
超音波センサ、それを用いた検査方法及び検査装置

【課題】並列配置型二探触子法に用いる超音波センサ、それを用いた検査方法及び検査装置において、分解能と発振強度を保ったまま、高感度の欠陥検出が可能な超音波センサ、それを用いた検査方法及び検査装置を提供することにある。
【解決手段】超音波センサは、送・受信にそれぞれ用いる複数の素子10A,10Bと、超音波を斜角方向に伝搬させるため、素子を保持するシュー20と、40とを有する。素子の形状として、シューの中心部近傍に位置する素子範囲を、センサ開口を変えない範囲Aをトリミングしている。また、シュー形状として、素子を保持するシューの面が、二つ以上あり、シューの面の傾斜が、互いに鏡映対称としている。さらに、シューの面上への素子の配置として、鏡映面に対して対称に素子を非平行に配置する。
【解決手段】超音波センサは、送・受信にそれぞれ用いる複数の素子10A,10Bと、超音波を斜角方向に伝搬させるため、素子を保持するシュー20と、40とを有する。素子の形状として、シューの中心部近傍に位置する素子範囲を、センサ開口を変えない範囲Aをトリミングしている。また、シュー形状として、素子を保持するシューの面が、二つ以上あり、シューの面の傾斜が、互いに鏡映対称としている。さらに、シューの面上への素子の配置として、鏡映面に対して対称に素子を非平行に配置する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超音波センサ、それを用いた検査方法及び検査装置に係り、特に、表層部あるいは浅部の超音波検査に好適な二探触子法に用いる超音波センサ、それを用いた検査方法及び検査装置に関する。
【背景技術】
【0002】
工業分野における代表的な非破壊検査方法の一つに、超音波検査が用いられている。超音波検査は、電気機械変換効率を持つ圧電素子に電圧を与えることでセンサから発生した超音波を検査対象物中に伝播させ、超音波が物質の境界面などで反射する性質を利用し、その一部の反射波による振動を、再度、圧電素子により電圧に変換し、収録、グラフ化、或いは映像化し、検査する方法である。
【0003】
現在、超音波検査は、200mm程度の肉厚の構造物から数mm程度の薄い構造物まで、様々な構造物の健全性を証明するために適用されている。例えば、発電プラントなどの構造物に対する超音波検査には、検査対象物中を斜めに超音波を伝搬させて検査する斜角探傷法が一般に用いられる。斜角探傷するためには、シュー、水、その他接触媒質を使用し、検査対象物とシューの音響インピーダンスの相違を利用して超音波の伝搬を屈折させる方法や、複数の素子から構成されるアレイセンサの各素子に電気信号を所定の時間だけ遅延させて与えることで、各素子から発生した超音波が被検体中で任意の位置に焦点を形成し、さらに、この各素子への電気信号を遅延させるパターン(遅延パターン)を高速で変化させることにより、被検査体中への超音波の送・受信角度(屈折角)、焦点位置などを制御できるようにしたフェーズドアレイ法と呼ばれる方法、あるいはこれらを組み合わせた方法などがある。
【0004】
斜角探傷法を薄い構造物や比較的浅い領域の検査に適用する場合、主に不感帯と多重反射によるノイズで、欠陥からの信号を検出することが困難となる問題がある。不感帯は、同一の素子で超音波の送・受信を行う場合、超音波発振時に素子自体に振動が残っている間は、素子自身で反射して返ってきた超音波を受信できないため、反射信号を検出できない時間帯、あるいは、路程範囲が生じる現象である。多重反射は、超音波が接触媒質中あるいは薄い材質の上面下面で繰り返し反射した超音波を受信し、ノイズとなる現象である。よってSN良く探傷するには、不感帯領域と多重反射が出現する領域外の伝搬距離(路程)で、欠陥の有無を判断しなければならない。この問題を解決できる従来技術には、送信に用いる素子(送信素子)と、受信に用いる素子(受信素子)を使い分け、検査する二探触子法と呼ばれる手法が知られている(例えば、特許文献1参照)。
【0005】
欠陥コーナ部からの反射波を得ることで欠陥の有無を評価する二探触子法は、送信素子と受信素子と欠陥の位置関係で分けることができる。予測される欠陥進展方向に対して平行となる方向に素子を並べる方法、予測される欠陥進展方向に対して垂直となる方向かつ欠陥を跨がずに素子を並べる方法、その他、欠陥を跨いで素子を配置する方法、欠陥直上に片方の素子を配置する方法が知られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−14608号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
複数の二探触子法の内、予測される欠陥進展方向に対して平行となる方向に素子を並べて検査する方法(以下、「並列配置型二探触子法」と称する)は、たとえば、特許文献1に記載のように、素子中心と、素子中心から出る音線の交点を素子の配置の基準として考え、素子中心からの音線同士が交差する開き角が重要である。
【0008】
欠陥検出の感度を向上するには、音の広がりを考慮した送・受信の領域を広げるために、素子中心同士を可能な限り接近させ、音線の開き角を小さくする必要がある。ところが、開き角を小さくすれば、当然、素子は大きさ持つため、素子同士干渉しないようにする必要がある。このため、素子同士を限りなく接近させるには、素子幅を小さくし、互いに可能な限り接近させる必要がある。しかし、素子を小さくすれば、当然、指向性や超音波の発振強度が低下し、結局、欠陥検出の分解能や感度が低下する。また逆に、素子を大きくすれば、素子の指向性や発振強度は向上するが、素子同士を十分近づけることができず開き角が大きくなり、やはり分解能や感度が低下するという問題があった。
【0009】
本発明の目的は、分解能と発振強度を保ったまま、高感度の欠陥検出が可能な超音波センサ、それを用いた検査方法及び検査装置を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するために、本発明は、送・受信にそれぞれ用いる複数の素子と、超音波を斜角方向に伝搬させるため、前記素子を保持する保持部と、遮音材とを有し、超音波の送・受信を分割して用いる超音波センサであって、前記保持部であるシュー形状として、前記素子を保持するシューの面が、二つ以上あり、前記シューの面の傾斜が、互いに鏡映対称であり、前記シューの面上への前記素子の配置として、前記鏡映面に対して対称に素子を非平行に配置し、前記素子の形状として、前記シューの中心部近傍に位置する素子を、センサ開口を変えない範囲をトリミングしたものである。
かかる構成により、分解能と発振強度を保ったまま、高感度の欠陥検出が可能となる。
【発明の効果】
【0011】
本発明によれば、並列配置型二探触子法に用いる超音波センサにおいて、分解能と発振強度を保ったまま、高感度の欠陥検出が可能となる。
【図面の簡単な説明】
【0012】
【図1】一探触子法による斜角探傷の場合の超音波センサの構成図である。
【図2】超音波センサの指向角と半値幅の説明図である。
【図3】本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における開き角の影響の説明図である。
【図4】本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における開き角の影響の説明図である。
【図5】本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における指向角と半値幅の説明図である。
【図6】本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における指向角の説明図である。
【図7】本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における開き角の説明図である。
【図8】本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。
【図9】本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。
【図10】本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。
【図11】本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサの配置説明図である。
