろいろな変更を行うことができることは自明である。しかし、そのような変更は、特許請求の範囲に定めた考え方の範囲を超えることはない。
【関連出願の相互参照】
【0001】
この出願は、2008年12月29日出願の米国特許出願第12/345,466号(2007年12月28日出願の米国仮特許出願第61/017,484号の優先権を主張)の一部継続出願であり、それらが明らかにした内容を参照によってここに組み入れる。
【技術分野】
【0002】
この発明は、製紙機械布や工学ファブリックなどの工業用ファブリックに用いる構造物に関する。具体的にいうと、その構造物は中空の弾性部材を含み、それらは厚さあるいは径の方向に圧縮性があり、長さあるいは軸の方向に弾力性があり、しかも、いろいろなパターンで、比較的に非弾性的な機能性糸である。そのような構造物は、垂直方向の負荷を受けたときの圧縮性と、その負荷を取り除いた際のすぐれたリカバリー(弾力性あるいはスプリングバック)との両方が非常に大きい。
【背景技術】
【0003】
工業用ファブリックは、連続したループ形状の無端の構造物を意味し、たとえば、製紙機械に用いるシュープレス、カレンダー、あるいはトランスファーベルトのような処理ベルトだけでなく、成形、プレスあるいは乾燥のファブリック(製紙機械クロージングあるいはPMC)に用いる。工業用ファブリックは、また、テキスタイル仕上げ処理に用いるファブリックをも意味する。工業用ファブリックは、さらにまた、大きな圧縮性および弾力性が求められる無端の他のベルトをも含む。
【0004】
ここでの議論は多くの場合一般に製紙処理に関係するが、この発明の適用がそれに限定されるわけではない。
【0005】
この点、製紙処理の間、たとえば、セルロースを含む繊維状のウェブは、製紙機械の成形部分において移動する成形ファブリック上に繊維状のスラリー、つまりセルロース繊維の水性分散液を堆積することによって形作る。スラリーからは成形ファブリックを通して多量の水が排水され、成形ファブリックの表面上にセルロースを含む繊維状のウェブを残す。
【0006】
新しく作られたセルロースを含む繊維状のウェブは、成形部分からプレス部分へと移る。プレス部分には、一連のプレスニップがある。セルロースを含む繊維状のウェブは、プレスファブリック、あるいは、しばしばはそのようなプレスファブリックの2つの間に支持されたプレスニップを通って行く。プレスニップにおいて、セルロースを含む繊維状のウェブは、圧縮力を受けて水を搾り出し、さらに、ウェブ中のセルロース繊維を互いに付着し、セルロースを含む繊維状のウェブを紙シートに変える。一枚あるいは複数枚のプレスファブリックが水を受け入れ、理想的には、水を紙シートに戻すことがない。
【0007】
紙シートは、最後に乾燥部分に移る。乾燥部分には、少なくとも一連続の回転乾燥ドラムあるいはシリンダがあり、それらのドラムあるいはシリンダの内部はスチームで加熱される。新しく作られた紙シートは、乾燥ファブリックによって連続したドラムのそれぞれの周りを順次曲がりくねるようにして進む。乾燥ファブリックは、紙シートをドラム表面に密着させるように保持する。加熱ドラムは、蒸発によって紙シートの水分量を低減し、好ましいレベルにする。
【0008】
成形、プレス、乾燥のファブリックは、すべて製紙機械上で無端ループの形態であり、コンベヤのように働く。さらに、紙の製造は、かなりの速度で進行する連続的なプロセスであることを認識されたい。すなわち、パルプは、成形部分の成形ファブリック上に連続的に堆積し、また同時に、新しく作られた紙シートは、乾燥部分から出た後、ロールに連続的に巻き取られる。
【0009】
ベースファブリックは、上に述べたファブリックの重要な部分を形成するのであるが、多くの異なる形態である。たとえば、それらは無端あるいは平織りのいずれかであり、その後に1あるいは2以上の縦方向(MD)および横方向(CD)の糸の層を用いる織り縫合で無端形態になされる。また、そのようなファブリックは、MD糸から形成されるピン縫合といわれるものを用いて、製紙機械に据え付けることができる。さらに、ベースファブリックについては、一つのベースファブリックを別のベースファブリックが形作る無端のループ内部に置くことによって積層し、それらを当業者に公知のいろいろな方法で一緒に結合あるいは積層することができる。たとえば、両方のベースファブリックにステープル綿を針で縫うことによりそれらを互いに結合する。
【0010】
製紙機械クロージング(PMC)、特に、製紙機械のプレス部分で用いるプレスファブリックにおいて、ファブリックは、糸と、一般に少なくともシート接触面に針縫いしたステープル綿とから形成される1または2以上の「ベース構造物」を備える。プレスファブリックは、初期の厚さ、質量、および結果として生じる空隙容積(この質量と厚さに基づいて算出される容積)であり、水運搬容量に相当する容積をもつ。プレスファブリックは、また、重要な接触領域をもつ。
【0011】
プレスファブリックは、それが1または2以上のプレスニップを通過するとき、垂直方向の負荷(用いられているファブリック面に対して垂直)を受ける。したがって、ファブリックは、圧縮状態での空隙容積、さらに表面接触領域をもつ。圧縮性の大きさを変えるため、いろいろな試みがなされているが、プレスファブリックは、時間の経過および無数のニップサイクルに応じて、次第に薄くなる。ついには、それらのファブリックは、たとえば水運搬容量、模様付け、あるいはプレス振動の不足などのいろいろな理由によって、取り除かざるをえない。それらが使用寿命の終わりに達したとき、それらを取り除き、新しいファブリックと取り替えなければならない。
【0012】
新しいファブリックは、また、密度が理想的でなくなり、水運搬能力が最適条件よりも劣化した時点で損傷(破壊)となる。したがって、理想的なプレスファブリックは、最初からそれが製紙機械から取り除かれるまで、ほとんど一定のあるいは変化のない性能(たとえば、水運搬能力)を示すものである。
【0013】
プレスファブリックの特性、特には圧縮性および弾性を追求しようとするいろいろな試みがなされている。一つの試みは、構造物に「弾性」糸を導き入れようとするものである。これの一例を、PCT出願の公開WO2004/072368A1が示している。しかし、このアプローチには欠点がある。圧縮性が、糸の弾性部分(厚さ方向)だけであり、したがって、そのように限定される。太い糸を用いることができるが、結局、性能の減少をもたらす。また、太い糸は重いし、好ましくないシートの模様付けを生じるおそれがある。糸がシース/コアの被覆型であると、コアからシースが層剥離する危険性が常にある。最終的に、圧縮性の大きさは、最大で糸の径の一部分に限定される。
【0014】
他の例について、米国出願の公開2007/0163741A1が示し、そこでは、縫合プレスファブリックの裏側に圧縮性のシース/コア糸の配列を取り付け一体にしている。
そこのシースは弾性のある高分子物質であり、振動低減作用をするという。さらに、糸コアだけで200〜2000デニールで、全部の直径が0.30〜1.2mmの大きさである。そのような糸の大きさは、重さおよび模様付けの点から使用が制限されることであろう。
【0015】
さらに他の例について、米国特許4,350,731が示し、そこでは、被覆糸を用いることによって、圧縮性のプレスファブリック構造物を作るようにしている。圧縮性およびリカバリーの程度は、また弾性のある高分子物質の被覆シース層だけに起因する。
【0016】
このタイプの構造物の別の例について、GB2197886が示している。この特許は、あるやり方で機能性(引っ張り)負荷支持糸と圧縮性糸とを交互に配置し、密な準−単層ベース構造物を提供することを示し、垂直方向の負荷を受けたとき、「ナックル」を生じないで、準−非交差のベース構造を提供する長い浮き織りを伴うことを示す。
【0017】
さらに別の例について、フードの米国特許5,087,327が示す。それは、製紙ファブリックに用いる複合糸に関する。複合糸は、非溶解性のモノフィラメント層が取り囲む可溶性のコアを備える。
