
超電導ケーブルの接続構造
【課題】 超電導層とその外側に位置する外周層が長手方向に相対的にずれた際に生じやすい超電導層の座屈を抑制できる超電導ケーブルの接続構造を提供する。
【解決手段】 超電導層とその外周層とを有する超電導ケーブルの端部に形成される超電導ケーブルの接続構造である。この超電導層(導体層30)は接続部材(接続スリーブ210)に接続される。その際、接続部材の端部と外周層(絶縁層50)の端部との間において、押え部材220で超電導層を覆う。押え部材が超電導層を押え付けることで、超電導層の外側に位置する外周層と超電導層との相対的移動が生じても、超電導層が直接外周層に接した状態で長手方向に押されることが抑制できる。そのため超電導層の座屈を防止できる。
【解決手段】 超電導層とその外周層とを有する超電導ケーブルの端部に形成される超電導ケーブルの接続構造である。この超電導層(導体層30)は接続部材(接続スリーブ210)に接続される。その際、接続部材の端部と外周層(絶縁層50)の端部との間において、押え部材220で超電導層を覆う。押え部材が超電導層を押え付けることで、超電導層の外側に位置する外周層と超電導層との相対的移動が生じても、超電導層が直接外周層に接した状態で長手方向に押されることが抑制できる。そのため超電導層の座屈を防止できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超電導ケーブルの接続構造に関するものである。特に、超電導層とその外側に位置する外周層が長手方向に相対的にずれた際に生じやすい超電導層の座屈を抑制できる超電導ケーブルの接続構造に関するものである。
【背景技術】
【0002】
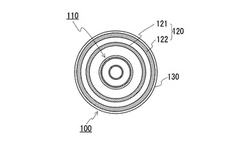
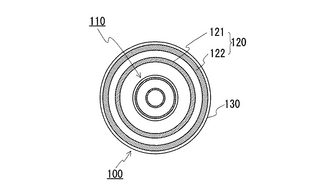
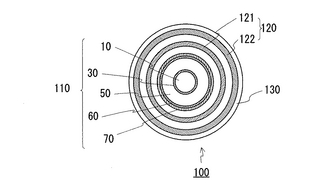
超電導ケーブルとして、図4に記載の単心超電導ケーブルが提案されている。図4は、この超電導ケーブルの断面図である。この超電導ケーブル100は、1本のケーブルコア110を断熱管120内に収納した構成である。
【0003】
ケーブルコア110は、中心から順にフォーマ10、導体層30、絶縁層50、シールド層60、保護層70を具えている。導体層30は、フォーマ10上に超電導線材を多層に螺旋状に巻回して構成される。通常、超電導線材には、酸化物超電導材料からなる複数本のフィラメントが銀シースなどのマトリクス中に配されたテープ状のものが用いられる。絶縁層50は半合成絶縁紙などの絶縁紙を巻回して構成される。シールド層60は、絶縁層50上に導体層30と同様の超電導線材を螺旋状に巻回して構成する。そして、保護層70には絶縁紙などが用いられる。
【0004】
一方、断熱管120は、内管121と外管122とからなる二重管の間に断熱材(図示せず)が配置され、かつ二重管内が真空引きされた構成である。断熱管120の外側には、防食層130が形成されている。そして、フォーマ10内や内管121とコア110の間に形成される空間に液体窒素などの冷媒を充填・循環し、絶縁層50に冷媒が含浸された状態で使用状態とされる。
【0005】
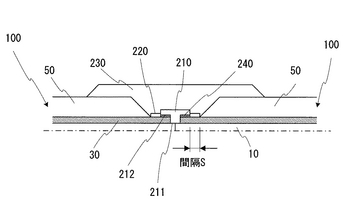
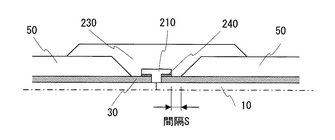
このような超電導ケーブルの中間接続部として、図5の技術が知られている(類似の技術として、例えば特許文献1)。この接続部では、まず、突き合わせて接続する各ケーブル端部において各層を段剥ぎして導体層30及びフォーマ10を段階的に露出させ、フォーマ10同士を接続スリーブ210に挿入して圧着する。この接続スリーブ210は、中間部にフォーマ挿入孔を、両端部にフォーマ挿入孔よりも内径の大きい導体挿入孔を有する金属筒である。フォーマ10の圧着接続はフォーマ挿入孔を圧縮することで行われ、段階的に露出されている導体層30はフォーマ挿入孔には入らず、導体挿入孔内に隙間を持って挿入される。導体層30を圧着接続しないのは、超電導線材を圧縮すると超電導特性が低下するためである。そのため、導体層30と接続スリーブ210とは、導体挿入孔と導体層30との隙間に半田240を流し込んで接続する。接続スリーブ210中に半田240を流し込む場合、半田240が過不足なく導体層30にいきわたるように接続スリーブ全体を加熱する必要がある。
【0006】
また、この半田付け作業を行う必要上、接続スリーブ210の端部と絶縁層50の端部の間には、通常、間隔Sを設けておく。超電導ケーブルの絶縁層50には、例えばポリプロピレンと絶縁紙をラミネートした半合成紙が用いられる。上記の間隔Sがなければ、絶縁層50の端部が半田240と接触あるいは近接し、半田240を含む接続スリーブ210の全熱量が大きいために、半田240の融解熱によりポリプロピレンが溶けるなどして、絶縁性能を劣化させるおそれがある。
【0007】
そして、接続スリーブ210によるフォーマ10・導体層30の接続を終えたら、接続スリーブ210の外周付近、つまり一方のケーブルの絶縁層端部付近から他方のケーブルの絶縁層端部付近までの範囲にかけて半合成紙などの絶縁テープを巻き付け、補強絶縁層230を形成する。
【0008】
【特許文献1】特開平11-121059号公報(図9)
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかし、上記の接続構造では、ケーブルの熱伸縮により超電導線材が座屈する場合がある。
【0010】
超電導ケーブルは超電導線材が冷媒で冷却された際に熱収縮し、常温に戻す際に伸びが生じる。その際、ケーブルを構成する各層は、構成材料が異なって径方向に不連続に構成されていることから、各構成材料の熱収縮量の違いにより、各層の間で長手方向への相対的な移動が生じることがある。例えば、超電導ケーブルを冷却すると、螺旋状に巻回されて導体層を構成する超電導線材は収縮して引っ張り応力が作用し、撚りが締まる方向、つまり径が小さくなる方向に移動する。逆に、超電導ケーブルが常温に戻される場合は、超電導線材の撚りが緩む方向に移動する。一方、導体層の外側に形成される絶縁層は、超電導線材に比べて温度変化による伸縮度合いが小さい。そのため、超電導ケーブルに対して極低温への冷却と常温への復帰が繰り返されるうちに、徐々に導体層と絶縁層との間に長手方向への相対的移動が生じてしまう。また、導体層は補強絶縁層により内周側に押さえつけられているが、絶縁層と同様の理由により導体層と一体となって移動しない。従って、補強絶縁層は、相対的移動を抑制する働きに欠ける。
【0011】
特に、超電導ケーブルの接続部では、図6において、絶縁層50の端部が接続スリーブ210側に接近するような移動(破線から実線への移動)や、その逆方向への移動が生じることがある。その過程で、接続スリーブ210の端部と絶縁層50の端部との間に設けられた間隔S(図5参照)が狭まったり広がったりすることを繰り返し、超電導層と絶縁層との間に空間が形成されたり、超電導線材にしわがよるなどして、間隔Sに位置する超電導線材が座屈してしまうことがある。その結果、超電導線材の電気的・機械的特性が低下したり、最悪の場合は超電導線材が破断にいたることが予想される。
【0012】
本発明は上記の事情に鑑みてなされたもので、その主目的は、超電導層とその外側に位置する外周層が長手方向に相対的にずれた際に生じやすい超電導層の座屈を抑制できる超電導ケーブルの接続構造を提供することにある。
【課題を解決するための手段】
【0013】
本発明は、接続部において、接続スリーブなどの接続部材とケーブルコアの絶縁層などの外周層との間における超電導層を覆うことで超電導層を押え、その座屈を抑制することで上記の目的を達成する。
【0014】
本発明は、超電導層とその外周層とを有する超電導ケーブルの端部に形成される超電導ケーブルの接続構造である。そして、超電導層に接続される接続部材と、接続部材の端部と外周層の端部との間において、超電導層を覆うことで超電導層と外周層との相対的移動により超電導層が座屈することを防止する押え部材とを有することを特徴とする。
【0015】
導体層などの超電導層と、絶縁層などの外周層を有する超電導ケーブルで接続部を形成する際、超電導層と外周層の各端部には間隔があけられているが、熱収縮などにより、超電導層と外周層の相対的移動が生じた場合、上記の間隔が狭められたり拡げられたりして超電導層の座屈を生じることは既に述べた通りである。本発明接続構造では、この間隔が開けられた箇所に位置する超電導層を押え部材で覆うことにより、超電導層と外周層との相対的移動が生じても、押え部材により超電導層は、その直下の内周層側に押し付けられた状態を形成する。そのため、超電導層が径方向に挙動するスペースが小さく、超電導層が内周層から浮き上がったり、内周層の上でしわが寄ったりして、屈曲することを抑制できる。もちろん、間隔が開けられた箇所に位置する超電導層を押え部材で覆っていても、さらに熱伸縮が加わることで超電導層が押え部材に覆われずに露出した箇所が形成される場合があり得る。その場合でも、全く押え部材がない場合に比べれば、超電導層が露出される範囲を極力小さくすることができ、超電導層の座屈防止に効果的である。
【0016】
以下、本発明の接続構造をより詳しく説明する。
【0017】
まず、本発明構造により接続される超電導ケーブルの構成から説明する。
本発明接続構造に用いる超電導ケーブルは、代表的には、超電導層、絶縁層、断熱管を有することを基本構成とする。その他、通常は、フォーマ、シールド層、保護層も設けられる。本発明において、超電導層は、超電導線材を用いて構成された層のことで、代表的には導体層のことである。さらに、シールド層も超電導線材で構成した場合は、シールド層も超電導層に含まれる。
【0018】
上記のケーブルにおいて、フォーマは、導体層を所定形状に保形するもので、パイプ状のものや撚り線構造のものが利用できる。材質には、銅やアルミニウムなどの非磁性の金属材料が好適である。フォーマをパイプ状のものとした場合、フォーマ内を冷媒の流路とできる。
【0019】
