
超電導コイル及びその製造方法

【課題】内部歪みが緩和されている化合物超電導線で構成され、従来よりも耐歪み特性および臨界電流値などの超電導特性の向上が図れる超電導コイルおよびその製造方法を提供する。
【解決手段】超電導生成熱処理された化合物超電導線を巻線して形成する超電導コイルであって、前記化合物超電導線が、少なくともその断面内の一部に化合物超電導体を有し、且つ所定の化合物超電導体生成熱処理が施された後、正反両方向から曲げ歪みを加える両振り曲げ加工を施して、前記化合物超電導線の内部歪みを緩和したことを特徴とする超電導コイル。
【解決手段】超電導生成熱処理された化合物超電導線を巻線して形成する超電導コイルであって、前記化合物超電導線が、少なくともその断面内の一部に化合物超電導体を有し、且つ所定の化合物超電導体生成熱処理が施された後、正反両方向から曲げ歪みを加える両振り曲げ加工を施して、前記化合物超電導線の内部歪みを緩和したことを特徴とする超電導コイル。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、化合物超電導線を用いたリアクト・アンド・ワインド法による超電導コイルおよびその製造方法に関し、特に、励磁電流が大きく、製造コストが安い超電導コイルおよびその製造方法に関する。
【背景技術】
【0002】
従来、Nb3Sn超電導等の化合物超電導体を用いた化合物超電導線またはケーブルからなる超電導コイルを製造する方法として、化合物超電導原料を内部に含む線材に化合物超電導体生成のための熱処理である化合物超電導体生成熱処理(以下、リアクト処理と称す)を施して化合物超電導線、またはこの化合物超電導線を撚り合わせてなる超電導ケーブルを用いて巻線して超電導コイルを形成する、いわゆる、リアクト・アンド・ワインド(React and Wind)法と、上述のリアクト処理前の線材、またはリアクト処理前の線材からなるケーブルを巻線してからリアクト処理を施す、所謂ワインド・アンド・リアクト(Wind and React)法とがある。
【0003】
ワインド・アンド・リアクト法は、化合物超電導線形成後に化合物超電導線に加工を施さないことから、この加工に伴う歪みを回避し、臨界電流等の超電導特性の低下を防止するために取られる製造方法である。ワインド・アンド・リアクト法を用いる場合、巻線加工等の加工に伴う歪みが化合物超電導線材に導入されることを回避するために、予め未反応状態の超電導化合物原料をコイル状に巻き、この状態でリアクト処理を施してNb3Snとを反応させることにより、コイル形状のNb3Snを生成するものである。
【0004】
しかし、高磁界加速器用ダイボールマグネット、高磁界大口径マグネット等の大型マグネットの製造には、ワインド・アンド・リアクト法は適用されず、一般にリアクト・アンド・ワインド法を用いる。この理由は、Nb3Sn生成のためのリアクト処理を、600℃以上の所定の温度で真空または不活性ガス雰囲気の炉内で行う必要があるが、上述の大型マグネットには炉の寸法上の制約から、マグネット形成後にリアクト処理を施すことができないからである。
【0005】
一方、リアクト・アンド・ワインド法により超電導コイルを製造する最大の利点は、コイルを熱処理するための大型熱処理炉を必要とせず、設備費用の節約によるコスト低減できる点にある。これまでにも、リアクト・アンド・ワインド法を用いて、高い特性を有する超電導コイルを得るために、いろいろな試みがなされてきた。例えば、特許文献1および特許文献2には、リアクト・アンド・ワインド法で化合物系の超電導コイルおよびその製造方法が開示されている。
【特許文献1】特開2004−063128号公報
【特許文献2】特開2001−126554号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
具体的に、特許文献1には、リアクト処理した歪み依存性を示す化合物超電導線に曲げ
歪みを付加した後、該曲げ歪みを除くことにより機械的特性および臨界電流値の応力特性と共に向上させたことが開示されている。
【0007】
また、特許文献2には、化合物超電導相が形成された化合物超電導裸線に、エナメルを被覆した化合物超電導線において、複数回の曲げを該化合物超電導裸線の断面最小幅の50倍以上の曲げ半径で行い、且つ70MPa以下の張力を保持した条件下でエナメル被覆することにより、超電導特性の劣化を顕著に抑制できることが示されている。
このように上述した様々な試みがなされ、その結果、化合物超電導線の歪み応力による臨界電流特性の劣化と耐歪み特性の改善をある程度図ることができた。