【0018】
米国特許5,597,450は、さらにまた別の例を示す。それは、製紙機械の乾燥ファブリックに関するものであり、横方向における中空な熱可塑性モノフィラメントを備える。
【0019】
米国出願公開2002/0100572は、さらに別の例を示す。それは製紙ファブリックに関するものであり、織り込みにより、圧縮は勿論のこと、横方向、垂直方向およびねじれ方向のたわみに対して耐えるビーム構造の糸を備える。そのような糸は、たとえば、Iビーム、Hビームおよび箱形ビームなど、断面が非円形である。
【0020】
さらに別の例は、米国特許4,781,967が示す構造物である。そのような構造物は、積み重ねた糸の配列が圧縮することなく、他の層に対して動かないので、比較的に非圧縮性であるとされる。言い換えると、その構造物の面に垂直方向の負荷がかかるとき、厚さの変化はほとんどなく、糸の永久的な変形があるだけである。層の全体の糸として、弾性のある高分子物質(糸の厚さ方向)を使用すると、その構造物の圧縮性はその糸の径のある部分に限られる。
【0021】
米国特許4,555,440は、さらに別の例を示す。この構造物もまた、垂直方向の負荷を加え、取り除いたとき、厚さ方向の変化がほとんどないので、非圧縮性と考えられる。
【0022】
ファブリックに「弾性」(厚さ方向あるいは径方向)糸を組み入れることによって、垂直方向の負荷が取り除かれたとき、それらのファブリック構造物はある程度の弾性あるいはスプリングバックを生じるようになる。しかしまた、それらの糸を用いるために、圧縮性およびスプリングバックは、高々糸の径のある部分に限られる。
【0023】
上に述べたように、この限られた弾力性のために、プレスファブリックは、新しいときには、必要とする以上のかなり大きな水運搬の空隙容量をもつ。それらは、ある期間の間に詰まり、最適な性能水準に到達するであろう。しかし、それらの弾力性は限られているため、詰まり続けて、結局は取り除いて取り替えることが必要となるであろう。
【発明の概要】
【0024】
したがって、この発明の主な目的は、今までのものよりも実質的により圧縮性で弾力性のあり、そして、その寿命期間中、圧縮性および弾力性を維持するベース構造物を提供することである。
【0025】
この点、この発明では、ベース支持構造物に対して必要な対応をする。すなわち、ベース支持構造物に、すぐれた圧縮性および弾力性をもち、いくつかの型のパターンでかなり非弾力的な機能の糸を伴う中空な弾力的な部材を組み合わせ、PMCのベース支持構造物の少なくとも一層、工業用処理ベルト、テキスタイル仕上げ処理ベルト、および大きな圧縮性と弾力性が必要な他のベルトに用いる。
【0026】
その厚さあるいは径方向、およびその長さあるいは軸の方向に弾力性のあるものとして定義する中空部材は、ここで述べるすべての実施例に必要である。その中空で弾力性のある部材は、適用する上でふさわしい形態にすることができ、たとえば、単一のモノフィラメント、もろよりモノフィラメントあるいはマルチフィラメント、多構成部材として異なる材料からなる被覆部材、編み部材、より部材、および組み部材などにすることができる。中空で弾力性のある部材については、一部分を弾力性のある材料で構成すること、たとえば多構成部材の一つの構成部分を弾力性のある材料にすることができるし、あるいは、中空で弾力性のある部材の全体を弾力性のある材料で構成することができる。中空で弾力性のある部材は、断面が円形、あるいは非円形の断面形状にすることができる。非円形の断面形状として、限定するわけではないが、正方形、長方形、三角形、楕円形、台形、多角形、および葉形がある。中空で弾力性のある部材は、その長さあるいは軸の方向に走る1または2以上の孔をもち、その(それらの)孔自体の形状は、円形あるいは非円形であり、非円形には、正方形、長方形、三角形、楕円形、台形、多角形、および葉形を含み、孔はいろいろな大きさにすることができる。弾力性のある材料として、限定するわけではないが、好適なものは、ポリウレタン、インヴィスタ販売のゴムライクラ(登録商標)あるいはルービリゾル販売のエステイン(登録商標)である。
【0027】
第1の実施例は、次に述べるように、単純な形態の構造物を使用する。層(1)は、一番上の層であるが、機能性糸の平行な配列である。機能性糸としては、当業者が知るどのようなタイプの糸でも含む。たとえば、それらが縦あるいは走行方向に方向付けされるなら、引っ張り負荷支持糸を用いることができる。それらは、また、この分野で知られる特別な使い方に応じて、どのような大きさ、形、材料あるいは形態でも用いることができる。プレスファブリック構造物にとって、ポリアミドは望ましいポリマーの選択である。次の層(2)は、糸層(1)に直交あるいは90°方向付けされた部材の平行な配列である。それらは、必要とされる弾力性のある中空な部材である。第3の層(3)は、また、層(2)の反対側に位置し、層(2)に直交するようになされた、機能性糸の平行な配列である。しかし、層(3)の糸は、その層(3)の各糸が二つの隣接する層(1)の糸間のスペースと一列に並ぶようになっている。言い換えると、このデザインは、糸および部材がMDおよびCDの各方向において互いに織り込むことがない「クロスレス(非交差)」に分類することができる。しかし、それらは、互いに直交するように重なり、別の面に位置している。それらの配列は、あるやり方でともに保持される。たとえば、それらは、先に述べた米国特許4,781,967(その全体を参照によってここに組み入れる)が示す繊維状の層に取り付けることができる。あるいは、ある層の糸/部材を隣接する層の糸/部材に対し、それらが接触する位置で取り付けることができる。その取付けは、のり、接着剤、あるいは熱溶着/溶接などの公知の方法で行うことができる。
【0028】
糸組織(1)および(3)は、互いに同じか、あるいは、材料、形態、形などについて異なっても良いことに注意されたい。必要なことは、層(3)の糸が間隔をもって並び、層(1)の隣接する糸間に適合するか、その逆になるかである。
【0029】
また、層(1)と層(3)の糸の数の間に一対一の関係が必要ではないことに注意されたい。しかし、層(3)の糸の数が層(1)の糸の数の一部分であるか、その逆になるかである。たとえば、層(3)が層(1)の糸の半分だけ包含し、層(3)の糸の間に付加的な空隙容量/水運搬/排水能力に用いる間隔を設けるようにする。別の実施例は、上述したものと同じであるが、織りバインダー糸を伴う。それらの織りバインダー糸は、層(2)における中空で弾力せいのある部材と互い違いにすることができる。バインダー糸は、MD方向、あるいはMDおよびCDの両方向に設けることもできる。その後、この構造物に対し、当業者に公知の方法で少なくともシート接触側に綿(batt)を付けることができる。
【0030】
したがって、ここで述べる圧縮性で弾力のある工業用ファブリックは、実質的に平行な横方向(CD)の複数の糸/部材と、実質的に平行な縦方向(MD)の複数の糸/部材とを備える。CDあるいはMDの糸/部材のいずれか、あるいは両方のいくつかの糸/部材は、軸方向および径方向に弾力性のある材料を含むことができる。しかし、一層のすべての部材は、上述したような中空で弾力性のある材料である。ただし、その層における中空で弾力性のある部材と互い違いのバインダー糸は別である。たとえば、MD/CD/MDにおいて、CD部材のすべての部材が、互い違いのバインダー糸と一緒に、あるいはバインダー糸は除いて、中空で弾力性のある部材になるであろう。ファブリックは、CDあるいはMDのいずれかの方向に走る平行な機能性糸からなる第1の層と、第1の層の一面上の平行な部材であって、第1の層のそれとは異なるCDあるいはMDの方向に走り、すぐれた圧縮性および弾力性をもつ中空で弾力性のある部材からなる第2の層と、第1の層のように第2の層の反対側に位置し、第1の層のそれらと同じ方向に走る平行な機能性糸からなる第3の層とを備える。第3の層の平行な糸は、それらが第1の層の平行な糸間に作られるスペース間に巣を作るように整列される。そのファブリックは、バインダー糸を備えることができる。圧縮性で弾力性のあるファブリックにおいて、第3の層の糸数は、第1の層の糸数よりも少なくすることができる。第2の層の中空で弾力性のある部材は、第1および第3の層のそれらに対して直交している。ファブリックにおいて、第2の層の中空で弾力性のある部材は、第1および第3の層の90°よりも小さな角度、たとえば45°の角度にすることができる。