導体層は、例えば、超電導材料からなる線材をフォーマ上に螺旋状に巻回することで形成する。超電導線材の具体例としては、Bi2223系酸化物超電導材料からなる複数本のフィラメントが銀シースなどのマトリクス中に配されたテープ状のものが挙げられる。超電導線材の巻回は単層でも多層でもよい。多層とする場合、層間絶縁層を設けてもよい。層間絶縁層は、クラフト紙などの絶縁紙やPPLP(住友電気工業株式会社製、登録商標)などの半合成絶縁紙を巻回して設けることが挙げられる。
【0020】
絶縁層は、ポリプロピレンとクラフト紙をラミネートしたPPLP(住友電気工業株式会社の登録商標)などの半合成紙やクラフト紙などの絶縁紙を巻回して形成することが好ましい。また、絶縁層の内外周の少なくとも一方、つまり導体層と絶縁層との間や、絶縁層とシールド層との間に半導電層を形成しても良い。前者の内部半導電層、後者の外部半導電層を形成することで、導体層と絶縁層の間あるいは絶縁層とシールド層の間での密着性を高め、部分放電の発生などに伴う劣化を抑制する。
【0021】
また、絶縁層の外側には、シールド層を設けることが好ましい。シールド層を設けることで、導体層を流れる交流の磁場が外部に漏洩するのを抑制することができる。シールド層は導電材料で構成すればよく、導体層と同様の超電導線材を絶縁層の外側に巻回して構成することが好適である。
【0022】
そして、シールド層の外側には保護層を設けることが好ましい。保護層は、シールド層を覆うことで、主としてシールド層の機械的保護を図る。例えば、クラフト紙などの絶縁紙をシールド層の上に巻回して保護層を形成すれば良い。
【0023】
その他、フォーマと導体層との間にクッション層を介在してもよい。クッション層は、フォーマと超電導線材間における金属同士の直接接触を回避し、超電導線材の損傷を防止する。特に、フォーマを撚り線構造とした場合、クッション層はフォーマ表面をより平滑な面にする機能も有する。クッション層の具体的材質としては、絶縁紙やカーボン紙が好適に利用できる。
【0024】
一方、断熱管は、例えば、外管と内管とからなる二重管の間に断熱材を配置し、内管と外管間を真空引きする構成が挙げられる。内管内には、少なくとも導体層が収納されると共に、超電導層を冷却する液体窒素などの冷媒が充填される。
【0025】
次に、上記のような超電導ケーブルを接続する接続構造を説明する。
本発明接続構造は、接続部材を介して超電導層を接続する接続構造である。代表的には、段剥ぎして露出された導体層を、接続部材を介して接続し、その接続部材の周辺を補強絶縁層で覆う構成が挙げられる。
【0026】
接続部材の一例としては、接続スリーブが用いられる。より特定的には、中間部にフォーマ挿入孔を、両端部にフォーマ挿入孔よりも内径の大きい導体挿入孔を有する金属筒を接続スリーブとし、その接続スリーブを利用してフォーマと導体層の接続を行う。この接続スリーブを用いて、フォーマ挿入孔にはフォーマを突き合せた状態に挿入して圧縮接続する。一方、導体層はフォーマ挿入孔には挿入せず、導体挿入孔に挿入して半田にて接続すればよい。シールド層の接続を行う場合、接続部材としては、編組材が好適に利用できる。
【0027】
接続部を形成する際、超電導ケーブルの端部を段剥ぎすることにより、導体層が挿入された接続スリーブの端部と絶縁層の端部との間には間隔が形成され、その間隔において導体層が露出した状態となっている。あるいは、シールド層が接続された編組材の端部と保護層の端部との間には間隔が形成され、その間隔においてシールド層が露出した状態となっている。そこで、この露出箇所を押え部材で覆う。
【0028】
押え部材には、樹脂や金属線やテープ材が好適に利用できる。例えば、上記の露出箇所にFRP(Fiber Reinforced Plastics)を配して硬化させることや、露出箇所に半導電性テープ材を巻回することや、金属線またはテープ材、あるいは金属線およびテープ材の両方を巻回することが挙げられる。FRPはベース樹脂に繊維材を混合した各種材料が利用できる。
【0029】
ベース樹脂には、エポキシ樹脂やポリエステル樹脂が挙げられる。特に、押え部材を形成する際に絶縁層を損傷させないために、絶縁層の形成材料(例えばポリプロピレン)の融点よりも低い硬化温度を有する熱硬化性樹脂が好適である。繊維材には、カーボンファイバ、ガラスファイバなどが好適である。
【0030】
半導電性テープ材には、例えばカーボンロール紙やクレープカーボンロール紙などが挙げられる。
【0031】
金属線には銅線、アルミ線などが利用できる。テープ材には樹脂テープや金属テープが利用できる。金属線あるいは金属テープを利用する場合、露出箇所を金属線あるいは金属テープで巻回した後、露出した導体層に半田で固定することにより導体層の座屈を効果的に抑制することができる。半田は、熱伝導による絶縁層の劣化を低減するために低融点半田を使用することが好ましい。例えば、絶縁層にPPLP(住友電気工業株式会社の登録商標)を使用する場合、PPLPを構成するポリプロピレンの融点(165℃〜176℃)よりも低い融点を有する低融点半田(代表的には、融点が約79℃、化学成分が、Sn:17.0質量%、In:26.0質量%、Bi:57.0質量%である低融点半田)を用いて押え部材を導体層に固定する。金属テープの場合、銀テープ、銅テープ、アルミテープ、ステンレステープなどが好ましい。銀テープは、半田との接着性が良く、また可撓性に優れている。半田との接着性が低いテープは、半田との接着性を高めるために、例えば銀メッキまたは錫メッキを施すことが好ましい。テープ材は、巻回した箇所を締め付けることができるため、超電導層を内周側に押え付けることができ、その座屈を効果的に抑制できる。押え部材に金属線あるいは金属テープを用いた場合、押え部材と超電導層との間にクッション層を介在させることが好ましい。クッション層の介在により、金属同士の接触を回避し、超電導線材の損傷を抑制する。
【0032】
押え部材を金属線または金属テープで形成する場合、金属テープ巻回構造としても良いし、金属線巻回構造としても良い。また、金属テープ巻回構造および金属線巻回構造の2層構造としても良い。
【0033】
接続部を形成する際、接続スリーブと同スリーブから突出した導体層との間に段差(例えば、直角の角部を有する段差)が形成される恐れがある。この段差部分において電界の集中が起こり、それに伴って段差部分の絶縁が破壊され、絶縁の弱点となる可能性がある。この段差部分の電界集中を緩和すべく押え部材はスリーブから外周層に向かって先細りの形状(テーパ状)に形成することが好ましい。テーパ状に形成した巻回構造の表面は滑らかであることが好ましい。また、同様に電界集中の緩和のために絶縁層の端部は接続部材(スリーブ)側が先細りのテーパ状に形成することが好ましい。
【0034】
押え部材を金属テープあるいは金属線のみで形成してもよいが、金属テープのみで形成した場合、金属テープの厚さおよび金属テープの巻回しによって、テーパ状の巻回構造の表面は階段状となり、巻回構造の表面を滑らかに形成することが難しい。また、金属線のみで形成した場合、テーパ状の巻回構造の表面を滑らかに形成しやすいが、巻き数が多くなり作業性が悪い。従って、作業性および成形性を考慮して、例えば、押え部材は導体層上に金属テープを巻回した後、金属テープの厚さおよび金属テープの巻数に起因する段差の厚さよりも小さい径を有する金属線を巻回す2層構造に形成することが好ましい。
【0035】
押え部材で覆う箇所は、接続部構造において、超電導層のうち、超電導層とその外周層の相対的移動により座屈が生じやすい箇所とする。通常、接続部材の端部と外周層端部との間において露出している超電導層のみを押え部材で覆えば十分である。さらに、より広い範囲、例えば導体層のうち、接続スリーブの導体挿入孔に挿入される箇所も押え部材で覆ってもよい。その場合、接続スリーブと押え部材を半田付けするため、押え部材は金属テープを用いることが好適である。その他、押え部材が絶縁層の端部あるいは接続スリーブの少なくとも端部、またはその両方の表面にまで延長して形成しても良い。
【0036】
接続部材により超電導層の接続を行った後、接続スリーブ、押え部材および絶縁層の端部を覆うように補強絶縁層の形成を行う。補強絶縁層は、接続部材の周辺、例えば一方のケーブルの絶縁層端部付近から他方のケーブルの絶縁層端部付近にかけてまでに絶縁紙を巻回することにより形成すればよい。補強絶縁層の形成により、接続部材周辺の絶縁を十分に確保する。その際、補強絶縁層と接続スリーブとの間に、各構成材料の熱収縮量の違いに起因する相対的なずれが生じることで導体層の露出部分が拡大し、露出した導体層が座屈をおこす可能性がある。
【0037】
そこで、導体層と絶縁層との間、および導体層と補強絶縁層との間の相対的なずれによる座屈を抑制する目的で、外周層の端部の下に押え部材を延長して形成しても良い。具体的には、絶縁層のみを具える超電導ケーブルにおいて、押え部材の形成工程および押え部材の形成後の絶縁層の構造に起因する電気ストレスが許容範囲であれば、絶縁層の下部に押え部材を一部延長して形成する。絶縁層が巻回構造である場合、押え部材の形成工程および押え部材の形成後の絶縁層の構造に起因する電気ストレスが許容範囲であれば、絶縁層の一部を巻戻して押え部材を延長して形成する。絶縁層の下部に内部半導体層を具える超電導ケーブルにおいては、内部半導体層の下部に押え部材を形成する。より具体的には、内部半導体層が巻回構造である場合は、内部半導体層を一部巻戻して、押え部材を延長して形成する。さらに、超電導ケーブルが、内部半導体層を具え、且つ絶縁層および内部半導体層が巻回構造である場合、押え部材の形成工程および押え部材の形成後の絶縁層の構造に起因する電気ストレスが許容範囲であれば、内部半導体層と併せて絶縁層も一部巻戻して、押え部材を延長して形成しても良い。
【0038】
本発明接続部は、単心ケーブルの接続はもちろん、多心ケーブルにおける各心の接続のいずれにも適用できる。特に、単心ケーブルへの適用が好適である。通常、多心ケーブル、例えば三心ケーブルなどでは、各心のコアを緩やかに撚り合わせておき、冷却時の収縮によりコア自体が挙動するように構成されている。そのため、超電導層とその外周層との相対的な移動による超電導層の座屈という問題は、単心ケーブルの方が生じやすい。その他、AC超電導ケーブル、DC超電導ケーブルのいずれの接続部であっても本発明を適用することができる。
【0039】
