
超電導線材、超電導導体および超電導ケーブル
【課題】交流損失の低い加工された超電導線材、超電導導体および超電導ケーブルを提供する。
【解決手段】所定幅および所定の長さを有する基板の上に、少なくとも超電導薄膜、安定化膜が順次形成された超電導線材であって、前記超電導線材の長手方向に沿って形成された少なくとも1本の切りこみを備え、前記切りこみにおいて幅方向に折り曲げ可能な超電導線材
【解決手段】所定幅および所定の長さを有する基板の上に、少なくとも超電導薄膜、安定化膜が順次形成された超電導線材であって、前記超電導線材の長手方向に沿って形成された少なくとも1本の切りこみを備え、前記切りこみにおいて幅方向に折り曲げ可能な超電導線材
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超電導線材、超電導導体および超電導ケーブル、特に、交流損失の低い加工された超電導線材、超電導導体および超電導ケーブルに関する。
【背景技術】
【0002】
一般に、高温超電導ケーブルの線材として、Bi(ビスマス)系銀シース超電導線材とY(イットリウム)系薄膜超電導線材が知られている。Bi系銀シース超電導線材は、外部磁界が印加されると、臨界電流密度が急激に低下するという問題がある。特許文献1には、Bi系銀シース超電導線材を用いた超電導ケーブルにおいて、円筒状のフォーマの外周に同一断面寸法の複数本のテープ状のBi系銀シース超電導線材を、全ての層において隣接する超電導線材間の円周方向の隙間がなくなるように多層巻きすることによって、超電導線材の幅広面に対して垂直方向に印加される磁界成分を小さくし、臨界電流の劣化と交流損失を小さくすることが記載されている。
【0003】
一方、Y系薄膜超電導線材は、外部磁界に対して強く、強磁界内でも高い電流密度を維持することができるため、超電導ケーブル等の交流電力機器への応用が期待されている。またY系薄膜超電導線材は金属基板にYBCOの薄膜を蒸着させて形成されており、薄膜で高い電流密度を備えているので、素線レベルでBi系銀シース超電導線材よりも交流時に発生する損失(交流損失)の低下が期待できる。
【0004】
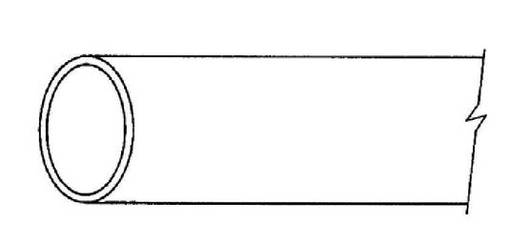
Y系薄膜超電導線材は超電導材料の厚さが非常に薄いため、テープ線材の幅広面に平行な磁界成分による交流損失はほとんど発生しないことがわかっている。よって、Y系薄膜超電導線材による理想的な超電導ケーブルは、Y系薄膜超電導線材が隙間無く配置されている構造であり、この場合には、自己磁界が導体周方向成分にしか無く、交流損失を劇的に下げることができる。究極的には、図8に示すように断面円形(円筒形)が望ましい。この形状に近づけるには有限の幅を有するY系薄膜超電導線材をより細線化して、より頂点数の多い多角形にすればよいことが判明している。
【特許文献1】特開平9−190727号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、この方法によると実際に超電導ケーブルを製作する上で問題点が生じる。例えば、製造時の設備が過大になること、製造時に超電導線材間のギャップ長を一定にする設定が難しいこと等である。また、実際の超電導ケーブルにおいては、超電導線材間に必ず隙間が生じて、隣接する超電導線材間で自己磁界による垂直磁界のキャンセルが出来ない。また、Bi系銀シース超電導線材およびY系薄膜超電導線材ともに、素線レベルの超電導線材に流れる電流容量には限界があるため、電流容量を上げるためには超電導線材を複数本束ねた集合導体を形成する必要がある。集合導体を形成するときには、Y系薄膜超電導線材は加工せずに使用すると、超電導線材の集合化に起因する損失によって、その特性のよさが失われてしまい、Bi系銀シース超電導線材と同レベルの損失が発生してしまう。よって、Y系薄膜超電導線材を用いた導体製作には、Bi系銀シース超電導線材よりも高精度な製作精度が要求される。
【0006】
本発明の課題は、交流損失の低い加工された超電導線材、超電導導体および超電導ケーブルを提供することにある。
【課題を解決するための手段】
【0007】
発明者は、上述した従来の問題点を解決するため、鋭意研究を重ねた。その結果、基板の上に、少なくとも超電導薄膜、安定化膜が順次形成された超電導線材に、その長軸方向に沿って、相互に平行な複数本の切りこみを形成し、切りこみにおいて、円筒形の外周面に沿って幅方向に折り曲げが可能なように超電導線材を形成すると、自己磁界が外周面に沿った方向成分だけになり、交流損失を劇的に低下させることが判明した。この発明は、上述した研究成果に基づきなされたものである。
【0008】
この発明の超電導線材の第1の態様は、所定幅および所定の長さを有する基板の上に、少なくとも超電導薄膜、安定化膜が順次形成された超電導線材であって、前記超電導線材の長手方向に沿って形成された少なくとも1本の切りこみを備え、前記切りこみにおいて幅方向に折り曲げ可能な超電導線材である。このように1本の超電導線材を完全に切り離して分割することなく、切りこみを入れて折り曲げ可能とすることで、超電導線材を容易に配置することができる。
なお、基板の種類によっては基板上に中間層を形成した後に超電導薄膜を形成する必要があるが、中間層の働きとしては基板と超電導薄膜が相互拡散して超電導薄膜の組成が化学量論組成からずれるのを防ぐために設けられるため、必ずしも形成する必要がある訳ではない。
【0009】
この発明の超電導線材の第2の態様は、前記超電導薄膜が、RE系超電導材料からなっており、前記切りこみは前記長手方向に周期的に形成された切り分け部、残存部からなっており、前記切りこみの複数本が幅方向に等間隔で相互に平行に形成されている超電導線材である。ここで、REは希土類元素であり、RE系超電導材料はY、Nd 、S m 、E u 、G d 、D y 、H o 、E r 、T m 、Y b 、L u から選ばれる1種類または2種類以上の元素からなる超電導材料である。
【0010】
この発明の超電導導体の第1の態様は、円筒形状物と、
所定幅および所定の長さを有する基板の上に、少なくとも超電導薄膜、安定化膜が順次形成され、長手方向に沿って、相互に平行な複数本の切りこみが形成され、前記切りこみにおいて幅方向に折り曲げられて前記円筒形状物の外周面に沿って配置された超電導線材とからなる導体構造を備えた超電導導体である。
【0011】
この発明の超電導導体の第2の態様は、前記超電導薄膜が、RE系超電導材料からなっており、前記切りこみが前記長手方向に周期的に規制された切り分け部、残存部からなっており、前記切りこみの複数本が幅方向に等間隔で相互に平行に形成されている超電導導体である。ここで、残存部は切りこみが全く入っていない状態または、少なくとも安定化膜、超電導膜が切り分けられている状態の部分のことを指す。
【0012】
この発明の超電導導体の第3の態様は、前記超電導線材が前記切りこみにおいて前記円筒形状物の外周面に沿って幅方向に折り曲げられていることを特徴とする超電導導体である。
【0013】
この発明の超電導導体の第4の態様は、前記超電導線材の上面、下面の何れか1つの面、または、両面に良導体が形成されている、超電導導体である。
【0014】
この発明の超電導導体の第5の態様は、前記超電導線材は複数本からなっており、前記複数本の超電導線材が前記円筒形状物の外周面に沿って、幅方向に所定間隔で隣接して配置されている、超電導導体である。
【0015】
この発明の超電導導体の第6の態様は前記超電導線材の間の前記所定間隔が2mm未満である、超電導導体である。
【0016】
この発明の超電導導体の第7の態様は、前記超電導線材間に少なくとも1つの細線化された別の超電導線材を備えた、超電導導体である。
【0017】
この発明の超電導導体の第8の態様は、前記別の超電導線材は、前記超電導線材と同一の超電導構造を備えている、超電導導体である。
【0018】
この発明の超電導ケーブルの第1の態様は、前記超電導導体の外周に電気絶縁層、保護層および断熱管を有している、超電導ケーブルである。
【発明の効果】
【0019】
基板の上に、少なくとも超電導薄膜、安定化膜が順次形成された超電導線材を、その長軸方向に沿って、相互に平行な複数本の切りこみを形成し、切りこみにおいて、円筒形の外周面に沿って幅方向に折り曲げが可能なように超電導線材を形成するので、自己磁界が外周面に沿った方向成分だけになり、交流損失を劇的に低下させることができる。その結果、RE系超電導線材による理想的なケーブルである、RE系超電導線材が隙間無く配置されている構造に近づけることが出来る。
【0020】
この発明の超電導線材、超電導導体および超電導ケーブルによると、超電導線材に加工を施すことによって、製造時の設備が過大にならず、ギャップ長も簡単に決められ、細線化した場合と同様の効果を得ることができる。
【発明を実施するための最良の形態】
【0021】
以下に、本発明の超電導線材、超電導導体および超電導ケーブルを、図面を参照しながら詳細に説明する。
上述したように、RE系超電導線材による理想的なケーブルは、RE系超電導線材が隙間無く配置されている構造で、究極的には円筒(断面円形)形状である。この形状に近づけるには有限の幅を有する超電導線材をより細線化して、より頂点数の多い多角形にすればよいことが判明している。しかし、この方法によると実際に製作する上で問題点が生じる。例えば、超電導線材を切り分けるのには設備が必要であること、製造時の設備が過大になること、製造時のギャップ長を一定にする設定が難しいこと等である。一方では、交流損失の低減にはギャップが無いことが望ましいが、超電導ケーブルは製造中や布設時、出荷時には曲げるので、このときには線材ギャップが必要であり、線材間のギャップ長のコントロールが必要である。
