
超撥水性表面を有する成形物およびその製造方法

【課題】 撥水性に優れ、安定した撥水性能を有する超撥水性表面を有する成形物およびその製造方法を提供する。
【解決手段】 撥水性樹脂からなる基材11または最上層に撥水性樹脂を有する基材の表面に所定の形状の凹部12を所定ピッチPで周期的に形成することによって微細凹凸面13を設けたこと特徴とする。
【解決手段】 撥水性樹脂からなる基材11または最上層に撥水性樹脂を有する基材の表面に所定の形状の凹部12を所定ピッチPで周期的に形成することによって微細凹凸面13を設けたこと特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は撥水材、防汚材等に利用される超撥水性表面を有する成型物およびその製造方法に関する。
【背景技術】
【0002】
従来から各種の分野において、水滴の付着、汚染等を防止するために表面を撥水化することが求められており、撥水性を付与するには、基材の表面にフッ素系やシリコン系等の撥水被膜を直接形成する方法が提案されている。この基材の表面に単に撥水被膜を形成しただけのものは、蓮の葉に近い、または同程度の撥水性を示すものの得られる撥水性能に限度があり、いわゆる超撥水性と称される水との接触角が150度以上のものは得難く、せいぜい初期の接触角は120度以下であり、又基材と撥水被膜との付着性にも問題があった。
【0003】
また、基材樹脂表面に微細な凹凸形状を設けることによって撥水性を発現する撥水性被膜も提案されている。この撥水性の被膜を形成する方法として、金属材表面の最上層に熱硬化性樹脂塗料を塗布、焼付した後、しぼ付ロール加工、プラズマ処理、レーザー光加工等により表面粗さを付与し、その後、フッ素原子を含む非重合性ガス雰囲気中でプラズマ処理することにより、最上層にフッ素原子を含有する樹脂層を形成させ撥水性被膜とする製造方法が開示されている。(例えば、特許文献1参照。)。
【0004】
【特許文献1】特開平05−185557号公報(第5頁)
【発明の開示】
【発明が解決しようとする課題】
【0005】
前述の従来技術における撥水性被膜の製造方法において得られる撥水性被膜の凹凸面においては、その窪みの内径が水滴より小さい微小な窪みである場合、当窪みに空気属がトラップされ、水をはじく性質が増し、見かけの接触角が大きくなる。この時の見かけの接触角θは、以下のCassieの式において成分2を空気(θ2=180°)とすることで、その値が求められる。
cosθ=Q1cosθ1+Q2cosθ2
Q1:成分1(フッ素材料)が表面を占める割合。
Q2:成分2(空気)が表面を占める割合。
θ1:成分1(フッ素材料)の真の接触角。
θ2:成分2(空気)の真の接触角(180°)。
フッ素樹脂材料の接触角は、材料化合物によって異なり、代表的なものは下記である。
ポリテトラフルオロエチレンの接触角=108°
ポリパーフルオロオクチルエチルアクリレートの接触角=120°
上記のCassieの式から伺えるように、微細な窪みの面積率が大きく、フッ素樹脂の面積率が小さくなるほど接触角が大きくなり、この面積率の値のばらつきを小さく押さえ安定させると見掛けの接触角が安定し、均一な撥水性を得ることができる。
【0006】
しかしながら、基材樹脂表面の粗面化を行う前処理(しぼ付ロール加工、プラズマ処理、またはレーザー光加工等)工程において、基材樹脂表面の全面に渡って均一な粗さの凹凸表面を得ることは難しい。従って、この凹凸表面の粗さの違いにより撥水性能にばらつきが発生する。又、樹脂の凹凸表面に形成されたフッ素樹脂の量(厚さ)にもばらつきが生じ、フッ素樹脂材そのものについても均一な接触角を得ることが難しいという問題があった。このように従来技術において得られる撥水性表面は場所によって撥水性にばらつきがあり、場所によっては撥水性が悪い状態になることがあり、均一で優れた撥水性を有する撥水性表面を得ることが難しいという問題があった。
【0007】
