
超硬体、ツール、およびそれらを作製する方法
少なくとも1つの焼結した多結晶超硬構造(22、24)と、超硬合金を含む支持体(30)とを接触させて、プレコンパクトアセンブリー(40)を形成することと、プレコンパクトアセンブリー(40)を超硬材料が熱力学的に安定的な圧力および温度に曝露し、超硬先端部のためのプレフォーム体を形成することと、プレフォーム体を処理し、超硬先端部を形成することとを含む、回転機械ツールのための超硬先端部を作製する方法。

【発明の詳細な説明】
【技術分野】
【0001】
本発明の実施形態は一般に、超硬体および回転機械ツールのための、特に、しかしこれらだけに限らないがツイストドリルまたはエンドミルのための超硬先端部を作製する方法、このように作製された超硬先端部、およびそれらを含むツールに関する。
【背景技術】
【0002】
超硬材料の例は、多結晶ダイヤモンド(PCD)材料および多結晶立方晶窒化ホウ素(PCBN)材料である。PCD材料は、実質的に相互成長したダイヤモンドの粒(grain)の塊を含み、PCBN材料は、金属および/またはセラミック材料を含むマトリックス内に立方晶窒化ホウ素(cBN)粒子を含む。PCDおよびPCBNは、ダイヤモンド粒またはcBN粒を各々、少なくとも約5.5GPaの超高圧および少なくとも約1,250℃の温度に曝露することによって作製し得る。
回転機械ツールは、回転するカッター要素を含むドリルなどの機械ツールである。
米国特許出願公開第2008/0247899号は、ツイストドリル、ドリル、およびエンドミルなどの通常のツール基材に付着することができるらせん形状の固体PCDおよびPCBN先端部を開示している。
【発明の概要】
【発明が解決しようとする課題】
【0003】
改善された超硬付刃回転機械ツールを作製する方法を提供することが求められている。
【課題を解決するための手段】
【0004】
第1の態様から見ると、回転機械ツールのための超硬先端部を作製する方法を提供することができ、この方法は、少なくとも1つの焼結した(すなわち、予備焼結した)多結晶超硬構造(PCD構造など)と、超硬合金(cemented carbide)を含む支持体、または支持体のための前駆構造とを接触させ、プレコンパクトアセンブリーを形成することと、超硬材料が熱力学的に安定的である圧力および温度にプレコンパクトアセンブリーを曝露して、超硬先端部、または回転機械ツールのための超硬先端部のためのプレフォーム体を形成することとを含む。プレフォーム体を処理して、回転機械ツール(ツイストドリルまたはエンドミルなど)のための超硬先端部を形成することができる。
焼結した多結晶超硬構造は、少なくとも約2GPaの超高圧で複数の超硬粒子を焼結することを含む方法によって作製された多結晶超硬材料を含む。
第2の態様から見ると、超硬先端部のためのプレフォーム体および/または超硬先端部を提供することができる。
第3の態様から見ると、回転機械ツールのための構成要素および/または回転機械ツールを提供することができる。
本開示を例示するための非限定的例の配置を、添付図面を参照して記載する。
【図面の簡単な説明】
【0005】
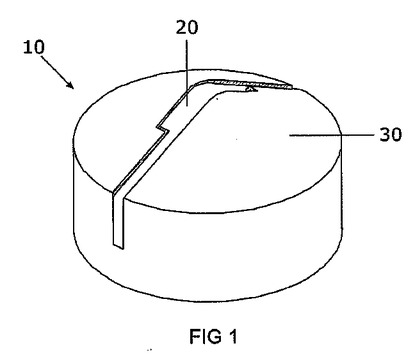
【図1】超硬先端部のための例示的なプレフォーム体の概略斜視図を示す。
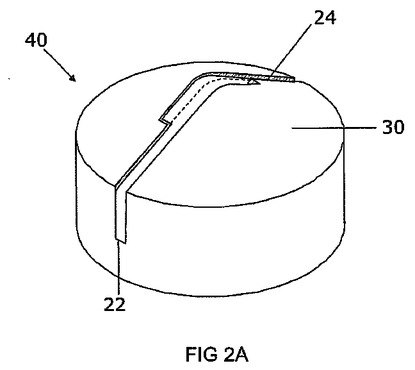
【図2A】組み立てた状態の例示的なプレコンパクトアセンブリーの概略斜視図を示す。
【図2B】組み立てていない状態の例示的な組み立てたプレコンパクトの概略斜視図を示す。
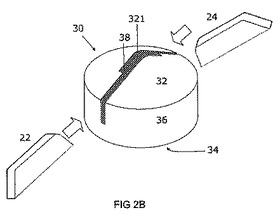
【図3】例示的な支持体の概略側面図を示す。
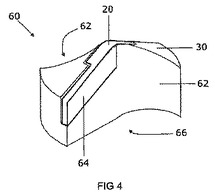
【図4】ツイストドリルのための例示的な超硬先端部の概略斜視図を示す。
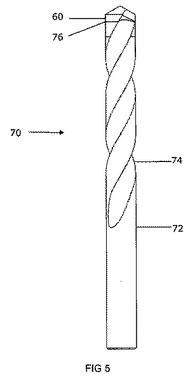
【図5】例示的なツイストドリルの概略側面図を示す。
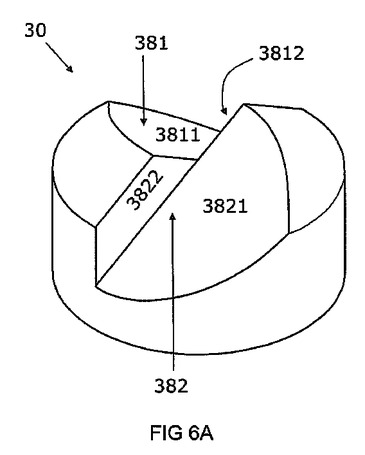
【図6A】例示的な支持体の部分の概略斜視図を示す。
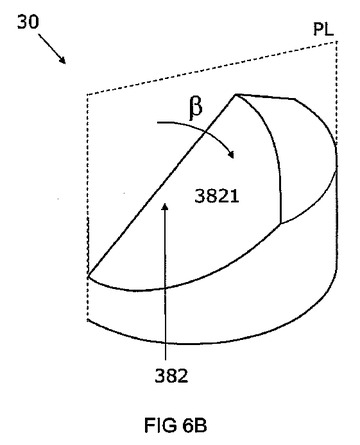
【図6B】図6Bの例示的な支持体の部分の概略斜視図、および支持体の縦断面を示す。
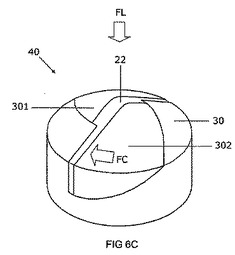
【図6C】組み立てた状態の例示的なプレコンパクトアセンブリーの概略斜視図を示す。
【発明を実施するための形態】
【0006】
同じ参照番号は、全ての図面におけいて同じ一般的特徴を意味する。
本明細書において使用する場合の特定の用語を、以下に説明する。
超硬または非常に硬い材料は、少なくとも25GPaのビッカース硬度を有する材料を意味すると理解される。「多結晶超硬構造」という用語は、超硬粒の焼結した塊を含む構造を意味する。
【0007】
合成および天然ダイヤモンド、多結晶ダイヤモンド(PCD)、立方晶窒化ホウ素(cBN)ならびに多結晶cBN(PCBN)材料は、超硬材料の例である。人造ダイヤモンドとも称される合成ダイヤモンドは、製造されたダイヤモンド材料である。多結晶ダイヤモンド(PCD)材料は、ダイヤモンド粒の塊(複数のダイヤモンド粒の凝集物)を含み、そのかなりの部分は、互いに直接内部結合しており、ダイヤモンドの含量は、材料の少なくとも約80体積パーセントである。ダイヤモンド粒間の間隙は、合成ダイヤモンドのための触媒材料を含むバインダー材料で少なくとも部分的に充填されていてもよく、または実質的に空でもよい。合成ダイヤモンドのための触媒材料は、合成ダイヤモンド粒の成長、および/または合成もしくは天然ダイヤモンドが熱力学的に安定的である温度および圧力での合成もしくは天然ダイヤモンド粒の直接の相互成長を促進することができる。ダイヤモンドのための触媒材料の例は、Fe、Ni、CoおよびMn、ならびにこれらを含む特定の合金である。PCD材料を含む体部は、触媒材料が間隙から除去されており、ダイヤモンド粒間の間隙の空間を残す少なくとも1つの領域を含んでもよい。PCBN材料は、金属またはセラミック材料を含むマトリックス中に分散した立方晶窒化ホウ素(cBN)の粒を含む。
【0008】
機械ツールは、金属、複合材料、木またはポリマーなどの材料を含む成分を機械加工によって製造するために使用し得る電動機械装置である。機械加工は、特に工業用製造の状況において、体部または加工物からの材料の選択的除去である。回転機械ツールは、カッター要素、例えば、ドリルビットを含み、使用時にそれ自体の軸を中心に回転する。付刃ツールまたはインサートは、切断端が、ツールまたはインサートの残りの材料とは異なる材料からなるカッター要素によって形成され、カッター要素は典型的には体部にろう付けまたはクランプされているものである。機械ツールのための先端部は、プレフォーム体を処理して、先端部のための立体構造に形成することによって作製し得る。機械ツールのすくい面は、ツールが使用され材料を体部から除去するときにその上のチップが流動する表面(複数可)であり、すくい面は新しく形成されたチップの流動を方向付ける。チップは、使用中の機械ツールによって体部の加工表面から除去される体部の破片である。先端部またはツールの切断端は、体部の切断を行うことを意図するすくい面の端である。
回転機械ツールのための超硬先端部を作製する方法の例を、これから図1〜図6Cを参照して記載する。
【0009】
図1に例示した例において、超硬先端部を作製するためのプレフォーム体10は、超硬構造20および支持体30を含む。ツイストドリルのための超硬先端部60の一例を、図4に例示する。図2Aおよび図2Bを参照すると、プレフォーム体10は、超硬材料を含む少なくとも1つの焼結した多結晶超硬構造22、24(本明細書において略して超硬構造とも称される)と、超硬合金材料を含む(または支持体のための前駆構造を含む)支持体30とを接触させて、プレコンパクトアセンブリー40を形成することと、超硬材料が熱力学的に安定的である圧力および温度にプレコンパクトアセンブリー40を曝露して、プレフォーム体10を形成することとを含む方法によって作製することができる。超高圧は、少なくとも約2GPaでよい。
【0010】
一方で、超硬構造(複数可)22、24、および他方で、支持体30または支持体30のための前駆構造は、各々、相補的な立体構造で予備成形されて提供される。PCDまたはPCBN材料などの超硬材料を含む超硬構造(複数可)22、24は、予備焼結された構造(複数可)で提供される。すなわち、この構造は、少なくとも約5GPaの超高圧および少なくとも約1,250℃の温度で超硬材料を焼結することによって超硬体を生成し、所望の通りに構成され、支持体30(または、支持体30のための前駆構造)中に収容されるための構造を形成することによって、既に作製されている。
図3を参照すると、ドリルビット(図示せず)のためのプレコンパクトアセンブリー40のための支持体30の一例は、炭化タングステン粒子、および粒子を接着させるためのコバルト金属を含み、曲率半径rを有する全体的に丸みのあるまたは球状の丸みのある頂端321を有する、とがっていない円錐形の作業端部32、超硬先端部をツールに接合するための付着端部34を有し、端部32と34との間に全体的に円柱状の側面36を有し得る。作業端部32は、中心の長手方向の軸線Lと整列した軸に対して円錐角κで配置されている作業面322を有する。
【0011】
支持体30は、予備焼結した超硬合金、または超硬合金を作製するための焼結していない前駆材料を含み得る。支持体30(または支持体のための前駆体)は、図2Bに例示するように、超硬構造(複数可)22、24を収容するように構成されて提供される。例えば、支持体30には、作業端部32に形成される凹部(recess)38を備えていてもよく、その中に超硬構造(複数可)22、24が組み入れられる。本例において、凹部38は、支持体30の頂端321を全体的に直径に沿って通過し、予備焼結した超硬構造(複数可)22、24の相当する対を受け入れ及び収容するように構成されてもよく、超硬構造は凹部38中に挿入され、プレコンパクト40を形成させる。この特定の例において、凹部38および超硬構造(複数可)22、24は、超硬構造(複数可)22、24が支持体30の頂端321において互いに重複および接触するように構成される。1つのバージョンでは、凹部38は、締まりばめ(interference fit)で多結晶超硬構造(複数可)22、24を収容するように構成し得る。
【0012】
超硬構造(複数可)22、24、および凹部38を含む支持体30の少なくとも部分を酸性またはアルカリ性溶液でアセンブリー前に洗浄すると、より良好な結果を達成し得る。