また、本発明構造は、中間接続部のみならず、終端接続部においても、接続部材の端部と外周層の端部との間に間隔が形成されて、その間隔に超電導層が位置する構成であれば適用可能である。
【発明の効果】
【0040】
本発明超電導ケーブルの接続構造によれば、次の効果を奏することができる。
【0041】
(1)押え部材により超電導層を押えることで、超電導層の外側に位置する外周層(例えば絶縁層)と超電導層との相対的移動が生じても、超電導層が径方向に挙動するスペースを小さくすることができる。そのため、超電導層が内周層から浮き上がったり、内周層の上でしわが寄ったりすることを抑制し、超電導層の座屈を防止することができる。
【発明を実施するための最良の形態】
【0042】
以下、本発明の実施の形態を説明する。ここでは、超電導ケーブルの中間接続部を例として説明する。まず、本発明接続構造の説明に先立って、接続対象の超電導ケーブルの構成を説明する。
【0043】
<超電導ケーブルの構成>
本発明接続構造に用いる超電導ケーブルの一例として、交流用単心超電導ケーブルを作製した。その断面図を図1に、同ケーブルを構成するコアの断面図を図2に示す。
【0044】
このケーブル100は、図1に示すように、1心のコア110と、このコア110を収納する断熱管120とを有する。
【0045】
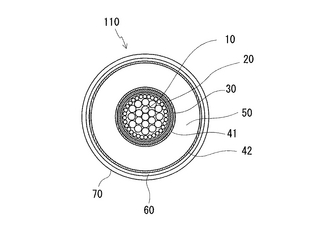
コア110は、図2に示すように、中心から順に、フォーマ10、クッション層20、導体層30、内部半導電層41、絶縁層50、外部半導電層42、シールド層60、保護層70を有している。これらの各層のうち、導体層30とシールド層60には超電導線材が用いられる。このコア110を構成する超電導線材は、断熱管内とコアの間の空間に冷媒(例えば液体窒素)を流通させて、超電導状態に保持される。
【0046】
フォーマ10には、複数の銅素線を撚り合わせたものを用いた。撚り線構造のフォーマとすることで、交流損失の低減と過電流での温度上昇抑制を同時に実現できる。また、本例では、中心側の素線よりも外周側の素線を細くし、フォーマ10の外周面に現れるより溝による凹凸を極力小さくしている。
【0047】
このフォーマ10上にクッション層20を設けている。クッション層20は、カーボン紙をフォーマ10上にらせん状に巻きつけることで形成した。このクッション層20により、フォーマ10表面を平滑化することができ、フォーマ10と導体層30の直接接触による損傷を軽減することができる。
【0048】
導体層30には、厚さ0.24mm、幅3.8mmのBi2223系Ag-Mnシーステープ線材を用いた。このテープ線材をクッション層20の上に多層に巻回して導体層30を構成する。この導体層30は、各層で超電導線材の撚りピッチが異なっている。加えて、各層ごと又は複数層ごとに巻き方向を変えることで、各層に流れる電流の均流化を図ることができる。
【0049】
導体層30の外周には、内側から順に、内部半導電層41、絶縁層50、外部半導電層42が形成されている。内部・外部半導電層41,42は、導体層30と絶縁層50との界面または絶縁層50とシールド層60との界面に微小な空隙が生じることを抑制し、その空隙での部分放電を防止する。これらの半導電層41,42は、カーボン紙を用いることができる。また、絶縁層50は、例えばクラフト紙とポリプロピレンなどの樹脂フィルムとをラミネートした半合成紙(住友電気工業株式会社製PPLP:登録商標)を用い、内部半導電層41の外周に巻回して構成することができる。
【0050】
上記の外部半導電層42の上にシールド層60を設ける。シールド層60は、導体層30に用いたものと同様の超電導線材を巻回して形成される。このシールド層60には、導体層30とほぼ同じ大きさで逆方向の電流が誘導されることで導体層30から生じる磁場を実質的に相殺し、外部への磁場の漏洩を防止することができる。
【0051】
そして、シールド層60の上に、クラフト紙を巻き付けて保護層70を形成している。この保護層70は、シールド層60を機械的に保護すると共に、断熱管との間を絶縁させるものである。
【0052】
一方、断熱管120は、図1に示すように、コルゲート内管121とコルゲート外管122とを有するステンレス製の二重管構造である。通常、コルゲート内管121とコルゲート外管122との間は空間が形成され、その空間は真空引きされている。真空引きされる空間内には、断熱材(図示せず)となるスーパーインシュレーションが配置され、輻射熱の反射が行なわれる。また、コルゲート外管122の外側には、防食層130が形成されている。
【0053】
<接続構造>
(実施の形態1)
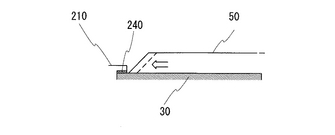
上記の超電導ケーブルを用いた接続構造を図3に示す。この接続構造は、突き合せた状態に配される一対の超電導ケーブル100と、両ケーブル100を接続する接続スリーブ210と、接続スリーブ210の端部と絶縁層50の端部との間に露出する導体層30を覆う押え部材220と、接続スリーブ周辺を覆う補強絶縁層230とを有する。
【0054】
この接続部を形成する場合、まず上記ケーブルの端部を段剥ぎしてフォーマ10、導体層30、絶縁層50(ここでは内外半導電層41,42も含む)、シールド層60(図示せず)を段階的に露出する。
【0055】
露出されたフォーマ10と導体層30を接続スリーブ210にて接続する。接続スリーブ210は、中間部にフォーマ挿入孔211を、両端部にフォーマ挿入孔211よりも内径の大きい導体挿入孔212を有する金属筒である。フォーマ10は接続スリーブ210の両端開口からフォーマ挿入孔211にまで挿入される。その際、導体層30は導体挿入孔212に隙間を持って挿入されるが、フォーマ挿入孔211には挿入されない。また、接続スリーブ210の端部と絶縁層50の端部とは間隔Sが開けられ、その間隔Sにおいて導体層30が露出した状態となっている。
【0056】
その状態でフォーマ挿入孔211に対応する接続スリーブ210の外周位置を圧縮し、フォーマ10と接続スリーブ210とを圧縮接続する。続いて、導体層30と接続スリーブ210とを接続する。この接続は、導体層30と導体挿入孔212の間に形成された隙間に半田240を流し込んで硬化させることにより行う。圧縮ではなく、半田付けにより導体層30と接続スリーブ210の接続を行うことで、導体層30を構成する超電導線材の機械的損傷を防止する。
【0057】
次に、接続スリーブ210の端部と絶縁層50の端部との間に露出する導体層30を押え部材220で覆う。例えば、ベース樹脂であるエポキシ樹脂とガラス短繊維の混合材料を、ベース樹脂が溶融した状態にしておき、その混合材料を露出した導体層30の外周に塗布して硬化させて押え部材220とすることが挙げられる。その他、ガラス繊維テープを、露出する導体層30に巻き付け、その上に溶融したベース樹脂の塗布と硬化を行って同様に押え部材220を形成してもよい。テープ材の巻き付けによりFRPの押え部材220を形成すれば、導体層30を内周側により確実に押え付けることができる。また、上記いずれの場合も、露出した導体層30の全周を押え部材220で覆うことが挙げられる。
【0058】
さらに、図示していないが、両ケーブルのシールド層60を編組材を介して接続する。そして、接続スリーブ210の周辺、つまり一方のケーブルの絶縁層端部付近から他方のケーブルの絶縁層端部付近にかけて絶縁紙を巻き付け、補強絶縁層230を形成する。この補強絶縁層230は、接続スリーブ210上はもちろん押え部材220の上も覆い接続構造における十分な絶縁を確保できるようにする。
【0059】
このように、接続スリーブ210の端部と絶縁層50の端部の間に位置する導体層30は、押え部材220により押え付けられているため、冷却時の収縮など、熱伸縮がケーブルに発生した場合でも導体層30と絶縁層50の相対的移動により、導体層30が座屈することを抑制できる。
【0060】
(実施の形態2)
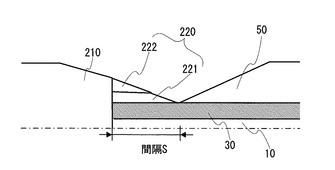
次に、テーパ状に形成した押え部材を用いた本発明実施形態を図7に基づいて説明する。図7は、実施の形態2における接続構造を示す部分模式断面図である。ここでは、主として実施の形態1との相違点を説明し、残りの構成については実施の形態1と共通するため、その説明は省略する。
【0061】
本例の押え部材220は、導体層30の上に金属テープ巻回層221を形成し、さらにその上に金属線巻回層222を形成した2層構造となっており、接続スリーブ210の端面から離れるに従って低くなる(外径が小さくなる)テーパ状に成形されている。
【0062】
金属テープ巻回層221は、金属テープを導体層30上に巻き付けることで形成する。ここでは金属テープとして銀メッキ銅テープを用いた。この金属テープ巻回層は、より具体的には、接続スリーブ210側がほぼ一定の外径となる円筒部と、接続スリーブ210から離れた側が導体層30に向かって径が小さくなるテーパ部とから構成されている。円筒部とテーパ部は一体に連続して成形される。代表的には、金属テープを重ね巻きして、巻回の折り返し位置を順次ずらすことで押え部材220を形成する。例えば、接続スリーブ210側から金属テープを重ね巻きして第1層を形成し、絶縁層50の端部に隣接する箇所で折り返して第2層を形成する。同様に第3層から第4層に折り返す際、折り返し位置を接続スリーブ210側にずらして巻回を行う。順次、同様に外周側へ金属テープの巻回を繰り返すことで、外周面の一部がほぼ円錐面となる金属テープ巻回層221を構成する。この金属テープ巻回層221は、接続スリーブ210の端面と絶縁層50の端部との間に形成される間隔の全体を覆うように形成する。
【0063】
一方、金属テープ巻回層221における円筒部の上には金属線巻回層222が形成されている。この金属線巻回層222は円筒部の上に細径の金属線を巻き付けることで構成している。ここでは、金属線として銀メッキ銅線を用いた。この金属線の巻き付け時、金属テープのテーパ部の成形と同様に、接続スリーブ210側の径方向への巻き付け量を多くし、接続スリーブ210から離れた側の径方向への巻き付け量を順次少なくして、金属線巻回層221の外周面がほぼ円錐面となるように金属線巻回層222を構成する。この金属線巻回層222の外周面は、金属テープ巻回層221におけるテーパ部の外周面と連続した傾斜を持っており、押え部材220全体として見た場合、連続する円錐面からなる外周面に構成されている。