【0022】
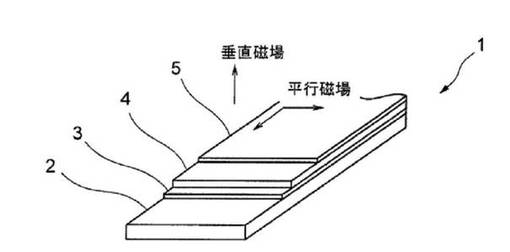
この発明の超電導線材1は、図1に示すように、基板2(例えば、ハステロイ(登録商標))の上に、中間層3、超電導薄膜4(例えば、YBCO)、安定化膜5(例えば、銀)が順次形成された超電導線材であり、このように形成された超電導線材1の長手方向に沿って、図2に示すように、相互に平行な複数本の切りこみ6が形成される。なお、超電導線材1において、基板2の種類によって中間層3は必要ない場合もある。また、図1では図示しないが、超電導線材1の上面、下面の何れか1つの面、または、両面に銅等の良導体を形成してもよい。
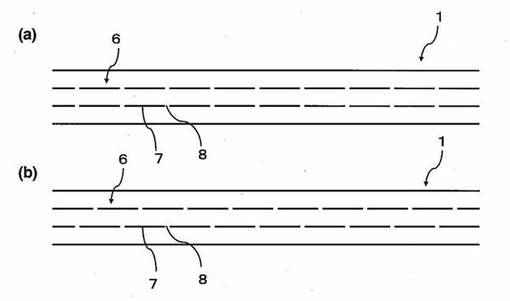
切りこみ6は、切り分け部7、残存部8からなっており、切り分け部7と残存部8が長手方向に周期的にあらわれるように形成され、そして、複数本の切りこみ6が幅方向に等間隔で形成されている。
【0023】
切りこみ6は、例えば、YAG(Yittrium Aluminium Garnet)レーザ処理、または、刃の無い部分を備えた回転刃によって行う。レーザはYAGレーザの他にファイバレーザ、CO2レーザ等を用いてもよい。なお、レーザの切りこみ方法としては、レーザのON/OFFによる方法とレーザの高出力/低出力による方法がある。レーザのON/OFFによる方法では、レーザは、安定化膜5側から入射し、ON時には安定化膜5、超電導薄膜4、中間層3、基板2のすべてを切り分け、切り分け部7を形成し、OFF時は全く切りこみ6を入れずに、残存部8を形成する。また、レーザの高出力/低出力による方法では、レーザは、安定化膜5側から入射し、高出力時には安定化膜5、超電導膜4、中間層3、基板2のすべてを切り分け、低出力時には少なくとも安定化膜5、超電導膜4を切り分け、少なくとも基板2の一部は残すものとする。切り分け部7、残存部8の長さは、例えば、切り分け部7が9.5mm、残存部8が0.5mmである。
【0024】
図2(a)は平行な2本の切りこみ6の切り分け部7と残存部8がそれぞれ同じように並ぶように形成されており、(b)は、平行な2本の切りこみ6の切り分け部7と残存部8が互い違いに形成されている。図2(b)のように、複数の切りこみ6の残存部8の位置を必ずしも合わせる必要はなく、図2に示す切りこみ6は、一例であって、切り分け部7および残存部8はともに、これ以上に長くしてもよく、基板2の種類等によって適宜設定を行えばよい。何れにしても、切り分け部7、残存部8が周期的に現われる切りこみ6を形成することによって、円筒形状物11の外周面部に沿って、幅方向に折り曲げることができることが重要である。
【0025】
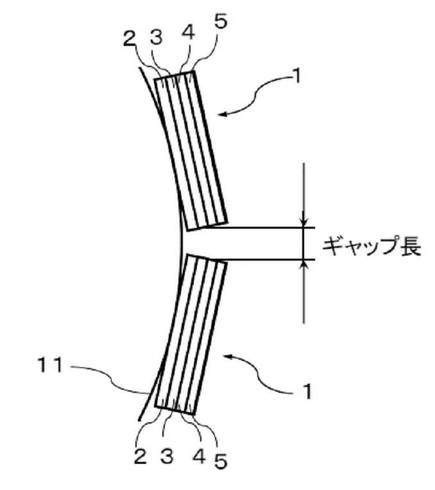
この発明の超電導導体10の1つの態様は、円筒形状物11と、所定幅および所定の長さを有する基板2の上に、少なくとも超電導薄膜4、安定化膜5が順次形成され、長軸方向に沿って、相互に平行な複数本の切りこみ6が形成され、前記切りこみ6において幅方向に折り曲げられて前記円筒形状物11の外周面に沿って配置された超電導線材1とからなる導体構造を備えた超電導導体10である。切りこみ6が形成され幅方向に折り曲げ可能な超電導線材1が複数本からなっており、複数本の超電導線材1が前記円筒形状物11の外周面に沿って、幅方向に所定間隔で隣接して配置されている。所定間隔は超電導線材1間のギャップ長とも言い、正確には隣り合う超電導薄膜4間の距離を指す。なお、ここでのギャップ長(所定間隔)は、超電導薄膜4の間隔の平均値である。
【0026】
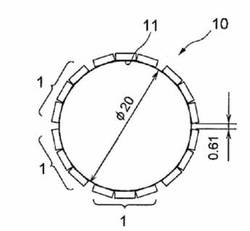
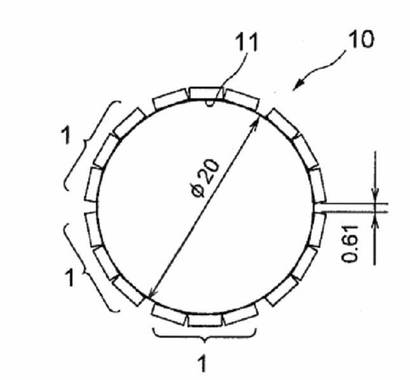
図3は、この発明の超電導導体10の断面を説明する図である。図3に示すように、良導体である例えば直径20mmの銅の円筒形状物11の外周面に、切りこみ6を形成し幅方向に折り曲げた複数本(図3では6本、幅10mm)の超電導線材1が円筒形状物11の長軸方向に沿って、その外周面上に平行におおよそ等間隔で配置される。超電導線材1間のギャップ長は0.61mmである。本明細書において、ギャップ長(所定間隔)とは、図4に示すように隣り合う超電導線材1の超電導薄膜4間の距離を言い、円筒形状物11の直径や基板2や中間層3の厚さ、切りこみ6の幅を制御することによってコントロールすることができる。各超電導線材1には、図2に示すような等間隔で2本の切りこみ6が形成されている。切りこみ6は切り分け部7、残存部8が周期的にあらわれる点線状の切りこみ6である。このように切りこみ6が形成された超電導線材1がそれぞれ0.61mmのギャップ長で円筒形状物11の外周面上に並列配置されている。折り曲げられた超電導線材1の基板2は、円筒形状物11の外周面に基板2の面の一部分が接して配置されている。
【0027】
この発明の超電導導体10の他の1つの態様は、超電導線材1間に少なくとも1つの細線化された別の超電導線材9を備えた超電導導体10である。即ち、複数本の超電導線材1の所定間隔を極小にするために、切りこみ6が形成された超電導線材1とは別に、超電導線材1間に配置する別の細線化された超電導線材9を準備して、超電導線材1間のギャップ長を調整する。
【0028】
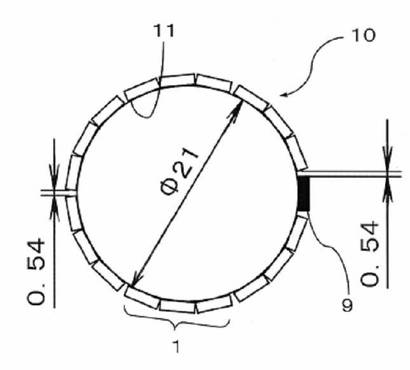
図5は、この発明の他の態様の超電導導体10の断面を示す図である。図5に示すように、良導体である例えば直径21mmの銅の円筒形状物11の外周面に、切りこみ6を形成し幅方向に折り曲げた複数本(図5では6本、幅10mm)の超電導線材1が円筒形状物11の長軸方向に沿って、その外周面上に平行に配置される。この態様では、超電導線材1間のギャップ長を0.54mmにするために、幅3.33mmの細線化された別の超電導線材9が、超電導線材1の間に挿入されている。この態様においても、各超電導線材1には、図2に示すような等間隔で2本の切りこみ6が形成されている。切りこみ6は切り分け部7、残存部8が周期的にあらわれる点線状の切りこみである。
【0029】
このように切りこみ6が形成された超電導線材1がそれぞれ0.54mmのギャップ長で円筒形状物11の外周面上に並列配置されるように、残りの間隙部分に上述した幅3.33mmの細線化された別の超電導線材9が挿入配置されている。この態様においても、折り曲げられた超電導線材1と別の超電導線材9の基板2は、円筒形状物11の外周面にその全面が接して配置されている。上述した細線化された別の超電導線材9は、図1、図2を参照して説明した、基板2の上に、少なくとも超電導薄膜4、安定化膜5が順次形成され、切りこみ6が形成された超電導線材1と同一の超電導構造を備えている。このように所定のギャップ長になるように、細線化した別の超電導線材9を使用して、調整することができる。その詳細は実施例によって後述する。
【0030】
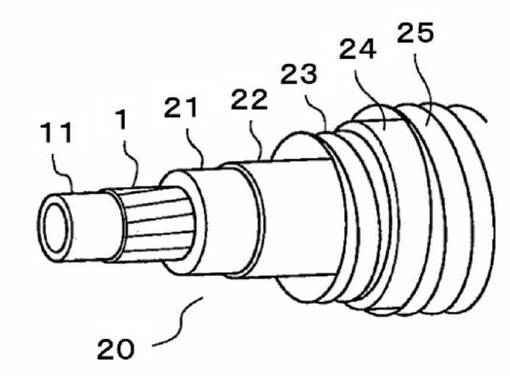
図6は、この発明の超電導ケーブルを説明する図である。超電導ケーブル20は、金属製(例えば銅製)の円筒形状物11の周りに超電導線材1をらせん状に巻き付けて、その上に電気絶縁層21(材質は紙若しくは半合成紙)、次いで保護層22(例えば、導電性の紙あるいは銅の編組線からなる)から形成されるケーブルコアを可撓性のある金属製(例えば、ステンレス製またはアルミニウム製)二重断熱管、即ち、内管23と外管25及び内管23と外管25の間に配置された断熱材24からなる二重断熱管の中に収納されている。
【0031】
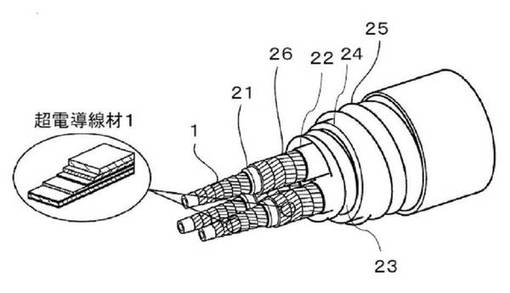
図7は、この発明による超電導ケーブル(3相)の構造の一例を示す図である。図7に示すように、超電導ケーブル20の構造は、金属製(例えば銅製)の円筒形状物11の周りに超電導線材1がらせん状に巻き付けられ、その上に電気絶縁層21(材質は紙若しくは半合成紙)、次いで超電導シールド層26、その上に保護層22(例えば、導電性の紙あるいは銅の編組線からなる)が形成されたケーブルコアが可撓性のある金属製(例えば、ステンレス製またはアルミニウム製)二重断熱管の中に配置された構造である。二重断熱管は内管23と外管25及び内管23と外管25の間に配置された断熱材24からなる。また、この二重断熱管の外側に更に防食層を設けてもよい。ここで、超電導シールド層26をなす導体は特に限定はされないが、好ましくは超電導線材1と同様の超電導線材を用いることが望ましい。図6では超電導シールド層を有していなかったが、図7と同様に超電導シールド層26を有していることが望ましい。超電導シールド層26を有することにより、漏れ磁界が非常に小さい超電導ケーブル20を形成することができる。
【0032】
以下に、この発明の超電導線材および超電導導体を実施例および比較例によって更に詳細に説明する。
この発明の超電導線材1、例えば、10mm幅の超電導テープは、完全に切り分けるのではなく、図2に示すように点線状に切りこみを形成することによって切り分けておく部分と残す部分を設ける。このように加工した超電導線材1は幅方向に折り曲げることができる。切りこみ6の形成は例えばレーザのON/OFF(OFFのかわりに出力を落とす)や回転刃の一部に刃のない部分を設けることによって可能になる。このように超電導線材1は切り分けられていないので、送り出しと巻き込みのスプールは1対1でよい。
