
超電導線材の製造方法およびその線材
【課題】本発明の解決しようとする課題は、MgB2超電導線材を長尺化塑性加工する途中で、単芯線ビレットまたは多芯線ビレットの亀裂または破断が発生する点、および単芯線ビレット内の超電導芯にソーセジングが発生する点である。
【解決手段】超電導線材の製造方法であって、マグネシウムを含む管状部材に、ホウ素を含む粉末を充填した棒状複合体を作製し、前記管状部材を接触させた状態で複数本の前記棒状複合体を金属管に挿入した後、前記金属管を長尺化することを特徴とする。二ホウ化マグネシウムを含む超電導芯と、前記超電導芯を覆う金属管とを有し、超電導芯は断面に長手方向に伸びる網目状のボイドを有する超電導線材となる。金属管を複数用いた多芯線の超電導線材としてもよい。
【解決手段】超電導線材の製造方法であって、マグネシウムを含む管状部材に、ホウ素を含む粉末を充填した棒状複合体を作製し、前記管状部材を接触させた状態で複数本の前記棒状複合体を金属管に挿入した後、前記金属管を長尺化することを特徴とする。二ホウ化マグネシウムを含む超電導芯と、前記超電導芯を覆う金属管とを有し、超電導芯は断面に長手方向に伸びる網目状のボイドを有する超電導線材となる。金属管を複数用いた多芯線の超電導線材としてもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高い臨界電流密度を有する二ホウ化マグネシウム(以下、MgB2)系超電導線材の製造方法と、これにより得られるMgB2系超電導線材に関する。
【背景技術】
【0002】
MgB2超電導線材の製造方法として、MgとB、またはMgB2の微細な粉末を金属管に詰めたビレットに長尺化塑性加工を施す方法(powder-in-tube法(以下、PIT法))が知られている(例えば、特許文献1)。しかし、長尺化塑性加工の途中で、ビレットの亀裂または破断が発生する問題があった。また、ビレットに亀裂や破断が起きない場合でも、ビレット内の超電導芯の太さの乱れ(以下、ソーセジング)が発生して、実効的な超電導線の臨界電流密度(以下、Jc)を大きく下げる問題があった(例えば、非特許文献2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−217369号公報
【非特許文献】
【0004】
【非特許文献1】M. H. Hancock and N. Bay, IEEE Transactions on Applied Superconductivity, vol. 17, no. 2, p. 3054 (2007)
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで本発明が解決しようとする課題は、MgB2超電導線材の製造工程において、長尺化塑性加工する途中で、ビレットの亀裂または破断が発生する点と、ビレット内の超電導芯にソーセジングが発生する点を解消し、高Jcを達成する超電導線材を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、マグネシウムを主成分とする管状部材に、ホウ素を含む粉末を充填して棒状の複合体を作製し、複数本の棒状複合体を一体化して加熱することにより、MgB2超電導線を製造したことにある。金属管に複数本の棒状複合体を挿入して単芯線ビレットを作製することにより、長尺化加工の際、棒状複合体に充填されたBを含む粉末がビレット内で均一に移動することになり、長尺化塑性加工による粉末密度の不均一化が低減される。
【0007】
Mgを80%以上含有する管状部材にBを含む粉末を充填して棒状の複合体を作製し、複数本の棒状複合体を金属管に挿入して単芯線ビレットを作る。
【発明の効果】
【0008】
上記構成により、ビレットの亀裂と破断および超電導芯のソーセジングが防止できる。その結果、高Jcを達成する超電導線材を提供できる。
【図面の簡単な説明】
【0009】
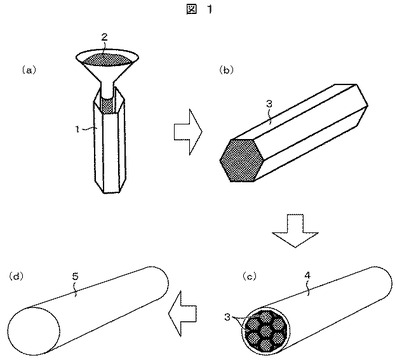
【図1】ビレットの製作方法を示す図である。
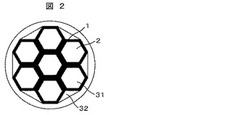
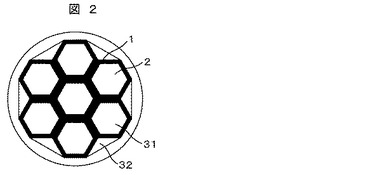
【図2】単芯線ビレットの断面図である。
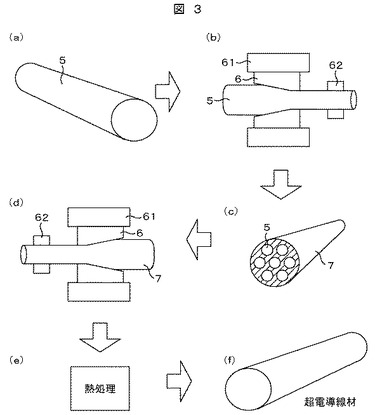
【図3】単芯線ビレットから多芯のMgB2超電導線材を作製する工程を示す図である。
【図4】従来技術と第1実施例における長尺化塑性加工中の粉末の流れを対比して示す図である。
【図5】従来技術と第1実施例における長尺化塑性加工中の粉末と金属管の関係を対比して示す図である。
【図6】第1実施例における熱処理後の多芯MgB2超電導線材の断面と、単芯線ビレット内に生成された超電導芯の断面を示す図である。
【図7】第2実施例における管状部材の切れ目とその作用を示す図である。
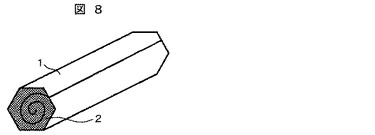
【図8】第3実施例における棒状複合体の断面図である。
【発明を実施するための形態】
【0010】
本発明は、MgとB、またはMgB2の微細な粉末を円筒状の金属管に詰めた第1ビレットに長尺化塑性加工を施す、powder-in-tube法(以下、PIT法)を根本的に改善する方法であり、具体的には、マグネシウムを主成分とする管状部材に、ホウ素を含む粉末を充填して棒状の複合体を作製し、複数本の棒状複合体を一体化して加熱することにより、二ホウ化マグネシウム(MgB2)超電導線を製造したことにある。
【0011】
MgB2は2001年に発見された超電導物質である。MgB2は超電導状態になる臨界温度が絶対温度39度であり、永久電流通電ができる超電導物質の中では最も高い臨界温度を持つ。このため、磁気共鳴撮像(MRI)用超電導磁石のように安定な強磁場を必要とする応用に好適である。強磁場を作るためには、超電導線材を数百回以上巻いた超電導電磁石(以下、超電導磁石)が用いられる。従って、長尺のMgB2超電導線材を作ることは応用の上で極めて重要である。
【0012】
MgB2超電導線材の製造方法は、PIT法が一般的である。長尺化塑性加工には、押し出し,引き抜き,圧延,鍛造などが使われる。また、一度長尺化塑性加工により長くなった複数本の第1ビレットを、再度別の金属管に挿入して第2ビレットを作製して、第2ビレットに再度長尺化塑性加工を施すPIT法も一般に行われている。後述の熱処理後には、前記第1ビレットの内部が1つの超電導芯になることから、第1ビレットを単芯線ビレットと、第2ビレットを多芯線ビレットと呼ぶことがある。多芯線を用いることで、超電導線材の安定性が向上することが知られている。
【0013】
PIT法は、単芯線ビレットの中に詰める粉末の種類によって、大きくin-situ PIT法とex-situ PIT法の2種類がある。In-situ PIT法は、MgB2の前駆体であるMg粉末とB粉末を単芯線ビレットに詰める。単芯線ビレットまたは多芯線ビレットに長尺化塑性加工を施した後、Mgの融点である650℃以上に加熱し、該ビレット内でMgとBからMgB2を生成する。Ex-situ PIT法は、生成させたMgB2の粉末を単芯線ビレットに詰めて、該ビレットを長尺化塑性加工する。また、超電導線の臨界電流密度(以下、Jc)を向上させるために、単芯線ビレットに詰める粉末にSiCなどの添加物を混ぜる場合もある。また、MgB2粉末をMg粉末やB粉末と共に金属管に詰める部分的in―situ PIT法も知られている。しかしながら、いずれの方法においても、上述のような課題が生じた。
