
超疎水性コーティングの調製方法
(a)少なくとも1種の疎水性材料から本質的になるコーティングを、基板の少なくとも一つの面の少なくとも一部に適用し、撥水層を形成する工程と、(b)撥水層の上に複数の粒子を配置する工程であって、粒子が多孔質粒子、粒子凝集体、及びこれらの混合物から選択される工程と、(c)粒子を撥水層に少なくとも部分的に埋設する工程と、(d)撥水層を少なくとも部分的に硬化させる工程と、(e)少なくとも部分的に埋設された粒子を除去し、微細構造コーティングを形成する工程と、を含む方法であって、微細構造コーティングが、コーティングの露出面から基板に向かって先細である複数のキャビティーを含む方法。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基板(例えば、ガラス、金属、及びプラスチック)、それにより製造されたコーティング、及びかかるコーティングとを含む物品に、撥水性及び/又は自己清浄特性を付与するための方法に関する。
【背景技術】
【0002】
自己清浄表面は、様々な工業分野及び日常生活の局面において非常に望ましい。超疎水性(例えば、約150°を超える水接触角を有する程度の超撥水性)になった場合、表面は自己清浄作用及び、水によって有害な影響を及ぼされることの多い表面特性を維持する能力を示す。
【0003】
固体表面の湿潤性の制御は、従来、撥水性官能基(例えば、フルオロアルキル基)の導入のような、表面の化学修飾によって対処されてきた。しかしながら、超疎水性及びそれに付随する自己清浄特性を獲得するために、低表面エネルギー及びある程度の表面微細粗度または微細構造がともに必要である。
【0004】
かかる組み合わせは、天然に見出すことができる。例えば、ハスの葉は、数μm間隔で離間する角錐形隆起を含む微細構造表面に加えて、生来の低表面エネルギーのために、自己清浄性である。
【発明の開示】
【発明が解決しようとする課題】
【0005】
かかる天然特性を模倣しようと、自己清浄性表面の製造のために多様な取り組みが行われてきた。超疎水性表面は、例えば、プラズマ加工、蒸着、及びフォトリソグラフィにより調製されてきた。しかしながら、かかる方法は、複数の加工工程及び/又は長期にわたる加工時間が必要であるため、工業生産には好適でない場合が多かった。さらに、これら及び他の方法から得られる表面構造の一部は、脆弱で容易に破損する場合がある。
【0006】
他の取り組みでは、コーティング組成物(例えば、粒子含有結合剤)を使用したが、炭化水素結合剤を含むコーティングは、化学耐性及び/又は光耐性が多少不足する傾向にあった。フルオロポリマー系コーティングは、一般に、優れた化学安定性及び/又は光安定性を示すが、炭化水素基板への結合が困難である場合が多く、それ故時に耐久性に欠ける場合がある。さらに他の取り組みでは、熱耐性に欠けたり、高温処理(及びかかる処理に耐え得る基板)を必要としたり、及び/又は望ましい程度の透明性が得られなかったりした(例えば、粒子によって引き起こされる錯乱のため)。
【課題を解決するための手段】
【0007】
従って、発明者らは、耐久的超疎水性を基板(例えば、ガラス、金属、及び有機ポリマー)に付与するための、工業的に有用な方法の必要性があると認識する。好ましくは、この方法は、耐久的超疎水性だけでなく、透明性も実現するであろう。
【0008】
簡潔には、一様態では、本発明は、(a)少なくとも1種の疎水性材料(つまり、少なくとも90°の水接触角を有する材料)から本質的に成るコーティングを、基板の少なくとも一つの面の少なくとも一部に適用し、撥水層を形成する工程と、(b)撥水層の上に複数の粒子を配置する工程であって、粒子が多孔質粒子、粒子凝集体、及びこれらの混合物から選択される工程と、(c)粒子を撥水層に少なくとも部分的に埋設する工程と、(d)撥水層を少なくとも部分的に硬化させる工程と、(e)少なくとも部分的に埋設された粒子を除去し、微細構造コーティングを形成する工程と、を含む方法であって、微細構造コーティングが、コーティングの露出面から基板に向かって先細である複数のキャビティーを含む方法を提供する。好ましくは、この微細構造コーティングは透明である。
【0009】
撥水性コーティング上に(キャビティー形成時に)形成された不揃いな形状を適切に制御することにより、コーティングは撥水性(又は疎水性)だけでなく、浸水後でさえも保持され得る、滑水性又は自己清浄特性を示し得ることが見出された。撥水性材料にキャビティーを形成し、(材料の表面から内部に向かって先細であるように)キャビティーの形状を適切に制御することにより、霧のような細かな水滴でさえもはじく、比較的高い滑水能を獲得し、長期にわたってこの特性を保持することができる可能性がある。驚くべきことに、かかる特性は、フッ素性化学物質を使用すること無しに獲得することができる。
【0010】
本明細書で使用する場合、撥水性とは、「静的」撥水性(コーティングと水との接触角を測定することにより求められる)を意味するが、上述の滑水性は、「動的」撥水性(表面が傾いた際、水平なコーティングされた表面に落とした水滴が落ち(roll)始める角度(「転落角」(rolling angle))を測定することにより求められる)である。不揃いの形状に応じて、先行技術のコーティング又はフィルム(水との接触角が比較的大きいものでさえも)の一部は、霧のような細かな水滴に対して滑水性を示さない。他のものは、当初滑水性を示すが、長期間浸水した後、次第に滑水性が失われていく。
【0011】
かかる先行技術のコーティングとは異なり、本発明の方法により提供されるコーティングは、耐久的超疎水性(つまり、耐久的撥水性及び、耐久的滑水性又は自己清浄性)であることができ、従って、様々な基板に対して安定かつ持続性のある超疎水性を付与するために用いることができる。加工の観点から、このコーティングは、一般に、比較的容易に基板表面に形成することができ、安定かつ耐久的であるだけでなく、好ましくは透明でもあり得る(少なくとも一部の先行技術のコーティングと異なり、粒子がコーティング内又はコーティング上に残存しないため)。従って、本発明の方法の少なくとも一部の実施形態は、耐久的超疎水性及び好ましくは透明であるコーティングの調製のための工業的に有用な方法に対する、当該技術分野における必要性を満たすことができる。
【0012】
他の様態では、本発明はまた、本発明の方法により調製されたコーティング、及び、基膜と基膜の少なくとも一つの面の少なくとも一部上のコーティングとを含むコーティングされたシートも提供する。
【発明を実施するための最良の形態】
【0013】
定義
本出願で用いる時、
「接触角」とは、特に規定のない限り、水との接触角(接触角測定機、例えば、協和界面科学(Kyowa Interface Science Co., Ltd.)から入手可能なフェイス(FACE)接触角測定機CA−A型を用いて、蒸留水で測定することにより得られる値)を意味し、
「疎水性材料」とは、少なくとも90°の接触角を有する材料を意味し、
「透明」とは、(曇り度計、例えば、30mmの測定開口直径を有する、日本電色工業(Nippon Denshoku Industries Co., Ltd.)製曇り度計SZ−Σ80により測定した場合)15%以下の曇り度を示すことを意味し、
「転落角」とは、表面が傾いた際、水平なコーティングされた表面に配置された少なくとも0.02mLの水滴が落ち始める角度を意味する。
【0014】
好ましい実施形態の説明
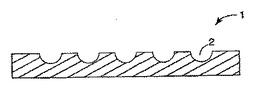
図1を参照すると、本発明の方法の実施形態は、コーティングの露出面から内部に向かって先細である複数のキャビティー2を含む微細構造コーティング1を提供する。コーティング1は、キャビティー又は凹部を形成可能な少なくとも1種の疎水性材料(つまり、接触角が90°以上、好ましくは100〜150°、より好ましくは110°〜150°、最も好ましくは120°〜150°であるような撥水性を示す材料)から成る又は本質的に成る。(材料の混合物又はブレンド全体の接触角が90°以上であるならば、コーティングは、接触角が90°未満である1種以上の材料が存在し得る材料から「本質的に成って」よい。混合物又はブレンドの接触角が90°未満である場合、コーティングのキャビティーの形状を制御するだけでは超疎水性を実現することは困難であるか、不可能である可能性がある)一般に、接触角は大きい方が好ましいが、通常150°以下であろう。
【0015】
疎水性材料は、フッ素を本質的に含有しないことが好ましい。好適な疎水性材料の例としては、付加反応型シリコーン類、ポリウレタン類、ポリ尿素類、ポリエポキシド類等のような、シリコーン系接着剤及びシリコーン系樹脂、及びこれらの混合物が挙げられる。
【0016】
コーティング1のキャビティー2は、好ましくはコーティング表面の10〜85%を占め、典型的なキャビティーの深さは、好ましくは0.01〜100μmである。コーティングの厚さは特に制限されず、特定の用途に望ましい特性を実現するのに十分な深さ及び適切な形状を有するキャビティーを形成できるように変化してよい。
【0017】
本発明では、コーティングの滑水性又は自己清浄特性は、コーティング表面に微細構造を設け、微細構造の凹部の形状を制御することにより向上する場合がある。凹部又はキャビティーは、コーティング表面から内部に向かって先細である形状であってよい。これは、キャビティーが、底部から開口部に向かって拡大する又は広がることを意味し、そのキャビティーに収容された水は、コーティングが傾いた際、容易に落ち得る。キャビティーの底部が開口部より広いような形状である場合、コーティングと接触する水(特に細かい霧)は、少なくとも若干キャビティーに捕捉される可能性があり、従ってコーティングが傾いた際、容易には落ちない可能性がある。
