
超電導線材、超電導線材の製造方法、超電導導体の製造方法、超電導機器の製造方法および超電導線材の製造装置
【課題】交流損失を低減できる、超電導線材、超電導線材の製造方法、超電導導体の製造方法、超電導機器の製造方法および超電導線材の製造装置を提供する。
【解決手段】超電導線材10aは、テープ状の母材11と、この母材11上に配置された複数の超電導線12とを備えている。母材11は、超電導線12の曲げ剛性よりも小さい曲げ剛性を有している。超電導線材10aの製造方法は、以下の工程が実施される。まず、テープ状の母材11が準備される。そして、母材11上に複数の超電導線12が配置される。母材11は、複数の超電導線12の曲げ剛性よりも小さい曲げ剛性を有している。複数の超電導線12が配置される前に、複数の超電導線12より幅の広い超電導線を長手方向に沿って切断されることが好ましい。
【解決手段】超電導線材10aは、テープ状の母材11と、この母材11上に配置された複数の超電導線12とを備えている。母材11は、超電導線12の曲げ剛性よりも小さい曲げ剛性を有している。超電導線材10aの製造方法は、以下の工程が実施される。まず、テープ状の母材11が準備される。そして、母材11上に複数の超電導線12が配置される。母材11は、複数の超電導線12の曲げ剛性よりも小さい曲げ剛性を有している。複数の超電導線12が配置される前に、複数の超電導線12より幅の広い超電導線を長手方向に沿って切断されることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超電導線材、超電導線材の製造方法、超電導導体の製造方法、超電導機器の製造方法および超電導線材の製造装置に関する。
【背景技術】
【0002】
従来より、YBa2Cu3O7よりなる超電導層を備えた超電導線材は、液体窒素温度での使用が可能であり、比較的高い臨界電流密度が得られ、長尺化が可能なまでに開発が進んできた。このため、複数の超電導線材を芯材に巻き付けられた超電導導体などの形態でのケーブルやマグネットへの応用が期待されている。しかし、このようなケーブル等への適用の際には、超電導導体を用いたケーブル等の交流損失の低減が大きな課題である。
【0003】
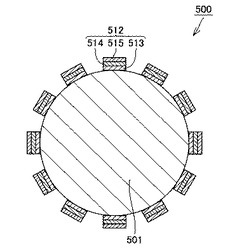
図9は、従来のケーブルを模式的に示す概略断面図である。図9に示すように、従来のケーブル500は、芯材501と、芯材501の外周に配置された複数の超電導線材512とを備えている。複数の超電導線材512の各々は、基板513と、基板513上に形成された中間層514と、中間層514上に形成されたYBa2Cu3O7よりなる超電導層515とを含んでいる。なお、超電導層515上には少なくとも銀、銅などからなる保護層(図示せず)が設けられている。ケーブル500において複数の超電導線材512の各々を断面が真円の芯材501に巻き付けると、複数の超電導線材512間には有限のスペースが存在するため、断面で見た場合の複数の超電導線材512の各々の分布は真円形状ではなく多角形状になる。このため、超電導線材512の幅方向の端面に対して垂直な磁界成分が発生し、これによる交流損失が導体の交流損失を支配する。したがって、超電導線材512間のスペースをできるだけ小さくすることが、ケーブルの交流損失の低減に有効である。
【0004】
このようなケーブルの交流損失を低減するための技術が、たとえば非特許文献1に記載されている。非特許文献1では、10mm幅の超電導線材を長手方向に沿ってレーザ加工により5分割、または3分割し、1.8mmの幅を有する複数のYBa2Cu3O7超電導線材を準備している。そして、隣り合う超電導線材の間隔が0.20〜0.21mmとなるように図9と同様の形態で複数の超電導線材を円周上に集合させている。この導体は、19.6mmの径を有しており、かつ0.5W/mの交流損失を有している。
【0005】
また、交流損失を低減した超電導線材を得るための技術が、たとえば特開2007−141688号公報(特許文献1)および非特許文献2に記載されている。特許文献1および非特許文献2では、基体と、基体上に形成された超電導層と、超電導層上に形成された安定化層とを備えた超電導線材において、安定化層から基材まで到達する溝が形成されることが記載されている。この特許文献1および非特許文献2では、超電導線材をレーザにより複数に分割することで、超電導線材の幅を細くすることによって交流損失を低減することが記載されている。また、基体は、ハステロイなどからなることが記載されている。
【特許文献1】特開2007−141688号公報
【非特許文献1】雨宮他、「YBCO超伝導送電ケーブルの交流損失低減−世界最小の交流損失達成−」、第75回2006年度秋季低温工学・超電導学会、p.298
【非特許文献2】K Suzuki et al., "Development of a laser scribing process of coated conductors for the reduction of AC losses", SUPERCONDUCTOR SCIENCE AND TECHNOLOGY. 20(2007)822-826, pp.822-826
【発明の開示】
【発明が解決しようとする課題】
【0006】
図9に示す非特許文献1に開示の超電導線材を用いたケーブル500において複数の超電導線材512の各々は、一般的に機械を用いて自動的に芯材501に巻き付けられている。この巻き付けの際には、用いた機械による誤差が生じるため、隣り合う超電導線材の間隔を安定して小さくすることは難しい。
【0007】
隣り合う超電導線材512の間隔が大きい場合には、巻き付けた複数の超電導線材512を断面で見た場合の複数の超電導線材512の各々の分布は依然として多角形状であるため、超電導線材512の端面に垂直成分の磁界が発生し、その結果として交流損失が大きくなるという問題がある。
【0008】
また、上記特許文献1および非特許文献2に記載の超電導線材を用いてケーブルを作製するために、超電導線材を断面が真円の芯材に巻き付けると、超電導線材を構成する基材がハステロイ等の硬い材料よりなるので、芯材に沿わせることが難しく、部分的に角を有してしまう。この部分に位置する超電導線材の端面には垂直成分の磁界が発生するので、交流損失を十分に低減できないという問題がある。
【0009】
そこで、本発明の目的は、交流損失を低減できる、超電導線材、超電導線材の製造方法、超電導導体の製造方法、超電導機器の製造方法および超電導線材の製造装置を提供することである。
【課題を解決するための手段】
【0010】
本発明の超電導線材は、テープ状の母材と、この母材上に配置された複数の超電導線とを備えている。母材は、複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有している。
【0011】
本発明の超電導線材によれば、複数の超電導線を配置しやすい状態に母材を保ちつつ、複数の超電導線を母材上に配置することができるため、隣り合う超電導線の間隔を安定して小さくすることができる。芯材への超電導線材の巻き付けの際には、母材の曲げ剛性が小さいので、芯材に沿って母材が変形する。このため、複数の超電導線が芯材に沿って巻き付けられるので、断面で見た場合の複数の超電導線の各々の分布は円形に近くなる。したがって、複数の超電導線の幅方向の端部に発生する垂直成分の磁場を低減できるので、交流損失を低減することができる。
【0012】
上記超電導線材において好ましくは、隣り合う複数の超電導線の間隔が0.1mm以下である。
【0013】
これにより、超電導線材が芯材に巻き付けられた際に、断面で見た場合の複数の超電導線の分布を真円形状により近づけることができる。このため、複数の超電導線に生じる垂直成分の磁場をより低減できるので、交流損失をより低減できる。
【0014】
上記超電導線材において好ましくは、複数の超電導線の幅が0.5mm以上3mm以下である。
【0015】
0.5mm以上とすることによって、超電導線材が芯材に巻き付けられた際に、断面で見た場合の複数の超電導線の分布を真円形状により近づけることができるため、垂直成分の磁場をより低減できる。その結果、複数の超電導線の交流損失をより低減できる。3mm以下とすることによって、母材上へ複数の超電導線が容易に配置される。
【0016】
上記超電導線材において好ましくは、複数の超電導線は、主表面と主表面と反対側の裏面とを有する基板と、基板の主表面上に形成された超電導層とを含んでいる。
【0017】
これにより、薄膜系の超電導線を用いることができるので、超電導特性の良好な超電導線材が得られる。
【0018】
上記超電導線材において好ましくは、基板の裏面側で母材と接続されている。これにより、超電導層側で半田付け等のジョイントを容易に行なうことができる。
【0019】
上記超電導線材において好ましくは、上記母材は、導電体である。これにより、母材を介して複数の超電導線間において電流の乗り移りが可能になる。そのため、ある超電導線の長手方向において、部分的な劣化、部分的な温度上昇などによる臨界電流値の減少などにより臨界電流値が小さくなった場合でも、隣り合う超電導線に電流を流すことができる。このため、複数の超電導線材を用いてなる導体の安定性を向上できる。
【0020】
上記超電導線材において好ましくは、上記母材は、絶縁体である。これにより、複数の超電導線において渦電流損を低減できるため、交流損失をより低減できる。
【0021】
上記超電導線材において好ましくは、複数の超電導線上に配置され、複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有する第2の母材をさらに備えている。
【0022】
これにより、複数の超電導線の両側に母材が配置されるので、複数の超電導線を一体化した状態の超電導線材の強度を向上できる。
【0023】
本発明の超電導線材の製造方法は、以下の工程が実施される。まず、テープ状の母材が準備される。そして、母材上に複数の超電導線が配置される。母材は、複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有している。
【0024】
本発明の超電導線材の製造方法によれば、複数の超電導線を配置しやすい状態に母材を保ちつつ、複数の超電導線を母材上に配置することができる。このため、隣り合う超電導線の間隔を安定して小さくすることができる。芯材への超電導線材の巻き付けの際には、母材の曲げ剛性が小さいので、芯材に沿って母材が変形する。このため、複数の超電導線が芯材に沿って巻き付けられるので、断面で見た場合の複数の超電導線の分布は円形に近くなる。したがって、複数の超電導線の幅方向の端部に発生する垂直成分の磁場を低減できるので、交流損失を低減することができる。
【0025】
上記超電導線材の製造方法において好ましくは、複数の超電導線を配置する工程は、複数の超電導線より幅の広い超電導線を準備する工程と、幅の広い超電導線を長手方向に沿って切断する工程と、幅の広い超電導線を切断することにより得られた複数の超電導線を母材上に配置する工程とを含んでいる。
【0026】
上記超電導線材の製造方法において好ましくは、複数の超電導線を配置する工程の前に、複数の超電導線より幅の広い超電導線を長手方向に沿って切断する工程をさらに備えている。
【0027】
これにより、幅の狭い複数の超電導線を形成できるので、幅の狭い超電導線を備えた超電導線材を製造できる。そのため、この超電導線材において、複数の超電導線に加えられる垂直成分の磁場をより低減することができる。したがって、交流損失をより低減できる超電導線材が得られる。
【0028】
上記超電導線材の製造方法において好ましくは、幅の広い超電導線を切断する工程では、幅の広い超電導線を機械的に切断する。これにより、幅の広い超電導線から複数の幅の狭い超電導線を容易に形成することができる。
【0029】
上記超電導線材の製造方法において好ましくは、幅の広い超電導線を切断する工程では、幅の広い超電導線を部分的に加熱する。これにより、複数の超電導線を高速に形成できる。
【0030】
上記超電導線材の製造方法において好ましくは、複数の超電導線は、幅の広い超電導線を部分的に加熱することによって形成される。これにより、より幅が狭い超電導線を形成できる。
【0031】
上記超電導線材の製造方法において好ましくは、上記幅の広い超電導線を切断する工程と上記複数の超電導線を配置する工程とを連続して行なう。
