
超電導磁気シールド体
【課題】簡単な方法でかつ低コストで製造可能な超電導磁気シールド体及びその製造方法を提供すること。
【解決手段】常電導導体と超電導導体とを具備する円筒状の超電導磁気シールド体であって、前記超電導導体は、円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びていることを特徴とする超電導磁気シールド体。
【解決手段】常電導導体と超電導導体とを具備する円筒状の超電導磁気シールド体であって、前記超電導導体は、円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びていることを特徴とする超電導磁気シールド体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外界からの磁界侵入を防止するか又は外部からの磁界変動を補正するための超電導磁気シールド体に関する。
【背景技術】
【0002】
超電導体は、内部に磁界を侵入させないという物理的特性を有することから、外部磁界に対する磁気シールドとして用いることが出来る。これは、外部磁界の侵入や磁界の変動をキャンセルするような遮蔽電流が超電導体に流れるからである。
【0003】
一般に、超電導体は冷却しないとその物理特性を発揮することが出来ないため、NbTiやNb3Snでは液体ヘリウムで冷却され、また、高温超電導体では液体窒素で冷却されて使用される。この他、冷凍機を使用して冷却されることもある。
【0004】
しかし、超電導体は熱的に不安定であり、自己の動きや冷却の除去によりクエンチと呼ばれる常電導転移を発生し、超電導体としての特性を失ってしまう。このため、一般に超電導体を用いる際には、銅やアルミまたはそれらの合金からなる安定化材と複合して熱的裕度を与える必要がある。
【0005】
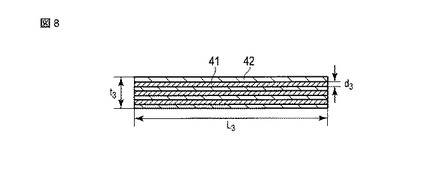
工業用途として多く用いられる超電導磁気シールドに用いる超電導材料としては、一般にNbTi等の金属超電導体が使用されるが、上記理由により、通常、銅などの安定化材と複合化される。複合化方法は、Nb合金板を銅板と接合するか、または図8に示すように、複数のNb合金板41と安定化銅板42とを交互に積層してクラッド化する方法(特許文献1)が採られる。この方法で製造された超電導磁気シールドは、超電導材料として薄い板状体を用意する必要があるが、板状の超電導材料は高価であり、また、板同士を接合するためには、高圧でプレスする必要がある。
【0006】
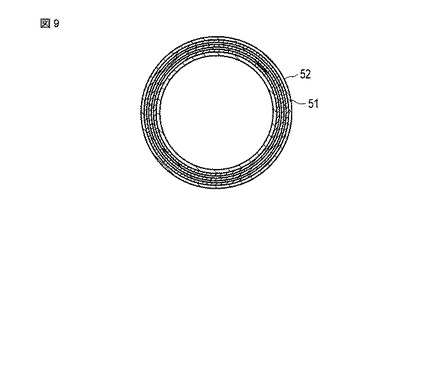
また、図9に示すような、複数のNb合金51と安定化銅52とを交互に積層してクラッド化した円筒状の超電導磁気シールドを製造するためには、図8のようにクラッド化された超電導磁気シールド板を深絞りによって円筒を形成し、端部を機械加工する方法が採られ、その製造方法は複雑でかつ高コストであった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−243778号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる問題点に鑑みてなされたものであり、簡単な方法でかつ低コストで製造可能な超電導磁気シールド体を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明の第1の態様は、常電導導体と超電導導体とを具備する円筒状の超電導磁気シールド体であって、前記超電導導体は、円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びていることを特徴とする超電導磁気シールド体を提供する。
【0010】
また、前記超電導導体は、複数の超電導フィラメントからなり、円筒の径方向に多数列同心円に沿って配置するものとすることができる。多数列の超電導フィラメントを配置することで、磁気シールド特性を向上することができる。
【0011】
かかる超電導磁気シールド体において、超電導フィラメントは、どの径方向にも少なくも1列存在するように配置されたものとすることができる。どの径方向にも少なくも1列存在するように配置されることで、径方向からの侵入磁界を効果的に遮蔽することができ、磁気シールド特性をより向上することができる。
【0012】
また、前記超電導導体は、複数の超電導テープからなり、円筒状の常電導導体の内面及び/又は外面に沿って配置されたものとすることができる。この場合、前記超電導導体及び常電導導体を、良熱伝導性樹脂により接合することができる。
【0013】
本発明の第2の態様は、常電導導体円柱体と、その外周に配置された、外周面が常電導導体により被覆された複数の超電導フィラメントからなる複合導体層と、この複合導体層の外周に配置された常電導導体シースとを備える複合円柱体を形成する工程、及び前記複合体を切削加工して、常電導導体と超電導導体とを具備し、前記超電導導体が円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びている超電導磁気シールド体を形成する工程を具備することを特徴とする超電導磁気シールド体の製造方法を提供する。
【0014】