【0031】
ファブリックは、また、第2の層と同じ方向に走り、平行であり中空で弾力性のある部材(それらは中空な弾力性のある材料を含む)からなる第4の層、および、第1の層と同じ方向であり、第1の層のそれと同様に厚さ方向に垂直面に整列した、平行な機能性糸からなる第5の層を備えることができる。
【0032】
別の実施例において、ファブリックは、積層構造を含むことができる。たとえば、ファブリックは、その間に中空で弾性のある部材の層/配列(アレイ)を伴う二つの独立に織った層を備えることができる。別の実施例として、ファブリックは、積層の二つの織り層間を織るバインダー糸系を含む。別の実施例において、ファブリックのバインダー糸系および中空で弾性のある部材は同じ方向、たとえばCD方向であり、また、互いに互い違いにすることができる。そのような実施例において、中空で弾性のある部材の層は、二重層構造の内部に位置することができる。
【0033】
弾力のある圧縮性のファブリックは、多くの最終製品ファブリックを形成することができるし、あるいはその中に含むことができる。それら最終製品には、製紙機械クロージング、たとえば、成形ファブリック、プレスファブリック、乾燥ファブリック、通し風乾ファブリック、シュープレスベルトベース、カレンダーベルトベース、あるいは、トランスファーベルトベース、工学ファブリックベース、または、エアレイド(airlaid)、溶融ブロー(meltblowing)、スパンボンド(spunbonding)、およびハイドロエンタングリング(hydroentangling、湿式処理)などの処理による不織製品の製造に用いるファブリック、さらには、たとえば、テキスタイル仕上げ処理ベルト、あるいは大きな圧縮性および弾力性が求められる他のベルトなどの工業用処理ベルトがある。ファブリックが乾燥ファブリックのベースである場合、その乾燥ファブリックは、ファブリックの非シート接触側である裏側に角度をもった押出しを含むことができる。
【0034】
別の実施例において、ファブリックは、圧縮性で弾力のある工業用ファブリックであり、そのファブリックは、縦方向(MD)および/または横方向(CD)における、多数の機能性糸の1または2以上の層と、その多数の機能性糸の1または2以上の層間に差し入れた、多数の中空で弾力性のある(軸方向および径方向に)1または2以上の層とを備える。それらMD糸およびCD糸のいくつかを織り交ぜ、織りファブリックを形成する。ファブリックは、さらに、多数のバインダー糸を含むことができる。また、ファブリックは、2−8ひ口パターンを備えることができる。圧縮性で弾力性のあるファブリックは、平織りファブリック、無端のファブリック、および機械上で縫合可能なファブリックのどれにも織ることができる。一つの実施例において、ファブリックは、積層構造を含むことができる。たとえば、その間にこの発明の圧縮性の弾力性のあるファブリックを伴う二つの織り層を備えることができる。別の実施例として、ファブリックは、積層の層間を織るバインダー糸を含むことができる。別の実施例において、ファブリックのバインダー糸および中空で弾力性のある部材は同じ方向、たとえばCD方向である。バインダー糸は、代わりにMD方向、あるいはMDおよびCDの両方向にすることができる。そのような実施例において、中空で弾力性のある層は、二重層構造の内部に位置することができる。中空で弾力性のある部材は、バインダー糸よりも粗い(太い)ものが好ましい。また、ファブリックは、CDおよびMD方向のものの中に中空で弾力性のある部材を備え、その場合、バインダー糸は、それら中空で弾力性のある部材よりも細い。
【0035】
織り交ぜ弾力性のある圧縮性のファブリックは、多くの最終製品ファブリックを形成することができるし、あるいはその中に含むことができる。それら最終製品には、製紙機械クロージング、たとえば、成形ファブリック、プレスファブリック、乾燥ファブリック、通し風乾ファブリック、シュープレスベルトベース、カレンダーベルトベース、あるいは、トランスファーベルトベース、工学ファブリックベース、または、たとえばエアレイド(airlaid)、溶融ブロー(meltblowing)、スパンボンド(spunbonding)、およびハイドロエンタングリング(hydroentangling、湿式処理)などの処理による不織製品の製造に用いるベルト、さらには、たとえば、テキスタイル仕上げ処理ベルト、あるいは大きな圧縮性および弾力性が求められる他のベルトなどの工業用処理ベルトがある。ファブリックが乾燥ファブリックのベースである場合、その乾燥ファブリックは、ファブリックの非シート接触側である裏側に角度をもった押出しを含むことができる。
【図面の簡単な説明】
【0036】
【図1】この発明を取り入れたファブリックの上面図である。
【図2】非圧縮状態における、図1のファブリックの側面図である。
【図3】圧縮状態における、図1のファブリックの側面図である。
【図4A】この発明の別の実施例の側面図である。
【図4B】この発明の別の実施例を示す。
【図5】この発明の別の実施例による乾燥ファブリックを示す。
【図6】この発明のさらに別の実施例を上から見た図である。
【図7】この発明のさらに別の実施例であり、二層構造のファブリックのための中空で弾力性のある材料を含む多構成部分巻き糸を示す。
【図8A】積層ファブリックの実施例を示す。
【図8B】織りによる「クロスレス(非交差)」のベースファブリックを示す。
【図9】CDバインダーを含む5−層の圧縮性の弾力性のあるファブリックを示す。
【図10】ファブリックのさらに別の実施例を示す。
【図11A】織り交ぜによるファブリックの実施例を示す。
【図11B】織り交ぜによるファブリックの実施例を示す。
【図11C】織り交ぜによるファブリックの実施例を示す。
【図11D】織り交ぜによるファブリックの実施例を示す。
【図11E】織り交ぜによるファブリックの実施例を示す。
【図12】この発明の中空で弾力性のある部材のさまざまな断面を示す。
【詳細な説明】
【0037】
最初にプレスファブリックについて説明するが、前に述べたように、この発明は、成形ファブリック、乾燥ファブリック、通し風乾ファブリック、シュープレスベルト、カレンダーベルト、あるいは、トランスファーベルトベース、工学ファブリック、または、たとえばエアレイド(airlaid)、溶融ブロー(meltblowing)、スパンボンド(spunbonding)、およびハイドロエンタングリング(hydroentangling、湿式処理)などの処理による不織製品の製造に用いるベルト、さらには、たとえば、テキスタイル仕上げ処理ベルト、あるいは大きな圧縮性および弾力性が求められる他のベルトなどの工業用処理ベルトを含む他のタイプのファブリックあるいはベルトにも適用することができる。
【0038】