この方法の1つのバージョンにおいて、結合剤を凹部の表面に隣接して、超硬構造(複数可)と支持体との間に設けてもよく、結合剤は、多結晶超硬構造と結合することができる。
図2Aに例示するように組み立てた後、次いで、超高温炉またはプレス中で使用するのに適したカプセル(図示せず)中にプレコンパクト40を入れて、少なくとも約2GPaの圧力および十分に高い温度に曝露し、図1に例示するように単一の体部10を形成してもよく、これは超硬先端部のためのプレフォーム体の役割を果たし得る。一例では、圧力は少なくとも約5.5GPaでよく、温度は少なくとも約1,300℃でよく、超硬構造(複数可)22、24は、プレフォーム体10において互いに直接焼結し得る。この方法のいくつかのバージョンにおいて、圧力は少なくとも2GPaまたは少なくとも5.5GPaでよく、いくつかのバージョンにおいて、温度は少なくとも約1,200℃、少なくとも1,300℃、または少なくとも1,400℃でよい。
【0013】
本明細書において使用する場合、ツイストドリルビットは、回転剪断作用によって、加工物、特に金属、木およびプラスチックを含む加工物に穴を穿孔するのに使用するための、フルートが付いた付刃ドリルビットである。ツイストドリルは典型的には、精密スピンドル上に取り付けたチャック、コレットまたは他の機械的カップリング装置中に保持される。ツイストドリルは、それ自体の回転軸を中心に回転し、ドリルが加工物を分けて進み、金属くずをチップまたは切屑の形態で排出するように直線的に移動し得る。ツイストドリルは、金属くずを切断および排除することを可能とする要素を含み得る。ドリルの作業端部は、通常直径と平行に伸長し、各々中央のチゼルエッジから伸長している切断端を含有する。フルートは、断面が全体的に半円形のように見える溝の形態を有し得る。いくつかのドリルは、ツールの軸と平行に伸長する直線のフルートを含有する一方、大部分のツイストドリルは、らせん状フルートを含み、ヘリックス角は、切断端のすくい角だけでなく、チップ除去の容易さおよびドリルの剛性も決定する。
【0014】
図4に例示するように、ツイストドリルビットのための超硬先端部60(その一例を、図5に例示する)は、次いで、先端部プレフォーム体10を処理することによって形成し得る。例示的なツイストドリルビット70は、フルート74を有するドリルシャフト72、およびドリルシャフト72の端部76に接合した超硬先端部60を含み得る。特に、炭化物材料が、先端部プレフォーム体10のツール支持部分30から除去され、それが接合されるドリルシャフト70のフルーティング74に相当する超硬先端部60中のフルート62が形成されてもよい。
【0015】
図6A〜図6Cを参照した一例において、支持体30に、作業端部32中に形成された凹部381および382を設ける。凹部381は、側面3811および3812を有し、凹部382は、側面3821および3822を有する。各側面3811および3821は、角度βで縦断面PLに傾斜しており、各凹部381および382は、各々の超硬構造22および24、ならびに各々のバットレス部材(buttress member)301および302を受け入れるように構成される。凹部381および382、ならびにバットレス部材301および302は、プレコンパクトアセンブリー40へのアセンブリーのために協同的に構成される。バットレス部材301および302の各々は、各々の超硬構造22および24と、各々の傾斜した側面3811および3821との間に配置され、それらを接触させる。したがって、各超硬構造22および24は、各々のバットレス部材301および302、ならびに各々の側面3812および3822の間に「サンドイッチされている」。本例において、傾斜した側面3811および3821は、各々のバットレス部材301および302に対して縦力FLを加えるのに応答して、各々の横力または円周方向力FCによって、各々の多結晶超硬構造22および24に対して各々のバットレス部材(側方または円周方向)をそらせる働きをするように構成されている。したがって、バットレス部材301および302は、主要な力FLが長手方向にかかり得る超高圧でのプレコンパクトアセンブリー40の処理の間、超硬構造(複数可)22、24上の横力または円周方向力を増強し得る。バットレス部材301および302は、超高圧の処理の後、プレフォーム体から除去し得る。
【0016】
超高圧での処理後、バットレス部材301および302をドリル先端部プレフォーム体から分離するのをより容易にするために、例えば、アルミナを含み得る実質的に非反応性のホイルまたは紙を、プレコンパクトアセンブリー中の、一方では、バットレス部材301および302、ならびに超硬構造(複数可)22、24、ならびに他方では、支持体表面3811、3812、3821および3822の間に配置し得る。アルミナホイルは、多くとも約100μm(ミクロン)の平均粒径を有するAl2O3の微粒子を含有するスラリーをキャスティングすることによって作製し得る。ホイルの厚さは、少なくとも約50μmおよび多くとも約1,000μmであってよく、一例では、ホイルの厚さは、約500μmである。プレコンパクトアセンブリーを超高圧で処理した後、実質的に非反応性のホイルは、バットレス部材301、302を、例えば、サンドブラスティングによってより容易に脱離し得る態様を有し得る。
【0017】
一例では、超硬先端部は、近位末端部および遠位末端部を有する細長いまたは全体的に円柱状の形態を有してもよく、近位末端部は作業端部であり、遠位末端部は付着端部であり、側面は近位末端部および遠位末端部を連結し、作業端部の各々の部分において実質的に円錐形、切頭円錐形または丸みのある円錐形、例えば、球状に丸みのある円錐形を有し、超硬構造は、作業端部に隣接して配置される。一実施形態において、少なくとも1つの凹部は、作業端部から支持体中に形成され、少なくとも1つの超硬構造を収容し得る。一実施形態において、凹部は、全体的にウエハーまたは層の形態の多結晶超硬構造を収容するための、1対の実質的に平行な平面で形成されたスロットでよい。多結晶超硬構造は、作業端部においてスロットに挿入される働きをする舌状の一般形態を有し得る。
【0018】
一例では、超硬構造は、PCD材料を含んでもよく、1つの変形では、超硬構造は、熱的に安定なPCD構造を含んでもよい。本明細書において使用する場合、熱的に安定なPCD構造は、PCD材料を含み、PCD構造の少なくとも一領域またはさらには全体積がダイヤモンドのための活性溶媒/触媒材料を実質的に含まない。これを達成する1つの方法は、酸浸出によってPCD材料内の間隙から溶媒/触媒材料を除去することである。一実施形態において、PCD構造は、ダイヤモンドのための溶媒/触媒として機能することができる材料を実質的に含まなくてもよい。いくつかの実施形態において、PCD構造中に約5体積パーセント未満、またはさらには約2体積パーセント未満のダイヤモンドのための溶媒/触媒があってもよい。いくつかの実施形態において、PCD構造は、少なくとも部分的に多孔性でよく、または実質的にPCD構造全体が多孔性でもよい。
【0019】
本明細書において使用する場合、PCDグレードは、ダイヤモンド粒の容積含有率およびサイズ、ダイヤモンド粒間の間隙領域の容積含有率、および間隙領域中に存在し得る材料の組成などの特色に関して特徴付けられるPCD材料である。異なるPCDグレードは、異なる微小構造および異なる機械的性質、例えば、弾性(またはヤング)率E、抗折力(TRS)、靭性(いわゆるK1C靭性など)、硬度、密度および熱膨張係数(CTE)を有し得る。異なるPCDグレードはまた、使用時に異なって作用し得る。例えば、異なるPCDグレードの摩耗率および破壊抵抗は、異なり得る。
【0020】
いくつかの例において、PCD材料は、少なくとも約850GPaのヤング率を有してもよく、いくつかの実施形態において、PCD構造は、少なくとも約1,000MPa、またはさらには少なくとも約1,100MPaの抗折力を有してもよい。いくつかの例において、PCD構造は、少なくとも約90体積パーセントの、約0.1μm〜25μmの範囲の、またはさらには約0.1μm〜約10μmの範囲の平均サイズを有する内部結合したダイヤモンド粒を含み得る。本発明の一実施形態において、PCD構造は、多様式のサイズ分布を有するダイヤモンド粒を含み得る。いくつかの実施形態において、PCD構造は、粒の少なくとも約50パーセントが約5μm超の平均サイズを有し、粒の少なくとも約20パーセントが約10〜約15μmの範囲の平均サイズを有するというサイズ分布の特徴を有する結合したダイヤモンド粒を含み得る。
【0021】
粒のサイズ、または粒間の間隙は、円相当径(ECD)を用いて表す。本明細書において使用する場合、粒子の「円相当径」(ECD)は、粒子の断面と同じ面積を有する円の直径である。複数の粒子のECDサイズ分布および平均サイズは、体部の断面または表面の画像分析によって、個々の結合していない粒子、または体部中で一緒に結合した粒子について測定し得る。
いくつかの実施形態において、PCD材料中に含まれる隣接するダイヤモンド粒間の間隙の平均自由行程は、少なくとも約0.05μmおよび多くとも約1.5μmでよく、平均自由行程の標準偏差は、少なくとも約0.05μmおよび多くとも約1.5μmでよい。本明細書において使用する場合、間隙または間隙領域を含めた内部構造を含む多結晶体(PCDなど)中の「間隙の平均自由行程」は、間隙周辺における異なるポイント間の各間隙の平均距離を意味すると理解される。平均自由行程は、磨かれた試料断面の顕微鏡写真上に描いた多くの線の長さを平均することによって決定する。平均自由行程の標準偏差は、これらの値の標準偏差である。ダイヤモンド平均自由行程は、類似して定義および測定する。
【0022】
微小構造の均一性は、ダイヤモンド間の間隙の平均厚さと、この厚さの標準偏差との組合せの点から特徴付け得る。PCD材料の均一性または均質性は、磨かれたセクションの多数の顕微鏡写真を使用した統計的評価を行うことによって数量化し得る。PCD構造内の充填相または細孔の分布は、電子顕微鏡検査を使用して、ダイヤモンド相の分布と容易に識別可能であってもよく、EP0974566に開示されているものと同様の方法で測定することができる(WO2007/110770をまた参照されたい)。この方法によって、微小構造によるいくつかの任意に描いた線に沿った間隙の平均厚さの統計的評価が可能となる。平均バインダーまたは間隙厚さはまた、「平均自由行程」と称される。全体的組成またはバインダー含量および平均ダイヤモンド粒サイズが同様の2つの材料について、これがダイヤモンド相中のバインダーのより微細な規模分布を示すため、より小さな平均厚さを有する材料は、より均一となる傾向がある。さらに、この測定の標準偏差がより小さいと、構造はより均一である可能性が高い。大きな標準偏差は、バインダー厚さがより広範に変化し、構造がより一様でないことを示す。