【0033】
このような超電導線材1を図3のように円筒形状物11に巻き付けると、円筒形状物11と超電導線材1からなる超電導導体10の断面が円形に近い形となり、超電導線材1の垂直磁界の影響を小さくすることができる。ここで、理想的なRE系の超電導体の形状を図8に示す。なお、交流損失は、1本の超電導線材1に形成した切りこみ6の数に応じて低減する。即ち、形成した切りこみ6の数が多いほど交流損失は低減する。
【0034】
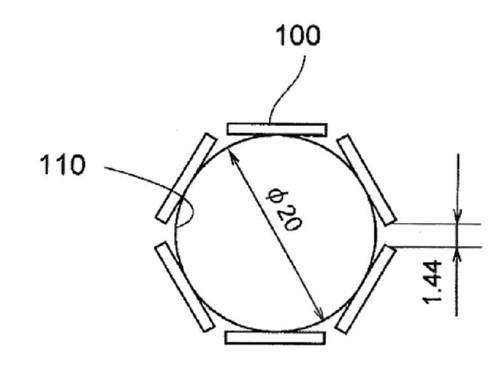
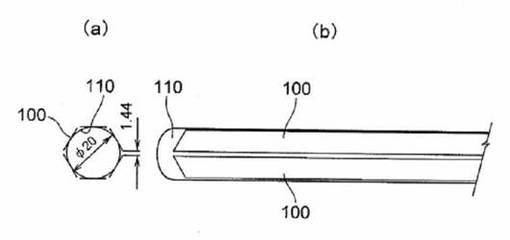
また、超電導導体10の断面形状が円形に近づくことで、超電導線材1間のギャップ長も小さくなる。従来の超電導線材を使用した場合には、図17に示すように超電導線材100間のギャップ長は1.44mmであるが、この発明の切りこみ6が形成された超電導線材1を使用すると、超電導線材1間のギャップ長は0.61mmに減少させることができる。この発明における円筒形状物11の周りに超電導線材1を巻き付けるために必要な設備は、切りこみ6が形成されていない従来の超電導線材100の場合に使用する設備と全く同じであり、超電導線材1間のギャップ長も簡単に決めることができる。
【0035】
超電導線材1間のギャップの大きさは、2mm未満の場合に交流損失低減効果が生じるので、2mm未満が好ましい。交流損失低減のためには、超電導線材1間のギャップ長は小さければ小さいほど好ましく、ギャップ長が0mmとなってもよい。例えば、0.5mmのギャップ長では、ギャップ長が無限大のときに対して交流損失を約1/2に低減することができ、0.1mmのギャップ長で、ギャップ長が無限大のときに対して交流損失を約1/10に低減することが期待できる。
【0036】
なお、上述した超電導線材1に形成された幅方向の切りこみ6の数が多ければ多いほど、交流損失低減に有効である。更にその上、超電導線材1間のギャップ長を小さくすることで、切りこみ6とギャップ長の相乗効果によって、交流損失を大きく低減することが出来る。
【0037】
以下に、この発明の超電導線材1の効果をモデル試作と理論によって確認した。
理論モデルとして、図9に示すNorrisのstripモデルを使用した。図9において、各モデルのギャップ長は有限長であるが、Norrisのstripモデルの計算上では、ギャップ長は無限大であり、隣接している超電導線材同士による影響は無視している。図10にこれらの交流損失を示す。図10において、縦軸は臨界電流(Ic)の2乗で規格化した通電ロス、横軸は臨界電流(Ic)で規格化した通電電流(It)を示す。図10の横軸と縦軸はIc(臨界電流)の依存性をなくすために、それぞれ規格化している。横軸は通電電流(Arms)のピークをIcで割っており、縦軸はIcの2乗で割っている。これは理論モデルの交流損失がIcの2乗に比例するためである。
【0038】
図10によると、交流損失は、1stripに比べて6stripは1/6になっており、18stripは1/18になっている。しかし、究極的な円筒形の理論式は、mono-block modelで与えられ、直径20mmで薄さ1ミクロン超電導の円筒モデルを仮定すると、6stripの約1/1000である。この乖離はNorrisのstripモデルがテープ間のギャップ長を無限大にしているためである。
【0039】
上述した理論と比較するためにモデルを実際に作成した。
超電導線材1として10mm幅の超電導線材1を6本使用し、それぞれ以下に示すモデル1からモデル5を作成した。なお、ここでモデル1は従来例、モデル2は比較例、モデル3〜5は本発明の実施例である。
【0040】
モデル1は、図11に示すように、切りこみ6の形成されていない従来の超電導線材100を直径20mmの円筒形状物110の長軸に沿って外周面に等間隔で配置したものである。そのときの超電導線材1間のギャップ長は1.44mmであった。
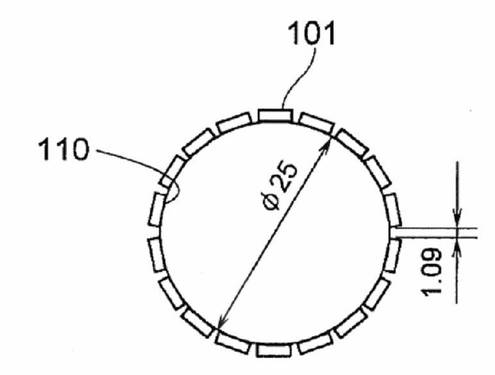
モデル2は、各超電導線材100を、2本のレーザ処理によって完全に切り離して、3分割した。その結果、合計18本の切り離された超電導線材101を得た。図12に示すように、これらの切り離された超電導線材101を直径25mmの円筒形状物110の長軸に沿って外周面に等間隔で配置した。このときの切り離された超電導線材101間のギャップ長は1.09mmであった。
【0041】
モデル3は、各超電導線材1に対して、2本の点線状の切りこみ6を形成した。この切り込み6の形成はYAGレーザON/OFFを使用し、9.5mmの長さの切り分け部7、0.5mmの残存部8を周期的に形成して行った。このときのレーザ径は100ミクロンであった。このように切り分け部7と残存部8からなる切りこみ6が形成された超電導線材1を、図13に示すように、直径21mmの円筒形状物11の長軸に沿って外周面に等間隔に配置した。そのときの超電導線材1間のギャップ長は1.13mmであった。
【0042】
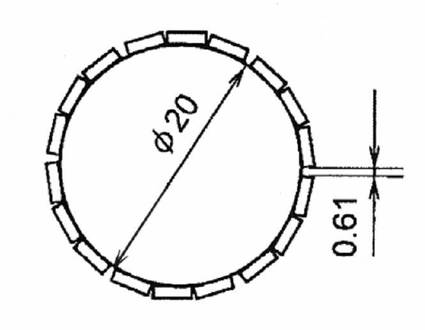
モデル4は、各超電導線材1に対して、2本の点線状の切りこみ6を形成した。切りこみ6の形成はモデル3と同一である。このように切りこみ6が形成された超電導線材1を、図14に示すように、直径20mmの円筒形状物11の長軸に沿って外周面に等間隔に配置した。そのときの超電導線材1間のギャップ長は0.61mmであった。
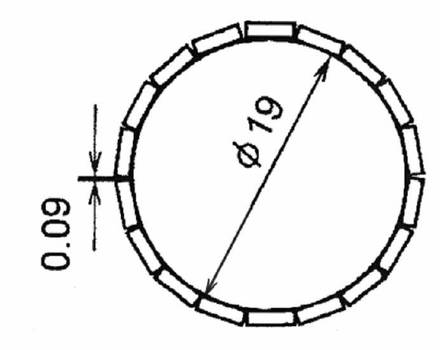
モデル5は、各超電導線材1に対して、2本の点線状の切りこみ6を形成した。切りこみ6の形成はモデル3と同一である。このように切りこみ6が形成された超電導線材1を、図15に示すように、直径19mmの円筒形状物11の長軸に沿って外周面に等間隔に配置した。そのときの超電導線材1間のギャップ長は0.09mmであった。
【0043】
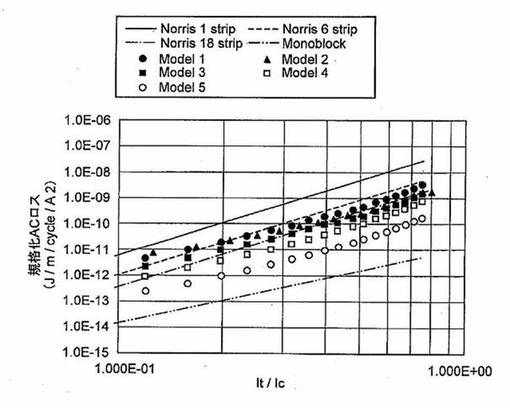
モデル1から5の特性を図16に示す。図16において、縦軸は臨界電流(Ic)の2乗で規格化した通電ロス、横軸は臨界電流(Ic)で規格化した通電電流(It)を示す。図16から明らかなように、超電導線材のギャップ長が小さくなるほど規格化通電ロスが小さくなっている。即ち、モデル1から3の結果は、分割の理論モデルと良く一致しており、モデル2とモデル3は、殆ど等しい特性を示していることから、超電導線材に点線状の切りこみ6を形成した場合と、超電導線材を完全に切り離した場合と同様な効果が得られることが示されている。しかし、モデル2では、超電導線材が18本に完全に切り離されている(それぞれをリールとも呼ぶ)ので、切り離された超電導線材101間のギャップ長を一定に保つことが難しい。
【0044】
これに対して、モデル3は切りこみ6が形成された超電導線材1を使用したものであって、超電導線材1は完全に切り離されていないので、リールの数は、元の超電導線材の数である6本であり、超電導線材1間のギャップ長の調整が容易に行われる。
また、モデル3、4、5は、ギャップ長の効果(即ち、ギャップが小さくなるほど交流損失が低減する)を現しており、ギャップ長が0.61mmであるモデル4は、ギャップ長が1.13mmであるモデル3に比べて2/3〜1/2に低減しており、ギャップ長が0.09mmであるモデル5は、ギャップ長が1.13mmであるモデル3に比べて1/5〜1/10低減している。モデル5は最も小さい交流損失であることが確認できた。
【0045】
更に、交流損失を低減する方法について説明する。
一般的に、超電導線材の幅は一定値(この場合は10mm)と決まっているので、超電導線材間のギャップ長(ギャップの大きさ)は、超電導線材を巻き付ける円筒形状物11の径に依存する。例えば、ギャップ長が1.13mmであるモデル3、ギャップ長が0.61mmであるモデル4においては、交流損失は2/3〜1/2程度異なるが、モデル3においては、超電導線材を更に1本増やすことができないので、ギャップ長を小さくすることができず、交流損失低減を期待できない。
【0046】
電流容量を増やすためには、超電導線材を径方向に多層にするため、上述したように超電導線材を巻きつける径が変動する状況が頻繁に起こりうる。そこで、超電導線材1に切りこみ6を形成する他に、完全に切り離した細線の超電導線材9を予め用意しておく。この完全切り離しは、レーザ処理によって簡単に得ることができる。例えば、レーザによって超電導線材1を完全に切り離すと、3.33mm幅の超電導線材9が3本得られる。
【0047】
モデル3において、幅3.33mmの超電導線材9を1本追加すると、超電導線材1同士の間及び超電導線材1と別の超電導線材9間のギャップ長は0.54mmとなり、ギャップ長が0.61mmであるモデル4と同等の交流損失の低減が実現できる。
【0048】
上述したように、図5は細線の超電導線材に切りこみ6を形成した超電導線材1の間に超電導線材9を挿入した状態を示す図である。図5に示すように、切りこみ6を形成した6本の超電導線材1の間に1本の幅3.33mmの別の超電導線材9を挿入している。図5に示す黒い部分が新たに挿入された幅3.33mmの別の超電導線材9である。この細線を挿入することによって、超電導線材1,9間のギャップ長を0.54mmにすることができる。このように、超電導線材を巻き付ける円筒形状物11の径が変わっても、超電導線材間のギャップ長が小さくなるように超電導線材9を挿入して、交流損失を低減することができる。