また、従来技術における撥水性被膜の製造方法においては、基材樹脂表面の粗面化を行う前処理作業が必要であり、基材樹脂層表面にしぼ付ロール加工、プラズマ処理、またはレーザー光加工等により粗面化を行い凹凸表面を形成する前処理作業を行った後に、凹凸表面にプラズマ処理によりフッ素樹脂層を形成する撥水性被膜形成作業が行われるので、作業時間及び費用も大きく製造コストが高くなるという問題があった。
【0008】
(発明の目的)
本発明の目的は、上記問題点に鑑みてなされたものであり、撥水性に優れ、安定した撥水性能を有する超撥水性表面を有する成形物を提供すると共に、超撥水性表面を有する成形物を低価格で実現する超撥水性表面を有する成形物の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するための本発明の超撥水性表面を有する成形物は、撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面に所定の形状の凹部を所定ピッチで周期的に形成することによって微細凹凸面を設けたこと特徴とする。
【0010】
また、凹部が2次元マトリックス配置されていることを特徴とする。
【0011】
また、超撥水性表面を有する成形物の製造方法は撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面にプラズマエッチングを行うことにより、基材表面に凹部を形成し微細凹凸面を形成すること特徴とする。
【0012】
また、超撥水性表面を有する成形物の製造方法は撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面に、所定の形状の開口部を所定ピッチで周期的に配置したマスクを用いてプラズマエッチングを行うことにより、前記基材表面に所定の形状の凹部を所定ピッチで周期的に形成し微細凹凸面を形成すること特徴とする。
【0013】
また、マスクの開口部が2次元マトリックス配置されていることを特徴とする。
【発明の効果】
【0014】
以上のように本発明によれば、撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面に形成される微細な凹凸面の見かけの接触角が大きく、かつ全面に亘り安定した状態となり、撥水性に優れ、安定した撥水性能を有する超撥水性表面を有する成形物を得ることができる。
【0015】
また、撥水性に優れ、安定した撥水性能を有する超撥水性表面を低価格で実現する超撥水性表面を有する成形物の製造方法を提供することができる。さらに、微細な凹凸面の凹部の平面形状の大きさと、凹部同士の間隔とを調整することで、微細な凹凸面の見かけの接触角を所定の値に調整することができ、工業的に有用な超撥水性表面を有する成形物の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明を用いた好適な実施の形態について図1から図3を用いて具体的な実施例について説明する。図1は実施例1における超撥水性表面を有する成形物を示す図、図2は実施例1における超撥水性表面を有する成形物の製造方法を説明するための概略図、図3は実施例2における超撥水性表面を有する成形物の製造工程で使用するマスクの例を示す図である。
【実施例1】
【0017】
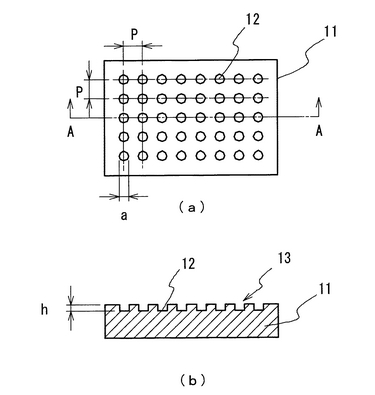
実施例1における超撥水性表面を有する成形物について図1をもとに説明する。図1は本実施例における超撥水性表面を有する成形物を示し、図1(a)は平面図、図1(b)は図1(a)におけるA−A断面である。図1に示すように本実施例における超撥水性表面を有する成形物は、フッ素樹脂からなる基材11の表面に円形形状の凹部12を所定ピッチPで周期的に形成することによって微細な凹凸面13を設けたこと特徴とする。この微細なの凹凸面13は内径aが30μmで、深さhが0.7μmの凹部12が縦横に60μmピッチPで周期的に2次元マトリックス状に形成されている。
【0018】
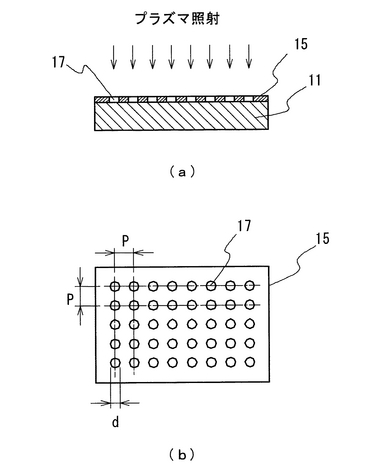