【0032】
これにより、切断された複数の超電導線がそれぞれ巻取り部材に巻き付けられる前に母材上に配置されるので、隣り合う超電導線の間隔をより小さくすることが容易にできる。
【0033】
上記超電導線材の製造方法において好ましくは、複数の超電導線を配置する工程では、主表面と主表面と反対側の裏面とを有する基板と、基板の主表面上に形成された超電導層とを含む複数の超電導線を母材上に配置する。これにより、薄膜系の超電導線を用いることができるので、超電導特性の良好な超電導線材を製造できる。
【0034】
上記超電導線材の製造方法において好ましくは、複数の超電導線を配置する工程では、母材上に前記基板の前記裏面側を配置する。これにより、超電導層側で半田付け等のジョイントを容易に行なうことができる超電導線材を製造できる。
【0035】
本発明の超電導導体の製造方法は、上記いずれかに記載の超電導線材の製造方法により複数の超電導線材を製造する工程と、複数の超電導線材を集合させる工程とを備えている。これにより、交流損失が低減された超電導導体を製造できる。
【0036】
本発明の超電導機器の製造方法は、上記いずれかに記載の超電導導体の製造方法により超電導導体を製造する工程と、超電導導体を用いて超電導機器を形成する工程とを備えている。これにより、交流損失が低減された超電導機器を製造できる。
【0037】
本発明の超電導線材の製造装置は、第1の送り部と、第2の送り部と、受け部と、配置部と、整列部とを備えている。第1の送り部は、複数の超電導線を送るためのものである。第2の送り部は、複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有するテープ状の母材を送るためのものである。受け部は、第1の送り部から送られた複数の超電導線と、第2の送り部から送られた母材とを受けるためのものである。配置部は、第1および第2の送り部と、受け部との間に配置され、第1の送り部から送られた複数の超電導線を第2の送り部から送られた母材上に配置することにより、超電導線材とするためのものである。整列部は、第1の送り部と配置部との間に設けられ、第1の送り部から送られた複数の超電導線を整列させるためのものである。
【0038】
本発明の超電導線材の製造装置によれば、整列部により隣り合う超電導線の間隔が狭くなるように複数の超電導線を整列させた状態で、配置部により母材上に複数の超電導線を配置できる。このため、隣り合う超電導線の間隔を安定して小さくした超電導線材を製造することができる。この製造装置により製造された超電導線材を芯材に巻きつけると、母材の曲げ剛性が小さいので、芯材に沿って巻き付けることができる。このため、複数の超電導線が芯材に沿って巻き付けられるので、断面で見た場合の複数の超電導線の各々の分布は円形状に近くなる。したがって、超電導線の幅方向の端部に発生する垂直成分の磁場を低減できるので、交流損失を低減した超電導線材を製造することができる。
【0039】
上記超電導線材の製造装置において好ましくは、第1の送り部は、複数の超電導線よりも幅の広い超電導線を供給するための供給部と、供給部から供給された幅の広い超電導線を切断するための切断部とを含んでいる。
【0040】
これにより、第1の送り部は、切断部により切断された幅の狭い複数の超電導線を整列部に送ることができるので、幅の狭い複数の超電導線を備えた超電導線材を製造できる。したがって、複数の超電導線の垂直成分の磁場をより低減することにより、交流損失をより低減できる超電導線材を製造できる。
【発明の効果】
【0041】
本発明の超電導線材、超電導線材の製造方法、超電導導体の製造方法、超電導機器の製造方法および超電導線材の製造装置によれば、隣り合う超電導線の間隔を安定して小さくできるので、交流損失を低減できる。
【発明を実施するための最良の形態】
【0042】
以下、図面に基づいて本発明の実施の形態を説明する。なお、以下の図面において同一または相当する部分には同一の参照符号を付し、その説明は繰り返さない。
(実施の形態1)
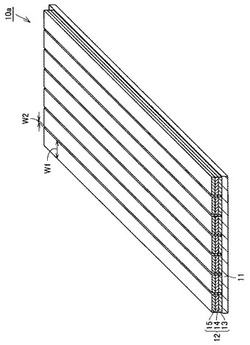
図1は、本発明の実施の形態1における超電導線材を示す概略模式図である。図1を参照して、本実施の形態における超電導線材を説明する。図1に示すように、本実施の形態における超電導線材10aは、母材11と、母材11上に配置された複数の超電導線12とを備えている。
【0043】
母材11は、超電導線12の曲げ剛性よりも小さい曲げ剛性を有し、超電導線12の曲げ剛性の10分の1以下の曲げ剛性を有していることが好ましい。ここで、曲げ剛性とは、Eを弾性率、bを幅、hを厚さとしたときに(1/12)×E×b×h3で表わされる値である。すなわち、母材11と超電導線12とが同じ厚さであれば、母材11は超電導線12の弾性率よりも小さい弾性率を有している。また、母材11と超電導線12とが同じ弾性率であれば、母材11は超電導線12の厚さよりも小さい厚さを有している。
【0044】
母材11は、テープ状である。ここで、テープ状とは、2つの主面を有し、互いの主面が対向していることを意味する。母材11の主面は、曲面であってもよいが、平面であることが好ましい。
【0045】
母材11は、導電性であっても絶縁性であってもよい。導電性の材料としては、たとえばアルミニウムテープ、銅テープなどを用いることができる。絶縁性の材料としては、テフロン(登録商標)、ポリイミド、クラフト紙などを用いることができる。
【0046】
母材上に配置されている超電導線12は2本以上であれば、特に限定されないが、超電導線12間の隙間を有効に狭くすること、および超電導線12の集合の容易性の理由から、3本以上20本以下が好ましく、本実施の形態では7本としている。
【0047】
超電導線12は、テープ状であり、本実施の形態では薄膜系の超電導線である。具体的には、超電導線12は、基板13と、基板13上に接して設けられた中間層14と、中間層14上に接して設けられた超電導層15とを含んでいる。
【0048】
基板13は、たとえばステンレス鋼、ニッケル合金(たとえばハステロイ)、または銀合金などの金属よりなっている。中間層14は、たとえばイットリア安定化ジルコニア、酸化セリウム、酸化マグネシウム、チタン酸ストロンチウムなどよりなっている。なお、中間層14は省略されてもよい。
【0049】
超電導層15はたとえばRE123系超電導体よりなっている。RE123系超電導体とは、RExBayCuzOdにおいて、0.7≦x≦1.3、1.7≦y≦2.3、2.7≦z≦3.3、6.0≦d≦7.0であることを意味する。また、RE123系超電導体のREとは、希土類元素およびイットリウム元素の少なくともいずれかを含む材質を意味する。また、希土類元素としては、たとえばネオジム(Nd)、ガドリニウム(Gd)、ホルミニウム(Ho)、サマリウム(Sm)などが含まれる。RE123系超電導線材は、液体窒素温度(77.3K)での臨界電流密度がビスマス系の超電導線材よりも高いという利点を有している。また、低温下および一定磁場下における臨界電流値が高いという利点を有している。
【0050】
また、超電導線12は、超電導層15上に形成された安定化層(図示せず)をさらに含んでいてもよい。安定化層は、超電導層15の表面保護のために設けられる層であり、たとえば銀や銅などよりなっている。
【0051】
複数の超電導線12の幅W1は、0.5mm以上3mm以下であることがより好ましい。0.5mm以上とすることによって、超電導線材10aを芯材(たとえば図2における芯材101)に巻き付けた際に、超電導線材10aの断面形状を真円により近づけることができる(言い換えると、断面から見たときの複数の超電導線12の分布が真円形状により近づけることができる)ため、複数の超電導線12に加えられる垂直成分の磁場をより低減できるので、交流損失をより低減できる。一方、3mm以下とすることによって、母材11上へ複数の超電導線12を容易に配置できる。
【0052】
隣り合う複数の超電導線12の間隔W2は、0.3mm以下であることが好ましく、0.2mm以下であることがより好ましく、0.1mm以下であることが非常に好ましい。0.3mm以下とすることにより、超電導線材10aを芯材に巻き付けた際に、超電導線材10aの断面形状を真円により近づけることができるため、複数の超電導線12垂直成分の磁場をより低減できるので、超電導線材10aの交流損失をより低減できる。0.2mm以下とすることにより、超電導線材10aの交流損失をより一層低減できる。0.1mm以下とすることにより、超電導線材10aの交流損失を非常に低減できる。間隔W2は短い程好ましいが、製造上の理由から下限値はたとえば0.05mm以上である。
【0053】
本実施の形態では、図1に示すように、超電導線材10aにおいて基板13側が母材11に接続されていることが好ましい。この場合、超電導線材10aを芯材に巻き付ける場合には、超電導層15を外周側に配置できるので、芯材に沿って円周状に配置しやすい。また、超電導層15側に半田付け等のジョイントの作業を容易に行なうことができる。
【0054】
続いて、図1に示す超電導線材10aの製造方法について説明する。まず、複数の超電導線12を準備する。本実施の形態では、複数の超電導線12は、基板13と、基板13上に形成された中間層14と、中間層14上に形成された超電導層15とを含んでいる。
【0055】
具体的には、基板13を準備する。その後、たとえば蒸着法により、基板13上に中間層14を形成する。次いで、たとえば蒸着法により、中間層14上に超電導層15を形成する。
【0056】
複数の超電導線12は、複数の超電導線12より幅の広い超電導線(たとえば図7における幅の広い超電導線30)の長手方向に沿って切断することにより形成されることが好ましい。この場合には、たとえば、上記方法によって複数の超電導線12よりも幅の広い超電導線を形成し、この幅の広い超電導線を長手方向に沿って切断する。これにより、幅の狭い複数の超電導線12を形成できる。
【0057】
この長手方向に沿った切断は、任意の方法が採用される。特に、幅の広い超電導線を機械的に切断することよって、または、幅の広い超電導線を部分的に加熱することによって複数の超電導線12が形成されることが好ましい。ここで、部分的に加熱とは、たとえばレーザを用いて、幅の広い線材を照射する方法が挙げられる。
【0058】
このようにして準備される超電導線12の幅W1は、0.5mm以上3mm以下であることが好ましい。
【0059】
次に、複数の超電導線12の曲げ剛性よりも小さい曲げ剛性を有し、かつテープ状の母材11を準備する。準備される母材11は、超電導線12の曲げ剛性の10分の1以下の曲げ剛性を有していることが好ましい。たとえば、上述した形状および材料の母材11を準備する。
【0060】
次に、母材11上に複数の超電導線12を配置する。配置する方法は、特に限定されず、任意の方法が採用されるが、複数の超電導線12を母材11上に配置しやすい状態に母材11を保ちつつ、複数の超電導線12を母材11上に配置することが好ましい。
【0061】
このとき、隣り合う複数の超電導線12の間隔W2が好ましくは0.3mm以下、好ましくは0.2mm以下、より好ましくは0.1mm以下になるように、母材11上に超電導線12を配置する。
【0062】
ここで、幅の広い超電導線を長手方向に沿って切断することによって複数の超電導線12を形成する場合には、この複数の超電導線12を形成する工程と、母材11上に複数の超電導線12を配置する工程とを連続して行なうことが好ましい。
【0063】
母材11上に複数の超電導線12を配置する際に、たとえば母材11上に複数の超電導線12を置いた状態で加圧するなど、母材11と複数の超電導線12とを固定する工程を行なってもよい。
【0064】
なお、本実施の形態における超電導線材10aの製造方法は、上述した工程順に限定されず、複数の超電導線12を準備する工程を、母材11上に複数の超電導線12を配置する工程時に実施してもよい。すなわち、複数の超電導線12を配置する工程では、次の工程が実施される。まず、複数の超電導線12より幅の広い超電導線が準備される。そして、幅の広い超電導線が母材11上に配置される。そして、幅の広い超電導線が長手方向に沿って機械的にまたはレーザ等により切断される。このとき、幅の広い超電導線のみを長手方向に沿って切断する。
【0065】
