
超硬合金接合体及びその製造方法
【課題】接合強度が大きく、接合の位置精度が高い超硬合金接合体及びその製造方法を提供する。
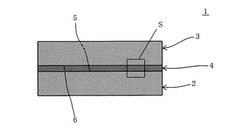
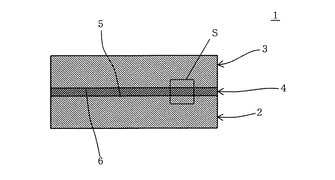
【解決手段】炭化タングステン基超硬合金を含有し、第1の接合面5を有する第1の金属部材2と、第1の金属部材2の第1の接合面5に接合された、鉄を主成分とし炭素を含むとともに銅が拡散している接合層4と、第2の接合面6を有し、第2の接合面6が、接合層4の第1の金属部材2が接合された面とは反対側の面に接合された、炭化タングステン基超硬合金を含有する第2の金属部材3とを備える超硬合金接合体1。
【解決手段】炭化タングステン基超硬合金を含有し、第1の接合面5を有する第1の金属部材2と、第1の金属部材2の第1の接合面5に接合された、鉄を主成分とし炭素を含むとともに銅が拡散している接合層4と、第2の接合面6を有し、第2の接合面6が、接合層4の第1の金属部材2が接合された面とは反対側の面に接合された、炭化タングステン基超硬合金を含有する第2の金属部材3とを備える超硬合金接合体1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超硬合金接合体及びその製造方法に関し、さらに詳しくは、接合強度が大きく、接合体精度が高い超硬合金接合体及びその製造方法に関する。
【背景技術】
【0002】
従来、炭化タングステン基超硬合金とステンレス鋼との接合体が、セラミックハニカム構造体を成形するための口金(ハニカム構造体成形用口金)、精密金型、ダイス、プラグ等に用いられている。
【0003】
例えば、ハニカム構造体成形用口金としては、第1の板状部材に少なくとも一方の面側に開口する複数の裏孔を形成し、第1の板状部材の他方の面に裏孔に連通するスリット状の溝部を格子状に形成し、第1の板状部材の他方の面と第2の板状部材とをホットプレスにより接合し、第2の板状部材に、第1の板状部材に形成された溝部に重なると共に溝部に連通するように格子状にスリットを形成することにより作製されたものを挙げることができる(例えば、特許文献1を参照)。通常、裏孔は、格子状に形成された溝部(格子状に形成されたスリット)の、格子形状における交差位置に対応する(重なる)位置に設けられている。特許文献1に記載のセラミックハニカム構造体成形用口金を用いてハニカム成形体を成形するときには、セラミック原料を含有する成形原料を裏孔から導入し、当該成形原料を、比較的内径の大きな裏孔から、幅の狭いスリットへと移行させて、スリットの開口部からハニカム構造の成形体として押出すことによりハニカム成形体(ハニカム構造体)を成形する。このように、第2の板状部材のスリット部分は、幅が狭くなっているため、成形原料が通過するときに高い圧力がかかり、摩耗しやすい構造である。そのため、特許文献1に記載のハニカム構造体成形用口金は、第2の板状部材が耐摩耗性の高い炭化タングステン基超硬合金から形成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−181976号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載のハニカム構造体成形用口金は、第2の板状部材のスリット部分の摩耗を防止することができる優れたものであった。
【0006】
一方、第1の板状部材は、第2の板状部材のスリット部分ほどの摩耗の問題がないため、特定の組成のステンレス鋼等から形成されていた。しかし、第1の板状部材においても、多くのハニカム成形体を押出成形した場合には、溝部周辺(溝部を形成する壁面)が摩耗することがあった。第1の板状部材の溝部は、通常、第2の板状部材のスリット部分ほど間隔(隙間)が狭くはなっていないが、裏孔と比較すると、押出成形時に高い圧力がかかり、摩耗し易い構造である。
【0007】
そのため、第1の板状部材の少なくとも溝部が形成される部分を、耐摩耗性の高い炭化タングステン基超硬合金により形成することにより、更に優れたハニカム構造体成形用口金が得られると考えられる。この場合、例えば、第1の板状部材全体を炭化タングステン基超硬合金で形成した場合には、第2の板状部材が炭化タングステン基超硬合金であるため、第1の板状部材と第2の板状部材とを接合するときには、炭化タングステン基超硬合金同士を接合する必要がある。しかし、ハニカム構造体成形用口金のように高い接合強度と、高い接合体精度とを要求されるものについては、炭化タングステン基超硬合金同士を接合するような構造にすることは必ずしも容易ではなかった。
【0008】
例えば、セラミックハニカム構造体成形用口金のように、十分に高い接合強度が求められる場合の炭化タングステン基超硬合金同士の接合は、高負荷圧力(10MPa以上)による拡散接合方法、Coの融点近い非常に高温(1300〜1400℃)での拡散接合方法、接合する炭化タングステン基超硬合金の間にCo系の結合剤をインサートして接合する方法等によって可能となっている。これらは、いずれも、高温、高圧力、又はこれらの両方が必要である。そのため、高温により若しくは高温からの冷却により、又は高圧力によりセラミックハニカム構造体成形用口金が変形するため、上記の方法で、高い寸法精度を必要とする微細な構造を有する金型を造るのは非常に難しかった。
【0009】
高温や高圧力をかけずに炭化タングステン基超硬合金同士を接合する方法としては、接合面を鏡面に仕上げてから接合する方法や、ろう付けにより接合する方法がある。これらの方法は、高温、高圧ではないため、接合体の精度を高くすることは可能である。しかし、接合面を鏡面に仕上げる方法の場合、接合面積が大きくなるほど高い接合強度を得難くなる。また、製造時間も長くなり、コストも高くなることになる。また、ろう付けにより接合する方法の場合、銀ロウや銅ロウによる接合方法が多く用いられるが、接合した炭化タングステン基超硬合金と炭化タングステン基超硬合金との間に、必ずろう材の層が残る。一般的に「ろう材」は低融点の軟質金属であるため強度は高くなく、高い接合強度と信頼性を得ることはできない。また、極端に耐摩耗性が劣るため、セラミックハニカム構造体成形用口金の様な用途には向かなかった。
【0010】
以上のように、炭化タングステン基超硬合金同士の接合は、接合強度と接合体精度の両立が難しい。つまり、接合強度を高くする場合には、高温、高圧力にする必要があるため接合精度が低下する上に、コスト高、リードタイム大となる。逆に、接合精度を高くする場合には、接合強度及び信頼性が低くなる。
【0011】
本発明は、このような従来技術の問題点に鑑みてなされたものであり、接合強度及び信頼性が高く、接合体精度が高い超硬合金接合体及びその製造方法を提供することを特徴とする。
【課題を解決するための手段】
【0012】
本発明によって以下の超硬合金接合体及びその製造方法が提供される。
【0013】
[1] 炭化タングステン基超硬合金を含有し、第1の接合面を有する第1の金属部材と、前記第1の金属部材の前記第1の接合面に接合された、鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層と、第2の接合面を有し、前記第2の接合面が、前記接合層の前記第1の金属部材が接合された面とは反対側の面に接合された、炭化タングステン基超硬合金を含有する第2の金属部材とを備える超硬合金接合体。
【0014】
[2] 前記接合層の材質が、炭素鋼、合金鋼、ステンレス鋼からなる群から選択された少なくとも一種に銅合金が拡散しているものである[1]に記載の超硬合金接合体。
【0015】
[3] 前記第1の金属部材が、一方の面が前記第1の接合面である板状であり、前記第2の金属部材が、一方の面が前記第2の接合面である板状であり、前記第1の金属部材の、前記第1の接合面とは反対側の面に接合され、前記第1の金属部材と接合する第3の接合面を有する、銅が内部に拡散した、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された板状の第3の金属部材を更に備える[1]又は[2]に記載の超硬合金接合体。
【0016】
[4] 前記第1の金属部材が、成形原料を導入するための貫通孔である裏孔が形成された第1の板状部材であり、前記第2の金属部材が、前記裏孔に連通し、成形原料をハニカム形状に成形するための格子状のスリットが形成された第2の板状部材であり、前記第1の板状部材の前記接合層が接合されている側の面に、前記第2の板状部材の前記スリットに重なるように格子状に形成されるとともに前記裏孔に連通する溝部が形成され、前記接合層の、少なくとも前記第2の板状部材の前記スリットに重なる部分に、貫通孔が形成された[1]又は[2]に記載の超硬合金接合体。
【0017】
[5] 前記第1の金属部材及び前記第3の金属部材が、成形原料を導入するための貫通孔である裏孔が形成された第1の板状部材であり、前記第2の金属部材が、前記裏孔に連通し、成形原料をハニカム形状に成形するための格子状のスリットが形成された第2の板状部材であり、前記第1の板状部材の前記接合層に接合される面側に、前記第2の板状部材の前記スリットに重なるように格子状に形成されるとともに前記裏孔に連通する溝部が形成され、前記接合層の、少なくとも前記第2の板状部材の前記スリットに重なる部分に、貫通孔が形成された[3]に記載の超硬合金接合体。
【0018】
[6] 前記接合層の厚さが0.005〜0.5mmである[1]〜[5]のいずれかに記載の超硬合金接合体。
【0019】
[7] [4]又は[5]に記載の超硬合金接合体を備えるハニカム構造体成形用口金。
【0020】
[8] 炭化タングステン基超硬合金を含有し、第1の接合面を有する第1の金属部材と、炭化タングステン基超硬合金を含有し、第2の接合面を有する第2の金属部材と、炭素を含有し鉄を主成分とする薄板とを、前記第1の接合面と前記第2の接合面とが前記薄板を挟んで向かい合うようにするとともに、前記第1の金属部材と前記薄板との間及び前記第2の金属部材と前記薄板との間にそれぞれ銅合金箔を配置した状態で、積層し、700℃〜1200℃の温度で、0.01〜5MPaの圧力で押圧することにより、前記第1の金属部材と前記第2の金属部材とを前記薄板を介して接合して、[1]〜[3]のいずれかに記載の超硬合金接合体を作製する超硬合金接合体の製造方法。
【発明の効果】
【0021】
本発明の超硬合金接合体は、炭化タングステン基超硬合金を含有する第1の金属部材と炭化タングステン基超硬合金を含有する第2の金属部材とが、鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層を介して接合されたものであるため、接合強度が大きく、接合の位置精度が高い超硬合金接合体である。
【0022】
本発明の超硬合金接合体の製造方法は、炭化タングステン基超硬合金を含有する第1の金属部材と、炭化タングステン基超硬合金を含有する第2の金属部材とを、「炭素を含有し鉄を主成分とする薄板」を間に挟むと共に、「第1の金属部材と上記薄板との間、及び第2の金属部材と上記薄板との間」に銅合金箔を挟んだ状態で重ね合わせ、所定の低い温度、及び低い圧力の条件で接合させるため、接合強度が大きく、接合体精度が高い超硬合金接合体を製造することができる。炭化タングステン基超硬合金を含有する第1の金属部材と「炭素を含有し鉄を主成分とする薄板」との間、及び、炭化タングステン基超硬合金を含有する第2の金属部材と「炭素を含有し鉄を主成分とする薄板」との間に、銅合金箔を挟んで、所定の温度、圧力の条件にすると、銅合金が「炭素を含有し鉄を主成分とする薄板」内に拡散し、炭化タングステン基超硬合金を含有する第1の金属部材と「炭素を含有し鉄を主成分とする薄板」とが直接接合され、炭化タングステン基超硬合金を含有する第2の金属部材と「炭素を含有し鉄を主成分とする薄板」とが直接接合された状態となる。そして、この炭化タングステン基超硬合金を含有する第1の金属部材と「炭素を含有し鉄を主成分とする薄板」との接合、及び炭化タングステン基超硬合金を含有する第2の金属部材と「炭素を含有し鉄を主成分とする薄板」との接合が強固なものであるため、「炭素を含有し鉄を主成分とする薄板」を挟んだ状態で、炭化タングステン基超硬合金を含有する第1の金属部材と炭化タングステン基超硬合金を含有する第2の金属部材とが強固に接合されることになる。このようにして製造された超硬合金接合体が、本発明の超硬合金接合体である。
【図面の簡単な説明】
【0023】
【図1A】本発明の超硬合金接合体の一実施形態を示し、第1の金属部材の第1の接合面に直交する断面を示す模式図である。
【図1B】図1Aの領域Sを拡大して示す模式図である。
【図2】本発明の超硬合金接合体の他の実施形態を示し、第1の金属部材の第1の接合面に直交する断面を示す模式図である。
【図3】本発明のハニカム構造体成形用口金の一実施形態を模式的に示す斜視図である。
【図4】本発明のハニカム構造体成形用口金の一実施形態を模式的に示す斜視図である。
【図5】本発明のハニカム構造体成形用口金の一実施形態の第2の板状部材側から見た部分平面図である。
【図6】図5のA−A’断面を示す模式図である。
【図7】本発明のハニカム構造体成形用口金の他の実施形態を示し、第1の板状部材の第1の接合面に直交する断面の一部を示す模式図である。
【図8】本発明の超硬合金接合体の製造方法の一実施形態において、第1の金属部材と第2の金属部材とを、「炭素を含有し鉄を主成分とする薄板」を間に挟むと共に、「第1の金属部材と上記薄板との間、及び第2の金属部材と上記薄板との間」に銅合金箔を挟んだ状態で重ね合わせるときの、それぞれの配置を示し、第1の金属部材の第1の接合面に直交する断面を示す模式図である。
【図9】本発明の超硬合金接合体の製造方法の他の実施形態において、第1の金属部材と第2の金属部材とを、「炭素を含有し鉄を主成分とする薄板」を間に挟むと共に、「第1の金属部材と上記薄板との間、及び第2の金属部材と上記薄板との間」に銅合金箔を挟んだ状態で重ね合わせるとともに、第1の金属部材と第3の金属部材とを、間に銅合金箔を挟んだ状態で重ね合わせるときの、それぞれの配置を示し、第1の金属部材の第1の接合面に直交する断面を示す模式図である。
【発明を実施するための形態】
【0024】
以下、本発明を実施するための形態について図面を参照しながら具体的に説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、適宜設計の変更、改良等が加えられることが理解されるべきである。
【0025】
(1)超硬合金接合体:
図1Aに示すように、本発明の超硬合金接合体の一実施形態は、炭化タングステン基超硬合金(以下、単に「超硬合金」ということがある。)を含有し、第1の接合面5を有する第1の金属部材2と、第1の金属部材2の第1の接合面5に接合された、鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層4と、第2の接合面6を有し、第2の接合面6が、接合層4の「第1の金属部材2が接合された面とは反対側の面」に接合された、炭化タングステン基超硬合金を含有する第2の金属部材3とを備えるものである。図1Aは、本発明の超硬合金接合体の一実施形態を示し、第1の金属部材2の第1の接合面5に直交する断面を示す模式図である。
【0026】
本実施形態の超硬合金接合体1は、超硬合金を含有する第1の金属部材2と超硬合金を含有する第2の金属部材3とを鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層4によって接合されているため、ろう材で超硬合金同士を接合した場合のような低い接合強度の超硬合金接合体ではなく、高い接合強度の超硬合金接合体である。
【0027】
本実施形態の超硬合金接合体1は、図1Bに示すように、第1の金属部材2及び第2の金属部材3に窪み7等の欠陥があっても、窪み7等が接合層4により埋められているため、窪み7に由来する空隙が少ない、又は有さないものである。これにより、本実施形態の超硬合金接合体1は、非常に接合強度の高いものである。ここで、第1の金属部材及び第2の金属部材の窪み7の大きさは、深さが30μm程度である。図1Bは、図1Aの領域Sを拡大して示す模式図であり、第1の金属部材と接合層4との接合部分、及び第2の金属部材と接合層4との接合部分の、断面を拡大して模式的に示したものである。
【0028】
また、ろう材で超硬合金同士を接合した場合には、ろう材−超硬合金間で空隙が形成されることも、接合強度が低くなる原因である。これに対し、本実施形態の超硬合金接合体1は、鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層4により超硬合金同士を接合している。そして、接合層4内には空隙がないため、超硬合金接合体1は接合強度の高いものである。
【0029】
本実施形態の超硬合金接合体1において、接合強度とは、「接合界面部を破断面とする3点曲げ試験」により得られた抗折強度を意味する。
【0030】