次に、本実施例における超撥水性表面を有する成形物の製造方法について図2をもとに説明する。図2は本実施例における超撥水性表面を有する成形物の製造方法を説明する概略図で、図2(a)は、製造工程を示す概略断面図、図2(b)は、図2(a)におけるマスクの平面図である。
【0019】
まず、最初にフッ素樹脂からなる基材11を必要に応じて有機溶剤、中性洗剤等によって、脱脂処理を施し表面の指紋、油脂、ゴミ等を除去する。
【0020】
次に、図2(a)に示すように、基材11の撥水性を持たせたい表面に、開口部17が所定ピッチで配列されたアルミニウム板材からなるマスク15を置きプラズマ照射処理を施しエッチング加工し、基材11の表面にマスク15の開口部17に対応する位置に凹部を形成する。これによって、図1に示すように基材11のプラズマ照射面に内径aが30μmで、深さhが0.7μmの凹部12が縦横に60μmピッチPで周期的に2次元マトリックス状に点在する凹凸面13が形成され、超撥水性表面を有する成形物を得ることができる。
【0021】
マスク15は、図2(b)に示すように円形の形状で内径dが30μmの開口部17を有し、この開口部17が縦横にピッチPで周期的に2次元マトリックス配置されている。開口部17の配列ピッチPの値は特に制限されるものではないが、本実施例においては、マスク15の強度を考慮して開口部17の約2倍とし、60μmとした。尚、本実施例においては、開口部17の形状が円形形状である例で説明したが、楕円形状の開口部にしても良い。尚、マスクの材質としては、アルミニウム材の他にステンレスなどの種々の金属を使用することができる。
【0022】
プラズマ照射の強さは、凹凸面13における凹部12の深さhが0.3〜1μmになるように処理条件を設定するのが好ましい。本実施例においては、下記の処理条件に設定し、凹部12の深さhを0.7μmとした。
処理条件
出力 300W
圧力 5Pa
ガス種 酸素(O2)
ガス流量 30SCCM
処理時間 5min
【0023】
このプラズマ照射処理後、必要に応じて洗浄処理を行う。これによって、図1に示すように内径aが30μm、深さhが0.7μmの凹部12が2次元マトリックス状に点在する微細凹凸面13がフッ素樹脂からなる基材11の表面に形成され、超撥水性表面を有する成形物を得ることができる。
【0024】
以上のように、本実施例における超撥水性表面を有する成形物の製造方法によれば、基材11の表面全体の凹部12の面積率のばらつきが小さくなり、フッ素樹脂の材料の見かけの接触角のばらつきが小さくなる。これによって、見かけの接触角が全面に亘り安定した状態になる。従って、撥水性にばらつきのない超撥水性表面を有する成形物を得ることができる。また、凹部の形状や内径の大きさと凹部同士の間隔を自由に調整することができるので、凹凸面の見かけの接触角を所定の値に調整することができ、工業的に便利で有用な製造方法を提供することができる。
【0025】
さらに本実施例における超撥水性表面を有する成形物の製造方法はフッ素樹脂からなる基材の表面をマスクを用いてプラズマエッチング処理し凹凸面を形成し超撥水性表面を実現するため、作業時間及び費用は小さくて済み、安価な製品を提供することができる。
【実施例2】
【0026】
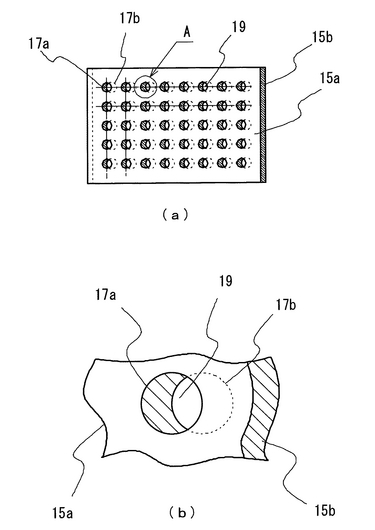
実施例2における超撥水性を有する成形物を製造方法は、2枚のマスクを重ねて使用してフッ素樹脂からなる基材をプラズマエッチング処理し凹凸面を形成し超撥水性を有する成形物を製造する点が実施例1と異なる点であり、その他は実施例1と同様である。そこで、2枚のマスクについて説明し、その他の説明は省略する。図3は実施例2における2枚のマスクを示す図で、図3(a)は平面図、図3(b)は図3(a)におけるA部の概略部分拡大図である。
【0027】