【0023】
粒サイズ、粒の近接性または間隙の平均自由行程などの量の平均値および偏差の測定において、表面またはセクションの異なる部分のいくつかの画像を使用して、統計の信頼性および正確性を増強する。所与の量またはパラメーターを測定するために使用する画像の数は、少なくとも約9またはさらには約36まででよい。画像の解像度は、粒間および相間の境界が見えるように十分に高い必要がある。統計解析において、典型的にはPCD材料を含む体部の表面上の異なる領域について16の画像を取り、各画像について、および画像全体に亘って統計分析を行う。各画像は、少なくとも約30のダイヤモンド粒を含有すべきであるが、より多くの粒によって、より信頼でき正確な統計的画像分析が可能となり得る。
【0024】
いくつかの実施形態において、PCD構造は、0.60μm未満の間隙の平均自由行程値、および0.90μm未満の間隙の平均自由行程についての標準偏差を有することに特徴付けられる、きめ細かい多結晶ダイヤモンド材料を含む多結晶ダイヤモンド研磨要素を開示している、PCT公開番号第WO2007/020518号に教示された通りでよい。一実施形態において、多結晶ダイヤモンド材料は、約0.1〜約10.5の平均ダイヤモンド粒サイズを有し得る。
PCD材料を含む超硬構造を作製する1つの方法には、合成ダイヤモンドのための触媒(また「溶媒/触媒」と称される)材料(例えば、コバルト)の存在下で、ダイヤモンドが、熱力学的に黒鉛より安定的な圧力および温度(少なくとも約5GPaの圧力および少なくとも約1,250℃の温度など)で、ダイヤモンド粒を一緒に焼結することが含まれる。いくつかのバージョンにおいて、圧力は、6.0GPa超またはさらには少なくとも約8GPaでよい。
【0025】
ダイヤモンド粒の凝集した塊を一緒に焼結してPCD材料を形成させるとき、溶媒/触媒材料を様々な方法で凝集した塊に導入してもよい。1つの方法には、凝集した塊へのダイヤモンド粒の連結を形成させる前に、水溶液からの沈殿によって複数のダイヤモンド粒の表面上に金属酸化物を付着させることが含まれる。このような方法は、PCT公開番号WO2006/032984およびまたWO2007/110770に開示されている。別の方法には、粉末形態のダイヤモンドのための触媒材料を含む合金を調製または提供することと、凝集した塊へのダイヤモンド粒の連結の前に、粉末と複数のダイヤモンド粒とをブレンドすることとが含まれる。ブレンドは、ボールミルによって行い得る。他の添加物を、凝集した塊にブレンドし得る。導入されていてもよい任意の溶媒/触媒材料粒子または添加剤材料粒子を含めたダイヤモンド粒の凝集した塊は、結合していないまたは緩く結合した構造に形成してもよく、これを超硬合金基材上に配置し得る。超硬合金基材は、ダイヤモンドのための触媒材料の源(コバルトなど)を含有し得る。粒の凝集した塊および基材を含むアセンブリーを、超高圧炉装置に適したカプセルにカプセル化し、カプセルを6GPa超の圧力に曝露し得る。ベルト、環状、立方体および直方体マルチアンビルシステムを含めて、様々な種類の超高圧装置が公知であり、使用することができる。カプセルの温度は、触媒材料が融解するように十分高く、黒鉛へのダイヤモンドの実質的な変換を回避するように十分低くあるべきである。時間は焼結が完成するように十分長くあるべきであるが、生産性を最大化し、コストを減少させるようにできるだけ短くあるべきである。
【0026】
超硬PCD構造(複数可)は、上記ように提供してもよい、超硬合金基材に結合したPCD構造を含むPCD複合圧粉体から作製し得る。PCD複合圧粉体は、例えば全体的に円盤形状を有し得る。一例では、超硬合金基材は、削り取ることによって除去してもよく、実質的に自立したPCD体のみが残り、そこからPCD構造を、例えば、放電加工(EDM)を使用して切断し得る。EDM切断法は、EDMワイヤーとPCD体との間に放電を生じさせ、PCD体を局所的に分解することを伴う。EDMワイヤーは、PCD構造の所望の形状によって、PCD体を通って導いてもよい。EDMワイヤーは、銅(Cu)および亜鉛(Zn)および/または他の金属を含む合金を含んでもよく、EDM切断工程は、EDMワイヤーからのいくらかの金属がPCD構造の切断表面上に付着することをもたらし得る。同様に、EDMによって凹部が超硬合金支持体に切り込まれる例において、EDMワイヤーからのいくらかの金属は、支持体の切断表面上に付着し得る。
【0027】
少なくともPCD構造(複数可)および支持体の切断表面がアセンブリーの前に洗浄されて、プレコンパクトアセンブリーを形成する場合、より良好な結果が達成されることが期待される。一例では、PCD構造および超硬合金支持体は、超音波浴中で約20〜30分間、少なくとも約1および多くとも約3のpH値を有する硝酸または塩酸の希薄溶液に浸漬することによって洗浄し得る。別の例において、PCD構造および/または支持体は、少なくとも約13のpH値を有するアンモニア溶液に浸漬し得る。例示的な酸洗浄反応は、下記のように図式化し得る。xCu+yZn+2(x+y)HNO3=xCu(2+)+yZn(2+)+(x+y)H2+2(x+y)NO3(-)。例示的なアンモニア洗浄反応は、下記のように図式化し得る。xCu+yZn+z(x+y)NH4OH=x[Cu[NH3]z](2+)+y[Zn[NH3]z](2+)+z(x+y)H2O。いずれにしても、xおよびyは、CuおよびZnの原子比率であり、z値は、2または4である。酸性またはアルカリ溶液中での処理の後、PCD構造および支持体を、水およびエタノールで洗浄し、吸着された塩溶液を除去し、次いで乾燥し得る。
【0028】
PCD体が超硬合金基材に結合して提供される方法のバージョンにおいて、支持体と共に使用するためのPCD構造を形成する工程には、上記のように、基材の少なくとも部分を削り取ることによって除去することが含まれてもよい。このようなバージョンにおいて、PCD構造は、1グレードの超硬合金を使用して製造して、次いでプレコンパクトアセンブリーにおいて異なるグレードと合わせ得る。これは、超硬先端部が、支持体中に含まれる炭化物のタイプまたはグレード上で直接形成することが困難であり得るグレードのPCD材料を含み得るという態様を有する。例えば、多結晶超硬構造がPCD材料を含み、支持体がコバルト超硬合金を含む実施形態において、支持体のコバルト含量は、単一のステップでPCDを焼結するために好ましいものよりも低くてもよい。相対的に低いコバルト含量を有する炭化物は、より高いコバルト含量を有する炭化物より耐摩耗性であるため、これは所望であり得る。さらに、より低いコバルト含量を有する炭化物は、PCD材料の熱機械的性質に一致する可能性が高く、そのためPCD構造と支持体との間の結合によって生じた内部応力は、より低いことが期待され、より頑強なツールがもたらされる。別の態様は、出発ダイヤモンド粉末への溶媒/触媒の事前ブレンドを必要とすることなく、平均サイズがより小さいダイヤモンド粒を含むPCD材料を使用できることであり得る。
【0029】
いくつかの例において、支持体は、コバルト−超硬炭化タングステン(cobalt-cemented tungsten carbide)を含んでもよく、コバルト含量は、少なくとも1質量パーセントおよび多くとも約7質量パーセントである。他の例において、超硬炭化タングステンは、少なくとも約9質量パーセントのコバルトを含み得る。
【0030】
超硬構造(複数可)がPCD材料を含み、またはPCD材料から本質的になる例において、合成ダイヤモンドのための溶媒/触媒(コバルトなど)を含む結合剤を、超硬構造(複数可)と支持体との間に設けてもよい。これは、支持体への超硬構造(複数可)の結合を改善し得る。結合剤は、ウエハー、層またはフィルムの形態でよい。
【0031】
本明細書において開示されている方法は、超硬先端部の成分が超高圧での少なくとも2つの処理(各々数GPa)を受ける必要が暗黙的にある。これは、超硬構造のための原料として使用される多結晶超硬材料が少なくとも約5GPaの超高圧で焼結されており、プレコンパクトアセンブリーの一部として少なくとも約2GPaの超高圧に再び曝露されるためである。超高圧での処理は、相対的に高価であると考えることができ、当業者は単一の先端部の製造において複数のこのような処理を使用する気にならないであろう。しかし、二重の超高圧処理を使用する開示された方法は、支持体への多結晶超硬構造の強力な結合を実現する態様を有するようである。多結晶超硬構造が事前に焼結されて提供されるという事実によって、超高圧での接合ステップの間の構造の形状変形が減少し得る。多結晶超硬構造の亀裂は減少し得る。
【0032】
下記の節は、方法、超硬先端部および機械ツールのさらなる記載のために提供する。
1.少なくとも1つの焼結した多結晶超硬構造と超硬合金を含む支持体とを接触させて、プレコンパクトアセンブリーを形成することと、超硬材料が熱力学的に安定的な圧力および温度にプレコンパクトアセンブリーを曝露して、プレフォーム体を形成することとを含む、回転機械ツールのための、特に、しかしこれに限らないがツイストドリルのための、超硬先端部のためのプレフォーム体を作製する方法。
2.バインダー材料の存在下で、凝集した複数の超硬粒子を少なくとも5GPaの圧力および少なくとも約1,250℃の温度に曝露して、多結晶超硬材料を含む超硬体を提供することと、超硬体を処理して、多結晶超硬構造を提供することとを含む、1節に記載の方法。
3.凹部を支持体または前駆体に形成することであって、凹部は多結晶超硬構造を収容するように構成されていることと、多結晶超硬構造を凹部に挿入し、プレコンパクトアセンブリーを形成することとを含む、1節から2節までのいずれか1項に記載の方法。
4.支持体が、コバルト−超硬炭化タングステンを含み、コバルト含量が、超硬合金材料の1質量パーセント〜7質量パーセントの範囲である、1節から3節までのいずれか1項に記載の方法。
5.超硬構造が、多結晶ダイヤモンド(PCD)材料を含む、1節から4節までのいずれか1項に記載の方法。
6.超硬構造が、熱的に安定なPCD材料を含む、1節から5節までのいずれか1項に記載の方法。
7.超硬構造が、少なくとも約0.1μmおよび多くとも約10μmの平均サイズを有するダイヤモンド粒を含むPCD材料を含み、間隙の平均自由行程が、0.6μm未満であり、平均自由行程の標準偏差が、0.9μm未満である、1節から6節までのいずれか1項に記載の方法。