かかる超電導磁気シールド体の製造方法において、前記複合円柱体を形成する工程は、常電導導体円柱体の外周に、常電導導体からなるパイプ内に超電導導体からなるロッドを挿入して押出し加工を行うことにより形成された複数の一次素線を配置して、常電導導体円柱体及び一次素線からなる複合体を形成すること、前記複合体を常電導導体円筒体内に挿入して複合ビレットを形成すること、前記複合ビレットに対し、押し出し加工を行うこと、前記押し出し加工された複合ビレットに対し、引き抜き加工を行うことを備えるものとすることができる。
【発明の効果】
【0015】
本発明によると、熱的に安定であり、簡単な方法でかつ低コストで製造可能な超電導磁気シールド体が提供される。
【図面の簡単な説明】
【0016】
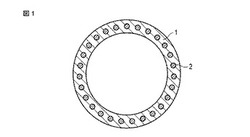
【図1】本発明の第1の実施形態に係る円筒状の超電導磁気シールドを示す断面図である。
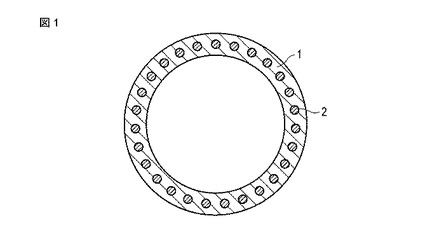
【図2】本発明の第1の実施形態に係る円筒状の超電導磁気シールドを示す斜視図である。
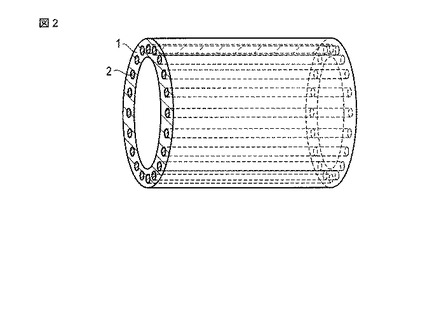
【図3】本発明の第2の実施形態に係る円筒状の超電導磁気シールドの部分断面を示す図である。
【図4】本発明の第3の実施形態に係る円筒状の超電導磁気シールドを示す断面図である。
【図5】本発明の第4の実施形態に係る円筒状の超電導磁気シールドを示す断面図である。
【図6】本発明の第2の実施形態に係る超電導磁気シールドを板状にした部分断面図である。
【図7】本発明の第4の実施形態に係る超電導磁気シールドを板状にした部分断面図である。
【図8】従来の板状の超電導磁気シールドを示す断面図である。
【図9】従来の円筒状の超電導磁気シールドを示す断面図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施形態について、詳細に説明する。
【0018】
本発明の実施形態に係る超電導磁気シールドは、円筒状であって、安定化材としての中空円筒状常電導導体と、円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びている超電導導体とを具備することを特徴とする。
【0019】
このような超電導磁気シールドにおいて、常電導導体としては、通常、常電導導体の安定化材として機能する金属、例えば、Cu、Cu合金、Al、Al合金、Ag、Ag合金等を挙げることが出来る。また、超電導導体としては、特に限定されないが、例えば、NbTi、Nb3Sn、Nb3Al、MgB2、Bi2212、Bi2223、REBCO(RE:希土類元素、YBCO等)等を挙げることができる。
【0020】
円筒の周方向における超電導導体と常電導導体の割合(体積比または断面面積比)は、5:1〜5:3であるのが好ましい。超電導導体の割合が5:1を超える場合には、常電導導体の割合が小さくなるために熱的に不安定になりやすくなり、5:3より小さい場合には、超電導導体の割合が小さくなるために磁気シールドの性能が低くなり、好ましくない。
【0021】
以下、本発明の種々の実施形態に係る超電導磁気シールドについて、図面を参照して説明する。
【0022】
図1は、本発明の第1の実施形態に係る円筒状の超電導磁気シールドを示す断面図、図2は、その斜視図である。図1及び図2に示す超電導磁気シールドは、安定化材である円筒状常電導導体1内に複数のフィラメント状超電導導体2が埋め込まれた円筒状の超電導磁気シールドである。
【0023】
この超電導磁気シールドは、円柱状常電導導体の断面周方向に、軸方向に延びる複数の孔を形成し、この孔内にロッド状超電導導体を挿入し、次いで押出し加工をした後、外周及び内側を切削加工することにより形成することが出来る。
【0024】
図3は、本発明の第2の実施形態に係る円筒状の超電導磁気シールドの一部を示す断面図である。図3に示す超電導磁気シールドでは、円筒の周方向に複数のフィラメント状超電導導体12が径方向に2列、同心円に沿って配置されており、隣接するフィラメント状超電導導体12同士の間には安定化材である常電導導体層11が介在している。
【0025】
図3に示す超電導磁気シールドは、常電導導体からなるパイプ内に超電導導体からなるロッドを挿入して押出し加工を行い、一次素線を形成し、これを複数本、円柱状常電導導体の外周に配置して複合導体層を形成し、更に、複合導体層の外側に円筒状常電導導体を配置し、次いで押出し加工をした後、外周及び内側を切削加工することにより形成することが出来る。
【0026】
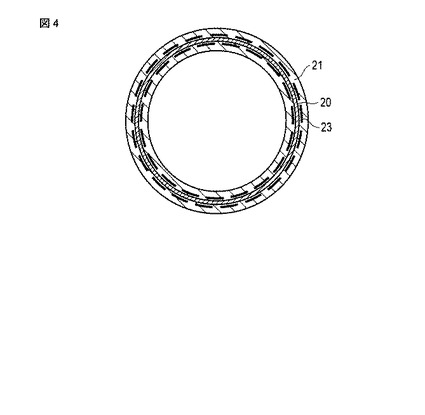
図4は、本発明の第3の実施形態に係る円筒状の超電導磁気シールドを示す断面図である。図4に示す超電導磁気シールドは、円筒状常電導導体21内に、安定化材である円筒状常電導導体22の内面及び外面に複数のテープ状超電導導体23を接合した複合導体層が埋め込まれた円筒状の超電導磁気シールドである。
【0027】
この超電導磁気シールドは、テープ状超電導導体23が、常電導導体シース21内に、径方向に2列、同心円に沿って配置された構造を有する。円筒状常電導導体22の内面及び外面への複数のテープ状超電導導体23の接合は、液体窒素温度等の低温においても亀裂等が生じず、接着力が維持される極低温用接着剤であり、たとえば、エポキシ系樹脂系接着剤、ポリイミド系樹脂系接着剤、ビニルエステル系樹脂系接着剤等を用いることができる。極低温用接着剤としては良熱伝導性の接着剤を用いて行うことが好ましい。良熱伝導性の接着剤としては、例えば、日東電工製NFニトフェックスSK−299を挙げることが出来る。