【0018】
本発明の方法により提供されるコーティングの水接触角は、その成分の水接触角より大きい場合がある(好ましくは、コーティングの水接触角は140°以上、より好ましくは、150°以上である。)。コーティングの滑水性は、上述のように、転落角の測定により評価される。本発明の方法により調製されたコーティングの転落角は、(0.02mLの水滴を用いて)好ましくは25°以下(より好ましくは10°以下、最も好ましくは5°以下)であり、従って比較的良好な滑水性又は自己清浄特性を有することができる。必ずしもコーティングのキャビティー全てが表面から内部に向かって先細である必要はないが、十分な数がそのように先細であり、特定の用途に望まれる滑水性を示すことが好ましい。
【0019】
好ましくは、コーティングはさらに、比較的高い透明性を示し、それは曇り度計を用いて曇り度を測定することにより評価できる。コーティングは、(例えば、30mmの測定開口直径を有する、日本電色工業(Nippon Denshoku Industries Co., Ltd.)(日本、東京)に製曇り度計SZ−Σ80により測定した場合)好ましくは15%以下、より好ましくは10%以下の曇り度を示す。
【0020】
本発明の方法は、例えば、以下のように行ってよい。少なくとも1種の上記コーティング材料を(例えば、ナイフコーティング法、バーコーティング法、ディッピング法等、及びこれらの組み合わせのような、本質的に公知の任意のコーティング方法を用いて)基板上にコーティングし、撥水層を形成してよく、複数の粒子を撥水層の上に配置してよい。粒子は、撥水層に少なくとも部分的に埋設されてよく、次いで撥水層を(例えば、熱又は放射線に曝露することによりコーティング材料を少なくとも部分的に硬化することにより)硬化してよい。最終的に、粒子を(例えば、水又は空気のような流体流を適用して機械的に除去することにより)撥水層から除去してよい。
【0021】
基板は、本質的に、一般に用いられる任意の基板材料(例えば、(例えば、ポリエステル、ポリ塩化ビニル、ポリウレタン、ポリプロピレン等のような)高分子フィルム、紙、金属、木、コンクリート、セラミック等、及びこれらの組み合わせ)を含んでよい。上述の疎水性材料を用いてもよい。
【0022】
本発明の方法を実施する際使用するのに好適な粒子としては、多孔質粒子及び粒子凝集体(及びこれらの混合物)が挙げられる。粒子は、本質的に任意の材料(例えば、有用な非疎水性材料としては、アクリル系樹脂及びメタクリル系樹脂、アルミニウム及び鉄のような金属、シリカ及びアルミナのようなセラミックス等、並びにこれらの混合物が挙げられる。)を含んでよい。粒子はまた、1種以上の疎水性材料(例えば、ポリエチレン、ポリプロピレン、ポリスチレン等、及びこれらの混合物)を含んでもよい。好ましくは、粒子は本質的にフッ素を含有しない。
【0023】
上述のように、有用な粒子は多孔質又は凝集体である。無孔粒子を用いて形成されたキャビティーは、一般に、多孔質粒子を用いて形成されたキャビティーに比べて、良好な滑水性を示さない。多孔質粒子としては、粒子表面に小さな開口部又は穴を有するものが挙げられ、それにより、見かけ上の粒子の接触角は、多孔質粒子を含む材料の実際の接触角より大きくなる。例えば、粒子の比表面積は10〜200m2/g、孔径は150〜200Åであってよい。粒子の凝集体は、ともに群化し、それにより多孔質粒子と同様の多孔性を示す粒子である。
【0024】
粒子は、実質的に球形状(例えば、球体及び回転楕円体を含む)であってよい。しかしながら、有用な粒子としてはまた、円錐形及び角錐形粒子、並びに円錐台及び角錐台粒子等、並びにこれらの混合物も挙げられる。粒子は微小粒子であってよい。有用な粒径としては、平均直径0.01〜500μm(好ましくは、0.05〜300μm、より好ましくは、0.1〜100μmであり、ここで「直径」とは実質的に球形状の粒子の直径だけでなく、非球形状粒子の最長寸法も指す)が挙げられる。粒子は、互いに分離している必要はなく、必要に応じて、むしろ少なくとも部分的に格子状に結合及び整列していてよい。
【0025】
粒子が撥水層の上に配置される場合、層は硬化されていない状態であり、従って、粒子は少なくとも部分的に(必要に応じて、加圧により)層に埋設され得る。粒子が少なくとも部分的に埋設された後、撥水層を硬化し、(例えば、散水ガン又はエアガンを用いて吹き飛ばす、又は感圧性接着テープを適用した後取り外すことにより)粒子を除去し、微細構造コーティングを形成してよい。粒子は、上述のように、得られるキャビティーがコーティング表面の10〜85%を占めるような量で用いられ、除去されてよい。
【0026】
キャビティーは、コーティング表面から内部に向かって先細であるような形状であってよい。実質的に球形状である粒子を用いる場合、平均粒径の60%以下(好ましくは50%以下)を、硬化されていない撥水層に埋設又は埋納してよい。60%を超えて埋納する場合、粒子の除去により形成されるキャビティーは、コーティング表面から内部に向かって広がる形状を有し、それによりコーティングの滑水能が低下する可能性がある。
【0027】
しかしながら、撥水層の厚さが平均粒径の60%以下に設定される場合、たとえ実質的に球形状粒子が下に横たわる基板に到達するように押圧されたとしても、平均粒径の60%以下を撥水層に埋設されることができる。したがって、実質的に球形状粒子を用いる場合でさえ、コーティング表面から内部に向かって先細であるキャビティーを容易に形成することができる。先細形状を有する粒子(例えば、円錐形)を用いる場合、撥水層に粒子の先細端部を埋設することにより好ましい形状特性を有するキャビティーを形成することができる。
【0028】
或いは、本発明の方法は、上述の撥水性材料と粒子を混合して混合物を形成し、基板上に混合物をコーティングし、撥水材料を硬化させ、次いで微細構造コーティングを形成するように、材料表面上に露出する粒子を除去することにより実施され得る。実質的に球形状粒子を用いる場合、平均粒径の40%以上が露出した粒子は除去することができる。好ましくは、コーティング厚さは平均粒径の60%以下であり、又は混合物中の粒子の容量%は30〜70%(より好ましくは40〜60%)である。
【0029】
超疎水性シートは、基板の少なくとも一つの面の少なくとも一部に上述の微細構造コーティングを設けることにより得られ得る。シートは滑水性を示すことができ、それは、上述のように、シートが傾いた際、シートのコーティング側に配置された水滴が落ち始める角度(転落角)を求めることにより測定できる。本発明によるシートの転落角は、(0.02mLの水滴を落とした場合)好ましくは25°以下(より好ましくは10°以下、最も好ましくは5°以下)である。好ましいコーティングは、0.02mLの水滴を配置した場合、1時間浸水した後も25°以下の転落角を示す。
【実施例】
【0030】
本発明の目的および利点は、下記の実施例によってさらに例示されるが、これらの実施例において列挙された特定の材料およびその量は、他の諸条件及び詳細と同様に本発明を過度に制限するものと解釈すべきではない。
【0031】
(実施例1)
シリコーン系超疎水性コーティングの調製
二液型シリコーン接着剤(0.3g;信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「X−34−1662(A/B)」として入手可能なシリコーン接着剤の各部0.15gの混合物)を、1重量部のメチルエチルケトン(MEK)と2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200(3M NOVEC Engineered Fluid HFE-7200)」として入手可能)の混合物5gに溶解した。得られた溶液をポリ(エチレンテレフタレート)(PET)フィルム上にコーティングした。得られたシリコーン接着剤溶液コーティングの厚さを、実験的に求めた結果、乾燥接着剤コーティング厚さはおよそ1μmであった。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、コーティングされたシリコーン接着剤表面全体に分布させ、接着剤中に埋設させた。コーティングされたシートを室温でおよそ24時間放置した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0032】
得られたコーティングされたシートを、(水平に対して)あらゆる範囲の角度に傾斜させる又は傾けることができる台上に定置した。容積およそ0.02mLの水滴をコーティング表面上に定置し、次いで台をゆっくりと傾斜させた。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、1°未満であった。次いで、コーティングに水を噴霧し、水がコーティングから容易に落ちることが観察された。コーティングの曇り度及び平行透過率を、直径30mmの開口部を用いたSZ−SIGMA80曇り度計(日本電色工業(Nippon Denshoku Industries Co., Ltd.)(日本、東京)から入手)を用いて測定した。曇り価は7.5%、平行透過率は84%であると測定された。