その厚さあるいは径方向、およびその長さあるいは軸の方向に弾力性のあるものとして定義する中空部材は、ここで述べるすべての実施例に必要である。その中空で弾力性のある部材は、適用する上でふさわしい形態にすることができ、たとえば、単一のモノフィラメント、もろよりモノフィラメントあるいはマルチフィラメント、多構成部材として異なる材料からなる被覆部材、編み部材、より部材、および組み部材などにすることができる。中空で弾力性のある部材については、一部分を弾力性のある材料で構成すること、たとえば多構成部材の一つの構成部分を弾力性のある材料にすることができるし、あるいは、中空で弾力性のある部材の全体を弾力性のある材料で構成することができる。中空で弾力性のある部材は、断面が円形、あるいは非円形の断面形状にすることができる。非円形の断面形状として、限定するわけではないが、正方形、長方形、三角形、楕円形、台形、多角形、および葉形がある。中空で弾力性のある部材は、その長さあるいは軸の方向に走る1または2以上の孔をもち、その(それらの)孔自体の形状は、円形あるいは非円形であり、非円形には、正方形、長方形、三角形、楕円形、台形、多角形、および葉形を含み、孔はいろいろな大きさにすることができる。中空で弾力性のある部材の断面形状について、図12にいくつかの例(それらに限定されるわけではない)を示す。この発明の中空で弾力性のある部材は、重さがより軽く、しかもまた、その長さあるいは軸方向に沿って走る孔をもたない同じ外径の弾力性の部材よりも大きく(厚さ方向に)圧縮することに留意されたい。弾力性のある材料として、限定するわけではないが、好適な材料を少し挙げると、ポリウレタン、インヴィスタ販売のゴムライクラ(登録商標)あるいはルービリゾル販売のエステイン(登録商標)がある。
【0039】
さて、図面に戻り参照すると、図1の例はプレスファブリックベース構造物10であり、第1あるいは最上(1)層12が縦あるいは走行方向に向けて平行に配列した機能性糸14から構成される。それらは、目的に適するなら、どのような大きさ、形、材料あるいは形態でも良い。この点については、ここで言及するすべての糸に適用する。
【0040】
中空で弾力性のある部材18からなる第2あるいは真ん中の(2)層16は、第1の層12に対して直交あるいは90°の方向に配列されている。中空で弾力性のある部材18は、前に述べたように、弾力性の特性をもつ。
【0041】
機能性糸22からなる第3あるいは最下(3)層20は、層16に対して直交する平行な配列になっている。層20の糸22は、最上(1)層12の糸14の間にスペース(間隔)をもつように位置し並べられている。
【0042】
隣接する層の糸/部材については、前に述べたように、目的に適したいろいろな方法で取り付けることができる。公知の技術によって、最上層(シート側)および/または最下層に綿層(batt layer、図示しない
)を取り付けることができる。
【0043】
プレスファブリック10が製紙機械のプレスニップに入るとき、圧縮性の負荷を受け、中空で弾力性のある部材18が伸び、図3に示すように、事実上ほとんど同じ面の中で糸14および22を互いに向けて動かし、互いの間を「巣を作るように包み込む」。この時点で、層16中の中空で弾力性のある部材18は、この巣を整い、最上層12および最下層20の糸14,22の周囲に曲げて伸ばす。ファブリックがニップを出るとき、負荷が解放され、部材18の弾性作用により、それらは糸層12と糸層20とを互いに離すように動かし、あるいは「スプリングバック」し、ファブリックを図2に示すような適切な厚さおよび開放度に戻す。したがって、通常の非圧縮状態における、糸14の厚さ、糸22の厚さおよび中空で弾力性のある部材18の厚さを加えたトータルの厚さをもつファブリックは、ほとんど糸の太さ全体までの圧縮性および弾性を示す。すなわち、失う厚さは中空で弾力性のある部材18のいくらかの部分であり、ファブリックは、圧縮状態において、糸14あるいは22の径の大きさとほとんど同様の厚さになる。
【0044】
これらの特性は重要である。というのは、それらは、負荷を受けたときの全接触領域だけでなく圧力分布に影響するし、ファブリックが圧縮するときに素早く始動し、ニップの空隙容量の好ましい形態に容易に応じるようになり、また、構造物がダンパー「スプリング」として作用するとき振動低減作用をし、さらに、厚さの迅速なリカバリーによって、後の中間ニップ脱水の膨張段階で再び濡らすことを最小限に抑えることができるからである。
【0045】
層12および20における部材配列は、用いるファブリックのMDあるいはCDのいずれかに方向付けすることができることに留意されたい。それは、層16における中空で弾力性のある部材配列でも同じである。そしてまた、いくつかの図の中で機能性糸14,22が正方形の断面をもつように示しているが、それらの大きさ、形、材料あるいは形態を目的に合うように変えることができることにも留意すべきである。
【0046】
上に述べたものと同様の別の実施例において、糸層12および20は上のものと同じ位置および配列/間隔であるが、中空で弾力性のある部材16を層12および20に対して90°よりも小さい角度、好ましくは45°の角度に配列している。
【0047】
さらに別の実施例は、上に述べたものと同様の原理を使用する。しかし、その構造物を作る上で、同時係属する米国出願No.11/893,874が示す処理を用いる(その全体の内容を参照によって、ここに組み入れる)。この実施例においては、その出願に示す方法によって、全長さ、全幅の機能性(たとえば、引っ張り負荷支持)MD糸の配列を作り上げる。その配列に対し、必要な中空で弾力性のある部材の別の層をCD方向に取り付ける。これらのCD方向の中空で弾力性のある部材は、MD糸に対し直交あるいは90°より小さい角度である。それから、上記の出願の方法でファブリックを折り重ねると、糸層12および20が作られ、中空で弾力性のある部材の二つの層18をサンドイッチ状にはさむ。中空で弾力性のある部材は、直角に互いの上に積み重なるか、互いに鋭角に交差するかのいずれかである。折り重ねた後におけるMD糸の間隔は、先の実施例で述べたように、糸が「巣を作るように包み込む」ように配列されていなければならない。プレスファブリックとして用いるとき、構造物をさらに強化するため、少なくとも一面に付加的な綿繊維(batt fiber)を取り付けることができる。
【0048】
さらに別の実施例において、構造物は、上に述べた米国特許4,555,440が示すものと同様に織る(その全体の内容を参照によって、ここに組み入れる)。この出願における図の表現上、図1には、一方向12および20の二つの糸層と、直交する他の方向16の中空で弾力性のある一つの層16だけを示している。構造物は、図1に示すように、バインダー糸24で一緒に保持される。しかし、層12,16および20は互いに織らずに、互いに直交する方向に積み重ねてあるだけである。その点、留意されたい。また、そのようなバインダー糸の織りは、MDあるいはMDのいずれかの方向に行うことができ、そして、たとえば、中空で弾力性のある部材18と互い違いにするか、あるいは中空で弾力性のある部材18に直交させることにより、中空で弾力性のある部材18に平行に走らすことができることにも留意されたい。糸層12および20は、機能性糸である。それらがMD糸であるなら、一方あるいは両方の層を引っ張り負荷支持糸にすることができる。それらは、形、形態、材料などを互いに同じにすることができるし、異ならせることもできる。層16は、中空で弾力性のある部材である。ここでも、糸14および22の互いの間隔は、「巣を作るように包み込む」ように配列されなければならない。バインダー糸24は、正にバインダーとして、さらにまた、機能性糸として、たとえばCDファブリック安定性に積極的に寄与する。上に述べた他の実施例のように、たとえばプレスファブリックとして用いるとき、少なくとも一面に綿(batt)を取り付けることができる。また、用途に応じて、綿(batt)に代えて、多孔性あるいは非多孔性のフィルムを構造物に積層することができる。構造物は、一方の面あるいは両方の面に塗布層を設けることができる。その塗布層は、また、構造物の全体を部分的にあるいは全部を閉じ込めるか含むようにすることができる。
【0049】
負荷がファブリックの面に垂直に加わると、糸層12および20が互いに向かうように動いて「巣を作るように包み込む」。ベースファブリックは、ほとんど糸の太さ全体までの圧縮性を示す。より大事なことは、負荷が解放されると、中空で弾力性のある部材18が「スプリングバック」し、糸層12および20を互いに離すように動かし、そして、ファブリックを元の形状および厚さに復帰させることである。
【0050】