【0049】
さらに、超電導線材をスパイラルに巻いて導体を作成する場合、ギャップ長は簡単には決まらない。これは、スパイラルピッチによっても巻きつけられる線材数が異なるためである。通常、このようなスパイラル巻きをするのは、曲げなどに対して機械的強度を上げるためである。ここで、参考として、図12のモデル2と同様に、3.33mm幅の切り離された超電導線材101を円筒形状物110に巻きつけた場合のギャップ長と巻き付けピッチの関係を表1に示す。ただし、モデル2と異なり、円筒形状物110は20mmのフォーマである。表1のようにスパイラルピッチを200〜300mm以上に長くすると巻きつけ可能な線材の本数はスパイラルピッチを無限大、つまりスパイラルに巻かない場合と同数となり、ギャップ長に関しても同様にスパイラルに巻かない場合と同程度となる。反対に、スパイラルピッチを短くすると巻きつけ可能な線材の本数は減り、ギャップ長に関しては広くなってしまう。本発明の超電導線材1を円筒形状物に対して同様にスパイラル状に巻く場合でも、この傾向は同様である。
【表1】

【0050】
ただし、電流容量を増加させる点から、一般的に超電導線材を多層にすることが行われる(図7参照)。そのため、超電導線材をスパイラル巻きにする場合は、超電導線材の各層のインダクタンスを調整することによって、スパイラルピッチを決定する。インダクタンスの調整により、ギャップ長は一義的に決定しないが、交流損失低減のためには、可能な限りギャップ長を小さくすることが有効である。
【0051】
しかし、図12のように、切り離された超電導線材101を使用したスパイラル巻きの超電導ケーブルでは、ギャップ長を最小限にすると、切り離された超電導線材101同士がぶつかりあって、超電導線材101に歪みが入り、超電導性能を失ってしまったり、あるいは、線材同士がぶつかり、線材が重なってしまったりする可能性がある。しかし、図3のような本発明の超電導線材1を用いることにより、切り分け部7によって隣り合う切り分けられた超電導線材同士がぶつかっても、それは超電導線材1の基板2であり、超電導薄膜4には直接歪みが入らないので、超電導線材1自体の超電導性能を失うことはない。また、本発明の超電導線材1は一体化されている状態の線材のため、超電導線材同士の重なる可能性はほとんど無いが、ギャップ長が0.09mm未満となった場合には、スパイラル状態に超電導線材1を巻いた際に隣り合う超電導線材1同士がぶつかってしまい、超電導特性が劣化してしまう可能性がある。また、ギャップ長としては、実施例に示したように、0.09〜1.13mmの所定間隔を有していれば、交流損失をより低減することができる。
【0052】
図14のように直径20mmの導体(円筒形状物11)に6本の線材を300mmピッチでスパイラル巻きにした場合、ギャップ長は円筒形状物11に対してスパイラル状に巻きつけていない場合とほぼ同等である。図6に示すように、本発明の超電導線材1を導体(円筒形状物11)にスパイラル巻きにした超電導ケーブル20を曲げ直径を1mとしても臨界電流の劣化は見られず、実用的な超電導ケーブルとして十分な性能を確認できた。
【0053】
超電導線材1に切りこみ6を形成する上述した加工処理は、超電導薄膜4の厚さが0.1〜5μm程度の薄膜超電導線材に有効である。Bi系銀シース超電導線材のように、多数のフィラメントを有する超電導線材に対しては有効とは言えない。Bi系銀シース超電導線材は、PIT(Powder In Tube)法によって、超電導フィラメントを複数本シース材に入れて、圧延することで得られている。PIT法によって得られた個別の超電導フィラメントの厚さは10μm程度だが、電磁気的には他の超電導フィラメントと結合している状態のため、ほぼ一体と見なされる。そのため、超電導体としての領域全体で考えると、超電導層としての厚さは0.1〜0.2mm程度となり、薄膜超電導線材と比べると、交流損失は高くなる。よって、本発明のように切りこみをBi系銀シース超電導線材に形成したとしても、交流損失の低減にはつながらない。また、Bi系銀シース超電導線材では、切りこみを形成すると積層した超電導フィラメントを切り込みによって損傷させることになり、Icの低下は大きくなる。
【0054】
なお、薄膜系超電導線材への本発明の適用として、その上面、下面の両面、または、何れか1つの面に、更に銅等の良導体が形成されている超電導線材に対しても有効である。
また、切りこみを形成しない残存部の長さについては、特に規定は無く、ケーブル形成後曲げなどの外力により残存部が切れてしまっても、巻きつけ時の超電導線材のギャップ長が重要であるので、その効果は維持することができる。
【図面の簡単な説明】
【0055】
【図1】図1は、本発明の超電導線材を説明する図である。
【図2】図2は、切りこみが形成された本発明の超電導線材を説明する平面図である。
【図3】図3は、本発明の超電導導体の断面を説明する図である。
【図4】図4は、本発明の所定間隔(ギャップ長)を説明する図である。
【図5】図5は、本発明の他の態様の超電導導体の断面を示す図である。
【図6】図6は、本発明の超電導ケーブルを説明する図である。
【図7】図7は、本発明の超電導ケーブル(3相)の構造の一例を示す図である。
【図8】図8は、理想的なY系の超電導体を示す図である。
【図9】図9は、理論モデルとして、Norrisのstripモデルを使用して、考えたモデルを示す概念図である。
【図10】図10は、モデルの交流損失を示すグラフである。
【図11】図11は、モデル1、即ち、従来の超電導線材を直径20mmの円筒形状物の長軸に沿って外周面に等間隔で配置した断面図である。
【図12】図12は、モデル2、即ち、切り離された超電導線材を直径25mmの円筒形状物の長軸に沿って外周面に等間隔で配置した断面図である。
【図13】図13は、モデル3、即ち、切りこみが形成された超電導線材を直径21mmの円筒形状物の長軸に沿って外周面に等間隔に配置した断面図である。
【図14】図14は、モデル4、即ち、切りこみが形成された超電導線材を直径20mmの円筒形状物の長軸に沿って外周面に等間隔に配置した断面図である。
【図15】図15は、モデル5、即ち、切りこみが形成された超電導線材を直径19mmの円筒形状物の長軸に沿って外周面に等間隔に配置した断面図である。
【図16】図16は、モデル1から5の特性を示すグラフである。
【図17】図17は、従来の超電導線材を使用した場合を説明する図である。
【符号の説明】
【0056】
1 本願発明の超電導線材(切りこみは省略)
2 基板
3 中間層
4 超電導薄膜
5 安定化膜
6 切りこみ
7 切り分け部
8 残存部
9 別の超電導線材
10 超電導導体
11 円筒形状物
20 超電導ケーブル(超電導線材間の所定間隔は省略)
21 電気絶縁層
22 保護層
23 内管
24 断熱材
25 外管
26 超電導シールド層
100 切りこみの形成されていない超電導線材
101 切り離された超電導線材
110 円筒形状物
【技術分野】
【0001】
本発明は、超電導線材、超電導導体および超電導ケーブル、特に、交流損失の低い加工された超電導線材、超電導導体および超電導ケーブルに関する。
【背景技術】
【0002】
一般に、高温超電導ケーブルの線材として、Bi(ビスマス)系銀シース超電導線材とY(イットリウム)系薄膜超電導線材が知られている。Bi系銀シース超電導線材は、外部磁界が印加されると、臨界電流密度が急激に低下するという問題がある。特許文献1には、Bi系銀シース超電導線材を用いた超電導ケーブルにおいて、円筒状のフォーマの外周に同一断面寸法の複数本のテープ状のBi系銀シース超電導線材を、全ての層において隣接する超電導線材間の円周方向の隙間がなくなるように多層巻きすることによって、超電導線材の幅広面に対して垂直方向に印加される磁界成分を小さくし、臨界電流の劣化と交流損失を小さくすることが記載されている。
【0003】
一方、Y系薄膜超電導線材は、外部磁界に対して強く、強磁界内でも高い電流密度を維持することができるため、超電導ケーブル等の交流電力機器への応用が期待されている。またY系薄膜超電導線材は金属基板にYBCOの薄膜を蒸着させて形成されており、薄膜で高い電流密度を備えているので、素線レベルでBi系銀シース超電導線材よりも交流時に発生する損失(交流損失)の低下が期待できる。
【0004】
Y系薄膜超電導線材は超電導材料の厚さが非常に薄いため、テープ線材の幅広面に平行な磁界成分による交流損失はほとんど発生しないことがわかっている。よって、Y系薄膜超電導線材による理想的な超電導ケーブルは、Y系薄膜超電導線材が隙間無く配置されている構造であり、この場合には、自己磁界が導体周方向成分にしか無く、交流損失を劇的に下げることができる。究極的には、図8に示すように断面円形(円筒形)が望ましい。この形状に近づけるには有限の幅を有するY系薄膜超電導線材をより細線化して、より頂点数の多い多角形にすればよいことが判明している。