以上の工程を実施することにより、図1に示す超電導線材10aが得られる。このように、複数の超電導線12を配置しやすい状態で母材11を保ちつつ、母材11上に複数の超電導線12が配置されるため、超電導線材10aの製造において隣り合う超電導線12間の間隔を均一にかつ小さくすることを安定して行なうことができる。
【0066】
続いて、図2および図9を参照して、本実施の形態における超電導線材10aの効果について説明する。図2は、本発明の実施の形態1における超電導線材を芯材に巻き付けたときの状態を示す概略断面図である。なお、芯材101とは、たとえばフォーマなどである。また、芯材101に巻き付けられる超電導線材10aは、単数でも複数でもよい。
【0067】
図2に示すように、この超電導線材10aの母材11側を断面形状が真円の芯材101に巻き付けると、母材11の曲げ剛性は超電導線12の曲げ剛性よりも小さいので、母材11は芯材101の外形に沿って変形する。上述したように、超電導線材10aにおいて隣り合う超電導線12の間隔は小さい。このため、芯材101に巻き付けられた複数の超電導線12は、芯材101の外周をその超電導線12間の間隔W2を小さくし、かつ円周状に配置される。すなわち、断面で見た場合の複数の超電導線12の各々の分布は、真円形状に近づく。
【0068】
ここで、一般的に、複数の超電導線12には水平成分の磁場と垂直成分の磁場とが発生する。この複数の超電導線12を断面が真円の芯材101に巻き付けると、断面から見たときの複数の超電導線12の分布が真円形状の場合には水平成分の磁場のみが加えられ、垂直成分の磁場は加えられない。
【0069】
そのため、本実施の形態では、超電導線材10aを芯材101に巻きつけると、断面から見たときの複数の超電導線12の分布を安定して真円形状に近づけることができるので、垂直成分の磁場の発生を安定して低減できる。したがって、超電導線材10aの交流損失を安定して低減できる。
【0070】
一方、図9に示すように、母材11を備えていない従来の超電導線材512を芯材501に巻き付けると、外周に配置された複数の超電導線材512は曲げ剛性が高いので、芯材501に沿って超電導線材512を配置できず、断面から見たときの超電導線材512の各々の分布は多角形状になる。この場合、それぞれの超電導線材512の幅方向の端部には垂直成分の磁場が加えられるので、複数の超電導線材512にはこの垂直成分の磁場および水平成分の磁場の両方が加えられる。したがって、超電導線材512の交流損失が大きくなる。
【0071】
さらに、上記の通り、図2に示す本実施の形態における超電導線材10aを芯材101に巻き付けたときの断面から見たときの複数の超電導線12の分布は、真円形状に近い形状になる。一方、図9に示す従来の超電導線材512を芯材501に巻き付けたときの複数の超電導線材512の分布は、断面において多角形状になる。したがって、本実施の形態における超電導線材10aを芯材101に巻き付けるために用いると、図9に示す従来例の超電導線材512を芯材501に巻き付けるために用いたときに比べて小さくすることができるので、本実施の形態における超電導線材10aを超電導機器に用いると、小型化を図ることができる。
【0072】
なお、本実施の形態では、超電導線12として薄膜系の超電導線を例に挙げて説明したが、本発明は薄膜系の超電導線に特に限定されず、Bi系の超電導線に適用することもできる。
【0073】
(実施の形態2)
図3は、本発明の実施の形態2における超電導線材を示す概略斜視図である。図3に示すように、本実施の形態における超電導線材10bは、基本的には実施の形態1における超電導線材10aと同様の構成を備えているが、本実施の形態の超電導線材10bは接続層16をさらに備えている点においてのみ異なる。
【0074】
具体的には、母材11と超電導線12との間に接続層16が設けられている。接続層16は、超電導線12の基板13と母材11とを接続することが好ましい。この接続層16は、たとえば粘着テープ、半田層などである。
【0075】
なお、これ以外の超電導線材10bの構成は、実施の形態1における超電導線材10aの構成と同様であるので、同一の部材には同一の符号を付し、その説明は繰り返さない。
【0076】
本実施の形態における超電導線材10bの製造方法は、基本的には実施の形態1と同様の構成を備えているが、本実施の形態では母材11と複数の超電導線12との間に接続層16を形成する点においてのみ異なる。
【0077】
具体的には、母材11を準備する際に、母材11上に粘着テープなどの接続層16を形成し、その上に複数の超電導線12を配置する。あるいは、母材11上に複数の超電導線12を配置した後に、この状態で接続層16となるべき半田が供給された半田槽に浸漬することによって、接続層16を形成する。
【0078】
以上より、本実施の形態における超電導線材10bは、母材11と複数の超電導線12との間に接続層16をさらに備えている。これにより、母材11と複数の超電導線12とをより確実に接続できる。したがって、超電導線材10bを芯材101に巻き付ける際に超電導線12の剥がれ等を防止できるので、超電導線材10bのハンドリングが容易になる。
【0079】
(実施の形態3)
図4は、本発明の実施の形態3における超電導線材を示す概略斜視図である。図4に示すように、本実施の形態における超電導線材10dは、基本的には実施の形態1における超電導線材10aと同様の構成を備えているが、本実施の形態の超電導線材10dは第2の母材20をさらに備えている点においてのみ異なる。
【0080】
具体的には、超電導線材10dは、母材11と、母材11上に配置された複数の超電導線12と、複数の超電導線12上に配置された母材20とを備えている。すなわち、超電導線12の長手方向に沿って複数の超電導線12は2枚の母材11、20とで挟み込まれている。
【0081】
母材20は、複数の超電導線12の曲げ剛性よりも小さい曲げ剛性を有している。母材20は、母材11と同じ材料であってもよく、異なる材料であってもよい。
【0082】
なお、これ以外の超電導線材10dの構成は、実施の形態1における超電導線材10aの構成と同様であるので、同一の部材には同一の符号を付し、その説明は繰り返さない。
【0083】
本実施の形態における超電導線材10dの製造方法は、基本的には実施の形態1と同様の構成を備えているが、本実施の形態では第2の母材20をさらに形成する点においてのみ異なる。
【0084】
具体的には、母材11上に複数の超電導線12を配置した後に、複数の超電導線12上に母材20を配置する。
【0085】
なお、本実施の形態の構成および製造方法は、実施の形態1だけでなく実施の形態2にも適用することができる。
【0086】
以上より、本実施の形態における超電導線材10dは、複数の超電導線12上に配置され、複数の超電導線12の曲げ剛性よりも小さい曲げ剛性を有する第2の母材20を備えている。これにより、複数の超電導線12の両側に母材11、20が配置されるので、複数の超電導線12を一体化した状態の超電導線材10dの強度を向上できる。
【0087】
また、超電導線材10dを芯材101に巻き付ける際に、超電導線12の剥がれをより防止でき、超電導線材10dのハンドリングがより容易になる。
【0088】
(実施の形態4)
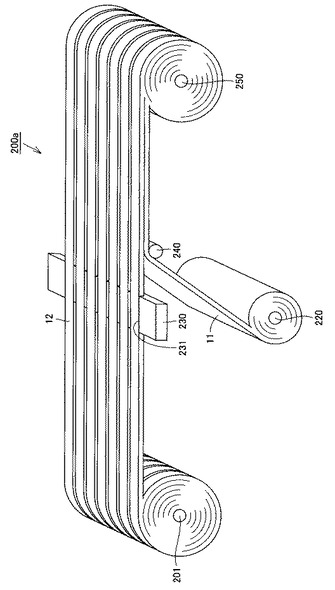
図5は、本発明の実施の形態4における超電導線材の製造装置を示す概略模式図である。本実施の形態における超電導線材の製造装置200aは、実施の形態1における超電導線材10aを製造するための装置である。
【0089】
図5に示すように、本実施の形態における超電導線材の製造装置200aは、第1の送り部201と、第2の送り部220と、整列部230と、配置部240と、受け部250とを備えている。図5において左側から右側に向けて(超電導線材10aの製造工程の順序において)、第1の送り部201、整列部230、第2の送り部220、配置部240、および受け部250が順に配置されている。
【0090】
第1の送り部201は、複数の超電導線12を受け部250に送るためのものである。第1の送り部201は、たとえば超電導線12を巻き付けて保持するためのリールである。図5に示すように、第1の送り部201は複数の超電導線12をそれぞれ巻き付けた複数のリールを含んでいるが、複数の超電導線12を全て巻き付けた幅の広い1本のリールであってもよい。
【0091】
第2の送り部220は、複数の超電導線12の曲げ剛性よりも小さい曲げ剛性を有するテープ状の母材11を受け部250に送るためのものである。第2の送り部220は、たとえば母材11を巻き付けて保持するためのリールである。
【0092】
整列部230は、第1の送り部201と配置部240との間に設けられ、第1の送り部201から送られた複数の超電導線12を整列させるためのものである。整列部230には、所定の方向(本実施の形態では第1の送り部201から配置部240へ向けた方向)に延在するように複数の溝が並行に形成されている。この溝に複数の超電導線12を導くことにより、複数の超電導線12を隣り合う間隔を均一にかつ小さい状態で整列させることができる。
【0093】
配置部240は、第1および第2の送り部201、220と、受け部250との間に配置され、整列部230を介して第1の送り部201から送られた複数の超電導線12を第2の送り部220から送られた母材11上に配置するためのものである。配置部240は、隣り合う超電導線12の間隔を均一にかつ小さく整列された複数の超電導線12を母材11上に配置して一体化する構造であり、たとえば図5に示すように円柱の台である。配置部240により、母材11と母材11上に形成された複数の超電導線12とを備えた超電導線材10aが製造される。
【0094】
なお、配置部240は、この構造に特に限定されず、たとえば図5において上下方向に対向するように設けられた第1および第2の部材を含んでいてもよい。この場合には、超電導線12において母材11と接続される側に第1の部材が設けられ、超電導線12において母材11と接続される側と反対側に配置された第2の部材が設けられることが好ましい。この構造では、第1の部材を用いて母材11上に複数の超電導線12を配置するとともに、第2の部材を用いて母材11上に配置された複数の超電導線12を加圧することができる。
【0095】
受け部250は、第1の送り部から送られた複数の超電導線12と、第2の送り部から送られた母材11とを受けるためのものである。言い換えると、受け部250は、配置部240により製造された超電導線材10aを受けるためのものである。図5に示すように、受け部250は、たとえば、母材11と、母材11上に配置された複数の超電導線12とを備えた超電導線材10aを巻き取って保持するためのリールである。
【0096】
本実施の形態における超電導線材の製造装置200aは、実施の形態1における超電導線材10aを製造するための装置としたが、特にこれに限定されない。たとえば、図3に示す実施の形態2における接続層16をさらに備えた超電導線材10bを製造する場合には、第2の送り部220から、粘着テープが母材11に形成された状態で整列部230に供給すればよい。あるいは、超電導線材の製造装置は、母材11上に粘着テープを形成するための形成部をさらに備えていてもよい。また、接続層16が半田層である場合には、この超電導線材の製造装置200aにより製造された超電導線材を半田層となるべき半田が供給された半田槽に浸漬することにより、半田層を備えた超電導線材10bを製造できる。
【0097】
またBi系の超電導線を備えた超電導線材を製造する場合には、第1の送り部201にBi系の超電導線を配置する。
【0098】
また図4における第2の母材20をさらに備えた超電導線材10dを製造する場合には、超電導線材の製造装置は、第2の母材20を配置部240に供給するための第3の送り部(図示せず)をさらに備えている。
【0099】
以上より、本実施の形態における超電導線材の製造装置200aは、実施の形態1〜4における交流損失を低減した超電導線材10a、10b、10dを製造することができる。
【0100】
(実施の形態5)
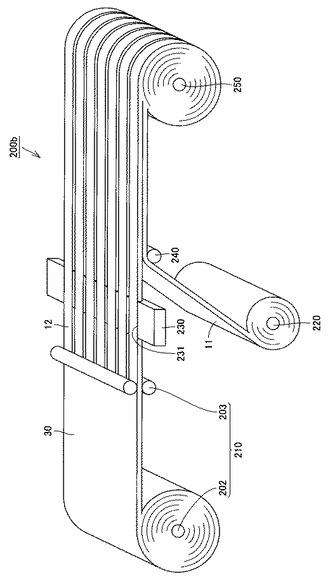
図6は、本発明の実施の形態5における超電導線材の製造装置を示す概略模式図である。図6に示すように、本実施の形態における超電導線材の製造装置200bは、基本的には図5に示す超電導線材の製造装置200aと同様の構成を備えているが、第1の送り部210の構成においてのみ異なる。