本実施形態の超硬合金接合体1において、炭化タングステン基超硬合金とは、炭化タングステンと結合材とが焼結した合金である。結合材は、コバルト(Co)、鉄(Fe)、ニッケル(Ni)、チタン(Ti)、及びクロム(Cr)からなる群から選ばれる少なくとも1種の金属であることが好ましい。このような炭化タングステン基超硬合金は、耐摩耗性や機械的強度に特に優れている。本実施形態の超硬合金接合体1を構成する第1の金属部材及び第2の金属部材では、結合材としてコバルトを選択することがより好ましい。
【0031】
結合材としてコバルトが用いられる場合、コバルトの含有率が5〜25質量%であることが好ましい。このコバルトの含有率が、5質量%未満の場合には、超硬合金が脆くなることがある。また、コバルトの含有率が、25質量%を超える場合には、硬度が低くなることがある。
【0032】
本実施形態の超硬合金接合体1において、接合層4は、鉄を主成分とし炭素を含むとともに銅合金が拡散しているものである。これは、鉄を主成分として炭素を含む材料に、銅合金が拡散して形成されたものである。上記「鉄を主成分として炭素を含む材料」は、炭素量0.01〜2.2質量%であることが好ましい。「鉄を主成分とする」とは、鉄が50質量%以上含有されていることを意味する。更に、「鉄を主成分として炭素を含む材料」としては、ステンレス鋼や炭素工具鋼、合金工具鋼等を挙げることができる。そして、ステンレス鋼としては、SUS304等を、合金工具鋼としてはSKS等を挙げることができる。
【0033】
接合層4の厚さは、0.005〜0.5mmが好ましく、0.01〜0.2mmがさらに好ましく、0.01〜0.1mmが特に好ましい。薄過ぎると、拡散している銅の含有率が高くなり接合層の強度が低下するため、接合強度が低下することがある。厚過ぎると、炭化タングステン基超硬合金からコバルトや炭素が接合層側に拡散し易くなるため、炭化タングステン基超硬合金が脆化して超硬合金接合体の接合強度が低下することがあり、また、炭化タングステン基超硬合金接合体の耐摩耗性も低下することがある。
【0034】
本実施形態の超硬合金接合体1において、第1の金属部材2は、超硬合金を含有するものであるが、超硬合金が100質量%であり、超硬合金からなるものであることが好ましい。また、第2の金属部材3も、超硬合金を含有するものであるが、超硬合金が100質量%であり、超硬合金からなるものであることが好ましい。第1の金属部材2に含有される超硬合金と、第2の金属部材3に含有される超硬合金とは、同じ組成の超硬合金であってもよいし、異なる組成の超硬合金であってもよい。
【0035】
第1の金属部材2及び第2の金属部材3のそれぞれの大きさは、特に限定されず、用途に合わせて、所望の大きさにすることができる。第1の接合面5及び第2の接合面6の面積は、特に限定されないが、360000mm2以下であることが好ましい。360000mm2より大きいと、面積が大きいために接合強度を高くし難くなることがある。
【0036】
第1の金属部材2及び第2の金属部材3のそれぞれの形状は、特に限定されず、任意の形状とすることができる。例えば、板状とすることができる。
【0037】
接合層4内に拡散している銅合金は、本実施形態の超硬合金接合体1の製造過程において、炭化タングステン基超硬合金と、「鉄を主成分とし炭素を含むもの(例えば、ステンレス鋼)」とを、銅合金箔を間に挟んで接合するときに、銅合金箔を構成する銅合金が「鉄を主成分とし炭素を含むもの(例えば、ステンレス鋼)」内に拡散したものである。
【0038】
次に、本発明の超硬合金接合体の他の実施形態について説明する。
【0039】
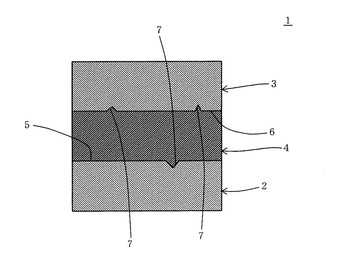
図2に示すように、本発明の超硬合金接合体の他の実施形態は、上記本発明の超硬合金接合体の一実施形態において、第1の金属部材2が、一方の面が第1の接合面5である板状であり、第2の金属部材3が、一方の面が第2の接合面6である板状であり、第1の金属部材2の、第1の接合面5とは反対側の面に接合され、第1の金属部材2と接合する第3の接合面13を有する、銅合金14が内部に拡散した、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された板状の第3の金属部材12を更に備えるものである。図2は、本発明の超硬合金接合体の他の実施形態を示し、第1の金属部材2の第1の接合面5に直交する断面を示す模式図である。
【0040】
本実施形態の超硬合金接合体は、上記本発明の超硬合金接合体の一実施形態の第1の金属部材2の表面(第1の接合面5とは反対側の面)に、第3の金属部材12が配設されたものである。本実施形態の超硬合金接合体は、炭化タングステン基超硬合金同士が接合層を介して強固に接合され、炭化タングステン基超硬合金(第1の金属部材2)と、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体(第3の金属部材12)とが強固に接合されたものである。本実施形態の超硬合金接合体において、第1の金属部材2と第3の金属部材12とは、第1の金属部材2と第3の金属部材12との間に銅合金箔を挟み、加熱及び加圧することにより接合されたものである。そのため、第1の金属部材2と第3の金属部材12との接合時に、銅合金箔を構成する銅合金が、前記第3の金属部材12内に拡散し、第1の金属部材2と第3の金属部材12とが強固に接合される。そのため、本実施形態の超硬合金接合体においては、第3の金属部材12の第3の接合面13側の端部に、銅合金14が拡散している。
【0041】
本実施形態の超硬合金接合体において、第3の金属部材12を構成する、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体は、オーステナイト相を含む金属体であり、公知のステンレス鋼等を用いることができる。例えば、SUS630等を挙げることができる。
【0042】
本実施形態の超硬合金接合体において、第1の金属部材2、第2の金属部材3及び第3の金属部材12は、板状であることが好ましい。第1の金属部材2、第2の金属部材3及び第3の金属部材12のそれぞれの形状は、板状であること以外は特に限定されず、任意の形状とすることができる。また、第1の金属部材2、第2の金属部材3及び第3の金属部材12のそれぞれの大きさは、特に限定されないが、それぞれの厚さは、0.1〜100mmが好ましく、それぞれの面積(厚さ方向に直交する断面の面積)は25〜360000mm2が好ましい。
【0043】
(2)ハニカム構造体成形用口金:
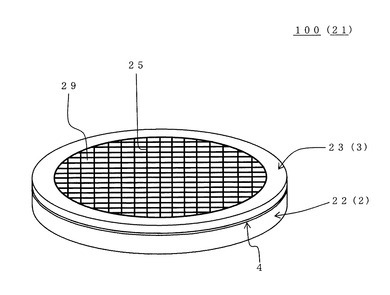
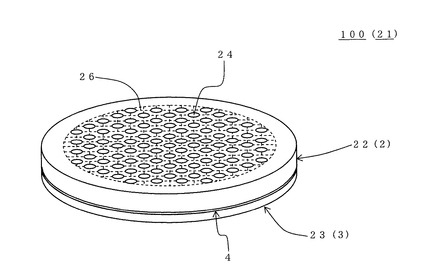
次に、本発明のハニカム構造体成形用口金について説明する。本発明のハニカム構造体成形用口金の一実施形態は、図3〜図6に示すように、上記本発明の超硬合金接合体の一実施形態において「第1の金属部材2が、成形原料を導入するための貫通孔である裏孔24が形成された第1の板状部材22であり、第2の金属部材3が、裏孔24に連通し、成形原料をハニカム形状に成形するための格子状のスリット25が形成された第2の板状部材23であり、第1の板状部材22の接合層4が接合されている側の面に、第2の板状部材23のスリット25に重なるように格子状に形成されるとともに裏孔24に連通する溝部26が形成され、接合層4の、少なくとも第2の板状部材23のスリット25に重なる部分に、貫通孔(接合層の貫通孔)27が形成された」構造の超硬合金接合体21を備えるものである。本実施形態のハニカム構造体成形用口金100は超硬合金接合体21からなるものであってもよいし、他の要素が含まれていてもよい。
【0044】
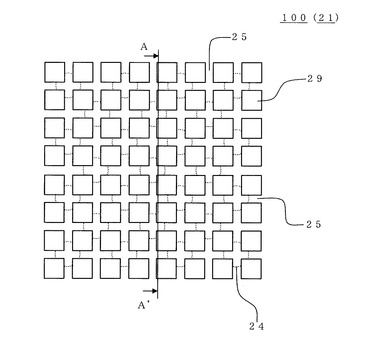
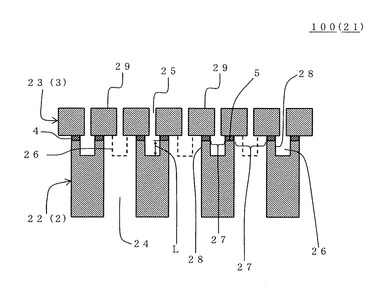
図3は、本発明のハニカム構造体成形用口金の一実施形態を模式的に示す斜視図である。図4は、本発明のハニカム構造体成形用口金の一実施形態を模式的に示す斜視図である。図5は、本発明のハニカム構造体成形用口金の一実施形態の第2の板状部材側から見た部分平面図である。図6は、図5のA−A’断面を示す模式図である。
【0045】
このように、本実施形態のハニカム構造体成形用口金100は、上記本発明の超硬合金接合体の一実施形態において、第2の金属部材3がスリット25が形成された第2の板状部材23であり、第1の金属部材2が裏孔24が形成された第1の板状部材22であるもの(超硬合金接合体)を備えるものであるため、材質が超硬合金であることにより裏孔24、スリット25及び溝部26の部分が摩耗し難く、第1の板状部材22と第2の板状部材23との接合強度が高いものである。
【0046】
図3〜図6に示される超硬合金接合体21(ハニカム構造体成形用口金100)は、第1の金属部材2が、成形原料を導入するための貫通孔である裏孔24が形成された第1の板状部材22である。超硬合金接合体21をハニカム構造体成形用口金として用いる場合、裏孔24からハニカム構造体の成形原料を導入する。
【0047】
超硬合金接合体21(ハニカム構造体成形用口金100)は、第2の金属部材3が、裏孔24に連通し、成形原料をハニカム形状に成形するための格子状のスリット25が形成された、第2の板状部材23である。更に、第1の板状部材22の接合層4が接合されている側の面に、第2の板状部材23のスリット25に重なるように格子状に形成されるとともに裏孔24に連通する溝部26が形成されている。溝部26の幅(第1の板状部材22の表面に平行な断面における幅)は、スリット25の幅(第2の板状部材23の表面に平行な断面における幅)より広いものが好ましい。そして、接合層4の、少なくとも第2の板状部材23のスリット25に重なる部分に、貫通孔(接合層の貫通孔)27が形成されている。これは、接合層4に形成される貫通孔27は、第2の板状部材23のスリット25に重なる部分のみに形成されていてもよいし、第1の板状部材22の裏孔24及び溝部26に重なる部分に形成されていてもよいことを意味する。ここで、「接合層4の、第2の板状部材23のスリット25に重なる部分に、貫通孔27が形成されている」とは、第2の板状部材23の表面に平行な断面におけるスリット25の形状と、接合層4の表面に平行な断面における貫通孔27の形状とが同じになるように、貫通孔27が形成されていることを意味する。また、「接合層4の、第1の板状部材22の裏孔24及び溝部26に重なる部分に、貫通孔27が形成されている」とは、第1の板状部材22の表面に平行な断面における裏孔24及び溝部26の形状と、接合層4の表面に平行な断面における貫通孔27の形状とが同じになるように、貫通孔27が形成されることを意味する。尚、接合層4のスリット25に重なる部分に孔を開けると、接合層4は、スリット25の形状に沿って切り離され、離間する複数の領域(分割領域)に分割されることになるが、このような形状においても、スリット25の形状に沿った「隣接する各分割領域間の隙間」を、貫通孔27とする。接合層4の貫通孔27は、成形原料が通過するための孔である。また、裏孔24は、溝部26の交差点(スリット25の交差点)に位置するように形成されている(図3〜図6に示すハニカム構造体成形用口金100においては、裏孔24が、スリット25(又は溝部26)の交点のなかで、一つ置きの交点の位置に形成されている。)。超硬合金接合体21をハニカム構造体成形用口金として用いる場合、裏孔24から導入された成形原料が、溝部26を通って、スリット25に入り、スリット25の開口部から押しされて、ハニカム形状の成形体(ハニカム構造体)が形成される。
【0048】
第1の板状部材22は、溝部26及び裏孔24の一部によって区画形成された複数の柱状部28を有している。本実施形態のハニカム構造体成形用口金100は、上記のように、第1の板状部材22の、接合層4との接合面側に、柱状部28が形成されているため、柱状部28及び接合層4を介して第1の板状部材22と第2の板状部材23とが接合される構造になっている。
【0049】
本実施形態のハニカム構造体成形用口金100においては、第1の板状部材22の裏孔24から導入された成形原料は、溝部26まで到達し、その後に、スリット25に導入される。溝部26は、裏孔24から導入した成形原料をスリット25に導くための緩衝部分(バッファ)としても機能するため、ハニカム構造体の押出成形を行う際に、裏孔24から導入した成形原料を支障なく滑らかに移動させることができ、高精度にハニカム構造体を成形することができる。一方、スリット25の幅が非常に狭いため、溝部26内の圧力が高くなり、柱状部28に応力が集中し易い構造でもある。そのため、柱状部28が摩耗し易く、変形することもある。そのため、本実施形態のハニカム構造体成形用口金100は、柱状部28を有する第1の板状部材22の材質として、耐摩耗性及び強度の高い炭化タングステン基超硬合金を採用することにより、柱状部28の耐摩耗性及び強度を向上させている。また、本実施形態のハニカム構造体成形用口金100は、第2の板状部材23も、炭化タングステン基超硬合金を含むもの(好ましくは、炭化タングステン基超硬合金)であるため、押出成形時の成形原料によるスリット25部分の摩耗も抑制される。
【0050】
本実施形態のハニカム構造体成形用口金100において、溝部26の深さ(柱状部28の高さ)Lは、0.1〜3.0mmが好ましく、0.3〜1.5mmがさらに好ましい。0.1mmより小さいと、高い成形性を実現できないことがあり、3.0mmより大きいと、スリット25により区画形成されたセルブロック29が倒れ易くなることがある。溝部26の幅は、0.01〜5mmが好ましく、0.1〜1mmがさらに好ましい。0.01mmより小さいと、スリット25を高精度に加工することが難しくなることがあり、5mmより大きいと、溝部26により区画形成された柱状部28が倒れ易くなることがある。
【0051】
また、スリット25の幅については、成形するハニカム構造体の形状によって適宜決定することができる。なお、例えば、一般的な形状のハニカム構造体を押出成形するためのハニカム構造体成形用口金であれば、スリットの幅が5〜5000μmであることが好ましく、10〜500μmであることが更に好ましい。また、隣接するスリット25間の距離は、成形するハニカム構造体の形状によって適宜決定することができる。
【0052】
図3〜図6に示すように、本実施形態のハニカム構造体成形用口金100においては、ハニカム構造体成形用口金100の中央部の円形の領域にスリット25、裏孔24、及び溝部26が形成されているが、スリット等の形成される領域については、上記に限定されることはなく、例えば、ハニカム構造体成形用口金100の中央部の四角形、六角形、八角形等の領域にスリット等が形成されたものであってもよい。
【0053】
ハニカム構造体成形用口金100の裏孔24の形状については、導入された成形原料をスリット25に導くことができるような形状であれば特に制限はない。裏孔24の開口径の大きさ等については、ハニカム構造体成形用口金100の大きさや、押出成形するハニカム構造体の形状等によって適宜決定することができる。例えば、裏孔24の開口径の大きさは、0.1〜10mmであることが好ましく、0.5〜3mmであることが更に好ましい。このような裏孔24は、例えば、電解加工(ECM加工)、放電加工(EDM加工)、レーザ加工、ドリル等の機械加工等による従来公知の方法によって形成することができる。また、裏孔24は、第1の板状部材22の厚さ方向に平行に形成されていることが好ましい。
【0054】
第1の板状部材22及び第2の板状部材23の厚さについては特に制限はなく、例えば、スリット25と裏孔24との一般的な形状を考慮して適宜決定することができる。例えば、一般的形状のハニカム構造体成形用口金を製造する場合には、第2の板状部材22の厚さに対する、第1の板状部材22の厚さの比の値(第1の板状部材22の厚さ/第2の板状部材23の厚さ)が、0.1〜200であることが好ましく、1〜10であることが更に好ましい。
【0055】
次に、本発明のハニカム構造体成形用口金の他の実施形態について説明する。
【0056】
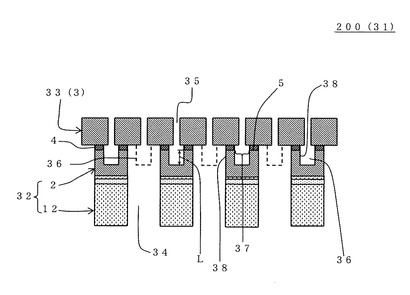
図7に示すように、本実施形態のハニカム構造体成形用口金200は、上記本発明の超硬合金接合体の他の実施形態において「第1の金属部材2及び第3の金属部材12が、成形原料を導入するための貫通孔である裏孔34が形成された第1の板状部材32であり、第2の金属部材3が、裏孔34に連通し、成形原料をハニカム形状に成形するための格子状のスリット35が形成された第2の板状部材33であり、第1の板状部材32の接合層4に接合される面側に、第2の板状部材33のスリット35に重なるように格子状に形成されるとともに裏孔34に連通する溝部36が形成され、接合層4の、第1の板状部材32の裏孔34及び溝部36に重なる部分に、貫通孔(接合層の貫通孔)37が形成された構造の超硬合金接合体31を備えるものである。本実施形態のハニカム構造体成形用口金200は、超硬合金接合体31からなるものであってもよいし、他の要素が含まれていてもよい。図7は、本発明のハニカム構造体成形用口金の他の実施形態を示し、第1の板状部材の第1の接合面に直交する断面の一部を示す模式図である。