図3に示すように、本実施例における超撥水性を有する成形物の製造方法は、2枚のマスク15a、15bを重ねて、マスク15a、15bのそれぞれの開口部17a、17bの位置をずらして配置する。これによって各開口部17a、17bが干渉しあい葉形状の開口部19が得られ、この開口部19の大きさをマスク15a、15bの開口部17a、17bの大きさより小さくすることができる。この結果、基材11に形成する凹部の平面形状を小さくすることができ、より微細な凹凸面が形成され、より撥水性に優れた超撥水性表面を有する成形物を得ることができる。フォトレジストマスクにて作成可能な開口部の穴径がφ30μm程度である。したがって当寸法以下の穴径の小さな寸法の開口部を作成するのに有効である。また、本実施例においても実施例1と同様の効果を得ることができる。
【実施例3】
【0028】
実施例3における超撥水性を有する成形物を製造方法は、マスクを使用しないでフッ素樹脂からなる基材をプラズマエッチング処理し凹凸面を形成し超撥水性を有する成形物を製造する点が実施例1と異なる点であり、その他は実施例1と同様である。
本実施例における超撥水性を有する成形物を製造方法は、マスクを使用しないでプラズマエッチングするためフッ素樹脂からなる基材表面に形成される凹部の深さと凹部同士のピッチが多少不揃いとなるが、適正なプラズマ処理条件に設定することによって、平均的表面粗さが1.3μm、ピッチが3.3μm程度の凹凸面を得ることができる。このようにして得られた凹凸面は凹凸のばらつきによる撥水性のばらつきが残るが、フッ素樹脂の厚さのばらつきによる撥水性のばらつきがなくなる。この結果、製品としての撥水性のばらつきは従来に比べて小さくすることができる。
【0029】
尚、各実施例においては、フッ素樹脂からなる基材を例に説明したが、フッ素樹脂をコーティングする等によって得られる、最上層にフッ素樹脂を有する基材を使用することもできる。また、この基材の材料の形状・性状には制限がなく、成形材であってもフィルム材であっても使用可能である。また、フッ素樹脂をコーティングする下地の材料についても特に制限されるものではない。
上記説明は、フッ素樹脂にて説明したが、シリコン樹脂等の撥水性樹脂であっても、同様の効果を示すので構わない。
【図面の簡単な説明】
【0030】
【図1】本発明の実施例1における超撥水性表面を有する成形物を示し、図1(a)は平面図、図1(b)は図1(a)におけるA−A断面である。
【図2】本発明の実施例1における超撥水性表面を有する成形物の製造方法を説明するため図で、図2(a)は製造工程を示す概略断面図、図2(b)は図2(a)におけるマスクの平面図である。
【図3】本発明の実施例2における2枚のマスクを示す図で、図3(a)は平面図、図3(b)は図3(a)におけるA部の概略部分拡大図である。
【符号の説明】
【0031】
11 基材
12 凹部
13 凹凸面
15、15a、15b マスク
17、17a、17b、19 マスクの開口部
【技術分野】
【0001】
本発明は撥水材、防汚材等に利用される超撥水性表面を有する成型物およびその製造方法に関する。
【背景技術】
【0002】
従来から各種の分野において、水滴の付着、汚染等を防止するために表面を撥水化することが求められており、撥水性を付与するには、基材の表面にフッ素系やシリコン系等の撥水被膜を直接形成する方法が提案されている。この基材の表面に単に撥水被膜を形成しただけのものは、蓮の葉に近い、または同程度の撥水性を示すものの得られる撥水性能に限度があり、いわゆる超撥水性と称される水との接触角が150度以上のものは得難く、せいぜい初期の接触角は120度以下であり、又基材と撥水被膜との付着性にも問題があった。
【0003】
また、基材樹脂表面に微細な凹凸形状を設けることによって撥水性を発現する撥水性被膜も提案されている。この撥水性の被膜を形成する方法として、金属材表面の最上層に熱硬化性樹脂塗料を塗布、焼付した後、しぼ付ロール加工、プラズマ処理、レーザー光加工等により表面粗さを付与し、その後、フッ素原子を含む非重合性ガス雰囲気中でプラズマ処理することにより、最上層にフッ素原子を含有する樹脂層を形成させ撥水性被膜とする製造方法が開示されている。(例えば、特許文献1参照。)。