【0101】
第1の送り部210は、供給部202と、切断部203とを含んでいる。供給部202は、複数の超電導線12よりも幅の広い超電導線30を供給するためのものである。供給部202は、たとえば幅の広い超電導線30を巻き付けて保持するためのリールである。
【0102】
切断部203は、供給部202から送られた幅の広い超電導線30を切断するためのものである。切断部203は、図6に示すように、たとえば対向する位置に設けられている2枚の円形刃である。切断部203は機械的に切断するための部材に特に限定されず、幅の広い超電導線30を部分的に加熱するためのレーザなどを用いてもよい。
【0103】
なお、これ以外の超電導線材の製造装置200bの構成は、実施の形態4における超電導線材の製造装置200aの構成と同様であるので、同一の部材には同一の符号を付し、その説明は繰り返さない。
【0104】
以上より、本実施の形態における超電導線材の製造装置200bは、幅の広い超電導線30を幅の狭い複数の超電導線12に加工するための切断部203を含んでいる。これにより、超電導線材の製造装置200bにおいて、切断部203により切断された幅の狭い複数の超電導線12が配置部240により母材11上に配置される。このため、交流損失をより低減できる超電導線材を製造できる。
【0105】
また、幅の広い超電導線30から狭幅加工をする工程と、幅の狭い複数の超電導線12を母材11上に配置する工程とを連続して行なうことができる。その結果、切断部203により切断された複数の超電導線12がばらばらになる前に、整列部230で複数の超電導線12を並べることができる。したがって、隣り合う超電導線12の間隔W2を安定して、均一にかつ小さくできるとともに、超電導線材10aの製造を簡略化することができる。
【0106】
(実施の形態6)
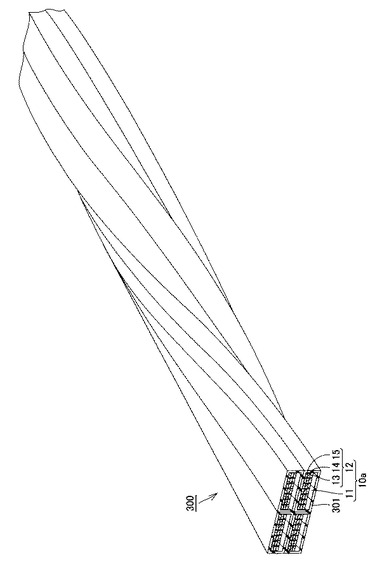
図7は、本発明の実施の形態6における超電導導体を示す概略斜視図である。図7に示すように、本実施の形態における超電導導体300は、実施の形態1における超電導線材10aを複数集合させてなる。
【0107】
図7に示すように、超電導導体300は、超電導線材10aの内周側から外周側へ、または外周側から内周側へと径方向位置を変更しながら長手方向に延びるように集合されている転位導体である。なお、超電導導体300は、複数の超電導線材10aを単に撚り合わせてなっていてもよい。
【0108】
超電導導体300は、それぞれの超電導線材10aの磁場に対する異方性を小さくして、超電導導体300の外部に集中して流れる偏流を抑制して、交流損失を低減できる構造にすることが好ましい。本実施の形態では、超電導線材10aの外周を覆うように絶縁膜301が形成され、複数の超電導線材10aは互いに電気的に接続されていない構造としている。
【0109】
続いて、本実施の形態における超電導導体300の製造方法を説明する。まず、実施の形態1における超電導線材の製造方法により複数の超電導線材10aを製造する。その後、それぞれの超電導線材10aの外周を被覆するように、絶縁膜301を形成してもよい。
【0110】
次に、この複数の超電導線材10aを集合させる。集合させる方法は特に限定されず、一般公知の方法を採用できる。たとえば、回転数の調整等の制御ができる、複数の超電導線材10aを撚り合わせる装置などを用いることができる。また、複数の超電導線材10aを集合させる巻き方は、図7に示す巻き方に特に限定されない。
【0111】
なお、本実施の形態では、実施の形態1における超電導線材10aを用いて説明したが、実施の形態2または3の超電導線材10b、10dを用いてもよい。
【0112】
以上より、本実施の形態における超電導導体300は、交流損失の低減された実施の形態1〜3の超電導線材10a、10b、10dが集合されてなる。したがって、交流損失を低減した超電導導体300が得られる。
【0113】
(実施の形態7)
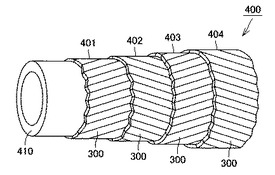
図8は、本発明の実施の形態7における超電導ケーブルを示す概略斜視図である。図8を参照して、本実施の形態における超電導ケーブル400は、実施の形態7における超電導導体300を用いて構成される。
【0114】
超電導ケーブル400は、図8に示すように、超電導導体300が円筒状もしくは円柱状のフォーマ410の外周面にスパイラル状に巻回されてなる。このようにして、超電導導体300をフォーマ410上にスパイラル状に多層積層することにより、図8に示す超電導ケーブル400が構成される。超電導ケーブル400において、超電導線材10aは、各超電導線材10aの超電導層15が外周側に、基板13が内周側にそれぞれ位置するように多層積層される。
【0115】
第1層401は図中右巻き、第2層402は図中左巻き、第3層403は図中右巻き、第4層404は図中左巻きというように、各層毎に交互に向きを変えて巻回されている。なお、この第1層401〜第4層404の巻回方向はこれに限定されるものではなく、如何なる方向に巻回されていてもよい。たとえば第1層401および第2層402が図中右巻きで、第3層403および第4層404が図中左巻きであってもよく、第1層401〜第4層404のすべてが同じ方向に巻回されていてもよい。
【0116】
なお、本実施の形態の超電導ケーブルは、実施の形態6における超電導導体300を用いて構成されることに特に限定されない。たとえば、実施の形態1〜3における超電導線材10a、10b、10dを複数用いて、フォーマ410上にスパイラル状に多層積層させる構成であってもよい。
【0117】
続いて、本実施の形態における超電導ケーブル400の製造方法を説明する。まず、実施の形態6の超電導導体の製造方法により超電導導体を製造する。次に、超電導導体300を用いて超電導ケーブル400を形成する。
【0118】
本実施の形態では、超電導機器の一例として超電導ケーブル400を用いて説明したが、本発明の超電導機器は、超電導ケーブルに特に限定されない。超電導機器として、たとえば、超電導コイル、マグネット、電力貯蔵装置などとすることもできる。
【0119】
以上より、本実施の形態における超電導機器の一例である超電導ケーブル400は、実施の形態1〜4の超電導線材10a、10b、10dを用いて構成されている。そのため、交流損失を低減した超電導ケーブル400が得られる。
【0120】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した実施の形態ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【図面の簡単な説明】
【0121】
【図1】本発明の実施の形態1における超電導線材を示す概略模式図である。
【図2】本発明の実施の形態1における超電導線材を芯材に巻き付けたときの状態を示す概略断面図である。
【図3】本発明の実施の形態2における超電導線材を示す概略斜視図である。
【図4】本発明の実施の形態3における超電導線材を示す概略斜視図である。
【図5】本発明の実施の形態4における超電導線材の製造装置を示す概略模式図である。
【図6】本発明の実施の形態5における超電導線材の製造装置を示す概略模式図である。
【図7】本発明の実施の形態6における超電導導体を示す概略斜視図である。
【図8】本発明の実施の形態7における超電導ケーブルを示す概略斜視図である。
【図9】従来のケーブルを模式的に示す概略断面図である。
【符号の説明】
【0122】
10a,10b,10d 超電導線材、11,20 母材、12,17 超電導線、13 基板、14 中間層、15 超電導層、16 接続層、30 幅の広い超電導線、101 芯材、200a,200b 超電導線材の製造装置、201,210 第1の送り部、202 供給部、203 切断部、220 第2の送り部、230 整列部、240 配置部、250 受け部、300 超電導導体、301 絶縁膜、400 超電導ケーブル、401 第1層、402 第2層、403 第3層、404 第4層、410 フォーマ。
【技術分野】
【0001】
本発明は、超電導線材、超電導線材の製造方法、超電導導体の製造方法、超電導機器の製造方法および超電導線材の製造装置に関する。
【背景技術】
【0002】
従来より、YBa2Cu3O7よりなる超電導層を備えた超電導線材は、液体窒素温度での使用が可能であり、比較的高い臨界電流密度が得られ、長尺化が可能なまでに開発が進んできた。このため、複数の超電導線材を芯材に巻き付けられた超電導導体などの形態でのケーブルやマグネットへの応用が期待されている。しかし、このようなケーブル等への適用の際には、超電導導体を用いたケーブル等の交流損失の低減が大きな課題である。
【0003】
図9は、従来のケーブルを模式的に示す概略断面図である。図9に示すように、従来のケーブル500は、芯材501と、芯材501の外周に配置された複数の超電導線材512とを備えている。複数の超電導線材512の各々は、基板513と、基板513上に形成された中間層514と、中間層514上に形成されたYBa2Cu3O7よりなる超電導層515とを含んでいる。なお、超電導層515上には少なくとも銀、銅などからなる保護層(図示せず)が設けられている。ケーブル500において複数の超電導線材512の各々を断面が真円の芯材501に巻き付けると、複数の超電導線材512間には有限のスペースが存在するため、断面で見た場合の複数の超電導線材512の各々の分布は真円形状ではなく多角形状になる。このため、超電導線材512の幅方向の端面に対して垂直な磁界成分が発生し、これによる交流損失が導体の交流損失を支配する。したがって、超電導線材512間のスペースをできるだけ小さくすることが、ケーブルの交流損失の低減に有効である。
【0004】
このようなケーブルの交流損失を低減するための技術が、たとえば非特許文献1に記載されている。非特許文献1では、10mm幅の超電導線材を長手方向に沿ってレーザ加工により5分割、または3分割し、1.8mmの幅を有する複数のYBa2Cu3O7超電導線材を準備している。そして、隣り合う超電導線材の間隔が0.20〜0.21mmとなるように図9と同様の形態で複数の超電導線材を円周上に集合させている。この導体は、19.6mmの径を有しており、かつ0.5W/mの交流損失を有している。
【0005】
また、交流損失を低減した超電導線材を得るための技術が、たとえば特開2007−141688号公報(特許文献1)および非特許文献2に記載されている。特許文献1および非特許文献2では、基体と、基体上に形成された超電導層と、超電導層上に形成された安定化層とを備えた超電導線材において、安定化層から基材まで到達する溝が形成されることが記載されている。この特許文献1および非特許文献2では、超電導線材をレーザにより複数に分割することで、超電導線材の幅を細くすることによって交流損失を低減することが記載されている。また、基体は、ハステロイなどからなることが記載されている。
【特許文献1】特開2007−141688号公報
【非特許文献1】雨宮他、「YBCO超伝導送電ケーブルの交流損失低減−世界最小の交流損失達成−」、第75回2006年度秋季低温工学・超電導学会、p.298
【非特許文献2】K Suzuki et al., "Development of a laser scribing process of coated conductors for the reduction of AC losses", SUPERCONDUCTOR SCIENCE AND TECHNOLOGY. 20(2007)822-826, pp.822-826
【発明の開示】
【発明が解決しようとする課題】
【0006】
図9に示す非特許文献1に開示の超電導線材を用いたケーブル500において複数の超電導線材512の各々は、一般的に機械を用いて自動的に芯材501に巻き付けられている。この巻き付けの際には、用いた機械による誤差が生じるため、隣り合う超電導線材の間隔を安定して小さくすることは難しい。
【0007】
隣り合う超電導線材512の間隔が大きい場合には、巻き付けた複数の超電導線材512を断面で見た場合の複数の超電導線材512の各々の分布は依然として多角形状であるため、超電導線材512の端面に垂直成分の磁界が発生し、その結果として交流損失が大きくなるという問題がある。