【0033】
比較例1
粒子を含むコーティングの調製
シリコーン接着剤溶液コーティングの厚さを実験的に測定した結果、乾燥接着剤コーティング厚さがおよそ6μmであったことを除き、実施例1に記載したのと同様の方法でコーティングを調製した。比較的強い水流をコーティングされたシートに向けたが、多孔質ポリ(スチレン)粒子を除去できなかった。コーティングの曇り度及び平行透過率を、本質的に実施例1で記載した方法を用いて測定した。曇り価は90%、平行透過率は10%であると測定された。
【0034】
(実施例2)
シリコーン系超疎水性コーティングの調製
粒子が、平均粒径およそ8μmの多孔質ポリ(メチルメタクリレート)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「MBP−8」を入手)であったことを除き、実施例1で記載したのと同様の方法でコーティングを調製した。得られたコーティングを、本質的に実施例1で記載したように評価した。水滴がコーティング表面を落ち始める、(水平に対する)台の角度を求めた結果、1°未満であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は6%、平行透過率は85%であると測定された。
【0035】
(実施例3)
シリコーン系超疎水性コーティングの調製
0.3gの硬化性シリコーン樹脂(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−1310ST」として入手可能)と0.03gの硬化触媒(信越化学工業から商品名「CAT−1310」として入手可能)の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200(3M NOVEC Engineered Fluid HFE-7200)」として入手可能)の混合物5gに溶解した。得られた溶液を、実験的に求めた結果、乾燥接着剤コーティング厚さはおよそ1μmであった厚さで、ポリ(エチレンテレフタレート)フィルムのシート上にコーティングした。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、コーティングされたシリコーン樹脂表面全体に分布させ、樹脂中に埋設させた。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0036】
得られたコーティングされたシートを、(水平に対して)あらゆる範囲の角度に傾斜させる又は傾けることができる台上に定置した。容積およそ0.02mLの水滴をコーティング表面上に定置し、次いで台をゆっくりと傾斜させた。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、1°未満であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。コーティングの曇り度及び平行透過率を、直径30mmの開口部を用いたSZ−SIGMA80曇り度計(日本電色工業(Nippon Denshoku Industries Co., Ltd.)(日本、東京)から入手)を用いて測定した。曇り価は8%、平行透過率は83%であると測定された。
【0037】
(実施例4)
シリコーン系超疎水性コーティングの調製
二液型シリコーン接着剤(0.3g;信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−2000(A/B)」として入手可能なシリコーン接着剤の各部0.15gの混合物)を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物5gに溶解した。得られた溶液をポリ(エチレンテレフタレート)フィルム上にコーティングした。得られたシリコーン接着剤溶液コーティングの厚さを実験的に求めた結果、乾燥接着剤コーティング厚さはおよそ1μmであった。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、コーティングされたシリコーン接着剤表面全体に分布させ、接着剤中に埋設させた。コーティングされたシートを室温でおよそ24時間放置した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0038】
得られたコーティングを、本質的に実施例1で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、1°未満であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は7.5%、平行透過率は84%であると測定された。
【0039】
(実施例5)
シリコーン系超疎水性コーティングの調製
平均粒径およそ20μmの多孔質ポリ(スチレン)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−20」を入手)を、コーティングされたシリコーン樹脂表面全体に分布させ、樹脂中に埋設させたことを除き、実施例3で記載したのと同様の方法でコーティングを調製した。得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ1°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は5.6%、平行透過率は85%であると測定された。
【0040】
(実施例6)
シリコーン系超疎水性コーティングの調製
平均粒径およそ5μmの多孔質ポリ(スチレン)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−5」を入手)を、コーティングされたシリコーン樹脂表面全体に分布させ、樹脂中に埋設させたことを除き、実施例3で記載したのと同様の方法でコーティングを調製した。得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ1°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は5.1%、平行透過率は86%であると測定された。
【0041】
(実施例7)
シリコーン系超疎水性コーティングの調製
平均粒径およそ7μmの多孔質球状シリカ粒子(富士シリシア化学(Fuji Silysia Chemical Ltd.)(日本、春日井)から商品名「C−1507」を入手)を、コーティングされたシリコーン樹脂表面全体に分布させ、樹脂中に埋設させたことを除き、実施例3で記載したのと同様の方法でコーティングを調製した。得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ2°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は3.8%、平行透過率は87%であると測定された。
【0042】
(実施例8)
シリコーン系超疎水性コーティングの調製
平均粒径およそ2.5μmの多孔質シリカ粒子(富士シリシア化学(Fuji Silysia Chemical Ltd.)(日本、春日井)から商品名「シリシア(SYLYSIA)436」を入手)を、コーティングされたシリコーン樹脂表面全体に分布させ、樹脂中に埋設させたことを除き、実施例3で記載したのと同様の方法でコーティングを調製した。得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ2°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は6.5%、平行透過率は84%であると測定された。
【0043】
(実施例9)
シリコーン系超疎水性コーティングの調製
100重量部の硬化性シリコーン樹脂(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−1310ST」として入手可能)と10重量部の硬化触媒(信越化学工業から商品名「CAT−1310」として入手可能)の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物に溶解し、20重量%の固形分を有する溶液を得た。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、0.5gの溶液と組み合わせ、コーティング溶液を得た。このコーティング溶液を、No.4巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0044】
得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ3°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は15%未満、平行透過率は75%超過であると測定された。
【0045】
(実施例10)
シリコーン系超疎水性コーティングの調製
二液型シリコーン接着剤(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「X−34−1690(A/B)」として入手可能)の各部50重量部の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物に溶解し、20重量%の固形分を有する溶液を得た。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、0.5gの溶液と組み合わせ、コーティング溶液を得た。このコーティング溶液を、No.8巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0046】