【0008】
しかしながら、化合物超電導線は、その超電導体が歪みを受けると超電導特性が劣化してしまうので、上記特許文献2記載のリアクト・アンド・ワインド法による超電導コイル製造をもってしても、撚り線加工や巻線加工に伴う0.4%を超える歪みの付加により、臨界電流などの超電導特性の低下が生じてしまい、結果超電導コイルの諸特性も低下してしまう問題があった。
【0009】
本発明は、内部歪みが緩和されている化合物超電導線で構成され、従来よりも耐歪み特性および臨界電流値などの超電導特性の向上が図れる超電導コイルおよびその製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
請求項1記載の本発明は、超電導生成熱処理された化合物超電導線を巻線して形成する超電導コイルであって、前記化合物超電導線が、少なくともその断面内の一部に化合物超電導体を有し、且つ所定の化合物超電導体生成熱処理が施された後、正反両方向から曲げ歪みを加える両振り曲げ加工を施して、前記化合物超電導線の内部歪みを緩和したことを特徴とする超電導コイルである。
【0011】
請求項2記載の本発明は、前記両振り曲げ加工が、正反両方向から1回ずつ曲げ歪みを加える単一両振り曲げ加工を1回以上施すものであり、前記単一両振り曲げ加工において、0.5%〜1.0%の範囲内で正反両方向から曲げ歪みを加えることを特徴とする請求項1記載の超電導コイルである。
【0012】
請求項3記載の本発明は、前記単一両振り曲げ加工が、5回〜20回の回数を繰り返されて行われることを特徴とする請求項2記載の超電導コイルである。
【0013】
請求項4記載の本発明は、前記化合物超電導体がNb3SnまたはNb3Alからなることを特徴とする請求項1〜請求項3のいずれか1項に記載の超電導コイルである。
【0014】
請求項5記載の本発明は、前記化合物超電導線にCuNb、CuAl2O3、CuNbTi及びTaの内のいずれか1種類の導電性材料からなる強化材を備えていることを特徴とする請求項1〜請求項4のいずれか1項に記載の超電導コイルである。
【0015】
請求項6記載の本発明は、前記化合物超電導線材に安定化材を備えていることを特徴とする請求項1〜請求項5のいずれか1項に記載の超電導コイルである。
【0016】
請求項7記載の本発明は、前記化合物超電導線を複数本撚り合わせてなる超電導ケーブル、または撚り合わせた後に成形加工を施して形成した超電導ケーブルからなることを特徴とする請求項1〜請求項6のいずれか1項に記載の超電導コイルである。
【0017】
請求項8記載の本発明は、化合物超電導体生成熱処理した化合物超電導線を巻線して超電導コイルを形成する超電導コイルの製造方法であって、前記化合物超電導線に正反両方向から曲げ歪みを付与する両振り曲げ加工工程を備えていることを特徴とする超電導コイルの製造方法である。
【0018】
請求項9記載の本発明は、化合物超電導体生成熱処理した化合物超電導線を巻線して超電導コイルを形成する超電導コイルの製造方法であって、前記化合物超電導線が正反両方向から曲げ歪みを付与された化合物超電導線であることを特徴とする超電導コイルの製造方法である。
【発明の効果】
【0019】
本発明によるリアクト処理した化合物超電導線に正反両方向から曲げ歪みを付与した化合物超電導線からなる超電導コイルおよびその製造方法は、化合物超電導線の内部残留歪みが緩和し、加工硬化を起こしているために、耐応力特性および臨界電流値などの超電導特性に優れた効果を発現する。
更に、本発明による超電導コイルは、リアクトした化合物超電導線を用いて巻線して形成する。即ち、リアクト・アンド・ワインド方式を適用することで、大型な熱処理設備を必要とせず製造コスト低減に繋ぎ、経済効果が高い。なお、これまで熱処理炉の寸法制約で製造不可能な大型コイルが製造可能となり、工業上利用価値が高い。
【発明を実施するための最良の形態】
【0020】
以下に、本発明による超電導コイルおよびその製造方法について、図面を参照しながら詳細に説明する。
先ず、本発明にかかる超電導コイルに使用される化合物超電導線、又は化合物超電導ケーブルには、図1〜図4で示されるような方法で両振り曲げ加工が施される。この両振り曲げ加工とは、リアクト処理を施した化合物超電導線に、正反両方向から曲げ歪みを付与する加工を1回以上施して前記化合物超電導線の耐歪み特性を向上させる加工方法である。
【0021】
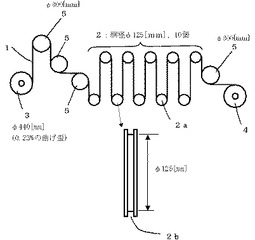