【0064】
これら金属テープ巻回層221および金属線巻回層222は、半田により固定される。ここでは、半田溶融時の熱で絶縁層が劣化する可能性を低減するために低融点半田を用いた。なお、各巻回層を固定する半田をより融点が高い半田(融点190℃)としても、200℃程度に加熱した半田ゴテ等で加熱する場合には、半田の熱容量が小さくまた、加熱時間が一時的であるために絶縁層50の劣化は起こらないことが検証済みである。下層に位置する金属テープ巻回層221を半田で固定し、次に上層に位置する金属線巻回層222を半田で固定する。この半田での固定により、金属テープ巻回層221、金属線巻回層222の双方をばらけないようにすることができる。
【0065】
本例の押え部材220によれば、金属テープおよび金属線の巻き付けにより、効果的に導体層30を押えることができる。また、押え部材220がテーパ状に構成されているため実質的に角部がなく、押え部材220周辺における電界集中を緩和することができる。その他、金属テープと金属線を複合して用いることで、押え部材220の全てを金属線だけで構成する場合に比べて、巻き付け作業時間の短縮化を図ることができる。特に、金属線巻回層222は、細径の金属線を用いることで円滑なテーパ面からなる外周面を容易に形成することができる。
【0066】
(実施の形態3)
テーパ状に形成した押え部材を用いた本発明の別の実施形態を図8に基づいて説明する。図8は、実施の形態3における接続構造を示す部分模式断面図である。ここでは、主として実施の形態1〜2との相違点を説明し、残りの部分については実施の形態1〜2と共通するため、その説明は省略する。
【0067】
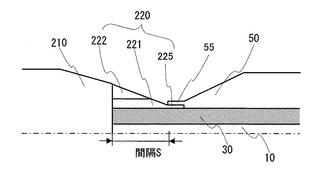
本例の絶縁層50および押え部材220の各先端部はペンシリング形成し、それぞれ絶縁層先端部55および押え部材先端部225を形成した。ここで、ペンシリング形成とは、各部材の端部を外周面が円錐形の先細り状に形成し、且つ、先細り状端部において、その端部の外周面を、10層程度の巻回構造を有する円筒形に形成することを意味する。
【0068】
本例の押え部材220は、導体層30の上に金属テープ巻回層221を形成し、さらにその上に金属線巻回層222を形成した2層構造となっており、接続スリーブ210の端面から絶縁層50に向かってペンシリング形成される押え部材先端部225が、ペンシリング形成された絶縁層先端部55の下部に一部延長して形成されている。絶縁層先端部55は、例えば、10層の巻回構造である。延長して形成される押え部材220の押え部材先端部225は、ほぼ一定の外径の円筒形に形成されている。
【0069】
絶縁層50は、絶縁テープ(代表的には、PPLP(住友電気工業株式会社の登録商標))の巻回しにより構成される。絶縁層50のペンシリング形成された絶縁層先端部55を手作業によって一部巻戻す。押え部材先端部225は、超電導ケーブルの接続時に露出される導体層30の幅よりも絶縁層先端部55側に一部延長して形成する。絶縁層先端部55は、押え部材先端部225を含む押え部材220を形成した後、巻戻しておいた絶縁テープを押え部材先端部225に重なるように巻きなおして形成する。また、巻きなおした絶縁層先端部55もほぼ一定の外径の円筒状に形成する。
【0070】
本例の押え部材220の押え部材先端部225を絶縁層先端部55の下部に一部延長して形成することにより、押え部材220の幅を超電導ケーブル接続時に露出される導体層30の間隔Sよりも多くとることができる。このような構成となすことにより、接続部形成後の熱伸縮によって導体層30と絶縁層50との相対的なずれが生じ、当初の間隔Sが広がることがあっても導体層30の露出の可能性を抑制することができる。従って、ケーブルの熱伸縮による導体層30と絶縁層50との相対的ずれに起因する導体層30の座屈の可能性を低減することができる。また、押え部材220の固定をより強固にすることができる。
【0071】
(実施の形態4)
テーパ状に形成した押え部材を用いた本発明の別の実施形態を図9に基づいて説明する。図9は、実施の形態4における接続構造の部分摸式断面図である。ここでは、主として実施の形態1〜3との相違点を説明し、残りの部分については実施の形態1〜3と共通するため、その説明は省略する。
【0072】
本例の押え部材220は、導体層30の上に金属テープ巻回層221を形成し、さらにその上に金属線巻回層222を形成した2層構造となっており、接続スリーブ210の端面から離れるに従って低くなる(外径が小さくなる)テーパ状に形成されている。
【0073】
金属テープ巻回層221は、金属テープを導体層30上に巻き付けることで形成する。この金属テープ巻回層221は、より具体的には、接続スリーブ210から離れた側が導体層30に向かって径が小さくなるように複数の段差により階段状に構成されている。隣接する各段差は一体に構成されている。代表的には、金属テープを重ね巻きして、巻回の折り返し位置を順次ずらすことで金属テープ巻回層221を形成する。金属テープ巻回層221は、押え部材220をテーパ状に形成することを考慮に入れて、縦断面から見て絶縁層50に方向に下り階段状に形成する。また、金属テープ巻回層221のテーパ状巻回層表面を、各段差の一段当たりの金属テープ積層数を少なくすることで滑らかに形成することができる。
【0074】
金属線巻回層222は、金属テープ巻回層221の形成する階段状段差を埋め合わせるように巻回される。この金属線巻回層222は、接続スリーブ210の端面と絶縁層50の端部との間に形成される間隔Sの全体を覆うように形成する。押え部材220全体を見た場合、連続する円錐面からなる外周面に構成されている。
【0075】
本例の押え部材220によれば、金属テープ巻回層221により、テーパ状のおおよその形状を形成することによって、金属線巻回層222の巻数を大幅に減少させ、作業効率の向上を図ることができる。なお、押え部材220および絶縁層50を、実施の形態3に示すようにペンシリング形成して絶縁層50の下部に延長して形成しても良い。
【0076】
(実施の形態5)
テーパ状に形成した押え部材を用いた本発明の別の実施形態を図10に基づいて説明する。図10は、実施の形態5における接続構造を示す部分摸式断面図である。ここでは、主として実施の形態1〜3との相違点を説明し、残りの構成については実施の形態1〜3と共通するため、その説明は省略する。
【0077】
本例の押え部材220は、導体層30の上に金属テープ巻回層221を形成し、さらにその上に金属線巻回層222を形成した2層構造となっており、接続スリーブ210の端面から離れるに従って低くなる(外径が小さくなる)テーパ状に形成されている。
【0078】
金属テープ巻回層221は、金属テープを導体層30上に巻き付けることで形成する。より具体的には、金属テープを径方向にずれがない状態で積層して、ほぼ一定の外径となる円筒形に形成する。
【0079】
一方、金属線巻回層222は、円筒形の金属テープ巻回層221を覆うように形成されている。この金属線の巻き付け時、金属線を金属テープ巻回層221の円筒部の上に、接続スリーブ210側の径方向への巻き付け量を多くし、金属テープ巻回層221の角部方向への巻き付け量を順次少なくするように巻回する。次に、金属線を導体層30の上に、金属テープ巻回層221の角部側の径方向への巻き付け量を多くし、絶縁層50側の径方向への巻き付け量を順次少なくするように巻回する。金属線巻回層222の外周面は、滑らかなテーパ状を形成する。なお、金属線巻回層222は、接続スリーブ210側から絶縁層50に向かって、金属テープ巻回層221の上部と側部を別々に形成しても良いし、連続的に形成しても良い。押え部材220全体を見た場合、連続する円錐面からなる外周面に構成されている。
【0080】
本発明の押え部材220によれば、金属テープ巻回層221を円筒形に形成することにより、金属テープの巻回しを容易する。また、金属テープの巻数の少ないテーパ状端部が形成されないことから、金属テープ巻回層221のばらけが生じにくい。なお、押え部材220および絶縁層50をペンシリング形成して、実施の形態3に示すようにペンシリング形成して絶縁層50の下部に一部延長して形成しても良い。
【産業上の利用可能性】
【0081】
本発明は、電力輸送手段などに用いる超電導ケーブルの接続構造として有効利用することができる。その際、超電導ケーブルは単心・多心のいずれであってもよいし、AC・DCのいずれであってもよい。
【図面の簡単な説明】
【0082】
【図1】本発明接続構造に用いる超電導ケーブルの横断面図である。
【図2】図1の超電導ケーブルのコアの断面図である。
【図3】本発明接続構造の部分模式断面図である。
【図4】超電導ケーブルの横断面図である。
【図5】従来の超電導ケーブルの接続構造を示す模式部分断面図である。
【図6】導体層と絶縁層との相対的移動を示す説明図である。
【図7】本発明の実施の形態2の部分模式断面図である。
【図8】本発明の実施の形態3の部分模式断面図である。
【図9】本発明の実施の形態4の部分模式断面図である。
【図10】本発明の実施の形態5の部分模式断面図である。
【符号の説明】
【0083】
100 超電導ケーブル
110 コア
10 フォーマ 30 導体層 50 絶縁層 60 シールド層 70 保護層
20 クッション層 41 内部半導電層 42 外部半導電層 55 絶縁層先端部
120 断熱管 121 コルゲート内管 122 コルゲート外管 130 防食層
210 接続スリーブ 211 フォーマ挿入孔 212 導体挿入孔
220 押え部材 221 金属テープ巻回層 222 金属線巻回層
225 押え部材先端部 230 補強絶縁層 240 半田
【技術分野】
【0001】
本発明は、超電導ケーブルの接続構造に関するものである。特に、超電導層とその外側に位置する外周層が長手方向に相対的にずれた際に生じやすい超電導層の座屈を抑制できる超電導ケーブルの接続構造に関するものである。
【背景技術】
【0002】
超電導ケーブルとして、図4に記載の単心超電導ケーブルが提案されている。図4は、この超電導ケーブルの断面図である。この超電導ケーブル100は、1本のケーブルコア110を断熱管120内に収納した構成である。