【0028】
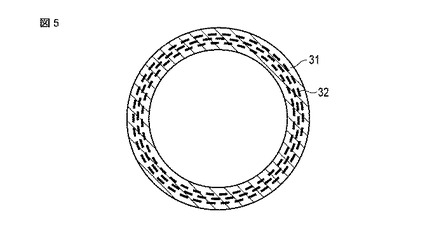
図5は、本発明の第4の実施形態に係る円筒状の超電導磁気シールドを示す断面図である。図5に示す超電導磁気シールドは、安定化材である円筒状常電導導体31内に、複数のテープ状超電導導体32が埋め込まれた円筒状の超電導磁気シールドである。
【0029】
この超電導磁気シールドでは、テープ状超電導導体32が、円筒状常電導導体31内に、径方向に3列、同心円に沿って埋め込まれている。
【0030】
なお、第3及び第4の実施形態に係る超電導磁気シールドにおいては、NbTiなどの低温超電導体よりも高温超電導体(テープ形状又は薄膜素子形状)を使用することが好ましい。テープ形状の高温超電導体は、例えば、長尺の金属基板上に中間層、超電導層が形成されたRE系超電導テープ線や、銀マトリクス中にBi2223等が配されたBi系超電導テープ線を用いることができる。また、薄膜素子形状の高温超電導体は、板状の基板上に中間層、超電導層が形成されたRE系超電導薄膜素子を用いることができる。薄膜素子形状の高温超電導体の場合は、板状の基板を予め湾曲させて形成されたものを用いることが好ましい。
【0031】
高温超電導体は液体窒素により性能を発揮し、低温超電導体に比較して安定性も高いため、製造コスト、ランニングコストともに優れている。
【0032】
磁気シールドの性能は、超電導体の臨界電流密度(Jc)と体積(断面積)で決定し、両方が高い(大きい)方が、磁気シールド性能が良いことが知られている。一方、熱的安定性の為には、常電導導体(安定化材)との接触面積(冷却周長)が大きい方が好ましい。
【0033】
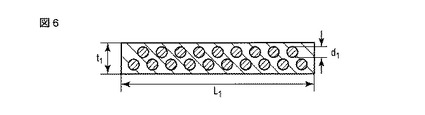
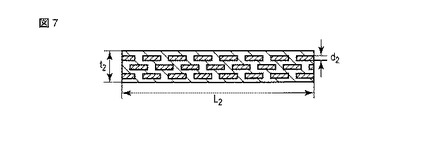
ここで、従来の電導磁気シールド体と本実施形態に係る超電導磁気シールド体における熱安定性の検討を行う。図8に示す従来の磁気シールド板と、図6に示す第2の実施形態に係る超電導磁気シールド板、図7に示す第4の実施形態に係る超電導磁気シールド板を用いて常電導導体(安定化材)との接触面積(冷却周長)を検討する。
【0034】
なお、図6〜図8は便宜上、板状の超電導シールド体としたが、円筒の場合も従来例との関係においては同様の効果を有している。
【0035】
<熱安定性の検討>
(1)第2の実施形態の冷却周長
図6に示す第2の実施形態に係る磁気シールド体は、幅(円周長)L1、厚さt1からなり、厚さ(直径)d1の超電導フィラメントをN1本有しているとする。また、磁気シールド体における常電導導体(安定化材)と超電導導体の断面積比はλ1:1とする。
【0036】
このとき、超電導導体の全断面積S1は、
【数1】

【0037】
となる。
【0038】
また、超電導フィラメントの本数N1は、
【数2】
【0039】
となる。
【0040】
以上より、第2実施形態における冷却周長x1は、超電導フィラメントの周長と超電導フィラメントの本数の積となるため、
【数3】
【0041】
となる。
【0042】
(2)第4の実施形態の冷却周長
図7に示す第4の実施形態に係る磁気シールド体は、幅(円周長)L2、厚さt2からなり、厚さd2、幅w2の超電導フィラメントを1周につきn2本有し、全超電導フィラメント数がN2本であるとする。なお、このときの周方向における超電導導体と常電導導体のサイズ(幅)比は5:aとする。また、磁気シールド体における常電導導体(安定化材)と超電導導体の断面積比はλ2:1とする。
【0043】
このとき、超電導導体の全断面積S2は、
【数4】
【0044】
となる。
【0045】
このときの超電導フィラメントの断面積s2は、
【数5】
【0046】
となることから、超電導フィラメントの本数N2は、
【数6】
【0047】
となる。
【0048】
以上より、第4実施形態における冷却周長x2は、
【数7】
【0049】
となる。
【0050】
(3)従来例の冷却周長
図8に示す従来の磁気シールド体は、幅(円周長)L3、厚さt3からなり、厚さd3の超電導層をN3層有しているとする。また、磁気シールド体における常電導導体(安定化材)と超電導導体の断面積比はλ3:1とする。
【0051】
このとき、超電導導体の全断面積S3は、
【数8】
【0052】
となる。
【0053】
また、超電導フィラメントの本数N3は、
【数9】
【0054】
となる。
【0055】
以上より、従来の磁気シールド体における冷却周長x3は、
【数10】
【0056】
となる。
【0057】
(4)冷却周長の比較
上記式(1)〜(3)で得られた冷却周長x1〜x3を比較する。磁気シールド体全体の断面積(t×L=S)と銅比(λ)が各シールド体で同じ(t1=t2=t3=t、L1=L2=L3=L、λ1=λ2=λ3=λ)とすると、
式(1)は、
【数11】
【0058】
式(2)は、
【数12】
【0059】
式(3)は、
【数13】
【0060】
となる。
【0061】
ここで、超電導体(超電導フィラメント、超電導層)の厚み(d1〜d3)については、上述したように、磁気シールド特性を保持するためにはある程度の厚みが必要となる。そのため、ここでは、超電導導体の厚みについても、各シールド体で同じ(d1=d2=d3=d)とすると、
式(1)は、
【数14】
【0062】
式(2)は、
【数15】
【0063】
式(3)は、
【数16】
【0064】