【0057】
本実施形態のハニカム構造体成形用口金200は、図3〜図6に示される上記本発明のハニカム構造体成形用口金の一実施形態(ハニカム構造体成形用口金100)の、第1の板状部材22(第1の金属部材2)の「接合層が配設されていない側の面」に、第3の金属部材12(図7を参照)が接合された構造である。そして、ハニカム構造体成形用口金200の第1の板状部材32(図7を参照)は、ハニカム構造体成形用口金100の第1の板状部材22(第1の金属部材2)(図6を参照)と、第3の金属部材12(図7を参照)とを、合わせた部分である。ハニカム構造体成形用口金200は、柱状部38付近が摩耗し易く、炭化タングステン基超硬合金を使用する必要のある部分である。そのため、本実施形態のハニカム構造体成形用口金200では、第1の板状部材32の柱状部付近(第1の金属部材2)を炭化タングステン基超硬合金とし、他の部分(第3の金属部材12)を銅が拡散するステンレス鋼としている。これにより、第3の金属部材12は加工し易いため、生産効率を向上させることができる。また、炭化タングステン基超硬合金より、銅及びステンレス鋼のほうが安価であるため、製造コストを低下させることが可能である。
【0058】
第3の金属部材12の厚さは、溝部36の深さ(柱状部38の高さ)より厚いことが好ましく、溝部36の深さ(柱状部38の高さ)より0.1〜100mm厚いことが更に好ましい。また、第1の金属部材2の厚さは、0.1〜100mmであることが好ましく、10〜50mmであることが更に好ましい。
【0059】
(3)超硬合金接合体の製造方法:
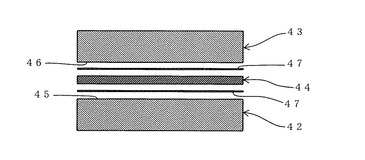
次に、本発明の超硬合金接合体の製造方法の一実施形態について説明する。本実施形態の超硬合金接合体の製造方法は、図8に示すように、炭化タングステン基超硬合金を含有し、第1の接合面45を有する第1の金属部材42と、炭化タングステン基超硬合金を含有し、第2の接合面46を有する第2の金属部材43と、炭素を含有し鉄を主成分とする薄板44とを、第1の接合面45と第2の接合面46とが薄板44を間に挟んで向かい合うようにするとともに、第1の金属部材42と薄板44との間及び第2の金属部材43と薄板44との間にそれぞれ銅合金箔47を配置した状態で、積層し、700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、第1の金属部材42と第2の金属部材43とを薄板44を介して接合するものである。そして、これにより、上記本発明の超硬合金接合体の一実施形態(図1A、図1Bを参照)を得ることができる。第1の金属部材42と第2の金属部材43とを薄板44を介して接合するとは、第1の金属部材42と第2の金属部材43とを、薄板44を間に挟んだ状態で、接合するという意味である。図8は、本発明の超硬合金接合体の製造方法の一実施形態において、第1の金属部材42と第2の金属部材43とを、「炭素を含有し鉄を主成分とする薄板44」を間に挟むと共に、「第1の金属部材42と上記薄板44との間、及び第2の金属部材43と上記薄板44との間」にそれぞれ銅合金箔47を挟んだ状態で重ね合わせるときの、それぞれの配置を示し、第1の金属部材の第1の接合面に直交する断面を示す模式図である。
【0060】
第1の金属部材42は、超硬合金を含有するものであるが、超硬合金が100質量%であり、超硬合金からなるものであることが好ましい。また、第2の金属部材43も、超硬合金を含有するものであるが、超硬合金が100質量%であり、超硬合金からなるものであることが好ましい。
【0061】
このように、超硬合金を含有する第1の金属部材42と、超硬合金を含有する第2の金属部材43とを、「炭素を含有し鉄を主成分とする薄板44」を間に挟むと共に、「第1の金属部材42と上記薄板44との間、及び第2の金属部材43と上記薄板44との間」にそれぞれ銅合金箔47を挟んだ状態で重ね合わせて(積層して)、所定の温度、圧力条件で接合させることにより、第1の金属部材42と薄板44とが強固に接合され、第2の金属部材43と薄板44とが強固に接合される。このとき、第1の金属部材42と薄板44とが接合される際には、間に挟まれていた銅合金箔47が薄板44内に拡散し、第1の金属部材42と薄板44とが直接接合される。そして、第2の金属部材43と薄板44とが接合される際には、間に挟まれていた銅合金箔47が薄板44内に拡散し、第2の金属部材43と薄板44とが直接接合される。これにより、第1の金属部材42と第2の金属部材43とが、薄板44を介して強固に接合されることになる。第1の金属部材42と第2の金属部材43とが、薄板44を介して接合されて形成される超硬合金接合体においては、薄板44が接合層となる。つまり、「炭素を含有し鉄を主成分とする薄板44」に銅合金が拡散して、「鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層」になる。
【0062】
また、第1の金属部材42及び第2の金属部材43に、図1Aに示す第1の金属部材2及び第2の金属部材3の窪み7等のような欠陥があっても、当該「窪み」等が接合時に薄板44により埋められるため、「窪み」に由来する空隙が少ない、又は有さない超硬合金接合体を作製することができる。これにより、得られた超硬合金接合体は、非常に接合強度の高いものである。
【0063】
第1の金属部材42及び第2の金属部材43の形状、大きさ等の条件は、上記本発明の超硬合金接合体の一実施形態における、第1の金属部材2及び第2の金属部材3(図1A、図1Bを参照)が得られるように適宜決定することができる。
【0064】
薄板44の厚さは、0.005〜0.5mmが好ましく、0.01〜0.2mmがさらに好ましく、0.01〜0.1mmが特に好ましい。0.005mmより薄いと、接合層の銅合金の拡散量が多くなるため、第1の金属部材42と第2の金属部材43との接合強度が低下することがある。0.5mmより厚いと、炭化タングステン基超硬合金からコバルトや炭素が接合層側に拡散し易くなるため、接合強度が低くなることがある。薄板44の材質は、上記本発明の超硬合金接合体の一実施形態における「接合層」の材質と同じであることが好ましい。
【0065】
また、薄板44の炭素含有量は0.06〜2.14質量%であることが好ましく、0.8〜2.14質量%であることが更に好ましく、0.8〜1.3質量%であることが特に好ましい。また、薄板44の硫黄含有量は、0.030質量%以下が好ましく、0.019質量%以下が更に好ましく、0.015質量%以下が特に好ましい。硫黄含有量が、0.030質量%を超えると、超硬合金と特定ステンレス鋼との間の接合強度が低下し、接合はがれが生じやすくなることがある。
【0066】
銅合金箔47の厚さは、0.001〜0.1mmが好ましく、0.003〜0.05mmが更に好ましく、0.005〜0.015mmが特に好ましい。0.001mmより薄いと、窪み7等の様な欠陥を埋めることができず、空隙ができてしまうために、接合強度が低くなることがある。0.1mmより厚いと、接合層の強度が低下するため、第1の金属部材42と第2の金属部材43との接合強度が低下することがある。また、銅合金箔の銅含有率は、46〜100%であることが好ましく、70〜100%であることがより好ましい。銅合金箔の銅含有率が100%未満である場合には、パラジウム(Pd)、ケイ素(Si)、スズ(Sn)、リン(P)、マンガン(Mn)、亜鉛(Zn)、チタン(Ti)、ニオブ(Nb)、ホウ素(B)等の添加剤をさらに含んだものであることが好ましい。
【0067】
超硬合金を含有する第1の金属部材42と、超硬合金を含有する第2の金属部材43とを、2枚の銅合金箔47,47及びこれら2枚の銅合金箔の間に挟まれた位置に配置された「炭素を含有し鉄を主成分とする薄板44」を間に挟んだ状態で、重ね合わせた(積層した)後に、所定の温度、圧力条件で、すなわち、700〜1200℃の温度で、0.1〜5MPaの圧力で、押圧することにより、第1の金属部材42と、第2の金属部材43とを接合させる。このように、1200℃以下の低温で、且つ5MPa以下の低圧力で接合させるため、第1の金属部材と第2の金属部材とを接合させるときに、変形が生じることを抑制でき、第1の金属部材と第2の金属部材との接合体精度の高い超硬合金接合体を得ることができる。接合させるときの温度は、700〜1200℃であり、900〜1150℃が好ましい。700℃より低いと、接合強度が低下するため好ましくない。1200℃より高いと、金属部材ならびに接合層が劣化するため好ましくない。また、接合させるときの圧力は、0.1〜5MPaであり、0.5〜3MPaが好ましい。0.1MPaより低いと、接合強度が低下するため好ましくない。5MPaより高いと、金属部材が変形し、接合体精度を悪化させるため好ましくない。尚、接合させるときの圧力は、第1の金属部材42と第2の金属部材43とを、第1の金属部材42の第1の接合面45に直交する方向であって、互いに押し付けあう方向にかけることが好ましい。また、接合するときの時間(所定の温度、圧力条件で保持する時間)は、1分〜1時間が好ましく、10分〜45分が更に好ましい。1分より短いと、接合強度が低下することがある。45分より長いと、接合層が劣化し、生産効率が低下することがある。また、接合するときの雰囲気は、真空中もしくは不活性ガス雰囲気中であることが好ましく、真空度としては、1Pa以下が好ましく、0.1Pa以下がより好ましく、0.01Pa以下が特に好ましい。上記所定の温度、圧力条件で保持する場合、真空ホットプレス接合炉等を用いて加熱することが好ましい。
【0068】
また、「超硬合金を含有する第1の金属部材42と、超硬合金を含有する第2の金属部材43とを、2枚の銅合金箔47,47及びこれら2枚の銅合金箔の間に挟まれた位置に配置された「炭素を含有し鉄を主成分とする薄板44」を間に挟んだ状態で、重ね合わせる」代わりに、「超硬合金を含有する第1の金属部材42と、超硬合金を含有する第2の金属部材43とを、両面に銅合金が張り合わされた「炭素を含有し鉄を主成分とする薄板44」を間に挟んで重ね合わせて」もよい。「両面に銅合金が張り合わされた薄板44」は、銅合金箔を圧延等により薄板44の両面に貼り合わせて形成されたクラッド材であってもよいし、または、薄板44の両面に銅合金をメッキして形成された部材であってもよい。薄板44の両面に張り合わされた銅合金の厚さの範囲は、銅合金箔の厚さの好ましい範囲であることが好ましい。
【0069】
次に、本発明の超硬合金接合体の製造方法の他の実施形態について説明する。
【0070】
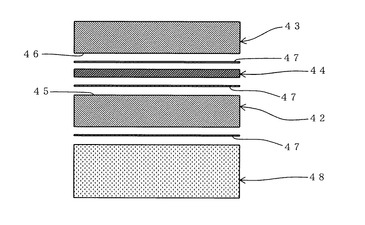
本実施形態の超硬合金接合体の製造方法は、図9に示すように、炭化タングステン基超硬合金を含有し、第1の接合面45を有する第1の金属部材42と、炭化タングステン基超硬合金を含有し、第2の接合面46を有する第2の金属部材43と、炭素を含有し鉄を主成分とする薄板44とを、第1の接合面45と第2の接合面46とが薄板44を挟んで向かい合うようにするとともに、第1の金属部材42と薄板44との間及び第2の金属部材43と薄板44との間にそれぞれ銅合金箔47を配置し、更に、第1の金属部材42の第1の接合面45側に、銅合金箔47を間に挟んで第3の金属部材形成用金属板48を配置した状態で、積層し、700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、第1の金属部材42と第2の金属部材43とを薄板44を介して接合するとともに、第1の金属部材43と第3の金属部材形成用金属板48とを接合するものである。図9は、本発明の超硬合金接合体の製造方法の他の実施形態において、第1の金属部材42と第2の金属部材43とを、「炭素を含有し鉄を主成分とする薄板44」を間に挟むと共に、「第1の金属部材42と上記薄板44との間、及び第2の金属部材43と上記薄板44との間」にそれぞれ銅合金箔47を挟んだ状態で重ね合わせるとともに、第1の金属部材42と第3の金属部材形成用金属板48とを、間に銅合金箔47を挟んだ状態で重ね合わせるときの、それぞれの配置を示し、第1の金属部材42の第1の接合面45に直交する断面を示す模式図である。
【0071】
本実施形態の超硬合金接合体の製造方法によって、上記本発明の超硬合金接合体の他の実施形態を得ることができる。
【0072】
第3の金属部材形成用金属板48の厚さは、特に限定されず、作製する超硬合金接合体の用途に合わせて適宜決定することができる。
【0073】
本実施形態の超硬合金接合体の製造方法において、第3の金属部材形成用金属板48は、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された板状の金属板であることが好ましく、ステンレス鋼としては、SUS630等を挙げることができる。第3の金属部材形成用金属板48と第1の金属部材とを、間に銅合金箔を挟んで積層して所定の温度及び所定の圧力で保持すると、第3の金属部材形成用金属板48に銅合金箔を構成する銅合金が拡散しながら、第3の金属部材形成用金属板48と第1の金属部材とが強固に接合される。このようにして形成された、第3の金属部材形成用金属板48に銅合金が拡散したものが、上記本発明の超硬合金接合体の他の実施形態における第3の金属部材12(図2を参照)となる。
【0074】
本実施形態の超硬合金接合体の製造方法により、炭化タングステン基超硬合金同士を、接合後に接合層になる「薄板」を介して強固に接合するとともに、炭化タングステン基超硬合金(第1の金属部材)とオーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された板状の金属板(第3の金属部材形成用金属板)とを強固に接合することができる。
【0075】
本実施形態の超硬合金接合体の製造方法において、接合時の温度条件、圧力条件及び時間は、上記本発明の超硬合金接合体の製造方法の一実施形態における各条件と同様であることが好ましい。
【0076】
本実施形態の超硬合金接合体の製造方法において用いる銅合金箔の厚さは、上記本発明の超硬合金接合体の製造方法の一実施形態における銅合金箔の厚さと同じ範囲であることが好ましい。
【0077】
(4)ハニカム構造体成形用口金の製造方法:
次に、図3〜図6に示される本発明のハニカム構造体成形用口金の一実施形態の製造方法について説明する。
【0078】
まず、炭化タングステン基超硬合金を含有する第1の板状部材(第1の金属部材)22の一方の表面(第1の接合面)に、格子状の溝部26を形成する(工程(1))。溝部を形成する方法としては、例えば、ダイヤモンド砥石による研削加工やエンドミル加工、放電加工(EDM加工)、レーザー加工等の従来公知の方法を好適に用いることができる。
【0079】
溝部26の幅については、上記本発明のハニカム構造体成形用口金の一実施形態の溝部の幅となるようにする。隣接する溝部26間の距離は、作製するハニカム構造体成形用口金によって成形しようとするハニカム構造体の形状に合わせて適宜決定することができる。
【0080】
第1の板状部材22の一方の表面(第1の接合面)に溝部26を形成する前、又は溝部26を形成した後に、第1の板状部材22の他方の表面から溝部26へと連通する裏孔24を形成することが好ましい。裏孔24は、溝部26の交差点の位置に形成することが好ましい。本実施形態のハニカム構造体成形用口金100の製造に際しては、格子状に形成された溝部26の交差点の位置の中の一つ置きの位置に、裏孔24を形成する。裏孔24は、第1の板状部材22の厚さ方向に平行に形成することが好ましい。裏孔を形成する方法については特に制限はないが、例えば、電解加工(ECM加工)、放電加工(EDM加工)、レーザ加工、ドリル等の機械加工等による従来公知の方法を好適に用いることができる。
【0081】
裏孔24は、第1の板状部材22の両面間を貫通するものであってもよいし、第1の板状部材22の第1の接合面5まで到達せず、且つ溝部26と連通するように形成されたものであってもよい。
【0082】
なお、本実施の形態のハニカム構造体成形用口金の製造方法においては、上記工程(1)では裏孔を形成せずに、これ以降の工程、例えば、第1の板状部材と第2の板状部材とを接合させた後の工程において、裏孔を形成することもできる。
【0083】
次に、第1の板状部材22と、炭素を含有し鉄を主成分とする薄板と、炭化タングステン基超硬合金(超硬合金)を含有する第2の板状部材23とを積層し、700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、第1の板状部材と第2の板状部材とを薄板を間に挟んだ状態で接合する(工程(2))。工程(2)において、上記積層に際しては、第1の板状部材22の第1の接合面と第2の板状部材23の一方の面(第2の接合面)とが薄板を挟んで向かい合うようにするとともに、第1の板状部材と薄板との間、及び第2の板状部材と薄板との間に、それぞれ銅合金箔を配置した状態とする。従って、「第1の板状部材、銅合金箔、薄板、銅合金箔、第2の板状部材」の順に積層することになる。