【0003】
ケーブルコア110は、中心から順にフォーマ10、導体層30、絶縁層50、シールド層60、保護層70を具えている。導体層30は、フォーマ10上に超電導線材を多層に螺旋状に巻回して構成される。通常、超電導線材には、酸化物超電導材料からなる複数本のフィラメントが銀シースなどのマトリクス中に配されたテープ状のものが用いられる。絶縁層50は半合成絶縁紙などの絶縁紙を巻回して構成される。シールド層60は、絶縁層50上に導体層30と同様の超電導線材を螺旋状に巻回して構成する。そして、保護層70には絶縁紙などが用いられる。
【0004】
一方、断熱管120は、内管121と外管122とからなる二重管の間に断熱材(図示せず)が配置され、かつ二重管内が真空引きされた構成である。断熱管120の外側には、防食層130が形成されている。そして、フォーマ10内や内管121とコア110の間に形成される空間に液体窒素などの冷媒を充填・循環し、絶縁層50に冷媒が含浸された状態で使用状態とされる。
【0005】
このような超電導ケーブルの中間接続部として、図5の技術が知られている(類似の技術として、例えば特許文献1)。この接続部では、まず、突き合わせて接続する各ケーブル端部において各層を段剥ぎして導体層30及びフォーマ10を段階的に露出させ、フォーマ10同士を接続スリーブ210に挿入して圧着する。この接続スリーブ210は、中間部にフォーマ挿入孔を、両端部にフォーマ挿入孔よりも内径の大きい導体挿入孔を有する金属筒である。フォーマ10の圧着接続はフォーマ挿入孔を圧縮することで行われ、段階的に露出されている導体層30はフォーマ挿入孔には入らず、導体挿入孔内に隙間を持って挿入される。導体層30を圧着接続しないのは、超電導線材を圧縮すると超電導特性が低下するためである。そのため、導体層30と接続スリーブ210とは、導体挿入孔と導体層30との隙間に半田240を流し込んで接続する。接続スリーブ210中に半田240を流し込む場合、半田240が過不足なく導体層30にいきわたるように接続スリーブ全体を加熱する必要がある。
【0006】
また、この半田付け作業を行う必要上、接続スリーブ210の端部と絶縁層50の端部の間には、通常、間隔Sを設けておく。超電導ケーブルの絶縁層50には、例えばポリプロピレンと絶縁紙をラミネートした半合成紙が用いられる。上記の間隔Sがなければ、絶縁層50の端部が半田240と接触あるいは近接し、半田240を含む接続スリーブ210の全熱量が大きいために、半田240の融解熱によりポリプロピレンが溶けるなどして、絶縁性能を劣化させるおそれがある。
【0007】
そして、接続スリーブ210によるフォーマ10・導体層30の接続を終えたら、接続スリーブ210の外周付近、つまり一方のケーブルの絶縁層端部付近から他方のケーブルの絶縁層端部付近までの範囲にかけて半合成紙などの絶縁テープを巻き付け、補強絶縁層230を形成する。
【0008】
【特許文献1】特開平11-121059号公報(図9)
【発明の開示】
【発明が解決しようとする課題】
【0009】
しかし、上記の接続構造では、ケーブルの熱伸縮により超電導線材が座屈する場合がある。
【0010】
超電導ケーブルは超電導線材が冷媒で冷却された際に熱収縮し、常温に戻す際に伸びが生じる。その際、ケーブルを構成する各層は、構成材料が異なって径方向に不連続に構成されていることから、各構成材料の熱収縮量の違いにより、各層の間で長手方向への相対的な移動が生じることがある。例えば、超電導ケーブルを冷却すると、螺旋状に巻回されて導体層を構成する超電導線材は収縮して引っ張り応力が作用し、撚りが締まる方向、つまり径が小さくなる方向に移動する。逆に、超電導ケーブルが常温に戻される場合は、超電導線材の撚りが緩む方向に移動する。一方、導体層の外側に形成される絶縁層は、超電導線材に比べて温度変化による伸縮度合いが小さい。そのため、超電導ケーブルに対して極低温への冷却と常温への復帰が繰り返されるうちに、徐々に導体層と絶縁層との間に長手方向への相対的移動が生じてしまう。また、導体層は補強絶縁層により内周側に押さえつけられているが、絶縁層と同様の理由により導体層と一体となって移動しない。従って、補強絶縁層は、相対的移動を抑制する働きに欠ける。
【0011】
特に、超電導ケーブルの接続部では、図6において、絶縁層50の端部が接続スリーブ210側に接近するような移動(破線から実線への移動)や、その逆方向への移動が生じることがある。その過程で、接続スリーブ210の端部と絶縁層50の端部との間に設けられた間隔S(図5参照)が狭まったり広がったりすることを繰り返し、超電導層と絶縁層との間に空間が形成されたり、超電導線材にしわがよるなどして、間隔Sに位置する超電導線材が座屈してしまうことがある。その結果、超電導線材の電気的・機械的特性が低下したり、最悪の場合は超電導線材が破断にいたることが予想される。
【0012】
本発明は上記の事情に鑑みてなされたもので、その主目的は、超電導層とその外側に位置する外周層が長手方向に相対的にずれた際に生じやすい超電導層の座屈を抑制できる超電導ケーブルの接続構造を提供することにある。
【課題を解決するための手段】
【0013】
本発明は、接続部において、接続スリーブなどの接続部材とケーブルコアの絶縁層などの外周層との間における超電導層を覆うことで超電導層を押え、その座屈を抑制することで上記の目的を達成する。
【0014】
本発明は、超電導層とその外周層とを有する超電導ケーブルの端部に形成される超電導ケーブルの接続構造である。そして、超電導層に接続される接続部材と、接続部材の端部と外周層の端部との間において、超電導層を覆うことで超電導層と外周層との相対的移動により超電導層が座屈することを防止する押え部材とを有することを特徴とする。
【0015】
導体層などの超電導層と、絶縁層などの外周層を有する超電導ケーブルで接続部を形成する際、超電導層と外周層の各端部には間隔があけられているが、熱収縮などにより、超電導層と外周層の相対的移動が生じた場合、上記の間隔が狭められたり拡げられたりして超電導層の座屈を生じることは既に述べた通りである。本発明接続構造では、この間隔が開けられた箇所に位置する超電導層を押え部材で覆うことにより、超電導層と外周層との相対的移動が生じても、押え部材により超電導層は、その直下の内周層側に押し付けられた状態を形成する。そのため、超電導層が径方向に挙動するスペースが小さく、超電導層が内周層から浮き上がったり、内周層の上でしわが寄ったりして、屈曲することを抑制できる。もちろん、間隔が開けられた箇所に位置する超電導層を押え部材で覆っていても、さらに熱伸縮が加わることで超電導層が押え部材に覆われずに露出した箇所が形成される場合があり得る。その場合でも、全く押え部材がない場合に比べれば、超電導層が露出される範囲を極力小さくすることができ、超電導層の座屈防止に効果的である。
【0016】
以下、本発明の接続構造をより詳しく説明する。
【0017】
まず、本発明構造により接続される超電導ケーブルの構成から説明する。
本発明接続構造に用いる超電導ケーブルは、代表的には、超電導層、絶縁層、断熱管を有することを基本構成とする。その他、通常は、フォーマ、シールド層、保護層も設けられる。本発明において、超電導層は、超電導線材を用いて構成された層のことで、代表的には導体層のことである。さらに、シールド層も超電導線材で構成した場合は、シールド層も超電導層に含まれる。
【0018】
上記のケーブルにおいて、フォーマは、導体層を所定形状に保形するもので、パイプ状のものや撚り線構造のものが利用できる。材質には、銅やアルミニウムなどの非磁性の金属材料が好適である。フォーマをパイプ状のものとした場合、フォーマ内を冷媒の流路とできる。
【0019】
導体層は、例えば、超電導材料からなる線材をフォーマ上に螺旋状に巻回することで形成する。超電導線材の具体例としては、Bi2223系酸化物超電導材料からなる複数本のフィラメントが銀シースなどのマトリクス中に配されたテープ状のものが挙げられる。超電導線材の巻回は単層でも多層でもよい。多層とする場合、層間絶縁層を設けてもよい。層間絶縁層は、クラフト紙などの絶縁紙やPPLP(住友電気工業株式会社製、登録商標)などの半合成絶縁紙を巻回して設けることが挙げられる。
【0020】
絶縁層は、ポリプロピレンとクラフト紙をラミネートしたPPLP(住友電気工業株式会社の登録商標)などの半合成紙やクラフト紙などの絶縁紙を巻回して形成することが好ましい。また、絶縁層の内外周の少なくとも一方、つまり導体層と絶縁層との間や、絶縁層とシールド層との間に半導電層を形成しても良い。前者の内部半導電層、後者の外部半導電層を形成することで、導体層と絶縁層の間あるいは絶縁層とシールド層の間での密着性を高め、部分放電の発生などに伴う劣化を抑制する。
【0021】
また、絶縁層の外側には、シールド層を設けることが好ましい。シールド層を設けることで、導体層を流れる交流の磁場が外部に漏洩するのを抑制することができる。シールド層は導電材料で構成すればよく、導体層と同様の超電導線材を絶縁層の外側に巻回して構成することが好適である。
【0022】
そして、シールド層の外側には保護層を設けることが好ましい。保護層は、シールド層を覆うことで、主としてシールド層の機械的保護を図る。例えば、クラフト紙などの絶縁紙をシールド層の上に巻回して保護層を形成すれば良い。
【0023】
その他、フォーマと導体層との間にクッション層を介在してもよい。クッション層は、フォーマと超電導線材間における金属同士の直接接触を回避し、超電導線材の損傷を防止する。特に、フォーマを撚り線構造とした場合、クッション層はフォーマ表面をより平滑な面にする機能も有する。クッション層の具体的材質としては、絶縁紙やカーボン紙が好適に利用できる。
【0024】
一方、断熱管は、例えば、外管と内管とからなる二重管の間に断熱材を配置し、内管と外管間を真空引きする構成が挙げられる。内管内には、少なくとも導体層が収納されると共に、超電導層を冷却する液体窒素などの冷媒が充填される。
【0025】
次に、上記のような超電導ケーブルを接続する接続構造を説明する。
本発明接続構造は、接続部材を介して超電導層を接続する接続構造である。代表的には、段剥ぎして露出された導体層を、接続部材を介して接続し、その接続部材の周辺を補強絶縁層で覆う構成が挙げられる。