【特許文献1】特開平9−190727号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、この方法によると実際に超電導ケーブルを製作する上で問題点が生じる。例えば、製造時の設備が過大になること、製造時に超電導線材間のギャップ長を一定にする設定が難しいこと等である。また、実際の超電導ケーブルにおいては、超電導線材間に必ず隙間が生じて、隣接する超電導線材間で自己磁界による垂直磁界のキャンセルが出来ない。また、Bi系銀シース超電導線材およびY系薄膜超電導線材ともに、素線レベルの超電導線材に流れる電流容量には限界があるため、電流容量を上げるためには超電導線材を複数本束ねた集合導体を形成する必要がある。集合導体を形成するときには、Y系薄膜超電導線材は加工せずに使用すると、超電導線材の集合化に起因する損失によって、その特性のよさが失われてしまい、Bi系銀シース超電導線材と同レベルの損失が発生してしまう。よって、Y系薄膜超電導線材を用いた導体製作には、Bi系銀シース超電導線材よりも高精度な製作精度が要求される。
【0006】
本発明の課題は、交流損失の低い加工された超電導線材、超電導導体および超電導ケーブルを提供することにある。
【課題を解決するための手段】
【0007】
発明者は、上述した従来の問題点を解決するため、鋭意研究を重ねた。その結果、基板の上に、少なくとも超電導薄膜、安定化膜が順次形成された超電導線材に、その長軸方向に沿って、相互に平行な複数本の切りこみを形成し、切りこみにおいて、円筒形の外周面に沿って幅方向に折り曲げが可能なように超電導線材を形成すると、自己磁界が外周面に沿った方向成分だけになり、交流損失を劇的に低下させることが判明した。この発明は、上述した研究成果に基づきなされたものである。
【0008】
この発明の超電導線材の第1の態様は、所定幅および所定の長さを有する基板の上に、少なくとも超電導薄膜、安定化膜が順次形成された超電導線材であって、前記超電導線材の長手方向に沿って形成された少なくとも1本の切りこみを備え、前記切りこみにおいて幅方向に折り曲げ可能な超電導線材である。このように1本の超電導線材を完全に切り離して分割することなく、切りこみを入れて折り曲げ可能とすることで、超電導線材を容易に配置することができる。
なお、基板の種類によっては基板上に中間層を形成した後に超電導薄膜を形成する必要があるが、中間層の働きとしては基板と超電導薄膜が相互拡散して超電導薄膜の組成が化学量論組成からずれるのを防ぐために設けられるため、必ずしも形成する必要がある訳ではない。
【0009】
この発明の超電導線材の第2の態様は、前記超電導薄膜が、RE系超電導材料からなっており、前記切りこみは前記長手方向に周期的に形成された切り分け部、残存部からなっており、前記切りこみの複数本が幅方向に等間隔で相互に平行に形成されている超電導線材である。ここで、REは希土類元素であり、RE系超電導材料はY、Nd 、S m 、E u 、G d 、D y 、H o 、E r 、T m 、Y b 、L u から選ばれる1種類または2種類以上の元素からなる超電導材料である。
【0010】
この発明の超電導導体の第1の態様は、円筒形状物と、
所定幅および所定の長さを有する基板の上に、少なくとも超電導薄膜、安定化膜が順次形成され、長手方向に沿って、相互に平行な複数本の切りこみが形成され、前記切りこみにおいて幅方向に折り曲げられて前記円筒形状物の外周面に沿って配置された超電導線材とからなる導体構造を備えた超電導導体である。
【0011】
この発明の超電導導体の第2の態様は、前記超電導薄膜が、RE系超電導材料からなっており、前記切りこみが前記長手方向に周期的に規制された切り分け部、残存部からなっており、前記切りこみの複数本が幅方向に等間隔で相互に平行に形成されている超電導導体である。ここで、残存部は切りこみが全く入っていない状態または、少なくとも安定化膜、超電導膜が切り分けられている状態の部分のことを指す。
【0012】
この発明の超電導導体の第3の態様は、前記超電導線材が前記切りこみにおいて前記円筒形状物の外周面に沿って幅方向に折り曲げられていることを特徴とする超電導導体である。
【0013】
この発明の超電導導体の第4の態様は、前記超電導線材の上面、下面の何れか1つの面、または、両面に良導体が形成されている、超電導導体である。
【0014】
この発明の超電導導体の第5の態様は、前記超電導線材は複数本からなっており、前記複数本の超電導線材が前記円筒形状物の外周面に沿って、幅方向に所定間隔で隣接して配置されている、超電導導体である。
【0015】
この発明の超電導導体の第6の態様は前記超電導線材の間の前記所定間隔が2mm未満である、超電導導体である。
【0016】
この発明の超電導導体の第7の態様は、前記超電導線材間に少なくとも1つの細線化された別の超電導線材を備えた、超電導導体である。
【0017】
この発明の超電導導体の第8の態様は、前記別の超電導線材は、前記超電導線材と同一の超電導構造を備えている、超電導導体である。
【0018】
この発明の超電導ケーブルの第1の態様は、前記超電導導体の外周に電気絶縁層、保護層および断熱管を有している、超電導ケーブルである。
【発明の効果】
【0019】
基板の上に、少なくとも超電導薄膜、安定化膜が順次形成された超電導線材を、その長軸方向に沿って、相互に平行な複数本の切りこみを形成し、切りこみにおいて、円筒形の外周面に沿って幅方向に折り曲げが可能なように超電導線材を形成するので、自己磁界が外周面に沿った方向成分だけになり、交流損失を劇的に低下させることができる。その結果、RE系超電導線材による理想的なケーブルである、RE系超電導線材が隙間無く配置されている構造に近づけることが出来る。
【0020】
この発明の超電導線材、超電導導体および超電導ケーブルによると、超電導線材に加工を施すことによって、製造時の設備が過大にならず、ギャップ長も簡単に決められ、細線化した場合と同様の効果を得ることができる。
【発明を実施するための最良の形態】
【0021】
以下に、本発明の超電導線材、超電導導体および超電導ケーブルを、図面を参照しながら詳細に説明する。
上述したように、RE系超電導線材による理想的なケーブルは、RE系超電導線材が隙間無く配置されている構造で、究極的には円筒(断面円形)形状である。この形状に近づけるには有限の幅を有する超電導線材をより細線化して、より頂点数の多い多角形にすればよいことが判明している。しかし、この方法によると実際に製作する上で問題点が生じる。例えば、超電導線材を切り分けるのには設備が必要であること、製造時の設備が過大になること、製造時のギャップ長を一定にする設定が難しいこと等である。一方では、交流損失の低減にはギャップが無いことが望ましいが、超電導ケーブルは製造中や布設時、出荷時には曲げるので、このときには線材ギャップが必要であり、線材間のギャップ長のコントロールが必要である。
【0022】
この発明の超電導線材1は、図1に示すように、基板2(例えば、ハステロイ(登録商標))の上に、中間層3、超電導薄膜4(例えば、YBCO)、安定化膜5(例えば、銀)が順次形成された超電導線材であり、このように形成された超電導線材1の長手方向に沿って、図2に示すように、相互に平行な複数本の切りこみ6が形成される。なお、超電導線材1において、基板2の種類によって中間層3は必要ない場合もある。また、図1では図示しないが、超電導線材1の上面、下面の何れか1つの面、または、両面に銅等の良導体を形成してもよい。
切りこみ6は、切り分け部7、残存部8からなっており、切り分け部7と残存部8が長手方向に周期的にあらわれるように形成され、そして、複数本の切りこみ6が幅方向に等間隔で形成されている。
【0023】
切りこみ6は、例えば、YAG(Yittrium Aluminium Garnet)レーザ処理、または、刃の無い部分を備えた回転刃によって行う。レーザはYAGレーザの他にファイバレーザ、CO2レーザ等を用いてもよい。なお、レーザの切りこみ方法としては、レーザのON/OFFによる方法とレーザの高出力/低出力による方法がある。レーザのON/OFFによる方法では、レーザは、安定化膜5側から入射し、ON時には安定化膜5、超電導薄膜4、中間層3、基板2のすべてを切り分け、切り分け部7を形成し、OFF時は全く切りこみ6を入れずに、残存部8を形成する。また、レーザの高出力/低出力による方法では、レーザは、安定化膜5側から入射し、高出力時には安定化膜5、超電導膜4、中間層3、基板2のすべてを切り分け、低出力時には少なくとも安定化膜5、超電導膜4を切り分け、少なくとも基板2の一部は残すものとする。切り分け部7、残存部8の長さは、例えば、切り分け部7が9.5mm、残存部8が0.5mmである。
【0024】
図2(a)は平行な2本の切りこみ6の切り分け部7と残存部8がそれぞれ同じように並ぶように形成されており、(b)は、平行な2本の切りこみ6の切り分け部7と残存部8が互い違いに形成されている。図2(b)のように、複数の切りこみ6の残存部8の位置を必ずしも合わせる必要はなく、図2に示す切りこみ6は、一例であって、切り分け部7および残存部8はともに、これ以上に長くしてもよく、基板2の種類等によって適宜設定を行えばよい。何れにしても、切り分け部7、残存部8が周期的に現われる切りこみ6を形成することによって、円筒形状物11の外周面部に沿って、幅方向に折り曲げることができることが重要である。
【0025】