図1〜図2は、両振り曲げ加工法の実施例を各々示したものである。
1はリアクトされた化合物超電導線、2は曲げ歪みを付与するためのパスライン、2aはパスラインを構成する曲げ歪み付与プーリー、2bは曲げ歪み付与プーリー2aの側面図、3はリアクトされた化合物超電導線が巻かれている巻き出しコイル、4は曲げ歪みを付与された化合物超電導線を巻き取った巻き取りコイル、5は化合物超電導線の送りプーリーである。
巻き出しコイル3から巻き出された化合物超電導線1または化合物超電導ケーブルは、送りプーリー5を通して曲げ歪みを付与するパスライン2に導かれ、所定の曲げ歪量および曲げ回数を受けた後、巻き取りコイル5に巻き取られる。次いで、巻線工程で超電導コイルに巻線される。
【0022】
図1に示す両振り曲げ加工法は、化合物超電導線1の走行方向上に、曲げ歪み付与プーリー2aを所定数配置することで、化合物超電導線1は、その走行時に上下両反方向から等しい曲げ歪みが付与されるもので、この時に用いる曲げ歪み付与プーリー2aは、化合物超電導線が走行する単一の溝を有するものが使われる。
【0023】
図2に示す両振り曲げ加工は、曲げ歪み付与プーリー2aを、その中心軸が化合物超電導線1の走行方向に対して垂直方向になるように配し、所定の曲げ歪み特性が得られるように所定数配置した構成となり、化合物超電導線は、やや斜めの上下両反方向から曲げ歪みが付与されるものである。この時に用いる曲げ歪み付与プーリー2aは、化合物超電導線が走行する複数の溝を有する構造となっている。
【0024】
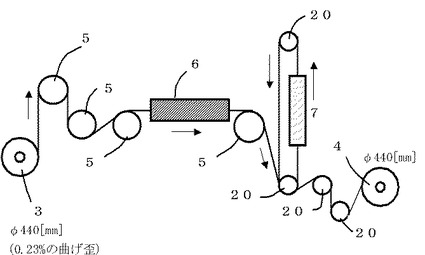
図3は、両振り曲げ加工法の他方の実施例である。6は化合物超電導線材表面の油脂分を除去する洗浄装置で、7は化合物超電導線材に絶縁層を被覆する絶縁施工装置であって、絶縁層の被覆は、この絶縁施工装置7を複数回通過させることで行うもので、同時に曲げ歪み付加プーリー20で、所定の曲げ歪みを化合物超電導線に付与する構成で、図1および図2のように、曲げ歪の付与に専用のバスラインを用いずに、リアクトされた化合物超電導線に絶縁被覆層を施す工程で、1回以上の両振り曲げを施すことで両振り曲げ加工を行うことができる。
【0025】
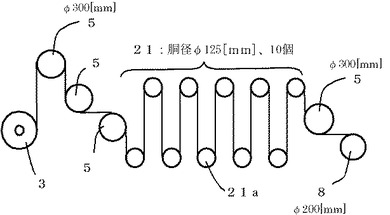
他の両振り曲げ加工方法としては、図4のように化合物超電導線1を巻線して超電導コイル8を作製する工程の中間部に、曲げ歪み付与プーリー21aからなる曲げ歪みを付与するためのパスライン21を配置し、リアクトされた化合物超電導線1に両振り曲げ加工による曲げ歪みが付与されるようにすることで、曲げ歪みが付与できる。
更に、両振り曲げ加工時に、化合物超電導線に撚りを加えてから、その撚りを戻すようにパスラインを用意することでも良い。
【0026】
上述の両振り曲げ加工の条件として、付与される曲げ歪み量は、0.1から1.0%の間で加えられると臨界電流の向上が大きく、望ましくは0.5から0.8%、特には0.8%前後の曲げ歪みの印加が良く、その付与回数は、1回以上、20回以下が望ましい。
【0027】
次に、図4に示すように、上述の両振り曲げ加工を施した化合物超電導線、または化合物超電導ケーブルを、所定のコイル形状に巻き取ることで優れた超電導特性を有する超電導コイルを得る。
【実施例】
【0028】
化合物超電導線は、ブロンズ法によるCuNb強化型Nb3Sn化合物超電導線(以下、化合物超電導線と略す)を用いた。その仕様を表1に示す。この化合物超電導線は、その断面の一部にCuNbTiやCuAl2O3やTaなどの強化材を配置したものでも良いし、強化材を含まず安定化金属(Cu)のみでも良い。さらに製造プロセスは、ブロンズ法以外のチューブ法や内部拡散法やジェリーロール法やパウダーインチューブ法でも良い。
【0029】
【表1】

【0030】
表1に記した化合物超電導線をステンレス製のボビン(胴径φ440mm、巻幅200mm)にガラステープ(幅5mm、厚さ50μm)と一緒に巻き付けてから、このボビンを真空炉に入れてリアクト処理を施した。その熱処理条件は、670℃×96時間であった。この熱処理条件は、前記以外にも化合物超電導体を生成する条件であれば良い。
【0031】
次に前記化合物超電導線をステンレスのボビンから引き出しながら、ガラステープを除いて、さらにポリイミドテープ(幅5mm、厚さ50μm)をハーフラップで巻き付けて絶縁層を形成し、それを胴径φ450mm、幅300mmの供給ドラムに巻き取った。絶縁層は、これ以外にもホルマールやネオマールなどの樹脂を塗布したりしても良い。