さらにまた、図4Aに示す機能性MD糸の二層よりも多く、しかもCD糸の一層よりも多くすることができる。MD糸がたとえば3層のとき、3つの糸層のうち二つは互いに間隔を開けて巣を作るように包み込むことができるようにしなければならない。たとえば、最上部および真ん中の層を配列するとき、二つの隣接する最上部の糸と最下部の糸との間に入った真ん中の糸が、最上部あるいは真ん中の層のいずれかに直角となるように積み重ねなければならない。さらにまた、CD方向の両方の層に中空で弾性力のある部材を含ませることができるし、あるいはまた、一方の層だけに中空で弾性力のある部材を含ませることができ、他方の層は機能性の糸層とし、CD安定性を補助するか、負荷下における空隙容量を大きくするようにすることができる。また、最上部、真ん中および最下部の糸は、形態、材料、形などを互いに同じにすることができるし、異ならせることもできる。
【0051】
図4Bは「クロスレス(非交差)」の織り構造の他の変形例である。ベース基材10は、5層であり、各層が平行な複数の糸/部材を含み、大体において平行な面となっている。第1、第3および第5の層(すなわち、層12、20および28)は、たとえば、縦(MD)方向に配列されているのに対し、第2および第4の層(すなわち、層16および26)の中空で弾力性のある部材は、たとえば、横(CD)方向に配列されている。そこに示すように、第3層20のMD機能性糸22は、上に述べたやり方で第1層12および第5層28の糸14間に落ちるように間隔が開いている。それによって、上述した「巣を作ること」の原因になっている。第2層16および第4層26は、中空で弾力性のある部材18を含む。バインダー糸24は、MD方向にも配置することもできるが、たとえば、CD方向に配置する。ここに述べるいくつかの実施例では、第1、第3および第5の層をMD方向に配列し、第2および第4の層の中空で弾性力のある部材をCD方向に配列しているが、それらの層について、入れ換えるようにすることができる。その場合、引っ張り負荷支持糸である少なくとも一つのMD層があり、それが用いる構造物に対し、充分な強度および伸び耐性を与えることが必要である。たとえば、第1および第5の層をCD方向に配列し、そして、第3層の機能性糸と組み合う、第2および第4の層の中空で弾力性のある部材をMD方向に配列することができる。同様に、バインダー糸24は、CDあるいはMD、または、必要に応じて両方に配列することができる。
【0052】
図4Aに示すように、層12,16,20,26および28は、織り込まない。その代わりに、相対的に細い糸あるいはバインダー糸24を一本あるいはそれ以上用いて、層を垂直方向に一緒に結びつける。たとえば、二本の糸24’および24”を用いて、中央あるいは真ん中の層を最上部および最下部の層にそれぞれ結びつける。このタイプの構造によれば、各層の個々の糸が横方向に位置を変えることがなくなる。バインダー糸24’および24”は、CD方向に互いの役割を交互に果たす。
【0053】
この発明の別の実施例によれば、上に述べたすべての構造物は、米国特許5,360,656が示すスパイラル巻きの材料を製造するために使用することができる。その特許の全体の内容を参照によってここに組み入れる。
【0054】
上に述べたすべての構造物は、MD方向に無端に(エンドレスに)することができる。それらは、また、機械上での縫合性能を許す縫い目(シーム)をもつことができる。「クロスレス(非交差)」構造物にそのような縫い目を作る一つの方法は、米国特許4,979,543が示している。その特許の全体の内容を参照によってここに組み入れる。
【0055】
ここで、中空で弾性力のある部材は、MDあるいはCD層のいずれか、またはMDおよびCD層の両方に使用することができることを知ることが大事である。ただし、少なくとも一つのMD層が引っ張り負荷支持糸であり、用いる構造物に充分な強度と伸縮抵抗を備えることが必要である。
【0056】
また、圧縮性/弾性の度合いについては、必要な弾力性の部材の弾性、弾力性の部材の層数、大きさおよび形、ならびに、弾性力のある部材の各層における弾性力のある部材の数、そして勿論、構造物自体の全体によってコントロールする。この発明の構造物は、また、そこに取り付けられる他の糸配列あるいはベースファブリックとの積層物の部分になることができる。
【0057】
さらに、乾燥ファブリックの場合、図に示す3層の実施例が特に有利である。ファブリック構造物がロール、たとえば乾燥筒の回りを通るとき、乾燥ファブリックの糸は少なくとも一部が巣を作るように包み込む形態であり、乾燥筒の表面への紙シートの接触面積が改善されるため、熱移動が良くなるからである。これが生じるのは、乾燥ファブリックがロールの回りを通るときMD引っ張りが一時的に大きくなるからであり、ファブリックに加わる垂直な負荷が起因するわけではない。この発明の他の実施例は、乾燥ファブリックの支持層であり、図5に示すように、この発明のファブリックは乾燥ファブリックのシート側の構成部分を形作っている。このファブリックにおいて、「斜めになった」あるいは裏側はファブリックの非シート接触面である。この面は、層流を「切り上げ」、乾燥ポケットにおける「上下(垂直)流」を引き起こし、軸方向(面に対して)あるいはCD方向のエア流れを減じ、マス(mass)の移動を助ける。そのような配置において、支持ファブリックは乾燥筒上に押し付けて、乾燥筒とのシート接触面積を増し、その結果、熱の移動を良くする。したがって、この実施例は、乾燥ファブリックについて、処理シート面の熱移動の促進および最適化、そして、裏側のマスの移動の促進および最適化を図ることができる。構造物は、全体的に織った構造物、積層物あるいは両方の組合せとすることができる。
【0058】
さらにまた別の実施例において、ファブリックは織ることができ、そファブリックの層は、それぞれを異なる織りリピートあるいはひ口パターンを混ぜることにより、構成することができる。背景として、平織りにおいて、縦糸(MD糸)はヘルド(そうこう)を通して糸通しされ、縦糸方向の各糸に対するヘルドの位置を上げたり下げたりすることにより織りパターンが作られる。それから、縦糸を上げ下げすることにより作られるひ口の中に横糸あるいはピックが挿入される。織りパターンが再び現れるまでに交差する糸数が、ひ口として知られている。この理解の下で、平織りが、縦糸の位置を変える織り機で、たとえば二つのひ口を利用するとき、2ひ口の織りパターンと称する。したがって、この発明のファブリックは、2,4,6あるいは8ひ口織りパターンなどで構成される。
【0059】
図6は、たとえば、0.35mmMD糸による2−ひ口パターンを示し、図は中空で弾力性のある糸18およびバインダー糸24に対する二つの異なる密度を示している。たとえば、中空で弾力性のある部材18を伴う5−層ファブリックに2−ひ口表面を織るため、16ハーネス(16/4=4、4/2=2ひ口)パターンを用いることができる。一つの典型的なデザインにおいて、最上部パターンは、2−ひ口をループ糸とし、機械上で縫合するファブリック版としている。機械上で縫合するファブリックは、米国特許3,815,645が示す方法を用いて形作ることができる。その特許の全体の内容を参照によってここに組み入れる。2−ひ口のループ糸に対するピック数は、たとえば4−ひ口パターンにおける場合と同じにすることができる。別の例では、2−層4/8−ひ口織りでは、横糸として4プライライクラ(登録商標)あるいはエステイン(登録商標)の中空で弾力性のある部材を伴うことができる。あるいはまた、この発明のファブリックは、ある実施例によれば、無端あるいは縫い目のない織りである。その織りにおいて、MD方向の機能性糸が横糸あるいはピックとして連続的に挿入され、そして、中空で弾力性のある部材の層およびバインダー糸がファブリックの縦糸を構成する。
【0060】
ファブリックの他の実施例を説明すると、図7は、二層構造のファブリックのための多構成巻きの中空で弾力性のある部材であり、弾力性のある材料16から構成される。図8は、積層構造のファブリックの実施例を示す。図8Aは、ベースファブリックであり、二つのファブリックの間に積層した、中空で弾力性のある部材18および機能性糸14,22を備えている。