8.超硬構造が、少なくとも約0.05μmおよび多くとも約1.5μmの隣接するダイヤモンド粒間の間隙の平均自由行程を有するPCD材料を含み、平均自由行程の標準偏差が、少なくとも約0.05μmおよび多くとも約1.5μmである、1節から7節までのいずれか1項に記載の方法。
9.少なくとも1および多くとも3のpH値を有する酸性溶液中、または少なくとも10、または少なくとも13のpHを有するアルカリ溶液中で、多結晶超硬構造および/または支持体を処理することを含む、1節から8節までのいずれか1項に記載の方法。
【0033】
10.支持体を、少なくとも1つの超硬構造と、超硬構造および支持体の表面に隣接して配置した少なくとも1つのバットレス部材とを収容するように構成することと、多結晶超硬構造と支持体とを接触させることと、超硬構造の表面と支持体の表面との間にバットレス部材を配置し、プレコンパクトアセンブリーを形成することとを含む、1節から9節までのいずれか1項に記載の方法。
11.凹部が、傾斜した表面を有し、かつ多結晶超硬構造およびバットレス部材を収容するように構成され、多結晶超硬構造およびバットレス部材を凹部に挿入し、プレコンパクトアセンブリーを形成し、バットレス部材が、多結晶超硬構造と凹部の傾斜した側面との間に配置され、傾斜した側面が、プレコンパクトアセンブリーに対して長手方向に加えられた力に応答して多結晶超硬構造に対して側方にバットレス部材をそらせる働きをするように構成されている、10節に記載の方法。
12.実質的に非反応性のホイルを提供し、バットレス部材と、超硬構造の表面もしくは支持体の表面、または超硬構造の表面および支持体の表面の両方との間に実質的に非反応性のホイル(例えば、アルミナを含む)を配置し、プレコンパクトアセンブリーを形成させることと、プレコンパクトアセンブリーを超硬材料が熱力学的に安定的である圧力および温度に曝露することと、バットレス部材を除去することとを含む、10節または11節に記載の方法。
【0034】
13.1節から12節までのいずれか1項に記載の方法によるプレフォーム体を提供することと、プレフォーム体を処理して、超硬先端部を形成させることとを含む、回転機械ツールのための超硬先端部を作製する方法。
14.プレフォーム体を処理して、超硬構造の表面を露出させることを含み、表面が、切断端およびすくい面を画定する、1節から13節までのいずれか1項に記載の方法。
15.プレフォーム体を処理して、フルートを提供することを含む、1節から14節までのいずれか1項に記載の方法。
16.超硬合金支持体に接合したPCD構造を含み、PCD構造は、少なくとも約0.05μmおよび多くとも約1.5μmの間隙の平均自由行程を有するPCD材料を含み、平均自由行程の標準偏差は、少なくとも約0.05μmおよび多くとも約1.5μmである、ツイストドリルのための超硬先端部。
【0035】
17.超硬構造が、少なくとも約0.1μmおよび多くとも約10μmの平均サイズを有するダイヤモンド粒を含むPCD材料を含み、間隙の平均自由行程が、0.6μm未満であり、平均自由行程の標準偏差が、0.9μm未満である、ツイストドリルのための超硬先端部。
18.支持体が、炭化タングステン粒およびコバルトを含む超硬炭化タングステン材料を含み、コバルトの含量が、超硬合金材料の多くとも7質量パーセントである、16節または17節に記載の超硬先端部。
19.PCD材料中のダイヤモンドの含量が、PCD材料の少なくとも90体積パーセントである、16節から18節までに記載の超硬先端部。
20.超硬先端部が、ツイストドリルまたはエンドミル、例えばボールエンドミルのためである、1節から15節までのいずれかに記載の方法、または16節から19節までのいずれか1項に記載の超硬先端部。
21.1節から15節までのいずれか1項に記載の方法によって作製された超硬先端部を含み、または16節から19節までのいずれか1項に記載の超硬先端部を含む、ツイストドリルまたはエンドミルなどの回転機械ツール。
【0036】
非限定的例を、下記でさらに詳細に記載する。
【実施例】
【0037】
8質量パーセントのCoを含むコバルト−超硬炭化タングステン、および約6μmの平均サイズを有する炭化タングステン(WC)の粒で形成されている支持体を提供した。図3に例示されるように、支持体は直円柱状ベースを有する丸みのある円錐体の一般形態を有した。支持体の作業端部の頂端の曲率半径rは、約2.25mmであり、円錐角κは約120度であった。図2Bに例示するように、全体的にz形状の溝のついた凹部を、放電加工(EDM)によって支持体に切り込んだ。
1対の予備焼結したPCDディスクを提供した。これらはコバルトの存在下で約5.5GPaの圧力および約1,300℃の温度でダイヤモンド粒を一緒に焼結することによって予備成形した。PCDは、約90体積パーセントのダイヤモンド粒および約10体積パーセントのコバルトを含み、ダイヤモンド粒は、約6μmの平均粒径を有した。PCDディスクはEDMによって図2Bにおいて図式的に例示した形状に切断され、支持体中に形成された凹部に挿入するための1対の形状化したPCD構造が形成された。
【0038】
PCD構造および支持体を、ガラス製フラスコ中に含有された1〜3の範囲のpH値を有する硝酸の希釈溶液に浸漬し、それを超音波浴中に周囲温度で20〜30分間入れた。超硬合金支持体中のコバルトセメント材料は、この処理によって実質的に溶解しなかった。その後、PCD構造および支持体をエタノールで洗浄し、乾燥させた。
PCD構造を凹部に挿入し、プレコンパクトを形成させ、これを約5.5GPaの圧力および約1,450℃の温度に曝露し、一体化して焼結したドリル先端部プレフォーム体を形成させた。
【0039】
焼結したドリル先端部プレフォーム体は、超硬合金支持体内で一体化して結合したPCDベイン(vein)を含むと記載することができ、下記の観察された特徴を有した。
− 2つのPCD構造が一緒によく焼結され、組み込まれたベインを形成したが、それらの間の界面は微細な線として観察可能であった。
− PCDベインと炭化物支持体との間の界面は、焼結ステップの間に支持体から、およびまた恐らくPCD構造から浸潤したコバルトに富んだ領域を含んだ。炭化物粒子は、コバルトに富んだ界面領域内で明らかであった。
− PCD材料の焼結の質は、実際には、PCD構造が曝露された第2の超高圧焼結ステップであった焼結ステップによって改善したようであった。
ピックツールおよびそれらを組み立ておよび連結する方法の様々な例示的な実施形態を上記で記載した。特許請求された本発明の精神および範囲から逸脱することなく、それらの例に対して変更および修正を行うことができることは、当業者であれば理解するであろう。
【技術分野】
【0001】
本発明の実施形態は一般に、超硬体および回転機械ツールのための、特に、しかしこれらだけに限らないがツイストドリルまたはエンドミルのための超硬先端部を作製する方法、このように作製された超硬先端部、およびそれらを含むツールに関する。
【背景技術】
【0002】
超硬材料の例は、多結晶ダイヤモンド(PCD)材料および多結晶立方晶窒化ホウ素(PCBN)材料である。PCD材料は、実質的に相互成長したダイヤモンドの粒(grain)の塊を含み、PCBN材料は、金属および/またはセラミック材料を含むマトリックス内に立方晶窒化ホウ素(cBN)粒子を含む。PCDおよびPCBNは、ダイヤモンド粒またはcBN粒を各々、少なくとも約5.5GPaの超高圧および少なくとも約1,250℃の温度に曝露することによって作製し得る。
回転機械ツールは、回転するカッター要素を含むドリルなどの機械ツールである。
米国特許出願公開第2008/0247899号は、ツイストドリル、ドリル、およびエンドミルなどの通常のツール基材に付着することができるらせん形状の固体PCDおよびPCBN先端部を開示している。
【発明の概要】
【発明が解決しようとする課題】
【0003】
改善された超硬付刃回転機械ツールを作製する方法を提供することが求められている。
【課題を解決するための手段】
【0004】
第1の態様から見ると、回転機械ツールのための超硬先端部を作製する方法を提供することができ、この方法は、少なくとも1つの焼結した(すなわち、予備焼結した)多結晶超硬構造(PCD構造など)と、超硬合金(cemented carbide)を含む支持体、または支持体のための前駆構造とを接触させ、プレコンパクトアセンブリーを形成することと、超硬材料が熱力学的に安定的である圧力および温度にプレコンパクトアセンブリーを曝露して、超硬先端部、または回転機械ツールのための超硬先端部のためのプレフォーム体を形成することとを含む。プレフォーム体を処理して、回転機械ツール(ツイストドリルまたはエンドミルなど)のための超硬先端部を形成することができる。
焼結した多結晶超硬構造は、少なくとも約2GPaの超高圧で複数の超硬粒子を焼結することを含む方法によって作製された多結晶超硬材料を含む。
第2の態様から見ると、超硬先端部のためのプレフォーム体および/または超硬先端部を提供することができる。
第3の態様から見ると、回転機械ツールのための構成要素および/または回転機械ツールを提供することができる。
本開示を例示するための非限定的例の配置を、添付図面を参照して記載する。
【図面の簡単な説明】
【0005】
【図1】超硬先端部のための例示的なプレフォーム体の概略斜視図を示す。
【図2A】組み立てた状態の例示的なプレコンパクトアセンブリーの概略斜視図を示す。
【図2B】組み立てていない状態の例示的な組み立てたプレコンパクトの概略斜視図を示す。
【図3】例示的な支持体の概略側面図を示す。
【図4】ツイストドリルのための例示的な超硬先端部の概略斜視図を示す。
【図5】例示的なツイストドリルの概略側面図を示す。
【図6A】例示的な支持体の部分の概略斜視図を示す。
【図6B】図6Bの例示的な支持体の部分の概略斜視図、および支持体の縦断面を示す。
【図6C】組み立てた状態の例示的なプレコンパクトアセンブリーの概略斜視図を示す。
【発明を実施するための形態】
【0006】
同じ参照番号は、全ての図面におけいて同じ一般的特徴を意味する。
本明細書において使用する場合の特定の用語を、以下に説明する。
超硬または非常に硬い材料は、少なくとも25GPaのビッカース硬度を有する材料を意味すると理解される。「多結晶超硬構造」という用語は、超硬粒の焼結した塊を含む構造を意味する。
【0007】