【0004】
【特許文献1】特開平05−185557号公報(第5頁)
【発明の開示】
【発明が解決しようとする課題】
【0005】
前述の従来技術における撥水性被膜の製造方法において得られる撥水性被膜の凹凸面においては、その窪みの内径が水滴より小さい微小な窪みである場合、当窪みに空気属がトラップされ、水をはじく性質が増し、見かけの接触角が大きくなる。この時の見かけの接触角θは、以下のCassieの式において成分2を空気(θ2=180°)とすることで、その値が求められる。
cosθ=Q1cosθ1+Q2cosθ2
Q1:成分1(フッ素材料)が表面を占める割合。
Q2:成分2(空気)が表面を占める割合。
θ1:成分1(フッ素材料)の真の接触角。
θ2:成分2(空気)の真の接触角(180°)。
フッ素樹脂材料の接触角は、材料化合物によって異なり、代表的なものは下記である。
ポリテトラフルオロエチレンの接触角=108°
ポリパーフルオロオクチルエチルアクリレートの接触角=120°
上記のCassieの式から伺えるように、微細な窪みの面積率が大きく、フッ素樹脂の面積率が小さくなるほど接触角が大きくなり、この面積率の値のばらつきを小さく押さえ安定させると見掛けの接触角が安定し、均一な撥水性を得ることができる。
【0006】
しかしながら、基材樹脂表面の粗面化を行う前処理(しぼ付ロール加工、プラズマ処理、またはレーザー光加工等)工程において、基材樹脂表面の全面に渡って均一な粗さの凹凸表面を得ることは難しい。従って、この凹凸表面の粗さの違いにより撥水性能にばらつきが発生する。又、樹脂の凹凸表面に形成されたフッ素樹脂の量(厚さ)にもばらつきが生じ、フッ素樹脂材そのものについても均一な接触角を得ることが難しいという問題があった。このように従来技術において得られる撥水性表面は場所によって撥水性にばらつきがあり、場所によっては撥水性が悪い状態になることがあり、均一で優れた撥水性を有する撥水性表面を得ることが難しいという問題があった。
【0007】
また、従来技術における撥水性被膜の製造方法においては、基材樹脂表面の粗面化を行う前処理作業が必要であり、基材樹脂層表面にしぼ付ロール加工、プラズマ処理、またはレーザー光加工等により粗面化を行い凹凸表面を形成する前処理作業を行った後に、凹凸表面にプラズマ処理によりフッ素樹脂層を形成する撥水性被膜形成作業が行われるので、作業時間及び費用も大きく製造コストが高くなるという問題があった。
【0008】
(発明の目的)
本発明の目的は、上記問題点に鑑みてなされたものであり、撥水性に優れ、安定した撥水性能を有する超撥水性表面を有する成形物を提供すると共に、超撥水性表面を有する成形物を低価格で実現する超撥水性表面を有する成形物の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するための本発明の超撥水性表面を有する成形物は、撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面に所定の形状の凹部を所定ピッチで周期的に形成することによって微細凹凸面を設けたこと特徴とする。
【0010】
また、凹部が2次元マトリックス配置されていることを特徴とする。
【0011】
また、超撥水性表面を有する成形物の製造方法は撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面にプラズマエッチングを行うことにより、基材表面に凹部を形成し微細凹凸面を形成すること特徴とする。
【0012】
また、超撥水性表面を有する成形物の製造方法は撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面に、所定の形状の開口部を所定ピッチで周期的に配置したマスクを用いてプラズマエッチングを行うことにより、前記基材表面に所定の形状の凹部を所定ピッチで周期的に形成し微細凹凸面を形成すること特徴とする。
【0013】