【図12】本発明の第3の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。
【図13】本発明の第4の実施形態による並列配置型二探触子法に用いる超音波センサの説明図である。
【図14】本発明の第4の実施形態による並列配置型二探触子法に用いる超音波センサの説明図である。
【図15】本発明の第5の実施形態による検査方法の検査対象例の説明図である。
【図16】本発明の第5の実施形態による検査方法に用いるセンサ配置に関する説明図である。
【図17】二重管の溶接部の溶接線の検査に二探触子法の超音波センサを利用した場合の説明図である。
【図18】二重管の溶接部の溶接線の検査に超音波を用いた表面波センサを利用した場合の説明図である。
【図19】図18に示す方法により得られる超音波信号の説明図である。
【図20】本発明の第5の実施形態による検査方法の詳細を示すフローチャートである。
【図21】本発明の第5の実施形態による検査方法の詳細を示すフローチャートである。
【図22】本発明の第5の実施形態による検査方法の詳細を示すフローチャートである。
【図23】本発明の第5の実施形態による検査方法により得られる波形の説明図である。
【図24】本発明の第5の実施形態による検査方法により得られる波形の説明図である。
【図25】本発明の第5の実施形態による検査方法を実施するための検査装置の構成を示すブロック図である。
【発明を実施するための形態】
【0013】
以下、図1〜図7を用いて、本発明の第1の実施形態による超音波センサの構成について説明する。
最初に、図1及び図2を用いて、一探触子法による斜角探傷の場合の超音波センサの構成について説明する。
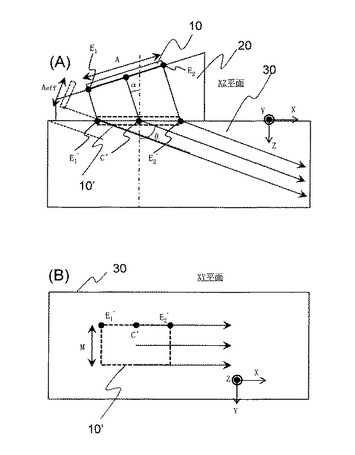
図1は、一探触子法による斜角探傷の場合の超音波センサの構成図である。図1(A)はXZ平面の状態を示し、図1(B)はXY平面の状態を示している。図2は、超音波センサの指向角の説明図である。
【0014】
被検体(試験体)30の上にシュー20が設置され、そのシュー20の上に一つの超音波センサ10が設置される。この場合は、一探触子法である。また、シュー20の上面,すなわち、超音波センサ10の設置面と、シュー20の下面,すなわち、被検体30との接触面とは平行ではなく、それらの面の成す角度は、角度αとなっている。角度αは、超音波センサ10から送信された超音波が、被検体30に対して入射する際の入射角である。
【0015】
一探触子法による斜角探傷の場合、試験体30から見たXZ平面における見かけの超音波センサ10の素子幅(「有効センサ開口」と称する)は、屈折後の音線と直交する方向に素子長軸の幅を射影したものとみなすことができる。元のセンサ開口をA、有効センサ開口をAeff、入射角をα、屈折角をθとすると、以下の式(1)により、表すことができる。
【0016】
【数1】

【0017】
また、超音波センサ10から発せられたビームの広がりについて、有効センサ開口Aeffと、試験体中波長λを用い、以下の式(2)により、表すことができる。ここで、ω1/2は、指向角と呼ばれる。
【0018】
【数2】
【0019】
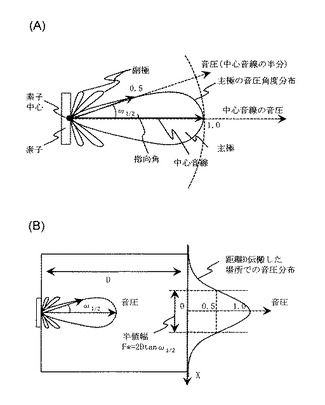
ここで、図2を用いて、指向角と半値幅について説明する。
【0020】
指向角とは、一素子(一超音波センサ)から放出される主な音の空間的な角度分布(主極)のうち、最も音圧の強い方向(中心音線)と比較し、音圧が半分になる角度のことを指す。また、指向角ω1/2をもつ超音波が距離D進み、音圧が半分となる間隔Fwをビームの半値幅と呼ぶ。これら、指向角ω1/2や半値幅Fwは、伝搬方向と直交する方向の分解能(空間分解能)の評価に用いられ、値が小さいほど鋭いビーム分布(高指向性)であり、したがって高空間分解能となる。
【0021】
一方、図1(B)に示すように、試験体から見たXY平面におけるセンサ開口は、XZ平面と同様の考え方をすれば、屈折前後で変わることなく、素子端軸の幅(M)と等しいとみなすことができる。
【0022】
したがって、XY平面での音の広がりを示す指向角は、式(2)から、以下の式(3)により、表すことができる。
【0023】
【数3】
【0024】
次に、図3及び図4を用いて、本実施形態による超音波センサにおける並列配置型二探触子法における開き角の影響について説明する。
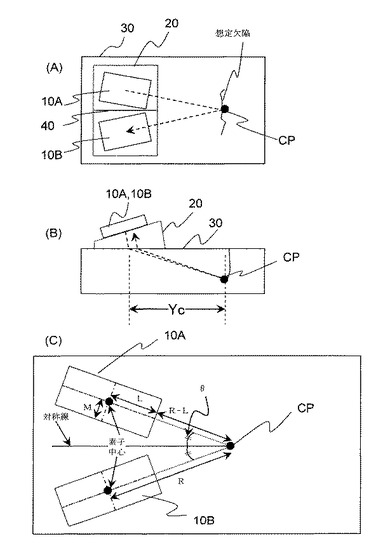
図3及び図4は、本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における開き角の影響の説明図である。図3(A)は上面図であり、図3(B)は側面図であり、図3(C)は本実施形態におけるモデルの説明図である。
【0025】
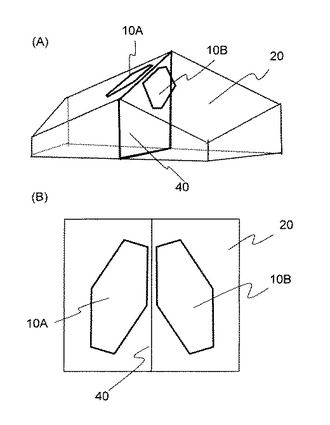
図3に示すように、並列配置型二探触子法における開き角の影響を調べるため、検査対象の試験体10を平板とし、平板上に、簡単のため、送信方向および受信方向におけるセンサ開口が一定となる長方形の送信素子10Aと受信素子10Bを対称線に沿ってハの字に配置したモデルを考える。なお、図3(A)に示す符号40は、遮音板である。
【0026】
実際には、ハの字に配置した両素子10A,10Bからの中心音線は3次元的な交点を持つ。これをクロスポイントCPと称することにする。このモデルの、素子の長軸の長さを2L、素子の短軸の長さを2M、素子の対称線からの開き角をθ、素子中心からクロスポイントまでの距離をR、平板内波長をλとする。距離Rは一定とする。素子の短軸の長さは、一素子での考え方を適用すれば、有効開口は2Mのままで、変わることが無いため、このモデル上での音の広がりは、二次元的に考えることができる。
【0027】
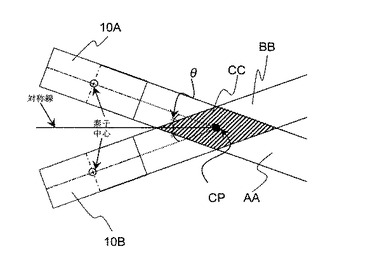
図4は、開き角を小さくした場合について示すものであり、開き角を小さくすれば、送信素子10Aから音が伝搬する領域AAと受信素子10Bが感受性をもつ領域BBを等しいと考えると、開き角が45度以下において、これらの重なる領域CCを広くし、高感度の領域を広げることができる。
【0028】
次に、図5及び図6を用いて、本実施形態による超音波センサにおける並列配置型二探触子法における指向角の影響について説明する。
図5及び図6は、本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における指向角の説明図である。
【0029】
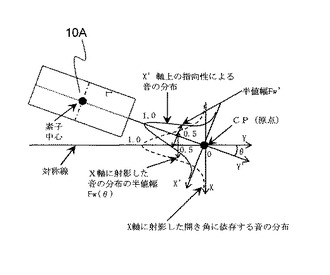
図5に示すように、クロスポイントCPを座標原点に、送信素子10Aからの中心音線の伝搬方向をY’軸、Y’軸と直交する方向をX’軸とする座標系、また、同じくクロスポイントCPを座標原点に、対称線をY軸、Y軸に直交する方向をX軸とする座標系を設定する。
【0030】
X軸上に無限長の反射源があるものとし、送信素子10Aにより十分遠方から超音波を伝播させ、反射源からの反射波を受信素子により受信することを仮定する。送信素子10AによるX’軸上での音の広がりを示す指向角は、式(2)より、以下の式(4)により、表すことができる。
【0031】
【数4】
【0032】
また、素子中心から距離R離れたクロスポイントを原点とし、X軸上とX’軸上での半値幅を考えると、X軸上の半値幅Fw(θ)はX’軸上での半値幅Fw’を射影したものであるから、開き角θに依存し、以下の式(5)により、表すことができる。
【0033】
【数5】
【0034】
したがって、開き角が小さければ、R一定の場合、X軸上の空間分解能が良いことが分かる。
【0035】
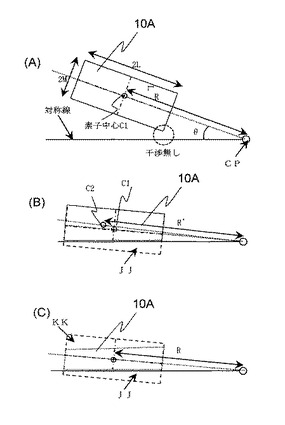
しかしながら、図6に示すように、素子の開き角が十分小さい場合、素子が対称線を超え、素子同士で干渉する場合がある。図6(A)は素子の開き角が大きく、干渉がない場合である。それに対して、図6(B)は、図6(A)よりも開き角が小さくなり、干渉する素子範囲JJが生じる。
【0036】
ここで、対称線を超える素子範囲については、素子同士で干渉しないよう、送・受信に用いる両素子をトリミングする必要がある。すなわち、送信素子10Aについては、干渉する素子範囲JJをトリミングする。また、送信素子10Aに対して対称線に対して対称に配置される受信素子についても、干渉する素子範囲をトリミングする必要がある。
【0037】