合成および天然ダイヤモンド、多結晶ダイヤモンド(PCD)、立方晶窒化ホウ素(cBN)ならびに多結晶cBN(PCBN)材料は、超硬材料の例である。人造ダイヤモンドとも称される合成ダイヤモンドは、製造されたダイヤモンド材料である。多結晶ダイヤモンド(PCD)材料は、ダイヤモンド粒の塊(複数のダイヤモンド粒の凝集物)を含み、そのかなりの部分は、互いに直接内部結合しており、ダイヤモンドの含量は、材料の少なくとも約80体積パーセントである。ダイヤモンド粒間の間隙は、合成ダイヤモンドのための触媒材料を含むバインダー材料で少なくとも部分的に充填されていてもよく、または実質的に空でもよい。合成ダイヤモンドのための触媒材料は、合成ダイヤモンド粒の成長、および/または合成もしくは天然ダイヤモンドが熱力学的に安定的である温度および圧力での合成もしくは天然ダイヤモンド粒の直接の相互成長を促進することができる。ダイヤモンドのための触媒材料の例は、Fe、Ni、CoおよびMn、ならびにこれらを含む特定の合金である。PCD材料を含む体部は、触媒材料が間隙から除去されており、ダイヤモンド粒間の間隙の空間を残す少なくとも1つの領域を含んでもよい。PCBN材料は、金属またはセラミック材料を含むマトリックス中に分散した立方晶窒化ホウ素(cBN)の粒を含む。
【0008】
機械ツールは、金属、複合材料、木またはポリマーなどの材料を含む成分を機械加工によって製造するために使用し得る電動機械装置である。機械加工は、特に工業用製造の状況において、体部または加工物からの材料の選択的除去である。回転機械ツールは、カッター要素、例えば、ドリルビットを含み、使用時にそれ自体の軸を中心に回転する。付刃ツールまたはインサートは、切断端が、ツールまたはインサートの残りの材料とは異なる材料からなるカッター要素によって形成され、カッター要素は典型的には体部にろう付けまたはクランプされているものである。機械ツールのための先端部は、プレフォーム体を処理して、先端部のための立体構造に形成することによって作製し得る。機械ツールのすくい面は、ツールが使用され材料を体部から除去するときにその上のチップが流動する表面(複数可)であり、すくい面は新しく形成されたチップの流動を方向付ける。チップは、使用中の機械ツールによって体部の加工表面から除去される体部の破片である。先端部またはツールの切断端は、体部の切断を行うことを意図するすくい面の端である。
回転機械ツールのための超硬先端部を作製する方法の例を、これから図1〜図6Cを参照して記載する。
【0009】
図1に例示した例において、超硬先端部を作製するためのプレフォーム体10は、超硬構造20および支持体30を含む。ツイストドリルのための超硬先端部60の一例を、図4に例示する。図2Aおよび図2Bを参照すると、プレフォーム体10は、超硬材料を含む少なくとも1つの焼結した多結晶超硬構造22、24(本明細書において略して超硬構造とも称される)と、超硬合金材料を含む(または支持体のための前駆構造を含む)支持体30とを接触させて、プレコンパクトアセンブリー40を形成することと、超硬材料が熱力学的に安定的である圧力および温度にプレコンパクトアセンブリー40を曝露して、プレフォーム体10を形成することとを含む方法によって作製することができる。超高圧は、少なくとも約2GPaでよい。
【0010】
一方で、超硬構造(複数可)22、24、および他方で、支持体30または支持体30のための前駆構造は、各々、相補的な立体構造で予備成形されて提供される。PCDまたはPCBN材料などの超硬材料を含む超硬構造(複数可)22、24は、予備焼結された構造(複数可)で提供される。すなわち、この構造は、少なくとも約5GPaの超高圧および少なくとも約1,250℃の温度で超硬材料を焼結することによって超硬体を生成し、所望の通りに構成され、支持体30(または、支持体30のための前駆構造)中に収容されるための構造を形成することによって、既に作製されている。
図3を参照すると、ドリルビット(図示せず)のためのプレコンパクトアセンブリー40のための支持体30の一例は、炭化タングステン粒子、および粒子を接着させるためのコバルト金属を含み、曲率半径rを有する全体的に丸みのあるまたは球状の丸みのある頂端321を有する、とがっていない円錐形の作業端部32、超硬先端部をツールに接合するための付着端部34を有し、端部32と34との間に全体的に円柱状の側面36を有し得る。作業端部32は、中心の長手方向の軸線Lと整列した軸に対して円錐角κで配置されている作業面322を有する。
【0011】
支持体30は、予備焼結した超硬合金、または超硬合金を作製するための焼結していない前駆材料を含み得る。支持体30(または支持体のための前駆体)は、図2Bに例示するように、超硬構造(複数可)22、24を収容するように構成されて提供される。例えば、支持体30には、作業端部32に形成される凹部(recess)38を備えていてもよく、その中に超硬構造(複数可)22、24が組み入れられる。本例において、凹部38は、支持体30の頂端321を全体的に直径に沿って通過し、予備焼結した超硬構造(複数可)22、24の相当する対を受け入れ及び収容するように構成されてもよく、超硬構造は凹部38中に挿入され、プレコンパクト40を形成させる。この特定の例において、凹部38および超硬構造(複数可)22、24は、超硬構造(複数可)22、24が支持体30の頂端321において互いに重複および接触するように構成される。1つのバージョンでは、凹部38は、締まりばめ(interference fit)で多結晶超硬構造(複数可)22、24を収容するように構成し得る。
【0012】
超硬構造(複数可)22、24、および凹部38を含む支持体30の少なくとも部分を酸性またはアルカリ性溶液でアセンブリー前に洗浄すると、より良好な結果を達成し得る。
この方法の1つのバージョンにおいて、結合剤を凹部の表面に隣接して、超硬構造(複数可)と支持体との間に設けてもよく、結合剤は、多結晶超硬構造と結合することができる。
図2Aに例示するように組み立てた後、次いで、超高温炉またはプレス中で使用するのに適したカプセル(図示せず)中にプレコンパクト40を入れて、少なくとも約2GPaの圧力および十分に高い温度に曝露し、図1に例示するように単一の体部10を形成してもよく、これは超硬先端部のためのプレフォーム体の役割を果たし得る。一例では、圧力は少なくとも約5.5GPaでよく、温度は少なくとも約1,300℃でよく、超硬構造(複数可)22、24は、プレフォーム体10において互いに直接焼結し得る。この方法のいくつかのバージョンにおいて、圧力は少なくとも2GPaまたは少なくとも5.5GPaでよく、いくつかのバージョンにおいて、温度は少なくとも約1,200℃、少なくとも1,300℃、または少なくとも1,400℃でよい。
【0013】
本明細書において使用する場合、ツイストドリルビットは、回転剪断作用によって、加工物、特に金属、木およびプラスチックを含む加工物に穴を穿孔するのに使用するための、フルートが付いた付刃ドリルビットである。ツイストドリルは典型的には、精密スピンドル上に取り付けたチャック、コレットまたは他の機械的カップリング装置中に保持される。ツイストドリルは、それ自体の回転軸を中心に回転し、ドリルが加工物を分けて進み、金属くずをチップまたは切屑の形態で排出するように直線的に移動し得る。ツイストドリルは、金属くずを切断および排除することを可能とする要素を含み得る。ドリルの作業端部は、通常直径と平行に伸長し、各々中央のチゼルエッジから伸長している切断端を含有する。フルートは、断面が全体的に半円形のように見える溝の形態を有し得る。いくつかのドリルは、ツールの軸と平行に伸長する直線のフルートを含有する一方、大部分のツイストドリルは、らせん状フルートを含み、ヘリックス角は、切断端のすくい角だけでなく、チップ除去の容易さおよびドリルの剛性も決定する。
【0014】
図4に例示するように、ツイストドリルビットのための超硬先端部60(その一例を、図5に例示する)は、次いで、先端部プレフォーム体10を処理することによって形成し得る。例示的なツイストドリルビット70は、フルート74を有するドリルシャフト72、およびドリルシャフト72の端部76に接合した超硬先端部60を含み得る。特に、炭化物材料が、先端部プレフォーム体10のツール支持部分30から除去され、それが接合されるドリルシャフト70のフルーティング74に相当する超硬先端部60中のフルート62が形成されてもよい。
【0015】
図6A〜図6Cを参照した一例において、支持体30に、作業端部32中に形成された凹部381および382を設ける。凹部381は、側面3811および3812を有し、凹部382は、側面3821および3822を有する。各側面3811および3821は、角度βで縦断面PLに傾斜しており、各凹部381および382は、各々の超硬構造22および24、ならびに各々のバットレス部材(buttress member)301および302を受け入れるように構成される。凹部381および382、ならびにバットレス部材301および302は、プレコンパクトアセンブリー40へのアセンブリーのために協同的に構成される。バットレス部材301および302の各々は、各々の超硬構造22および24と、各々の傾斜した側面3811および3821との間に配置され、それらを接触させる。したがって、各超硬構造22および24は、各々のバットレス部材301および302、ならびに各々の側面3812および3822の間に「サンドイッチされている」。本例において、傾斜した側面3811および3821は、各々のバットレス部材301および302に対して縦力FLを加えるのに応答して、各々の横力または円周方向力FCによって、各々の多結晶超硬構造22および24に対して各々のバットレス部材(側方または円周方向)をそらせる働きをするように構成されている。したがって、バットレス部材301および302は、主要な力FLが長手方向にかかり得る超高圧でのプレコンパクトアセンブリー40の処理の間、超硬構造(複数可)22、24上の横力または円周方向力を増強し得る。バットレス部材301および302は、超高圧の処理の後、プレフォーム体から除去し得る。
【0016】
超高圧での処理後、バットレス部材301および302をドリル先端部プレフォーム体から分離するのをより容易にするために、例えば、アルミナを含み得る実質的に非反応性のホイルまたは紙を、プレコンパクトアセンブリー中の、一方では、バットレス部材301および302、ならびに超硬構造(複数可)22、24、ならびに他方では、支持体表面3811、3812、3821および3822の間に配置し得る。アルミナホイルは、多くとも約100μm(ミクロン)の平均粒径を有するAl2O3の微粒子を含有するスラリーをキャスティングすることによって作製し得る。ホイルの厚さは、少なくとも約50μmおよび多くとも約1,000μmであってよく、一例では、ホイルの厚さは、約500μmである。プレコンパクトアセンブリーを超高圧で処理した後、実質的に非反応性のホイルは、バットレス部材301、302を、例えば、サンドブラスティングによってより容易に脱離し得る態様を有し得る。
【0017】