【0014】
そこで本発明者らは、マグネシウムを主成分とする管状部材を使用することを検討した。マグネシウムを主成分とする管状部材に、ホウ素を含む粉末を充填して棒状の複合体を作製し、複数本の棒状複合体を一体化して加熱することにより、二ホウ化マグネシウム(MgB2)超電導線を製造する。その結果、マグネシウムを含む管状部材であれば、管状部材の径を細くしても超電導線材部分の密度に影響がない。従って、管状部材内部の原料粉末を含め、線材を均一に伸線加工することが可能となり、粉末密度の不均一化が低減される。その結果、伸線加工時の課題が解消され、高い特性の超電導線材が得られる。
【0015】
マグネシウムを主成分とする管状部材は、Mgを80%以上含有することが超電導線材の特性、製造時の加工性の面で好ましい。特に、管状部材をアルミニウムと亜鉛を含むマグネシウム合金とすることが好ましく、AlとZn元素を各々1%以上含むことが好ましい。
【0016】
管状部材は、シート状部材を管状に成形することが簡便である。特にその際、シート状部材の一部を管状部材の内側に残すことができる。その結果、ホウ素を含む原料粉末の内部に渦巻状にシート状部材の一部を残すことができる。
【0017】
棒状複合体の一体化では、別に用意された金属管を使用することができる。金属管に管状部材を封入し、単芯線ビレットとすることにより、Mgの酸化を抑制可能である。複数の棒状複合体の一体化の際、間に空隙が生じるのを防止するため、断面形状、径の異なる棒状複合体を組み合わせることが好ましい。また、多角形の棒状複合体を用いることで、空隙を抑制することも可能である。
【0018】
多芯の超電導線材を作成する場合には、複数の単芯線ビレットを一体化し、多芯線ビレットとし、その多芯線ビレットを伸線加工して超電導長尺の線とする。複数の単芯線ビレットは、撚り合わせて多芯線ビレットとすることが好ましい。
【0019】
いずれの場合にも、長尺化処理された後に加熱し、マグネシウムを主成分とする管状部材と、内部に充填されたホウ素とを反応させてMgB2を得る。長尺化加工は200〜600℃の温度に加熱して行うため、管状部材の一体化を促進することができる。長尺化加工の方法は、従来知られているものでよく、押し出し,引き抜き,圧延,鍛造の少なくともいずれか、もしくは複数の工程よりなる加工であり、同一工程を複数回行うこともできる。
【0020】
マグネシウムを主成分とする管状部材にホウ素を含む粉末を充填して棒状の複合体を作製し、複数本の棒状複合体を金属管に挿入してビレットを作ることにより、棒状複合体に充填されたホウ素を含む粉末がビレット内で均一に移動することになり、長尺化塑性加工による粉末密度の不均一化が低減され、単芯線ビレットまたは多芯線ビレットの亀裂と破断および超電導芯のソーセジングが防止できる。
【0021】
上記のような工程により得られる超電導線材は、MgB2超電導芯を備え、長軸方向と直角のMgB2相の断面に、網目状のボイドを有し、網目状のボイドが超電導芯の長軸方向に伸びている状態となる。また、上述のように、内部にシートを渦巻状に残して線材を製造した場合には、網目状のボイドとつながる渦巻き状のボイドが更にMgB2相の中に伸びている状態となる。さらに、管状部材に事前の加工を施すことにより、網目状のボイドの一箇所または複数の箇所に、MgB2超電導相が橋状に存在して、金属管に囲まれた超電導芯の超電導相が網目状のボイドを越えて電気的に導通させる状態とすることが好ましい。
【0022】
複数の棒状複合体より超電導線材を製造するため、超電導線材には複数のMgB2よりなるフィラメントが含まれる。これらのフィラメントは互いに接触することにより電気的に一体化されている。なお、事前の長尺化処理時にこれらのフィラメントの間を強固に接続させる加工を施しておくことも可能である。そのため、マグネシウムを主成分とする管状部材には所定伸び量で破壊され、開口となって粉末を露出させる切れ目を設けることが好ましい。この部分で、ホウ素を含む原料粉末同士が接触した状態となり、MgB2化することにより一体となる。
【実施例1】
【0023】
本実施例では、多芯MgB2超電導線材を製造する例と、これにより得られるMgB2超電導線材について説明する。
【0024】
<単芯線ビレットの製造方法>
図1は、単芯線ビレットの製作方法を示す図である。まず、Mgを80%以上含む管状部材1に、Bを含む粉末2を充填して(図1(a))、棒状の複合体3を作製する(図1(b))。管状部材1に充填する粉末2は、平均粒径1μm以下のB粉末を用いる。粉末2は、B粉末の他に、SiC等の添加物を含んでもよい。また、MgB2粉末を含んでもよい。
【0025】
管状部材1は、MgもしくはMgを主成分とする合金よりなる。管状部材1の材質は塑性加工性の良好な材料が好ましい。例えば、AZ−31合金が好ましい。AZ−31合金は96%のMgに3%のAlと1%のZnを添加した合金であり、マグネシウム合金の中では塑性加工に適した材料である。管状部材1はパイプ状のもの、もしくはシートを管状に巻いたものを使用できる。シートを管状に巻いて作ることが製作性の面で好ましい。
【0026】
図1(a),(b)は、多角形の断面をもつ管状部材1,棒状複合体3の例を示している。複数の棒状複合体3は、金属部材4に挿入され一体化される(図1(c))。金属管4に棒状複合体3を挿入した後に、金属管4の両端に蓋を被せて酸素が金属管内に侵入できないように密封し、単芯線ビレット5ができ上がる(図1(d))。
【0027】
管状部材1,棒状複合体3の断面形状を円や楕円などの形状としてもよい。棒状複合体3の断面形状が多角形であれば、金属管4の中で棒状複合体3は隣接する他の棒状複合体3と面で接触する。また、管状部材1および棒状複合体3の断面形状が円もしくは楕円であれば、金属管4に挿入された棒状複合体3は隣接する棒状複合体3と線で接触する。ただし断面形状が多角形の管状部材1を用いると、隣接する棒状複合体との接触面積が広いため好ましい。
【0028】
また、超電導線材の実効的なJcを向上するためには、MgB2超電導体になる部分の断面積が大きいことが望ましい。従って、複数の棒状複合体3が金属管4の内側を隙間なく埋め尽くすよう、断面形状の異なる複数の棒状複合体3を組み合わせて用いることがよい。
【0029】
棒状複合体3を挿入する金属管4は、電気伝導率と熱伝導率が高く、後述の生成熱処理温度以下でMgおよびBと反応しない管材を使用する。銅,鉄や、これらの合金よりなる金属管とすることが好ましい。また、一の材料よりなる金属管に限らず、内側にMgとBと反応しない材料で作った金属管を配置し、外側に電気伝導率と熱伝導率の高い材料で作った金属管を配置した2重管を用いることもできる。例えば、内側管の材料には、ニオビウム(Nb),鉄(Fe)などを使い、外側管の材料には、銅(Cu),アルミニウム(Al)などを使用する。金属管4の断面形状は、多角形であってもよいし、円または楕円であってもよい。また外周と内周の形状が異なってもよい。ただし、長尺化塑性加工の過程で金属管4の一部にひずみが集中することを避けるために、内周と外周を同心円状にした円筒状の金属管が好ましい。
【0030】