得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ4°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は15%未満、平行透過率は75%超過であると測定された。
【0047】
(実施例11)
シリコーン系超疎水性コーティングの調製
二液型シリコーン接着剤(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−2000(A/B)」として入手可能)の各部50重量部の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物に溶解し、20重量%の固形分を有する溶液を得た。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、0.5gの溶液と組み合わせ、コーティング溶液を得た。このコーティング溶液を、No.20巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0048】
得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ4°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は15%未満、平行透過率は75%超過であると測定された。
【0049】
比較例2
粒子を含むコーティングの調製
0.3gの硬化性シリコーン樹脂(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−1310ST」として入手可能)と0.03gの硬化触媒(信越化学工業から商品名「CAT−1310」として入手可能)の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物5gに溶解した。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、0.1gの得られた溶液と組み合わせ、混合が困難なコーティング混合物を得た。このコーティング混合物を、No.4巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。コーティング表面に形成されていた亀裂が観察された。
【0050】
比較例3
粒子を含むコーティングの調製
0.3gの硬化性シリコーン樹脂(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−1310ST」として入手可能)と0.03gの硬化触媒(信越化学工業から商品名「CAT−1310」として入手可能)の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物5gに溶解した。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、1.0gの得られた溶液と組み合わせ、コーティング混合物を得た。このコーティング混合物を、No.8巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、多孔質ポリ(スチレン)粒子を除去しようとして、比較的強い水流をコーティングされたシートに向けたが、粒子はコーティング中に残存した。
【0051】
比較例4
粒子を含むコーティングの調製
3gの硬化性シリコーン樹脂(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−1310ST」として入手可能)と0.03gの硬化触媒(信越化学工業から商品名「CAT−1310」として入手可能)の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物5gに溶解した。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、1.5gの得られた溶液と組み合わせ、コーティング混合物を得た。このコーティング混合物を、No.20巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、多孔質ポリ(スチレン)粒子を除去しようとして、比較的強い水流をコーティングされたシートに向けたが、粒子はコーティング中に残存した。
【0052】
本発明のこれら及びその他の特徴、態様、及び利点は、これらの説明、添付の請求の範囲、及び添付図を考慮することにより、更によく理解されるであろう。
【0053】
この図は、理想化されており、尺度通りに描かれてはおらず、単に例証を目的とするものであり、制限することを目的としない。
【図面の簡単な説明】
【0054】
【図1】本発明の方法の実施形態により製造された微細構造コーティングの断面図。
【技術分野】
【0001】
本発明は、基板(例えば、ガラス、金属、及びプラスチック)、それにより製造されたコーティング、及びかかるコーティングとを含む物品に、撥水性及び/又は自己清浄特性を付与するための方法に関する。
【背景技術】
【0002】
自己清浄表面は、様々な工業分野及び日常生活の局面において非常に望ましい。超疎水性(例えば、約150°を超える水接触角を有する程度の超撥水性)になった場合、表面は自己清浄作用及び、水によって有害な影響を及ぼされることの多い表面特性を維持する能力を示す。
【0003】
固体表面の湿潤性の制御は、従来、撥水性官能基(例えば、フルオロアルキル基)の導入のような、表面の化学修飾によって対処されてきた。しかしながら、超疎水性及びそれに付随する自己清浄特性を獲得するために、低表面エネルギー及びある程度の表面微細粗度または微細構造がともに必要である。
【0004】
かかる組み合わせは、天然に見出すことができる。例えば、ハスの葉は、数μm間隔で離間する角錐形隆起を含む微細構造表面に加えて、生来の低表面エネルギーのために、自己清浄性である。
【発明の開示】
【発明が解決しようとする課題】
【0005】
かかる天然特性を模倣しようと、自己清浄性表面の製造のために多様な取り組みが行われてきた。超疎水性表面は、例えば、プラズマ加工、蒸着、及びフォトリソグラフィにより調製されてきた。しかしながら、かかる方法は、複数の加工工程及び/又は長期にわたる加工時間が必要であるため、工業生産には好適でない場合が多かった。さらに、これら及び他の方法から得られる表面構造の一部は、脆弱で容易に破損する場合がある。
【0006】
他の取り組みでは、コーティング組成物(例えば、粒子含有結合剤)を使用したが、炭化水素結合剤を含むコーティングは、化学耐性及び/又は光耐性が多少不足する傾向にあった。フルオロポリマー系コーティングは、一般に、優れた化学安定性及び/又は光安定性を示すが、炭化水素基板への結合が困難である場合が多く、それ故時に耐久性に欠ける場合がある。さらに他の取り組みでは、熱耐性に欠けたり、高温処理(及びかかる処理に耐え得る基板)を必要としたり、及び/又は望ましい程度の透明性が得られなかったりした(例えば、粒子によって引き起こされる錯乱のため)。
【課題を解決するための手段】
【0007】
従って、発明者らは、耐久的超疎水性を基板(例えば、ガラス、金属、及び有機ポリマー)に付与するための、工業的に有用な方法の必要性があると認識する。好ましくは、この方法は、耐久的超疎水性だけでなく、透明性も実現するであろう。
【0008】
簡潔には、一様態では、本発明は、(a)少なくとも1種の疎水性材料(つまり、少なくとも90°の水接触角を有する材料)から本質的に成るコーティングを、基板の少なくとも一つの面の少なくとも一部に適用し、撥水層を形成する工程と、(b)撥水層の上に複数の粒子を配置する工程であって、粒子が多孔質粒子、粒子凝集体、及びこれらの混合物から選択される工程と、(c)粒子を撥水層に少なくとも部分的に埋設する工程と、(d)撥水層を少なくとも部分的に硬化させる工程と、(e)少なくとも部分的に埋設された粒子を除去し、微細構造コーティングを形成する工程と、を含む方法であって、微細構造コーティングが、コーティングの露出面から基板に向かって先細である複数のキャビティーを含む方法を提供する。好ましくは、この微細構造コーティングは透明である。
【0009】
撥水性コーティング上に(キャビティー形成時に)形成された不揃いな形状を適切に制御することにより、コーティングは撥水性(又は疎水性)だけでなく、浸水後でさえも保持され得る、滑水性又は自己清浄特性を示し得ることが見出された。撥水性材料にキャビティーを形成し、(材料の表面から内部に向かって先細であるように)キャビティーの形状を適切に制御することにより、霧のような細かな水滴でさえもはじく、比較的高い滑水能を獲得し、長期にわたってこの特性を保持することができる可能性がある。驚くべきことに、かかる特性は、フッ素性化学物質を使用すること無しに獲得することができる。
【0010】
本明細書で使用する場合、撥水性とは、「静的」撥水性(コーティングと水との接触角を測定することにより求められる)を意味するが、上述の滑水性は、「動的」撥水性(表面が傾いた際、水平なコーティングされた表面に落とした水滴が落ち(roll)始める角度(「転落角」(rolling angle))を測定することにより求められる)である。不揃いの形状に応じて、先行技術のコーティング又はフィルム(水との接触角が比較的大きいものでさえも)の一部は、霧のような細かな水滴に対して滑水性を示さない。他のものは、当初滑水性を示すが、長期間浸水した後、次第に滑水性が失われていく。