【0084】
工程(2)は、上記積層の後、700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、第1の板状部材と第2の板状部材とを薄板を介して接合する。これにより、2枚の銅合金箔が薄板内に拡散し、第1の板状部材と第2の板状部材とが、薄板を介して強固に接合される。更に、「炭素を含有し鉄を主成分とする薄板」と、「炭化タングステン基超硬合金を含有する板状部材」とを、銅合金箔を間に挟んだ状態で、積層して接合させるときには、1200℃以下という低い温度、且つ5MPa以下という低い圧力で、強固に接合させることが可能である。したがって、上記のように「第1の板状部材、銅合金箔、薄板、銅合金箔、第2の板状部材」の順に積層したものを接合させる場合にも、1200℃以下という低い温度、且つ5MPa以下という低い圧力で、強固に接合させることが可能である。
【0085】
ハニカム構造体成形用口金の製造においては、裏孔及び溝部が形成される第1の板状部材と、スリットが形成される第2の板状部材とを接合させるときに、非常に高い精度が要求される。第1の板状部材と第2の板状部材とを接合するときに、厳密に決定された裏穴24および溝部26の位置が少しでも設計値からずれると、作製されたハニカム構造体成形用口金を用いてハニカム構造体を製造する時に、所望のハニカム構造体が得られなかったり、設備上の不具合が発生したりすることがある。そして、第1の板状部材と第2の板状部材とを、高温、高圧で接合した場合には、第2の板状部材における裏穴24および溝部26が変形し、位置ずれが生じることがあった。従って、上記、本実施形態のハニカム構造体成形用口金を製造する方法は、低温、低圧力の条件で第1の板状部材と第2の板状部材とを接合することができるため、このような第1の板状部材と第2の板状部材との位置ずれを防止するのに極めて有効な方法である。
【0086】
第1の板状部材と第2の板状部材とを、薄板を介して接合させるときの、温度、圧力及び時間の各条件は、上記本発明の超硬合金接合体の製造方法の一実施形態において、第1の金属部材と第2の金属部材とを薄板を介して接合するときの各条件と同じであることが好ましい。
【0087】
本実施形態のハニカム構造体成形用口金の製造方法においては、接合させた第1の板状部材と第2の板状部材とを、0.1〜100℃/分の降温速度にて、少なくとも500℃まで、冷却することが好ましい。これにより、ハニカム構造体成形用口金の変形等を、より抑制することができる。
【0088】
次に、第2の板状部材23の、薄板との接合面(第2の接合面6)とは反対側の表面から、上記溝部26の形状(形成パターン)に対応し、溝部26と連通するスリット25を形成して本発明のハニカム構造体成形用口金の一の実施形態(ハニカム構造体成形用口金100)を得る(工程(3))。
【0089】
第2の板状部材の表面にスリットを形成する方法については特に制限はないが、例えば、ダイヤモンド砥石による研削加工や放電加工(EDM加工)、レーザー加工等の従来公知の方法を好適に用いることができる。また、図3に示すハニカム構造体成形用口金100は、スリット25の形状(形成パターン)が四角形の格子状のものであるが、本実施形態のハニカム構造体成形用口金の製造方法においては、第2の板状部材に形成するスリット25の形状は四角形の格子状に限定されることはなく、その他の多角形の格子状であってもよい。
【0090】
また、第2の板状部材に形成するスリットの幅については、上記本発明のハニカム構造体成形用口金の一の実施形態におけるスリットの幅となるようにすることが好ましい。
【0091】
次に、図7に示される本発明のハニカム構造体成形用口金の他の実施形態の製造方法について説明する。
【0092】
本発明のハニカム構造体成形用口金の他の実施形態の製造方法は、上記本発明のハニカム構造体成形用口金の一実施形態の製造方法において、第1の板状部材が、第1の金属部材と第3の金属部材形成用金属板が接合されて形成されたものである。ここで、第3の金属部材形成用金属板は、上記本発明の超硬合金接合体の他の実施形態における第3の金属部材形成用金属板である。つまり、本発明のハニカム構造体成形用口金の他の実施形態の製造方法は、上記本発明のハニカム構造体成形用口金の一実施形態の製造方法の工程(2)において、第1の板状部材22となる「第1の金属部材、銅合金箔及び第3の金属部材形成用金属板」と、炭素を含有し鉄を主成分とする薄板と、炭化タングステン基超硬合金を含有する第2の板状部材23と、を積層し、700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、第1の金属部材と第2の板状部材とを薄板を介して接合するとともに、第1の金属部材と第3の金属部材形成用金属板とを接合するものである(工程(2’))。上記工程(2’)において、上記積層に際しては、第1の金属部材の第1の接合面と第2の板状部材23の一方の面(第2の接合面)とが薄板を挟んで向かい合うようにするとともに、第1の金属部材と薄板との間、及び第2の板状部材と薄板との間に、それぞれ銅合金箔を配置した状態とし、更に、第1の金属部材と第3の金属部材形成用金属板との間に、銅合金箔を配置した状態とする。従って、「第3の金属部材形成用金属板、銅合金箔、第1の金属部材、銅合金箔、薄板、銅合金箔、第2の板状部材」の順に積層することになる。
【0093】
第1の金属部材と第3の金属部材形成用金属板とを接合させるとともに、第1の金属部材と第2の板状部材とを薄板を介して接合させるときの、温度、圧力及び時間の各条件は、上記本発明の超硬合金接合体の製造方法の一実施形態において、第1の金属部材と第2の金属部材とを薄板を介して接合するときの各条件と同じであることが好ましい。
【0094】
本発明のハニカム構造体成形用口金の他の実施形態の製造方法においては、第1の金属部材と第3の金属部材形成用金属板との間に、銅合金箔を配置して、所定の温度及び所定の圧力で第1の金属部材と第3の金属部材形成用金属板とを接合させて、第1の金属部材と第3の金属部材とからなる第1の板状部材を形成する。超硬合金を含有する第1の金属部材と、炭素鋼、合金鋼、ステンレス鋼等からなる第3の金属部材形成用金属板とを、銅合金箔を間に配置して積層し、所定の温度及び所定の圧力で保持すると、銅合金箔が第3の金属部材形成用金属板内に拡散しながら第1の金属部材と第3の金属部材形成用金属板とが強固に接合される。
【0095】
本発明のハニカム構造体成形用口金の他の実施形態の製造方法においては、第1の金属部材と第3の金属部材形成用金属板とから、第1の板状部材が形成される。第3の金属部材形成用金属板の厚さは、形成される溝部の深さ(形成される柱状部の高さ)より厚いことが好ましく、当該溝部の深さ(当該柱状部の高さ)より0.1〜100mm厚いことが更に好ましい。また、第1の金属部材の厚さは、0.1〜100mmであることが好ましく、10〜50mmであることが更に好ましい。
【実施例】
【0096】
以下、本発明を実施例によりさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0097】
(実施例1)
まず、第1の接合面を有する板状の第1の金属部材と、第2の接合面を有する板状の第2の金属部材と、ステンレス鋼(SUS)からなる薄板とを、第1の接合面と第2の接合面とが薄板を挟んで向かい合うようにするとともに、第1の金属部材と薄板との間及び第2の金属部材と薄板との間にそれぞれ純銅箔(99.9%)を配置した状態で、積層した。第1の金属部材及び第2の金属部材は、いずれも炭化タングステン基超硬合金を板状に加工したものとした。第1の金属部材は、(縦:40mm)×(横:40mm)×(厚さ:20mm)の四角形の板状とし、第1の金属部材は、(縦:40mm)×(横:40mm)×(厚さ:20mm)の四角形の板状とした。また、薄板の材質であるステンレス鋼は、更に具体的にはSUS304Hとした。組成は、C;0.06〜0.08、Si;1.0以下、Mn;2.0以下、P;0.045以下、S;0.03以下、Ni;8.0〜10.5、Cr;18〜20、Fe;残部である。薄板は、(縦:40mm)×(横:40mm)×(厚さ:0.2mm)の四角形の板状とした。銅合金箔は、いずれも(縦:40mm)×(横:40mm)×(厚さ:10μm)の四角形の箔状とした。
【0098】
上記、積層したものを、温度1100℃、圧力0.6MPaの条件で、真空0.01Pa以下にて0.75時間保持し、その後、およそ5℃/分の降温速度で100℃まで冷却することにより、第1の金属部材と第2の金属部材とを薄板を介して接合して、超硬合金接合体を作製した。
【0099】
得られた超硬合金接合体について、以下に示す方法で「曲げ強度(MPa)」を測定することにより、第1の金属部材と第2の金属部材との接合強度を確認した。結果を表1に示す。表1において、「薄板材質」は、薄板の材質を示す。「薄板厚さ」は、薄板の厚さを示す。「圧力」は、上記、第1の金属部材と第2の金属部材とを薄板を介して接合するときの圧力を示す。
【0100】
(曲げ強度の測定方法)
得られた超硬合金接合体(およそ、40mm×40mm×40mm)から、接合面が40mmの中央にくるように試験片を3.2mm×4.2mm×40mmに切り出し、平面研削にて面仕上げを実施し、3mm×4mm×40mmの寸法に調整する。その後、強度試験機に支点間距離30mmの3点曲げ試験冶具を設置し、接合面が破断面となるように3点曲げ(抗折)試験を実施する。得られた最大応力を、接合強度(曲げ強度)とする。強度試験機としては、INSTRON社製「万能材料試験機5581」を用いた。
【0101】
【表1】

【0102】
(実施例2〜5)
薄板の厚さを表1に示すように変更した以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0103】
(実施例6〜10)
薄板の材質を工具用炭素鋼(SK材)とし、薄板の厚さを表1に示すように0.01〜0.2mmの範囲で変化させた以外は、実施例1と同様にして超硬合金接合体を作製した。SK材は、組成がC;0.9〜1.1、Si;0.1〜0.35、Mn0.1〜0.5、P;0.03以下、S;0.03以下、Cu;0.25以下、Ni;0.25以下、Cr;0.3以下、Fe;残部であった。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0104】
(実施例11)
薄板の材質を工具用合金鋼(SKS材)とし、薄板の厚さを0.03mmとした以外は、実施例1と同様にして超硬合金接合体を作製した。SKS材は、組成がC;1.1〜1.3、Si;0.35以下、Mn0.5以下、P;0.03以下、S;0.03以下、Cu;0.25以下、Ni;0.25以下、Cr;0.2〜0.5、Fe;残部であった。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0105】
(実施例12)
薄板の厚さを0.005mmとした以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0106】
(比較例1,2)
薄板および銅合金箔を使用せず、圧力を表1に示すように変更した以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0107】
(比較例3)
薄板を使用せず、厚み0.2mmの「Cu−Mn−Coろう」を用い、接合温度を1070℃とした以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0108】
(比較例4)
薄板を使用せず、厚み0.05mmの「銀ろう(BAg−8)」を用い、接合温度を800℃とした以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0109】
(比較例5)
薄板を使用せず、厚み0.05mmの「銀ろう(BAg−8)」を用い、接合温度を800℃、接合圧力を2.5MPaとした以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0110】
表1より、薄板の厚さが、0.01〜0.2mmの場合に、700MPa以上の強い曲げ強度(接合強度)が得られることが分かる。また、比較例1,2より、薄板および銅合金箔を使用しなかった場合は、接合圧力を高くすることで接合強度が向上する結果が得られているものの、その強度は十分ではない。さらに、比較例3、4、5より、「Cu−Mn−Coろう」、「銀ろう(BAg−8)」による「ろう付け」でも、高い接合強度が得られていないことが分かる。
【産業上の利用可能性】
【0111】
本発明の超硬合金接合体は、ハニカム構造体成形用口金、精密金型、ダイス等として好適に利用することができる。本発明のハニカム構造体成形用口金は、内燃機関、ボイラー、化学反応機器及び燃料電池用改質器等の触媒作用を利用する触媒用担体や、排気ガス中の微粒子捕集フィルター等を成形する際に用いることができる。本発明の超硬合金接合体の製造方法は、本発明の超硬合金接合体の製造に用いるものである。
【符号の説明】
【0112】
1:超硬合金接合体、2:第1の金属部材、3:第2の金属部材、4:接合層、5:第1の接合面、6:第2の接合面、7:窪み、11,21,31:超硬合金接合体、12:第3の金属部材、13:第3の接合面、14:銅、22,32:第1の板状部材、23,33:第2の板状部材、24,34:裏孔、25,35:スリット、26,36:溝部、27,37:接合層の貫通孔、28,38:柱状部、29:セルブロック、42:第1の金属部材、43:第2の金属部材、44:薄板、45:第1の接合面、46:第2の接合面、47:銅薄、48:第3の金属部材形成用金属板、100,200:ハニカム構造体成形用口金、L:溝部の深さ(柱状部の高さ)、S:領域。
【技術分野】
【0001】
本発明は、超硬合金接合体及びその製造方法に関し、さらに詳しくは、接合強度が大きく、接合体精度が高い超硬合金接合体及びその製造方法に関する。
【背景技術】
【0002】
従来、炭化タングステン基超硬合金とステンレス鋼との接合体が、セラミックハニカム構造体を成形するための口金(ハニカム構造体成形用口金)、精密金型、ダイス、プラグ等に用いられている。
【0003】
例えば、ハニカム構造体成形用口金としては、第1の板状部材に少なくとも一方の面側に開口する複数の裏孔を形成し、第1の板状部材の他方の面に裏孔に連通するスリット状の溝部を格子状に形成し、第1の板状部材の他方の面と第2の板状部材とをホットプレスにより接合し、第2の板状部材に、第1の板状部材に形成された溝部に重なると共に溝部に連通するように格子状にスリットを形成することにより作製されたものを挙げることができる(例えば、特許文献1を参照)。通常、裏孔は、格子状に形成された溝部(格子状に形成されたスリット)の、格子形状における交差位置に対応する(重なる)位置に設けられている。特許文献1に記載のセラミックハニカム構造体成形用口金を用いてハニカム成形体を成形するときには、セラミック原料を含有する成形原料を裏孔から導入し、当該成形原料を、比較的内径の大きな裏孔から、幅の狭いスリットへと移行させて、スリットの開口部からハニカム構造の成形体として押出すことによりハニカム成形体(ハニカム構造体)を成形する。このように、第2の板状部材のスリット部分は、幅が狭くなっているため、成形原料が通過するときに高い圧力がかかり、摩耗しやすい構造である。そのため、特許文献1に記載のハニカム構造体成形用口金は、第2の板状部材が耐摩耗性の高い炭化タングステン基超硬合金から形成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−181976号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載のハニカム構造体成形用口金は、第2の板状部材のスリット部分の摩耗を防止することができる優れたものであった。
【0006】
一方、第1の板状部材は、第2の板状部材のスリット部分ほどの摩耗の問題がないため、特定の組成のステンレス鋼等から形成されていた。しかし、第1の板状部材においても、多くのハニカム成形体を押出成形した場合には、溝部周辺(溝部を形成する壁面)が摩耗することがあった。第1の板状部材の溝部は、通常、第2の板状部材のスリット部分ほど間隔(隙間)が狭くはなっていないが、裏孔と比較すると、押出成形時に高い圧力がかかり、摩耗し易い構造である。
【0007】