管状部材としてMg合金を用いる本実施例の方法では、Mg粉末を原料として用いる従来方法に比べて、雰囲気に露出されるMgの表面積が著しく小さい。従って、雰囲気中の酸素濃度管理にかかる費用と手間を大きく低減できる。ただし、単芯線ビレットを作製する図1の過程は、Mgの酸化を防止するために、酸素のない不活性雰囲気中で行うことが望ましい。
【0031】
図2に、単芯線ビレット5の断面の模式図を示す。単芯線ビレットの断面には、複数の管状部材1からなる網目が形成される。図2は7本の太い六角形断面をもつ6本の太い棒状複合材31と、小さい三角形断面をもつ6本の棒状複合材32の合計13本の棒状複合材を用いた例である。実際は、数百本の棒状複合体、例えば、一片の長さが2mmの六角形棒状複合体と三角形棒状複合体を内径30mmの円筒状金属管に挿入して、単芯線ビレット5を作製する。
【0032】
<多芯線ビレットの製造工程>
図3は、単芯線ビレット5から多芯のMgB2超電導線材を作製する工程を示す。単芯線ビレット5に、長尺化塑性加工(図3(b))を施すことにより、単芯線ビレット5の内部では互いに加圧する状態で摩擦が起こり、棒状複合体3の管状部材1同士が接合される。この結果、図2に示したMgを含む管状部材1からなる網目が1つに接合され、長尺化塑性加工の過程で実質的に同じ速度で移動する。更に、網目状に接合された管状部材1と金属管4との間にも摩擦が発生して、網目状に接合された管状部材1の全体が金属管4と長尺化塑性加工の過程で実質的に同じ速度で移動する。
【0033】
単芯線ビレット5の長尺化塑性加工には、管状部材の塑性を向上するため、単芯線ビレット5を200〜400℃に加熱した温間加工を用いる。単芯線ビレット5の加熱は、例えば、図3のごとく加工治具6を、加熱部61を用いて加熱して、加工治具6からの熱伝導を利用して単芯線ビレット5を加熱することで達成される。または、高周波加熱法で単芯線ビレット5を直接加熱してもよい。単芯線ビレット5が加工治具6から出た後は、作業性を向上するため、冷却部62を設けて単芯線ビレット5を冷却させる。この長尺化塑性加工は、出口径の異なる複数の加工治具6を用いて、複数回を繰り返し行う。
【0034】
次に、長尺化塑性加工を施した単芯線ビレット5を用い、多芯線ビレット7を作成する。長尺化塑性加工を施した単芯線ビレット5を複数本組み込み多芯線ビレット7とし(図3(c))、多芯線ビレット7の長さが所定の長さ(例えば1km)に達するまで長尺化塑性加工(図3(d))を複数回行う。
【0035】
長尺化塑性加工の次に、多芯線ビレット7をMgの融点以上の温度で熱処理し(図3(e))、単芯線ビレット5の内部をMgB2超電導芯に変化させ、多芯の超電導線材を作製する(図3(f))。MgB2超電導芯の形状を変形することは困難なため、超電導磁石など、超電導線材をコイル状とする場合には、多芯線ビレット7を長尺化塑性加工した後、熱処理の前に、コイル状に巻いて、そのコイルを熱処理することが好ましい。
【0036】
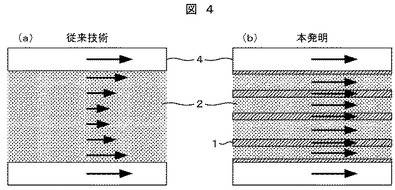
図4は、長尺化塑性加工中のビレットの粉末の流れを説明する図である。長尺化塑性加工では金属管4に力を加え、金属管4を移動させながら、図4には図示してない加工治具6を用いて金属管4の断面積を減少させることで、金属管4と粉末2を含む単芯線ビレット5を長尺化する。
【0037】
図4(a)に示す金属管4に粉末を充填した従来のビレットでは、長尺化塑性加工中に金属管4を移動させると、金属管4と直接に接する粉末2の周辺の一部は金属管4との摩擦により金属管4と実質的に同じ速度で移動する。しかし、金属管4と接触していない粉末2の中央部分は、より金属管4に近い周縁部の粉末2との摩擦を駆動力にするため、金属管4より遅い速度で移動する。従って、従来技術の金属管4の中では、粉末2に図4の不均一な速度分布が生じる。不均一な速度分布で移動する粉末2は、金属管4の中で不均一な密度分布を持つ。密度の低い粉末2の部分は、密度の高い粉末2の部分より、容易に塑性変形される。従って、長尺化塑性加工を受ける金属管4の厚みは、低い密度をもつ粉末2の部分で厚くなり、高い密度をもつ粉末2の部分で薄くなる。この結果が超電導芯のソーセジングである。長尺化塑性加工の進行とともに、粉末2の密度分布および金属管4の厚み分布は、不均一性を増す。この結果、単芯線ビレットまたは多芯線ビレットの亀裂と破断が発生する。
【0038】
一方、図4(b)に示す本実施例のビレットでは、金属管4に管状部材1を挿入しており、金属管4は管状部材1と接触している。複数の棒状複合体3の管状部材1は長尺化塑性加工の過程で摩擦により互いに接合される。従って、金属管4の中に網目状に接合された管状部材1は、金属管4と実質的に同じ速度で移動する。管状部材1の中に充填された粉末2は、管状部材1の径が小さいため、実質的に管状部材1と同じ速度で移動する。即ち、本実施例の金属管4に充填された粉末2は、実質的に均一な速度分布で金属管4と一緒に移動する。従って、不均一な速度分布による粉末2の密度の不均一化が実質的に防止される。この結果、超電導芯のソーセジングおよび単芯線ビレットまたは多芯線ビレットの亀裂と破断が低減される。
【0039】
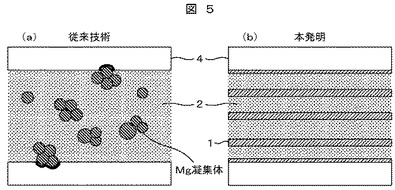
図5は、粉末2による金属管4の侵食を防止するという本実施例のもう一つの効果を説明する図である。図5(a)に示す従来の金属管4に原料となる粉末2を充填したビレットでは、粉末2と金属管4が接触するため、長尺化塑性加工中の摩擦により粉末2による金属管4の侵食が発生する。更に、この場合の粉末2として、反応性が高いため凝集体を作りやすいMgの粉末を含む。Mg粉末が長尺化塑性加工の過程で互いに接触して凝集体を作る結果、金属管4に充填するMg粉末が、例えば平均粒径30μmの粉末であったとしても、長尺化塑性加工の途中で粒径100μmを超える凝集体が発生して、金属管4を侵食する。
【0040】
一方、図5(b)に示す管状部材1を用いたビレットによれば、MgB2の生成に必要なMgを管状部材1の形で供給するため、Mg凝集体の発生およびMg凝集体による金属管4の侵食が発生しない。更に、管状部材1が粉末2と金属管4の間に位置するため、Mg以外の粉末2による金属管4の侵食も発生しない。従って、管状部材1を用いる本実施例の構成は、長尺化塑性加工中の粉末2による金属管4の侵食を防止し、超電導芯のソーセジングおよび単芯線ビレットまたは多芯線ビレットの亀裂と破断を低減する。
【0041】
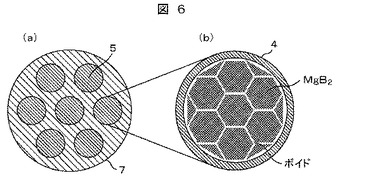
図6に本実施例における熱処理後の多芯MgB2超電導線材の断面(図6(a))と、単芯線ビレット5内に生成された超電導芯の断面(図6(b))を示す。MgB2を生成する熱処理がMgの融点以上で行われるため、AZ−31合金などで作られた管状部材1は融解され、管状部材1に含有されていたMgは拡散し粉末2中のBと結合してMgB2を生成する。Mgが融解・拡散するため、断面の管状部材1があった位置には網目状のボイド(void)ができる。網目状のボイドは断面に垂直方向、即ち、金属管4の長手方向に向かって連続的に存在して、単芯線ビレット5の金属管4内のMgB2超電導芯を、更に細い径を持つ複数の超電導芯に細分化した効果を果たす。前記のとおり、超電導芯を細分化するほど超電導線材の安定性が増すことが知られており、本実施例の構成は超電導線材の安定性を向上する効果も有する。ただし、この網目状のボイドは構造材で保護されたものではないため、典型的に1kmの長さを有する超電導線材内では単芯線ビレット内のMgB2相同士が接触して電気的に単一の超電導芯を形成する。単一の超電導芯を形成することにより、網目に囲まれた1つのMgB2領域が断線しても、電気的に接触している周りのMgB2領域に電流を渡すことができて、超電導線材の断線に対する頑丈性が向上する。