【0008】
また、上記特許文献1および非特許文献2に記載の超電導線材を用いてケーブルを作製するために、超電導線材を断面が真円の芯材に巻き付けると、超電導線材を構成する基材がハステロイ等の硬い材料よりなるので、芯材に沿わせることが難しく、部分的に角を有してしまう。この部分に位置する超電導線材の端面には垂直成分の磁界が発生するので、交流損失を十分に低減できないという問題がある。
【0009】
そこで、本発明の目的は、交流損失を低減できる、超電導線材、超電導線材の製造方法、超電導導体の製造方法、超電導機器の製造方法および超電導線材の製造装置を提供することである。
【課題を解決するための手段】
【0010】
本発明の超電導線材は、テープ状の母材と、この母材上に配置された複数の超電導線とを備えている。母材は、複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有している。
【0011】
本発明の超電導線材によれば、複数の超電導線を配置しやすい状態に母材を保ちつつ、複数の超電導線を母材上に配置することができるため、隣り合う超電導線の間隔を安定して小さくすることができる。芯材への超電導線材の巻き付けの際には、母材の曲げ剛性が小さいので、芯材に沿って母材が変形する。このため、複数の超電導線が芯材に沿って巻き付けられるので、断面で見た場合の複数の超電導線の各々の分布は円形に近くなる。したがって、複数の超電導線の幅方向の端部に発生する垂直成分の磁場を低減できるので、交流損失を低減することができる。
【0012】
上記超電導線材において好ましくは、隣り合う複数の超電導線の間隔が0.1mm以下である。
【0013】
これにより、超電導線材が芯材に巻き付けられた際に、断面で見た場合の複数の超電導線の分布を真円形状により近づけることができる。このため、複数の超電導線に生じる垂直成分の磁場をより低減できるので、交流損失をより低減できる。
【0014】
上記超電導線材において好ましくは、複数の超電導線の幅が0.5mm以上3mm以下である。
【0015】
0.5mm以上とすることによって、超電導線材が芯材に巻き付けられた際に、断面で見た場合の複数の超電導線の分布を真円形状により近づけることができるため、垂直成分の磁場をより低減できる。その結果、複数の超電導線の交流損失をより低減できる。3mm以下とすることによって、母材上へ複数の超電導線が容易に配置される。
【0016】
上記超電導線材において好ましくは、複数の超電導線は、主表面と主表面と反対側の裏面とを有する基板と、基板の主表面上に形成された超電導層とを含んでいる。
【0017】
これにより、薄膜系の超電導線を用いることができるので、超電導特性の良好な超電導線材が得られる。
【0018】
上記超電導線材において好ましくは、基板の裏面側で母材と接続されている。これにより、超電導層側で半田付け等のジョイントを容易に行なうことができる。
【0019】
上記超電導線材において好ましくは、上記母材は、導電体である。これにより、母材を介して複数の超電導線間において電流の乗り移りが可能になる。そのため、ある超電導線の長手方向において、部分的な劣化、部分的な温度上昇などによる臨界電流値の減少などにより臨界電流値が小さくなった場合でも、隣り合う超電導線に電流を流すことができる。このため、複数の超電導線材を用いてなる導体の安定性を向上できる。
【0020】
上記超電導線材において好ましくは、上記母材は、絶縁体である。これにより、複数の超電導線において渦電流損を低減できるため、交流損失をより低減できる。
【0021】
上記超電導線材において好ましくは、複数の超電導線上に配置され、複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有する第2の母材をさらに備えている。
【0022】
これにより、複数の超電導線の両側に母材が配置されるので、複数の超電導線を一体化した状態の超電導線材の強度を向上できる。
【0023】
本発明の超電導線材の製造方法は、以下の工程が実施される。まず、テープ状の母材が準備される。そして、母材上に複数の超電導線が配置される。母材は、複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有している。
【0024】
本発明の超電導線材の製造方法によれば、複数の超電導線を配置しやすい状態に母材を保ちつつ、複数の超電導線を母材上に配置することができる。このため、隣り合う超電導線の間隔を安定して小さくすることができる。芯材への超電導線材の巻き付けの際には、母材の曲げ剛性が小さいので、芯材に沿って母材が変形する。このため、複数の超電導線が芯材に沿って巻き付けられるので、断面で見た場合の複数の超電導線の分布は円形に近くなる。したがって、複数の超電導線の幅方向の端部に発生する垂直成分の磁場を低減できるので、交流損失を低減することができる。
【0025】
上記超電導線材の製造方法において好ましくは、複数の超電導線を配置する工程は、複数の超電導線より幅の広い超電導線を準備する工程と、幅の広い超電導線を長手方向に沿って切断する工程と、幅の広い超電導線を切断することにより得られた複数の超電導線を母材上に配置する工程とを含んでいる。
【0026】
上記超電導線材の製造方法において好ましくは、複数の超電導線を配置する工程の前に、複数の超電導線より幅の広い超電導線を長手方向に沿って切断する工程をさらに備えている。
【0027】
これにより、幅の狭い複数の超電導線を形成できるので、幅の狭い超電導線を備えた超電導線材を製造できる。そのため、この超電導線材において、複数の超電導線に加えられる垂直成分の磁場をより低減することができる。したがって、交流損失をより低減できる超電導線材が得られる。
【0028】
上記超電導線材の製造方法において好ましくは、幅の広い超電導線を切断する工程では、幅の広い超電導線を機械的に切断する。これにより、幅の広い超電導線から複数の幅の狭い超電導線を容易に形成することができる。
【0029】
上記超電導線材の製造方法において好ましくは、幅の広い超電導線を切断する工程では、幅の広い超電導線を部分的に加熱する。これにより、複数の超電導線を高速に形成できる。
【0030】
上記超電導線材の製造方法において好ましくは、複数の超電導線は、幅の広い超電導線を部分的に加熱することによって形成される。これにより、より幅が狭い超電導線を形成できる。
【0031】
上記超電導線材の製造方法において好ましくは、上記幅の広い超電導線を切断する工程と上記複数の超電導線を配置する工程とを連続して行なう。
【0032】
これにより、切断された複数の超電導線がそれぞれ巻取り部材に巻き付けられる前に母材上に配置されるので、隣り合う超電導線の間隔をより小さくすることが容易にできる。
【0033】
上記超電導線材の製造方法において好ましくは、複数の超電導線を配置する工程では、主表面と主表面と反対側の裏面とを有する基板と、基板の主表面上に形成された超電導層とを含む複数の超電導線を母材上に配置する。これにより、薄膜系の超電導線を用いることができるので、超電導特性の良好な超電導線材を製造できる。
【0034】
上記超電導線材の製造方法において好ましくは、複数の超電導線を配置する工程では、母材上に前記基板の前記裏面側を配置する。これにより、超電導層側で半田付け等のジョイントを容易に行なうことができる超電導線材を製造できる。
【0035】
本発明の超電導導体の製造方法は、上記いずれかに記載の超電導線材の製造方法により複数の超電導線材を製造する工程と、複数の超電導線材を集合させる工程とを備えている。これにより、交流損失が低減された超電導導体を製造できる。
【0036】
本発明の超電導機器の製造方法は、上記いずれかに記載の超電導導体の製造方法により超電導導体を製造する工程と、超電導導体を用いて超電導機器を形成する工程とを備えている。これにより、交流損失が低減された超電導機器を製造できる。
【0037】
本発明の超電導線材の製造装置は、第1の送り部と、第2の送り部と、受け部と、配置部と、整列部とを備えている。第1の送り部は、複数の超電導線を送るためのものである。第2の送り部は、複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有するテープ状の母材を送るためのものである。受け部は、第1の送り部から送られた複数の超電導線と、第2の送り部から送られた母材とを受けるためのものである。配置部は、第1および第2の送り部と、受け部との間に配置され、第1の送り部から送られた複数の超電導線を第2の送り部から送られた母材上に配置することにより、超電導線材とするためのものである。整列部は、第1の送り部と配置部との間に設けられ、第1の送り部から送られた複数の超電導線を整列させるためのものである。
【0038】
本発明の超電導線材の製造装置によれば、整列部により隣り合う超電導線の間隔が狭くなるように複数の超電導線を整列させた状態で、配置部により母材上に複数の超電導線を配置できる。このため、隣り合う超電導線の間隔を安定して小さくした超電導線材を製造することができる。この製造装置により製造された超電導線材を芯材に巻きつけると、母材の曲げ剛性が小さいので、芯材に沿って巻き付けることができる。このため、複数の超電導線が芯材に沿って巻き付けられるので、断面で見た場合の複数の超電導線の各々の分布は円形状に近くなる。したがって、超電導線の幅方向の端部に発生する垂直成分の磁場を低減できるので、交流損失を低減した超電導線材を製造することができる。
【0039】
上記超電導線材の製造装置において好ましくは、第1の送り部は、複数の超電導線よりも幅の広い超電導線を供給するための供給部と、供給部から供給された幅の広い超電導線を切断するための切断部とを含んでいる。
【0040】
これにより、第1の送り部は、切断部により切断された幅の狭い複数の超電導線を整列部に送ることができるので、幅の狭い複数の超電導線を備えた超電導線材を製造できる。したがって、複数の超電導線の垂直成分の磁場をより低減することにより、交流損失をより低減できる超電導線材を製造できる。
【発明の効果】
【0041】
本発明の超電導線材、超電導線材の製造方法、超電導導体の製造方法、超電導機器の製造方法および超電導線材の製造装置によれば、隣り合う超電導線の間隔を安定して小さくできるので、交流損失を低減できる。
【発明を実施するための最良の形態】
【0042】
以下、図面に基づいて本発明の実施の形態を説明する。なお、以下の図面において同一または相当する部分には同一の参照符号を付し、その説明は繰り返さない。
(実施の形態1)
図1は、本発明の実施の形態1における超電導線材を示す概略模式図である。図1を参照して、本実施の形態における超電導線材を説明する。図1に示すように、本実施の形態における超電導線材10aは、母材11と、母材11上に配置された複数の超電導線12とを備えている。
【0043】
母材11は、超電導線12の曲げ剛性よりも小さい曲げ剛性を有し、超電導線12の曲げ剛性の10分の1以下の曲げ剛性を有していることが好ましい。ここで、曲げ剛性とは、Eを弾性率、bを幅、hを厚さとしたときに(1/12)×E×b×h3で表わされる値である。すなわち、母材11と超電導線12とが同じ厚さであれば、母材11は超電導線12の弾性率よりも小さい弾性率を有している。また、母材11と超電導線12とが同じ弾性率であれば、母材11は超電導線12の厚さよりも小さい厚さを有している。
【0044】
母材11は、テープ状である。ここで、テープ状とは、2つの主面を有し、互いの主面が対向していることを意味する。母材11の主面は、曲面であってもよいが、平面であることが好ましい。
【0045】
母材11は、導電性であっても絶縁性であってもよい。導電性の材料としては、たとえばアルミニウムテープ、銅テープなどを用いることができる。絶縁性の材料としては、テフロン(登録商標)、ポリイミド、クラフト紙などを用いることができる。
【0046】
母材上に配置されている超電導線12は2本以上であれば、特に限定されないが、超電導線12間の隙間を有効に狭くすること、および超電導線12の集合の容易性の理由から、3本以上20本以下が好ましく、本実施の形態では7本としている。
【0047】
超電導線12は、テープ状であり、本実施の形態では薄膜系の超電導線である。具体的には、超電導線12は、基板13と、基板13上に接して設けられた中間層14と、中間層14上に接して設けられた超電導層15とを含んでいる。