そのため、第1の板状部材の少なくとも溝部が形成される部分を、耐摩耗性の高い炭化タングステン基超硬合金により形成することにより、更に優れたハニカム構造体成形用口金が得られると考えられる。この場合、例えば、第1の板状部材全体を炭化タングステン基超硬合金で形成した場合には、第2の板状部材が炭化タングステン基超硬合金であるため、第1の板状部材と第2の板状部材とを接合するときには、炭化タングステン基超硬合金同士を接合する必要がある。しかし、ハニカム構造体成形用口金のように高い接合強度と、高い接合体精度とを要求されるものについては、炭化タングステン基超硬合金同士を接合するような構造にすることは必ずしも容易ではなかった。
【0008】
例えば、セラミックハニカム構造体成形用口金のように、十分に高い接合強度が求められる場合の炭化タングステン基超硬合金同士の接合は、高負荷圧力(10MPa以上)による拡散接合方法、Coの融点近い非常に高温(1300〜1400℃)での拡散接合方法、接合する炭化タングステン基超硬合金の間にCo系の結合剤をインサートして接合する方法等によって可能となっている。これらは、いずれも、高温、高圧力、又はこれらの両方が必要である。そのため、高温により若しくは高温からの冷却により、又は高圧力によりセラミックハニカム構造体成形用口金が変形するため、上記の方法で、高い寸法精度を必要とする微細な構造を有する金型を造るのは非常に難しかった。
【0009】
高温や高圧力をかけずに炭化タングステン基超硬合金同士を接合する方法としては、接合面を鏡面に仕上げてから接合する方法や、ろう付けにより接合する方法がある。これらの方法は、高温、高圧ではないため、接合体の精度を高くすることは可能である。しかし、接合面を鏡面に仕上げる方法の場合、接合面積が大きくなるほど高い接合強度を得難くなる。また、製造時間も長くなり、コストも高くなることになる。また、ろう付けにより接合する方法の場合、銀ロウや銅ロウによる接合方法が多く用いられるが、接合した炭化タングステン基超硬合金と炭化タングステン基超硬合金との間に、必ずろう材の層が残る。一般的に「ろう材」は低融点の軟質金属であるため強度は高くなく、高い接合強度と信頼性を得ることはできない。また、極端に耐摩耗性が劣るため、セラミックハニカム構造体成形用口金の様な用途には向かなかった。
【0010】
以上のように、炭化タングステン基超硬合金同士の接合は、接合強度と接合体精度の両立が難しい。つまり、接合強度を高くする場合には、高温、高圧力にする必要があるため接合精度が低下する上に、コスト高、リードタイム大となる。逆に、接合精度を高くする場合には、接合強度及び信頼性が低くなる。
【0011】
本発明は、このような従来技術の問題点に鑑みてなされたものであり、接合強度及び信頼性が高く、接合体精度が高い超硬合金接合体及びその製造方法を提供することを特徴とする。
【課題を解決するための手段】
【0012】
本発明によって以下の超硬合金接合体及びその製造方法が提供される。
【0013】
[1] 炭化タングステン基超硬合金を含有し、第1の接合面を有する第1の金属部材と、前記第1の金属部材の前記第1の接合面に接合された、鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層と、第2の接合面を有し、前記第2の接合面が、前記接合層の前記第1の金属部材が接合された面とは反対側の面に接合された、炭化タングステン基超硬合金を含有する第2の金属部材とを備える超硬合金接合体。
【0014】
[2] 前記接合層の材質が、炭素鋼、合金鋼、ステンレス鋼からなる群から選択された少なくとも一種に銅合金が拡散しているものである[1]に記載の超硬合金接合体。
【0015】
[3] 前記第1の金属部材が、一方の面が前記第1の接合面である板状であり、前記第2の金属部材が、一方の面が前記第2の接合面である板状であり、前記第1の金属部材の、前記第1の接合面とは反対側の面に接合され、前記第1の金属部材と接合する第3の接合面を有する、銅が内部に拡散した、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された板状の第3の金属部材を更に備える[1]又は[2]に記載の超硬合金接合体。
【0016】
[4] 前記第1の金属部材が、成形原料を導入するための貫通孔である裏孔が形成された第1の板状部材であり、前記第2の金属部材が、前記裏孔に連通し、成形原料をハニカム形状に成形するための格子状のスリットが形成された第2の板状部材であり、前記第1の板状部材の前記接合層が接合されている側の面に、前記第2の板状部材の前記スリットに重なるように格子状に形成されるとともに前記裏孔に連通する溝部が形成され、前記接合層の、少なくとも前記第2の板状部材の前記スリットに重なる部分に、貫通孔が形成された[1]又は[2]に記載の超硬合金接合体。
【0017】
[5] 前記第1の金属部材及び前記第3の金属部材が、成形原料を導入するための貫通孔である裏孔が形成された第1の板状部材であり、前記第2の金属部材が、前記裏孔に連通し、成形原料をハニカム形状に成形するための格子状のスリットが形成された第2の板状部材であり、前記第1の板状部材の前記接合層に接合される面側に、前記第2の板状部材の前記スリットに重なるように格子状に形成されるとともに前記裏孔に連通する溝部が形成され、前記接合層の、少なくとも前記第2の板状部材の前記スリットに重なる部分に、貫通孔が形成された[3]に記載の超硬合金接合体。
【0018】
[6] 前記接合層の厚さが0.005〜0.5mmである[1]〜[5]のいずれかに記載の超硬合金接合体。
【0019】
[7] [4]又は[5]に記載の超硬合金接合体を備えるハニカム構造体成形用口金。
【0020】
[8] 炭化タングステン基超硬合金を含有し、第1の接合面を有する第1の金属部材と、炭化タングステン基超硬合金を含有し、第2の接合面を有する第2の金属部材と、炭素を含有し鉄を主成分とする薄板とを、前記第1の接合面と前記第2の接合面とが前記薄板を挟んで向かい合うようにするとともに、前記第1の金属部材と前記薄板との間及び前記第2の金属部材と前記薄板との間にそれぞれ銅合金箔を配置した状態で、積層し、700℃〜1200℃の温度で、0.01〜5MPaの圧力で押圧することにより、前記第1の金属部材と前記第2の金属部材とを前記薄板を介して接合して、[1]〜[3]のいずれかに記載の超硬合金接合体を作製する超硬合金接合体の製造方法。
【発明の効果】
【0021】
本発明の超硬合金接合体は、炭化タングステン基超硬合金を含有する第1の金属部材と炭化タングステン基超硬合金を含有する第2の金属部材とが、鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層を介して接合されたものであるため、接合強度が大きく、接合の位置精度が高い超硬合金接合体である。
【0022】
本発明の超硬合金接合体の製造方法は、炭化タングステン基超硬合金を含有する第1の金属部材と、炭化タングステン基超硬合金を含有する第2の金属部材とを、「炭素を含有し鉄を主成分とする薄板」を間に挟むと共に、「第1の金属部材と上記薄板との間、及び第2の金属部材と上記薄板との間」に銅合金箔を挟んだ状態で重ね合わせ、所定の低い温度、及び低い圧力の条件で接合させるため、接合強度が大きく、接合体精度が高い超硬合金接合体を製造することができる。炭化タングステン基超硬合金を含有する第1の金属部材と「炭素を含有し鉄を主成分とする薄板」との間、及び、炭化タングステン基超硬合金を含有する第2の金属部材と「炭素を含有し鉄を主成分とする薄板」との間に、銅合金箔を挟んで、所定の温度、圧力の条件にすると、銅合金が「炭素を含有し鉄を主成分とする薄板」内に拡散し、炭化タングステン基超硬合金を含有する第1の金属部材と「炭素を含有し鉄を主成分とする薄板」とが直接接合され、炭化タングステン基超硬合金を含有する第2の金属部材と「炭素を含有し鉄を主成分とする薄板」とが直接接合された状態となる。そして、この炭化タングステン基超硬合金を含有する第1の金属部材と「炭素を含有し鉄を主成分とする薄板」との接合、及び炭化タングステン基超硬合金を含有する第2の金属部材と「炭素を含有し鉄を主成分とする薄板」との接合が強固なものであるため、「炭素を含有し鉄を主成分とする薄板」を挟んだ状態で、炭化タングステン基超硬合金を含有する第1の金属部材と炭化タングステン基超硬合金を含有する第2の金属部材とが強固に接合されることになる。このようにして製造された超硬合金接合体が、本発明の超硬合金接合体である。
【図面の簡単な説明】
【0023】
【図1A】本発明の超硬合金接合体の一実施形態を示し、第1の金属部材の第1の接合面に直交する断面を示す模式図である。
【図1B】図1Aの領域Sを拡大して示す模式図である。
【図2】本発明の超硬合金接合体の他の実施形態を示し、第1の金属部材の第1の接合面に直交する断面を示す模式図である。
【図3】本発明のハニカム構造体成形用口金の一実施形態を模式的に示す斜視図である。
【図4】本発明のハニカム構造体成形用口金の一実施形態を模式的に示す斜視図である。
【図5】本発明のハニカム構造体成形用口金の一実施形態の第2の板状部材側から見た部分平面図である。
【図6】図5のA−A’断面を示す模式図である。
【図7】本発明のハニカム構造体成形用口金の他の実施形態を示し、第1の板状部材の第1の接合面に直交する断面の一部を示す模式図である。
【図8】本発明の超硬合金接合体の製造方法の一実施形態において、第1の金属部材と第2の金属部材とを、「炭素を含有し鉄を主成分とする薄板」を間に挟むと共に、「第1の金属部材と上記薄板との間、及び第2の金属部材と上記薄板との間」に銅合金箔を挟んだ状態で重ね合わせるときの、それぞれの配置を示し、第1の金属部材の第1の接合面に直交する断面を示す模式図である。
【図9】本発明の超硬合金接合体の製造方法の他の実施形態において、第1の金属部材と第2の金属部材とを、「炭素を含有し鉄を主成分とする薄板」を間に挟むと共に、「第1の金属部材と上記薄板との間、及び第2の金属部材と上記薄板との間」に銅合金箔を挟んだ状態で重ね合わせるとともに、第1の金属部材と第3の金属部材とを、間に銅合金箔を挟んだ状態で重ね合わせるときの、それぞれの配置を示し、第1の金属部材の第1の接合面に直交する断面を示す模式図である。
【発明を実施するための形態】
【0024】
以下、本発明を実施するための形態について図面を参照しながら具体的に説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、適宜設計の変更、改良等が加えられることが理解されるべきである。
【0025】
(1)超硬合金接合体:
図1Aに示すように、本発明の超硬合金接合体の一実施形態は、炭化タングステン基超硬合金(以下、単に「超硬合金」ということがある。)を含有し、第1の接合面5を有する第1の金属部材2と、第1の金属部材2の第1の接合面5に接合された、鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層4と、第2の接合面6を有し、第2の接合面6が、接合層4の「第1の金属部材2が接合された面とは反対側の面」に接合された、炭化タングステン基超硬合金を含有する第2の金属部材3とを備えるものである。図1Aは、本発明の超硬合金接合体の一実施形態を示し、第1の金属部材2の第1の接合面5に直交する断面を示す模式図である。
【0026】
本実施形態の超硬合金接合体1は、超硬合金を含有する第1の金属部材2と超硬合金を含有する第2の金属部材3とを鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層4によって接合されているため、ろう材で超硬合金同士を接合した場合のような低い接合強度の超硬合金接合体ではなく、高い接合強度の超硬合金接合体である。
【0027】
本実施形態の超硬合金接合体1は、図1Bに示すように、第1の金属部材2及び第2の金属部材3に窪み7等の欠陥があっても、窪み7等が接合層4により埋められているため、窪み7に由来する空隙が少ない、又は有さないものである。これにより、本実施形態の超硬合金接合体1は、非常に接合強度の高いものである。ここで、第1の金属部材及び第2の金属部材の窪み7の大きさは、深さが30μm程度である。図1Bは、図1Aの領域Sを拡大して示す模式図であり、第1の金属部材と接合層4との接合部分、及び第2の金属部材と接合層4との接合部分の、断面を拡大して模式的に示したものである。
【0028】
また、ろう材で超硬合金同士を接合した場合には、ろう材−超硬合金間で空隙が形成されることも、接合強度が低くなる原因である。これに対し、本実施形態の超硬合金接合体1は、鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層4により超硬合金同士を接合している。そして、接合層4内には空隙がないため、超硬合金接合体1は接合強度の高いものである。
【0029】
本実施形態の超硬合金接合体1において、接合強度とは、「接合界面部を破断面とする3点曲げ試験」により得られた抗折強度を意味する。
【0030】
本実施形態の超硬合金接合体1において、炭化タングステン基超硬合金とは、炭化タングステンと結合材とが焼結した合金である。結合材は、コバルト(Co)、鉄(Fe)、ニッケル(Ni)、チタン(Ti)、及びクロム(Cr)からなる群から選ばれる少なくとも1種の金属であることが好ましい。このような炭化タングステン基超硬合金は、耐摩耗性や機械的強度に特に優れている。本実施形態の超硬合金接合体1を構成する第1の金属部材及び第2の金属部材では、結合材としてコバルトを選択することがより好ましい。
【0031】
結合材としてコバルトが用いられる場合、コバルトの含有率が5〜25質量%であることが好ましい。このコバルトの含有率が、5質量%未満の場合には、超硬合金が脆くなることがある。また、コバルトの含有率が、25質量%を超える場合には、硬度が低くなることがある。
【0032】
本実施形態の超硬合金接合体1において、接合層4は、鉄を主成分とし炭素を含むとともに銅合金が拡散しているものである。これは、鉄を主成分として炭素を含む材料に、銅合金が拡散して形成されたものである。上記「鉄を主成分として炭素を含む材料」は、炭素量0.01〜2.2質量%であることが好ましい。「鉄を主成分とする」とは、鉄が50質量%以上含有されていることを意味する。更に、「鉄を主成分として炭素を含む材料」としては、ステンレス鋼や炭素工具鋼、合金工具鋼等を挙げることができる。そして、ステンレス鋼としては、SUS304等を、合金工具鋼としてはSKS等を挙げることができる。
【0033】
接合層4の厚さは、0.005〜0.5mmが好ましく、0.01〜0.2mmがさらに好ましく、0.01〜0.1mmが特に好ましい。薄過ぎると、拡散している銅の含有率が高くなり接合層の強度が低下するため、接合強度が低下することがある。厚過ぎると、炭化タングステン基超硬合金からコバルトや炭素が接合層側に拡散し易くなるため、炭化タングステン基超硬合金が脆化して超硬合金接合体の接合強度が低下することがあり、また、炭化タングステン基超硬合金接合体の耐摩耗性も低下することがある。
【0034】
本実施形態の超硬合金接合体1において、第1の金属部材2は、超硬合金を含有するものであるが、超硬合金が100質量%であり、超硬合金からなるものであることが好ましい。また、第2の金属部材3も、超硬合金を含有するものであるが、超硬合金が100質量%であり、超硬合金からなるものであることが好ましい。第1の金属部材2に含有される超硬合金と、第2の金属部材3に含有される超硬合金とは、同じ組成の超硬合金であってもよいし、異なる組成の超硬合金であってもよい。
【0035】
第1の金属部材2及び第2の金属部材3のそれぞれの大きさは、特に限定されず、用途に合わせて、所望の大きさにすることができる。第1の接合面5及び第2の接合面6の面積は、特に限定されないが、360000mm2以下であることが好ましい。360000mm2より大きいと、面積が大きいために接合強度を高くし難くなることがある。
【0036】
第1の金属部材2及び第2の金属部材3のそれぞれの形状は、特に限定されず、任意の形状とすることができる。例えば、板状とすることができる。
【0037】
接合層4内に拡散している銅合金は、本実施形態の超硬合金接合体1の製造過程において、炭化タングステン基超硬合金と、「鉄を主成分とし炭素を含むもの(例えば、ステンレス鋼)」とを、銅合金箔を間に挟んで接合するときに、銅合金箔を構成する銅合金が「鉄を主成分とし炭素を含むもの(例えば、ステンレス鋼)」内に拡散したものである。
【0038】
次に、本発明の超硬合金接合体の他の実施形態について説明する。
【0039】
図2に示すように、本発明の超硬合金接合体の他の実施形態は、上記本発明の超硬合金接合体の一実施形態において、第1の金属部材2が、一方の面が第1の接合面5である板状であり、第2の金属部材3が、一方の面が第2の接合面6である板状であり、第1の金属部材2の、第1の接合面5とは反対側の面に接合され、第1の金属部材2と接合する第3の接合面13を有する、銅合金14が内部に拡散した、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された板状の第3の金属部材12を更に備えるものである。図2は、本発明の超硬合金接合体の他の実施形態を示し、第1の金属部材2の第1の接合面5に直交する断面を示す模式図である。