この絶縁を施した化合物超電導線の供給ドラムを図4に示すコイル巻線のパスラインにセットした。パスラインには、直径125mmのプーリーを10個配置し、このプーリーに化合物超電導線を通して、曲げ歪みを約0.8%付与した。従って、両振り曲げは5回であった。
この両振り曲げを付与された化合物超電導線をボビンに巻き付けて、エポキシ樹脂を塗り込みながら線材を巻線して超電導コイルを形成した。巻線時の線材張力は31から37MPaであった。この超電導コイルの諸元を表2に示す。
【0032】
【表2】
【0033】
この超電導コイルの特性を測定するために、超電導コイルを液体ヘリウムの中に浸漬して、外部から10Tの磁界を印加した状態で励磁したところ、コイル巻線部の超電導線の受ける電磁力が圧縮方向になる通電方向で350Aまで通電できた。また電磁力が圧縮方向の反対のフープ方向の通電方向で270Aまで通電することができ、このときのフープ力は330MPaであった。
【0034】
このように事前曲げ歪みの効果により圧縮方向の励磁で通電可能な電流値が大幅に上昇した。また、フープ方向でもこれまでのCuNb強化型Nb3Sn化合物超電導線の使用範囲の限界は200〜300MPaであったものが、事前曲げ歪みを付与した超電導線による超電導コイルでは330MPaまで向上させることができた。
【図面の簡単な説明】
【0035】
【図1】化合物超電導線への事前曲げ歪み付与方法の一つの態様を説明する工程図である。
【図2】化合物超電導線への事前曲げ歪み付与方法の他の態様を説明する工程図である。
【図3】絶縁層被覆工程における事前曲げ歪み付与方法を説明する工程図である。
【図4】超電導コイル巻線の工程図である。
【符号の説明】
【0036】
1 リアクトされた化合物超電導線
2 曲げ歪み付与するためのパスライン
2a 曲げ歪み付与プーリー
2b 曲げ歪み付与プーリーの側面
3 巻き出しコイル
4 巻き取りコイル
5 送りプーリー
6 洗浄装置
7 絶縁施工装置
8 超電導コイル
20 曲げ歪み付与プーリー
21 曲げ歪み付与するためのパスライン
21a 曲げ歪み付与プーリー
【技術分野】
【0001】
本発明は、化合物超電導線を用いたリアクト・アンド・ワインド法による超電導コイルおよびその製造方法に関し、特に、励磁電流が大きく、製造コストが安い超電導コイルおよびその製造方法に関する。
【背景技術】
【0002】
従来、Nb3Sn超電導等の化合物超電導体を用いた化合物超電導線またはケーブルからなる超電導コイルを製造する方法として、化合物超電導原料を内部に含む線材に化合物超電導体生成のための熱処理である化合物超電導体生成熱処理(以下、リアクト処理と称す)を施して化合物超電導線、またはこの化合物超電導線を撚り合わせてなる超電導ケーブルを用いて巻線して超電導コイルを形成する、いわゆる、リアクト・アンド・ワインド(React and Wind)法と、上述のリアクト処理前の線材、またはリアクト処理前の線材からなるケーブルを巻線してからリアクト処理を施す、所謂ワインド・アンド・リアクト(Wind and React)法とがある。
【0003】
ワインド・アンド・リアクト法は、化合物超電導線形成後に化合物超電導線に加工を施さないことから、この加工に伴う歪みを回避し、臨界電流等の超電導特性の低下を防止するために取られる製造方法である。ワインド・アンド・リアクト法を用いる場合、巻線加工等の加工に伴う歪みが化合物超電導線材に導入されることを回避するために、予め未反応状態の超電導化合物原料をコイル状に巻き、この状態でリアクト処理を施してNb3Snとを反応させることにより、コイル形状のNb3Snを生成するものである。
【0004】
しかし、高磁界加速器用ダイボールマグネット、高磁界大口径マグネット等の大型マグネットの製造には、ワインド・アンド・リアクト法は適用されず、一般にリアクト・アンド・ワインド法を用いる。この理由は、Nb3Sn生成のためのリアクト処理を、600℃以上の所定の温度で真空または不活性ガス雰囲気の炉内で行う必要があるが、上述の大型マグネットには炉の寸法上の制約から、マグネット形成後にリアクト処理を施すことができないからである。
【0005】
一方、リアクト・アンド・ワインド法により超電導コイルを製造する最大の利点は、コイルを熱処理するための大型熱処理炉を必要とせず、設備費用の節約によるコスト低減できる点にある。これまでにも、リアクト・アンド・ワインド法を用いて、高い特性を有する超電導コイルを得るために、いろいろな試みがなされてきた。例えば、特許文献1および特許文献2には、リアクト・アンド・ワインド法で化合物系の超電導コイルおよびその製造方法が開示されている。