また、マスクの開口部が2次元マトリックス配置されていることを特徴とする。
【発明の効果】
【0014】
以上のように本発明によれば、撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面に形成される微細な凹凸面の見かけの接触角が大きく、かつ全面に亘り安定した状態となり、撥水性に優れ、安定した撥水性能を有する超撥水性表面を有する成形物を得ることができる。
【0015】
また、撥水性に優れ、安定した撥水性能を有する超撥水性表面を低価格で実現する超撥水性表面を有する成形物の製造方法を提供することができる。さらに、微細な凹凸面の凹部の平面形状の大きさと、凹部同士の間隔とを調整することで、微細な凹凸面の見かけの接触角を所定の値に調整することができ、工業的に有用な超撥水性表面を有する成形物の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明を用いた好適な実施の形態について図1から図3を用いて具体的な実施例について説明する。図1は実施例1における超撥水性表面を有する成形物を示す図、図2は実施例1における超撥水性表面を有する成形物の製造方法を説明するための概略図、図3は実施例2における超撥水性表面を有する成形物の製造工程で使用するマスクの例を示す図である。
【実施例1】
【0017】
実施例1における超撥水性表面を有する成形物について図1をもとに説明する。図1は本実施例における超撥水性表面を有する成形物を示し、図1(a)は平面図、図1(b)は図1(a)におけるA−A断面である。図1に示すように本実施例における超撥水性表面を有する成形物は、フッ素樹脂からなる基材11の表面に円形形状の凹部12を所定ピッチPで周期的に形成することによって微細な凹凸面13を設けたこと特徴とする。この微細なの凹凸面13は内径aが30μmで、深さhが0.7μmの凹部12が縦横に60μmピッチPで周期的に2次元マトリックス状に形成されている。
【0018】
次に、本実施例における超撥水性表面を有する成形物の製造方法について図2をもとに説明する。図2は本実施例における超撥水性表面を有する成形物の製造方法を説明する概略図で、図2(a)は、製造工程を示す概略断面図、図2(b)は、図2(a)におけるマスクの平面図である。
【0019】
まず、最初にフッ素樹脂からなる基材11を必要に応じて有機溶剤、中性洗剤等によって、脱脂処理を施し表面の指紋、油脂、ゴミ等を除去する。
【0020】
次に、図2(a)に示すように、基材11の撥水性を持たせたい表面に、開口部17が所定ピッチで配列されたアルミニウム板材からなるマスク15を置きプラズマ照射処理を施しエッチング加工し、基材11の表面にマスク15の開口部17に対応する位置に凹部を形成する。これによって、図1に示すように基材11のプラズマ照射面に内径aが30μmで、深さhが0.7μmの凹部12が縦横に60μmピッチPで周期的に2次元マトリックス状に点在する凹凸面13が形成され、超撥水性表面を有する成形物を得ることができる。
【0021】
マスク15は、図2(b)に示すように円形の形状で内径dが30μmの開口部17を有し、この開口部17が縦横にピッチPで周期的に2次元マトリックス配置されている。開口部17の配列ピッチPの値は特に制限されるものではないが、本実施例においては、マスク15の強度を考慮して開口部17の約2倍とし、60μmとした。尚、本実施例においては、開口部17の形状が円形形状である例で説明したが、楕円形状の開口部にしても良い。尚、マスクの材質としては、アルミニウム材の他にステンレスなどの種々の金属を使用することができる。
【0022】
プラズマ照射の強さは、凹凸面13における凹部12の深さhが0.3〜1μmになるように処理条件を設定するのが好ましい。本実施例においては、下記の処理条件に設定し、凹部12の深さhを0.7μmとした。
処理条件
出力 300W
圧力 5Pa
ガス種 酸素(O2)
ガス流量 30SCCM
処理時間 5min
【0023】