となる。
【0065】
式(4)〜(6)より、x1、x2、x3の関係は以下のようになる。
【数17】
【0066】
【数18】
【0067】
以上のことから、第2の実施形態に係る磁気シールド体は従来例に比べて約2倍の熱安定性を、第4の実施形態に係る磁気シールド体では従来例に比べて下記式分だけ優れた熱安定性を有することが判る。
【数19】
【0068】
このように周方向における超電導導体を分割することにより、磁気シールド特性を保持できる程度の超電導導体を有しつつ、常電導導体(安定化材)との接触面積を大きくすることができる。そのため、磁気シールド特性を保持しつつ、超電導体の熱除去、冷却を促進することができ、クエンチ防止を図ることができる。
【0069】
なお、第4の実施形態に係る磁気シールド体において、n2は1周における超電導導体のフィラメント数であり、周方向における分割数を意味する。よって、周方向における分割数は多い方が好ましいが、磁気シールド特性を保持するため、円筒の周方向における超電導導体と常電導導体の割合が、5:1〜5:3の範囲内になるように分割することが好ましい。
【0070】
また、第2の実施形態に係る磁気シールド体のように超電導フィラメントの断面形状を円状にすることでより高い熱安定性を得ることができる。
【0071】
第2の実施形態に係る磁気シールド体のような断面形状が円状の超電導フィラメントを有する磁気シールド体は次のように製造することができる。
【0072】
まず、銅管内にNbTiロッドを挿入して単芯ビレットを作成し、これを押し出し加工して、一次素線を形成する。次いで、銅の円筒の周囲に一次素線を配置し、これを銅管内に挿入して多芯ビレットを作成し、この多芯ビレットを押し出し加工し、更に引き抜き加工する。その後、押し出し及び引き抜き加工された多芯ビレットの内部及び外周を切削加工する。
【0073】
以上のように製造することで、図3に示すような、円筒状常電導導体(銅シリンダ)11内に複数のロッド状超電導導体(NbTiフィラメント)12が埋め込まれた、円筒状の超電導磁気シールドを製造することができる。
【0074】
超電導磁気シールドでは、超電導導体の冷却を効果的に行うために、超電導導体をある程度薄くする必要があるが、以上説明した実施形態1,2に係る超電導磁気シールドは、押し出し及び引き抜きにより製造されるため、圧下率、押出比を大きくすることで、超電導導体を容易に薄くすることができる。また、製造工程で行われる圧延や押出は、従来の超電導磁気シールドにおけるクラッド板の製造より低コストであるという利点もある。
【0075】
以上説明した超電導磁気シールドは、医療用画像診断装置であるMRIの超電導マグネットに好適に用いることが出来る。この超電導マグネットの上部には、内部部材を冷却するため例えばGM型ヘリウム冷凍機が設置される。冷凍機の内部には磁性蓄冷材が内蔵されるが、冷却に伴ってこの磁性蓄冷材が運動し、超電導マグネットの磁気の均一性を乱す原因となる。これに対し、本実施形態に係る超電導磁気シールドを冷凍機の蓄冷材運動部の外側に配置することにより、超電導マグネットに対し、磁性蓄冷材からの磁気遮蔽を確実に行うことが可能となる。
【0076】
なお、本実施形態に係る超電導磁気シールドは、軸と同一方向の磁界に対してよりも、超電導体の軸に対して垂直方向に作用する磁界のシールドに特に有効である。従って、本実施形態に係る超電導磁気シールドは、MRIに付属する極低温冷凍機の磁気シールドに好適に用いることができる。
【符号の説明】
【0077】
1,21,22,31…円筒状常電導導体、2,12…フィラメント状超電導導体、13…常電導導体層、32…テープ状超電導導体。
【技術分野】
【0001】
本発明は、外界からの磁界侵入を防止するか又は外部からの磁界変動を補正するための超電導磁気シールド体に関する。
【背景技術】
【0002】
超電導体は、内部に磁界を侵入させないという物理的特性を有することから、外部磁界に対する磁気シールドとして用いることが出来る。これは、外部磁界の侵入や磁界の変動をキャンセルするような遮蔽電流が超電導体に流れるからである。
【0003】
一般に、超電導体は冷却しないとその物理特性を発揮することが出来ないため、NbTiやNb3Snでは液体ヘリウムで冷却され、また、高温超電導体では液体窒素で冷却されて使用される。この他、冷凍機を使用して冷却されることもある。
【0004】
しかし、超電導体は熱的に不安定であり、自己の動きや冷却の除去によりクエンチと呼ばれる常電導転移を発生し、超電導体としての特性を失ってしまう。このため、一般に超電導体を用いる際には、銅やアルミまたはそれらの合金からなる安定化材と複合して熱的裕度を与える必要がある。
【0005】
工業用途として多く用いられる超電導磁気シールドに用いる超電導材料としては、一般にNbTi等の金属超電導体が使用されるが、上記理由により、通常、銅などの安定化材と複合化される。複合化方法は、Nb合金板を銅板と接合するか、または図8に示すように、複数のNb合金板41と安定化銅板42とを交互に積層してクラッド化する方法(特許文献1)が採られる。この方法で製造された超電導磁気シールドは、超電導材料として薄い板状体を用意する必要があるが、板状の超電導材料は高価であり、また、板同士を接合するためには、高圧でプレスする必要がある。
【0006】