【特許文献1】特開2004−063128号公報
【特許文献2】特開2001−126554号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
具体的に、特許文献1には、リアクト処理した歪み依存性を示す化合物超電導線に曲げ
歪みを付加した後、該曲げ歪みを除くことにより機械的特性および臨界電流値の応力特性と共に向上させたことが開示されている。
【0007】
また、特許文献2には、化合物超電導相が形成された化合物超電導裸線に、エナメルを被覆した化合物超電導線において、複数回の曲げを該化合物超電導裸線の断面最小幅の50倍以上の曲げ半径で行い、且つ70MPa以下の張力を保持した条件下でエナメル被覆することにより、超電導特性の劣化を顕著に抑制できることが示されている。
このように上述した様々な試みがなされ、その結果、化合物超電導線の歪み応力による臨界電流特性の劣化と耐歪み特性の改善をある程度図ることができた。
【0008】
しかしながら、化合物超電導線は、その超電導体が歪みを受けると超電導特性が劣化してしまうので、上記特許文献2記載のリアクト・アンド・ワインド法による超電導コイル製造をもってしても、撚り線加工や巻線加工に伴う0.4%を超える歪みの付加により、臨界電流などの超電導特性の低下が生じてしまい、結果超電導コイルの諸特性も低下してしまう問題があった。
【0009】
本発明は、内部歪みが緩和されている化合物超電導線で構成され、従来よりも耐歪み特性および臨界電流値などの超電導特性の向上が図れる超電導コイルおよびその製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
請求項1記載の本発明は、超電導生成熱処理された化合物超電導線を巻線して形成する超電導コイルであって、前記化合物超電導線が、少なくともその断面内の一部に化合物超電導体を有し、且つ所定の化合物超電導体生成熱処理が施された後、正反両方向から曲げ歪みを加える両振り曲げ加工を施して、前記化合物超電導線の内部歪みを緩和したことを特徴とする超電導コイルである。
【0011】
請求項2記載の本発明は、前記両振り曲げ加工が、正反両方向から1回ずつ曲げ歪みを加える単一両振り曲げ加工を1回以上施すものであり、前記単一両振り曲げ加工において、0.5%〜1.0%の範囲内で正反両方向から曲げ歪みを加えることを特徴とする請求項1記載の超電導コイルである。
【0012】
請求項3記載の本発明は、前記単一両振り曲げ加工が、5回〜20回の回数を繰り返されて行われることを特徴とする請求項2記載の超電導コイルである。
【0013】
請求項4記載の本発明は、前記化合物超電導体がNb3SnまたはNb3Alからなることを特徴とする請求項1〜請求項3のいずれか1項に記載の超電導コイルである。
【0014】
請求項5記載の本発明は、前記化合物超電導線にCuNb、CuAl2O3、CuNbTi及びTaの内のいずれか1種類の導電性材料からなる強化材を備えていることを特徴とする請求項1〜請求項4のいずれか1項に記載の超電導コイルである。
【0015】
請求項6記載の本発明は、前記化合物超電導線材に安定化材を備えていることを特徴とする請求項1〜請求項5のいずれか1項に記載の超電導コイルである。
【0016】
請求項7記載の本発明は、前記化合物超電導線を複数本撚り合わせてなる超電導ケーブル、または撚り合わせた後に成形加工を施して形成した超電導ケーブルからなることを特徴とする請求項1〜請求項6のいずれか1項に記載の超電導コイルである。
【0017】
請求項8記載の本発明は、化合物超電導体生成熱処理した化合物超電導線を巻線して超電導コイルを形成する超電導コイルの製造方法であって、前記化合物超電導線に正反両方向から曲げ歪みを付与する両振り曲げ加工工程を備えていることを特徴とする超電導コイルの製造方法である。
【0018】
請求項9記載の本発明は、化合物超電導体生成熱処理した化合物超電導線を巻線して超電導コイルを形成する超電導コイルの製造方法であって、前記化合物超電導線が正反両方向から曲げ歪みを付与された化合物超電導線であることを特徴とする超電導コイルの製造方法である。
【発明の効果】
【0019】
本発明によるリアクト処理した化合物超電導線に正反両方向から曲げ歪みを付与した化合物超電導線からなる超電導コイルおよびその製造方法は、化合物超電導線の内部残留歪みが緩和し、加工硬化を起こしているために、耐応力特性および臨界電流値などの超電導特性に優れた効果を発現する。