このプラズマ照射処理後、必要に応じて洗浄処理を行う。これによって、図1に示すように内径aが30μm、深さhが0.7μmの凹部12が2次元マトリックス状に点在する微細凹凸面13がフッ素樹脂からなる基材11の表面に形成され、超撥水性表面を有する成形物を得ることができる。
【0024】
以上のように、本実施例における超撥水性表面を有する成形物の製造方法によれば、基材11の表面全体の凹部12の面積率のばらつきが小さくなり、フッ素樹脂の材料の見かけの接触角のばらつきが小さくなる。これによって、見かけの接触角が全面に亘り安定した状態になる。従って、撥水性にばらつきのない超撥水性表面を有する成形物を得ることができる。また、凹部の形状や内径の大きさと凹部同士の間隔を自由に調整することができるので、凹凸面の見かけの接触角を所定の値に調整することができ、工業的に便利で有用な製造方法を提供することができる。
【0025】
さらに本実施例における超撥水性表面を有する成形物の製造方法はフッ素樹脂からなる基材の表面をマスクを用いてプラズマエッチング処理し凹凸面を形成し超撥水性表面を実現するため、作業時間及び費用は小さくて済み、安価な製品を提供することができる。
【実施例2】
【0026】
実施例2における超撥水性を有する成形物を製造方法は、2枚のマスクを重ねて使用してフッ素樹脂からなる基材をプラズマエッチング処理し凹凸面を形成し超撥水性を有する成形物を製造する点が実施例1と異なる点であり、その他は実施例1と同様である。そこで、2枚のマスクについて説明し、その他の説明は省略する。図3は実施例2における2枚のマスクを示す図で、図3(a)は平面図、図3(b)は図3(a)におけるA部の概略部分拡大図である。
【0027】
図3に示すように、本実施例における超撥水性を有する成形物の製造方法は、2枚のマスク15a、15bを重ねて、マスク15a、15bのそれぞれの開口部17a、17bの位置をずらして配置する。これによって各開口部17a、17bが干渉しあい葉形状の開口部19が得られ、この開口部19の大きさをマスク15a、15bの開口部17a、17bの大きさより小さくすることができる。この結果、基材11に形成する凹部の平面形状を小さくすることができ、より微細な凹凸面が形成され、より撥水性に優れた超撥水性表面を有する成形物を得ることができる。フォトレジストマスクにて作成可能な開口部の穴径がφ30μm程度である。したがって当寸法以下の穴径の小さな寸法の開口部を作成するのに有効である。また、本実施例においても実施例1と同様の効果を得ることができる。
【実施例3】
【0028】
実施例3における超撥水性を有する成形物を製造方法は、マスクを使用しないでフッ素樹脂からなる基材をプラズマエッチング処理し凹凸面を形成し超撥水性を有する成形物を製造する点が実施例1と異なる点であり、その他は実施例1と同様である。
本実施例における超撥水性を有する成形物を製造方法は、マスクを使用しないでプラズマエッチングするためフッ素樹脂からなる基材表面に形成される凹部の深さと凹部同士のピッチが多少不揃いとなるが、適正なプラズマ処理条件に設定することによって、平均的表面粗さが1.3μm、ピッチが3.3μm程度の凹凸面を得ることができる。このようにして得られた凹凸面は凹凸のばらつきによる撥水性のばらつきが残るが、フッ素樹脂の厚さのばらつきによる撥水性のばらつきがなくなる。この結果、製品としての撥水性のばらつきは従来に比べて小さくすることができる。
【0029】
尚、各実施例においては、フッ素樹脂からなる基材を例に説明したが、フッ素樹脂をコーティングする等によって得られる、最上層にフッ素樹脂を有する基材を使用することもできる。また、この基材の材料の形状・性状には制限がなく、成形材であってもフィルム材であっても使用可能である。また、フッ素樹脂をコーティングする下地の材料についても特に制限されるものではない。
上記説明は、フッ素樹脂にて説明したが、シリコン樹脂等の撥水性樹脂であっても、同様の効果を示すので構わない。
【図面の簡単な説明】
【0030】