【0026】
接続部材の一例としては、接続スリーブが用いられる。より特定的には、中間部にフォーマ挿入孔を、両端部にフォーマ挿入孔よりも内径の大きい導体挿入孔を有する金属筒を接続スリーブとし、その接続スリーブを利用してフォーマと導体層の接続を行う。この接続スリーブを用いて、フォーマ挿入孔にはフォーマを突き合せた状態に挿入して圧縮接続する。一方、導体層はフォーマ挿入孔には挿入せず、導体挿入孔に挿入して半田にて接続すればよい。シールド層の接続を行う場合、接続部材としては、編組材が好適に利用できる。
【0027】
接続部を形成する際、超電導ケーブルの端部を段剥ぎすることにより、導体層が挿入された接続スリーブの端部と絶縁層の端部との間には間隔が形成され、その間隔において導体層が露出した状態となっている。あるいは、シールド層が接続された編組材の端部と保護層の端部との間には間隔が形成され、その間隔においてシールド層が露出した状態となっている。そこで、この露出箇所を押え部材で覆う。
【0028】
押え部材には、樹脂や金属線やテープ材が好適に利用できる。例えば、上記の露出箇所にFRP(Fiber Reinforced Plastics)を配して硬化させることや、露出箇所に半導電性テープ材を巻回することや、金属線またはテープ材、あるいは金属線およびテープ材の両方を巻回することが挙げられる。FRPはベース樹脂に繊維材を混合した各種材料が利用できる。
【0029】
ベース樹脂には、エポキシ樹脂やポリエステル樹脂が挙げられる。特に、押え部材を形成する際に絶縁層を損傷させないために、絶縁層の形成材料(例えばポリプロピレン)の融点よりも低い硬化温度を有する熱硬化性樹脂が好適である。繊維材には、カーボンファイバ、ガラスファイバなどが好適である。
【0030】
半導電性テープ材には、例えばカーボンロール紙やクレープカーボンロール紙などが挙げられる。
【0031】
金属線には銅線、アルミ線などが利用できる。テープ材には樹脂テープや金属テープが利用できる。金属線あるいは金属テープを利用する場合、露出箇所を金属線あるいは金属テープで巻回した後、露出した導体層に半田で固定することにより導体層の座屈を効果的に抑制することができる。半田は、熱伝導による絶縁層の劣化を低減するために低融点半田を使用することが好ましい。例えば、絶縁層にPPLP(住友電気工業株式会社の登録商標)を使用する場合、PPLPを構成するポリプロピレンの融点(165℃〜176℃)よりも低い融点を有する低融点半田(代表的には、融点が約79℃、化学成分が、Sn:17.0質量%、In:26.0質量%、Bi:57.0質量%である低融点半田)を用いて押え部材を導体層に固定する。金属テープの場合、銀テープ、銅テープ、アルミテープ、ステンレステープなどが好ましい。銀テープは、半田との接着性が良く、また可撓性に優れている。半田との接着性が低いテープは、半田との接着性を高めるために、例えば銀メッキまたは錫メッキを施すことが好ましい。テープ材は、巻回した箇所を締め付けることができるため、超電導層を内周側に押え付けることができ、その座屈を効果的に抑制できる。押え部材に金属線あるいは金属テープを用いた場合、押え部材と超電導層との間にクッション層を介在させることが好ましい。クッション層の介在により、金属同士の接触を回避し、超電導線材の損傷を抑制する。
【0032】
押え部材を金属線または金属テープで形成する場合、金属テープ巻回構造としても良いし、金属線巻回構造としても良い。また、金属テープ巻回構造および金属線巻回構造の2層構造としても良い。
【0033】
接続部を形成する際、接続スリーブと同スリーブから突出した導体層との間に段差(例えば、直角の角部を有する段差)が形成される恐れがある。この段差部分において電界の集中が起こり、それに伴って段差部分の絶縁が破壊され、絶縁の弱点となる可能性がある。この段差部分の電界集中を緩和すべく押え部材はスリーブから外周層に向かって先細りの形状(テーパ状)に形成することが好ましい。テーパ状に形成した巻回構造の表面は滑らかであることが好ましい。また、同様に電界集中の緩和のために絶縁層の端部は接続部材(スリーブ)側が先細りのテーパ状に形成することが好ましい。
【0034】
押え部材を金属テープあるいは金属線のみで形成してもよいが、金属テープのみで形成した場合、金属テープの厚さおよび金属テープの巻回しによって、テーパ状の巻回構造の表面は階段状となり、巻回構造の表面を滑らかに形成することが難しい。また、金属線のみで形成した場合、テーパ状の巻回構造の表面を滑らかに形成しやすいが、巻き数が多くなり作業性が悪い。従って、作業性および成形性を考慮して、例えば、押え部材は導体層上に金属テープを巻回した後、金属テープの厚さおよび金属テープの巻数に起因する段差の厚さよりも小さい径を有する金属線を巻回す2層構造に形成することが好ましい。
【0035】
押え部材で覆う箇所は、接続部構造において、超電導層のうち、超電導層とその外周層の相対的移動により座屈が生じやすい箇所とする。通常、接続部材の端部と外周層端部との間において露出している超電導層のみを押え部材で覆えば十分である。さらに、より広い範囲、例えば導体層のうち、接続スリーブの導体挿入孔に挿入される箇所も押え部材で覆ってもよい。その場合、接続スリーブと押え部材を半田付けするため、押え部材は金属テープを用いることが好適である。その他、押え部材が絶縁層の端部あるいは接続スリーブの少なくとも端部、またはその両方の表面にまで延長して形成しても良い。
【0036】
接続部材により超電導層の接続を行った後、接続スリーブ、押え部材および絶縁層の端部を覆うように補強絶縁層の形成を行う。補強絶縁層は、接続部材の周辺、例えば一方のケーブルの絶縁層端部付近から他方のケーブルの絶縁層端部付近にかけてまでに絶縁紙を巻回することにより形成すればよい。補強絶縁層の形成により、接続部材周辺の絶縁を十分に確保する。その際、補強絶縁層と接続スリーブとの間に、各構成材料の熱収縮量の違いに起因する相対的なずれが生じることで導体層の露出部分が拡大し、露出した導体層が座屈をおこす可能性がある。
【0037】
そこで、導体層と絶縁層との間、および導体層と補強絶縁層との間の相対的なずれによる座屈を抑制する目的で、外周層の端部の下に押え部材を延長して形成しても良い。具体的には、絶縁層のみを具える超電導ケーブルにおいて、押え部材の形成工程および押え部材の形成後の絶縁層の構造に起因する電気ストレスが許容範囲であれば、絶縁層の下部に押え部材を一部延長して形成する。絶縁層が巻回構造である場合、押え部材の形成工程および押え部材の形成後の絶縁層の構造に起因する電気ストレスが許容範囲であれば、絶縁層の一部を巻戻して押え部材を延長して形成する。絶縁層の下部に内部半導体層を具える超電導ケーブルにおいては、内部半導体層の下部に押え部材を形成する。より具体的には、内部半導体層が巻回構造である場合は、内部半導体層を一部巻戻して、押え部材を延長して形成する。さらに、超電導ケーブルが、内部半導体層を具え、且つ絶縁層および内部半導体層が巻回構造である場合、押え部材の形成工程および押え部材の形成後の絶縁層の構造に起因する電気ストレスが許容範囲であれば、内部半導体層と併せて絶縁層も一部巻戻して、押え部材を延長して形成しても良い。
【0038】
本発明接続部は、単心ケーブルの接続はもちろん、多心ケーブルにおける各心の接続のいずれにも適用できる。特に、単心ケーブルへの適用が好適である。通常、多心ケーブル、例えば三心ケーブルなどでは、各心のコアを緩やかに撚り合わせておき、冷却時の収縮によりコア自体が挙動するように構成されている。そのため、超電導層とその外周層との相対的な移動による超電導層の座屈という問題は、単心ケーブルの方が生じやすい。その他、AC超電導ケーブル、DC超電導ケーブルのいずれの接続部であっても本発明を適用することができる。
【0039】
また、本発明構造は、中間接続部のみならず、終端接続部においても、接続部材の端部と外周層の端部との間に間隔が形成されて、その間隔に超電導層が位置する構成であれば適用可能である。
【発明の効果】
【0040】
本発明超電導ケーブルの接続構造によれば、次の効果を奏することができる。
【0041】
(1)押え部材により超電導層を押えることで、超電導層の外側に位置する外周層(例えば絶縁層)と超電導層との相対的移動が生じても、超電導層が径方向に挙動するスペースを小さくすることができる。そのため、超電導層が内周層から浮き上がったり、内周層の上でしわが寄ったりすることを抑制し、超電導層の座屈を防止することができる。
【発明を実施するための最良の形態】
【0042】
以下、本発明の実施の形態を説明する。ここでは、超電導ケーブルの中間接続部を例として説明する。まず、本発明接続構造の説明に先立って、接続対象の超電導ケーブルの構成を説明する。
【0043】
<超電導ケーブルの構成>
本発明接続構造に用いる超電導ケーブルの一例として、交流用単心超電導ケーブルを作製した。その断面図を図1に、同ケーブルを構成するコアの断面図を図2に示す。
【0044】
このケーブル100は、図1に示すように、1心のコア110と、このコア110を収納する断熱管120とを有する。
【0045】
コア110は、図2に示すように、中心から順に、フォーマ10、クッション層20、導体層30、内部半導電層41、絶縁層50、外部半導電層42、シールド層60、保護層70を有している。これらの各層のうち、導体層30とシールド層60には超電導線材が用いられる。このコア110を構成する超電導線材は、断熱管内とコアの間の空間に冷媒(例えば液体窒素)を流通させて、超電導状態に保持される。
【0046】
フォーマ10には、複数の銅素線を撚り合わせたものを用いた。撚り線構造のフォーマとすることで、交流損失の低減と過電流での温度上昇抑制を同時に実現できる。また、本例では、中心側の素線よりも外周側の素線を細くし、フォーマ10の外周面に現れるより溝による凹凸を極力小さくしている。
【0047】
このフォーマ10上にクッション層20を設けている。クッション層20は、カーボン紙をフォーマ10上にらせん状に巻きつけることで形成した。このクッション層20により、フォーマ10表面を平滑化することができ、フォーマ10と導体層30の直接接触による損傷を軽減することができる。