この時、ただ干渉する素子範囲JJのみをトリミングすると、素子形状の対称性が失われ、図6(B)に示すように、素子中心の位置が位置C1から位置C2変わり、開き角も変わることとなる。
【0038】
したがって、図6(C)に示すように、干渉の影響を無くすためにトリミングした素子範囲JJと、素子中心を中心とし点対称となる素子範囲KKもトリミングし、素子中心の位置を維持する必要がある。
【0039】
なお、図3(A)に示したように、実際には、対称線部分にある程度の厚み(0.5mm程度)を持つ遮音板40を設けており、これが素子同士の接近限界となっている。なお、以下の説明では、遮音板40の厚みは考慮しないものとして説明する。但し、実際の素子形状の上では、遮音板の厚みを考慮する。
【0040】
素子同士の干渉を考慮した、半値幅と開き角の関係は、場合分けをして、
(0°<θ<arctan(M/R))を満たす場合は、以下の式(6)となる。
【0041】
【数6】
【0042】
それに対して、(arctan(M/R)<θ<90°)を満たす場合は、以下の式(7)となる。
【0043】
【数7】
【0044】
次に、送信素子による音響出力を考える。素子面積Sの素子から共振時に放出される音圧をPとし、伝搬対象となる物質の密度をρとし、速度をcとすると、音響出力Wは、以下の式(8)により、表すことができる。
【0045】
【数8】
【0046】
したがって、音響出力と開き角の関係は、素子同士の干渉による素子面積の変化として捉えることができる。そこで、素子面積と開き角の関係を求めると、
(arctan(M/(R−L))<θ<90°)を満たす場合、以下の式(9)により、表すことができる。
【0047】
【数9】
【0048】
干渉が生じる場合は、素子形状が6角形の場合と4角形の場合で場合分けをして、
(arctan(M/(R+L))<θ<arctan(M/(R−L)))を満たす、素子が6角形状の場合、以下の式(10)となる。
【0049】
【数10】
【0050】
また、(0°<θ<arctan(M/(R+L)))を満たす、素子が4角形状の場合、以下の式(11)となる。
【0051】
【数11】
【0052】
次に、図7を用いて、本実施形態による超音波センサにおける並列配置型二探触子法における開き角について説明する。
図7は、本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における開き角の説明図である。
【0053】
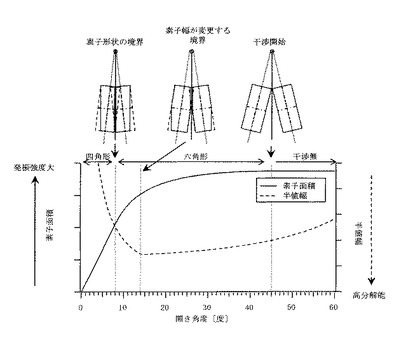
以上から、指向角と素子面積の開き角依存性(式(6),(7),(9)〜(11))について、例えばM、L、R、λを適当な値に設定し、グラフ化すると、図7に示すようになる。
【0054】
並列配置型二探触子法に適した開き角は、素子形状が元の素子幅(長軸と短軸の長さ)を変えずに、最も開き角が小さくなる時が最適となる。図7に示す例では、素子形状として、路程Rの距離に6角形素子を開き角14度で設置すると、素子のセンサ開口(長軸と短軸の長さ)を変更することなく、素子面積の減少が少ないため、分解能と、送信強度が十分得られることとなり、センサ性能が高いことになる。
【0055】
なお、図3に示したように、シュー20を用いているが、シュー20は、超音波センサ10(送信素子10A,受信素子10B)を検査対象に対して所定の斜角とするための保持部となる。例えば、水浸法の場合、超音波センサを検査対象に対して所定の斜角とするための保持部としては、水中において、超音波センサを支持する部材が相当する。
【0056】
以上説明したように、本実施形態によれば、並列配置型二探触子法に用いるセンサの素子形状を開き角を考慮して最適化することで、分解能と発振強度が保たれたまま、高感度の欠陥検出が可能となり、センサ性能を向上することができる。すなわち、並列配置型二探触子法による表層検査において、高分解能、高感度の非破壊検査を実現することができる。
【0057】
次に、図8〜図11を用いて、本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状について説明する。
図8〜図10は、本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。図11は、本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサの配置説明図である。図11(A)は斜視図であり、図11(B)は平面図である。
【0058】
斜角探傷では、有効センサ開口を考慮し、長方形状の素子以外に、楕円形状の素子を用いることが多い。
【0059】
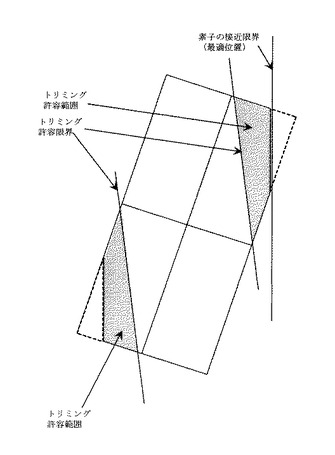
長方形状の素子を用いて検討した方法と同様に考えれば、図8に示すような接近限界に沿うようにトリミングされた素子形状が好適であると考えられる。
【0060】
しかし、図9に示すように、センサ開口を変化させない形で、素子形状を変える分には、さほど探傷性能に影響を与えることは無い。
【0061】
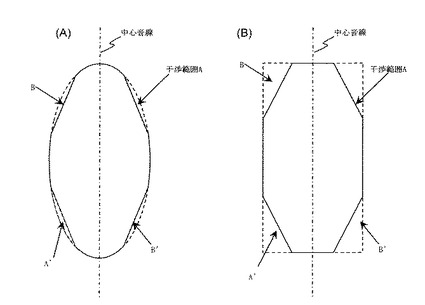
さらに、素子形状の対称性を向上することにより、副次的な効果として、SN比を向上することができる。すなわち、図10に示すように、元となる素子を長方形状、あるいは、楕円形状とした場合、干渉範囲Aと干渉範囲が素子中心に点対称な範囲A’に加え、これら両範囲を中心音線に対して線対称(鏡映対象)となる範囲BおよびB’をトリミングした素子形状が最適である。AとA’同様、中心音軸から外れたBとB’の範囲は、干渉しないが、クロスポイントより外れた領域に音を伝搬し、また、感受性を持つので、これらをトリミングすることにより、探傷結果としてノイズを低下することができる。
【0062】
図11は、図8〜図10に示した形状を有する送信素子10A及び受信素子10Bをシュー20の上に配置した状態を示している。送信素子10Aと受信素子10Bの間であって、その下方のシュー20の内部には、遮音板40を配置する。
【0063】
以上説明した本実施形態においても、並列配置型二探触子法に用いるセンサの素子形状を開き角を考慮して最適化することで、分解能と発振強度が保たれたまま、高感度の欠陥検出が可能となり、センサ性能を向上することができる。すなわち、並列配置型二探触子法による表層検査において、高分解能、高感度の非破壊検査を実現することができる。
【0064】
次に、図12を用いて、本発明の第3の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状について説明する。
図12は、本発明の第3の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。
【0065】
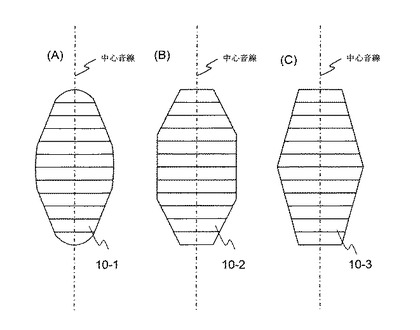
図12では、並列配置型二探触子法に用いる超音波センサをアレイ化している。これまで図7〜図10で提示してきた素子形状を、例えば、図12のように、中心音線に沿って素子が配列するようにアレイ化することで、表層部分をフェーズドアレイ法などにより、電子スキャン可能になる。図12(A)の素子10−1は、中心音線方向の幅が等しく、中心音線に直交する方向の長さがそれぞれ異なる12個の単位素子を中心音線方向に配列してアレイとしている。12個がアレイ状に配列された全体の形状は、図10(A)に対応する楕円形状としている。図12(B)の素子10−2は、12個がアレイ状に配列された全体の形状は、図10(B)に対応する八角形状としている。図12(C)の素子10−2は、12個がアレイ状に配列された全体の形状は、六角形状としている。
【0066】
以上説明した本実施形態においても、並列配置型二探触子法に用いるセンサの素子形状を開き角を考慮して最適化することで、分解能と発振強度が保たれたまま、高感度の欠陥検出が可能となり、センサ性能を向上することができる。すなわち、並列配置型二探触子法による表層検査において、高分解能、高感度の非破壊検査を実現することができる。
【0067】
次に、図13及び図14を用いて、本発明の第4の実施形態による並列配置型二探触子法に用いる超音波センサについて説明する。
図13及び図14は、本発明の第4の実施形態による並列配置型二探触子法に用いる超音波センサの説明図である。
【0068】