また、図9に示すような、複数のNb合金51と安定化銅52とを交互に積層してクラッド化した円筒状の超電導磁気シールドを製造するためには、図8のようにクラッド化された超電導磁気シールド板を深絞りによって円筒を形成し、端部を機械加工する方法が採られ、その製造方法は複雑でかつ高コストであった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−243778号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる問題点に鑑みてなされたものであり、簡単な方法でかつ低コストで製造可能な超電導磁気シールド体を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明の第1の態様は、常電導導体と超電導導体とを具備する円筒状の超電導磁気シールド体であって、前記超電導導体は、円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びていることを特徴とする超電導磁気シールド体を提供する。
【0010】
また、前記超電導導体は、複数の超電導フィラメントからなり、円筒の径方向に多数列同心円に沿って配置するものとすることができる。多数列の超電導フィラメントを配置することで、磁気シールド特性を向上することができる。
【0011】
かかる超電導磁気シールド体において、超電導フィラメントは、どの径方向にも少なくも1列存在するように配置されたものとすることができる。どの径方向にも少なくも1列存在するように配置されることで、径方向からの侵入磁界を効果的に遮蔽することができ、磁気シールド特性をより向上することができる。
【0012】
また、前記超電導導体は、複数の超電導テープからなり、円筒状の常電導導体の内面及び/又は外面に沿って配置されたものとすることができる。この場合、前記超電導導体及び常電導導体を、良熱伝導性樹脂により接合することができる。
【0013】
本発明の第2の態様は、常電導導体円柱体と、その外周に配置された、外周面が常電導導体により被覆された複数の超電導フィラメントからなる複合導体層と、この複合導体層の外周に配置された常電導導体シースとを備える複合円柱体を形成する工程、及び前記複合体を切削加工して、常電導導体と超電導導体とを具備し、前記超電導導体が円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びている超電導磁気シールド体を形成する工程を具備することを特徴とする超電導磁気シールド体の製造方法を提供する。
【0014】
かかる超電導磁気シールド体の製造方法において、前記複合円柱体を形成する工程は、常電導導体円柱体の外周に、常電導導体からなるパイプ内に超電導導体からなるロッドを挿入して押出し加工を行うことにより形成された複数の一次素線を配置して、常電導導体円柱体及び一次素線からなる複合体を形成すること、前記複合体を常電導導体円筒体内に挿入して複合ビレットを形成すること、前記複合ビレットに対し、押し出し加工を行うこと、前記押し出し加工された複合ビレットに対し、引き抜き加工を行うことを備えるものとすることができる。
【発明の効果】
【0015】
本発明によると、熱的に安定であり、簡単な方法でかつ低コストで製造可能な超電導磁気シールド体が提供される。
【図面の簡単な説明】
【0016】
【図1】本発明の第1の実施形態に係る円筒状の超電導磁気シールドを示す断面図である。
【図2】本発明の第1の実施形態に係る円筒状の超電導磁気シールドを示す斜視図である。
【図3】本発明の第2の実施形態に係る円筒状の超電導磁気シールドの部分断面を示す図である。
【図4】本発明の第3の実施形態に係る円筒状の超電導磁気シールドを示す断面図である。
【図5】本発明の第4の実施形態に係る円筒状の超電導磁気シールドを示す断面図である。
【図6】本発明の第2の実施形態に係る超電導磁気シールドを板状にした部分断面図である。
【図7】本発明の第4の実施形態に係る超電導磁気シールドを板状にした部分断面図である。
【図8】従来の板状の超電導磁気シールドを示す断面図である。
【図9】従来の円筒状の超電導磁気シールドを示す断面図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施形態について、詳細に説明する。
【0018】
本発明の実施形態に係る超電導磁気シールドは、円筒状であって、安定化材としての中空円筒状常電導導体と、円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びている超電導導体とを具備することを特徴とする。
【0019】
このような超電導磁気シールドにおいて、常電導導体としては、通常、常電導導体の安定化材として機能する金属、例えば、Cu、Cu合金、Al、Al合金、Ag、Ag合金等を挙げることが出来る。また、超電導導体としては、特に限定されないが、例えば、NbTi、Nb3Sn、Nb3Al、MgB2、Bi2212、Bi2223、REBCO(RE:希土類元素、YBCO等)等を挙げることができる。
【0020】
円筒の周方向における超電導導体と常電導導体の割合(体積比または断面面積比)は、5:1〜5:3であるのが好ましい。超電導導体の割合が5:1を超える場合には、常電導導体の割合が小さくなるために熱的に不安定になりやすくなり、5:3より小さい場合には、超電導導体の割合が小さくなるために磁気シールドの性能が低くなり、好ましくない。
【0021】
以下、本発明の種々の実施形態に係る超電導磁気シールドについて、図面を参照して説明する。
【0022】