【0011】
かかる先行技術のコーティングとは異なり、本発明の方法により提供されるコーティングは、耐久的超疎水性(つまり、耐久的撥水性及び、耐久的滑水性又は自己清浄性)であることができ、従って、様々な基板に対して安定かつ持続性のある超疎水性を付与するために用いることができる。加工の観点から、このコーティングは、一般に、比較的容易に基板表面に形成することができ、安定かつ耐久的であるだけでなく、好ましくは透明でもあり得る(少なくとも一部の先行技術のコーティングと異なり、粒子がコーティング内又はコーティング上に残存しないため)。従って、本発明の方法の少なくとも一部の実施形態は、耐久的超疎水性及び好ましくは透明であるコーティングの調製のための工業的に有用な方法に対する、当該技術分野における必要性を満たすことができる。
【0012】
他の様態では、本発明はまた、本発明の方法により調製されたコーティング、及び、基膜と基膜の少なくとも一つの面の少なくとも一部上のコーティングとを含むコーティングされたシートも提供する。
【発明を実施するための最良の形態】
【0013】
定義
本出願で用いる時、
「接触角」とは、特に規定のない限り、水との接触角(接触角測定機、例えば、協和界面科学(Kyowa Interface Science Co., Ltd.)から入手可能なフェイス(FACE)接触角測定機CA−A型を用いて、蒸留水で測定することにより得られる値)を意味し、
「疎水性材料」とは、少なくとも90°の接触角を有する材料を意味し、
「透明」とは、(曇り度計、例えば、30mmの測定開口直径を有する、日本電色工業(Nippon Denshoku Industries Co., Ltd.)製曇り度計SZ−Σ80により測定した場合)15%以下の曇り度を示すことを意味し、
「転落角」とは、表面が傾いた際、水平なコーティングされた表面に配置された少なくとも0.02mLの水滴が落ち始める角度を意味する。
【0014】
好ましい実施形態の説明
図1を参照すると、本発明の方法の実施形態は、コーティングの露出面から内部に向かって先細である複数のキャビティー2を含む微細構造コーティング1を提供する。コーティング1は、キャビティー又は凹部を形成可能な少なくとも1種の疎水性材料(つまり、接触角が90°以上、好ましくは100〜150°、より好ましくは110°〜150°、最も好ましくは120°〜150°であるような撥水性を示す材料)から成る又は本質的に成る。(材料の混合物又はブレンド全体の接触角が90°以上であるならば、コーティングは、接触角が90°未満である1種以上の材料が存在し得る材料から「本質的に成って」よい。混合物又はブレンドの接触角が90°未満である場合、コーティングのキャビティーの形状を制御するだけでは超疎水性を実現することは困難であるか、不可能である可能性がある)一般に、接触角は大きい方が好ましいが、通常150°以下であろう。
【0015】
疎水性材料は、フッ素を本質的に含有しないことが好ましい。好適な疎水性材料の例としては、付加反応型シリコーン類、ポリウレタン類、ポリ尿素類、ポリエポキシド類等のような、シリコーン系接着剤及びシリコーン系樹脂、及びこれらの混合物が挙げられる。
【0016】
コーティング1のキャビティー2は、好ましくはコーティング表面の10〜85%を占め、典型的なキャビティーの深さは、好ましくは0.01〜100μmである。コーティングの厚さは特に制限されず、特定の用途に望ましい特性を実現するのに十分な深さ及び適切な形状を有するキャビティーを形成できるように変化してよい。
【0017】
本発明では、コーティングの滑水性又は自己清浄特性は、コーティング表面に微細構造を設け、微細構造の凹部の形状を制御することにより向上する場合がある。凹部又はキャビティーは、コーティング表面から内部に向かって先細である形状であってよい。これは、キャビティーが、底部から開口部に向かって拡大する又は広がることを意味し、そのキャビティーに収容された水は、コーティングが傾いた際、容易に落ち得る。キャビティーの底部が開口部より広いような形状である場合、コーティングと接触する水(特に細かい霧)は、少なくとも若干キャビティーに捕捉される可能性があり、従ってコーティングが傾いた際、容易には落ちない可能性がある。
【0018】
本発明の方法により提供されるコーティングの水接触角は、その成分の水接触角より大きい場合がある(好ましくは、コーティングの水接触角は140°以上、より好ましくは、150°以上である。)。コーティングの滑水性は、上述のように、転落角の測定により評価される。本発明の方法により調製されたコーティングの転落角は、(0.02mLの水滴を用いて)好ましくは25°以下(より好ましくは10°以下、最も好ましくは5°以下)であり、従って比較的良好な滑水性又は自己清浄特性を有することができる。必ずしもコーティングのキャビティー全てが表面から内部に向かって先細である必要はないが、十分な数がそのように先細であり、特定の用途に望まれる滑水性を示すことが好ましい。
【0019】
好ましくは、コーティングはさらに、比較的高い透明性を示し、それは曇り度計を用いて曇り度を測定することにより評価できる。コーティングは、(例えば、30mmの測定開口直径を有する、日本電色工業(Nippon Denshoku Industries Co., Ltd.)(日本、東京)に製曇り度計SZ−Σ80により測定した場合)好ましくは15%以下、より好ましくは10%以下の曇り度を示す。
【0020】
本発明の方法は、例えば、以下のように行ってよい。少なくとも1種の上記コーティング材料を(例えば、ナイフコーティング法、バーコーティング法、ディッピング法等、及びこれらの組み合わせのような、本質的に公知の任意のコーティング方法を用いて)基板上にコーティングし、撥水層を形成してよく、複数の粒子を撥水層の上に配置してよい。粒子は、撥水層に少なくとも部分的に埋設されてよく、次いで撥水層を(例えば、熱又は放射線に曝露することによりコーティング材料を少なくとも部分的に硬化することにより)硬化してよい。最終的に、粒子を(例えば、水又は空気のような流体流を適用して機械的に除去することにより)撥水層から除去してよい。
【0021】
基板は、本質的に、一般に用いられる任意の基板材料(例えば、(例えば、ポリエステル、ポリ塩化ビニル、ポリウレタン、ポリプロピレン等のような)高分子フィルム、紙、金属、木、コンクリート、セラミック等、及びこれらの組み合わせ)を含んでよい。上述の疎水性材料を用いてもよい。
【0022】
本発明の方法を実施する際使用するのに好適な粒子としては、多孔質粒子及び粒子凝集体(及びこれらの混合物)が挙げられる。粒子は、本質的に任意の材料(例えば、有用な非疎水性材料としては、アクリル系樹脂及びメタクリル系樹脂、アルミニウム及び鉄のような金属、シリカ及びアルミナのようなセラミックス等、並びにこれらの混合物が挙げられる。)を含んでよい。粒子はまた、1種以上の疎水性材料(例えば、ポリエチレン、ポリプロピレン、ポリスチレン等、及びこれらの混合物)を含んでもよい。好ましくは、粒子は本質的にフッ素を含有しない。
【0023】
上述のように、有用な粒子は多孔質又は凝集体である。無孔粒子を用いて形成されたキャビティーは、一般に、多孔質粒子を用いて形成されたキャビティーに比べて、良好な滑水性を示さない。多孔質粒子としては、粒子表面に小さな開口部又は穴を有するものが挙げられ、それにより、見かけ上の粒子の接触角は、多孔質粒子を含む材料の実際の接触角より大きくなる。例えば、粒子の比表面積は10〜200m2/g、孔径は150〜200Åであってよい。粒子の凝集体は、ともに群化し、それにより多孔質粒子と同様の多孔性を示す粒子である。
【0024】
粒子は、実質的に球形状(例えば、球体及び回転楕円体を含む)であってよい。しかしながら、有用な粒子としてはまた、円錐形及び角錐形粒子、並びに円錐台及び角錐台粒子等、並びにこれらの混合物も挙げられる。粒子は微小粒子であってよい。有用な粒径としては、平均直径0.01〜500μm(好ましくは、0.05〜300μm、より好ましくは、0.1〜100μmであり、ここで「直径」とは実質的に球形状の粒子の直径だけでなく、非球形状粒子の最長寸法も指す)が挙げられる。粒子は、互いに分離している必要はなく、必要に応じて、むしろ少なくとも部分的に格子状に結合及び整列していてよい。
【0025】
粒子が撥水層の上に配置される場合、層は硬化されていない状態であり、従って、粒子は少なくとも部分的に(必要に応じて、加圧により)層に埋設され得る。粒子が少なくとも部分的に埋設された後、撥水層を硬化し、(例えば、散水ガン又はエアガンを用いて吹き飛ばす、又は感圧性接着テープを適用した後取り外すことにより)粒子を除去し、微細構造コーティングを形成してよい。粒子は、上述のように、得られるキャビティーがコーティング表面の10〜85%を占めるような量で用いられ、除去されてよい。
【0026】
キャビティーは、コーティング表面から内部に向かって先細であるような形状であってよい。実質的に球形状である粒子を用いる場合、平均粒径の60%以下(好ましくは50%以下)を、硬化されていない撥水層に埋設又は埋納してよい。60%を超えて埋納する場合、粒子の除去により形成されるキャビティーは、コーティング表面から内部に向かって広がる形状を有し、それによりコーティングの滑水能が低下する可能性がある。