これまで、平板に対する並列配置型二探触子法について述べてきたが、これは、配管など曲率をもつ検査対象についても適用することができる。曲率を持つ検査対象物に対するセンサについて説明する。
【0069】
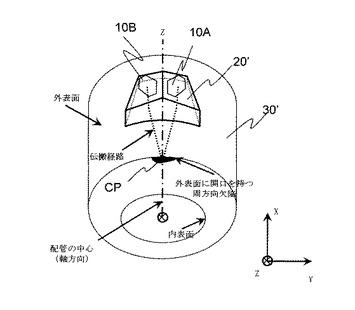
配管などの試験体30’の表層を並列配置型二探触子法により、周方向に進展する欠陥と軸方向に進展する欠陥を検査する二つの場合について、それぞれ図13、図14に示す。
【0070】
図13に示すように、周方向に進展する欠陥を検査する場合のセンサ構造において、遮音板の挿入部分、すなわち送信素子と受信素子の対称面をXZ平面にあると仮定すると、素子形状や中心音線をYZ面に射影すれば、図1〜図7と同様に考えることができる。
【0071】
また、図14に示すように、軸方向に進展する欠陥を検査する場合のセンサ構造においても同様に、素子形状と中心音線をYZ面に射影すれば、図1〜図7と同様に考えることができる。したがって、例えば直接接触法の場合、図13、図14中に示すような、配管表面形状に沿うシューと、前述した各実施形態の素子形状を具備したセンサにより、検査することができる。
【0072】
これまで、主に、直接接触法に用いる素子とシューが一体化した並列配置型二探触子法のセンサについて記述してきたが、センサとシューを分離した直接接触法、水浸法、あるいは、素子形状に曲率がある場合などにおいても、広く適用できる。
【0073】
以上説明した本実施形態においても、並列配置型二探触子法に用いるセンサの素子形状を開き角を考慮して最適化することで、分解能と発振強度が保たれたまま、高感度の欠陥検出が可能となり、センサ性能を向上することができる。すなわち、並列配置型二探触子法による表層検査において、高分解能、高感度の非破壊検査を実現することができる。
【0074】
次に、図15から図25を用いて、前述の各実施形態による超音波センサを用いた表層あるいは浅部の検査方法に関する第5の実施形態について説明する。ここでは、使用する超音波センサとしては、図13に示したものを用いている。
【0075】
最初に、図15を用いて、超音波センサを用いた検査対象例について説明する。
図15は、本発明の第5の実施形態による検査方法の検査対象例の説明図である。図15(A)は側面図であり、図15(B)は正面断面図である。
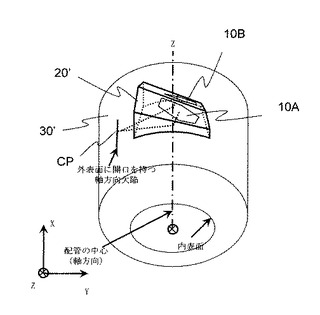
【0076】
ここでは、超音波センサを適用する対象として、目視困難な二重管構造物中の配管溶接部50がある。二重管構造物は、同心状に配置された円筒形状の内管Pinと、外管Poutとから構成される。内管Pinは、2つの管を溶接部50により固定したものである。溶接部50は、2つの円筒形状の母材の突き合わせ接合部に形成される。溶接部50と母材との間には、溶接境界WB−1,WB−2が形成される。
【0077】
溶接部50を検査するには、センサヘッドSHが用いられる。センサヘッドSHは、内管Pinの外周側,すなわち、外管Poutの内周側であって、外管Poutと内管Pinの間に、配置される。なお、センサヘッドSHの構成については、図16を用いて後述する。
【0078】
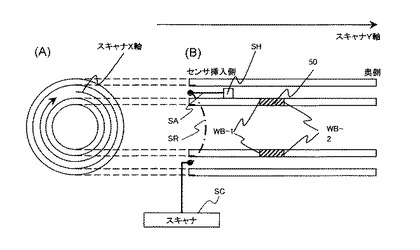
ここで、図15(B)に示すスキャナY軸方向に、センサヘッドSHを走査する。スキャナY軸は、二重管の中心軸方向である。また、図15(A)に示すスキャナX軸方向に、センサヘッドSHを走査する。スキャナX軸は、二重管の周方向である。そのために、センサアームSAと、センサレールSRとを備えている。センサアームSAは、スキャナY軸方向に延在しており、センサヘッドSHをスキャナY軸方向に走査する。センサレールSRは、スキャナX軸方向に延在しており、センサヘッドSHをスキャナX軸方向に走査する。すなわち、スキャナレールSRは、内管Pinと外管Poutとの間にリング状に配置されている。センサアームSAの先端にセンサヘッドSHが取り付けられる。センサアームSAは、センサレールSRによって配管の周方向に移動される。スキャナSCは、センサアームSA及びセンサレールSRを用いてセンサヘッドSHを、スキャナX軸方向及びスキャナY軸方向に走査する。
【0079】
ここで、溶接部の位置は、溶接施工後・設置後に位置が若干伸縮する。そのため、目視困難な溶接部は、正確な位置を把握することが困難である場合がある。このような目視困難な配管溶接部とその周辺の熱影響部に対する表面検査を実施するためには、設計図に基づいて溶接部の位置を予測し、検査が必要とされる範囲を確実にカバーできるように、検査が必要とされる検査範囲よりも広範囲をセンサの走査範囲として設定する必要がある。このため、検査時間が長くなる。また、検査範囲をカバーできていなかったと判断される場合には、再度、走査範囲を設定し、センサを挿入・走査することが求められ、やはり検査時間が長くなる。このような問題に対し、検査が必要な範囲を的確に定めることで、検査時間を短縮できる。
【0080】
検査が必要な表面範囲を、測定手段を用いて的確に定めるには、センサ設置面の表面の溶接部の溶接境界(溶接線)を検知することが必要となる。溶接部の検知には、例えば特開昭59−114460号公報に記載されるように、超音波とは別の発光器と受光器、あるいは、電磁気特性検出プローブを用いた例がある。但し、当該手法を用いれば、超音波発生装置とは別の装置が必要となる分、コストが高くなるだけでなく、検査装置の複雑化が生じる。
【0081】
そこで、本実施形態では、以下に説明するように、探傷のために用いる超音波センサと同じ超音波発生装置を用いて、センサ設置面の表面の溶接部の溶接境界(溶接線)を効率よく検知し、検査するようにしている。
【0082】
超音波を用いた溶接部の検知方法としては、垂直探傷による溶接部検知が一般に知られている。母材部と比べて溶接部は異方性や拡散の影響があるため、底面で反射して得られる信号強度が弱くなる性質を利用した方法である。しかし、溶接部の形状はさまざまな形状があり、さらに、測定対象の形状によっては必ずしも底面からの信号が得られるとは限らないため、明確に溶接境界を判別することが難しい。
【0083】
そこで、母材部と溶接部の音響インピーダンスに若干の差があることを利用し、本実施形態では、超音波を用いた表面波センサを用いて、母材部と溶接部の境界(溶接線)からの反射信号を捉えて利用する。すなわち、表面波センサと、先の実施形態で説明した超音波センサと併せて検査を実施することにより、検査が必要な範囲を的確に定め、高効率で高SN比の検査が達成できる。
【0084】
次に、図16を用いて、本実施形態による超音波センサを用いた検査方法について説明する。
図16は、本発明の第5の実施形態による検査方法に用いるセンサ配置に関する説明図である。図16(A)は断面図であり、図16(B)は上面図である。
【0085】
図16(A)に示すように、内管Pinは、溶接部50を備えている。内管Pinの外周面にセンサヘッドSHが設置される。内管Pinの外周は円筒状であるため、内管Pinの外表面に設置されるセンサヘッドSHに用いるシュー20’は、図13に示したように、円筒形状の内管Pinに密着できる設置面を有するものである。シュー20’の上面にセンサSが設置される。
【0086】
センサSは、図16(B)に示すように、探傷用の送信素子10Aと受信素子10Bからなる二探触子並列配置法に用いる超音波センサと、溶接線の検知用の超音波を用いた表面波センサ12とからなる。送信素子10Aと受信素子10Bは、図13にて説明したものであり、また、更に詳細には、図11にて説明したものである。
【0087】
ここで、図17〜図19を用いて、本実施形態の検査方法において、2種類の超音波センサを用いる理由について説明する。
図17は、二重管の溶接部の溶接線の検査に二探触子法の超音波センサを利用した場合の説明図である。図18は、二重管の溶接部の溶接線の検査に超音波を用いた表面波センサを利用した場合の説明図である。図19は、図18に示す方法により得られる超音波信号の説明図である。
【0088】
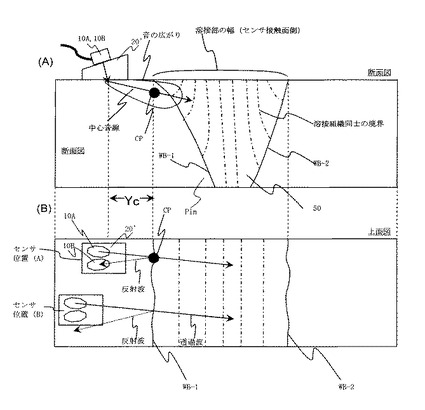
図17は、二探触子法による超音波センサを用いて、音の広がりを利用し、表層部を検査する場合を示している。図17(A)は断面図であり、図17(B)は上面図である。
【0089】
図17(B)に示すセンサ位置(A)では、溶接境界近傍にクロスポイントCPを持つため、音の広がりのうち、表層部を伝搬する波の成分が溶接境界WB−1で反射し、溶接境界WB−1からの信号としてとらえることが可能である。