この発明の超電導導体10の1つの態様は、円筒形状物11と、所定幅および所定の長さを有する基板2の上に、少なくとも超電導薄膜4、安定化膜5が順次形成され、長軸方向に沿って、相互に平行な複数本の切りこみ6が形成され、前記切りこみ6において幅方向に折り曲げられて前記円筒形状物11の外周面に沿って配置された超電導線材1とからなる導体構造を備えた超電導導体10である。切りこみ6が形成され幅方向に折り曲げ可能な超電導線材1が複数本からなっており、複数本の超電導線材1が前記円筒形状物11の外周面に沿って、幅方向に所定間隔で隣接して配置されている。所定間隔は超電導線材1間のギャップ長とも言い、正確には隣り合う超電導薄膜4間の距離を指す。なお、ここでのギャップ長(所定間隔)は、超電導薄膜4の間隔の平均値である。
【0026】
図3は、この発明の超電導導体10の断面を説明する図である。図3に示すように、良導体である例えば直径20mmの銅の円筒形状物11の外周面に、切りこみ6を形成し幅方向に折り曲げた複数本(図3では6本、幅10mm)の超電導線材1が円筒形状物11の長軸方向に沿って、その外周面上に平行におおよそ等間隔で配置される。超電導線材1間のギャップ長は0.61mmである。本明細書において、ギャップ長(所定間隔)とは、図4に示すように隣り合う超電導線材1の超電導薄膜4間の距離を言い、円筒形状物11の直径や基板2や中間層3の厚さ、切りこみ6の幅を制御することによってコントロールすることができる。各超電導線材1には、図2に示すような等間隔で2本の切りこみ6が形成されている。切りこみ6は切り分け部7、残存部8が周期的にあらわれる点線状の切りこみ6である。このように切りこみ6が形成された超電導線材1がそれぞれ0.61mmのギャップ長で円筒形状物11の外周面上に並列配置されている。折り曲げられた超電導線材1の基板2は、円筒形状物11の外周面に基板2の面の一部分が接して配置されている。
【0027】
この発明の超電導導体10の他の1つの態様は、超電導線材1間に少なくとも1つの細線化された別の超電導線材9を備えた超電導導体10である。即ち、複数本の超電導線材1の所定間隔を極小にするために、切りこみ6が形成された超電導線材1とは別に、超電導線材1間に配置する別の細線化された超電導線材9を準備して、超電導線材1間のギャップ長を調整する。
【0028】
図5は、この発明の他の態様の超電導導体10の断面を示す図である。図5に示すように、良導体である例えば直径21mmの銅の円筒形状物11の外周面に、切りこみ6を形成し幅方向に折り曲げた複数本(図5では6本、幅10mm)の超電導線材1が円筒形状物11の長軸方向に沿って、その外周面上に平行に配置される。この態様では、超電導線材1間のギャップ長を0.54mmにするために、幅3.33mmの細線化された別の超電導線材9が、超電導線材1の間に挿入されている。この態様においても、各超電導線材1には、図2に示すような等間隔で2本の切りこみ6が形成されている。切りこみ6は切り分け部7、残存部8が周期的にあらわれる点線状の切りこみである。
【0029】
このように切りこみ6が形成された超電導線材1がそれぞれ0.54mmのギャップ長で円筒形状物11の外周面上に並列配置されるように、残りの間隙部分に上述した幅3.33mmの細線化された別の超電導線材9が挿入配置されている。この態様においても、折り曲げられた超電導線材1と別の超電導線材9の基板2は、円筒形状物11の外周面にその全面が接して配置されている。上述した細線化された別の超電導線材9は、図1、図2を参照して説明した、基板2の上に、少なくとも超電導薄膜4、安定化膜5が順次形成され、切りこみ6が形成された超電導線材1と同一の超電導構造を備えている。このように所定のギャップ長になるように、細線化した別の超電導線材9を使用して、調整することができる。その詳細は実施例によって後述する。
【0030】
図6は、この発明の超電導ケーブルを説明する図である。超電導ケーブル20は、金属製(例えば銅製)の円筒形状物11の周りに超電導線材1をらせん状に巻き付けて、その上に電気絶縁層21(材質は紙若しくは半合成紙)、次いで保護層22(例えば、導電性の紙あるいは銅の編組線からなる)から形成されるケーブルコアを可撓性のある金属製(例えば、ステンレス製またはアルミニウム製)二重断熱管、即ち、内管23と外管25及び内管23と外管25の間に配置された断熱材24からなる二重断熱管の中に収納されている。
【0031】
図7は、この発明による超電導ケーブル(3相)の構造の一例を示す図である。図7に示すように、超電導ケーブル20の構造は、金属製(例えば銅製)の円筒形状物11の周りに超電導線材1がらせん状に巻き付けられ、その上に電気絶縁層21(材質は紙若しくは半合成紙)、次いで超電導シールド層26、その上に保護層22(例えば、導電性の紙あるいは銅の編組線からなる)が形成されたケーブルコアが可撓性のある金属製(例えば、ステンレス製またはアルミニウム製)二重断熱管の中に配置された構造である。二重断熱管は内管23と外管25及び内管23と外管25の間に配置された断熱材24からなる。また、この二重断熱管の外側に更に防食層を設けてもよい。ここで、超電導シールド層26をなす導体は特に限定はされないが、好ましくは超電導線材1と同様の超電導線材を用いることが望ましい。図6では超電導シールド層を有していなかったが、図7と同様に超電導シールド層26を有していることが望ましい。超電導シールド層26を有することにより、漏れ磁界が非常に小さい超電導ケーブル20を形成することができる。
【0032】
以下に、この発明の超電導線材および超電導導体を実施例および比較例によって更に詳細に説明する。
この発明の超電導線材1、例えば、10mm幅の超電導テープは、完全に切り分けるのではなく、図2に示すように点線状に切りこみを形成することによって切り分けておく部分と残す部分を設ける。このように加工した超電導線材1は幅方向に折り曲げることができる。切りこみ6の形成は例えばレーザのON/OFF(OFFのかわりに出力を落とす)や回転刃の一部に刃のない部分を設けることによって可能になる。このように超電導線材1は切り分けられていないので、送り出しと巻き込みのスプールは1対1でよい。
【0033】
このような超電導線材1を図3のように円筒形状物11に巻き付けると、円筒形状物11と超電導線材1からなる超電導導体10の断面が円形に近い形となり、超電導線材1の垂直磁界の影響を小さくすることができる。ここで、理想的なRE系の超電導体の形状を図8に示す。なお、交流損失は、1本の超電導線材1に形成した切りこみ6の数に応じて低減する。即ち、形成した切りこみ6の数が多いほど交流損失は低減する。
【0034】
また、超電導導体10の断面形状が円形に近づくことで、超電導線材1間のギャップ長も小さくなる。従来の超電導線材を使用した場合には、図17に示すように超電導線材100間のギャップ長は1.44mmであるが、この発明の切りこみ6が形成された超電導線材1を使用すると、超電導線材1間のギャップ長は0.61mmに減少させることができる。この発明における円筒形状物11の周りに超電導線材1を巻き付けるために必要な設備は、切りこみ6が形成されていない従来の超電導線材100の場合に使用する設備と全く同じであり、超電導線材1間のギャップ長も簡単に決めることができる。
【0035】
超電導線材1間のギャップの大きさは、2mm未満の場合に交流損失低減効果が生じるので、2mm未満が好ましい。交流損失低減のためには、超電導線材1間のギャップ長は小さければ小さいほど好ましく、ギャップ長が0mmとなってもよい。例えば、0.5mmのギャップ長では、ギャップ長が無限大のときに対して交流損失を約1/2に低減することができ、0.1mmのギャップ長で、ギャップ長が無限大のときに対して交流損失を約1/10に低減することが期待できる。
【0036】
なお、上述した超電導線材1に形成された幅方向の切りこみ6の数が多ければ多いほど、交流損失低減に有効である。更にその上、超電導線材1間のギャップ長を小さくすることで、切りこみ6とギャップ長の相乗効果によって、交流損失を大きく低減することが出来る。
【0037】
以下に、この発明の超電導線材1の効果をモデル試作と理論によって確認した。
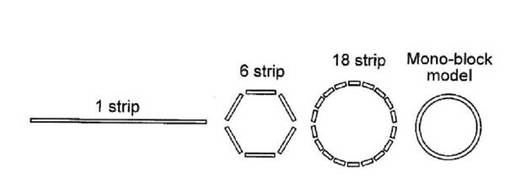
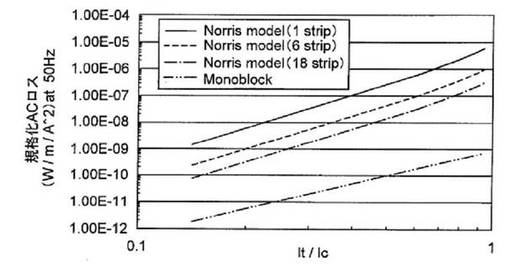
理論モデルとして、図9に示すNorrisのstripモデルを使用した。図9において、各モデルのギャップ長は有限長であるが、Norrisのstripモデルの計算上では、ギャップ長は無限大であり、隣接している超電導線材同士による影響は無視している。図10にこれらの交流損失を示す。図10において、縦軸は臨界電流(Ic)の2乗で規格化した通電ロス、横軸は臨界電流(Ic)で規格化した通電電流(It)を示す。図10の横軸と縦軸はIc(臨界電流)の依存性をなくすために、それぞれ規格化している。横軸は通電電流(Arms)のピークをIcで割っており、縦軸はIcの2乗で割っている。これは理論モデルの交流損失がIcの2乗に比例するためである。
【0038】
図10によると、交流損失は、1stripに比べて6stripは1/6になっており、18stripは1/18になっている。しかし、究極的な円筒形の理論式は、mono-block modelで与えられ、直径20mmで薄さ1ミクロン超電導の円筒モデルを仮定すると、6stripの約1/1000である。この乖離はNorrisのstripモデルがテープ間のギャップ長を無限大にしているためである。
【0039】
上述した理論と比較するためにモデルを実際に作成した。
超電導線材1として10mm幅の超電導線材1を6本使用し、それぞれ以下に示すモデル1からモデル5を作成した。なお、ここでモデル1は従来例、モデル2は比較例、モデル3〜5は本発明の実施例である。