更に、本発明による超電導コイルは、リアクトした化合物超電導線を用いて巻線して形成する。即ち、リアクト・アンド・ワインド方式を適用することで、大型な熱処理設備を必要とせず製造コスト低減に繋ぎ、経済効果が高い。なお、これまで熱処理炉の寸法制約で製造不可能な大型コイルが製造可能となり、工業上利用価値が高い。
【発明を実施するための最良の形態】
【0020】
以下に、本発明による超電導コイルおよびその製造方法について、図面を参照しながら詳細に説明する。
先ず、本発明にかかる超電導コイルに使用される化合物超電導線、又は化合物超電導ケーブルには、図1〜図4で示されるような方法で両振り曲げ加工が施される。この両振り曲げ加工とは、リアクト処理を施した化合物超電導線に、正反両方向から曲げ歪みを付与する加工を1回以上施して前記化合物超電導線の耐歪み特性を向上させる加工方法である。
【0021】
図1〜図2は、両振り曲げ加工法の実施例を各々示したものである。
1はリアクトされた化合物超電導線、2は曲げ歪みを付与するためのパスライン、2aはパスラインを構成する曲げ歪み付与プーリー、2bは曲げ歪み付与プーリー2aの側面図、3はリアクトされた化合物超電導線が巻かれている巻き出しコイル、4は曲げ歪みを付与された化合物超電導線を巻き取った巻き取りコイル、5は化合物超電導線の送りプーリーである。
巻き出しコイル3から巻き出された化合物超電導線1または化合物超電導ケーブルは、送りプーリー5を通して曲げ歪みを付与するパスライン2に導かれ、所定の曲げ歪量および曲げ回数を受けた後、巻き取りコイル5に巻き取られる。次いで、巻線工程で超電導コイルに巻線される。
【0022】
図1に示す両振り曲げ加工法は、化合物超電導線1の走行方向上に、曲げ歪み付与プーリー2aを所定数配置することで、化合物超電導線1は、その走行時に上下両反方向から等しい曲げ歪みが付与されるもので、この時に用いる曲げ歪み付与プーリー2aは、化合物超電導線が走行する単一の溝を有するものが使われる。
【0023】
図2に示す両振り曲げ加工は、曲げ歪み付与プーリー2aを、その中心軸が化合物超電導線1の走行方向に対して垂直方向になるように配し、所定の曲げ歪み特性が得られるように所定数配置した構成となり、化合物超電導線は、やや斜めの上下両反方向から曲げ歪みが付与されるものである。この時に用いる曲げ歪み付与プーリー2aは、化合物超電導線が走行する複数の溝を有する構造となっている。
【0024】
図3は、両振り曲げ加工法の他方の実施例である。6は化合物超電導線材表面の油脂分を除去する洗浄装置で、7は化合物超電導線材に絶縁層を被覆する絶縁施工装置であって、絶縁層の被覆は、この絶縁施工装置7を複数回通過させることで行うもので、同時に曲げ歪み付加プーリー20で、所定の曲げ歪みを化合物超電導線に付与する構成で、図1および図2のように、曲げ歪の付与に専用のバスラインを用いずに、リアクトされた化合物超電導線に絶縁被覆層を施す工程で、1回以上の両振り曲げを施すことで両振り曲げ加工を行うことができる。
【0025】
他の両振り曲げ加工方法としては、図4のように化合物超電導線1を巻線して超電導コイル8を作製する工程の中間部に、曲げ歪み付与プーリー21aからなる曲げ歪みを付与するためのパスライン21を配置し、リアクトされた化合物超電導線1に両振り曲げ加工による曲げ歪みが付与されるようにすることで、曲げ歪みが付与できる。
更に、両振り曲げ加工時に、化合物超電導線に撚りを加えてから、その撚りを戻すようにパスラインを用意することでも良い。
【0026】
上述の両振り曲げ加工の条件として、付与される曲げ歪み量は、0.1から1.0%の間で加えられると臨界電流の向上が大きく、望ましくは0.5から0.8%、特には0.8%前後の曲げ歪みの印加が良く、その付与回数は、1回以上、20回以下が望ましい。
【0027】
次に、図4に示すように、上述の両振り曲げ加工を施した化合物超電導線、または化合物超電導ケーブルを、所定のコイル形状に巻き取ることで優れた超電導特性を有する超電導コイルを得る。
【実施例】
【0028】
化合物超電導線は、ブロンズ法によるCuNb強化型Nb3Sn化合物超電導線(以下、化合物超電導線と略す)を用いた。その仕様を表1に示す。この化合物超電導線は、その断面の一部にCuNbTiやCuAl2O3やTaなどの強化材を配置したものでも良いし、強化材を含まず安定化金属(Cu)のみでも良い。さらに製造プロセスは、ブロンズ法以外のチューブ法や内部拡散法やジェリーロール法やパウダーインチューブ法でも良い。