【実施例2】
【0042】
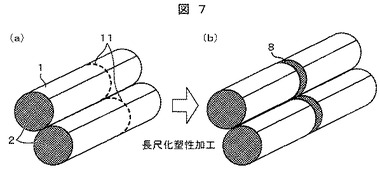
本実施例は、ボイドで分断された超電導芯を一部結合させる例である。事前に管状部材1に切れ目11を入れることで、網目状のボイドに囲まれたMgB2超電導領域間の接触箇所を調整することができる。
【0043】
図7に本実施例における管状部材1の切れ目11とその作用を示す。図7(a)に示す管状部材1の切れ目は、管状部材1を含む棒状複合体3を金属管4に挿入する前に、例えば切削用バイトで管状部材1の外周に傷を入れることで作る。管状部材1に入れる切れ目11は1箇所でもよいし、複数の箇所でもよい。管状部材1の切れ目11は、粉末2を充填する前でも良いし、粉末2を充填した後でもよい。棒状複合体3に切れ目を入れる時には、金属管4に複数の棒状複合体3を挿入した後に、隣接する棒状複合体3の切れ目11が1箇所または複数の箇所で実質的に接触するように、切れ目11の位置を調整する。金属管4に棒状複合体3を挿入する際にも、隣接する他の棒状複合体3と切れ目11の位置が合致するように、棒状複合体3を挿入する。全部の管状部材について、同じ箇所で切れ目を設けておく必要はないが、金属管に含まれる一定の割合、数分の一程度の本数の管状部材の切れ目が一致することが好ましい。また、少なくとも一部にすべての管状部材の切れ目が一致した箇所が存在することが好ましい。
【0044】
管状部材1の切れ目11は長尺化塑性加工の過程で切れて、管状部材1に充填されていた粉末2の一部が切れ目11から管状部材1の外部に露出される。隣接する他の管状部材1からも、合致する位置の切れ目11から粉末2が露出されるため、切れ目11の位置には隣接する複数の棒状複合体3の粉末2を繋ぐ粉末2の橋8が形成される。切れ目の位置に粉末2の橋8が形成された棒状複合体3を含む単芯線ビレット5、または多芯線ビレット7をMgの融点以上の温度で熱処理すると、前記粉末2の橋に橋状のMgB2相が生成されて、前記の網目状ボイドに囲まれたMgB2超電導領域がMgB2の橋で繋がる。
【0045】
金属管を残した部分では、網目状のボイドが生じ、超電導芯は細いフィラメントの集合となる。管状部材の切れ目を設けた箇所には、超電導芯がボイドを切断する橋形状となる。
【0046】
従って、このような切れ目を管状部材に設けることにより、電気的に一体の超電導芯を形成するとともに、一部は並行な細線の状態となり、超電導線の特性の向上に寄与する。なお、網目に囲まれたMgB2超電導領域間の連結の程度は、管状部材1に入れる切れ目の数を調整することで制御することができる。
【実施例3】
【0047】
実施例3は、実施例1の円筒形に成形された管状部材1の代わりに、マグネシウム合金よりなるシート材を用いた例である。
【0048】
図8に本実施例の棒状複合体3の断面を示す。AZ−31合金のシートの上に、Bを含む粉末2を乗せて、ロール(roll)状に巻く。この時、AZ−31合金のシートの最終の1周以上は粉末2を乗せないでロール状に巻く。その結果、粉末2を乗せないでロール状に巻かれたAZ−31合金のシートの部分が管状部材1を形成するとともに、AZ−31合金のシート(管状部材1の一部)が粉末2の中に渦巻き状に挿入された棒状複合体3が得られる。なお、本実施例の管状部材1,棒状複合体3の断面形状は、実施例1で説明した如く多角形が好ましいが、円形または楕円形などでもよい。
【0049】
本実施例の棒状複合体3を用いて超電導線材を製作する工程は、上述の第1実施例と同じ工程を用いる。従って、長尺化塑性加工の間に、AZ−31合金シートをロール状に巻いて作製した管状部材1は金属管4と同じ速度で移動する。本実施例の方法を用いると、金属管4と同じ速度で移動する管状部材1の一部が粉末2の中に渦巻き状に挿入されて、粉末2内の速度分布が第1実施例より更に均一になる。作成された超電導線材の内部には、上述の網目状のボイドとつながる渦巻状のボイドを備える構造となる。また、マグネシウムとホウ素とが均一に混合されやすいため、容易に均一な超電導芯とすることができる。
【0050】
本実施例の構成では、粉末2内の速度分布が第1実施例より更に均一になるので、超電導芯のソーセジングおよび単芯線ビレットまたは多芯線ビレットの亀裂と破断を第1実施例よりも更に低減する効果がある。
【符号の説明】
【0051】
1 マグネシウムを含む管状部材
2 ホウ素を含む粉末
3,31,32 棒状複合体
4 金属管
5 単芯線ビレット
6 加工治具
7 多芯線ビレット
8 橋
11 管状部材の切れ目
61 加熱部
62 冷却部
【技術分野】
【0001】
本発明は、高い臨界電流密度を有する二ホウ化マグネシウム(以下、MgB2)系超電導線材の製造方法と、これにより得られるMgB2系超電導線材に関する。
【背景技術】
【0002】
MgB2超電導線材の製造方法として、MgとB、またはMgB2の微細な粉末を金属管に詰めたビレットに長尺化塑性加工を施す方法(powder-in-tube法(以下、PIT法))が知られている(例えば、特許文献1)。しかし、長尺化塑性加工の途中で、ビレットの亀裂または破断が発生する問題があった。また、ビレットに亀裂や破断が起きない場合でも、ビレット内の超電導芯の太さの乱れ(以下、ソーセジング)が発生して、実効的な超電導線の臨界電流密度(以下、Jc)を大きく下げる問題があった(例えば、非特許文献2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−217369号公報
【非特許文献】
【0004】
【非特許文献1】M. H. Hancock and N. Bay, IEEE Transactions on Applied Superconductivity, vol. 17, no. 2, p. 3054 (2007)
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで本発明が解決しようとする課題は、MgB2超電導線材の製造工程において、長尺化塑性加工する途中で、ビレットの亀裂または破断が発生する点と、ビレット内の超電導芯にソーセジングが発生する点を解消し、高Jcを達成する超電導線材を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、マグネシウムを主成分とする管状部材に、ホウ素を含む粉末を充填して棒状の複合体を作製し、複数本の棒状複合体を一体化して加熱することにより、MgB2超電導線を製造したことにある。金属管に複数本の棒状複合体を挿入して単芯線ビレットを作製することにより、長尺化加工の際、棒状複合体に充填されたBを含む粉末がビレット内で均一に移動することになり、長尺化塑性加工による粉末密度の不均一化が低減される。
【0007】
Mgを80%以上含有する管状部材にBを含む粉末を充填して棒状の複合体を作製し、複数本の棒状複合体を金属管に挿入して単芯線ビレットを作る。
【発明の効果】
【0008】
上記構成により、ビレットの亀裂と破断および超電導芯のソーセジングが防止できる。その結果、高Jcを達成する超電導線材を提供できる。