【0040】
本実施形態の超硬合金接合体は、上記本発明の超硬合金接合体の一実施形態の第1の金属部材2の表面(第1の接合面5とは反対側の面)に、第3の金属部材12が配設されたものである。本実施形態の超硬合金接合体は、炭化タングステン基超硬合金同士が接合層を介して強固に接合され、炭化タングステン基超硬合金(第1の金属部材2)と、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体(第3の金属部材12)とが強固に接合されたものである。本実施形態の超硬合金接合体において、第1の金属部材2と第3の金属部材12とは、第1の金属部材2と第3の金属部材12との間に銅合金箔を挟み、加熱及び加圧することにより接合されたものである。そのため、第1の金属部材2と第3の金属部材12との接合時に、銅合金箔を構成する銅合金が、前記第3の金属部材12内に拡散し、第1の金属部材2と第3の金属部材12とが強固に接合される。そのため、本実施形態の超硬合金接合体においては、第3の金属部材12の第3の接合面13側の端部に、銅合金14が拡散している。
【0041】
本実施形態の超硬合金接合体において、第3の金属部材12を構成する、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体は、オーステナイト相を含む金属体であり、公知のステンレス鋼等を用いることができる。例えば、SUS630等を挙げることができる。
【0042】
本実施形態の超硬合金接合体において、第1の金属部材2、第2の金属部材3及び第3の金属部材12は、板状であることが好ましい。第1の金属部材2、第2の金属部材3及び第3の金属部材12のそれぞれの形状は、板状であること以外は特に限定されず、任意の形状とすることができる。また、第1の金属部材2、第2の金属部材3及び第3の金属部材12のそれぞれの大きさは、特に限定されないが、それぞれの厚さは、0.1〜100mmが好ましく、それぞれの面積(厚さ方向に直交する断面の面積)は25〜360000mm2が好ましい。
【0043】
(2)ハニカム構造体成形用口金:
次に、本発明のハニカム構造体成形用口金について説明する。本発明のハニカム構造体成形用口金の一実施形態は、図3〜図6に示すように、上記本発明の超硬合金接合体の一実施形態において「第1の金属部材2が、成形原料を導入するための貫通孔である裏孔24が形成された第1の板状部材22であり、第2の金属部材3が、裏孔24に連通し、成形原料をハニカム形状に成形するための格子状のスリット25が形成された第2の板状部材23であり、第1の板状部材22の接合層4が接合されている側の面に、第2の板状部材23のスリット25に重なるように格子状に形成されるとともに裏孔24に連通する溝部26が形成され、接合層4の、少なくとも第2の板状部材23のスリット25に重なる部分に、貫通孔(接合層の貫通孔)27が形成された」構造の超硬合金接合体21を備えるものである。本実施形態のハニカム構造体成形用口金100は超硬合金接合体21からなるものであってもよいし、他の要素が含まれていてもよい。
【0044】
図3は、本発明のハニカム構造体成形用口金の一実施形態を模式的に示す斜視図である。図4は、本発明のハニカム構造体成形用口金の一実施形態を模式的に示す斜視図である。図5は、本発明のハニカム構造体成形用口金の一実施形態の第2の板状部材側から見た部分平面図である。図6は、図5のA−A’断面を示す模式図である。
【0045】
このように、本実施形態のハニカム構造体成形用口金100は、上記本発明の超硬合金接合体の一実施形態において、第2の金属部材3がスリット25が形成された第2の板状部材23であり、第1の金属部材2が裏孔24が形成された第1の板状部材22であるもの(超硬合金接合体)を備えるものであるため、材質が超硬合金であることにより裏孔24、スリット25及び溝部26の部分が摩耗し難く、第1の板状部材22と第2の板状部材23との接合強度が高いものである。
【0046】
図3〜図6に示される超硬合金接合体21(ハニカム構造体成形用口金100)は、第1の金属部材2が、成形原料を導入するための貫通孔である裏孔24が形成された第1の板状部材22である。超硬合金接合体21をハニカム構造体成形用口金として用いる場合、裏孔24からハニカム構造体の成形原料を導入する。
【0047】
超硬合金接合体21(ハニカム構造体成形用口金100)は、第2の金属部材3が、裏孔24に連通し、成形原料をハニカム形状に成形するための格子状のスリット25が形成された、第2の板状部材23である。更に、第1の板状部材22の接合層4が接合されている側の面に、第2の板状部材23のスリット25に重なるように格子状に形成されるとともに裏孔24に連通する溝部26が形成されている。溝部26の幅(第1の板状部材22の表面に平行な断面における幅)は、スリット25の幅(第2の板状部材23の表面に平行な断面における幅)より広いものが好ましい。そして、接合層4の、少なくとも第2の板状部材23のスリット25に重なる部分に、貫通孔(接合層の貫通孔)27が形成されている。これは、接合層4に形成される貫通孔27は、第2の板状部材23のスリット25に重なる部分のみに形成されていてもよいし、第1の板状部材22の裏孔24及び溝部26に重なる部分に形成されていてもよいことを意味する。ここで、「接合層4の、第2の板状部材23のスリット25に重なる部分に、貫通孔27が形成されている」とは、第2の板状部材23の表面に平行な断面におけるスリット25の形状と、接合層4の表面に平行な断面における貫通孔27の形状とが同じになるように、貫通孔27が形成されていることを意味する。また、「接合層4の、第1の板状部材22の裏孔24及び溝部26に重なる部分に、貫通孔27が形成されている」とは、第1の板状部材22の表面に平行な断面における裏孔24及び溝部26の形状と、接合層4の表面に平行な断面における貫通孔27の形状とが同じになるように、貫通孔27が形成されることを意味する。尚、接合層4のスリット25に重なる部分に孔を開けると、接合層4は、スリット25の形状に沿って切り離され、離間する複数の領域(分割領域)に分割されることになるが、このような形状においても、スリット25の形状に沿った「隣接する各分割領域間の隙間」を、貫通孔27とする。接合層4の貫通孔27は、成形原料が通過するための孔である。また、裏孔24は、溝部26の交差点(スリット25の交差点)に位置するように形成されている(図3〜図6に示すハニカム構造体成形用口金100においては、裏孔24が、スリット25(又は溝部26)の交点のなかで、一つ置きの交点の位置に形成されている。)。超硬合金接合体21をハニカム構造体成形用口金として用いる場合、裏孔24から導入された成形原料が、溝部26を通って、スリット25に入り、スリット25の開口部から押しされて、ハニカム形状の成形体(ハニカム構造体)が形成される。
【0048】
第1の板状部材22は、溝部26及び裏孔24の一部によって区画形成された複数の柱状部28を有している。本実施形態のハニカム構造体成形用口金100は、上記のように、第1の板状部材22の、接合層4との接合面側に、柱状部28が形成されているため、柱状部28及び接合層4を介して第1の板状部材22と第2の板状部材23とが接合される構造になっている。
【0049】
本実施形態のハニカム構造体成形用口金100においては、第1の板状部材22の裏孔24から導入された成形原料は、溝部26まで到達し、その後に、スリット25に導入される。溝部26は、裏孔24から導入した成形原料をスリット25に導くための緩衝部分(バッファ)としても機能するため、ハニカム構造体の押出成形を行う際に、裏孔24から導入した成形原料を支障なく滑らかに移動させることができ、高精度にハニカム構造体を成形することができる。一方、スリット25の幅が非常に狭いため、溝部26内の圧力が高くなり、柱状部28に応力が集中し易い構造でもある。そのため、柱状部28が摩耗し易く、変形することもある。そのため、本実施形態のハニカム構造体成形用口金100は、柱状部28を有する第1の板状部材22の材質として、耐摩耗性及び強度の高い炭化タングステン基超硬合金を採用することにより、柱状部28の耐摩耗性及び強度を向上させている。また、本実施形態のハニカム構造体成形用口金100は、第2の板状部材23も、炭化タングステン基超硬合金を含むもの(好ましくは、炭化タングステン基超硬合金)であるため、押出成形時の成形原料によるスリット25部分の摩耗も抑制される。
【0050】
本実施形態のハニカム構造体成形用口金100において、溝部26の深さ(柱状部28の高さ)Lは、0.1〜3.0mmが好ましく、0.3〜1.5mmがさらに好ましい。0.1mmより小さいと、高い成形性を実現できないことがあり、3.0mmより大きいと、スリット25により区画形成されたセルブロック29が倒れ易くなることがある。溝部26の幅は、0.01〜5mmが好ましく、0.1〜1mmがさらに好ましい。0.01mmより小さいと、スリット25を高精度に加工することが難しくなることがあり、5mmより大きいと、溝部26により区画形成された柱状部28が倒れ易くなることがある。
【0051】
また、スリット25の幅については、成形するハニカム構造体の形状によって適宜決定することができる。なお、例えば、一般的な形状のハニカム構造体を押出成形するためのハニカム構造体成形用口金であれば、スリットの幅が5〜5000μmであることが好ましく、10〜500μmであることが更に好ましい。また、隣接するスリット25間の距離は、成形するハニカム構造体の形状によって適宜決定することができる。
【0052】
図3〜図6に示すように、本実施形態のハニカム構造体成形用口金100においては、ハニカム構造体成形用口金100の中央部の円形の領域にスリット25、裏孔24、及び溝部26が形成されているが、スリット等の形成される領域については、上記に限定されることはなく、例えば、ハニカム構造体成形用口金100の中央部の四角形、六角形、八角形等の領域にスリット等が形成されたものであってもよい。
【0053】
ハニカム構造体成形用口金100の裏孔24の形状については、導入された成形原料をスリット25に導くことができるような形状であれば特に制限はない。裏孔24の開口径の大きさ等については、ハニカム構造体成形用口金100の大きさや、押出成形するハニカム構造体の形状等によって適宜決定することができる。例えば、裏孔24の開口径の大きさは、0.1〜10mmであることが好ましく、0.5〜3mmであることが更に好ましい。このような裏孔24は、例えば、電解加工(ECM加工)、放電加工(EDM加工)、レーザ加工、ドリル等の機械加工等による従来公知の方法によって形成することができる。また、裏孔24は、第1の板状部材22の厚さ方向に平行に形成されていることが好ましい。
【0054】
第1の板状部材22及び第2の板状部材23の厚さについては特に制限はなく、例えば、スリット25と裏孔24との一般的な形状を考慮して適宜決定することができる。例えば、一般的形状のハニカム構造体成形用口金を製造する場合には、第2の板状部材22の厚さに対する、第1の板状部材22の厚さの比の値(第1の板状部材22の厚さ/第2の板状部材23の厚さ)が、0.1〜200であることが好ましく、1〜10であることが更に好ましい。
【0055】
次に、本発明のハニカム構造体成形用口金の他の実施形態について説明する。
【0056】
図7に示すように、本実施形態のハニカム構造体成形用口金200は、上記本発明の超硬合金接合体の他の実施形態において「第1の金属部材2及び第3の金属部材12が、成形原料を導入するための貫通孔である裏孔34が形成された第1の板状部材32であり、第2の金属部材3が、裏孔34に連通し、成形原料をハニカム形状に成形するための格子状のスリット35が形成された第2の板状部材33であり、第1の板状部材32の接合層4に接合される面側に、第2の板状部材33のスリット35に重なるように格子状に形成されるとともに裏孔34に連通する溝部36が形成され、接合層4の、第1の板状部材32の裏孔34及び溝部36に重なる部分に、貫通孔(接合層の貫通孔)37が形成された構造の超硬合金接合体31を備えるものである。本実施形態のハニカム構造体成形用口金200は、超硬合金接合体31からなるものであってもよいし、他の要素が含まれていてもよい。図7は、本発明のハニカム構造体成形用口金の他の実施形態を示し、第1の板状部材の第1の接合面に直交する断面の一部を示す模式図である。
【0057】
本実施形態のハニカム構造体成形用口金200は、図3〜図6に示される上記本発明のハニカム構造体成形用口金の一実施形態(ハニカム構造体成形用口金100)の、第1の板状部材22(第1の金属部材2)の「接合層が配設されていない側の面」に、第3の金属部材12(図7を参照)が接合された構造である。そして、ハニカム構造体成形用口金200の第1の板状部材32(図7を参照)は、ハニカム構造体成形用口金100の第1の板状部材22(第1の金属部材2)(図6を参照)と、第3の金属部材12(図7を参照)とを、合わせた部分である。ハニカム構造体成形用口金200は、柱状部38付近が摩耗し易く、炭化タングステン基超硬合金を使用する必要のある部分である。そのため、本実施形態のハニカム構造体成形用口金200では、第1の板状部材32の柱状部付近(第1の金属部材2)を炭化タングステン基超硬合金とし、他の部分(第3の金属部材12)を銅が拡散するステンレス鋼としている。これにより、第3の金属部材12は加工し易いため、生産効率を向上させることができる。また、炭化タングステン基超硬合金より、銅及びステンレス鋼のほうが安価であるため、製造コストを低下させることが可能である。
【0058】
第3の金属部材12の厚さは、溝部36の深さ(柱状部38の高さ)より厚いことが好ましく、溝部36の深さ(柱状部38の高さ)より0.1〜100mm厚いことが更に好ましい。また、第1の金属部材2の厚さは、0.1〜100mmであることが好ましく、10〜50mmであることが更に好ましい。
【0059】
(3)超硬合金接合体の製造方法:
次に、本発明の超硬合金接合体の製造方法の一実施形態について説明する。本実施形態の超硬合金接合体の製造方法は、図8に示すように、炭化タングステン基超硬合金を含有し、第1の接合面45を有する第1の金属部材42と、炭化タングステン基超硬合金を含有し、第2の接合面46を有する第2の金属部材43と、炭素を含有し鉄を主成分とする薄板44とを、第1の接合面45と第2の接合面46とが薄板44を間に挟んで向かい合うようにするとともに、第1の金属部材42と薄板44との間及び第2の金属部材43と薄板44との間にそれぞれ銅合金箔47を配置した状態で、積層し、700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、第1の金属部材42と第2の金属部材43とを薄板44を介して接合するものである。そして、これにより、上記本発明の超硬合金接合体の一実施形態(図1A、図1Bを参照)を得ることができる。第1の金属部材42と第2の金属部材43とを薄板44を介して接合するとは、第1の金属部材42と第2の金属部材43とを、薄板44を間に挟んだ状態で、接合するという意味である。図8は、本発明の超硬合金接合体の製造方法の一実施形態において、第1の金属部材42と第2の金属部材43とを、「炭素を含有し鉄を主成分とする薄板44」を間に挟むと共に、「第1の金属部材42と上記薄板44との間、及び第2の金属部材43と上記薄板44との間」にそれぞれ銅合金箔47を挟んだ状態で重ね合わせるときの、それぞれの配置を示し、第1の金属部材の第1の接合面に直交する断面を示す模式図である。
【0060】
第1の金属部材42は、超硬合金を含有するものであるが、超硬合金が100質量%であり、超硬合金からなるものであることが好ましい。また、第2の金属部材43も、超硬合金を含有するものであるが、超硬合金が100質量%であり、超硬合金からなるものであることが好ましい。
【0061】
このように、超硬合金を含有する第1の金属部材42と、超硬合金を含有する第2の金属部材43とを、「炭素を含有し鉄を主成分とする薄板44」を間に挟むと共に、「第1の金属部材42と上記薄板44との間、及び第2の金属部材43と上記薄板44との間」にそれぞれ銅合金箔47を挟んだ状態で重ね合わせて(積層して)、所定の温度、圧力条件で接合させることにより、第1の金属部材42と薄板44とが強固に接合され、第2の金属部材43と薄板44とが強固に接合される。このとき、第1の金属部材42と薄板44とが接合される際には、間に挟まれていた銅合金箔47が薄板44内に拡散し、第1の金属部材42と薄板44とが直接接合される。そして、第2の金属部材43と薄板44とが接合される際には、間に挟まれていた銅合金箔47が薄板44内に拡散し、第2の金属部材43と薄板44とが直接接合される。これにより、第1の金属部材42と第2の金属部材43とが、薄板44を介して強固に接合されることになる。第1の金属部材42と第2の金属部材43とが、薄板44を介して接合されて形成される超硬合金接合体においては、薄板44が接合層となる。つまり、「炭素を含有し鉄を主成分とする薄板44」に銅合金が拡散して、「鉄を主成分とし炭素を含むとともに銅合金が拡散している接合層」になる。