【0090】
一方、センサ位置(B)ではクロスポイントCPよりも遠い位置に溶接境界WB−1があるため、送信素子10Aから発振した超音波は溶接境界WB−1で若干反射しても、受信素子10Bで受信することができなくなる。すなわち、本実施形態による二探触子並列配置法の超音波センサでは、適切なセンサ位置範囲でしか溶接線を検出できないため、溶接境界を検出する場合にも詳細な二次元走査が必要となる。
【0091】
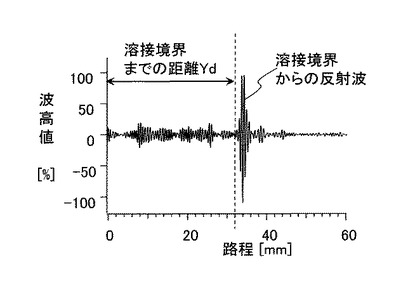
それに対して、図18は、超音波を用いた表面波センサによる溶接境界からの反射波の信号を得る場合を示している。図18(A)は断面図であり、図18(B)は上面図である。また、図19は実際に得られる溶接境界からの信号である。
【0092】
図18に示すように、クロスポイントを持たない単一型の表面波を発生する超音波センサ(表面波センサ)12を利用し、溶接境界WB−1からの信号を受信する。表面波センサは、超音波センサ12とシュー20’とから構成される。超音波センサ12から発せられた超音波が内管Pinの表面に沿って伝搬するには、シュー20’から内管に入射する時の超音波の入射角をθ1としたとき、内管における超音波の横波屈折角が臨界値を超えればよい。ここで、シュー20’の内部における超音波の音速をv1とし、内管Pinにおける超音波の横波音速をv2とするとき、(sinθ1/sin90°≧v1/v2)の関係を満たせばよいものである。すなわち、sinθ1≧v1/v2のとき、超音波センサ12から発せられた超音波は、表面波として内管Pinの表面に沿って伝搬する。一般にθ1は、臨界値より少し大きい値に設定される。
【0093】
表面波は、媒質中を斜めに伝搬する波とは異なり、表面を伝搬するので、波は溶接境界WB−1に対して三次元的に垂直となる伝搬経路をとる。このため、表面波は溶接境界WB−1で反射し、再び同じ素子12で受信されやすいという性質を持ち、図19で示すような信号を得ることができる。
【0094】
次に、図16及び図20〜図23を用いて、本実施形態による検査方法について説明する。
図16に示すように、表面波センサ12の入射点位置と図13に示した二探触子法による超音波センサ10A,10Bの入射点位置を溶接線WB−1に対して同じY軸上の距離となるようにセンサヘッドSHを設計し、前記2種のセンサ12,10A,10Bを溶接線WB−1に並列となるように組み合わせてセンサヘッドHSとする。このセンサヘッドSHを用い、表面波センサ12によって得られた溶接境界の表面(溶接線)から反射した信号によって、二探触子法による超音波センサ10A,10Bを走査する範囲を確定する。
【0095】
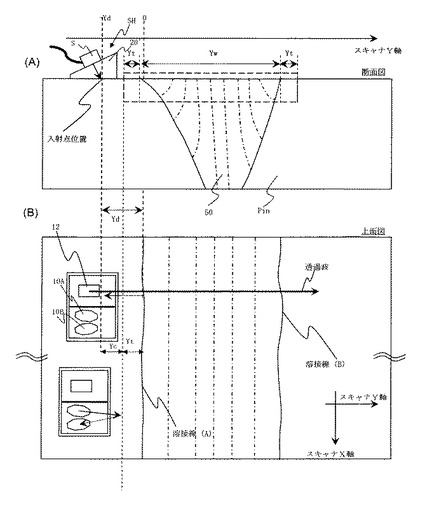
ここで、溶接部50の幅(溶接組織のセンサ接触面側の幅)をYwとすると、その両側には、溶接による熱影響部が存在する。熱影響部の幅をYtとすると、表面の検査が必要な範囲は、(2×Yt+Yw)となる。
【0096】
センサヘッドSHは、入射点位置から溶接線までの距離が−Yd(Ydは正の値)である位置が初期値(センサ挿入側の溶接線をスキャナY軸上の原点)とすると、二探触子法による超音波センサ10A,10Bで高SN比かつ高効率の検査を実施するためには、走査の開始点をYd=Yc+Ytとなるように設定する。ここでYcとは、図17にも示しているように、二探触子法による超音波センサ10Aの入射点位置から、クロスポイントCPまでのスキャナY軸に射影したY距離のことである。そして、この−Ydの位置から、2×Yt+Yw分、スキャナY軸方向に走査する。配管表面全体を検査するにはスキャナX軸に沿ってセンサをずらしては、同じY軸上の範囲(−Ydから2×Yt+Yw−Ydまで)を繰り返し検査する。
【0097】
なお、センサの挿入時に、装置やセンサに対する挿入制限があって、入射点位置を溶接線に対して平行になるように(スキャナY軸上同じ位置に)できない場合でも、入射点位置の関係を考慮して、走査範囲を確定する。また、表面波センサ12と二探触子法による超音波センサ10A,10Bを一つずつしか挿入できない場合においても、同様のことが言える。
【0098】
次に、図20〜図24を用いて、本実施形態による検査方法の3つの例について説明する。
図20〜図22は、本発明の第5の実施形態による検査方法の詳細を示すフローチャートである。図23は、本発明の第5の実施形態による検査方法により得られる波形の説明図である。図24は、本発明の第5の実施形態による検査方法により得られる波形の説明図である。
【0099】
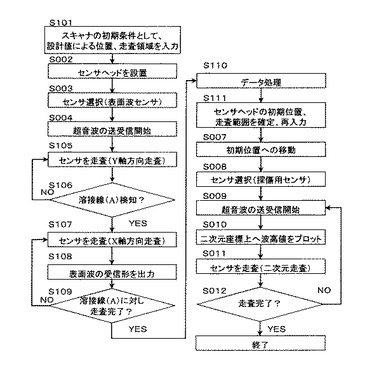
最初に、図20を用いて、第1の例による検査方法について説明する。この例では、設計図などで溶接部の位置、溶接部の幅Ywが既知であり、この値をそのまま適用できるような場合である。
【0100】
本例は、ステップS001からステップS005により、溶接線WB−1の位置に製造後に変化が無いか測定し、ステップS006で溶接線WB−1の位置から並列配置型二探触子のセンサの走査範囲を確定し、ステップS007からステップS012で並列配置型二探触子のセンサにより詳細な表層部の検査を実施するものである。
【0101】
具体的には、スッテプS001で、スキャナの初期位置として設計値による値に基づく入力を行い、ステップS002で、センサヘッドを初期位置に設置し、ステップS003で、溶接境界を検知しやすい表面波センサを用いるモードに切り替え、ステップS004で、超音波の送受信を開始する。そして、ステップS005で、表面波の受信波形から溶接線WB−1までの距離を計測する。
【0102】
次に、ステップS006で、計測値と設計値に基づきセンサの走査範囲を確定する。
【0103】
次に、ステップS007で、センサヘッドを設定した初期位置へ移動し、ステップS008で、用いるセンサを並列配置型二探触子のセンサに切り替え、ステップS009で、並列配置型二探触子のセンサによる超音波の送受信を開始する。ステップS010で、並列配置型二探触子のセンサによる受信波形のうち、例えばクロスポイント付近に相当する路程の範囲で出現する波高値の最大値を二次元座標上にプロットし、ステップS011で、センサをX−Y走査し、ステップS012で、すべての走査範囲を走査したか判定し、走査が終了していない場合は、ステップS012に戻る。設定した全ての検査範囲をセンサが走査完了した場合は、測定終了となる。
【0104】
ステップS011において、センサによりX−Y走査することで、図24に「付与欠陥指示例」として示すような欠陥の探傷結果を得ることができる。ここで、並列配置型二探触子のセンサでは、溶接線を検出することは困難な場合が多い。そのため、溶接線は溶接線検出用のセンサ12により別途検出しているので、その検出結果に基づいて設定された走査範囲の情報に基づいて、溶接線位置WB−1、WB−2を明示することにより、検査範囲を明示でき、また、検査範囲に対する検査結果をより明確にすることが可能となる。
【0105】
次に、図21を用いて、第2の例による検査方法について説明する。この例では、自重などにより溶接部位置が若干変化している可能性がある場合である。図15に示した例では、2重管の軸方向は、水平方向として図示している。しかし、2重管の軸方向が垂直方向に配置される場合もある。この場合、溶接部にはその溶接部の下部の荷重がかかるため、溶接部の位置が下方にずれる場合も生じる。すなわち、設計値による位置よりも自重により変化する場合がある。
【0106】
本例では、図20に示したステップS002〜S004,S007〜S012に、溶接線WB−1に対する検知方法として、ステップS101と、S105〜S110を加えている。
【0107】
まず、ステップS101において、スキャナの初期位置として設計値による位置及び走査領域を入力し、その後、前述のステップS002〜S004を実行する。
【0108】
次に、ステップS105で溶接境界からの信号を受信できる位置まで溶接線に対して直交するY軸方向に一次元走査し、ステップS106で溶接境界からと思われる信号が受信できれば、ステップS107で、その位置において溶接線に対して平行なX軸方向に一次元走査しながら、各X軸方向の測定点における波形をステップS108で波形を出力する。
【0109】
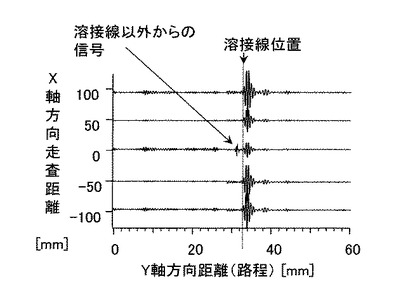