図1は、本発明の第1の実施形態に係る円筒状の超電導磁気シールドを示す断面図、図2は、その斜視図である。図1及び図2に示す超電導磁気シールドは、安定化材である円筒状常電導導体1内に複数のフィラメント状超電導導体2が埋め込まれた円筒状の超電導磁気シールドである。
【0023】
この超電導磁気シールドは、円柱状常電導導体の断面周方向に、軸方向に延びる複数の孔を形成し、この孔内にロッド状超電導導体を挿入し、次いで押出し加工をした後、外周及び内側を切削加工することにより形成することが出来る。
【0024】
図3は、本発明の第2の実施形態に係る円筒状の超電導磁気シールドの一部を示す断面図である。図3に示す超電導磁気シールドでは、円筒の周方向に複数のフィラメント状超電導導体12が径方向に2列、同心円に沿って配置されており、隣接するフィラメント状超電導導体12同士の間には安定化材である常電導導体層11が介在している。
【0025】
図3に示す超電導磁気シールドは、常電導導体からなるパイプ内に超電導導体からなるロッドを挿入して押出し加工を行い、一次素線を形成し、これを複数本、円柱状常電導導体の外周に配置して複合導体層を形成し、更に、複合導体層の外側に円筒状常電導導体を配置し、次いで押出し加工をした後、外周及び内側を切削加工することにより形成することが出来る。
【0026】
図4は、本発明の第3の実施形態に係る円筒状の超電導磁気シールドを示す断面図である。図4に示す超電導磁気シールドは、円筒状常電導導体21内に、安定化材である円筒状常電導導体22の内面及び外面に複数のテープ状超電導導体23を接合した複合導体層が埋め込まれた円筒状の超電導磁気シールドである。
【0027】
この超電導磁気シールドは、テープ状超電導導体23が、常電導導体シース21内に、径方向に2列、同心円に沿って配置された構造を有する。円筒状常電導導体22の内面及び外面への複数のテープ状超電導導体23の接合は、液体窒素温度等の低温においても亀裂等が生じず、接着力が維持される極低温用接着剤であり、たとえば、エポキシ系樹脂系接着剤、ポリイミド系樹脂系接着剤、ビニルエステル系樹脂系接着剤等を用いることができる。極低温用接着剤としては良熱伝導性の接着剤を用いて行うことが好ましい。良熱伝導性の接着剤としては、例えば、日東電工製NFニトフェックスSK−299を挙げることが出来る。
【0028】
図5は、本発明の第4の実施形態に係る円筒状の超電導磁気シールドを示す断面図である。図5に示す超電導磁気シールドは、安定化材である円筒状常電導導体31内に、複数のテープ状超電導導体32が埋め込まれた円筒状の超電導磁気シールドである。
【0029】
この超電導磁気シールドでは、テープ状超電導導体32が、円筒状常電導導体31内に、径方向に3列、同心円に沿って埋め込まれている。
【0030】
なお、第3及び第4の実施形態に係る超電導磁気シールドにおいては、NbTiなどの低温超電導体よりも高温超電導体(テープ形状又は薄膜素子形状)を使用することが好ましい。テープ形状の高温超電導体は、例えば、長尺の金属基板上に中間層、超電導層が形成されたRE系超電導テープ線や、銀マトリクス中にBi2223等が配されたBi系超電導テープ線を用いることができる。また、薄膜素子形状の高温超電導体は、板状の基板上に中間層、超電導層が形成されたRE系超電導薄膜素子を用いることができる。薄膜素子形状の高温超電導体の場合は、板状の基板を予め湾曲させて形成されたものを用いることが好ましい。
【0031】
高温超電導体は液体窒素により性能を発揮し、低温超電導体に比較して安定性も高いため、製造コスト、ランニングコストともに優れている。
【0032】
磁気シールドの性能は、超電導体の臨界電流密度(Jc)と体積(断面積)で決定し、両方が高い(大きい)方が、磁気シールド性能が良いことが知られている。一方、熱的安定性の為には、常電導導体(安定化材)との接触面積(冷却周長)が大きい方が好ましい。
【0033】
ここで、従来の電導磁気シールド体と本実施形態に係る超電導磁気シールド体における熱安定性の検討を行う。図8に示す従来の磁気シールド板と、図6に示す第2の実施形態に係る超電導磁気シールド板、図7に示す第4の実施形態に係る超電導磁気シールド板を用いて常電導導体(安定化材)との接触面積(冷却周長)を検討する。
【0034】
なお、図6〜図8は便宜上、板状の超電導シールド体としたが、円筒の場合も従来例との関係においては同様の効果を有している。
【0035】
<熱安定性の検討>
(1)第2の実施形態の冷却周長
図6に示す第2の実施形態に係る磁気シールド体は、幅(円周長)L1、厚さt1からなり、厚さ(直径)d1の超電導フィラメントをN1本有しているとする。また、磁気シールド体における常電導導体(安定化材)と超電導導体の断面積比はλ1:1とする。
【0036】
このとき、超電導導体の全断面積S1は、
【数1】
【0037】
となる。
【0038】
また、超電導フィラメントの本数N1は、
【数2】
【0039】
となる。
【0040】
以上より、第2実施形態における冷却周長x1は、超電導フィラメントの周長と超電導フィラメントの本数の積となるため、
【数3】
【0041】
となる。
【0042】
(2)第4の実施形態の冷却周長
図7に示す第4の実施形態に係る磁気シールド体は、幅(円周長)L2、厚さt2からなり、厚さd2、幅w2の超電導フィラメントを1周につきn2本有し、全超電導フィラメント数がN2本であるとする。なお、このときの周方向における超電導導体と常電導導体のサイズ(幅)比は5:aとする。また、磁気シールド体における常電導導体(安定化材)と超電導導体の断面積比はλ2:1とする。