【0062】
また、第1の金属部材42及び第2の金属部材43に、図1Aに示す第1の金属部材2及び第2の金属部材3の窪み7等のような欠陥があっても、当該「窪み」等が接合時に薄板44により埋められるため、「窪み」に由来する空隙が少ない、又は有さない超硬合金接合体を作製することができる。これにより、得られた超硬合金接合体は、非常に接合強度の高いものである。
【0063】
第1の金属部材42及び第2の金属部材43の形状、大きさ等の条件は、上記本発明の超硬合金接合体の一実施形態における、第1の金属部材2及び第2の金属部材3(図1A、図1Bを参照)が得られるように適宜決定することができる。
【0064】
薄板44の厚さは、0.005〜0.5mmが好ましく、0.01〜0.2mmがさらに好ましく、0.01〜0.1mmが特に好ましい。0.005mmより薄いと、接合層の銅合金の拡散量が多くなるため、第1の金属部材42と第2の金属部材43との接合強度が低下することがある。0.5mmより厚いと、炭化タングステン基超硬合金からコバルトや炭素が接合層側に拡散し易くなるため、接合強度が低くなることがある。薄板44の材質は、上記本発明の超硬合金接合体の一実施形態における「接合層」の材質と同じであることが好ましい。
【0065】
また、薄板44の炭素含有量は0.06〜2.14質量%であることが好ましく、0.8〜2.14質量%であることが更に好ましく、0.8〜1.3質量%であることが特に好ましい。また、薄板44の硫黄含有量は、0.030質量%以下が好ましく、0.019質量%以下が更に好ましく、0.015質量%以下が特に好ましい。硫黄含有量が、0.030質量%を超えると、超硬合金と特定ステンレス鋼との間の接合強度が低下し、接合はがれが生じやすくなることがある。
【0066】
銅合金箔47の厚さは、0.001〜0.1mmが好ましく、0.003〜0.05mmが更に好ましく、0.005〜0.015mmが特に好ましい。0.001mmより薄いと、窪み7等の様な欠陥を埋めることができず、空隙ができてしまうために、接合強度が低くなることがある。0.1mmより厚いと、接合層の強度が低下するため、第1の金属部材42と第2の金属部材43との接合強度が低下することがある。また、銅合金箔の銅含有率は、46〜100%であることが好ましく、70〜100%であることがより好ましい。銅合金箔の銅含有率が100%未満である場合には、パラジウム(Pd)、ケイ素(Si)、スズ(Sn)、リン(P)、マンガン(Mn)、亜鉛(Zn)、チタン(Ti)、ニオブ(Nb)、ホウ素(B)等の添加剤をさらに含んだものであることが好ましい。
【0067】
超硬合金を含有する第1の金属部材42と、超硬合金を含有する第2の金属部材43とを、2枚の銅合金箔47,47及びこれら2枚の銅合金箔の間に挟まれた位置に配置された「炭素を含有し鉄を主成分とする薄板44」を間に挟んだ状態で、重ね合わせた(積層した)後に、所定の温度、圧力条件で、すなわち、700〜1200℃の温度で、0.1〜5MPaの圧力で、押圧することにより、第1の金属部材42と、第2の金属部材43とを接合させる。このように、1200℃以下の低温で、且つ5MPa以下の低圧力で接合させるため、第1の金属部材と第2の金属部材とを接合させるときに、変形が生じることを抑制でき、第1の金属部材と第2の金属部材との接合体精度の高い超硬合金接合体を得ることができる。接合させるときの温度は、700〜1200℃であり、900〜1150℃が好ましい。700℃より低いと、接合強度が低下するため好ましくない。1200℃より高いと、金属部材ならびに接合層が劣化するため好ましくない。また、接合させるときの圧力は、0.1〜5MPaであり、0.5〜3MPaが好ましい。0.1MPaより低いと、接合強度が低下するため好ましくない。5MPaより高いと、金属部材が変形し、接合体精度を悪化させるため好ましくない。尚、接合させるときの圧力は、第1の金属部材42と第2の金属部材43とを、第1の金属部材42の第1の接合面45に直交する方向であって、互いに押し付けあう方向にかけることが好ましい。また、接合するときの時間(所定の温度、圧力条件で保持する時間)は、1分〜1時間が好ましく、10分〜45分が更に好ましい。1分より短いと、接合強度が低下することがある。45分より長いと、接合層が劣化し、生産効率が低下することがある。また、接合するときの雰囲気は、真空中もしくは不活性ガス雰囲気中であることが好ましく、真空度としては、1Pa以下が好ましく、0.1Pa以下がより好ましく、0.01Pa以下が特に好ましい。上記所定の温度、圧力条件で保持する場合、真空ホットプレス接合炉等を用いて加熱することが好ましい。
【0068】
また、「超硬合金を含有する第1の金属部材42と、超硬合金を含有する第2の金属部材43とを、2枚の銅合金箔47,47及びこれら2枚の銅合金箔の間に挟まれた位置に配置された「炭素を含有し鉄を主成分とする薄板44」を間に挟んだ状態で、重ね合わせる」代わりに、「超硬合金を含有する第1の金属部材42と、超硬合金を含有する第2の金属部材43とを、両面に銅合金が張り合わされた「炭素を含有し鉄を主成分とする薄板44」を間に挟んで重ね合わせて」もよい。「両面に銅合金が張り合わされた薄板44」は、銅合金箔を圧延等により薄板44の両面に貼り合わせて形成されたクラッド材であってもよいし、または、薄板44の両面に銅合金をメッキして形成された部材であってもよい。薄板44の両面に張り合わされた銅合金の厚さの範囲は、銅合金箔の厚さの好ましい範囲であることが好ましい。
【0069】
次に、本発明の超硬合金接合体の製造方法の他の実施形態について説明する。
【0070】
本実施形態の超硬合金接合体の製造方法は、図9に示すように、炭化タングステン基超硬合金を含有し、第1の接合面45を有する第1の金属部材42と、炭化タングステン基超硬合金を含有し、第2の接合面46を有する第2の金属部材43と、炭素を含有し鉄を主成分とする薄板44とを、第1の接合面45と第2の接合面46とが薄板44を挟んで向かい合うようにするとともに、第1の金属部材42と薄板44との間及び第2の金属部材43と薄板44との間にそれぞれ銅合金箔47を配置し、更に、第1の金属部材42の第1の接合面45側に、銅合金箔47を間に挟んで第3の金属部材形成用金属板48を配置した状態で、積層し、700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、第1の金属部材42と第2の金属部材43とを薄板44を介して接合するとともに、第1の金属部材43と第3の金属部材形成用金属板48とを接合するものである。図9は、本発明の超硬合金接合体の製造方法の他の実施形態において、第1の金属部材42と第2の金属部材43とを、「炭素を含有し鉄を主成分とする薄板44」を間に挟むと共に、「第1の金属部材42と上記薄板44との間、及び第2の金属部材43と上記薄板44との間」にそれぞれ銅合金箔47を挟んだ状態で重ね合わせるとともに、第1の金属部材42と第3の金属部材形成用金属板48とを、間に銅合金箔47を挟んだ状態で重ね合わせるときの、それぞれの配置を示し、第1の金属部材42の第1の接合面45に直交する断面を示す模式図である。
【0071】
本実施形態の超硬合金接合体の製造方法によって、上記本発明の超硬合金接合体の他の実施形態を得ることができる。
【0072】
第3の金属部材形成用金属板48の厚さは、特に限定されず、作製する超硬合金接合体の用途に合わせて適宜決定することができる。
【0073】
本実施形態の超硬合金接合体の製造方法において、第3の金属部材形成用金属板48は、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された板状の金属板であることが好ましく、ステンレス鋼としては、SUS630等を挙げることができる。第3の金属部材形成用金属板48と第1の金属部材とを、間に銅合金箔を挟んで積層して所定の温度及び所定の圧力で保持すると、第3の金属部材形成用金属板48に銅合金箔を構成する銅合金が拡散しながら、第3の金属部材形成用金属板48と第1の金属部材とが強固に接合される。このようにして形成された、第3の金属部材形成用金属板48に銅合金が拡散したものが、上記本発明の超硬合金接合体の他の実施形態における第3の金属部材12(図2を参照)となる。
【0074】
本実施形態の超硬合金接合体の製造方法により、炭化タングステン基超硬合金同士を、接合後に接合層になる「薄板」を介して強固に接合するとともに、炭化タングステン基超硬合金(第1の金属部材)とオーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された板状の金属板(第3の金属部材形成用金属板)とを強固に接合することができる。
【0075】
本実施形態の超硬合金接合体の製造方法において、接合時の温度条件、圧力条件及び時間は、上記本発明の超硬合金接合体の製造方法の一実施形態における各条件と同様であることが好ましい。
【0076】
本実施形態の超硬合金接合体の製造方法において用いる銅合金箔の厚さは、上記本発明の超硬合金接合体の製造方法の一実施形態における銅合金箔の厚さと同じ範囲であることが好ましい。
【0077】
(4)ハニカム構造体成形用口金の製造方法:
次に、図3〜図6に示される本発明のハニカム構造体成形用口金の一実施形態の製造方法について説明する。
【0078】
まず、炭化タングステン基超硬合金を含有する第1の板状部材(第1の金属部材)22の一方の表面(第1の接合面)に、格子状の溝部26を形成する(工程(1))。溝部を形成する方法としては、例えば、ダイヤモンド砥石による研削加工やエンドミル加工、放電加工(EDM加工)、レーザー加工等の従来公知の方法を好適に用いることができる。
【0079】
溝部26の幅については、上記本発明のハニカム構造体成形用口金の一実施形態の溝部の幅となるようにする。隣接する溝部26間の距離は、作製するハニカム構造体成形用口金によって成形しようとするハニカム構造体の形状に合わせて適宜決定することができる。
【0080】
第1の板状部材22の一方の表面(第1の接合面)に溝部26を形成する前、又は溝部26を形成した後に、第1の板状部材22の他方の表面から溝部26へと連通する裏孔24を形成することが好ましい。裏孔24は、溝部26の交差点の位置に形成することが好ましい。本実施形態のハニカム構造体成形用口金100の製造に際しては、格子状に形成された溝部26の交差点の位置の中の一つ置きの位置に、裏孔24を形成する。裏孔24は、第1の板状部材22の厚さ方向に平行に形成することが好ましい。裏孔を形成する方法については特に制限はないが、例えば、電解加工(ECM加工)、放電加工(EDM加工)、レーザ加工、ドリル等の機械加工等による従来公知の方法を好適に用いることができる。
【0081】
裏孔24は、第1の板状部材22の両面間を貫通するものであってもよいし、第1の板状部材22の第1の接合面5まで到達せず、且つ溝部26と連通するように形成されたものであってもよい。
【0082】
なお、本実施の形態のハニカム構造体成形用口金の製造方法においては、上記工程(1)では裏孔を形成せずに、これ以降の工程、例えば、第1の板状部材と第2の板状部材とを接合させた後の工程において、裏孔を形成することもできる。
【0083】
次に、第1の板状部材22と、炭素を含有し鉄を主成分とする薄板と、炭化タングステン基超硬合金(超硬合金)を含有する第2の板状部材23とを積層し、700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、第1の板状部材と第2の板状部材とを薄板を間に挟んだ状態で接合する(工程(2))。工程(2)において、上記積層に際しては、第1の板状部材22の第1の接合面と第2の板状部材23の一方の面(第2の接合面)とが薄板を挟んで向かい合うようにするとともに、第1の板状部材と薄板との間、及び第2の板状部材と薄板との間に、それぞれ銅合金箔を配置した状態とする。従って、「第1の板状部材、銅合金箔、薄板、銅合金箔、第2の板状部材」の順に積層することになる。
【0084】
工程(2)は、上記積層の後、700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、第1の板状部材と第2の板状部材とを薄板を介して接合する。これにより、2枚の銅合金箔が薄板内に拡散し、第1の板状部材と第2の板状部材とが、薄板を介して強固に接合される。更に、「炭素を含有し鉄を主成分とする薄板」と、「炭化タングステン基超硬合金を含有する板状部材」とを、銅合金箔を間に挟んだ状態で、積層して接合させるときには、1200℃以下という低い温度、且つ5MPa以下という低い圧力で、強固に接合させることが可能である。したがって、上記のように「第1の板状部材、銅合金箔、薄板、銅合金箔、第2の板状部材」の順に積層したものを接合させる場合にも、1200℃以下という低い温度、且つ5MPa以下という低い圧力で、強固に接合させることが可能である。
【0085】
ハニカム構造体成形用口金の製造においては、裏孔及び溝部が形成される第1の板状部材と、スリットが形成される第2の板状部材とを接合させるときに、非常に高い精度が要求される。第1の板状部材と第2の板状部材とを接合するときに、厳密に決定された裏穴24および溝部26の位置が少しでも設計値からずれると、作製されたハニカム構造体成形用口金を用いてハニカム構造体を製造する時に、所望のハニカム構造体が得られなかったり、設備上の不具合が発生したりすることがある。そして、第1の板状部材と第2の板状部材とを、高温、高圧で接合した場合には、第2の板状部材における裏穴24および溝部26が変形し、位置ずれが生じることがあった。従って、上記、本実施形態のハニカム構造体成形用口金を製造する方法は、低温、低圧力の条件で第1の板状部材と第2の板状部材とを接合することができるため、このような第1の板状部材と第2の板状部材との位置ずれを防止するのに極めて有効な方法である。
【0086】
第1の板状部材と第2の板状部材とを、薄板を介して接合させるときの、温度、圧力及び時間の各条件は、上記本発明の超硬合金接合体の製造方法の一実施形態において、第1の金属部材と第2の金属部材とを薄板を介して接合するときの各条件と同じであることが好ましい。
【0087】
本実施形態のハニカム構造体成形用口金の製造方法においては、接合させた第1の板状部材と第2の板状部材とを、0.1〜100℃/分の降温速度にて、少なくとも500℃まで、冷却することが好ましい。これにより、ハニカム構造体成形用口金の変形等を、より抑制することができる。
【0088】
次に、第2の板状部材23の、薄板との接合面(第2の接合面6)とは反対側の表面から、上記溝部26の形状(形成パターン)に対応し、溝部26と連通するスリット25を形成して本発明のハニカム構造体成形用口金の一の実施形態(ハニカム構造体成形用口金100)を得る(工程(3))。
【0089】
第2の板状部材の表面にスリットを形成する方法については特に制限はないが、例えば、ダイヤモンド砥石による研削加工や放電加工(EDM加工)、レーザー加工等の従来公知の方法を好適に用いることができる。また、図3に示すハニカム構造体成形用口金100は、スリット25の形状(形成パターン)が四角形の格子状のものであるが、本実施形態のハニカム構造体成形用口金の製造方法においては、第2の板状部材に形成するスリット25の形状は四角形の格子状に限定されることはなく、その他の多角形の格子状であってもよい。
【0090】
また、第2の板状部材に形成するスリットの幅については、上記本発明のハニカム構造体成形用口金の一の実施形態におけるスリットの幅となるようにすることが好ましい。
【0091】
次に、図7に示される本発明のハニカム構造体成形用口金の他の実施形態の製造方法について説明する。
【0092】
本発明のハニカム構造体成形用口金の他の実施形態の製造方法は、上記本発明のハニカム構造体成形用口金の一実施形態の製造方法において、第1の板状部材が、第1の金属部材と第3の金属部材形成用金属板が接合されて形成されたものである。ここで、第3の金属部材形成用金属板は、上記本発明の超硬合金接合体の他の実施形態における第3の金属部材形成用金属板である。つまり、本発明のハニカム構造体成形用口金の他の実施形態の製造方法は、上記本発明のハニカム構造体成形用口金の一実施形態の製造方法の工程(2)において、第1の板状部材22となる「第1の金属部材、銅合金箔及び第3の金属部材形成用金属板」と、炭素を含有し鉄を主成分とする薄板と、炭化タングステン基超硬合金を含有する第2の板状部材23と、を積層し、700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、第1の金属部材と第2の板状部材とを薄板を介して接合するとともに、第1の金属部材と第3の金属部材形成用金属板とを接合するものである(工程(2’))。上記工程(2’)において、上記積層に際しては、第1の金属部材の第1の接合面と第2の板状部材23の一方の面(第2の接合面)とが薄板を挟んで向かい合うようにするとともに、第1の金属部材と薄板との間、及び第2の板状部材と薄板との間に、それぞれ銅合金箔を配置した状態とし、更に、第1の金属部材と第3の金属部材形成用金属板との間に、銅合金箔を配置した状態とする。従って、「第3の金属部材形成用金属板、銅合金箔、第1の金属部材、銅合金箔、薄板、銅合金箔、第2の板状部材」の順に積層することになる。