【0061】
図8Bは、「クロスレス(非交差)」織りベースを示す。そのベースは、バインダー糸24だけでなく、中空で弾力性のある部材18および機能性糸14,22を示している。また、他の実施例を考えると、中空で弾力性のある部材は、プライ/より部材の代わりに編み部材を用いている。
【0062】
別の実施例において、図9は、CDバインダー24を含む5層の圧縮性で弾力のあるファブリックを示す。CD方向に走る、中空で弾力性のある部材18を含む部材層16は、第1の糸層12と第3の糸層20との間に位置する。中空で弾力性のある部材18を含む第4の層26には、第2の層16の平行な中空で弾力性のある部材18から上下(垂直)面に交互にスペースを空けて現れるように位置する部材がある。第5の層28の糸14は、第1の層12の糸14と同じ上下面に位置する。図に示すように、各CDバインダー糸24は、第1および第5の層中、3つの平行な糸の下および上を交互に織られ、MD方向に間隔を置いて並び、第1の層12および第5の層28の各糸14によって、長い浮織りを形成している。図に示すように、中空で弾力性のある部材は、二重層織り構造の内部に位置し、無端織りの16ハーネスあるいは平織りの8ハーネスに用いることができる。実施例に沿って織ったファブリックでは、単一あるいはモノフィラメント縦糸、または4プライ/よりタイプの縦糸を用いることができる。また、二つの異なる太さの縦糸/部材、すなわち、中空で弾力性のある部材18を含む粗い(太い)縦糸と、バインダー糸24としてより細い縦糸を用いることもできる。図9に示すファブリックは、二つの別々の縦糸ビームを用いて構成することもできる。たとえば、一方のビーム上の中空で弾力性のある部材18を含む太い縦糸と、もう一方のビーム上のバインダー糸24を含む細い縦糸とである。しかし、もし二つの縦糸ビームを望まないなら、同じビーム上に、細いバインダー糸を中空で弾力性のある縦糸部材と互い違いに設けることができる。
【0063】
織りについては、中空で弾力性のある部材が伸び縮みをし、ベースが垂直方向の負荷を受けて圧縮し、負荷を取り除いた際に「スプリングバック」するようにすべきである。
【0064】
図10は、他の実施例を示す。そこに示すように、第1の層12の糸14の4つの端部が、中空で弾力性のある部材18の層16,20,26の上に織られ、第2の繰り返しごとに二層バインダーに変わり、そして、層16,20,26の下に織られた糸14の4つの端部は、第2の繰り返しごとに二層バインダーに変わる。各層を、中空で弾力性のある部材で構成する必要はない。しかし、ファブリック構造物の少なくとも一層に、中空で弾力性のある部材を含ませ、求められる「スプリングバック」特性を示すようにすべきである。
【0065】
図11A〜11Eには、具体化したファブリックの他の変形例を示す。変形例は、多少MDけん縮を伴うファブリックであり、内部の層内に中空で弾力性のある部材を含んでいる。図は、中空で弾力性のある部材18の3つの層12,16,20を示し、最上部の層12と最下部の層20とがCD方向に走り、真ん中の層16がMD方向の縦に配列されている。ループあるいはバインダー糸24(機械上で縫合可能)が、構造物を通して図示するように走りあるいは織られている。一番上の面上、糸24は最上部のCD層12(中空で弾性力のある部材18)の二本の上に広がり、そして、最下部の層20(中空で弾力性のある部材の配列)の一本のCD部材18の下にループを作るように通り、再び上に縫われる。図に示すように、バインダー糸24は、けん縮30を伴って形成され、その結果、ファブリックの表面に長い浮織り、そして、ファブリックのマシンサイドあるいは非シート接触側に小さなナックルを生じている。しかし、中空で弾性力のある部材の織りおよび配置について、ベースファブリックが垂直方向の負荷を受けて圧縮し、負荷を取り除いた際に「スプリングバック」するようにすべきである。
【0066】
当業者は、ここに示した内容を考慮して、この発明について、いろいろな変更を行うことができることは自明である。しかし、そのような変更は、特許請求の範囲に定めた考え方の範囲を超えることはない。
【特許請求の範囲】
【請求項1】
圧縮性で弾力性の工業用ファブリックであり、そのファブリックは、次の構成および特徴を備える工業用ファブリック。
・実質的に平行な複数の横方向(CD)糸
・実質的に平行な複数の縦方向(MD)糸
・実質的に平行な、CDおよび/またはMDにおける中空で弾力性のある複数の部材
・中空で弾性力のある部材は、その厚さあるいは径方向、およびその長さあるいは軸の方向に弾力性のあること
【請求項2】
前記ファブリックは、次の構成および特徴を備える、請求項1のファブリック。
・平行な糸で、CDあるいはMDのいずれかの方向に走る第1の層
・前記第1の層の一面上の平行な糸で、その第1の層の糸とは異なるCDあるいはMDの方向に走る糸であり、中空で弾力性のある部材をもつ第2の層
・前記第1の層のように前記第2の層の反対面上の平行な糸で、その第1の層の糸と同じ方向に走る糸から構成される第3の層
・前記第3の層の平行な糸は、それらが前記第1の層の平行な糸間に作られるスペース間に巣を作るように整列されること
【請求項3】
前記ファブリックはバインダー糸系をさらに備え、その系のバインダー糸は、前記第1の層、第2の層、および第3の層を一緒に結びつける、請求項2のファブリック。
【請求項4】
前記第3の層の糸数は、前記第1の層の糸数よりも少ない、請求項2のファブリック。
【請求項5】
前記第2の層の中空で弾力性のある部材は、第1および第3の層のそれらに対して直交する、請求項2のファブリック。
【請求項6】
前記第2の層の中空で弾力性のある部材は、前記第1および第3の層の90°よりも小さな角度で走る、請求項2のファブリック。
【請求項7】
前記中空で弾力性のある部材は、45°の角度で走る、請求項6のファブリック。
【請求項8】
前記ファブリックは、次の構成を備える、請求項1のファブリック。
・前記第2の層と同じ方向に走り、中空で弾力性があり平行な部材からなる第4の層
・前記第1の層と同じ方向であり、糸が第1の層のそれと同様に厚さ方向に同じ垂直面に整列した平行な糸からなる第5の層
【請求項9】
前記中空で弾力性のある部材は、モノフィラメント、マルチフィラメント、もろよりモノフィラメントあるいはマルチフィラメント、異なる材料からなる被覆部材(wrapped yarn)、編み部材、より部材、多構成の複合部材、およびブレード部材のグループの中から選択する、請求項1のファブリック。
【請求項10】
中空で弾力性のある部材は、ポリウレタン、ゴム、ライクラ(登録商標)およびエステイン(登録商標)のグループの中から選択する、請求項1のファブリック。
【請求項11】
中空で弾力性のある部材は、異なる幾何学的形状の断面をもつ部材から選択する、請求項1のファブリック。
【請求項12】
中空で弾力性のある部材は、円形、非円形、正方形、長方形、三角形、楕円形、多角形、台形、および葉形のグループから選択する、請求項11のファブリック。
【請求項13】
中空で弾力性のある部材は、その長さあるいは軸の方向に走る1または2以上の孔をもつ、請求項1のファブリック。
【請求項14】
前記1または2以上の孔は、円形、非円形、正方形、長方形、三角形、楕円形、台形、多角形、および葉形のグループから選択する、請求項13のファブリック。
【請求項15】
前記ファブリックは、積層構造を備える、請求項1のファブリック。
【請求項16】
前記ファブリックは、その間に中空で弾力性のある部材の層を伴う二つの織り層を備える、請求項15のファブリック。
【請求項17】
前記ファブリックは、積層の層間を織るバインダー糸を備える、請求項15のファブリック。
【請求項18】
前記バインダー糸と中空で弾力性のある部材とは、同じ方向である、請求項3のファブリック。
【請求項19】
前記中空で弾力性のある部材と前記バインダー糸は、CD方向に、しかも、互いに互い違いに配列されている、請求項3のファブリック。
【請求項20】