【図面の簡単な説明】
【0009】
【図1】ビレットの製作方法を示す図である。
【図2】単芯線ビレットの断面図である。
【図3】単芯線ビレットから多芯のMgB2超電導線材を作製する工程を示す図である。
【図4】従来技術と第1実施例における長尺化塑性加工中の粉末の流れを対比して示す図である。
【図5】従来技術と第1実施例における長尺化塑性加工中の粉末と金属管の関係を対比して示す図である。
【図6】第1実施例における熱処理後の多芯MgB2超電導線材の断面と、単芯線ビレット内に生成された超電導芯の断面を示す図である。
【図7】第2実施例における管状部材の切れ目とその作用を示す図である。
【図8】第3実施例における棒状複合体の断面図である。
【発明を実施するための形態】
【0010】
本発明は、MgとB、またはMgB2の微細な粉末を円筒状の金属管に詰めた第1ビレットに長尺化塑性加工を施す、powder-in-tube法(以下、PIT法)を根本的に改善する方法であり、具体的には、マグネシウムを主成分とする管状部材に、ホウ素を含む粉末を充填して棒状の複合体を作製し、複数本の棒状複合体を一体化して加熱することにより、二ホウ化マグネシウム(MgB2)超電導線を製造したことにある。
【0011】
MgB2は2001年に発見された超電導物質である。MgB2は超電導状態になる臨界温度が絶対温度39度であり、永久電流通電ができる超電導物質の中では最も高い臨界温度を持つ。このため、磁気共鳴撮像(MRI)用超電導磁石のように安定な強磁場を必要とする応用に好適である。強磁場を作るためには、超電導線材を数百回以上巻いた超電導電磁石(以下、超電導磁石)が用いられる。従って、長尺のMgB2超電導線材を作ることは応用の上で極めて重要である。
【0012】
MgB2超電導線材の製造方法は、PIT法が一般的である。長尺化塑性加工には、押し出し,引き抜き,圧延,鍛造などが使われる。また、一度長尺化塑性加工により長くなった複数本の第1ビレットを、再度別の金属管に挿入して第2ビレットを作製して、第2ビレットに再度長尺化塑性加工を施すPIT法も一般に行われている。後述の熱処理後には、前記第1ビレットの内部が1つの超電導芯になることから、第1ビレットを単芯線ビレットと、第2ビレットを多芯線ビレットと呼ぶことがある。多芯線を用いることで、超電導線材の安定性が向上することが知られている。
【0013】
PIT法は、単芯線ビレットの中に詰める粉末の種類によって、大きくin-situ PIT法とex-situ PIT法の2種類がある。In-situ PIT法は、MgB2の前駆体であるMg粉末とB粉末を単芯線ビレットに詰める。単芯線ビレットまたは多芯線ビレットに長尺化塑性加工を施した後、Mgの融点である650℃以上に加熱し、該ビレット内でMgとBからMgB2を生成する。Ex-situ PIT法は、生成させたMgB2の粉末を単芯線ビレットに詰めて、該ビレットを長尺化塑性加工する。また、超電導線の臨界電流密度(以下、Jc)を向上させるために、単芯線ビレットに詰める粉末にSiCなどの添加物を混ぜる場合もある。また、MgB2粉末をMg粉末やB粉末と共に金属管に詰める部分的in―situ PIT法も知られている。しかしながら、いずれの方法においても、上述のような課題が生じた。
【0014】
そこで本発明者らは、マグネシウムを主成分とする管状部材を使用することを検討した。マグネシウムを主成分とする管状部材に、ホウ素を含む粉末を充填して棒状の複合体を作製し、複数本の棒状複合体を一体化して加熱することにより、二ホウ化マグネシウム(MgB2)超電導線を製造する。その結果、マグネシウムを含む管状部材であれば、管状部材の径を細くしても超電導線材部分の密度に影響がない。従って、管状部材内部の原料粉末を含め、線材を均一に伸線加工することが可能となり、粉末密度の不均一化が低減される。その結果、伸線加工時の課題が解消され、高い特性の超電導線材が得られる。
【0015】
マグネシウムを主成分とする管状部材は、Mgを80%以上含有することが超電導線材の特性、製造時の加工性の面で好ましい。特に、管状部材をアルミニウムと亜鉛を含むマグネシウム合金とすることが好ましく、AlとZn元素を各々1%以上含むことが好ましい。
【0016】
管状部材は、シート状部材を管状に成形することが簡便である。特にその際、シート状部材の一部を管状部材の内側に残すことができる。その結果、ホウ素を含む原料粉末の内部に渦巻状にシート状部材の一部を残すことができる。
【0017】
棒状複合体の一体化では、別に用意された金属管を使用することができる。金属管に管状部材を封入し、単芯線ビレットとすることにより、Mgの酸化を抑制可能である。複数の棒状複合体の一体化の際、間に空隙が生じるのを防止するため、断面形状、径の異なる棒状複合体を組み合わせることが好ましい。また、多角形の棒状複合体を用いることで、空隙を抑制することも可能である。
【0018】
多芯の超電導線材を作成する場合には、複数の単芯線ビレットを一体化し、多芯線ビレットとし、その多芯線ビレットを伸線加工して超電導長尺の線とする。複数の単芯線ビレットは、撚り合わせて多芯線ビレットとすることが好ましい。
【0019】
いずれの場合にも、長尺化処理された後に加熱し、マグネシウムを主成分とする管状部材と、内部に充填されたホウ素とを反応させてMgB2を得る。長尺化加工は200〜600℃の温度に加熱して行うため、管状部材の一体化を促進することができる。長尺化加工の方法は、従来知られているものでよく、押し出し,引き抜き,圧延,鍛造の少なくともいずれか、もしくは複数の工程よりなる加工であり、同一工程を複数回行うこともできる。
【0020】
マグネシウムを主成分とする管状部材にホウ素を含む粉末を充填して棒状の複合体を作製し、複数本の棒状複合体を金属管に挿入してビレットを作ることにより、棒状複合体に充填されたホウ素を含む粉末がビレット内で均一に移動することになり、長尺化塑性加工による粉末密度の不均一化が低減され、単芯線ビレットまたは多芯線ビレットの亀裂と破断および超電導芯のソーセジングが防止できる。
【0021】
上記のような工程により得られる超電導線材は、MgB2超電導芯を備え、長軸方向と直角のMgB2相の断面に、網目状のボイドを有し、網目状のボイドが超電導芯の長軸方向に伸びている状態となる。また、上述のように、内部にシートを渦巻状に残して線材を製造した場合には、網目状のボイドとつながる渦巻き状のボイドが更にMgB2相の中に伸びている状態となる。さらに、管状部材に事前の加工を施すことにより、網目状のボイドの一箇所または複数の箇所に、MgB2超電導相が橋状に存在して、金属管に囲まれた超電導芯の超電導相が網目状のボイドを越えて電気的に導通させる状態とすることが好ましい。
【0022】
複数の棒状複合体より超電導線材を製造するため、超電導線材には複数のMgB2よりなるフィラメントが含まれる。これらのフィラメントは互いに接触することにより電気的に一体化されている。なお、事前の長尺化処理時にこれらのフィラメントの間を強固に接続させる加工を施しておくことも可能である。そのため、マグネシウムを主成分とする管状部材には所定伸び量で破壊され、開口となって粉末を露出させる切れ目を設けることが好ましい。この部分で、ホウ素を含む原料粉末同士が接触した状態となり、MgB2化することにより一体となる。
【実施例1】
【0023】