溶接線は、内管の表面に沿って円周方向に連続的に存在するので、X軸方向に一次元走査することで、連続的に検出された溶接線の波形が得られる。もし仮に、溶接線ではなく、内管の表面にある欠陥を間違って溶接線と認識したときは、円周方向に一次元走査したとき、その波形は連続的には得られないので、溶接線と区別することができる。
【0110】
万一、形状に起因する信号や、欠陥からの信号が溶接線からの信号に混在していたとしても、図23に示すように、溶接線は溶接部が続く限り連続して同じ路程で溶接境界から反射した信号が出現するので、判別が可能である。図23においては、X方向の走査点として5点のみを例示している。詳細に溶接線を検知するためは、X軸方向の測定点数を増やし、波高値を濃淡に変えて二次元表示するとさらに判別しやすくなる。また、ステップS107でのX軸方向への一次元走査というのは、例えば、図15に示した溶接線が周方向に延びる場合は、表面波が配管軸方向へ伝搬する向きに設置したまま、表面波センサを周方向に1周一次元走査することに相当する。X軸方向へ移動しながら測定し、各X方向の測定点で得られた波形を二次元座標上にプSロットすることで、溶接境界をより明確に認識することができる。
【0111】
次に、ステップS109で、走査が完了したか否かを判定し、各X方向の測定点で得られた波形データをステップS110でデータ処理することによって、溶接線WB−1の位置を確定する。ステップS111から先は、図20で説明したステップS007からのステップと同じである。
【0112】
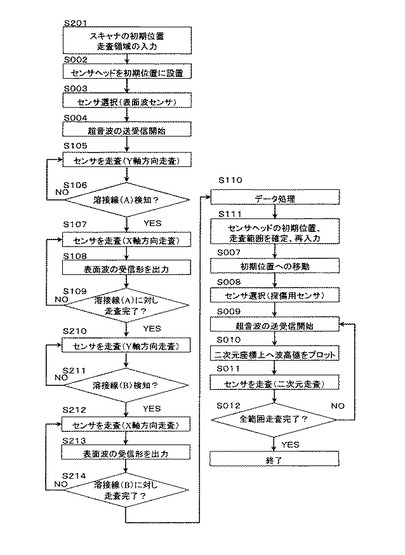
次に、図22を用いて、第3の例による検査方法について説明する。この例では、溶接部位置や、溶接部の幅Ywの詳細な情報が無い場合である。
【0113】
本例では、図20に示したステップS002〜S004,S007〜S012及び、図21に示した溶接線WB−1に対する検知方法としてのステップS105〜S109に、ステップS201,S210〜S214を加えている。
【0114】
まず、ステップS201において、スキャナの初期位置及び走査領域を入力し、その後、前述のステップS002〜S004を実行する。
【0115】
そして、ステップS105で表面波センサを溶接線と直交する方向に走査し、ステップS106で溶接線WB−1からの反射信号と思われる信号が検知できれば、ステップS107でX軸方向に表面波センサを走査しつつ、ステップS108で受信波形を出力し、ステップS109で溶接線WB−1であるかの判別を実施する。
【0116】
溶接線WB−1が判別されれば、次にステップS210でY軸方向、表面波センサの入射点が溶接線WB−1を超える位置に移動させ、ステップS211で溶接線WB−2からの反射信号と思われる信号を検知すれば、ステップS212で表面波センサをX軸方向に走査しつつ、ステップS213で受信波形を出力し、ステップS214で溶接線WB−2の判別を実施する。溶接線WB−2か否かの判別には、同じく図23に示すように、連続性を持つか否かで判別すればよい。
【0117】
さらに、本実施形態により、表面波による溶接線検知が実施されているので、図24に示すように、本実施形態による超音波センサを用いて検査を実施した結果に溶接線位置WB−1、WB−2を明示することにより、検査範囲と検査結果をより明確にすることが可能となる。
【0118】
なお、以上の図15〜図24の説明では、センサヘッドSHに搭載する超音波探傷用の超音波センサとして、送信素子10Aと受信素子10Bからなる二探触子並列配置法に用いる超音波センサであり、図13や図11に説明した構成のものを用いるものとしている。ここで、図13に示した構成の超音波センサは、欠陥が円筒体の表面に周方向の開口を持つ物に対して有効である。それに対して、欠陥が円筒体の表面に対して径方向に開口を有する場合には、図14に示した超音波センサを用いる。また、送信素子及び受信素子の形状としては、図11に示した六角形状のものだけでなく、図8に示したように、楕円形の一部をトリミングした形状のものを用いる事もできる。また、送信素子及び受信素子としては、図11に示したような単一素子の物以外に、図12に示したようなアレイ状のセンサを用いる事もできる。アレイ状のセンサの場合、入射角を容易に変えることができる。また、ここでは、円筒形状の内管の表面の欠陥の検出と言うことで、図13に示したような円筒形状の表面に沿った底面形状を有するシューを用いているが、平面形状の被検体の場合には、図11にしめしたような底面が平面なシューを用いる事もできる。
【0119】
なお、二探触子並列配置法に用いる超音波センサは、被検体の表面や表面近傍の欠陥の探傷に有効なものである。従って、例えば、被検体である内管Pinの厚さがそれほど厚くない場合には、二探触子並列配置法に用いる超音波センサを用いるだけでよい。但し、内管の厚さが厚い場合には、例えば2種類の探傷用の超音波センサを交換して、欠陥の探傷を行う。例えば、図13に示した二探触子並列配置法に用いる超音波センサを用いて、表層の欠陥の検出を行った後、より深い部分を探傷できる単一の探触子で送受信を行う素子に交換して、深部や内管の裏面(内周面)側の探傷を行う。この際、図16に示したセンサヘッドSHは、溶接線検出用の素子12を備え、この素子12により溶接線の位置は既に検出済みであるので、図16に示したセンサヘッドSHを外し、代わりに、深部探傷用の送受信素子とシューを備えたセンサヘッドを取り付けることで、深部の探傷を行える。
【0120】
次に、図25を用いて、本実施形態による検査方法を実施するための検査装置の構成について説明する。
図25は、本発明の第5の実施形態による検査方法を実施するための検査装置の構成を示すブロック図である。
【0121】
探傷用超音波センサとして並列配置型二探触子の超音波センサ10A,10Bと、溶接部検知用のセンサとして表面波センサ12を併せ持つセンサヘッドSHを備える。
【0122】
センサヘッドSHの位置は、スキャナSCにより走査される。スキャナSCは、制御装置100からの指令により、駆動制御装置110により制御される。並列配置型二探触子の超音波センサ10A,10Bと、表面波センサ12とは、センサ選択装置120を介して、探傷装置130に接続される。センサ選択装置120は、制御装置100からの指令により、探傷装置130に接続されるセンサを、並列配置型二探触子の超音波センサ10A,10Bと、表面波センサ12を切り替える。センサ選択装置120により、表面波センサ12が選択されると、探傷装置130からの送信信号により表面波センサ12は超音波を被検体(図16の内管Pin)の該表面に表面波として送信し、被検体の溶接線からの反射波が表面波センサ12により検出される。検出された波形信号は、波形メモリ140Aに記憶される。また、センサ選択装置120により並列配置型二探触子の超音波センサ10A,10Bが選択されると、探傷装置130からの送信信号により送信素子10Aは超音波を被検体に送信し、被検体からの反射波は、受信素子10Bにより検出される。検出された波形信号は、波形メモリ140Bに記憶される。
【0123】
データ処理装置150は、波形メモリ140Aに記憶された波形データに基づいて、溶接線の位置を判定し、走査範囲を設定する。その設定範囲に基づいて、制御装置100の制御により、並列配置型二探触子の超音波センサ10A,10Bが走査され、その結果得られて波形メモリ140Bに記憶された波形データに基づいて、溶接部の欠陥等が探傷される。これらの結果は、表示設定装置160に表示される。
【0124】
なお、体積検査が必要となる場合、探傷用の超音波センサとして、別途センサ接触面の裏面を検査するためのセンサを用いることで、本発明の方式による検査手法が適用可能である。
【符号の説明】
【0125】
10…超音波センサ
12…超音波表面波センサ
20…シュー
30…試験体
40…遮音板
100…制御装置
110…駆動制御装置
120…センサ選択装置
130…探傷装置
140A,140B…波形メモリ
150…データ処理装置
160…表示設定装置
【技術分野】
【0001】
本発明は、超音波センサ、それを用いた検査方法及び検査装置に係り、特に、表層部あるいは浅部の超音波検査に好適な二探触子法に用いる超音波センサ、それを用いた検査方法及び検査装置に関する。
【背景技術】
【0002】