【0093】
第1の金属部材と第3の金属部材形成用金属板とを接合させるとともに、第1の金属部材と第2の板状部材とを薄板を介して接合させるときの、温度、圧力及び時間の各条件は、上記本発明の超硬合金接合体の製造方法の一実施形態において、第1の金属部材と第2の金属部材とを薄板を介して接合するときの各条件と同じであることが好ましい。
【0094】
本発明のハニカム構造体成形用口金の他の実施形態の製造方法においては、第1の金属部材と第3の金属部材形成用金属板との間に、銅合金箔を配置して、所定の温度及び所定の圧力で第1の金属部材と第3の金属部材形成用金属板とを接合させて、第1の金属部材と第3の金属部材とからなる第1の板状部材を形成する。超硬合金を含有する第1の金属部材と、炭素鋼、合金鋼、ステンレス鋼等からなる第3の金属部材形成用金属板とを、銅合金箔を間に配置して積層し、所定の温度及び所定の圧力で保持すると、銅合金箔が第3の金属部材形成用金属板内に拡散しながら第1の金属部材と第3の金属部材形成用金属板とが強固に接合される。
【0095】
本発明のハニカム構造体成形用口金の他の実施形態の製造方法においては、第1の金属部材と第3の金属部材形成用金属板とから、第1の板状部材が形成される。第3の金属部材形成用金属板の厚さは、形成される溝部の深さ(形成される柱状部の高さ)より厚いことが好ましく、当該溝部の深さ(当該柱状部の高さ)より0.1〜100mm厚いことが更に好ましい。また、第1の金属部材の厚さは、0.1〜100mmであることが好ましく、10〜50mmであることが更に好ましい。
【実施例】
【0096】
以下、本発明を実施例によりさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0097】
(実施例1)
まず、第1の接合面を有する板状の第1の金属部材と、第2の接合面を有する板状の第2の金属部材と、ステンレス鋼(SUS)からなる薄板とを、第1の接合面と第2の接合面とが薄板を挟んで向かい合うようにするとともに、第1の金属部材と薄板との間及び第2の金属部材と薄板との間にそれぞれ純銅箔(99.9%)を配置した状態で、積層した。第1の金属部材及び第2の金属部材は、いずれも炭化タングステン基超硬合金を板状に加工したものとした。第1の金属部材は、(縦:40mm)×(横:40mm)×(厚さ:20mm)の四角形の板状とし、第1の金属部材は、(縦:40mm)×(横:40mm)×(厚さ:20mm)の四角形の板状とした。また、薄板の材質であるステンレス鋼は、更に具体的にはSUS304Hとした。組成は、C;0.06〜0.08、Si;1.0以下、Mn;2.0以下、P;0.045以下、S;0.03以下、Ni;8.0〜10.5、Cr;18〜20、Fe;残部である。薄板は、(縦:40mm)×(横:40mm)×(厚さ:0.2mm)の四角形の板状とした。銅合金箔は、いずれも(縦:40mm)×(横:40mm)×(厚さ:10μm)の四角形の箔状とした。
【0098】
上記、積層したものを、温度1100℃、圧力0.6MPaの条件で、真空0.01Pa以下にて0.75時間保持し、その後、およそ5℃/分の降温速度で100℃まで冷却することにより、第1の金属部材と第2の金属部材とを薄板を介して接合して、超硬合金接合体を作製した。
【0099】
得られた超硬合金接合体について、以下に示す方法で「曲げ強度(MPa)」を測定することにより、第1の金属部材と第2の金属部材との接合強度を確認した。結果を表1に示す。表1において、「薄板材質」は、薄板の材質を示す。「薄板厚さ」は、薄板の厚さを示す。「圧力」は、上記、第1の金属部材と第2の金属部材とを薄板を介して接合するときの圧力を示す。
【0100】
(曲げ強度の測定方法)
得られた超硬合金接合体(およそ、40mm×40mm×40mm)から、接合面が40mmの中央にくるように試験片を3.2mm×4.2mm×40mmに切り出し、平面研削にて面仕上げを実施し、3mm×4mm×40mmの寸法に調整する。その後、強度試験機に支点間距離30mmの3点曲げ試験冶具を設置し、接合面が破断面となるように3点曲げ(抗折)試験を実施する。得られた最大応力を、接合強度(曲げ強度)とする。強度試験機としては、INSTRON社製「万能材料試験機5581」を用いた。
【0101】
【表1】
【0102】
(実施例2〜5)
薄板の厚さを表1に示すように変更した以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0103】
(実施例6〜10)
薄板の材質を工具用炭素鋼(SK材)とし、薄板の厚さを表1に示すように0.01〜0.2mmの範囲で変化させた以外は、実施例1と同様にして超硬合金接合体を作製した。SK材は、組成がC;0.9〜1.1、Si;0.1〜0.35、Mn0.1〜0.5、P;0.03以下、S;0.03以下、Cu;0.25以下、Ni;0.25以下、Cr;0.3以下、Fe;残部であった。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0104】
(実施例11)
薄板の材質を工具用合金鋼(SKS材)とし、薄板の厚さを0.03mmとした以外は、実施例1と同様にして超硬合金接合体を作製した。SKS材は、組成がC;1.1〜1.3、Si;0.35以下、Mn0.5以下、P;0.03以下、S;0.03以下、Cu;0.25以下、Ni;0.25以下、Cr;0.2〜0.5、Fe;残部であった。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0105】
(実施例12)
薄板の厚さを0.005mmとした以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0106】
(比較例1,2)
薄板および銅合金箔を使用せず、圧力を表1に示すように変更した以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0107】
(比較例3)
薄板を使用せず、厚み0.2mmの「Cu−Mn−Coろう」を用い、接合温度を1070℃とした以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0108】
(比較例4)
薄板を使用せず、厚み0.05mmの「銀ろう(BAg−8)」を用い、接合温度を800℃とした以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0109】
(比較例5)
薄板を使用せず、厚み0.05mmの「銀ろう(BAg−8)」を用い、接合温度を800℃、接合圧力を2.5MPaとした以外は、実施例1と同様にして超硬合金接合体を作製した。得られた超硬合金接合体について、実施例1と同様に曲げ強度を測定した。結果を表1に示す。
【0110】
表1より、薄板の厚さが、0.01〜0.2mmの場合に、700MPa以上の強い曲げ強度(接合強度)が得られることが分かる。また、比較例1,2より、薄板および銅合金箔を使用しなかった場合は、接合圧力を高くすることで接合強度が向上する結果が得られているものの、その強度は十分ではない。さらに、比較例3、4、5より、「Cu−Mn−Coろう」、「銀ろう(BAg−8)」による「ろう付け」でも、高い接合強度が得られていないことが分かる。
【産業上の利用可能性】
【0111】
本発明の超硬合金接合体は、ハニカム構造体成形用口金、精密金型、ダイス等として好適に利用することができる。本発明のハニカム構造体成形用口金は、内燃機関、ボイラー、化学反応機器及び燃料電池用改質器等の触媒作用を利用する触媒用担体や、排気ガス中の微粒子捕集フィルター等を成形する際に用いることができる。本発明の超硬合金接合体の製造方法は、本発明の超硬合金接合体の製造に用いるものである。
【符号の説明】
【0112】
1:超硬合金接合体、2:第1の金属部材、3:第2の金属部材、4:接合層、5:第1の接合面、6:第2の接合面、7:窪み、11,21,31:超硬合金接合体、12:第3の金属部材、13:第3の接合面、14:銅、22,32:第1の板状部材、23,33:第2の板状部材、24,34:裏孔、25,35:スリット、26,36:溝部、27,37:接合層の貫通孔、28,38:柱状部、29:セルブロック、42:第1の金属部材、43:第2の金属部材、44:薄板、45:第1の接合面、46:第2の接合面、47:銅薄、48:第3の金属部材形成用金属板、100,200:ハニカム構造体成形用口金、L:溝部の深さ(柱状部の高さ)、S:領域。
【特許請求の範囲】
【請求項1】
炭化タングステン基超硬合金を含有し、第1の接合面を有する第1の金属部材と、
前記第1の金属部材の前記第1の接合面に接合された、鉄を主成分とし炭素を含むとともに銅が拡散している接合層と、
第2の接合面を有し、前記第2の接合面が、前記接合層の前記第1の金属部材が接合された面とは反対側の面に接合された、炭化タングステン基超硬合金を含有する第2の金属部材とを備える超硬合金接合体。
【請求項2】
前記接合層の材質が、炭素鋼、合金鋼、ステンレス鋼からなる群から選択された少なくとも一種に銅合金が拡散しているものである請求項1に記載の超硬合金接合体。
【請求項3】
前記第1の金属部材が、一方の面が前記第1の接合面である板状であり、前記第2の金属部材が、一方の面が前記第2の接合面である板状であり、
前記第1の金属部材の、前記第1の接合面とは反対側の面に接合され、前記第1の金属部材と接合する第3の接合面を有する、銅合金が内部に拡散した、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された板状の第3の金属部材を更に備える請求項1又は2に記載の超硬合金接合体。
【請求項4】
前記第1の金属部材が、成形原料を導入するための貫通孔である裏孔が形成された第1の板状部材であり、
前記第2の金属部材が、前記裏孔に連通し、成形原料をハニカム形状に成形するための格子状のスリットが形成された第2の板状部材であり、
前記第1の板状部材の前記接合層が接合されている側の面に、前記第2の板状部材の前記スリットに重なるように格子状に形成されるとともに前記裏孔に連通する溝部が形成され、
前記接合層の、少なくとも前記第2の板状部材の前記スリットに重なる部分に、貫通孔が形成された請求項1又は2に記載の超硬合金接合体。
【請求項5】
前記第1の金属部材及び前記第3の金属部材が、成形原料を導入するための貫通孔である裏孔が形成された第1の板状部材であり、
前記第2の金属部材が、前記裏孔に連通し、成形原料をハニカム形状に成形するための格子状のスリットが形成された第2の板状部材であり、
前記第1の板状部材の前記接合層に接合される面側に、前記第2の板状部材の前記スリットに重なるように格子状に形成されるとともに前記裏孔に連通する溝部が形成され、
前記接合層の、少なくとも前記第2の板状部材の前記スリットに重なる部分に、貫通孔が形成された請求項3に記載の超硬合金接合体。
【請求項6】
前記接合層の厚さが0.005〜0.5mmである請求項1〜5のいずれかに記載の超硬合金接合体。
【請求項7】
請求項4又は5に記載の超硬合金接合体を備えるハニカム構造体成形用口金。
【請求項8】
炭化タングステン基超硬合金を含有し、第1の接合面を有する第1の金属部材と、炭化タングステン基超硬合金を含有し、第2の接合面を有する第2の金属部材と、炭素を含有し鉄を主成分とする薄板とを、前記第1の接合面と前記第2の接合面とが前記薄板を挟んで向かい合うようにするとともに、前記第1の金属部材と前記薄板との間及び前記第2の金属部材と前記薄板との間にそれぞれ銅薄を配置した状態で、積層し、
700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、前記第1の金属部材と前記第2の金属部材とを前記薄板を介して接合して、請求項1〜3のいずれかに記載の超硬合金接合体を作製する超硬合金接合体の製造方法。
【請求項1】
炭化タングステン基超硬合金を含有し、第1の接合面を有する第1の金属部材と、
前記第1の金属部材の前記第1の接合面に接合された、鉄を主成分とし炭素を含むとともに銅が拡散している接合層と、
第2の接合面を有し、前記第2の接合面が、前記接合層の前記第1の金属部材が接合された面とは反対側の面に接合された、炭化タングステン基超硬合金を含有する第2の金属部材とを備える超硬合金接合体。
【請求項2】
前記接合層の材質が、炭素鋼、合金鋼、ステンレス鋼からなる群から選択された少なくとも一種に銅合金が拡散しているものである請求項1に記載の超硬合金接合体。
【請求項3】
前記第1の金属部材が、一方の面が前記第1の接合面である板状であり、前記第2の金属部材が、一方の面が前記第2の接合面である板状であり、
前記第1の金属部材の、前記第1の接合面とは反対側の面に接合され、前記第1の金属部材と接合する第3の接合面を有する、銅合金が内部に拡散した、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された板状の第3の金属部材を更に備える請求項1又は2に記載の超硬合金接合体。
【請求項4】
前記第1の金属部材が、成形原料を導入するための貫通孔である裏孔が形成された第1の板状部材であり、
前記第2の金属部材が、前記裏孔に連通し、成形原料をハニカム形状に成形するための格子状のスリットが形成された第2の板状部材であり、
前記第1の板状部材の前記接合層が接合されている側の面に、前記第2の板状部材の前記スリットに重なるように格子状に形成されるとともに前記裏孔に連通する溝部が形成され、
前記接合層の、少なくとも前記第2の板状部材の前記スリットに重なる部分に、貫通孔が形成された請求項1又は2に記載の超硬合金接合体。
【請求項5】
前記第1の金属部材及び前記第3の金属部材が、成形原料を導入するための貫通孔である裏孔が形成された第1の板状部材であり、
前記第2の金属部材が、前記裏孔に連通し、成形原料をハニカム形状に成形するための格子状のスリットが形成された第2の板状部材であり、
前記第1の板状部材の前記接合層に接合される面側に、前記第2の板状部材の前記スリットに重なるように格子状に形成されるとともに前記裏孔に連通する溝部が形成され、
前記接合層の、少なくとも前記第2の板状部材の前記スリットに重なる部分に、貫通孔が形成された請求項3に記載の超硬合金接合体。
【請求項6】
前記接合層の厚さが0.005〜0.5mmである請求項1〜5のいずれかに記載の超硬合金接合体。
【請求項7】
請求項4又は5に記載の超硬合金接合体を備えるハニカム構造体成形用口金。
【請求項8】
炭化タングステン基超硬合金を含有し、第1の接合面を有する第1の金属部材と、炭化タングステン基超硬合金を含有し、第2の接合面を有する第2の金属部材と、炭素を含有し鉄を主成分とする薄板とを、前記第1の接合面と前記第2の接合面とが前記薄板を挟んで向かい合うようにするとともに、前記第1の金属部材と前記薄板との間及び前記第2の金属部材と前記薄板との間にそれぞれ銅薄を配置した状態で、積層し、
700〜1200℃の温度で、0.1〜5MPaの圧力で押圧することにより、前記第1の金属部材と前記第2の金属部材とを前記薄板を介して接合して、請求項1〜3のいずれかに記載の超硬合金接合体を作製する超硬合金接合体の製造方法。
【図1A】

【図1B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図1B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−121081(P2011−121081A)
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願番号】特願2009−279604(P2009−279604)
【出願日】平成21年12月9日(2009.12.9)
【出願人】(000004064)日本碍子株式会社 (2,325)
【Fターム(参考)】
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願日】平成21年12月9日(2009.12.9)
【出願人】(000004064)日本碍子株式会社 (2,325)
【Fターム(参考)】
[ Back to top ]