【0040】
モデル1は、図11に示すように、切りこみ6の形成されていない従来の超電導線材100を直径20mmの円筒形状物110の長軸に沿って外周面に等間隔で配置したものである。そのときの超電導線材1間のギャップ長は1.44mmであった。
モデル2は、各超電導線材100を、2本のレーザ処理によって完全に切り離して、3分割した。その結果、合計18本の切り離された超電導線材101を得た。図12に示すように、これらの切り離された超電導線材101を直径25mmの円筒形状物110の長軸に沿って外周面に等間隔で配置した。このときの切り離された超電導線材101間のギャップ長は1.09mmであった。
【0041】
モデル3は、各超電導線材1に対して、2本の点線状の切りこみ6を形成した。この切り込み6の形成はYAGレーザON/OFFを使用し、9.5mmの長さの切り分け部7、0.5mmの残存部8を周期的に形成して行った。このときのレーザ径は100ミクロンであった。このように切り分け部7と残存部8からなる切りこみ6が形成された超電導線材1を、図13に示すように、直径21mmの円筒形状物11の長軸に沿って外周面に等間隔に配置した。そのときの超電導線材1間のギャップ長は1.13mmであった。
【0042】
モデル4は、各超電導線材1に対して、2本の点線状の切りこみ6を形成した。切りこみ6の形成はモデル3と同一である。このように切りこみ6が形成された超電導線材1を、図14に示すように、直径20mmの円筒形状物11の長軸に沿って外周面に等間隔に配置した。そのときの超電導線材1間のギャップ長は0.61mmであった。
モデル5は、各超電導線材1に対して、2本の点線状の切りこみ6を形成した。切りこみ6の形成はモデル3と同一である。このように切りこみ6が形成された超電導線材1を、図15に示すように、直径19mmの円筒形状物11の長軸に沿って外周面に等間隔に配置した。そのときの超電導線材1間のギャップ長は0.09mmであった。
【0043】
モデル1から5の特性を図16に示す。図16において、縦軸は臨界電流(Ic)の2乗で規格化した通電ロス、横軸は臨界電流(Ic)で規格化した通電電流(It)を示す。図16から明らかなように、超電導線材のギャップ長が小さくなるほど規格化通電ロスが小さくなっている。即ち、モデル1から3の結果は、分割の理論モデルと良く一致しており、モデル2とモデル3は、殆ど等しい特性を示していることから、超電導線材に点線状の切りこみ6を形成した場合と、超電導線材を完全に切り離した場合と同様な効果が得られることが示されている。しかし、モデル2では、超電導線材が18本に完全に切り離されている(それぞれをリールとも呼ぶ)ので、切り離された超電導線材101間のギャップ長を一定に保つことが難しい。
【0044】
これに対して、モデル3は切りこみ6が形成された超電導線材1を使用したものであって、超電導線材1は完全に切り離されていないので、リールの数は、元の超電導線材の数である6本であり、超電導線材1間のギャップ長の調整が容易に行われる。
また、モデル3、4、5は、ギャップ長の効果(即ち、ギャップが小さくなるほど交流損失が低減する)を現しており、ギャップ長が0.61mmであるモデル4は、ギャップ長が1.13mmであるモデル3に比べて2/3〜1/2に低減しており、ギャップ長が0.09mmであるモデル5は、ギャップ長が1.13mmであるモデル3に比べて1/5〜1/10低減している。モデル5は最も小さい交流損失であることが確認できた。
【0045】
更に、交流損失を低減する方法について説明する。
一般的に、超電導線材の幅は一定値(この場合は10mm)と決まっているので、超電導線材間のギャップ長(ギャップの大きさ)は、超電導線材を巻き付ける円筒形状物11の径に依存する。例えば、ギャップ長が1.13mmであるモデル3、ギャップ長が0.61mmであるモデル4においては、交流損失は2/3〜1/2程度異なるが、モデル3においては、超電導線材を更に1本増やすことができないので、ギャップ長を小さくすることができず、交流損失低減を期待できない。
【0046】
電流容量を増やすためには、超電導線材を径方向に多層にするため、上述したように超電導線材を巻きつける径が変動する状況が頻繁に起こりうる。そこで、超電導線材1に切りこみ6を形成する他に、完全に切り離した細線の超電導線材9を予め用意しておく。この完全切り離しは、レーザ処理によって簡単に得ることができる。例えば、レーザによって超電導線材1を完全に切り離すと、3.33mm幅の超電導線材9が3本得られる。
【0047】
モデル3において、幅3.33mmの超電導線材9を1本追加すると、超電導線材1同士の間及び超電導線材1と別の超電導線材9間のギャップ長は0.54mmとなり、ギャップ長が0.61mmであるモデル4と同等の交流損失の低減が実現できる。
【0048】
上述したように、図5は細線の超電導線材に切りこみ6を形成した超電導線材1の間に超電導線材9を挿入した状態を示す図である。図5に示すように、切りこみ6を形成した6本の超電導線材1の間に1本の幅3.33mmの別の超電導線材9を挿入している。図5に示す黒い部分が新たに挿入された幅3.33mmの別の超電導線材9である。この細線を挿入することによって、超電導線材1,9間のギャップ長を0.54mmにすることができる。このように、超電導線材を巻き付ける円筒形状物11の径が変わっても、超電導線材間のギャップ長が小さくなるように超電導線材9を挿入して、交流損失を低減することができる。
【0049】
さらに、超電導線材をスパイラルに巻いて導体を作成する場合、ギャップ長は簡単には決まらない。これは、スパイラルピッチによっても巻きつけられる線材数が異なるためである。通常、このようなスパイラル巻きをするのは、曲げなどに対して機械的強度を上げるためである。ここで、参考として、図12のモデル2と同様に、3.33mm幅の切り離された超電導線材101を円筒形状物110に巻きつけた場合のギャップ長と巻き付けピッチの関係を表1に示す。ただし、モデル2と異なり、円筒形状物110は20mmのフォーマである。表1のようにスパイラルピッチを200〜300mm以上に長くすると巻きつけ可能な線材の本数はスパイラルピッチを無限大、つまりスパイラルに巻かない場合と同数となり、ギャップ長に関しても同様にスパイラルに巻かない場合と同程度となる。反対に、スパイラルピッチを短くすると巻きつけ可能な線材の本数は減り、ギャップ長に関しては広くなってしまう。本発明の超電導線材1を円筒形状物に対して同様にスパイラル状に巻く場合でも、この傾向は同様である。
【表1】
【0050】
ただし、電流容量を増加させる点から、一般的に超電導線材を多層にすることが行われる(図7参照)。そのため、超電導線材をスパイラル巻きにする場合は、超電導線材の各層のインダクタンスを調整することによって、スパイラルピッチを決定する。インダクタンスの調整により、ギャップ長は一義的に決定しないが、交流損失低減のためには、可能な限りギャップ長を小さくすることが有効である。
【0051】
しかし、図12のように、切り離された超電導線材101を使用したスパイラル巻きの超電導ケーブルでは、ギャップ長を最小限にすると、切り離された超電導線材101同士がぶつかりあって、超電導線材101に歪みが入り、超電導性能を失ってしまったり、あるいは、線材同士がぶつかり、線材が重なってしまったりする可能性がある。しかし、図3のような本発明の超電導線材1を用いることにより、切り分け部7によって隣り合う切り分けられた超電導線材同士がぶつかっても、それは超電導線材1の基板2であり、超電導薄膜4には直接歪みが入らないので、超電導線材1自体の超電導性能を失うことはない。また、本発明の超電導線材1は一体化されている状態の線材のため、超電導線材同士の重なる可能性はほとんど無いが、ギャップ長が0.09mm未満となった場合には、スパイラル状態に超電導線材1を巻いた際に隣り合う超電導線材1同士がぶつかってしまい、超電導特性が劣化してしまう可能性がある。また、ギャップ長としては、実施例に示したように、0.09〜1.13mmの所定間隔を有していれば、交流損失をより低減することができる。
【0052】
図14のように直径20mmの導体(円筒形状物11)に6本の線材を300mmピッチでスパイラル巻きにした場合、ギャップ長は円筒形状物11に対してスパイラル状に巻きつけていない場合とほぼ同等である。図6に示すように、本発明の超電導線材1を導体(円筒形状物11)にスパイラル巻きにした超電導ケーブル20を曲げ直径を1mとしても臨界電流の劣化は見られず、実用的な超電導ケーブルとして十分な性能を確認できた。
【0053】
超電導線材1に切りこみ6を形成する上述した加工処理は、超電導薄膜4の厚さが0.1〜5μm程度の薄膜超電導線材に有効である。Bi系銀シース超電導線材のように、多数のフィラメントを有する超電導線材に対しては有効とは言えない。Bi系銀シース超電導線材は、PIT(Powder In Tube)法によって、超電導フィラメントを複数本シース材に入れて、圧延することで得られている。PIT法によって得られた個別の超電導フィラメントの厚さは10μm程度だが、電磁気的には他の超電導フィラメントと結合している状態のため、ほぼ一体と見なされる。そのため、超電導体としての領域全体で考えると、超電導層としての厚さは0.1〜0.2mm程度となり、薄膜超電導線材と比べると、交流損失は高くなる。よって、本発明のように切りこみをBi系銀シース超電導線材に形成したとしても、交流損失の低減にはつながらない。また、Bi系銀シース超電導線材では、切りこみを形成すると積層した超電導フィラメントを切り込みによって損傷させることになり、Icの低下は大きくなる。