【0029】
【表1】
【0030】
表1に記した化合物超電導線をステンレス製のボビン(胴径φ440mm、巻幅200mm)にガラステープ(幅5mm、厚さ50μm)と一緒に巻き付けてから、このボビンを真空炉に入れてリアクト処理を施した。その熱処理条件は、670℃×96時間であった。この熱処理条件は、前記以外にも化合物超電導体を生成する条件であれば良い。
【0031】
次に前記化合物超電導線をステンレスのボビンから引き出しながら、ガラステープを除いて、さらにポリイミドテープ(幅5mm、厚さ50μm)をハーフラップで巻き付けて絶縁層を形成し、それを胴径φ450mm、幅300mmの供給ドラムに巻き取った。絶縁層は、これ以外にもホルマールやネオマールなどの樹脂を塗布したりしても良い。
この絶縁を施した化合物超電導線の供給ドラムを図4に示すコイル巻線のパスラインにセットした。パスラインには、直径125mmのプーリーを10個配置し、このプーリーに化合物超電導線を通して、曲げ歪みを約0.8%付与した。従って、両振り曲げは5回であった。
この両振り曲げを付与された化合物超電導線をボビンに巻き付けて、エポキシ樹脂を塗り込みながら線材を巻線して超電導コイルを形成した。巻線時の線材張力は31から37MPaであった。この超電導コイルの諸元を表2に示す。
【0032】
【表2】
【0033】
この超電導コイルの特性を測定するために、超電導コイルを液体ヘリウムの中に浸漬して、外部から10Tの磁界を印加した状態で励磁したところ、コイル巻線部の超電導線の受ける電磁力が圧縮方向になる通電方向で350Aまで通電できた。また電磁力が圧縮方向の反対のフープ方向の通電方向で270Aまで通電することができ、このときのフープ力は330MPaであった。
【0034】
このように事前曲げ歪みの効果により圧縮方向の励磁で通電可能な電流値が大幅に上昇した。また、フープ方向でもこれまでのCuNb強化型Nb3Sn化合物超電導線の使用範囲の限界は200〜300MPaであったものが、事前曲げ歪みを付与した超電導線による超電導コイルでは330MPaまで向上させることができた。
【図面の簡単な説明】
【0035】
【図1】化合物超電導線への事前曲げ歪み付与方法の一つの態様を説明する工程図である。
【図2】化合物超電導線への事前曲げ歪み付与方法の他の態様を説明する工程図である。
【図3】絶縁層被覆工程における事前曲げ歪み付与方法を説明する工程図である。
【図4】超電導コイル巻線の工程図である。
【符号の説明】
【0036】
1 リアクトされた化合物超電導線
2 曲げ歪み付与するためのパスライン
2a 曲げ歪み付与プーリー
2b 曲げ歪み付与プーリーの側面
3 巻き出しコイル
4 巻き取りコイル
5 送りプーリー
6 洗浄装置
7 絶縁施工装置
8 超電導コイル
20 曲げ歪み付与プーリー
21 曲げ歪み付与するためのパスライン
21a 曲げ歪み付与プーリー
【特許請求の範囲】
【請求項1】
超電導生成熱処理された化合物超電導線を巻線して形成する超電導コイルであって、前記化合物超電導線が、少なくともその断面内の一部に化合物超電導体を有し、且つ所定の化合物超電導体生成熱処理が施された後、正反両方向から曲げ歪みを加える両振り曲げ加工を施して、前記化合物超電導線の内部歪みを緩和したことを特徴とする超電導コイル。
【請求項2】
前記両振り曲げ加工が、正反両方向から1回ずつ曲げ歪みを加える単一両振り曲げ加工を1回以上施すものであり、前記単一両振り曲げ加工において、0.5%〜1.0%の範囲内で正反両方向から曲げ歪みを加えることを特徴とする請求項1記載の超電導コイル。
【請求項3】
前記単一両振り曲げ加工が、5回〜20回の回数を繰り返されて行われることを特徴とする請求項2記載の超電導コイル。
【請求項4】
前記化合物超電導体がNb3SnまたはNb3Alからなることを特徴とする請求項1〜請求項3のいずれか1項に記載の超電導コイル。
【請求項5】
前記化合物超電導線にCuNb、CuAl2O3、CuNbTi及びTaの内のいずれか1種類の導電性材料からなる強化材を備えていることを特徴とする請求項1〜請求項4のいずれか1項に記載の超電導コイル。
【請求項6】
前記化合物超電導線材に安定化材を備えていることを特徴とする請求項1〜請求項5のいずれか1項に記載の超電導コイル。
【請求項7】
前記化合物超電導線を複数本撚り合わせてなる超電導ケーブル、または撚り合わせた後に成形加工を施して形成した超電導ケーブルからなることを特徴とする請求項1〜請求項6のいずれか1項に記載の超電導コイル。
【請求項8】