本実施例では、多芯MgB2超電導線材を製造する例と、これにより得られるMgB2超電導線材について説明する。
【0024】
<単芯線ビレットの製造方法>
図1は、単芯線ビレットの製作方法を示す図である。まず、Mgを80%以上含む管状部材1に、Bを含む粉末2を充填して(図1(a))、棒状の複合体3を作製する(図1(b))。管状部材1に充填する粉末2は、平均粒径1μm以下のB粉末を用いる。粉末2は、B粉末の他に、SiC等の添加物を含んでもよい。また、MgB2粉末を含んでもよい。
【0025】
管状部材1は、MgもしくはMgを主成分とする合金よりなる。管状部材1の材質は塑性加工性の良好な材料が好ましい。例えば、AZ−31合金が好ましい。AZ−31合金は96%のMgに3%のAlと1%のZnを添加した合金であり、マグネシウム合金の中では塑性加工に適した材料である。管状部材1はパイプ状のもの、もしくはシートを管状に巻いたものを使用できる。シートを管状に巻いて作ることが製作性の面で好ましい。
【0026】
図1(a),(b)は、多角形の断面をもつ管状部材1,棒状複合体3の例を示している。複数の棒状複合体3は、金属部材4に挿入され一体化される(図1(c))。金属管4に棒状複合体3を挿入した後に、金属管4の両端に蓋を被せて酸素が金属管内に侵入できないように密封し、単芯線ビレット5ができ上がる(図1(d))。
【0027】
管状部材1,棒状複合体3の断面形状を円や楕円などの形状としてもよい。棒状複合体3の断面形状が多角形であれば、金属管4の中で棒状複合体3は隣接する他の棒状複合体3と面で接触する。また、管状部材1および棒状複合体3の断面形状が円もしくは楕円であれば、金属管4に挿入された棒状複合体3は隣接する棒状複合体3と線で接触する。ただし断面形状が多角形の管状部材1を用いると、隣接する棒状複合体との接触面積が広いため好ましい。
【0028】
また、超電導線材の実効的なJcを向上するためには、MgB2超電導体になる部分の断面積が大きいことが望ましい。従って、複数の棒状複合体3が金属管4の内側を隙間なく埋め尽くすよう、断面形状の異なる複数の棒状複合体3を組み合わせて用いることがよい。
【0029】
棒状複合体3を挿入する金属管4は、電気伝導率と熱伝導率が高く、後述の生成熱処理温度以下でMgおよびBと反応しない管材を使用する。銅,鉄や、これらの合金よりなる金属管とすることが好ましい。また、一の材料よりなる金属管に限らず、内側にMgとBと反応しない材料で作った金属管を配置し、外側に電気伝導率と熱伝導率の高い材料で作った金属管を配置した2重管を用いることもできる。例えば、内側管の材料には、ニオビウム(Nb),鉄(Fe)などを使い、外側管の材料には、銅(Cu),アルミニウム(Al)などを使用する。金属管4の断面形状は、多角形であってもよいし、円または楕円であってもよい。また外周と内周の形状が異なってもよい。ただし、長尺化塑性加工の過程で金属管4の一部にひずみが集中することを避けるために、内周と外周を同心円状にした円筒状の金属管が好ましい。
【0030】
管状部材としてMg合金を用いる本実施例の方法では、Mg粉末を原料として用いる従来方法に比べて、雰囲気に露出されるMgの表面積が著しく小さい。従って、雰囲気中の酸素濃度管理にかかる費用と手間を大きく低減できる。ただし、単芯線ビレットを作製する図1の過程は、Mgの酸化を防止するために、酸素のない不活性雰囲気中で行うことが望ましい。
【0031】
図2に、単芯線ビレット5の断面の模式図を示す。単芯線ビレットの断面には、複数の管状部材1からなる網目が形成される。図2は7本の太い六角形断面をもつ6本の太い棒状複合材31と、小さい三角形断面をもつ6本の棒状複合材32の合計13本の棒状複合材を用いた例である。実際は、数百本の棒状複合体、例えば、一片の長さが2mmの六角形棒状複合体と三角形棒状複合体を内径30mmの円筒状金属管に挿入して、単芯線ビレット5を作製する。
【0032】
<多芯線ビレットの製造工程>
図3は、単芯線ビレット5から多芯のMgB2超電導線材を作製する工程を示す。単芯線ビレット5に、長尺化塑性加工(図3(b))を施すことにより、単芯線ビレット5の内部では互いに加圧する状態で摩擦が起こり、棒状複合体3の管状部材1同士が接合される。この結果、図2に示したMgを含む管状部材1からなる網目が1つに接合され、長尺化塑性加工の過程で実質的に同じ速度で移動する。更に、網目状に接合された管状部材1と金属管4との間にも摩擦が発生して、網目状に接合された管状部材1の全体が金属管4と長尺化塑性加工の過程で実質的に同じ速度で移動する。
【0033】
単芯線ビレット5の長尺化塑性加工には、管状部材の塑性を向上するため、単芯線ビレット5を200〜400℃に加熱した温間加工を用いる。単芯線ビレット5の加熱は、例えば、図3のごとく加工治具6を、加熱部61を用いて加熱して、加工治具6からの熱伝導を利用して単芯線ビレット5を加熱することで達成される。または、高周波加熱法で単芯線ビレット5を直接加熱してもよい。単芯線ビレット5が加工治具6から出た後は、作業性を向上するため、冷却部62を設けて単芯線ビレット5を冷却させる。この長尺化塑性加工は、出口径の異なる複数の加工治具6を用いて、複数回を繰り返し行う。
【0034】
次に、長尺化塑性加工を施した単芯線ビレット5を用い、多芯線ビレット7を作成する。長尺化塑性加工を施した単芯線ビレット5を複数本組み込み多芯線ビレット7とし(図3(c))、多芯線ビレット7の長さが所定の長さ(例えば1km)に達するまで長尺化塑性加工(図3(d))を複数回行う。
【0035】
長尺化塑性加工の次に、多芯線ビレット7をMgの融点以上の温度で熱処理し(図3(e))、単芯線ビレット5の内部をMgB2超電導芯に変化させ、多芯の超電導線材を作製する(図3(f))。MgB2超電導芯の形状を変形することは困難なため、超電導磁石など、超電導線材をコイル状とする場合には、多芯線ビレット7を長尺化塑性加工した後、熱処理の前に、コイル状に巻いて、そのコイルを熱処理することが好ましい。
【0036】
図4は、長尺化塑性加工中のビレットの粉末の流れを説明する図である。長尺化塑性加工では金属管4に力を加え、金属管4を移動させながら、図4には図示してない加工治具6を用いて金属管4の断面積を減少させることで、金属管4と粉末2を含む単芯線ビレット5を長尺化する。
【0037】
図4(a)に示す金属管4に粉末を充填した従来のビレットでは、長尺化塑性加工中に金属管4を移動させると、金属管4と直接に接する粉末2の周辺の一部は金属管4との摩擦により金属管4と実質的に同じ速度で移動する。しかし、金属管4と接触していない粉末2の中央部分は、より金属管4に近い周縁部の粉末2との摩擦を駆動力にするため、金属管4より遅い速度で移動する。従って、従来技術の金属管4の中では、粉末2に図4の不均一な速度分布が生じる。不均一な速度分布で移動する粉末2は、金属管4の中で不均一な密度分布を持つ。密度の低い粉末2の部分は、密度の高い粉末2の部分より、容易に塑性変形される。従って、長尺化塑性加工を受ける金属管4の厚みは、低い密度をもつ粉末2の部分で厚くなり、高い密度をもつ粉末2の部分で薄くなる。この結果が超電導芯のソーセジングである。長尺化塑性加工の進行とともに、粉末2の密度分布および金属管4の厚み分布は、不均一性を増す。この結果、単芯線ビレットまたは多芯線ビレットの亀裂と破断が発生する。
【0038】