工業分野における代表的な非破壊検査方法の一つに、超音波検査が用いられている。超音波検査は、電気機械変換効率を持つ圧電素子に電圧を与えることでセンサから発生した超音波を検査対象物中に伝播させ、超音波が物質の境界面などで反射する性質を利用し、その一部の反射波による振動を、再度、圧電素子により電圧に変換し、収録、グラフ化、或いは映像化し、検査する方法である。
【0003】
現在、超音波検査は、200mm程度の肉厚の構造物から数mm程度の薄い構造物まで、様々な構造物の健全性を証明するために適用されている。例えば、発電プラントなどの構造物に対する超音波検査には、検査対象物中を斜めに超音波を伝搬させて検査する斜角探傷法が一般に用いられる。斜角探傷するためには、シュー、水、その他接触媒質を使用し、検査対象物とシューの音響インピーダンスの相違を利用して超音波の伝搬を屈折させる方法や、複数の素子から構成されるアレイセンサの各素子に電気信号を所定の時間だけ遅延させて与えることで、各素子から発生した超音波が被検体中で任意の位置に焦点を形成し、さらに、この各素子への電気信号を遅延させるパターン(遅延パターン)を高速で変化させることにより、被検査体中への超音波の送・受信角度(屈折角)、焦点位置などを制御できるようにしたフェーズドアレイ法と呼ばれる方法、あるいはこれらを組み合わせた方法などがある。
【0004】
斜角探傷法を薄い構造物や比較的浅い領域の検査に適用する場合、主に不感帯と多重反射によるノイズで、欠陥からの信号を検出することが困難となる問題がある。不感帯は、同一の素子で超音波の送・受信を行う場合、超音波発振時に素子自体に振動が残っている間は、素子自身で反射して返ってきた超音波を受信できないため、反射信号を検出できない時間帯、あるいは、路程範囲が生じる現象である。多重反射は、超音波が接触媒質中あるいは薄い材質の上面下面で繰り返し反射した超音波を受信し、ノイズとなる現象である。よってSN良く探傷するには、不感帯領域と多重反射が出現する領域外の伝搬距離(路程)で、欠陥の有無を判断しなければならない。この問題を解決できる従来技術には、送信に用いる素子(送信素子)と、受信に用いる素子(受信素子)を使い分け、検査する二探触子法と呼ばれる手法が知られている(例えば、特許文献1参照)。
【0005】
欠陥コーナ部からの反射波を得ることで欠陥の有無を評価する二探触子法は、送信素子と受信素子と欠陥の位置関係で分けることができる。予測される欠陥進展方向に対して平行となる方向に素子を並べる方法、予測される欠陥進展方向に対して垂直となる方向かつ欠陥を跨がずに素子を並べる方法、その他、欠陥を跨いで素子を配置する方法、欠陥直上に片方の素子を配置する方法が知られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−14608号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
複数の二探触子法の内、予測される欠陥進展方向に対して平行となる方向に素子を並べて検査する方法(以下、「並列配置型二探触子法」と称する)は、たとえば、特許文献1に記載のように、素子中心と、素子中心から出る音線の交点を素子の配置の基準として考え、素子中心からの音線同士が交差する開き角が重要である。
【0008】
欠陥検出の感度を向上するには、音の広がりを考慮した送・受信の領域を広げるために、素子中心同士を可能な限り接近させ、音線の開き角を小さくする必要がある。ところが、開き角を小さくすれば、当然、素子は大きさ持つため、素子同士干渉しないようにする必要がある。このため、素子同士を限りなく接近させるには、素子幅を小さくし、互いに可能な限り接近させる必要がある。しかし、素子を小さくすれば、当然、指向性や超音波の発振強度が低下し、結局、欠陥検出の分解能や感度が低下する。また逆に、素子を大きくすれば、素子の指向性や発振強度は向上するが、素子同士を十分近づけることができず開き角が大きくなり、やはり分解能や感度が低下するという問題があった。
【0009】
本発明の目的は、分解能と発振強度を保ったまま、高感度の欠陥検出が可能な超音波センサ、それを用いた検査方法及び検査装置を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するために、本発明は、送・受信にそれぞれ用いる複数の素子と、超音波を斜角方向に伝搬させるため、前記素子を保持する保持部と、遮音材とを有し、超音波の送・受信を分割して用いる超音波センサであって、前記保持部であるシュー形状として、前記素子を保持するシューの面が、二つ以上あり、前記シューの面の傾斜が、互いに鏡映対称であり、前記シューの面上への前記素子の配置として、前記鏡映面に対して対称に素子を非平行に配置し、前記素子の形状として、前記シューの中心部近傍に位置する素子を、センサ開口を変えない範囲をトリミングしたものである。
かかる構成により、分解能と発振強度を保ったまま、高感度の欠陥検出が可能となる。
【発明の効果】
【0011】
本発明によれば、並列配置型二探触子法に用いる超音波センサにおいて、分解能と発振強度を保ったまま、高感度の欠陥検出が可能となる。
【図面の簡単な説明】
【0012】
【図1】一探触子法による斜角探傷の場合の超音波センサの構成図である。
【図2】超音波センサの指向角と半値幅の説明図である。
【図3】本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における開き角の影響の説明図である。
【図4】本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における開き角の影響の説明図である。
【図5】本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における指向角と半値幅の説明図である。
【図6】本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における指向角の説明図である。
【図7】本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における開き角の説明図である。
【図8】本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。
【図9】本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。
【図10】本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。
【図11】本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサの配置説明図である。
【図12】本発明の第3の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。
【図13】本発明の第4の実施形態による並列配置型二探触子法に用いる超音波センサの説明図である。
【図14】本発明の第4の実施形態による並列配置型二探触子法に用いる超音波センサの説明図である。
【図15】本発明の第5の実施形態による検査方法の検査対象例の説明図である。
【図16】本発明の第5の実施形態による検査方法に用いるセンサ配置に関する説明図である。
【図17】二重管の溶接部の溶接線の検査に二探触子法の超音波センサを利用した場合の説明図である。
【図18】二重管の溶接部の溶接線の検査に超音波を用いた表面波センサを利用した場合の説明図である。
【図19】図18に示す方法により得られる超音波信号の説明図である。
【図20】本発明の第5の実施形態による検査方法の詳細を示すフローチャートである。
【図21】本発明の第5の実施形態による検査方法の詳細を示すフローチャートである。
【図22】本発明の第5の実施形態による検査方法の詳細を示すフローチャートである。
【図23】本発明の第5の実施形態による検査方法により得られる波形の説明図である。
【図24】本発明の第5の実施形態による検査方法により得られる波形の説明図である。
【図25】本発明の第5の実施形態による検査方法を実施するための検査装置の構成を示すブロック図である。
【発明を実施するための形態】
【0013】
以下、図1〜図7を用いて、本発明の第1の実施形態による超音波センサの構成について説明する。
最初に、図1及び図2を用いて、一探触子法による斜角探傷の場合の超音波センサの構成について説明する。
図1は、一探触子法による斜角探傷の場合の超音波センサの構成図である。図1(A)はXZ平面の状態を示し、図1(B)はXY平面の状態を示している。図2は、超音波センサの指向角の説明図である。