一例では、超硬先端部は、近位末端部および遠位末端部を有する細長いまたは全体的に円柱状の形態を有してもよく、近位末端部は作業端部であり、遠位末端部は付着端部であり、側面は近位末端部および遠位末端部を連結し、作業端部の各々の部分において実質的に円錐形、切頭円錐形または丸みのある円錐形、例えば、球状に丸みのある円錐形を有し、超硬構造は、作業端部に隣接して配置される。一実施形態において、少なくとも1つの凹部は、作業端部から支持体中に形成され、少なくとも1つの超硬構造を収容し得る。一実施形態において、凹部は、全体的にウエハーまたは層の形態の多結晶超硬構造を収容するための、1対の実質的に平行な平面で形成されたスロットでよい。多結晶超硬構造は、作業端部においてスロットに挿入される働きをする舌状の一般形態を有し得る。
【0018】
一例では、超硬構造は、PCD材料を含んでもよく、1つの変形では、超硬構造は、熱的に安定なPCD構造を含んでもよい。本明細書において使用する場合、熱的に安定なPCD構造は、PCD材料を含み、PCD構造の少なくとも一領域またはさらには全体積がダイヤモンドのための活性溶媒/触媒材料を実質的に含まない。これを達成する1つの方法は、酸浸出によってPCD材料内の間隙から溶媒/触媒材料を除去することである。一実施形態において、PCD構造は、ダイヤモンドのための溶媒/触媒として機能することができる材料を実質的に含まなくてもよい。いくつかの実施形態において、PCD構造中に約5体積パーセント未満、またはさらには約2体積パーセント未満のダイヤモンドのための溶媒/触媒があってもよい。いくつかの実施形態において、PCD構造は、少なくとも部分的に多孔性でよく、または実質的にPCD構造全体が多孔性でもよい。
【0019】
本明細書において使用する場合、PCDグレードは、ダイヤモンド粒の容積含有率およびサイズ、ダイヤモンド粒間の間隙領域の容積含有率、および間隙領域中に存在し得る材料の組成などの特色に関して特徴付けられるPCD材料である。異なるPCDグレードは、異なる微小構造および異なる機械的性質、例えば、弾性(またはヤング)率E、抗折力(TRS)、靭性(いわゆるK1C靭性など)、硬度、密度および熱膨張係数(CTE)を有し得る。異なるPCDグレードはまた、使用時に異なって作用し得る。例えば、異なるPCDグレードの摩耗率および破壊抵抗は、異なり得る。
【0020】
いくつかの例において、PCD材料は、少なくとも約850GPaのヤング率を有してもよく、いくつかの実施形態において、PCD構造は、少なくとも約1,000MPa、またはさらには少なくとも約1,100MPaの抗折力を有してもよい。いくつかの例において、PCD構造は、少なくとも約90体積パーセントの、約0.1μm〜25μmの範囲の、またはさらには約0.1μm〜約10μmの範囲の平均サイズを有する内部結合したダイヤモンド粒を含み得る。本発明の一実施形態において、PCD構造は、多様式のサイズ分布を有するダイヤモンド粒を含み得る。いくつかの実施形態において、PCD構造は、粒の少なくとも約50パーセントが約5μm超の平均サイズを有し、粒の少なくとも約20パーセントが約10〜約15μmの範囲の平均サイズを有するというサイズ分布の特徴を有する結合したダイヤモンド粒を含み得る。
【0021】
粒のサイズ、または粒間の間隙は、円相当径(ECD)を用いて表す。本明細書において使用する場合、粒子の「円相当径」(ECD)は、粒子の断面と同じ面積を有する円の直径である。複数の粒子のECDサイズ分布および平均サイズは、体部の断面または表面の画像分析によって、個々の結合していない粒子、または体部中で一緒に結合した粒子について測定し得る。
いくつかの実施形態において、PCD材料中に含まれる隣接するダイヤモンド粒間の間隙の平均自由行程は、少なくとも約0.05μmおよび多くとも約1.5μmでよく、平均自由行程の標準偏差は、少なくとも約0.05μmおよび多くとも約1.5μmでよい。本明細書において使用する場合、間隙または間隙領域を含めた内部構造を含む多結晶体(PCDなど)中の「間隙の平均自由行程」は、間隙周辺における異なるポイント間の各間隙の平均距離を意味すると理解される。平均自由行程は、磨かれた試料断面の顕微鏡写真上に描いた多くの線の長さを平均することによって決定する。平均自由行程の標準偏差は、これらの値の標準偏差である。ダイヤモンド平均自由行程は、類似して定義および測定する。
【0022】
微小構造の均一性は、ダイヤモンド間の間隙の平均厚さと、この厚さの標準偏差との組合せの点から特徴付け得る。PCD材料の均一性または均質性は、磨かれたセクションの多数の顕微鏡写真を使用した統計的評価を行うことによって数量化し得る。PCD構造内の充填相または細孔の分布は、電子顕微鏡検査を使用して、ダイヤモンド相の分布と容易に識別可能であってもよく、EP0974566に開示されているものと同様の方法で測定することができる(WO2007/110770をまた参照されたい)。この方法によって、微小構造によるいくつかの任意に描いた線に沿った間隙の平均厚さの統計的評価が可能となる。平均バインダーまたは間隙厚さはまた、「平均自由行程」と称される。全体的組成またはバインダー含量および平均ダイヤモンド粒サイズが同様の2つの材料について、これがダイヤモンド相中のバインダーのより微細な規模分布を示すため、より小さな平均厚さを有する材料は、より均一となる傾向がある。さらに、この測定の標準偏差がより小さいと、構造はより均一である可能性が高い。大きな標準偏差は、バインダー厚さがより広範に変化し、構造がより一様でないことを示す。
【0023】
粒サイズ、粒の近接性または間隙の平均自由行程などの量の平均値および偏差の測定において、表面またはセクションの異なる部分のいくつかの画像を使用して、統計の信頼性および正確性を増強する。所与の量またはパラメーターを測定するために使用する画像の数は、少なくとも約9またはさらには約36まででよい。画像の解像度は、粒間および相間の境界が見えるように十分に高い必要がある。統計解析において、典型的にはPCD材料を含む体部の表面上の異なる領域について16の画像を取り、各画像について、および画像全体に亘って統計分析を行う。各画像は、少なくとも約30のダイヤモンド粒を含有すべきであるが、より多くの粒によって、より信頼でき正確な統計的画像分析が可能となり得る。
【0024】
いくつかの実施形態において、PCD構造は、0.60μm未満の間隙の平均自由行程値、および0.90μm未満の間隙の平均自由行程についての標準偏差を有することに特徴付けられる、きめ細かい多結晶ダイヤモンド材料を含む多結晶ダイヤモンド研磨要素を開示している、PCT公開番号第WO2007/020518号に教示された通りでよい。一実施形態において、多結晶ダイヤモンド材料は、約0.1〜約10.5の平均ダイヤモンド粒サイズを有し得る。
PCD材料を含む超硬構造を作製する1つの方法には、合成ダイヤモンドのための触媒(また「溶媒/触媒」と称される)材料(例えば、コバルト)の存在下で、ダイヤモンドが、熱力学的に黒鉛より安定的な圧力および温度(少なくとも約5GPaの圧力および少なくとも約1,250℃の温度など)で、ダイヤモンド粒を一緒に焼結することが含まれる。いくつかのバージョンにおいて、圧力は、6.0GPa超またはさらには少なくとも約8GPaでよい。
【0025】
ダイヤモンド粒の凝集した塊を一緒に焼結してPCD材料を形成させるとき、溶媒/触媒材料を様々な方法で凝集した塊に導入してもよい。1つの方法には、凝集した塊へのダイヤモンド粒の連結を形成させる前に、水溶液からの沈殿によって複数のダイヤモンド粒の表面上に金属酸化物を付着させることが含まれる。このような方法は、PCT公開番号WO2006/032984およびまたWO2007/110770に開示されている。別の方法には、粉末形態のダイヤモンドのための触媒材料を含む合金を調製または提供することと、凝集した塊へのダイヤモンド粒の連結の前に、粉末と複数のダイヤモンド粒とをブレンドすることとが含まれる。ブレンドは、ボールミルによって行い得る。他の添加物を、凝集した塊にブレンドし得る。導入されていてもよい任意の溶媒/触媒材料粒子または添加剤材料粒子を含めたダイヤモンド粒の凝集した塊は、結合していないまたは緩く結合した構造に形成してもよく、これを超硬合金基材上に配置し得る。超硬合金基材は、ダイヤモンドのための触媒材料の源(コバルトなど)を含有し得る。粒の凝集した塊および基材を含むアセンブリーを、超高圧炉装置に適したカプセルにカプセル化し、カプセルを6GPa超の圧力に曝露し得る。ベルト、環状、立方体および直方体マルチアンビルシステムを含めて、様々な種類の超高圧装置が公知であり、使用することができる。カプセルの温度は、触媒材料が融解するように十分高く、黒鉛へのダイヤモンドの実質的な変換を回避するように十分低くあるべきである。時間は焼結が完成するように十分長くあるべきであるが、生産性を最大化し、コストを減少させるようにできるだけ短くあるべきである。
【0026】
超硬PCD構造(複数可)は、上記ように提供してもよい、超硬合金基材に結合したPCD構造を含むPCD複合圧粉体から作製し得る。PCD複合圧粉体は、例えば全体的に円盤形状を有し得る。一例では、超硬合金基材は、削り取ることによって除去してもよく、実質的に自立したPCD体のみが残り、そこからPCD構造を、例えば、放電加工(EDM)を使用して切断し得る。EDM切断法は、EDMワイヤーとPCD体との間に放電を生じさせ、PCD体を局所的に分解することを伴う。EDMワイヤーは、PCD構造の所望の形状によって、PCD体を通って導いてもよい。EDMワイヤーは、銅(Cu)および亜鉛(Zn)および/または他の金属を含む合金を含んでもよく、EDM切断工程は、EDMワイヤーからのいくらかの金属がPCD構造の切断表面上に付着することをもたらし得る。同様に、EDMによって凹部が超硬合金支持体に切り込まれる例において、EDMワイヤーからのいくらかの金属は、支持体の切断表面上に付着し得る。
【0027】
少なくともPCD構造(複数可)および支持体の切断表面がアセンブリーの前に洗浄されて、プレコンパクトアセンブリーを形成する場合、より良好な結果が達成されることが期待される。一例では、PCD構造および超硬合金支持体は、超音波浴中で約20〜30分間、少なくとも約1および多くとも約3のpH値を有する硝酸または塩酸の希薄溶液に浸漬することによって洗浄し得る。別の例において、PCD構造および/または支持体は、少なくとも約13のpH値を有するアンモニア溶液に浸漬し得る。例示的な酸洗浄反応は、下記のように図式化し得る。xCu+yZn+2(x+y)HNO3=xCu(2+)+yZn(2+)+(x+y)H2+2(x+y)NO3(-)。例示的なアンモニア洗浄反応は、下記のように図式化し得る。xCu+yZn+z(x+y)NH4OH=x[Cu[NH3]z](2+)+y[Zn[NH3]z](2+)+z(x+y)H2O。いずれにしても、xおよびyは、CuおよびZnの原子比率であり、z値は、2または4である。酸性またはアルカリ溶液中での処理の後、PCD構造および支持体を、水およびエタノールで洗浄し、吸着された塩溶液を除去し、次いで乾燥し得る。