【0027】
しかしながら、撥水層の厚さが平均粒径の60%以下に設定される場合、たとえ実質的に球形状粒子が下に横たわる基板に到達するように押圧されたとしても、平均粒径の60%以下を撥水層に埋設されることができる。したがって、実質的に球形状粒子を用いる場合でさえ、コーティング表面から内部に向かって先細であるキャビティーを容易に形成することができる。先細形状を有する粒子(例えば、円錐形)を用いる場合、撥水層に粒子の先細端部を埋設することにより好ましい形状特性を有するキャビティーを形成することができる。
【0028】
或いは、本発明の方法は、上述の撥水性材料と粒子を混合して混合物を形成し、基板上に混合物をコーティングし、撥水材料を硬化させ、次いで微細構造コーティングを形成するように、材料表面上に露出する粒子を除去することにより実施され得る。実質的に球形状粒子を用いる場合、平均粒径の40%以上が露出した粒子は除去することができる。好ましくは、コーティング厚さは平均粒径の60%以下であり、又は混合物中の粒子の容量%は30〜70%(より好ましくは40〜60%)である。
【0029】
超疎水性シートは、基板の少なくとも一つの面の少なくとも一部に上述の微細構造コーティングを設けることにより得られ得る。シートは滑水性を示すことができ、それは、上述のように、シートが傾いた際、シートのコーティング側に配置された水滴が落ち始める角度(転落角)を求めることにより測定できる。本発明によるシートの転落角は、(0.02mLの水滴を落とした場合)好ましくは25°以下(より好ましくは10°以下、最も好ましくは5°以下)である。好ましいコーティングは、0.02mLの水滴を配置した場合、1時間浸水した後も25°以下の転落角を示す。
【実施例】
【0030】
本発明の目的および利点は、下記の実施例によってさらに例示されるが、これらの実施例において列挙された特定の材料およびその量は、他の諸条件及び詳細と同様に本発明を過度に制限するものと解釈すべきではない。
【0031】
(実施例1)
シリコーン系超疎水性コーティングの調製
二液型シリコーン接着剤(0.3g;信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「X−34−1662(A/B)」として入手可能なシリコーン接着剤の各部0.15gの混合物)を、1重量部のメチルエチルケトン(MEK)と2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200(3M NOVEC Engineered Fluid HFE-7200)」として入手可能)の混合物5gに溶解した。得られた溶液をポリ(エチレンテレフタレート)(PET)フィルム上にコーティングした。得られたシリコーン接着剤溶液コーティングの厚さを、実験的に求めた結果、乾燥接着剤コーティング厚さはおよそ1μmであった。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、コーティングされたシリコーン接着剤表面全体に分布させ、接着剤中に埋設させた。コーティングされたシートを室温でおよそ24時間放置した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0032】
得られたコーティングされたシートを、(水平に対して)あらゆる範囲の角度に傾斜させる又は傾けることができる台上に定置した。容積およそ0.02mLの水滴をコーティング表面上に定置し、次いで台をゆっくりと傾斜させた。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、1°未満であった。次いで、コーティングに水を噴霧し、水がコーティングから容易に落ちることが観察された。コーティングの曇り度及び平行透過率を、直径30mmの開口部を用いたSZ−SIGMA80曇り度計(日本電色工業(Nippon Denshoku Industries Co., Ltd.)(日本、東京)から入手)を用いて測定した。曇り価は7.5%、平行透過率は84%であると測定された。
【0033】
比較例1
粒子を含むコーティングの調製
シリコーン接着剤溶液コーティングの厚さを実験的に測定した結果、乾燥接着剤コーティング厚さがおよそ6μmであったことを除き、実施例1に記載したのと同様の方法でコーティングを調製した。比較的強い水流をコーティングされたシートに向けたが、多孔質ポリ(スチレン)粒子を除去できなかった。コーティングの曇り度及び平行透過率を、本質的に実施例1で記載した方法を用いて測定した。曇り価は90%、平行透過率は10%であると測定された。
【0034】
(実施例2)
シリコーン系超疎水性コーティングの調製
粒子が、平均粒径およそ8μmの多孔質ポリ(メチルメタクリレート)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「MBP−8」を入手)であったことを除き、実施例1で記載したのと同様の方法でコーティングを調製した。得られたコーティングを、本質的に実施例1で記載したように評価した。水滴がコーティング表面を落ち始める、(水平に対する)台の角度を求めた結果、1°未満であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は6%、平行透過率は85%であると測定された。
【0035】
(実施例3)
シリコーン系超疎水性コーティングの調製
0.3gの硬化性シリコーン樹脂(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−1310ST」として入手可能)と0.03gの硬化触媒(信越化学工業から商品名「CAT−1310」として入手可能)の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200(3M NOVEC Engineered Fluid HFE-7200)」として入手可能)の混合物5gに溶解した。得られた溶液を、実験的に求めた結果、乾燥接着剤コーティング厚さはおよそ1μmであった厚さで、ポリ(エチレンテレフタレート)フィルムのシート上にコーティングした。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、コーティングされたシリコーン樹脂表面全体に分布させ、樹脂中に埋設させた。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0036】
得られたコーティングされたシートを、(水平に対して)あらゆる範囲の角度に傾斜させる又は傾けることができる台上に定置した。容積およそ0.02mLの水滴をコーティング表面上に定置し、次いで台をゆっくりと傾斜させた。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、1°未満であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。コーティングの曇り度及び平行透過率を、直径30mmの開口部を用いたSZ−SIGMA80曇り度計(日本電色工業(Nippon Denshoku Industries Co., Ltd.)(日本、東京)から入手)を用いて測定した。曇り価は8%、平行透過率は83%であると測定された。
【0037】
(実施例4)
シリコーン系超疎水性コーティングの調製
二液型シリコーン接着剤(0.3g;信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−2000(A/B)」として入手可能なシリコーン接着剤の各部0.15gの混合物)を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物5gに溶解した。得られた溶液をポリ(エチレンテレフタレート)フィルム上にコーティングした。得られたシリコーン接着剤溶液コーティングの厚さを実験的に求めた結果、乾燥接着剤コーティング厚さはおよそ1μmであった。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、コーティングされたシリコーン接着剤表面全体に分布させ、接着剤中に埋設させた。コーティングされたシートを室温でおよそ24時間放置した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0038】
得られたコーティングを、本質的に実施例1で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、1°未満であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は7.5%、平行透過率は84%であると測定された。
【0039】
(実施例5)
シリコーン系超疎水性コーティングの調製
平均粒径およそ20μmの多孔質ポリ(スチレン)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−20」を入手)を、コーティングされたシリコーン樹脂表面全体に分布させ、樹脂中に埋設させたことを除き、実施例3で記載したのと同様の方法でコーティングを調製した。得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ1°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は5.6%、平行透過率は85%であると測定された。