一方、図4(b)に示す本実施例のビレットでは、金属管4に管状部材1を挿入しており、金属管4は管状部材1と接触している。複数の棒状複合体3の管状部材1は長尺化塑性加工の過程で摩擦により互いに接合される。従って、金属管4の中に網目状に接合された管状部材1は、金属管4と実質的に同じ速度で移動する。管状部材1の中に充填された粉末2は、管状部材1の径が小さいため、実質的に管状部材1と同じ速度で移動する。即ち、本実施例の金属管4に充填された粉末2は、実質的に均一な速度分布で金属管4と一緒に移動する。従って、不均一な速度分布による粉末2の密度の不均一化が実質的に防止される。この結果、超電導芯のソーセジングおよび単芯線ビレットまたは多芯線ビレットの亀裂と破断が低減される。
【0039】
図5は、粉末2による金属管4の侵食を防止するという本実施例のもう一つの効果を説明する図である。図5(a)に示す従来の金属管4に原料となる粉末2を充填したビレットでは、粉末2と金属管4が接触するため、長尺化塑性加工中の摩擦により粉末2による金属管4の侵食が発生する。更に、この場合の粉末2として、反応性が高いため凝集体を作りやすいMgの粉末を含む。Mg粉末が長尺化塑性加工の過程で互いに接触して凝集体を作る結果、金属管4に充填するMg粉末が、例えば平均粒径30μmの粉末であったとしても、長尺化塑性加工の途中で粒径100μmを超える凝集体が発生して、金属管4を侵食する。
【0040】
一方、図5(b)に示す管状部材1を用いたビレットによれば、MgB2の生成に必要なMgを管状部材1の形で供給するため、Mg凝集体の発生およびMg凝集体による金属管4の侵食が発生しない。更に、管状部材1が粉末2と金属管4の間に位置するため、Mg以外の粉末2による金属管4の侵食も発生しない。従って、管状部材1を用いる本実施例の構成は、長尺化塑性加工中の粉末2による金属管4の侵食を防止し、超電導芯のソーセジングおよび単芯線ビレットまたは多芯線ビレットの亀裂と破断を低減する。
【0041】
図6に本実施例における熱処理後の多芯MgB2超電導線材の断面(図6(a))と、単芯線ビレット5内に生成された超電導芯の断面(図6(b))を示す。MgB2を生成する熱処理がMgの融点以上で行われるため、AZ−31合金などで作られた管状部材1は融解され、管状部材1に含有されていたMgは拡散し粉末2中のBと結合してMgB2を生成する。Mgが融解・拡散するため、断面の管状部材1があった位置には網目状のボイド(void)ができる。網目状のボイドは断面に垂直方向、即ち、金属管4の長手方向に向かって連続的に存在して、単芯線ビレット5の金属管4内のMgB2超電導芯を、更に細い径を持つ複数の超電導芯に細分化した効果を果たす。前記のとおり、超電導芯を細分化するほど超電導線材の安定性が増すことが知られており、本実施例の構成は超電導線材の安定性を向上する効果も有する。ただし、この網目状のボイドは構造材で保護されたものではないため、典型的に1kmの長さを有する超電導線材内では単芯線ビレット内のMgB2相同士が接触して電気的に単一の超電導芯を形成する。単一の超電導芯を形成することにより、網目に囲まれた1つのMgB2領域が断線しても、電気的に接触している周りのMgB2領域に電流を渡すことができて、超電導線材の断線に対する頑丈性が向上する。
【実施例2】
【0042】
本実施例は、ボイドで分断された超電導芯を一部結合させる例である。事前に管状部材1に切れ目11を入れることで、網目状のボイドに囲まれたMgB2超電導領域間の接触箇所を調整することができる。
【0043】
図7に本実施例における管状部材1の切れ目11とその作用を示す。図7(a)に示す管状部材1の切れ目は、管状部材1を含む棒状複合体3を金属管4に挿入する前に、例えば切削用バイトで管状部材1の外周に傷を入れることで作る。管状部材1に入れる切れ目11は1箇所でもよいし、複数の箇所でもよい。管状部材1の切れ目11は、粉末2を充填する前でも良いし、粉末2を充填した後でもよい。棒状複合体3に切れ目を入れる時には、金属管4に複数の棒状複合体3を挿入した後に、隣接する棒状複合体3の切れ目11が1箇所または複数の箇所で実質的に接触するように、切れ目11の位置を調整する。金属管4に棒状複合体3を挿入する際にも、隣接する他の棒状複合体3と切れ目11の位置が合致するように、棒状複合体3を挿入する。全部の管状部材について、同じ箇所で切れ目を設けておく必要はないが、金属管に含まれる一定の割合、数分の一程度の本数の管状部材の切れ目が一致することが好ましい。また、少なくとも一部にすべての管状部材の切れ目が一致した箇所が存在することが好ましい。
【0044】
管状部材1の切れ目11は長尺化塑性加工の過程で切れて、管状部材1に充填されていた粉末2の一部が切れ目11から管状部材1の外部に露出される。隣接する他の管状部材1からも、合致する位置の切れ目11から粉末2が露出されるため、切れ目11の位置には隣接する複数の棒状複合体3の粉末2を繋ぐ粉末2の橋8が形成される。切れ目の位置に粉末2の橋8が形成された棒状複合体3を含む単芯線ビレット5、または多芯線ビレット7をMgの融点以上の温度で熱処理すると、前記粉末2の橋に橋状のMgB2相が生成されて、前記の網目状ボイドに囲まれたMgB2超電導領域がMgB2の橋で繋がる。
【0045】
金属管を残した部分では、網目状のボイドが生じ、超電導芯は細いフィラメントの集合となる。管状部材の切れ目を設けた箇所には、超電導芯がボイドを切断する橋形状となる。
【0046】
従って、このような切れ目を管状部材に設けることにより、電気的に一体の超電導芯を形成するとともに、一部は並行な細線の状態となり、超電導線の特性の向上に寄与する。なお、網目に囲まれたMgB2超電導領域間の連結の程度は、管状部材1に入れる切れ目の数を調整することで制御することができる。
【実施例3】
【0047】
実施例3は、実施例1の円筒形に成形された管状部材1の代わりに、マグネシウム合金よりなるシート材を用いた例である。
【0048】
図8に本実施例の棒状複合体3の断面を示す。AZ−31合金のシートの上に、Bを含む粉末2を乗せて、ロール(roll)状に巻く。この時、AZ−31合金のシートの最終の1周以上は粉末2を乗せないでロール状に巻く。その結果、粉末2を乗せないでロール状に巻かれたAZ−31合金のシートの部分が管状部材1を形成するとともに、AZ−31合金のシート(管状部材1の一部)が粉末2の中に渦巻き状に挿入された棒状複合体3が得られる。なお、本実施例の管状部材1,棒状複合体3の断面形状は、実施例1で説明した如く多角形が好ましいが、円形または楕円形などでもよい。
【0049】
本実施例の棒状複合体3を用いて超電導線材を製作する工程は、上述の第1実施例と同じ工程を用いる。従って、長尺化塑性加工の間に、AZ−31合金シートをロール状に巻いて作製した管状部材1は金属管4と同じ速度で移動する。本実施例の方法を用いると、金属管4と同じ速度で移動する管状部材1の一部が粉末2の中に渦巻き状に挿入されて、粉末2内の速度分布が第1実施例より更に均一になる。作成された超電導線材の内部には、上述の網目状のボイドとつながる渦巻状のボイドを備える構造となる。また、マグネシウムとホウ素とが均一に混合されやすいため、容易に均一な超電導芯とすることができる。
【0050】
本実施例の構成では、粉末2内の速度分布が第1実施例より更に均一になるので、超電導芯のソーセジングおよび単芯線ビレットまたは多芯線ビレットの亀裂と破断を第1実施例よりも更に低減する効果がある。