【0028】
PCD体が超硬合金基材に結合して提供される方法のバージョンにおいて、支持体と共に使用するためのPCD構造を形成する工程には、上記のように、基材の少なくとも部分を削り取ることによって除去することが含まれてもよい。このようなバージョンにおいて、PCD構造は、1グレードの超硬合金を使用して製造して、次いでプレコンパクトアセンブリーにおいて異なるグレードと合わせ得る。これは、超硬先端部が、支持体中に含まれる炭化物のタイプまたはグレード上で直接形成することが困難であり得るグレードのPCD材料を含み得るという態様を有する。例えば、多結晶超硬構造がPCD材料を含み、支持体がコバルト超硬合金を含む実施形態において、支持体のコバルト含量は、単一のステップでPCDを焼結するために好ましいものよりも低くてもよい。相対的に低いコバルト含量を有する炭化物は、より高いコバルト含量を有する炭化物より耐摩耗性であるため、これは所望であり得る。さらに、より低いコバルト含量を有する炭化物は、PCD材料の熱機械的性質に一致する可能性が高く、そのためPCD構造と支持体との間の結合によって生じた内部応力は、より低いことが期待され、より頑強なツールがもたらされる。別の態様は、出発ダイヤモンド粉末への溶媒/触媒の事前ブレンドを必要とすることなく、平均サイズがより小さいダイヤモンド粒を含むPCD材料を使用できることであり得る。
【0029】
いくつかの例において、支持体は、コバルト−超硬炭化タングステン(cobalt-cemented tungsten carbide)を含んでもよく、コバルト含量は、少なくとも1質量パーセントおよび多くとも約7質量パーセントである。他の例において、超硬炭化タングステンは、少なくとも約9質量パーセントのコバルトを含み得る。
【0030】
超硬構造(複数可)がPCD材料を含み、またはPCD材料から本質的になる例において、合成ダイヤモンドのための溶媒/触媒(コバルトなど)を含む結合剤を、超硬構造(複数可)と支持体との間に設けてもよい。これは、支持体への超硬構造(複数可)の結合を改善し得る。結合剤は、ウエハー、層またはフィルムの形態でよい。
【0031】
本明細書において開示されている方法は、超硬先端部の成分が超高圧での少なくとも2つの処理(各々数GPa)を受ける必要が暗黙的にある。これは、超硬構造のための原料として使用される多結晶超硬材料が少なくとも約5GPaの超高圧で焼結されており、プレコンパクトアセンブリーの一部として少なくとも約2GPaの超高圧に再び曝露されるためである。超高圧での処理は、相対的に高価であると考えることができ、当業者は単一の先端部の製造において複数のこのような処理を使用する気にならないであろう。しかし、二重の超高圧処理を使用する開示された方法は、支持体への多結晶超硬構造の強力な結合を実現する態様を有するようである。多結晶超硬構造が事前に焼結されて提供されるという事実によって、超高圧での接合ステップの間の構造の形状変形が減少し得る。多結晶超硬構造の亀裂は減少し得る。
【0032】
下記の節は、方法、超硬先端部および機械ツールのさらなる記載のために提供する。
1.少なくとも1つの焼結した多結晶超硬構造と超硬合金を含む支持体とを接触させて、プレコンパクトアセンブリーを形成することと、超硬材料が熱力学的に安定的な圧力および温度にプレコンパクトアセンブリーを曝露して、プレフォーム体を形成することとを含む、回転機械ツールのための、特に、しかしこれに限らないがツイストドリルのための、超硬先端部のためのプレフォーム体を作製する方法。
2.バインダー材料の存在下で、凝集した複数の超硬粒子を少なくとも5GPaの圧力および少なくとも約1,250℃の温度に曝露して、多結晶超硬材料を含む超硬体を提供することと、超硬体を処理して、多結晶超硬構造を提供することとを含む、1節に記載の方法。
3.凹部を支持体または前駆体に形成することであって、凹部は多結晶超硬構造を収容するように構成されていることと、多結晶超硬構造を凹部に挿入し、プレコンパクトアセンブリーを形成することとを含む、1節から2節までのいずれか1項に記載の方法。
4.支持体が、コバルト−超硬炭化タングステンを含み、コバルト含量が、超硬合金材料の1質量パーセント〜7質量パーセントの範囲である、1節から3節までのいずれか1項に記載の方法。
5.超硬構造が、多結晶ダイヤモンド(PCD)材料を含む、1節から4節までのいずれか1項に記載の方法。
6.超硬構造が、熱的に安定なPCD材料を含む、1節から5節までのいずれか1項に記載の方法。
7.超硬構造が、少なくとも約0.1μmおよび多くとも約10μmの平均サイズを有するダイヤモンド粒を含むPCD材料を含み、間隙の平均自由行程が、0.6μm未満であり、平均自由行程の標準偏差が、0.9μm未満である、1節から6節までのいずれか1項に記載の方法。
8.超硬構造が、少なくとも約0.05μmおよび多くとも約1.5μmの隣接するダイヤモンド粒間の間隙の平均自由行程を有するPCD材料を含み、平均自由行程の標準偏差が、少なくとも約0.05μmおよび多くとも約1.5μmである、1節から7節までのいずれか1項に記載の方法。
9.少なくとも1および多くとも3のpH値を有する酸性溶液中、または少なくとも10、または少なくとも13のpHを有するアルカリ溶液中で、多結晶超硬構造および/または支持体を処理することを含む、1節から8節までのいずれか1項に記載の方法。
【0033】
10.支持体を、少なくとも1つの超硬構造と、超硬構造および支持体の表面に隣接して配置した少なくとも1つのバットレス部材とを収容するように構成することと、多結晶超硬構造と支持体とを接触させることと、超硬構造の表面と支持体の表面との間にバットレス部材を配置し、プレコンパクトアセンブリーを形成することとを含む、1節から9節までのいずれか1項に記載の方法。
11.凹部が、傾斜した表面を有し、かつ多結晶超硬構造およびバットレス部材を収容するように構成され、多結晶超硬構造およびバットレス部材を凹部に挿入し、プレコンパクトアセンブリーを形成し、バットレス部材が、多結晶超硬構造と凹部の傾斜した側面との間に配置され、傾斜した側面が、プレコンパクトアセンブリーに対して長手方向に加えられた力に応答して多結晶超硬構造に対して側方にバットレス部材をそらせる働きをするように構成されている、10節に記載の方法。
12.実質的に非反応性のホイルを提供し、バットレス部材と、超硬構造の表面もしくは支持体の表面、または超硬構造の表面および支持体の表面の両方との間に実質的に非反応性のホイル(例えば、アルミナを含む)を配置し、プレコンパクトアセンブリーを形成させることと、プレコンパクトアセンブリーを超硬材料が熱力学的に安定的である圧力および温度に曝露することと、バットレス部材を除去することとを含む、10節または11節に記載の方法。
【0034】
13.1節から12節までのいずれか1項に記載の方法によるプレフォーム体を提供することと、プレフォーム体を処理して、超硬先端部を形成させることとを含む、回転機械ツールのための超硬先端部を作製する方法。
14.プレフォーム体を処理して、超硬構造の表面を露出させることを含み、表面が、切断端およびすくい面を画定する、1節から13節までのいずれか1項に記載の方法。
15.プレフォーム体を処理して、フルートを提供することを含む、1節から14節までのいずれか1項に記載の方法。
16.超硬合金支持体に接合したPCD構造を含み、PCD構造は、少なくとも約0.05μmおよび多くとも約1.5μmの間隙の平均自由行程を有するPCD材料を含み、平均自由行程の標準偏差は、少なくとも約0.05μmおよび多くとも約1.5μmである、ツイストドリルのための超硬先端部。
【0035】
17.超硬構造が、少なくとも約0.1μmおよび多くとも約10μmの平均サイズを有するダイヤモンド粒を含むPCD材料を含み、間隙の平均自由行程が、0.6μm未満であり、平均自由行程の標準偏差が、0.9μm未満である、ツイストドリルのための超硬先端部。
18.支持体が、炭化タングステン粒およびコバルトを含む超硬炭化タングステン材料を含み、コバルトの含量が、超硬合金材料の多くとも7質量パーセントである、16節または17節に記載の超硬先端部。
19.PCD材料中のダイヤモンドの含量が、PCD材料の少なくとも90体積パーセントである、16節から18節までに記載の超硬先端部。
20.超硬先端部が、ツイストドリルまたはエンドミル、例えばボールエンドミルのためである、1節から15節までのいずれかに記載の方法、または16節から19節までのいずれか1項に記載の超硬先端部。
21.1節から15節までのいずれか1項に記載の方法によって作製された超硬先端部を含み、または16節から19節までのいずれか1項に記載の超硬先端部を含む、ツイストドリルまたはエンドミルなどの回転機械ツール。
【0036】
非限定的例を、下記でさらに詳細に記載する。
【実施例】
【0037】
8質量パーセントのCoを含むコバルト−超硬炭化タングステン、および約6μmの平均サイズを有する炭化タングステン(WC)の粒で形成されている支持体を提供した。図3に例示されるように、支持体は直円柱状ベースを有する丸みのある円錐体の一般形態を有した。支持体の作業端部の頂端の曲率半径rは、約2.25mmであり、円錐角κは約120度であった。図2Bに例示するように、全体的にz形状の溝のついた凹部を、放電加工(EDM)によって支持体に切り込んだ。
1対の予備焼結したPCDディスクを提供した。これらはコバルトの存在下で約5.5GPaの圧力および約1,300℃の温度でダイヤモンド粒を一緒に焼結することによって予備成形した。PCDは、約90体積パーセントのダイヤモンド粒および約10体積パーセントのコバルトを含み、ダイヤモンド粒は、約6μmの平均粒径を有した。PCDディスクはEDMによって図2Bにおいて図式的に例示した形状に切断され、支持体中に形成された凹部に挿入するための1対の形状化したPCD構造が形成された。
【0038】
PCD構造および支持体を、ガラス製フラスコ中に含有された1〜3の範囲のpH値を有する硝酸の希釈溶液に浸漬し、それを超音波浴中に周囲温度で20〜30分間入れた。超硬合金支持体中のコバルトセメント材料は、この処理によって実質的に溶解しなかった。その後、PCD構造および支持体をエタノールで洗浄し、乾燥させた。