【0048】
導体層30には、厚さ0.24mm、幅3.8mmのBi2223系Ag-Mnシーステープ線材を用いた。このテープ線材をクッション層20の上に多層に巻回して導体層30を構成する。この導体層30は、各層で超電導線材の撚りピッチが異なっている。加えて、各層ごと又は複数層ごとに巻き方向を変えることで、各層に流れる電流の均流化を図ることができる。
【0049】
導体層30の外周には、内側から順に、内部半導電層41、絶縁層50、外部半導電層42が形成されている。内部・外部半導電層41,42は、導体層30と絶縁層50との界面または絶縁層50とシールド層60との界面に微小な空隙が生じることを抑制し、その空隙での部分放電を防止する。これらの半導電層41,42は、カーボン紙を用いることができる。また、絶縁層50は、例えばクラフト紙とポリプロピレンなどの樹脂フィルムとをラミネートした半合成紙(住友電気工業株式会社製PPLP:登録商標)を用い、内部半導電層41の外周に巻回して構成することができる。
【0050】
上記の外部半導電層42の上にシールド層60を設ける。シールド層60は、導体層30に用いたものと同様の超電導線材を巻回して形成される。このシールド層60には、導体層30とほぼ同じ大きさで逆方向の電流が誘導されることで導体層30から生じる磁場を実質的に相殺し、外部への磁場の漏洩を防止することができる。
【0051】
そして、シールド層60の上に、クラフト紙を巻き付けて保護層70を形成している。この保護層70は、シールド層60を機械的に保護すると共に、断熱管との間を絶縁させるものである。
【0052】
一方、断熱管120は、図1に示すように、コルゲート内管121とコルゲート外管122とを有するステンレス製の二重管構造である。通常、コルゲート内管121とコルゲート外管122との間は空間が形成され、その空間は真空引きされている。真空引きされる空間内には、断熱材(図示せず)となるスーパーインシュレーションが配置され、輻射熱の反射が行なわれる。また、コルゲート外管122の外側には、防食層130が形成されている。
【0053】
<接続構造>
(実施の形態1)
上記の超電導ケーブルを用いた接続構造を図3に示す。この接続構造は、突き合せた状態に配される一対の超電導ケーブル100と、両ケーブル100を接続する接続スリーブ210と、接続スリーブ210の端部と絶縁層50の端部との間に露出する導体層30を覆う押え部材220と、接続スリーブ周辺を覆う補強絶縁層230とを有する。
【0054】
この接続部を形成する場合、まず上記ケーブルの端部を段剥ぎしてフォーマ10、導体層30、絶縁層50(ここでは内外半導電層41,42も含む)、シールド層60(図示せず)を段階的に露出する。
【0055】
露出されたフォーマ10と導体層30を接続スリーブ210にて接続する。接続スリーブ210は、中間部にフォーマ挿入孔211を、両端部にフォーマ挿入孔211よりも内径の大きい導体挿入孔212を有する金属筒である。フォーマ10は接続スリーブ210の両端開口からフォーマ挿入孔211にまで挿入される。その際、導体層30は導体挿入孔212に隙間を持って挿入されるが、フォーマ挿入孔211には挿入されない。また、接続スリーブ210の端部と絶縁層50の端部とは間隔Sが開けられ、その間隔Sにおいて導体層30が露出した状態となっている。
【0056】
その状態でフォーマ挿入孔211に対応する接続スリーブ210の外周位置を圧縮し、フォーマ10と接続スリーブ210とを圧縮接続する。続いて、導体層30と接続スリーブ210とを接続する。この接続は、導体層30と導体挿入孔212の間に形成された隙間に半田240を流し込んで硬化させることにより行う。圧縮ではなく、半田付けにより導体層30と接続スリーブ210の接続を行うことで、導体層30を構成する超電導線材の機械的損傷を防止する。
【0057】
次に、接続スリーブ210の端部と絶縁層50の端部との間に露出する導体層30を押え部材220で覆う。例えば、ベース樹脂であるエポキシ樹脂とガラス短繊維の混合材料を、ベース樹脂が溶融した状態にしておき、その混合材料を露出した導体層30の外周に塗布して硬化させて押え部材220とすることが挙げられる。その他、ガラス繊維テープを、露出する導体層30に巻き付け、その上に溶融したベース樹脂の塗布と硬化を行って同様に押え部材220を形成してもよい。テープ材の巻き付けによりFRPの押え部材220を形成すれば、導体層30を内周側により確実に押え付けることができる。また、上記いずれの場合も、露出した導体層30の全周を押え部材220で覆うことが挙げられる。
【0058】
さらに、図示していないが、両ケーブルのシールド層60を編組材を介して接続する。そして、接続スリーブ210の周辺、つまり一方のケーブルの絶縁層端部付近から他方のケーブルの絶縁層端部付近にかけて絶縁紙を巻き付け、補強絶縁層230を形成する。この補強絶縁層230は、接続スリーブ210上はもちろん押え部材220の上も覆い接続構造における十分な絶縁を確保できるようにする。
【0059】
このように、接続スリーブ210の端部と絶縁層50の端部の間に位置する導体層30は、押え部材220により押え付けられているため、冷却時の収縮など、熱伸縮がケーブルに発生した場合でも導体層30と絶縁層50の相対的移動により、導体層30が座屈することを抑制できる。
【0060】
(実施の形態2)
次に、テーパ状に形成した押え部材を用いた本発明実施形態を図7に基づいて説明する。図7は、実施の形態2における接続構造を示す部分模式断面図である。ここでは、主として実施の形態1との相違点を説明し、残りの構成については実施の形態1と共通するため、その説明は省略する。
【0061】
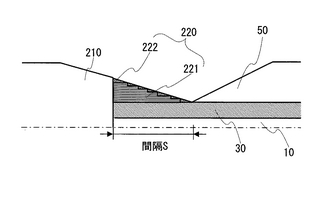
本例の押え部材220は、導体層30の上に金属テープ巻回層221を形成し、さらにその上に金属線巻回層222を形成した2層構造となっており、接続スリーブ210の端面から離れるに従って低くなる(外径が小さくなる)テーパ状に成形されている。
【0062】
金属テープ巻回層221は、金属テープを導体層30上に巻き付けることで形成する。ここでは金属テープとして銀メッキ銅テープを用いた。この金属テープ巻回層は、より具体的には、接続スリーブ210側がほぼ一定の外径となる円筒部と、接続スリーブ210から離れた側が導体層30に向かって径が小さくなるテーパ部とから構成されている。円筒部とテーパ部は一体に連続して成形される。代表的には、金属テープを重ね巻きして、巻回の折り返し位置を順次ずらすことで押え部材220を形成する。例えば、接続スリーブ210側から金属テープを重ね巻きして第1層を形成し、絶縁層50の端部に隣接する箇所で折り返して第2層を形成する。同様に第3層から第4層に折り返す際、折り返し位置を接続スリーブ210側にずらして巻回を行う。順次、同様に外周側へ金属テープの巻回を繰り返すことで、外周面の一部がほぼ円錐面となる金属テープ巻回層221を構成する。この金属テープ巻回層221は、接続スリーブ210の端面と絶縁層50の端部との間に形成される間隔の全体を覆うように形成する。
【0063】
一方、金属テープ巻回層221における円筒部の上には金属線巻回層222が形成されている。この金属線巻回層222は円筒部の上に細径の金属線を巻き付けることで構成している。ここでは、金属線として銀メッキ銅線を用いた。この金属線の巻き付け時、金属テープのテーパ部の成形と同様に、接続スリーブ210側の径方向への巻き付け量を多くし、接続スリーブ210から離れた側の径方向への巻き付け量を順次少なくして、金属線巻回層221の外周面がほぼ円錐面となるように金属線巻回層222を構成する。この金属線巻回層222の外周面は、金属テープ巻回層221におけるテーパ部の外周面と連続した傾斜を持っており、押え部材220全体として見た場合、連続する円錐面からなる外周面に構成されている。
【0064】
これら金属テープ巻回層221および金属線巻回層222は、半田により固定される。ここでは、半田溶融時の熱で絶縁層が劣化する可能性を低減するために低融点半田を用いた。なお、各巻回層を固定する半田をより融点が高い半田(融点190℃)としても、200℃程度に加熱した半田ゴテ等で加熱する場合には、半田の熱容量が小さくまた、加熱時間が一時的であるために絶縁層50の劣化は起こらないことが検証済みである。下層に位置する金属テープ巻回層221を半田で固定し、次に上層に位置する金属線巻回層222を半田で固定する。この半田での固定により、金属テープ巻回層221、金属線巻回層222の双方をばらけないようにすることができる。
【0065】
本例の押え部材220によれば、金属テープおよび金属線の巻き付けにより、効果的に導体層30を押えることができる。また、押え部材220がテーパ状に構成されているため実質的に角部がなく、押え部材220周辺における電界集中を緩和することができる。その他、金属テープと金属線を複合して用いることで、押え部材220の全てを金属線だけで構成する場合に比べて、巻き付け作業時間の短縮化を図ることができる。特に、金属線巻回層222は、細径の金属線を用いることで円滑なテーパ面からなる外周面を容易に形成することができる。
【0066】
(実施の形態3)
テーパ状に形成した押え部材を用いた本発明の別の実施形態を図8に基づいて説明する。図8は、実施の形態3における接続構造を示す部分模式断面図である。ここでは、主として実施の形態1〜2との相違点を説明し、残りの部分については実施の形態1〜2と共通するため、その説明は省略する。
【0067】
本例の絶縁層50および押え部材220の各先端部はペンシリング形成し、それぞれ絶縁層先端部55および押え部材先端部225を形成した。ここで、ペンシリング形成とは、各部材の端部を外周面が円錐形の先細り状に形成し、且つ、先細り状端部において、その端部の外周面を、10層程度の巻回構造を有する円筒形に形成することを意味する。
【0068】
本例の押え部材220は、導体層30の上に金属テープ巻回層221を形成し、さらにその上に金属線巻回層222を形成した2層構造となっており、接続スリーブ210の端面から絶縁層50に向かってペンシリング形成される押え部材先端部225が、ペンシリング形成された絶縁層先端部55の下部に一部延長して形成されている。絶縁層先端部55は、例えば、10層の巻回構造である。延長して形成される押え部材220の押え部材先端部225は、ほぼ一定の外径の円筒形に形成されている。