化合物超電導体生成熱処理した化合物超電導線を巻線して超電導コイルを形成する超電導コイルの製造方法であって、前記化合物超電導線に正反両方向から曲げ歪みを付与する両振り曲げ加工工程を備えていることを特徴とする超電導コイルの製造方法。
【請求項9】
化合物超電導体生成熱処理した化合物超電導線を巻線して超電導コイルを形成する超電導コイルの製造方法であって、前記化合物超電導線が正反両方向から曲げ歪みを付与された化合物超電導線であることを特徴とする超電導コイルの製造方法。
【請求項1】
超電導生成熱処理された化合物超電導線を巻線して形成する超電導コイルであって、前記化合物超電導線が、少なくともその断面内の一部に化合物超電導体を有し、且つ所定の化合物超電導体生成熱処理が施された後、正反両方向から曲げ歪みを加える両振り曲げ加工を施して、前記化合物超電導線の内部歪みを緩和したことを特徴とする超電導コイル。
【請求項2】
前記両振り曲げ加工が、正反両方向から1回ずつ曲げ歪みを加える単一両振り曲げ加工を1回以上施すものであり、前記単一両振り曲げ加工において、0.5%〜1.0%の範囲内で正反両方向から曲げ歪みを加えることを特徴とする請求項1記載の超電導コイル。
【請求項3】
前記単一両振り曲げ加工が、5回〜20回の回数を繰り返されて行われることを特徴とする請求項2記載の超電導コイル。
【請求項4】
前記化合物超電導体がNb3SnまたはNb3Alからなることを特徴とする請求項1〜請求項3のいずれか1項に記載の超電導コイル。
【請求項5】
前記化合物超電導線にCuNb、CuAl2O3、CuNbTi及びTaの内のいずれか1種類の導電性材料からなる強化材を備えていることを特徴とする請求項1〜請求項4のいずれか1項に記載の超電導コイル。
【請求項6】
前記化合物超電導線材に安定化材を備えていることを特徴とする請求項1〜請求項5のいずれか1項に記載の超電導コイル。
【請求項7】
前記化合物超電導線を複数本撚り合わせてなる超電導ケーブル、または撚り合わせた後に成形加工を施して形成した超電導ケーブルからなることを特徴とする請求項1〜請求項6のいずれか1項に記載の超電導コイル。
【請求項8】
化合物超電導体生成熱処理した化合物超電導線を巻線して超電導コイルを形成する超電導コイルの製造方法であって、前記化合物超電導線に正反両方向から曲げ歪みを付与する両振り曲げ加工工程を備えていることを特徴とする超電導コイルの製造方法。
【請求項9】
化合物超電導体生成熱処理した化合物超電導線を巻線して超電導コイルを形成する超電導コイルの製造方法であって、前記化合物超電導線が正反両方向から曲げ歪みを付与された化合物超電導線であることを特徴とする超電導コイルの製造方法。
【図1】

【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−81128(P2007−81128A)
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願番号】特願2005−266991(P2005−266991)
【出願日】平成17年9月14日(2005.9.14)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 2005年5月31日、6月1日、2日 低温工学会主催の「第72回 2005年度春季 低温工学・超電導学会」において文書をもって発表
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成17年6月 東北大学金属材料研究所附属強磁場超伝導材料研究センター発行の「東北大学金属材料研究所 強磁場超伝導材料研究センター 平成16年度年次報告」に発表
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願日】平成17年9月14日(2005.9.14)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 2005年5月31日、6月1日、2日 低温工学会主催の「第72回 2005年度春季 低温工学・超電導学会」において文書をもって発表
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成17年6月 東北大学金属材料研究所附属強磁場超伝導材料研究センター発行の「東北大学金属材料研究所 強磁場超伝導材料研究センター 平成16年度年次報告」に発表
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]