【0048】
基板13は、たとえばステンレス鋼、ニッケル合金(たとえばハステロイ)、または銀合金などの金属よりなっている。中間層14は、たとえばイットリア安定化ジルコニア、酸化セリウム、酸化マグネシウム、チタン酸ストロンチウムなどよりなっている。なお、中間層14は省略されてもよい。
【0049】
超電導層15はたとえばRE123系超電導体よりなっている。RE123系超電導体とは、RExBayCuzOdにおいて、0.7≦x≦1.3、1.7≦y≦2.3、2.7≦z≦3.3、6.0≦d≦7.0であることを意味する。また、RE123系超電導体のREとは、希土類元素およびイットリウム元素の少なくともいずれかを含む材質を意味する。また、希土類元素としては、たとえばネオジム(Nd)、ガドリニウム(Gd)、ホルミニウム(Ho)、サマリウム(Sm)などが含まれる。RE123系超電導線材は、液体窒素温度(77.3K)での臨界電流密度がビスマス系の超電導線材よりも高いという利点を有している。また、低温下および一定磁場下における臨界電流値が高いという利点を有している。
【0050】
また、超電導線12は、超電導層15上に形成された安定化層(図示せず)をさらに含んでいてもよい。安定化層は、超電導層15の表面保護のために設けられる層であり、たとえば銀や銅などよりなっている。
【0051】
複数の超電導線12の幅W1は、0.5mm以上3mm以下であることがより好ましい。0.5mm以上とすることによって、超電導線材10aを芯材(たとえば図2における芯材101)に巻き付けた際に、超電導線材10aの断面形状を真円により近づけることができる(言い換えると、断面から見たときの複数の超電導線12の分布が真円形状により近づけることができる)ため、複数の超電導線12に加えられる垂直成分の磁場をより低減できるので、交流損失をより低減できる。一方、3mm以下とすることによって、母材11上へ複数の超電導線12を容易に配置できる。
【0052】
隣り合う複数の超電導線12の間隔W2は、0.3mm以下であることが好ましく、0.2mm以下であることがより好ましく、0.1mm以下であることが非常に好ましい。0.3mm以下とすることにより、超電導線材10aを芯材に巻き付けた際に、超電導線材10aの断面形状を真円により近づけることができるため、複数の超電導線12垂直成分の磁場をより低減できるので、超電導線材10aの交流損失をより低減できる。0.2mm以下とすることにより、超電導線材10aの交流損失をより一層低減できる。0.1mm以下とすることにより、超電導線材10aの交流損失を非常に低減できる。間隔W2は短い程好ましいが、製造上の理由から下限値はたとえば0.05mm以上である。
【0053】
本実施の形態では、図1に示すように、超電導線材10aにおいて基板13側が母材11に接続されていることが好ましい。この場合、超電導線材10aを芯材に巻き付ける場合には、超電導層15を外周側に配置できるので、芯材に沿って円周状に配置しやすい。また、超電導層15側に半田付け等のジョイントの作業を容易に行なうことができる。
【0054】
続いて、図1に示す超電導線材10aの製造方法について説明する。まず、複数の超電導線12を準備する。本実施の形態では、複数の超電導線12は、基板13と、基板13上に形成された中間層14と、中間層14上に形成された超電導層15とを含んでいる。
【0055】
具体的には、基板13を準備する。その後、たとえば蒸着法により、基板13上に中間層14を形成する。次いで、たとえば蒸着法により、中間層14上に超電導層15を形成する。
【0056】
複数の超電導線12は、複数の超電導線12より幅の広い超電導線(たとえば図7における幅の広い超電導線30)の長手方向に沿って切断することにより形成されることが好ましい。この場合には、たとえば、上記方法によって複数の超電導線12よりも幅の広い超電導線を形成し、この幅の広い超電導線を長手方向に沿って切断する。これにより、幅の狭い複数の超電導線12を形成できる。
【0057】
この長手方向に沿った切断は、任意の方法が採用される。特に、幅の広い超電導線を機械的に切断することよって、または、幅の広い超電導線を部分的に加熱することによって複数の超電導線12が形成されることが好ましい。ここで、部分的に加熱とは、たとえばレーザを用いて、幅の広い線材を照射する方法が挙げられる。
【0058】
このようにして準備される超電導線12の幅W1は、0.5mm以上3mm以下であることが好ましい。
【0059】
次に、複数の超電導線12の曲げ剛性よりも小さい曲げ剛性を有し、かつテープ状の母材11を準備する。準備される母材11は、超電導線12の曲げ剛性の10分の1以下の曲げ剛性を有していることが好ましい。たとえば、上述した形状および材料の母材11を準備する。
【0060】
次に、母材11上に複数の超電導線12を配置する。配置する方法は、特に限定されず、任意の方法が採用されるが、複数の超電導線12を母材11上に配置しやすい状態に母材11を保ちつつ、複数の超電導線12を母材11上に配置することが好ましい。
【0061】
このとき、隣り合う複数の超電導線12の間隔W2が好ましくは0.3mm以下、好ましくは0.2mm以下、より好ましくは0.1mm以下になるように、母材11上に超電導線12を配置する。
【0062】
ここで、幅の広い超電導線を長手方向に沿って切断することによって複数の超電導線12を形成する場合には、この複数の超電導線12を形成する工程と、母材11上に複数の超電導線12を配置する工程とを連続して行なうことが好ましい。
【0063】
母材11上に複数の超電導線12を配置する際に、たとえば母材11上に複数の超電導線12を置いた状態で加圧するなど、母材11と複数の超電導線12とを固定する工程を行なってもよい。
【0064】
なお、本実施の形態における超電導線材10aの製造方法は、上述した工程順に限定されず、複数の超電導線12を準備する工程を、母材11上に複数の超電導線12を配置する工程時に実施してもよい。すなわち、複数の超電導線12を配置する工程では、次の工程が実施される。まず、複数の超電導線12より幅の広い超電導線が準備される。そして、幅の広い超電導線が母材11上に配置される。そして、幅の広い超電導線が長手方向に沿って機械的にまたはレーザ等により切断される。このとき、幅の広い超電導線のみを長手方向に沿って切断する。
【0065】
以上の工程を実施することにより、図1に示す超電導線材10aが得られる。このように、複数の超電導線12を配置しやすい状態で母材11を保ちつつ、母材11上に複数の超電導線12が配置されるため、超電導線材10aの製造において隣り合う超電導線12間の間隔を均一にかつ小さくすることを安定して行なうことができる。
【0066】
続いて、図2および図9を参照して、本実施の形態における超電導線材10aの効果について説明する。図2は、本発明の実施の形態1における超電導線材を芯材に巻き付けたときの状態を示す概略断面図である。なお、芯材101とは、たとえばフォーマなどである。また、芯材101に巻き付けられる超電導線材10aは、単数でも複数でもよい。
【0067】
図2に示すように、この超電導線材10aの母材11側を断面形状が真円の芯材101に巻き付けると、母材11の曲げ剛性は超電導線12の曲げ剛性よりも小さいので、母材11は芯材101の外形に沿って変形する。上述したように、超電導線材10aにおいて隣り合う超電導線12の間隔は小さい。このため、芯材101に巻き付けられた複数の超電導線12は、芯材101の外周をその超電導線12間の間隔W2を小さくし、かつ円周状に配置される。すなわち、断面で見た場合の複数の超電導線12の各々の分布は、真円形状に近づく。
【0068】
ここで、一般的に、複数の超電導線12には水平成分の磁場と垂直成分の磁場とが発生する。この複数の超電導線12を断面が真円の芯材101に巻き付けると、断面から見たときの複数の超電導線12の分布が真円形状の場合には水平成分の磁場のみが加えられ、垂直成分の磁場は加えられない。
【0069】
そのため、本実施の形態では、超電導線材10aを芯材101に巻きつけると、断面から見たときの複数の超電導線12の分布を安定して真円形状に近づけることができるので、垂直成分の磁場の発生を安定して低減できる。したがって、超電導線材10aの交流損失を安定して低減できる。
【0070】
一方、図9に示すように、母材11を備えていない従来の超電導線材512を芯材501に巻き付けると、外周に配置された複数の超電導線材512は曲げ剛性が高いので、芯材501に沿って超電導線材512を配置できず、断面から見たときの超電導線材512の各々の分布は多角形状になる。この場合、それぞれの超電導線材512の幅方向の端部には垂直成分の磁場が加えられるので、複数の超電導線材512にはこの垂直成分の磁場および水平成分の磁場の両方が加えられる。したがって、超電導線材512の交流損失が大きくなる。
【0071】
さらに、上記の通り、図2に示す本実施の形態における超電導線材10aを芯材101に巻き付けたときの断面から見たときの複数の超電導線12の分布は、真円形状に近い形状になる。一方、図9に示す従来の超電導線材512を芯材501に巻き付けたときの複数の超電導線材512の分布は、断面において多角形状になる。したがって、本実施の形態における超電導線材10aを芯材101に巻き付けるために用いると、図9に示す従来例の超電導線材512を芯材501に巻き付けるために用いたときに比べて小さくすることができるので、本実施の形態における超電導線材10aを超電導機器に用いると、小型化を図ることができる。
【0072】
なお、本実施の形態では、超電導線12として薄膜系の超電導線を例に挙げて説明したが、本発明は薄膜系の超電導線に特に限定されず、Bi系の超電導線に適用することもできる。
【0073】
(実施の形態2)
図3は、本発明の実施の形態2における超電導線材を示す概略斜視図である。図3に示すように、本実施の形態における超電導線材10bは、基本的には実施の形態1における超電導線材10aと同様の構成を備えているが、本実施の形態の超電導線材10bは接続層16をさらに備えている点においてのみ異なる。
【0074】
具体的には、母材11と超電導線12との間に接続層16が設けられている。接続層16は、超電導線12の基板13と母材11とを接続することが好ましい。この接続層16は、たとえば粘着テープ、半田層などである。
【0075】
なお、これ以外の超電導線材10bの構成は、実施の形態1における超電導線材10aの構成と同様であるので、同一の部材には同一の符号を付し、その説明は繰り返さない。
【0076】
本実施の形態における超電導線材10bの製造方法は、基本的には実施の形態1と同様の構成を備えているが、本実施の形態では母材11と複数の超電導線12との間に接続層16を形成する点においてのみ異なる。
【0077】
具体的には、母材11を準備する際に、母材11上に粘着テープなどの接続層16を形成し、その上に複数の超電導線12を配置する。あるいは、母材11上に複数の超電導線12を配置した後に、この状態で接続層16となるべき半田が供給された半田槽に浸漬することによって、接続層16を形成する。
【0078】
以上より、本実施の形態における超電導線材10bは、母材11と複数の超電導線12との間に接続層16をさらに備えている。これにより、母材11と複数の超電導線12とをより確実に接続できる。したがって、超電導線材10bを芯材101に巻き付ける際に超電導線12の剥がれ等を防止できるので、超電導線材10bのハンドリングが容易になる。
【0079】
(実施の形態3)
図4は、本発明の実施の形態3における超電導線材を示す概略斜視図である。図4に示すように、本実施の形態における超電導線材10dは、基本的には実施の形態1における超電導線材10aと同様の構成を備えているが、本実施の形態の超電導線材10dは第2の母材20をさらに備えている点においてのみ異なる。
【0080】
具体的には、超電導線材10dは、母材11と、母材11上に配置された複数の超電導線12と、複数の超電導線12上に配置された母材20とを備えている。すなわち、超電導線12の長手方向に沿って複数の超電導線12は2枚の母材11、20とで挟み込まれている。
【0081】
母材20は、複数の超電導線12の曲げ剛性よりも小さい曲げ剛性を有している。母材20は、母材11と同じ材料であってもよく、異なる材料であってもよい。