【図1】本発明の実施例1における超撥水性表面を有する成形物を示し、図1(a)は平面図、図1(b)は図1(a)におけるA−A断面である。
【図2】本発明の実施例1における超撥水性表面を有する成形物の製造方法を説明するため図で、図2(a)は製造工程を示す概略断面図、図2(b)は図2(a)におけるマスクの平面図である。
【図3】本発明の実施例2における2枚のマスクを示す図で、図3(a)は平面図、図3(b)は図3(a)におけるA部の概略部分拡大図である。
【符号の説明】
【0031】
11 基材
12 凹部
13 凹凸面
15、15a、15b マスク
17、17a、17b、19 マスクの開口部
【特許請求の範囲】
【請求項1】
撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面に所定の形状の凹部を所定ピッチで周期的に形成することによって微細凹凸面を設けたこと特徴とする超撥水性表面を有する成形物。
【請求項2】
前記凹部が2次元マトリックス配置されていることを特徴とする請求項1記載の超撥水性表面を有する成形物。
【請求項3】
撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面にプラズマエッチングを行うことにより、前記基材表面に凹部を形成し微細凹凸面を形成すること特徴とする超撥水性表面を有する成形物の製造方法。
【請求項4】
撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面に、所定の形状の開口部を所定ピッチで周期的に配置したマスクを用いてプラズマエッチングを行うことにより、前記基材表面に所定の形状の凹部を所定ピッチで周期的に形成し微細凹凸面を形成すること特徴とする超撥水性表面を有する成形物の製造方法。
【請求項5】
前記マスクの開口部が2次元マトリックス配置されていることを特徴とする請求項4記載の超撥水性表面を有する成形物の製造方法。
【請求項1】
撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面に所定の形状の凹部を所定ピッチで周期的に形成することによって微細凹凸面を設けたこと特徴とする超撥水性表面を有する成形物。
【請求項2】
前記凹部が2次元マトリックス配置されていることを特徴とする請求項1記載の超撥水性表面を有する成形物。
【請求項3】
撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面にプラズマエッチングを行うことにより、前記基材表面に凹部を形成し微細凹凸面を形成すること特徴とする超撥水性表面を有する成形物の製造方法。
【請求項4】
撥水性樹脂からなる基材または最上層に撥水性樹脂を有する基材の表面に、所定の形状の開口部を所定ピッチで周期的に配置したマスクを用いてプラズマエッチングを行うことにより、前記基材表面に所定の形状の凹部を所定ピッチで周期的に形成し微細凹凸面を形成すること特徴とする超撥水性表面を有する成形物の製造方法。
【請求項5】
前記マスクの開口部が2次元マトリックス配置されていることを特徴とする請求項4記載の超撥水性表面を有する成形物の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−83244(P2006−83244A)
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願番号】特願2004−267621(P2004−267621)
【出願日】平成16年9月15日(2004.9.15)
【出願人】(000124362)シチズンセイミツ株式会社 (120)
【Fターム(参考)】
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願日】平成16年9月15日(2004.9.15)
【出願人】(000124362)シチズンセイミツ株式会社 (120)
【Fターム(参考)】
[ Back to top ]