【0069】
絶縁層50は、絶縁テープ(代表的には、PPLP(住友電気工業株式会社の登録商標))の巻回しにより構成される。絶縁層50のペンシリング形成された絶縁層先端部55を手作業によって一部巻戻す。押え部材先端部225は、超電導ケーブルの接続時に露出される導体層30の幅よりも絶縁層先端部55側に一部延長して形成する。絶縁層先端部55は、押え部材先端部225を含む押え部材220を形成した後、巻戻しておいた絶縁テープを押え部材先端部225に重なるように巻きなおして形成する。また、巻きなおした絶縁層先端部55もほぼ一定の外径の円筒状に形成する。
【0070】
本例の押え部材220の押え部材先端部225を絶縁層先端部55の下部に一部延長して形成することにより、押え部材220の幅を超電導ケーブル接続時に露出される導体層30の間隔Sよりも多くとることができる。このような構成となすことにより、接続部形成後の熱伸縮によって導体層30と絶縁層50との相対的なずれが生じ、当初の間隔Sが広がることがあっても導体層30の露出の可能性を抑制することができる。従って、ケーブルの熱伸縮による導体層30と絶縁層50との相対的ずれに起因する導体層30の座屈の可能性を低減することができる。また、押え部材220の固定をより強固にすることができる。
【0071】
(実施の形態4)
テーパ状に形成した押え部材を用いた本発明の別の実施形態を図9に基づいて説明する。図9は、実施の形態4における接続構造の部分摸式断面図である。ここでは、主として実施の形態1〜3との相違点を説明し、残りの部分については実施の形態1〜3と共通するため、その説明は省略する。
【0072】
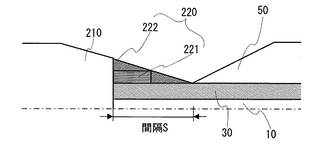
本例の押え部材220は、導体層30の上に金属テープ巻回層221を形成し、さらにその上に金属線巻回層222を形成した2層構造となっており、接続スリーブ210の端面から離れるに従って低くなる(外径が小さくなる)テーパ状に形成されている。
【0073】
金属テープ巻回層221は、金属テープを導体層30上に巻き付けることで形成する。この金属テープ巻回層221は、より具体的には、接続スリーブ210から離れた側が導体層30に向かって径が小さくなるように複数の段差により階段状に構成されている。隣接する各段差は一体に構成されている。代表的には、金属テープを重ね巻きして、巻回の折り返し位置を順次ずらすことで金属テープ巻回層221を形成する。金属テープ巻回層221は、押え部材220をテーパ状に形成することを考慮に入れて、縦断面から見て絶縁層50に方向に下り階段状に形成する。また、金属テープ巻回層221のテーパ状巻回層表面を、各段差の一段当たりの金属テープ積層数を少なくすることで滑らかに形成することができる。
【0074】
金属線巻回層222は、金属テープ巻回層221の形成する階段状段差を埋め合わせるように巻回される。この金属線巻回層222は、接続スリーブ210の端面と絶縁層50の端部との間に形成される間隔Sの全体を覆うように形成する。押え部材220全体を見た場合、連続する円錐面からなる外周面に構成されている。
【0075】
本例の押え部材220によれば、金属テープ巻回層221により、テーパ状のおおよその形状を形成することによって、金属線巻回層222の巻数を大幅に減少させ、作業効率の向上を図ることができる。なお、押え部材220および絶縁層50を、実施の形態3に示すようにペンシリング形成して絶縁層50の下部に延長して形成しても良い。
【0076】
(実施の形態5)
テーパ状に形成した押え部材を用いた本発明の別の実施形態を図10に基づいて説明する。図10は、実施の形態5における接続構造を示す部分摸式断面図である。ここでは、主として実施の形態1〜3との相違点を説明し、残りの構成については実施の形態1〜3と共通するため、その説明は省略する。
【0077】
本例の押え部材220は、導体層30の上に金属テープ巻回層221を形成し、さらにその上に金属線巻回層222を形成した2層構造となっており、接続スリーブ210の端面から離れるに従って低くなる(外径が小さくなる)テーパ状に形成されている。
【0078】
金属テープ巻回層221は、金属テープを導体層30上に巻き付けることで形成する。より具体的には、金属テープを径方向にずれがない状態で積層して、ほぼ一定の外径となる円筒形に形成する。
【0079】
一方、金属線巻回層222は、円筒形の金属テープ巻回層221を覆うように形成されている。この金属線の巻き付け時、金属線を金属テープ巻回層221の円筒部の上に、接続スリーブ210側の径方向への巻き付け量を多くし、金属テープ巻回層221の角部方向への巻き付け量を順次少なくするように巻回する。次に、金属線を導体層30の上に、金属テープ巻回層221の角部側の径方向への巻き付け量を多くし、絶縁層50側の径方向への巻き付け量を順次少なくするように巻回する。金属線巻回層222の外周面は、滑らかなテーパ状を形成する。なお、金属線巻回層222は、接続スリーブ210側から絶縁層50に向かって、金属テープ巻回層221の上部と側部を別々に形成しても良いし、連続的に形成しても良い。押え部材220全体を見た場合、連続する円錐面からなる外周面に構成されている。
【0080】
本発明の押え部材220によれば、金属テープ巻回層221を円筒形に形成することにより、金属テープの巻回しを容易する。また、金属テープの巻数の少ないテーパ状端部が形成されないことから、金属テープ巻回層221のばらけが生じにくい。なお、押え部材220および絶縁層50をペンシリング形成して、実施の形態3に示すようにペンシリング形成して絶縁層50の下部に一部延長して形成しても良い。
【産業上の利用可能性】
【0081】
本発明は、電力輸送手段などに用いる超電導ケーブルの接続構造として有効利用することができる。その際、超電導ケーブルは単心・多心のいずれであってもよいし、AC・DCのいずれであってもよい。
【図面の簡単な説明】
【0082】
【図1】本発明接続構造に用いる超電導ケーブルの横断面図である。
【図2】図1の超電導ケーブルのコアの断面図である。
【図3】本発明接続構造の部分模式断面図である。
【図4】超電導ケーブルの横断面図である。
【図5】従来の超電導ケーブルの接続構造を示す模式部分断面図である。
【図6】導体層と絶縁層との相対的移動を示す説明図である。
【図7】本発明の実施の形態2の部分模式断面図である。
【図8】本発明の実施の形態3の部分模式断面図である。
【図9】本発明の実施の形態4の部分模式断面図である。
【図10】本発明の実施の形態5の部分模式断面図である。
【符号の説明】
【0083】
100 超電導ケーブル
110 コア
10 フォーマ 30 導体層 50 絶縁層 60 シールド層 70 保護層
20 クッション層 41 内部半導電層 42 外部半導電層 55 絶縁層先端部
120 断熱管 121 コルゲート内管 122 コルゲート外管 130 防食層
210 接続スリーブ 211 フォーマ挿入孔 212 導体挿入孔
220 押え部材 221 金属テープ巻回層 222 金属線巻回層
225 押え部材先端部 230 補強絶縁層 240 半田
【特許請求の範囲】
【請求項1】
超電導層とその外周層とを有する超電導ケーブルの端部に形成される超電導ケーブルの接続構造であって、
超電導層に接続される接続部材と、
接続部材の端部と外周層の端部との間において、超電導層を覆うことで超電導層と外周層との相対的移動により超電導層が座屈することを防止する押え部材とを有することを特徴とする超電導ケーブルの接続構造。
【請求項2】
押え部材がFRP、金属線または金属テープで形成されていることを特徴とする請求項1に記載の超電導ケーブルの接続構造。
【請求項3】
押え部材が、金属線および金属テープの少なくとも一方の巻回構造であることを特徴とする請求項1に記載の超電導ケーブルの接続構造。
【請求項4】
押え部材の外周面が、テーパ状であることを特徴とする請求項1に記載の超電導ケーブルの接続構造。
【請求項5】
押え部材が、半田によって超電導層に固定されてなることを特徴とする請求項1に記載の超電導ケーブルの接続構造。
【請求項6】
前記外周層の端部の下に押え部材が延長して形成されてなることを特徴とする請求項1に記載の超電導ケーブルの接続構造。
【請求項1】
超電導層とその外周層とを有する超電導ケーブルの端部に形成される超電導ケーブルの接続構造であって、
超電導層に接続される接続部材と、
接続部材の端部と外周層の端部との間において、超電導層を覆うことで超電導層と外周層との相対的移動により超電導層が座屈することを防止する押え部材とを有することを特徴とする超電導ケーブルの接続構造。
【請求項2】
押え部材がFRP、金属線または金属テープで形成されていることを特徴とする請求項1に記載の超電導ケーブルの接続構造。
【請求項3】
押え部材が、金属線および金属テープの少なくとも一方の巻回構造であることを特徴とする請求項1に記載の超電導ケーブルの接続構造。
【請求項4】
押え部材の外周面が、テーパ状であることを特徴とする請求項1に記載の超電導ケーブルの接続構造。
【請求項5】
押え部材が、半田によって超電導層に固定されてなることを特徴とする請求項1に記載の超電導ケーブルの接続構造。
【請求項6】
前記外周層の端部の下に押え部材が延長して形成されてなることを特徴とする請求項1に記載の超電導ケーブルの接続構造。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2006−141186(P2006−141186A)
【公開日】平成18年6月1日(2006.6.1)
【国際特許分類】
【出願番号】特願2004−354692(P2004−354692)
【出願日】平成16年12月7日(2004.12.7)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成18年6月1日(2006.6.1)
【国際特許分類】
【出願日】平成16年12月7日(2004.12.7)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]