【0043】
このとき、超電導導体の全断面積S2は、
【数4】
【0044】
となる。
【0045】
このときの超電導フィラメントの断面積s2は、
【数5】
【0046】
となることから、超電導フィラメントの本数N2は、
【数6】
【0047】
となる。
【0048】
以上より、第4実施形態における冷却周長x2は、
【数7】
【0049】
となる。
【0050】
(3)従来例の冷却周長
図8に示す従来の磁気シールド体は、幅(円周長)L3、厚さt3からなり、厚さd3の超電導層をN3層有しているとする。また、磁気シールド体における常電導導体(安定化材)と超電導導体の断面積比はλ3:1とする。
【0051】
このとき、超電導導体の全断面積S3は、
【数8】
【0052】
となる。
【0053】
また、超電導フィラメントの本数N3は、
【数9】
【0054】
となる。
【0055】
以上より、従来の磁気シールド体における冷却周長x3は、
【数10】
【0056】
となる。
【0057】
(4)冷却周長の比較
上記式(1)〜(3)で得られた冷却周長x1〜x3を比較する。磁気シールド体全体の断面積(t×L=S)と銅比(λ)が各シールド体で同じ(t1=t2=t3=t、L1=L2=L3=L、λ1=λ2=λ3=λ)とすると、
式(1)は、
【数11】
【0058】
式(2)は、
【数12】
【0059】
式(3)は、
【数13】
【0060】
となる。
【0061】
ここで、超電導体(超電導フィラメント、超電導層)の厚み(d1〜d3)については、上述したように、磁気シールド特性を保持するためにはある程度の厚みが必要となる。そのため、ここでは、超電導導体の厚みについても、各シールド体で同じ(d1=d2=d3=d)とすると、
式(1)は、
【数14】
【0062】
式(2)は、
【数15】
【0063】
式(3)は、
【数16】
【0064】
となる。
【0065】
式(4)〜(6)より、x1、x2、x3の関係は以下のようになる。
【数17】
【0066】
【数18】
【0067】
以上のことから、第2の実施形態に係る磁気シールド体は従来例に比べて約2倍の熱安定性を、第4の実施形態に係る磁気シールド体では従来例に比べて下記式分だけ優れた熱安定性を有することが判る。
【数19】
【0068】
このように周方向における超電導導体を分割することにより、磁気シールド特性を保持できる程度の超電導導体を有しつつ、常電導導体(安定化材)との接触面積を大きくすることができる。そのため、磁気シールド特性を保持しつつ、超電導体の熱除去、冷却を促進することができ、クエンチ防止を図ることができる。
【0069】
なお、第4の実施形態に係る磁気シールド体において、n2は1周における超電導導体のフィラメント数であり、周方向における分割数を意味する。よって、周方向における分割数は多い方が好ましいが、磁気シールド特性を保持するため、円筒の周方向における超電導導体と常電導導体の割合が、5:1〜5:3の範囲内になるように分割することが好ましい。
【0070】
また、第2の実施形態に係る磁気シールド体のように超電導フィラメントの断面形状を円状にすることでより高い熱安定性を得ることができる。
【0071】
第2の実施形態に係る磁気シールド体のような断面形状が円状の超電導フィラメントを有する磁気シールド体は次のように製造することができる。
【0072】
まず、銅管内にNbTiロッドを挿入して単芯ビレットを作成し、これを押し出し加工して、一次素線を形成する。次いで、銅の円筒の周囲に一次素線を配置し、これを銅管内に挿入して多芯ビレットを作成し、この多芯ビレットを押し出し加工し、更に引き抜き加工する。その後、押し出し及び引き抜き加工された多芯ビレットの内部及び外周を切削加工する。
【0073】
以上のように製造することで、図3に示すような、円筒状常電導導体(銅シリンダ)11内に複数のロッド状超電導導体(NbTiフィラメント)12が埋め込まれた、円筒状の超電導磁気シールドを製造することができる。
【0074】
超電導磁気シールドでは、超電導導体の冷却を効果的に行うために、超電導導体をある程度薄くする必要があるが、以上説明した実施形態1,2に係る超電導磁気シールドは、押し出し及び引き抜きにより製造されるため、圧下率、押出比を大きくすることで、超電導導体を容易に薄くすることができる。また、製造工程で行われる圧延や押出は、従来の超電導磁気シールドにおけるクラッド板の製造より低コストであるという利点もある。
【0075】
以上説明した超電導磁気シールドは、医療用画像診断装置であるMRIの超電導マグネットに好適に用いることが出来る。この超電導マグネットの上部には、内部部材を冷却するため例えばGM型ヘリウム冷凍機が設置される。冷凍機の内部には磁性蓄冷材が内蔵されるが、冷却に伴ってこの磁性蓄冷材が運動し、超電導マグネットの磁気の均一性を乱す原因となる。これに対し、本実施形態に係る超電導磁気シールドを冷凍機の蓄冷材運動部の外側に配置することにより、超電導マグネットに対し、磁性蓄冷材からの磁気遮蔽を確実に行うことが可能となる。
【0076】
なお、本実施形態に係る超電導磁気シールドは、軸と同一方向の磁界に対してよりも、超電導体の軸に対して垂直方向に作用する磁界のシールドに特に有効である。従って、本実施形態に係る超電導磁気シールドは、MRIに付属する極低温冷凍機の磁気シールドに好適に用いることができる。