PCD構造を凹部に挿入し、プレコンパクトを形成させ、これを約5.5GPaの圧力および約1,450℃の温度に曝露し、一体化して焼結したドリル先端部プレフォーム体を形成させた。
【0039】
焼結したドリル先端部プレフォーム体は、超硬合金支持体内で一体化して結合したPCDベイン(vein)を含むと記載することができ、下記の観察された特徴を有した。
− 2つのPCD構造が一緒によく焼結され、組み込まれたベインを形成したが、それらの間の界面は微細な線として観察可能であった。
− PCDベインと炭化物支持体との間の界面は、焼結ステップの間に支持体から、およびまた恐らくPCD構造から浸潤したコバルトに富んだ領域を含んだ。炭化物粒子は、コバルトに富んだ界面領域内で明らかであった。
− PCD材料の焼結の質は、実際には、PCD構造が曝露された第2の超高圧焼結ステップであった焼結ステップによって改善したようであった。
ピックツールおよびそれらを組み立ておよび連結する方法の様々な例示的な実施形態を上記で記載した。特許請求された本発明の精神および範囲から逸脱することなく、それらの例に対して変更および修正を行うことができることは、当業者であれば理解するであろう。
【特許請求の範囲】
【請求項1】
少なくとも1つの焼結した多結晶超硬構造と超硬合金を含む支持体とを接触させて、プレコンパクトアセンブリーを形成することと、超硬材料が熱力学的に安定的な圧力および温度にプレコンパクトアセンブリーを曝露して、プレフォーム体を形成することとを含む、回転機械ツールのための超硬先端部のためのプレフォーム体を作製する方法。
【請求項2】
回転機械ツールが、ツイストドリルである、請求項1に記載の方法。
【請求項3】
凹部を支持体中に形成することであって、凹部は多結晶超硬構造を収容するように構成されていることと、多結晶超硬構造を凹部に挿入して、プレコンパクトアセンブリーを形成することとを含む、請求項1または請求項2に記載の方法。
【請求項4】
支持体が、コバルト−超硬炭化タングステンを含み、コバルト含量が、1質量パーセント〜7質量パーセントの範囲である、請求項1から3までのいずれか1項に記載の方法。
【請求項5】
超硬構造が、多結晶ダイヤモンド(PCD)材料を含む、請求項1から4までのいずれか1項に記載の方法。
【請求項6】
超硬構造が、少なくとも約0.1μmおよび多くとも約10μmの平均サイズを有するダイヤモンド粒を含むPCD材料を含み、間隙の平均自由行程が、0.6μm未満であり、平均自由行程の標準偏差が、0.9μm未満である、請求項1から5までのいずれか1項に記載の方法。
【請求項7】
少なくとも1および多くとも3のpH値を有する酸性溶液中、または少なくとも10のpHを有するアルカリ溶液中で、多結晶超硬構造を処理することを含む、請求項1から6までのいずれか1項に記載の方法。
【請求項8】
支持体を、少なくとも1つの超硬構造と、超硬構造および支持体の表面に隣接して配置した少なくとも1つのバットレス部材とを収容するように構成することと、多結晶超硬構造と支持体とを接触させることと、超硬構造の表面と支持体の表面との間にバットレス部材を配置し、プレコンパクトアセンブリーを形成することとを含む、請求項1から7までのいずれか1項に記載の方法。
【請求項9】
凹部が、傾斜した表面を有し、かつ多結晶超硬構造およびバットレス部材を収容するように構成され、多結晶超硬構造およびバットレス部材を凹部に挿入して、プレコンパクトアセンブリーを形成し、バットレス部材が、多結晶超硬構造と凹部の傾斜した側面との間に配置され、傾斜した側面が、プレコンパクトアセンブリーに対して長手方向に加えられた力に応答して多結晶超硬構造に対して側方にバットレス部材をそらせる働きをするように構成されている、請求項8に記載の方法。
【請求項10】
実質的に非反応性のホイルを提供し、バットレス部材と、超硬構造の表面もしくは支持体の表面、または超硬構造の表面および支持体の表面の両方との間に実質的に非反応性のホイルを配置して、プレコンパクトアセンブリーを形成させることと、プレコンパクトアセンブリーを超硬材料が熱力学的に安定的である圧力および温度に曝露することと、バットレス部材を除去することとを含む、請求項8または請求項9に記載の方法。
【請求項11】
プレフォーム体を処理して、超硬構造の表面を露出させることを含み、表面が、切断端およびすくい面を画定する、請求項1から10までのいずれか1項に記載の方法。
【請求項12】
プレフォーム体を処理して、フルートを提供することを含む、請求項1から11までのいずれか1項に記載の方法。
【請求項13】
超硬合金支持体に接合したPCD構造を含み、PCD構造は、少なくとも約0.05μmおよび多くとも約1.5μmの間隙の平均自由行程を有するPCD材料を含み、平均自由行程の標準偏差は、少なくとも約0.05μmおよび多くとも約1.5μmである、ツイストドリル用の超硬先端部。
【請求項14】
支持体が、炭化タングステン粒およびコバルトを含む超硬炭化タングステン材料を含み、コバルトの含量が、超硬合金材料の多くとも7質量パーセントである、請求項13に記載の超硬先端部。
【請求項15】
PCD材料中のダイヤモンドの含量が、PCD材料の少なくとも90体積パーセントである、請求項13または請求項14に記載の超硬先端部。
【請求項1】
少なくとも1つの焼結した多結晶超硬構造と超硬合金を含む支持体とを接触させて、プレコンパクトアセンブリーを形成することと、超硬材料が熱力学的に安定的な圧力および温度にプレコンパクトアセンブリーを曝露して、プレフォーム体を形成することとを含む、回転機械ツールのための超硬先端部のためのプレフォーム体を作製する方法。
【請求項2】
回転機械ツールが、ツイストドリルである、請求項1に記載の方法。
【請求項3】
凹部を支持体中に形成することであって、凹部は多結晶超硬構造を収容するように構成されていることと、多結晶超硬構造を凹部に挿入して、プレコンパクトアセンブリーを形成することとを含む、請求項1または請求項2に記載の方法。
【請求項4】
支持体が、コバルト−超硬炭化タングステンを含み、コバルト含量が、1質量パーセント〜7質量パーセントの範囲である、請求項1から3までのいずれか1項に記載の方法。
【請求項5】
超硬構造が、多結晶ダイヤモンド(PCD)材料を含む、請求項1から4までのいずれか1項に記載の方法。
【請求項6】
超硬構造が、少なくとも約0.1μmおよび多くとも約10μmの平均サイズを有するダイヤモンド粒を含むPCD材料を含み、間隙の平均自由行程が、0.6μm未満であり、平均自由行程の標準偏差が、0.9μm未満である、請求項1から5までのいずれか1項に記載の方法。
【請求項7】
少なくとも1および多くとも3のpH値を有する酸性溶液中、または少なくとも10のpHを有するアルカリ溶液中で、多結晶超硬構造を処理することを含む、請求項1から6までのいずれか1項に記載の方法。
【請求項8】
支持体を、少なくとも1つの超硬構造と、超硬構造および支持体の表面に隣接して配置した少なくとも1つのバットレス部材とを収容するように構成することと、多結晶超硬構造と支持体とを接触させることと、超硬構造の表面と支持体の表面との間にバットレス部材を配置し、プレコンパクトアセンブリーを形成することとを含む、請求項1から7までのいずれか1項に記載の方法。
【請求項9】
凹部が、傾斜した表面を有し、かつ多結晶超硬構造およびバットレス部材を収容するように構成され、多結晶超硬構造およびバットレス部材を凹部に挿入して、プレコンパクトアセンブリーを形成し、バットレス部材が、多結晶超硬構造と凹部の傾斜した側面との間に配置され、傾斜した側面が、プレコンパクトアセンブリーに対して長手方向に加えられた力に応答して多結晶超硬構造に対して側方にバットレス部材をそらせる働きをするように構成されている、請求項8に記載の方法。
【請求項10】
実質的に非反応性のホイルを提供し、バットレス部材と、超硬構造の表面もしくは支持体の表面、または超硬構造の表面および支持体の表面の両方との間に実質的に非反応性のホイルを配置して、プレコンパクトアセンブリーを形成させることと、プレコンパクトアセンブリーを超硬材料が熱力学的に安定的である圧力および温度に曝露することと、バットレス部材を除去することとを含む、請求項8または請求項9に記載の方法。
【請求項11】
プレフォーム体を処理して、超硬構造の表面を露出させることを含み、表面が、切断端およびすくい面を画定する、請求項1から10までのいずれか1項に記載の方法。
【請求項12】
プレフォーム体を処理して、フルートを提供することを含む、請求項1から11までのいずれか1項に記載の方法。
【請求項13】
超硬合金支持体に接合したPCD構造を含み、PCD構造は、少なくとも約0.05μmおよび多くとも約1.5μmの間隙の平均自由行程を有するPCD材料を含み、平均自由行程の標準偏差は、少なくとも約0.05μmおよび多くとも約1.5μmである、ツイストドリル用の超硬先端部。
【請求項14】
支持体が、炭化タングステン粒およびコバルトを含む超硬炭化タングステン材料を含み、コバルトの含量が、超硬合金材料の多くとも7質量パーセントである、請求項13に記載の超硬先端部。
【請求項15】
PCD材料中のダイヤモンドの含量が、PCD材料の少なくとも90体積パーセントである、請求項13または請求項14に記載の超硬先端部。
【図1】

【図2A】
【図2B】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図2A】
【図2B】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【公表番号】特表2013−517384(P2013−517384A)
【公表日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2012−549451(P2012−549451)
【出願日】平成23年1月19日(2011.1.19)
【国際出願番号】PCT/IB2011/050239
【国際公開番号】WO2011/089555
【国際公開日】平成23年7月28日(2011.7.28)
【出願人】(512016711)エレメント シックス アブレイシヴズ ソシエテ アノニム (4)
【Fターム(参考)】
【公表日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年1月19日(2011.1.19)
【国際出願番号】PCT/IB2011/050239
【国際公開番号】WO2011/089555
【国際公開日】平成23年7月28日(2011.7.28)
【出願人】(512016711)エレメント シックス アブレイシヴズ ソシエテ アノニム (4)
【Fターム(参考)】
[ Back to top ]