【符号の説明】
【0051】
1 マグネシウムを含む管状部材
2 ホウ素を含む粉末
3,31,32 棒状複合体
4 金属管
5 単芯線ビレット
6 加工治具
7 多芯線ビレット
8 橋
11 管状部材の切れ目
61 加熱部
62 冷却部
【特許請求の範囲】
【請求項1】
マグネシウムを含む管状部材に、ホウ素を含む粉末を充填した棒状複合体を作製し、
前記管状部材を接触させた状態で複数本の前記棒状複合体を金属管に挿入した後、
前記金属管を長尺化することを特徴とする超電導線材の製造方法。
【請求項2】
請求項1に記載された超電導線材の製造方法であって、
複数本の前記長尺化された金属管を一体化して多芯化した後に、さらに長尺化することを特徴とする超電導線材の製造方法。
【請求項3】
請求項2に記載された超電導線材の製造方法であって、
前記複数本の金属管を、撚り合わせて一体化することを特徴とする超電導線材の製造方法。
【請求項4】
請求項1ないし3のいずれかに記載された超電導線材の製造方法であって、前記管状部材は、シート状部材を巻いて形成された部材であることを特徴とする超電導線材の製造方法。
【請求項5】
請求項4に記載された超電導線材の製造方法であって、
前記シート状部材の一部を、前記ホウ素を含む粉末の内部に渦巻状に配置することを特徴とする超電導線材の製造方法。
【請求項6】
請求項1ないし5のいずれかに記載された超電導線材の製造方法であって、
前記管状部材には、長尺化したときに開く切れ目を設けたことを特徴とする超電導線材の製造方法。
【請求項7】
請求項1ないし6のいずれかに記載された超電導線材の製造方法であって、
前記長尺化する工程は、200〜600℃の温度に加熱しながら、押し出し,引き抜き,圧延,鍛造の少なくともいずれか、もしくは複数の加工を施す工程であることを特徴とする超電導線材の製造方法。
【請求項8】
請求項1ないし7のいずれかに記載された超電導線材の製造方法であって、
前記複数本の棒状複合体は、少なくとも2種類の異なる断面形状を有することを特徴とする超電導線材の製造方法。
【請求項9】
請求項1ないし8のいずれかに記載された超電導線材の製造方法であって、
前記管状部材は、アルミニウム及び亜鉛を含むマグネシウム合金よりなることを特徴とする超電導線材の製造方法。
【請求項10】
請求項9に記載された超電導線材の製造方法であって、
前記管状部材は、マグネシウムを80重量%以上含むマグネシウム合金よりなることを特徴とする超電導線材の製造方法。
【請求項11】
二ホウ化マグネシウムを含む超電導芯と、前記超電導芯を覆う金属管とを有する超電導線材であって、
前記超電導芯は断面に網目状のボイドを有し、かつ前記網目状のボイドは超電導芯の長手方向に伸びていることを特徴とする超電導線材。
【請求項12】
請求項11に記載された超電導線材であって、
前記金属管に覆われた超電導芯を複数備えたことを特徴とする超電導線材。
【請求項13】
請求項12に記載された超電導線材であって、
前記複数の超電導芯は、撚り合わせられた形状を有することを特徴とする超電導線材。
【請求項14】
請求項11ないし13のいずれかに記載された超電導線材であって、
前記超電導芯は、前記網目状のボイドとつながる渦巻状のボイドを備えることを特徴とする超電導線材。
【請求項15】
請求項11ないし14のいずれかに記載された超電導線材であって、
前記網目状のボイドは、少なくとも一箇所に存在する二ホウ化マグネシウムよりなる橋構造で切断されていることを特徴とする超電導線材。
【請求項1】
マグネシウムを含む管状部材に、ホウ素を含む粉末を充填した棒状複合体を作製し、
前記管状部材を接触させた状態で複数本の前記棒状複合体を金属管に挿入した後、
前記金属管を長尺化することを特徴とする超電導線材の製造方法。
【請求項2】
請求項1に記載された超電導線材の製造方法であって、
複数本の前記長尺化された金属管を一体化して多芯化した後に、さらに長尺化することを特徴とする超電導線材の製造方法。
【請求項3】
請求項2に記載された超電導線材の製造方法であって、
前記複数本の金属管を、撚り合わせて一体化することを特徴とする超電導線材の製造方法。
【請求項4】
請求項1ないし3のいずれかに記載された超電導線材の製造方法であって、前記管状部材は、シート状部材を巻いて形成された部材であることを特徴とする超電導線材の製造方法。
【請求項5】
請求項4に記載された超電導線材の製造方法であって、
前記シート状部材の一部を、前記ホウ素を含む粉末の内部に渦巻状に配置することを特徴とする超電導線材の製造方法。
【請求項6】
請求項1ないし5のいずれかに記載された超電導線材の製造方法であって、
前記管状部材には、長尺化したときに開く切れ目を設けたことを特徴とする超電導線材の製造方法。
【請求項7】
請求項1ないし6のいずれかに記載された超電導線材の製造方法であって、
前記長尺化する工程は、200〜600℃の温度に加熱しながら、押し出し,引き抜き,圧延,鍛造の少なくともいずれか、もしくは複数の加工を施す工程であることを特徴とする超電導線材の製造方法。
【請求項8】
請求項1ないし7のいずれかに記載された超電導線材の製造方法であって、
前記複数本の棒状複合体は、少なくとも2種類の異なる断面形状を有することを特徴とする超電導線材の製造方法。
【請求項9】
請求項1ないし8のいずれかに記載された超電導線材の製造方法であって、
前記管状部材は、アルミニウム及び亜鉛を含むマグネシウム合金よりなることを特徴とする超電導線材の製造方法。
【請求項10】
請求項9に記載された超電導線材の製造方法であって、
前記管状部材は、マグネシウムを80重量%以上含むマグネシウム合金よりなることを特徴とする超電導線材の製造方法。
【請求項11】
二ホウ化マグネシウムを含む超電導芯と、前記超電導芯を覆う金属管とを有する超電導線材であって、
前記超電導芯は断面に網目状のボイドを有し、かつ前記網目状のボイドは超電導芯の長手方向に伸びていることを特徴とする超電導線材。
【請求項12】
請求項11に記載された超電導線材であって、
前記金属管に覆われた超電導芯を複数備えたことを特徴とする超電導線材。
【請求項13】
請求項12に記載された超電導線材であって、
前記複数の超電導芯は、撚り合わせられた形状を有することを特徴とする超電導線材。
【請求項14】
請求項11ないし13のいずれかに記載された超電導線材であって、
前記超電導芯は、前記網目状のボイドとつながる渦巻状のボイドを備えることを特徴とする超電導線材。
【請求項15】
請求項11ないし14のいずれかに記載された超電導線材であって、
前記網目状のボイドは、少なくとも一箇所に存在する二ホウ化マグネシウムよりなる橋構造で切断されていることを特徴とする超電導線材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−74244(P2012−74244A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2010−218051(P2010−218051)
【出願日】平成22年9月29日(2010.9.29)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成22年9月29日(2010.9.29)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]