【0082】
なお、これ以外の超電導線材10dの構成は、実施の形態1における超電導線材10aの構成と同様であるので、同一の部材には同一の符号を付し、その説明は繰り返さない。
【0083】
本実施の形態における超電導線材10dの製造方法は、基本的には実施の形態1と同様の構成を備えているが、本実施の形態では第2の母材20をさらに形成する点においてのみ異なる。
【0084】
具体的には、母材11上に複数の超電導線12を配置した後に、複数の超電導線12上に母材20を配置する。
【0085】
なお、本実施の形態の構成および製造方法は、実施の形態1だけでなく実施の形態2にも適用することができる。
【0086】
以上より、本実施の形態における超電導線材10dは、複数の超電導線12上に配置され、複数の超電導線12の曲げ剛性よりも小さい曲げ剛性を有する第2の母材20を備えている。これにより、複数の超電導線12の両側に母材11、20が配置されるので、複数の超電導線12を一体化した状態の超電導線材10dの強度を向上できる。
【0087】
また、超電導線材10dを芯材101に巻き付ける際に、超電導線12の剥がれをより防止でき、超電導線材10dのハンドリングがより容易になる。
【0088】
(実施の形態4)
図5は、本発明の実施の形態4における超電導線材の製造装置を示す概略模式図である。本実施の形態における超電導線材の製造装置200aは、実施の形態1における超電導線材10aを製造するための装置である。
【0089】
図5に示すように、本実施の形態における超電導線材の製造装置200aは、第1の送り部201と、第2の送り部220と、整列部230と、配置部240と、受け部250とを備えている。図5において左側から右側に向けて(超電導線材10aの製造工程の順序において)、第1の送り部201、整列部230、第2の送り部220、配置部240、および受け部250が順に配置されている。
【0090】
第1の送り部201は、複数の超電導線12を受け部250に送るためのものである。第1の送り部201は、たとえば超電導線12を巻き付けて保持するためのリールである。図5に示すように、第1の送り部201は複数の超電導線12をそれぞれ巻き付けた複数のリールを含んでいるが、複数の超電導線12を全て巻き付けた幅の広い1本のリールであってもよい。
【0091】
第2の送り部220は、複数の超電導線12の曲げ剛性よりも小さい曲げ剛性を有するテープ状の母材11を受け部250に送るためのものである。第2の送り部220は、たとえば母材11を巻き付けて保持するためのリールである。
【0092】
整列部230は、第1の送り部201と配置部240との間に設けられ、第1の送り部201から送られた複数の超電導線12を整列させるためのものである。整列部230には、所定の方向(本実施の形態では第1の送り部201から配置部240へ向けた方向)に延在するように複数の溝が並行に形成されている。この溝に複数の超電導線12を導くことにより、複数の超電導線12を隣り合う間隔を均一にかつ小さい状態で整列させることができる。
【0093】
配置部240は、第1および第2の送り部201、220と、受け部250との間に配置され、整列部230を介して第1の送り部201から送られた複数の超電導線12を第2の送り部220から送られた母材11上に配置するためのものである。配置部240は、隣り合う超電導線12の間隔を均一にかつ小さく整列された複数の超電導線12を母材11上に配置して一体化する構造であり、たとえば図5に示すように円柱の台である。配置部240により、母材11と母材11上に形成された複数の超電導線12とを備えた超電導線材10aが製造される。
【0094】
なお、配置部240は、この構造に特に限定されず、たとえば図5において上下方向に対向するように設けられた第1および第2の部材を含んでいてもよい。この場合には、超電導線12において母材11と接続される側に第1の部材が設けられ、超電導線12において母材11と接続される側と反対側に配置された第2の部材が設けられることが好ましい。この構造では、第1の部材を用いて母材11上に複数の超電導線12を配置するとともに、第2の部材を用いて母材11上に配置された複数の超電導線12を加圧することができる。
【0095】
受け部250は、第1の送り部から送られた複数の超電導線12と、第2の送り部から送られた母材11とを受けるためのものである。言い換えると、受け部250は、配置部240により製造された超電導線材10aを受けるためのものである。図5に示すように、受け部250は、たとえば、母材11と、母材11上に配置された複数の超電導線12とを備えた超電導線材10aを巻き取って保持するためのリールである。
【0096】
本実施の形態における超電導線材の製造装置200aは、実施の形態1における超電導線材10aを製造するための装置としたが、特にこれに限定されない。たとえば、図3に示す実施の形態2における接続層16をさらに備えた超電導線材10bを製造する場合には、第2の送り部220から、粘着テープが母材11に形成された状態で整列部230に供給すればよい。あるいは、超電導線材の製造装置は、母材11上に粘着テープを形成するための形成部をさらに備えていてもよい。また、接続層16が半田層である場合には、この超電導線材の製造装置200aにより製造された超電導線材を半田層となるべき半田が供給された半田槽に浸漬することにより、半田層を備えた超電導線材10bを製造できる。
【0097】
またBi系の超電導線を備えた超電導線材を製造する場合には、第1の送り部201にBi系の超電導線を配置する。
【0098】
また図4における第2の母材20をさらに備えた超電導線材10dを製造する場合には、超電導線材の製造装置は、第2の母材20を配置部240に供給するための第3の送り部(図示せず)をさらに備えている。
【0099】
以上より、本実施の形態における超電導線材の製造装置200aは、実施の形態1〜4における交流損失を低減した超電導線材10a、10b、10dを製造することができる。
【0100】
(実施の形態5)
図6は、本発明の実施の形態5における超電導線材の製造装置を示す概略模式図である。図6に示すように、本実施の形態における超電導線材の製造装置200bは、基本的には図5に示す超電導線材の製造装置200aと同様の構成を備えているが、第1の送り部210の構成においてのみ異なる。
【0101】
第1の送り部210は、供給部202と、切断部203とを含んでいる。供給部202は、複数の超電導線12よりも幅の広い超電導線30を供給するためのものである。供給部202は、たとえば幅の広い超電導線30を巻き付けて保持するためのリールである。
【0102】
切断部203は、供給部202から送られた幅の広い超電導線30を切断するためのものである。切断部203は、図6に示すように、たとえば対向する位置に設けられている2枚の円形刃である。切断部203は機械的に切断するための部材に特に限定されず、幅の広い超電導線30を部分的に加熱するためのレーザなどを用いてもよい。
【0103】
なお、これ以外の超電導線材の製造装置200bの構成は、実施の形態4における超電導線材の製造装置200aの構成と同様であるので、同一の部材には同一の符号を付し、その説明は繰り返さない。
【0104】
以上より、本実施の形態における超電導線材の製造装置200bは、幅の広い超電導線30を幅の狭い複数の超電導線12に加工するための切断部203を含んでいる。これにより、超電導線材の製造装置200bにおいて、切断部203により切断された幅の狭い複数の超電導線12が配置部240により母材11上に配置される。このため、交流損失をより低減できる超電導線材を製造できる。
【0105】
また、幅の広い超電導線30から狭幅加工をする工程と、幅の狭い複数の超電導線12を母材11上に配置する工程とを連続して行なうことができる。その結果、切断部203により切断された複数の超電導線12がばらばらになる前に、整列部230で複数の超電導線12を並べることができる。したがって、隣り合う超電導線12の間隔W2を安定して、均一にかつ小さくできるとともに、超電導線材10aの製造を簡略化することができる。
【0106】
(実施の形態6)
図7は、本発明の実施の形態6における超電導導体を示す概略斜視図である。図7に示すように、本実施の形態における超電導導体300は、実施の形態1における超電導線材10aを複数集合させてなる。
【0107】
図7に示すように、超電導導体300は、超電導線材10aの内周側から外周側へ、または外周側から内周側へと径方向位置を変更しながら長手方向に延びるように集合されている転位導体である。なお、超電導導体300は、複数の超電導線材10aを単に撚り合わせてなっていてもよい。
【0108】
超電導導体300は、それぞれの超電導線材10aの磁場に対する異方性を小さくして、超電導導体300の外部に集中して流れる偏流を抑制して、交流損失を低減できる構造にすることが好ましい。本実施の形態では、超電導線材10aの外周を覆うように絶縁膜301が形成され、複数の超電導線材10aは互いに電気的に接続されていない構造としている。
【0109】
続いて、本実施の形態における超電導導体300の製造方法を説明する。まず、実施の形態1における超電導線材の製造方法により複数の超電導線材10aを製造する。その後、それぞれの超電導線材10aの外周を被覆するように、絶縁膜301を形成してもよい。
【0110】
次に、この複数の超電導線材10aを集合させる。集合させる方法は特に限定されず、一般公知の方法を採用できる。たとえば、回転数の調整等の制御ができる、複数の超電導線材10aを撚り合わせる装置などを用いることができる。また、複数の超電導線材10aを集合させる巻き方は、図7に示す巻き方に特に限定されない。
【0111】
なお、本実施の形態では、実施の形態1における超電導線材10aを用いて説明したが、実施の形態2または3の超電導線材10b、10dを用いてもよい。
【0112】
以上より、本実施の形態における超電導導体300は、交流損失の低減された実施の形態1〜3の超電導線材10a、10b、10dが集合されてなる。したがって、交流損失を低減した超電導導体300が得られる。
【0113】
(実施の形態7)
図8は、本発明の実施の形態7における超電導ケーブルを示す概略斜視図である。図8を参照して、本実施の形態における超電導ケーブル400は、実施の形態7における超電導導体300を用いて構成される。
【0114】
超電導ケーブル400は、図8に示すように、超電導導体300が円筒状もしくは円柱状のフォーマ410の外周面にスパイラル状に巻回されてなる。このようにして、超電導導体300をフォーマ410上にスパイラル状に多層積層することにより、図8に示す超電導ケーブル400が構成される。超電導ケーブル400において、超電導線材10aは、各超電導線材10aの超電導層15が外周側に、基板13が内周側にそれぞれ位置するように多層積層される。
【0115】
第1層401は図中右巻き、第2層402は図中左巻き、第3層403は図中右巻き、第4層404は図中左巻きというように、各層毎に交互に向きを変えて巻回されている。なお、この第1層401〜第4層404の巻回方向はこれに限定されるものではなく、如何なる方向に巻回されていてもよい。たとえば第1層401および第2層402が図中右巻きで、第3層403および第4層404が図中左巻きであってもよく、第1層401〜第4層404のすべてが同じ方向に巻回されていてもよい。
【0116】
なお、本実施の形態の超電導ケーブルは、実施の形態6における超電導導体300を用いて構成されることに特に限定されない。たとえば、実施の形態1〜3における超電導線材10a、10b、10dを複数用いて、フォーマ410上にスパイラル状に多層積層させる構成であってもよい。
【0117】
続いて、本実施の形態における超電導ケーブル400の製造方法を説明する。まず、実施の形態6の超電導導体の製造方法により超電導導体を製造する。次に、超電導導体300を用いて超電導ケーブル400を形成する。
【0118】
本実施の形態では、超電導機器の一例として超電導ケーブル400を用いて説明したが、本発明の超電導機器は、超電導ケーブルに特に限定されない。超電導機器として、たとえば、超電導コイル、マグネット、電力貯蔵装置などとすることもできる。
【0119】