中空で弾力性のある部材の層は、二重層構造の内部である、請求項15のファブリック。
【請求項21】
前記ファブリックは、製紙機械クロージング、成形ファブリック、プレスファブリック、乾燥ファブリック、通し風乾ファブリック、シュープレスベルトベース、カレンダーベルトベース、工学ファブリックベース、トランスファーベルトベース、および、エアレイド(airlaid)、溶融ブロー(meltblowing)、スパンボンド(spunbonding)、およびハイドロエンタングリング(hydroentangling、湿式処理)のような処理による不織製品の製造に用いるベルト、ならびに、テキスタイル仕上げ処理ベルトのような工業用処理ベルトのグループの中から選択する、請求項1のファブリック。
【請求項22】
前記ファブリックは乾燥ファブリックのための積層ベースであり、その乾燥ファブリックが前記ファブリックの非シート接触側である裏側に角度をもった押出しをさらに含む、請求項1のファブリック。
【請求項23】
圧縮性で弾力性の工業用ファブリックであり、そのファブリックは、次の構成および特徴を備える工業用ファブリック。
・複数の横方向(CD)糸
・複数の縦方向(MD)糸
・中空で弾力性のある部材
・それらMD糸およびCD糸、ならびに中空で弾力性のある部材のいくつかの数のものが織り込まれ、織りファブリックを形成すること
・前記中空で弾力性のある部材は、その厚さあるいは径方向、およびその長さあるいは軸の方向に弾力性があり、しかも、それらの中空で弾力性のある部材は伸び縮みをし、ファブリックが垂直方向の負荷を受けて圧縮し、負荷を取り除いた際にスプリングバックすること
【請求項24】
前記ファブリックはバインダー糸系をさらに備える、請求項23のファブリック。
【請求項25】
前記中空で弾力性のある部材は、モノフィラメント、マルチフィラメント、もろよりモノフィラメントあるいはマルチフィラメント、被覆部材(wrapped yarn)、編み部材、より部材、多構成の複合部材、およびブレード部材のグループの中から選択する、請求項23のファブリック。
【請求項26】
中空で弾力性のある部材は、ポリウレタン、ゴム、ライクラ(登録商標)およびエステイン(登録商標)のグループの中から選択する、請求項23のファブリック。
【請求項27】
中空で弾力性のある部材は、異なる幾何学的形状の断面をもつ部材から選択する、請求項23のファブリック。
【請求項28】
中空で弾力性のある部材は、円形、非円形、正方形、長方形、三角形、楕円形、多角形、台形、および葉形のグループから選択する、請求項27のファブリック。
【請求項29】
中空で弾力性のある部材は、その長さあるいは軸の方向に走る1または2以上の孔をもつ、請求項23のファブリック。
【請求項30】
前記1または2以上の孔は、円形、非円形、正方形、長方形、三角形、楕円形、台形、多角形、および葉形のグループから選択する、請求項29のファブリック。
【請求項31】
前記ファブリックは、2−8−ひ口パターンを備える、請求項23のファブリック。
【請求項32】
前記ファブリックは、平織りファブリック、無端のファブリック、および機械上で縫合可能なファブリックのグループから選択するファブリックに組み入れるか、あるいはそのファブリックに形作ることができる、請求項23のファブリック。
【請求項33】
前記ファブリックは、積層構造を備える、請求項23のファブリック。
【請求項34】
前記ファブリックは、その間に中空で弾性力のある部材を伴う二つの織り層を備える、請求項33のファブリック。
【請求項35】
前記ファブリックは、積層した層の間を織るバインダー糸系を備える、請求項33のファブリック。
【請求項36】
前記系のバインダー糸および中空で弾力性のある部材は、同じ方向に走る、請求項24のファブリック。
【請求項37】
前記中空で弾力性のある部材と前記バインダー糸は、CD方向に、しかも、互いに互い違いに配列されている、請求項36のファブリック。
【請求項38】
中空で弾力性のある部材の層は、二重層構造の内部である、請求項36のファブリック。
【請求項39】
前記ファブリックは、粗い(太い)縦糸からなる中空で弾力性のある部材、およびその中空で弾力性のある部材よりも細い縦糸からなるバインダー糸を含む、請求項36のファブリック。
【請求項40】
そのファブリックは、次に述べるファブリックの一つに組み入れるか、あるいはそのファブリックに形作られた、請求項23のファブリック。
前記次に述べるファブリックとは、製紙機械クロージング、成形ファブリック、プレスファブリック、乾燥ファブリック、通し風乾ファブリック、シュープレスベルトベース、カレンダーベルトベース、工学ファブリックベース、トランスファーベルトベース、および、エアレイド(airlaid)、溶融ブロー(meltblowing)、スパンボンド(spunbonding)、およびハイドロエンタングリング(hydroentangling、湿式処理)のような処理による不織製品の製造に用いるベルト、ならびに、テキスタイル仕上げ処理ベルトのような工業用処理ベルトのグループの中から選択するものである。
【請求項41】
前記ファブリックは乾燥ファブリックのための積層ベースであり、その乾燥ファブリックが前記ファブリックの非シート接触側である裏側に角度をもった押出しをさらに含む、請求項23のファブリック。
【請求項1】
圧縮性で弾力性の工業用ファブリックであり、そのファブリックは、次の構成および特徴を備える工業用ファブリック。
・実質的に平行な複数の横方向(CD)糸
・実質的に平行な複数の縦方向(MD)糸
・実質的に平行な、CDおよび/またはMDにおける中空で弾力性のある複数の部材
・中空で弾性力のある部材は、その厚さあるいは径方向、およびその長さあるいは軸の方向に弾力性のあること
【請求項2】
前記ファブリックは、次の構成および特徴を備える、請求項1のファブリック。
・平行な糸で、CDあるいはMDのいずれかの方向に走る第1の層
・前記第1の層の一面上の平行な糸で、その第1の層の糸とは異なるCDあるいはMDの方向に走る糸であり、中空で弾力性のある部材をもつ第2の層
・前記第1の層のように前記第2の層の反対面上の平行な糸で、その第1の層の糸と同じ方向に走る糸から構成される第3の層
・前記第3の層の平行な糸は、それらが前記第1の層の平行な糸間に作られるスペース間に巣を作るように整列されること
【請求項3】
前記ファブリックはバインダー糸系をさらに備え、その系のバインダー糸は、前記第1の層、第2の層、および第3の層を一緒に結びつける、請求項2のファブリック。
【請求項4】
前記第3の層の糸数は、前記第1の層の糸数よりも少ない、請求項2のファブリック。
【請求項5】
前記第2の層の中空で弾力性のある部材は、第1および第3の層のそれらに対して直交する、請求項2のファブリック。
【請求項6】
前記第2の層の中空で弾力性のある部材は、前記第1および第3の層の90°よりも小さな角度で走る、請求項2のファブリック。
【請求項7】
前記中空で弾力性のある部材は、45°の角度で走る、請求項6のファブリック。
【請求項8】
前記ファブリックは、次の構成を備える、請求項1のファブリック。
・前記第2の層と同じ方向に走り、中空で弾力性があり平行な部材からなる第4の層
・前記第1の層と同じ方向であり、糸が第1の層のそれと同様に厚さ方向に同じ垂直面に整列した平行な糸からなる第5の層
【請求項9】
前記中空で弾力性のある部材は、モノフィラメント、マルチフィラメント、もろよりモノフィラメントあるいはマルチフィラメント、異なる材料からなる被覆部材(wrapped yarn)、編み部材、より部材、多構成の複合部材、およびブレード部材のグループの中から選択する、請求項1のファブリック。
【請求項10】
中空で弾力性のある部材は、ポリウレタン、ゴム、ライクラ(登録商標)およびエステイン(登録商標)のグループの中から選択する、請求項1のファブリック。
【請求項11】
中空で弾力性のある部材は、異なる幾何学的形状の断面をもつ部材から選択する、請求項1のファブリック。
【請求項12】