【符号の説明】
【0077】
1,21,22,31…円筒状常電導導体、2,12…フィラメント状超電導導体、13…常電導導体層、32…テープ状超電導導体。
【特許請求の範囲】
【請求項1】
常電導導体と超電導導体とを具備する円筒状の超電導磁気シールド体であって、
前記超電導導体は、円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びていることを特徴とする超電導磁気シールド体。
【請求項2】
前記超電導導体は、複数の超電導フィラメントからなり、円筒の径方向に多数列略同心円に沿って配置されていることを特徴とする請求項1に記載の超電導磁気シールド体。
【請求項3】
前記超電導フィラメントは、どの径方向にも少なくも1列存在するように配置されていることを特徴とする請求項2に記載の超電導磁気シールド体。
【請求項4】
前記超電導導体は、複数の超電導テープ及び超電導薄膜素子又はその一方からなり、円筒状の常電導導体の内面及び外面又はそのいずれかに沿って前記超電導テープ及び前記超電導薄膜素子又はその一方が配置されていることを特徴とする請求項1に記載の超電導磁気シールド体。
【請求項5】
前記超電導導体及び前記常電導導体は、良熱伝導性樹脂により接合されていることを特徴とする請求項4に記載の超電導磁気シールド体。
【請求項6】
常電導導体円柱体と、その外周に配置された、外周面が常電導導体により被覆された複数の超電導フィラメントからなる複合導体層と、この複合導体層の外周に配置された常電導導体シースとを備える複合円柱体を形成する工程、及び
前記複合円柱体を切削加工して、常電導導体と超電導導体とを具備し、前記超電導導体が円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びている超電導磁気シールド体を形成する工程
を具備することを特徴とする超電導磁気シールド体の製造方法。
【請求項7】
前記複合円柱体を形成する工程は、
常電導導体円柱体の外周に、常電導導体からなるパイプ内に超電導導体からなるロッドを挿入して押出し加工を行うことにより形成された複数の一次素線を配置して、常電導導体円柱体及び一次素線からなる複合体を形成する工程と、
前記複合体を常電導導体円筒体内に挿入して複合ビレットを形成する工程と、
前記複合ビレットに対し、押し出し加工を行う工程と、
前記押し出し加工された複合ビレットに対し、引き抜き加工を行う工程と
を備えることを特徴とする請求項6に記載の超電導磁気シールド体の製造方法。
【請求項1】
常電導導体と超電導導体とを具備する円筒状の超電導磁気シールド体であって、
前記超電導導体は、円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びていることを特徴とする超電導磁気シールド体。
【請求項2】
前記超電導導体は、複数の超電導フィラメントからなり、円筒の径方向に多数列略同心円に沿って配置されていることを特徴とする請求項1に記載の超電導磁気シールド体。
【請求項3】
前記超電導フィラメントは、どの径方向にも少なくも1列存在するように配置されていることを特徴とする請求項2に記載の超電導磁気シールド体。
【請求項4】
前記超電導導体は、複数の超電導テープ及び超電導薄膜素子又はその一方からなり、円筒状の常電導導体の内面及び外面又はそのいずれかに沿って前記超電導テープ及び前記超電導薄膜素子又はその一方が配置されていることを特徴とする請求項1に記載の超電導磁気シールド体。
【請求項5】
前記超電導導体及び前記常電導導体は、良熱伝導性樹脂により接合されていることを特徴とする請求項4に記載の超電導磁気シールド体。
【請求項6】
常電導導体円柱体と、その外周に配置された、外周面が常電導導体により被覆された複数の超電導フィラメントからなる複合導体層と、この複合導体層の外周に配置された常電導導体シースとを備える複合円柱体を形成する工程、及び
前記複合円柱体を切削加工して、常電導導体と超電導導体とを具備し、前記超電導導体が円筒の周方向において複数個に分割され、かつ円筒の軸方向に連続して延びている超電導磁気シールド体を形成する工程
を具備することを特徴とする超電導磁気シールド体の製造方法。
【請求項7】
前記複合円柱体を形成する工程は、
常電導導体円柱体の外周に、常電導導体からなるパイプ内に超電導導体からなるロッドを挿入して押出し加工を行うことにより形成された複数の一次素線を配置して、常電導導体円柱体及び一次素線からなる複合体を形成する工程と、
前記複合体を常電導導体円筒体内に挿入して複合ビレットを形成する工程と、
前記複合ビレットに対し、押し出し加工を行う工程と、
前記押し出し加工された複合ビレットに対し、引き抜き加工を行う工程と
を備えることを特徴とする請求項6に記載の超電導磁気シールド体の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−38262(P2013−38262A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−173889(P2011−173889)
【出願日】平成23年8月9日(2011.8.9)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月9日(2011.8.9)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]