以上より、本実施の形態における超電導機器の一例である超電導ケーブル400は、実施の形態1〜4の超電導線材10a、10b、10dを用いて構成されている。そのため、交流損失を低減した超電導ケーブル400が得られる。
【0120】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した実施の形態ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【図面の簡単な説明】
【0121】
【図1】本発明の実施の形態1における超電導線材を示す概略模式図である。
【図2】本発明の実施の形態1における超電導線材を芯材に巻き付けたときの状態を示す概略断面図である。
【図3】本発明の実施の形態2における超電導線材を示す概略斜視図である。
【図4】本発明の実施の形態3における超電導線材を示す概略斜視図である。
【図5】本発明の実施の形態4における超電導線材の製造装置を示す概略模式図である。
【図6】本発明の実施の形態5における超電導線材の製造装置を示す概略模式図である。
【図7】本発明の実施の形態6における超電導導体を示す概略斜視図である。
【図8】本発明の実施の形態7における超電導ケーブルを示す概略斜視図である。
【図9】従来のケーブルを模式的に示す概略断面図である。
【符号の説明】
【0122】
10a,10b,10d 超電導線材、11,20 母材、12,17 超電導線、13 基板、14 中間層、15 超電導層、16 接続層、30 幅の広い超電導線、101 芯材、200a,200b 超電導線材の製造装置、201,210 第1の送り部、202 供給部、203 切断部、220 第2の送り部、230 整列部、240 配置部、250 受け部、300 超電導導体、301 絶縁膜、400 超電導ケーブル、401 第1層、402 第2層、403 第3層、404 第4層、410 フォーマ。
【特許請求の範囲】
【請求項1】
テープ状の母材と、
前記母材上に配置された複数の超電導線とを備え、
前記母材は、前記複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有する、超電導線材。
【請求項2】
隣り合う前記複数の超電導線の間隔が0.1mm以下である、請求項1に記載の超電導線材。
【請求項3】
前記複数の超電導線の幅が0.5mm以上3mm以下である、請求項1または2に記載の超電導線材。
【請求項4】
前記複数の超電導線は、主表面と前記主表面と反対側の裏面とを有する基板と、前記基板の前記主表面上に形成された超電導層とを含む、請求項1〜3のいずれかに記載の超電導線材。
【請求項5】
前記基板の前記裏面側で前記母材と接続されている、請求項4に記載の超電導線材。
【請求項6】
前記母材は、導電体である、請求項1〜5のいずれかに記載の超電導線材。
【請求項7】
前記母材は、絶縁体である、請求項1〜5のいずれかに記載の超電導線材。
【請求項8】
前記複数の超電導線上に配置され、前記複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有する第2の母材をさらに備えた、請求項1〜7のいずれかに記載の超電導線材。
【請求項9】
テープ状の母材を準備する工程と、
前記母材上に複数の超電導線を配置する工程とを備え、
前記母材は、前記複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有する、超電導線材の製造方法。
【請求項10】
前記複数の超電導線を配置する工程は、
前記複数の超電導線より幅の広い超電導線を準備する工程と、
前記幅の広い超電導線を前記母材上に配置する工程と、
前記幅の広い超電導線を長手方向に沿って切断する工程とを含む、請求項9に記載の超電導線材の製造方法。
【請求項11】
前記複数の超電導線を配置する工程の前に、前記複数の超電導線より幅の広い超電導線を長手方向に沿って切断する工程をさらに備えた、請求項9に記載の超電導線材の製造方法。
【請求項12】
前記幅の広い超電導線を切断する工程では、前記幅の広い超電導線を機械的に切断する、請求項10または11に記載の超電導線材の製造方法。
【請求項13】
前記幅の広い超電導線を切断する工程では、前記幅の広い超電導線を部分的に加熱する、請求項10または11に記載の超電導線材の製造方法。
【請求項14】
前記幅の広い超電導線を切断する工程と前記複数の超電導線を配置する工程とを連続して行なう、請求項11〜13のいずれかに記載の超電導線材の製造方法。
【請求項15】
前記複数の超電導線を配置する工程では、主表面と前記主表面と反対側の裏面とを有する基板と、前記基板の前記主表面上に形成された超電導層とを含む前記複数の超電導線を前記母材上に配置する、請求項9〜14のいずれかに記載の超電導線材の製造方法。
【請求項16】
前記複数の超電導線を配置する工程では、前記母材上に前記基板の前記裏面側を配置する、請求項15に記載の超電導線材の製造方法。
【請求項17】
請求項9〜16のいずれかに記載の超電導線材の製造方法により複数の超電導線材を製造する工程と、
前記複数の超電導線材を集合させる工程とを備えた、超電導導体の製造方法。
【請求項18】
請求項17に記載の超電導導体の製造方法により超電導導体を製造する工程と、
前記超電導導体を用いて超電導機器を形成する工程とを備えた、超電導機器の製造方法。
【請求項19】
複数の超電導線を送るための第1の送り部と、
前記複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有するテープ状の母材を送るための第2の送り部と、
前記第1の送り部から送られた前記複数の超電導線と、前記第2の送り部から送られた前記母材とを受けるための受け部と、
前記第1および第2の送り部と、前記受け部との間に配置され、前記第1の送り部から送られた前記複数の超電導線を前記第2の送り部から送られた前記母材上に配置することにより、超電導線材とするための配置部と、
前記第1の送り部と前記配置部との間に設けられ、前記第1の送り部から送られた前記複数の超電導線を整列させるための整列部とを備えた、超電導線材の製造装置。
【請求項20】
前記第1の送り部は、
前記複数の超電導線よりも幅の広い超電導線を供給するための供給部と、
前記供給部から供給された前記幅の広い超電導線を切断するための切断部とを含む、請求項19に記載の超電導線材の製造装置。
【請求項1】
テープ状の母材と、
前記母材上に配置された複数の超電導線とを備え、
前記母材は、前記複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有する、超電導線材。
【請求項2】
隣り合う前記複数の超電導線の間隔が0.1mm以下である、請求項1に記載の超電導線材。
【請求項3】
前記複数の超電導線の幅が0.5mm以上3mm以下である、請求項1または2に記載の超電導線材。
【請求項4】
前記複数の超電導線は、主表面と前記主表面と反対側の裏面とを有する基板と、前記基板の前記主表面上に形成された超電導層とを含む、請求項1〜3のいずれかに記載の超電導線材。
【請求項5】
前記基板の前記裏面側で前記母材と接続されている、請求項4に記載の超電導線材。
【請求項6】
前記母材は、導電体である、請求項1〜5のいずれかに記載の超電導線材。
【請求項7】
前記母材は、絶縁体である、請求項1〜5のいずれかに記載の超電導線材。
【請求項8】
前記複数の超電導線上に配置され、前記複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有する第2の母材をさらに備えた、請求項1〜7のいずれかに記載の超電導線材。
【請求項9】
テープ状の母材を準備する工程と、
前記母材上に複数の超電導線を配置する工程とを備え、
前記母材は、前記複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有する、超電導線材の製造方法。
【請求項10】
前記複数の超電導線を配置する工程は、
前記複数の超電導線より幅の広い超電導線を準備する工程と、
前記幅の広い超電導線を前記母材上に配置する工程と、
前記幅の広い超電導線を長手方向に沿って切断する工程とを含む、請求項9に記載の超電導線材の製造方法。
【請求項11】
前記複数の超電導線を配置する工程の前に、前記複数の超電導線より幅の広い超電導線を長手方向に沿って切断する工程をさらに備えた、請求項9に記載の超電導線材の製造方法。
【請求項12】
前記幅の広い超電導線を切断する工程では、前記幅の広い超電導線を機械的に切断する、請求項10または11に記載の超電導線材の製造方法。
【請求項13】
前記幅の広い超電導線を切断する工程では、前記幅の広い超電導線を部分的に加熱する、請求項10または11に記載の超電導線材の製造方法。
【請求項14】
前記幅の広い超電導線を切断する工程と前記複数の超電導線を配置する工程とを連続して行なう、請求項11〜13のいずれかに記載の超電導線材の製造方法。
【請求項15】
前記複数の超電導線を配置する工程では、主表面と前記主表面と反対側の裏面とを有する基板と、前記基板の前記主表面上に形成された超電導層とを含む前記複数の超電導線を前記母材上に配置する、請求項9〜14のいずれかに記載の超電導線材の製造方法。
【請求項16】
前記複数の超電導線を配置する工程では、前記母材上に前記基板の前記裏面側を配置する、請求項15に記載の超電導線材の製造方法。
【請求項17】
請求項9〜16のいずれかに記載の超電導線材の製造方法により複数の超電導線材を製造する工程と、
前記複数の超電導線材を集合させる工程とを備えた、超電導導体の製造方法。
【請求項18】
請求項17に記載の超電導導体の製造方法により超電導導体を製造する工程と、
前記超電導導体を用いて超電導機器を形成する工程とを備えた、超電導機器の製造方法。
【請求項19】
複数の超電導線を送るための第1の送り部と、
前記複数の超電導線の曲げ剛性よりも小さい曲げ剛性を有するテープ状の母材を送るための第2の送り部と、
前記第1の送り部から送られた前記複数の超電導線と、前記第2の送り部から送られた前記母材とを受けるための受け部と、
前記第1および第2の送り部と、前記受け部との間に配置され、前記第1の送り部から送られた前記複数の超電導線を前記第2の送り部から送られた前記母材上に配置することにより、超電導線材とするための配置部と、
前記第1の送り部と前記配置部との間に設けられ、前記第1の送り部から送られた前記複数の超電導線を整列させるための整列部とを備えた、超電導線材の製造装置。
【請求項20】
前記第1の送り部は、
前記複数の超電導線よりも幅の広い超電導線を供給するための供給部と、
前記供給部から供給された前記幅の広い超電導線を切断するための切断部とを含む、請求項19に記載の超電導線材の製造装置。
【図1】


【図2】

【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−151993(P2009−151993A)
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願番号】特願2007−327254(P2007−327254)
【出願日】平成19年12月19日(2007.12.19)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成17年度独立行政法人新エネルギー・産業技術総合開発機構「超電導応用基盤技術研究開発」に関する委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(391004481)財団法人国際超電導産業技術研究センター (144)
【Fターム(参考)】
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願日】平成19年12月19日(2007.12.19)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成17年度独立行政法人新エネルギー・産業技術総合開発機構「超電導応用基盤技術研究開発」に関する委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(391004481)財団法人国際超電導産業技術研究センター (144)
【Fターム(参考)】
[ Back to top ]