中空で弾力性のある部材は、円形、非円形、正方形、長方形、三角形、楕円形、多角形、台形、および葉形のグループから選択する、請求項11のファブリック。
【請求項13】
中空で弾力性のある部材は、その長さあるいは軸の方向に走る1または2以上の孔をもつ、請求項1のファブリック。
【請求項14】
前記1または2以上の孔は、円形、非円形、正方形、長方形、三角形、楕円形、台形、多角形、および葉形のグループから選択する、請求項13のファブリック。
【請求項15】
前記ファブリックは、積層構造を備える、請求項1のファブリック。
【請求項16】
前記ファブリックは、その間に中空で弾力性のある部材の層を伴う二つの織り層を備える、請求項15のファブリック。
【請求項17】
前記ファブリックは、積層の層間を織るバインダー糸を備える、請求項15のファブリック。
【請求項18】
前記バインダー糸と中空で弾力性のある部材とは、同じ方向である、請求項3のファブリック。
【請求項19】
前記中空で弾力性のある部材と前記バインダー糸は、CD方向に、しかも、互いに互い違いに配列されている、請求項3のファブリック。
【請求項20】
中空で弾力性のある部材の層は、二重層構造の内部である、請求項15のファブリック。
【請求項21】
前記ファブリックは、製紙機械クロージング、成形ファブリック、プレスファブリック、乾燥ファブリック、通し風乾ファブリック、シュープレスベルトベース、カレンダーベルトベース、工学ファブリックベース、トランスファーベルトベース、および、エアレイド(airlaid)、溶融ブロー(meltblowing)、スパンボンド(spunbonding)、およびハイドロエンタングリング(hydroentangling、湿式処理)のような処理による不織製品の製造に用いるベルト、ならびに、テキスタイル仕上げ処理ベルトのような工業用処理ベルトのグループの中から選択する、請求項1のファブリック。
【請求項22】
前記ファブリックは乾燥ファブリックのための積層ベースであり、その乾燥ファブリックが前記ファブリックの非シート接触側である裏側に角度をもった押出しをさらに含む、請求項1のファブリック。
【請求項23】
圧縮性で弾力性の工業用ファブリックであり、そのファブリックは、次の構成および特徴を備える工業用ファブリック。
・複数の横方向(CD)糸
・複数の縦方向(MD)糸
・中空で弾力性のある部材
・それらMD糸およびCD糸、ならびに中空で弾力性のある部材のいくつかの数のものが織り込まれ、織りファブリックを形成すること
・前記中空で弾力性のある部材は、その厚さあるいは径方向、およびその長さあるいは軸の方向に弾力性があり、しかも、それらの中空で弾力性のある部材は伸び縮みをし、ファブリックが垂直方向の負荷を受けて圧縮し、負荷を取り除いた際にスプリングバックすること
【請求項24】
前記ファブリックはバインダー糸系をさらに備える、請求項23のファブリック。
【請求項25】
前記中空で弾力性のある部材は、モノフィラメント、マルチフィラメント、もろよりモノフィラメントあるいはマルチフィラメント、被覆部材(wrapped yarn)、編み部材、より部材、多構成の複合部材、およびブレード部材のグループの中から選択する、請求項23のファブリック。
【請求項26】
中空で弾力性のある部材は、ポリウレタン、ゴム、ライクラ(登録商標)およびエステイン(登録商標)のグループの中から選択する、請求項23のファブリック。
【請求項27】
中空で弾力性のある部材は、異なる幾何学的形状の断面をもつ部材から選択する、請求項23のファブリック。
【請求項28】
中空で弾力性のある部材は、円形、非円形、正方形、長方形、三角形、楕円形、多角形、台形、および葉形のグループから選択する、請求項27のファブリック。
【請求項29】
中空で弾力性のある部材は、その長さあるいは軸の方向に走る1または2以上の孔をもつ、請求項23のファブリック。
【請求項30】
前記1または2以上の孔は、円形、非円形、正方形、長方形、三角形、楕円形、台形、多角形、および葉形のグループから選択する、請求項29のファブリック。
【請求項31】
前記ファブリックは、2−8−ひ口パターンを備える、請求項23のファブリック。
【請求項32】
前記ファブリックは、平織りファブリック、無端のファブリック、および機械上で縫合可能なファブリックのグループから選択するファブリックに組み入れるか、あるいはそのファブリックに形作ることができる、請求項23のファブリック。
【請求項33】
前記ファブリックは、積層構造を備える、請求項23のファブリック。
【請求項34】
前記ファブリックは、その間に中空で弾性力のある部材を伴う二つの織り層を備える、請求項33のファブリック。
【請求項35】
前記ファブリックは、積層した層の間を織るバインダー糸系を備える、請求項33のファブリック。
【請求項36】
前記系のバインダー糸および中空で弾力性のある部材は、同じ方向に走る、請求項24のファブリック。
【請求項37】
前記中空で弾力性のある部材と前記バインダー糸は、CD方向に、しかも、互いに互い違いに配列されている、請求項36のファブリック。
【請求項38】
中空で弾力性のある部材の層は、二重層構造の内部である、請求項36のファブリック。
【請求項39】
前記ファブリックは、粗い(太い)縦糸からなる中空で弾力性のある部材、およびその中空で弾力性のある部材よりも細い縦糸からなるバインダー糸を含む、請求項36のファブリック。
【請求項40】
そのファブリックは、次に述べるファブリックの一つに組み入れるか、あるいはそのファブリックに形作られた、請求項23のファブリック。
前記次に述べるファブリックとは、製紙機械クロージング、成形ファブリック、プレスファブリック、乾燥ファブリック、通し風乾ファブリック、シュープレスベルトベース、カレンダーベルトベース、工学ファブリックベース、トランスファーベルトベース、および、エアレイド(airlaid)、溶融ブロー(meltblowing)、スパンボンド(spunbonding)、およびハイドロエンタングリング(hydroentangling、湿式処理)のような処理による不織製品の製造に用いるベルト、ならびに、テキスタイル仕上げ処理ベルトのような工業用処理ベルトのグループの中から選択するものである。
【請求項41】
前記ファブリックは乾燥ファブリックのための積層ベースであり、その乾燥ファブリックが前記ファブリックの非シート接触側である裏側に角度をもった押出しをさらに含む、請求項23のファブリック。
【図1】


【図2】
【図3】
【図4A】
【図4B】
【図5】
【図6】
【図7】
【図8A】

【図8B】

【図9】
【図10】
【図11A−11E】
【図12】
【図2】
【図3】
【図4A】
【図4B】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図9】
【図10】
【図11A−11E】
【図12】
【公表番号】特表2012−528952(P2012−528952A)
【公表日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2012−513994(P2012−513994)
【出願日】平成22年5月27日(2010.5.27)
【国際出願番号】PCT/US2010/036398
【国際公開番号】WO2010/141319
【国際公開日】平成22年12月9日(2010.12.9)
【出願人】(597098947)オルバニー インターナショナル コーポレイション (31)
【Fターム(参考)】
【公表日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成22年5月27日(2010.5.27)
【国際出願番号】PCT/US2010/036398
【国際公開番号】WO2010/141319
【国際公開日】平成22年12月9日(2010.12.9)
【出願人】(597098947)オルバニー インターナショナル コーポレイション (31)
【Fターム(参考)】
[ Back to top ]