【0040】
(実施例6)
シリコーン系超疎水性コーティングの調製
平均粒径およそ5μmの多孔質ポリ(スチレン)粒子(積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−5」を入手)を、コーティングされたシリコーン樹脂表面全体に分布させ、樹脂中に埋設させたことを除き、実施例3で記載したのと同様の方法でコーティングを調製した。得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ1°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は5.1%、平行透過率は86%であると測定された。
【0041】
(実施例7)
シリコーン系超疎水性コーティングの調製
平均粒径およそ7μmの多孔質球状シリカ粒子(富士シリシア化学(Fuji Silysia Chemical Ltd.)(日本、春日井)から商品名「C−1507」を入手)を、コーティングされたシリコーン樹脂表面全体に分布させ、樹脂中に埋設させたことを除き、実施例3で記載したのと同様の方法でコーティングを調製した。得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ2°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は3.8%、平行透過率は87%であると測定された。
【0042】
(実施例8)
シリコーン系超疎水性コーティングの調製
平均粒径およそ2.5μmの多孔質シリカ粒子(富士シリシア化学(Fuji Silysia Chemical Ltd.)(日本、春日井)から商品名「シリシア(SYLYSIA)436」を入手)を、コーティングされたシリコーン樹脂表面全体に分布させ、樹脂中に埋設させたことを除き、実施例3で記載したのと同様の方法でコーティングを調製した。得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ2°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は6.5%、平行透過率は84%であると測定された。
【0043】
(実施例9)
シリコーン系超疎水性コーティングの調製
100重量部の硬化性シリコーン樹脂(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−1310ST」として入手可能)と10重量部の硬化触媒(信越化学工業から商品名「CAT−1310」として入手可能)の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物に溶解し、20重量%の固形分を有する溶液を得た。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、0.5gの溶液と組み合わせ、コーティング溶液を得た。このコーティング溶液を、No.4巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0044】
得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ3°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は15%未満、平行透過率は75%超過であると測定された。
【0045】
(実施例10)
シリコーン系超疎水性コーティングの調製
二液型シリコーン接着剤(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「X−34−1690(A/B)」として入手可能)の各部50重量部の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物に溶解し、20重量%の固形分を有する溶液を得た。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、0.5gの溶液と組み合わせ、コーティング溶液を得た。このコーティング溶液を、No.8巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0046】
得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ4°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は15%未満、平行透過率は75%超過であると測定された。
【0047】
(実施例11)
シリコーン系超疎水性コーティングの調製
二液型シリコーン接着剤(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−2000(A/B)」として入手可能)の各部50重量部の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物に溶解し、20重量%の固形分を有する溶液を得た。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、0.5gの溶液と組み合わせ、コーティング溶液を得た。このコーティング溶液を、No.20巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、比較的強い水流をコーティングされたシートに向け、多孔質ポリ(スチレン)粒子を除去し、微細構造コーティングを形成した。
【0048】
得られたコーティングを、本質的に実施例3で記載したように評価した。水滴がコーティング表面を落ち始めた、(水平に対する)台の角度を求めた結果、およそ4°であった。次いで、コーティングに水を噴霧し、水がコーティングを容易に落ちることが観察された。曇り価は15%未満、平行透過率は75%超過であると測定された。
【0049】
比較例2
粒子を含むコーティングの調製
0.3gの硬化性シリコーン樹脂(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−1310ST」として入手可能)と0.03gの硬化触媒(信越化学工業から商品名「CAT−1310」として入手可能)の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物5gに溶解した。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、0.1gの得られた溶液と組み合わせ、混合が困難なコーティング混合物を得た。このコーティング混合物を、No.4巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。コーティング表面に形成されていた亀裂が観察された。
【0050】
比較例3
粒子を含むコーティングの調製
0.3gの硬化性シリコーン樹脂(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−1310ST」として入手可能)と0.03gの硬化触媒(信越化学工業から商品名「CAT−1310」として入手可能)の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物5gに溶解した。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、1.0gの得られた溶液と組み合わせ、コーティング混合物を得た。このコーティング混合物を、No.8巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、多孔質ポリ(スチレン)粒子を除去しようとして、比較的強い水流をコーティングされたシートに向けたが、粒子はコーティング中に残存した。
【0051】
比較例4
粒子を含むコーティングの調製
3gの硬化性シリコーン樹脂(信越化学工業(Shin-Etsu Chemical Co., Ltd.)(日本、東京)から商品名「KE−1310ST」として入手可能)と0.03gの硬化触媒(信越化学工業から商品名「CAT−1310」として入手可能)の混合物を、1重量部のメチルエチルケトンと2重量部のハイドロフルオロエーテル(3M社(ミネソタ州セントポール(St. Paul)から商品名「3Mノベック工業流体HFE−7200」として入手可能)の混合物5gに溶解した。平均粒径およそ8μmの多孔質ポリ(スチレン)粒子(0.1g;積水プラスチック(Sekisui Plastics Co., Ltd.)(日本、東京)から商品名「SBP−8」を入手)を、1.5gの得られた溶液と組み合わせ、コーティング混合物を得た。このコーティング混合物を、No.20巻線状ワイヤ被覆ロッドを用いてポリ(エチレンテレフタレート)のシート上にコーティングした。得られたコーティングされたシートを100℃のオーブン内でおよそ24時間加熱し、次いで室温に冷却した。次いで、多孔質ポリ(スチレン)粒子を除去しようとして、比較的強い水流をコーティングされたシートに向けたが、粒子はコーティング中に残存した。
【0052】
本発明のこれら及びその他の特徴、態様、及び利点は、これらの説明、添付の請求の範囲、及び添付図を考慮することにより、更によく理解されるであろう。