【0054】
なお、薄膜系超電導線材への本発明の適用として、その上面、下面の両面、または、何れか1つの面に、更に銅等の良導体が形成されている超電導線材に対しても有効である。
また、切りこみを形成しない残存部の長さについては、特に規定は無く、ケーブル形成後曲げなどの外力により残存部が切れてしまっても、巻きつけ時の超電導線材のギャップ長が重要であるので、その効果は維持することができる。
【図面の簡単な説明】
【0055】
【図1】図1は、本発明の超電導線材を説明する図である。
【図2】図2は、切りこみが形成された本発明の超電導線材を説明する平面図である。
【図3】図3は、本発明の超電導導体の断面を説明する図である。
【図4】図4は、本発明の所定間隔(ギャップ長)を説明する図である。
【図5】図5は、本発明の他の態様の超電導導体の断面を示す図である。
【図6】図6は、本発明の超電導ケーブルを説明する図である。
【図7】図7は、本発明の超電導ケーブル(3相)の構造の一例を示す図である。
【図8】図8は、理想的なY系の超電導体を示す図である。
【図9】図9は、理論モデルとして、Norrisのstripモデルを使用して、考えたモデルを示す概念図である。
【図10】図10は、モデルの交流損失を示すグラフである。
【図11】図11は、モデル1、即ち、従来の超電導線材を直径20mmの円筒形状物の長軸に沿って外周面に等間隔で配置した断面図である。
【図12】図12は、モデル2、即ち、切り離された超電導線材を直径25mmの円筒形状物の長軸に沿って外周面に等間隔で配置した断面図である。
【図13】図13は、モデル3、即ち、切りこみが形成された超電導線材を直径21mmの円筒形状物の長軸に沿って外周面に等間隔に配置した断面図である。
【図14】図14は、モデル4、即ち、切りこみが形成された超電導線材を直径20mmの円筒形状物の長軸に沿って外周面に等間隔に配置した断面図である。
【図15】図15は、モデル5、即ち、切りこみが形成された超電導線材を直径19mmの円筒形状物の長軸に沿って外周面に等間隔に配置した断面図である。
【図16】図16は、モデル1から5の特性を示すグラフである。
【図17】図17は、従来の超電導線材を使用した場合を説明する図である。
【符号の説明】
【0056】
1 本願発明の超電導線材(切りこみは省略)
2 基板
3 中間層
4 超電導薄膜
5 安定化膜
6 切りこみ
7 切り分け部
8 残存部
9 別の超電導線材
10 超電導導体
11 円筒形状物
20 超電導ケーブル(超電導線材間の所定間隔は省略)
21 電気絶縁層
22 保護層
23 内管
24 断熱材
25 外管
26 超電導シールド層
100 切りこみの形成されていない超電導線材
101 切り離された超電導線材
110 円筒形状物
【特許請求の範囲】
【請求項1】
所定幅および所定の長さを有する基板の上に、少なくとも超電導薄膜、安定化膜が順次形成された超電導線材であって、前記超電導線材の長手方向に沿って形成された少なくとも1本の切りこみを備え、前記切りこみにおいて幅方向に折り曲げ可能な超電導線材。
【請求項2】
前記超電導薄膜が、RE系超電導材料からなっており、前記切りこみは前記長手方向に周期的に形成された切り分け部、残存部からなっており、前記切りこみの複数本が幅方向に等間隔で相互に平行に形成されている請求項1に記載の超電導線材。
【請求項3】
円筒形状物と、
所定幅および所定の長さを有する基板の上に、少なくとも超電導薄膜、安定化膜が順次形成され、長手方向に沿って、相互に平行な複数本の切りこみが形成され、前記切りこみにおいて幅方向に折り曲げられて前記円筒形状物の外周面に沿って配置された超電導線材とからなる導体構造を備えた超電導導体。
【請求項4】
前記超電導薄膜が、RE系超電導材料からなっており、前記切りこみが前記長手方向に周期的に規制された切り分け部、残存部からなっており、前記切りこみの複数本が幅方向に等間隔で相互に平行に形成されている、請求項3に記載の超電導導体。
【請求項5】
前記超電導線材が前記切りこみにおいて前記円筒形状物の外周面に沿って幅方向に折り曲げられていることを特徴とする請求項3または4に記載の超電導導体。
【請求項6】
前記超電導線材の上面、下面の何れか1つの面、または、両面に良導体が形成されている、請求項3から5の何れか1項に記載の超電導導体。
【請求項7】
前記超電導線材は複数本からなっており、前記複数本の超電導線材が前記円筒形状物の外周面に沿って、幅方向に所定間隔で隣接して配置されている請求項3から6のいずれか1項に記載の超電導導体。
【請求項8】
前記超電導線材の間の前記所定間隔が2mm未満である請求項7に記載の超電導導体。
【請求項9】
前記超電導線材間に少なくとも1つの細線化された別の超電導線材を備えた、請求項7または8に記載の超電導導体。
【請求項10】
前記別の超電導線材は、前記超電導線材と同一の超電導構造を備えている、請求項9に記載の超電導導体。
【請求項11】
請求項3から10の何れか1項に記載の前記超電導導体の外周に電気絶縁層、保護層および断熱管を有している超電導ケーブル。
【請求項1】
所定幅および所定の長さを有する基板の上に、少なくとも超電導薄膜、安定化膜が順次形成された超電導線材であって、前記超電導線材の長手方向に沿って形成された少なくとも1本の切りこみを備え、前記切りこみにおいて幅方向に折り曲げ可能な超電導線材。
【請求項2】
前記超電導薄膜が、RE系超電導材料からなっており、前記切りこみは前記長手方向に周期的に形成された切り分け部、残存部からなっており、前記切りこみの複数本が幅方向に等間隔で相互に平行に形成されている請求項1に記載の超電導線材。
【請求項3】
円筒形状物と、
所定幅および所定の長さを有する基板の上に、少なくとも超電導薄膜、安定化膜が順次形成され、長手方向に沿って、相互に平行な複数本の切りこみが形成され、前記切りこみにおいて幅方向に折り曲げられて前記円筒形状物の外周面に沿って配置された超電導線材とからなる導体構造を備えた超電導導体。
【請求項4】
前記超電導薄膜が、RE系超電導材料からなっており、前記切りこみが前記長手方向に周期的に規制された切り分け部、残存部からなっており、前記切りこみの複数本が幅方向に等間隔で相互に平行に形成されている、請求項3に記載の超電導導体。
【請求項5】
前記超電導線材が前記切りこみにおいて前記円筒形状物の外周面に沿って幅方向に折り曲げられていることを特徴とする請求項3または4に記載の超電導導体。
【請求項6】
前記超電導線材の上面、下面の何れか1つの面、または、両面に良導体が形成されている、請求項3から5の何れか1項に記載の超電導導体。
【請求項7】
前記超電導線材は複数本からなっており、前記複数本の超電導線材が前記円筒形状物の外周面に沿って、幅方向に所定間隔で隣接して配置されている請求項3から6のいずれか1項に記載の超電導導体。
【請求項8】
前記超電導線材の間の前記所定間隔が2mm未満である請求項7に記載の超電導導体。
【請求項9】
前記超電導線材間に少なくとも1つの細線化された別の超電導線材を備えた、請求項7または8に記載の超電導導体。
【請求項10】
前記別の超電導線材は、前記超電導線材と同一の超電導構造を備えている、請求項9に記載の超電導導体。
【請求項11】
請求項3から10の何れか1項に記載の前記超電導導体の外周に電気絶縁層、保護層および断熱管を有している超電導ケーブル。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】

【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2008−53215(P2008−53215A)
【公開日】平成20年3月6日(2008.3.6)
【国際特許分類】
【出願番号】特願2007−178083(P2007−178083)
【出願日】平成19年7月6日(2007.7.6)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係る特許出願(平成17年度独立行政法人新エネルギー・産業技術総合開発機構「超電導応用基盤技術研究開発」に関する委託研究、産業活力再生特別措置法第30条の適用を受けるもの)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(391004481)財団法人国際超電導産業技術研究センター (144)
【出願人】(504182255)国立大学法人横浜国立大学 (429)
【Fターム(参考)】
【公開日】平成20年3月6日(2008.3.6)
【国際特許分類】
【出願日】平成19年7月6日(2007.7.6)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係る特許出願(平成17年度独立行政法人新エネルギー・産業技術総合開発機構「超電導応用基盤技術研究開発」に関する委託研究、産業活力再生特別措置法第30条の適用を受けるもの)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(391004481)財団法人国際超電導産業技術研究センター (144)
【出願人】(504182255)国立大学法人横浜国立大学 (429)
【Fターム(参考)】
[ Back to top ]