【0053】
この図は、理想化されており、尺度通りに描かれてはおらず、単に例証を目的とするものであり、制限することを目的としない。
【図面の簡単な説明】
【0054】
【図1】本発明の方法の実施形態により製造された微細構造コーティングの断面図。
【特許請求の範囲】
【請求項1】
(a)少なくとも1種の疎水性材料から本質的に成るコーティングを、基板の少なくとも一つの面の少なくとも一部に適用し、撥水層を形成する工程と、
(b)前記撥水層の上に複数の粒子を配置する工程であって、前記粒子が多孔質粒子、粒子凝集体、及びこれらの混合物から選択される工程と、
(c)前記粒子を前記撥水層に少なくとも部分的に埋設する工程と、
(d)前記撥水層を少なくとも部分的に硬化させる工程と、
(e)前記少なくとも部分的に埋設された粒子を除去し、微細構造コーティングを形成する工程と、
を含む方法であって、
前記微細構造コーティングが、前記コーティングの露出面から前記基板に向かって先細である複数のキャビティーを含む方法。
【請求項2】
前記微細構造コーティングが透明である、請求項1に記載の方法。
【請求項3】
前記疎水性材料がフッ素を含有しない、請求項1に記載の方法。
【請求項4】
前記疎水性材料が、シリコーン系接着剤、シリコーン系樹脂、ポリウレタン類、ポリ尿素類、ポリエポキシド類、及びこれらの混合物から選択される、請求項1に記載の方法。
【請求項5】
前記粒子がフッ素を含有しない、請求項1に記載の方法。
【請求項6】
前記粒子が、アクリル系樹脂及びメタクリル系樹脂、金属、セラミックス、ポリエチレン、ポリプロピレン、ポリスチレン、並びにこれらの混合物から選択される少なくとも1種の材料を含む、請求項1に記載の方法。
【請求項7】
前記粒子が、球形粒子、円錐形粒子、角錐形粒子、円錐台形粒子、角錐台形粒子、及びこれらの混合物から実質的に選択される、請求項1に記載の方法。
【請求項8】
前記粒子が、実質的に球形粒子である、請求項7に記載の方法。
【請求項9】
前記粒子の平均粒径の60%以下が前記撥水層に埋設されている、請求項8に記載の方法。
【請求項10】
前記粒子が微小粒子である、請求項1に記載の方法。
【請求項11】
前記微細構造コーティングが、配置された0.02mLの水滴に対して、25°以下の転落角を示す、請求項1に記載の方法。
【請求項12】
前記微細構造コーティングが、1時間の浸水後、配置された0.02mLの水滴に対して、25°以下の転落角を示す、請求項1に記載の方法。
【請求項13】
前記適用、配置及び埋設工程が、前記疎水性材料及び前記粒子を含む混合物の形成、並びに前記混合物の前記基板への適用により達成される、請求項1に記載の方法。
【請求項14】
前記埋設が加圧により達成される、請求項1に記載の方法。
【請求項15】
前記硬化が、熱又は放射線の適用により、前記撥水層を少なくとも部分的に硬化することを含む、請求項1に記載の方法。
【請求項16】
前記除去が、流体流の適用により達成される、請求項1に記載の方法。
【請求項17】
(a)シリコーン系接着剤、シリコーン系樹脂及びこれらの混合物から選択される少なくとも1種の疎水性材料から本質的に成るコーティングを、基板の少なくとも一つの面の少なくとも一部に適用し、撥水層を形成する工程と、
(b)前記撥水層に複数の多孔質ポリスチレン微小粒子を配置する工程と、
(c)加圧により前記撥水層に前記粒子を少なくとも部分的に埋設する工程と、
(d)加熱により前記撥水層を少なくとも部分的に硬化する工程と、
(e)水流の適用により前記少なくとも部分的に埋設された粒子を除去し、微細構造コーティングを形成する工程と、
を含む方法であって、
前記微細構造コーティングが、前記コーティングが配置された0.02mLの水滴に対して25°以下の転落角を示すように、前記コーティングの露出面から前記基板に向かって先細である複数のキャビティーを含む方法。
【請求項18】
請求項1に記載の方法により製造されるコーティング。
【請求項19】
請求項17に記載の方法により製造されるコーティング。
【請求項20】
基膜と、前記基膜の少なくとも一つの面の少なくとも一部上の請求項18に記載のコーティングとを含む、コーティングされたシート。
【請求項21】
基膜と、前記基膜の少なくとも一つの面の少なくとも一部上の請求項19に記載のコーティングとを含む、コーティングされたシート。
【請求項1】
(a)少なくとも1種の疎水性材料から本質的に成るコーティングを、基板の少なくとも一つの面の少なくとも一部に適用し、撥水層を形成する工程と、
(b)前記撥水層の上に複数の粒子を配置する工程であって、前記粒子が多孔質粒子、粒子凝集体、及びこれらの混合物から選択される工程と、
(c)前記粒子を前記撥水層に少なくとも部分的に埋設する工程と、
(d)前記撥水層を少なくとも部分的に硬化させる工程と、
(e)前記少なくとも部分的に埋設された粒子を除去し、微細構造コーティングを形成する工程と、
を含む方法であって、
前記微細構造コーティングが、前記コーティングの露出面から前記基板に向かって先細である複数のキャビティーを含む方法。
【請求項2】
前記微細構造コーティングが透明である、請求項1に記載の方法。
【請求項3】
前記疎水性材料がフッ素を含有しない、請求項1に記載の方法。
【請求項4】
前記疎水性材料が、シリコーン系接着剤、シリコーン系樹脂、ポリウレタン類、ポリ尿素類、ポリエポキシド類、及びこれらの混合物から選択される、請求項1に記載の方法。
【請求項5】
前記粒子がフッ素を含有しない、請求項1に記載の方法。
【請求項6】
前記粒子が、アクリル系樹脂及びメタクリル系樹脂、金属、セラミックス、ポリエチレン、ポリプロピレン、ポリスチレン、並びにこれらの混合物から選択される少なくとも1種の材料を含む、請求項1に記載の方法。
【請求項7】
前記粒子が、球形粒子、円錐形粒子、角錐形粒子、円錐台形粒子、角錐台形粒子、及びこれらの混合物から実質的に選択される、請求項1に記載の方法。
【請求項8】
前記粒子が、実質的に球形粒子である、請求項7に記載の方法。
【請求項9】
前記粒子の平均粒径の60%以下が前記撥水層に埋設されている、請求項8に記載の方法。
【請求項10】
前記粒子が微小粒子である、請求項1に記載の方法。
【請求項11】
前記微細構造コーティングが、配置された0.02mLの水滴に対して、25°以下の転落角を示す、請求項1に記載の方法。
【請求項12】
前記微細構造コーティングが、1時間の浸水後、配置された0.02mLの水滴に対して、25°以下の転落角を示す、請求項1に記載の方法。
【請求項13】
前記適用、配置及び埋設工程が、前記疎水性材料及び前記粒子を含む混合物の形成、並びに前記混合物の前記基板への適用により達成される、請求項1に記載の方法。
【請求項14】
前記埋設が加圧により達成される、請求項1に記載の方法。
【請求項15】
前記硬化が、熱又は放射線の適用により、前記撥水層を少なくとも部分的に硬化することを含む、請求項1に記載の方法。
【請求項16】
前記除去が、流体流の適用により達成される、請求項1に記載の方法。
【請求項17】
(a)シリコーン系接着剤、シリコーン系樹脂及びこれらの混合物から選択される少なくとも1種の疎水性材料から本質的に成るコーティングを、基板の少なくとも一つの面の少なくとも一部に適用し、撥水層を形成する工程と、
(b)前記撥水層に複数の多孔質ポリスチレン微小粒子を配置する工程と、
(c)加圧により前記撥水層に前記粒子を少なくとも部分的に埋設する工程と、
(d)加熱により前記撥水層を少なくとも部分的に硬化する工程と、
(e)水流の適用により前記少なくとも部分的に埋設された粒子を除去し、微細構造コーティングを形成する工程と、
を含む方法であって、
前記微細構造コーティングが、前記コーティングが配置された0.02mLの水滴に対して25°以下の転落角を示すように、前記コーティングの露出面から前記基板に向かって先細である複数のキャビティーを含む方法。
【請求項18】
請求項1に記載の方法により製造されるコーティング。
【請求項19】
請求項17に記載の方法により製造されるコーティング。
【請求項20】
基膜と、前記基膜の少なくとも一つの面の少なくとも一部上の請求項18に記載のコーティングとを含む、コーティングされたシート。
【請求項21】
基膜と、前記基膜の少なくとも一つの面の少なくとも一部上の請求項19に記載のコーティングとを含む、コーティングされたシート。
【図1】

【公表番号】特表2009−521552(P2009−521552A)
【公表日】平成21年6月4日(2009.6.4)
【国際特許分類】
【出願番号】特願2008−547351(P2008−547351)
【出願日】平成18年12月15日(2006.12.15)
【国際出願番号】PCT/US2006/047896
【国際公開番号】WO2007/075407
【国際公開日】平成19年7月5日(2007.7.5)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
【公表日】平成21年6月4日(2009.6.4)
【国際特許分類】
【出願日】平成18年12月15日(2006.12.15)
【国際出願番号】PCT/US2006/047896
【国際公開番号】WO2007/075407
【国際公開日】平成19年7月5日(2007.7.5)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
[ Back to top ]