【0014】
被検体(試験体)30の上にシュー20が設置され、そのシュー20の上に一つの超音波センサ10が設置される。この場合は、一探触子法である。また、シュー20の上面,すなわち、超音波センサ10の設置面と、シュー20の下面,すなわち、被検体30との接触面とは平行ではなく、それらの面の成す角度は、角度αとなっている。角度αは、超音波センサ10から送信された超音波が、被検体30に対して入射する際の入射角である。
【0015】
一探触子法による斜角探傷の場合、試験体30から見たXZ平面における見かけの超音波センサ10の素子幅(「有効センサ開口」と称する)は、屈折後の音線と直交する方向に素子長軸の幅を射影したものとみなすことができる。元のセンサ開口をA、有効センサ開口をAeff、入射角をα、屈折角をθとすると、以下の式(1)により、表すことができる。
【0016】
【数1】
【0017】
また、超音波センサ10から発せられたビームの広がりについて、有効センサ開口Aeffと、試験体中波長λを用い、以下の式(2)により、表すことができる。ここで、ω1/2は、指向角と呼ばれる。
【0018】
【数2】
【0019】
ここで、図2を用いて、指向角と半値幅について説明する。
【0020】
指向角とは、一素子(一超音波センサ)から放出される主な音の空間的な角度分布(主極)のうち、最も音圧の強い方向(中心音線)と比較し、音圧が半分になる角度のことを指す。また、指向角ω1/2をもつ超音波が距離D進み、音圧が半分となる間隔Fwをビームの半値幅と呼ぶ。これら、指向角ω1/2や半値幅Fwは、伝搬方向と直交する方向の分解能(空間分解能)の評価に用いられ、値が小さいほど鋭いビーム分布(高指向性)であり、したがって高空間分解能となる。
【0021】
一方、図1(B)に示すように、試験体から見たXY平面におけるセンサ開口は、XZ平面と同様の考え方をすれば、屈折前後で変わることなく、素子端軸の幅(M)と等しいとみなすことができる。
【0022】
したがって、XY平面での音の広がりを示す指向角は、式(2)から、以下の式(3)により、表すことができる。
【0023】
【数3】
【0024】
次に、図3及び図4を用いて、本実施形態による超音波センサにおける並列配置型二探触子法における開き角の影響について説明する。
図3及び図4は、本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における開き角の影響の説明図である。図3(A)は上面図であり、図3(B)は側面図であり、図3(C)は本実施形態におけるモデルの説明図である。
【0025】
図3に示すように、並列配置型二探触子法における開き角の影響を調べるため、検査対象の試験体10を平板とし、平板上に、簡単のため、送信方向および受信方向におけるセンサ開口が一定となる長方形の送信素子10Aと受信素子10Bを対称線に沿ってハの字に配置したモデルを考える。なお、図3(A)に示す符号40は、遮音板である。
【0026】
実際には、ハの字に配置した両素子10A,10Bからの中心音線は3次元的な交点を持つ。これをクロスポイントCPと称することにする。このモデルの、素子の長軸の長さを2L、素子の短軸の長さを2M、素子の対称線からの開き角をθ、素子中心からクロスポイントまでの距離をR、平板内波長をλとする。距離Rは一定とする。素子の短軸の長さは、一素子での考え方を適用すれば、有効開口は2Mのままで、変わることが無いため、このモデル上での音の広がりは、二次元的に考えることができる。
【0027】
図4は、開き角を小さくした場合について示すものであり、開き角を小さくすれば、送信素子10Aから音が伝搬する領域AAと受信素子10Bが感受性をもつ領域BBを等しいと考えると、開き角が45度以下において、これらの重なる領域CCを広くし、高感度の領域を広げることができる。
【0028】
次に、図5及び図6を用いて、本実施形態による超音波センサにおける並列配置型二探触子法における指向角の影響について説明する。
図5及び図6は、本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における指向角の説明図である。
【0029】
図5に示すように、クロスポイントCPを座標原点に、送信素子10Aからの中心音線の伝搬方向をY’軸、Y’軸と直交する方向をX’軸とする座標系、また、同じくクロスポイントCPを座標原点に、対称線をY軸、Y軸に直交する方向をX軸とする座標系を設定する。
【0030】
X軸上に無限長の反射源があるものとし、送信素子10Aにより十分遠方から超音波を伝播させ、反射源からの反射波を受信素子により受信することを仮定する。送信素子10AによるX’軸上での音の広がりを示す指向角は、式(2)より、以下の式(4)により、表すことができる。
【0031】
【数4】
【0032】
また、素子中心から距離R離れたクロスポイントを原点とし、X軸上とX’軸上での半値幅を考えると、X軸上の半値幅Fw(θ)はX’軸上での半値幅Fw’を射影したものであるから、開き角θに依存し、以下の式(5)により、表すことができる。
【0033】
【数5】
【0034】
したがって、開き角が小さければ、R一定の場合、X軸上の空間分解能が良いことが分かる。
【0035】
しかしながら、図6に示すように、素子の開き角が十分小さい場合、素子が対称線を超え、素子同士で干渉する場合がある。図6(A)は素子の開き角が大きく、干渉がない場合である。それに対して、図6(B)は、図6(A)よりも開き角が小さくなり、干渉する素子範囲JJが生じる。
【0036】
ここで、対称線を超える素子範囲については、素子同士で干渉しないよう、送・受信に用いる両素子をトリミングする必要がある。すなわち、送信素子10Aについては、干渉する素子範囲JJをトリミングする。また、送信素子10Aに対して対称線に対して対称に配置される受信素子についても、干渉する素子範囲をトリミングする必要がある。
【0037】
この時、ただ干渉する素子範囲JJのみをトリミングすると、素子形状の対称性が失われ、図6(B)に示すように、素子中心の位置が位置C1から位置C2変わり、開き角も変わることとなる。
【0038】
したがって、図6(C)に示すように、干渉の影響を無くすためにトリミングした素子範囲JJと、素子中心を中心とし点対称となる素子範囲KKもトリミングし、素子中心の位置を維持する必要がある。
【0039】
なお、図3(A)に示したように、実際には、対称線部分にある程度の厚み(0.5mm程度)を持つ遮音板40を設けており、これが素子同士の接近限界となっている。なお、以下の説明では、遮音板40の厚みは考慮しないものとして説明する。但し、実際の素子形状の上では、遮音板の厚みを考慮する。
【0040】
素子同士の干渉を考慮した、半値幅と開き角の関係は、場合分けをして、
(0°<θ<arctan(M/R))を満たす場合は、以下の式(6)となる。
【0041】
【数6】
【0042】
それに対して、(arctan(M/R)<θ<90°)を満たす場合は、以下の式(7)となる。
【0043】
【数7】
【0044】
次に、送信素子による音響出力を考える。素子面積Sの素子から共振時に放出される音圧をPとし、伝搬対象となる物質の密度をρとし、速度をcとすると、音響出力Wは、以下の式(8)により、表すことができる。
【0045】
【数8】
【0046】
したがって、音響出力と開き角の関係は、素子同士の干渉による素子面積の変化として捉えることができる。そこで、素子面積と開き角の関係を求めると、
(arctan(M/(R−L))<θ<90°)を満たす場合、以下の式(9)により、表すことができる。
【0047】
【数9】
【0048】
干渉が生じる場合は、素子形状が6角形の場合と4角形の場合で場合分けをして、
(arctan(M/(R+L))<θ<arctan(M/(R−L)))を満たす、素子が6角形状の場合、以下の式(10)となる。
【0049】
【数10】
【0050】
また、(0°<θ<arctan(M/(R+L)))を満たす、素子が4角形状の場合、以下の式(11)となる。
【0051】
【数11】
【0052】
次に、図7を用いて、本実施形態による超音波センサにおける並列配置型二探触子法における開き角について説明する。
図7は、本発明の第1の実施形態による超音波センサにおける並列配置型二探触子法における開き角の説明図である。
【0053】
以上から、指向角と素子面積の開き角依存性(式(6),(7),(9)〜(11))について、例えばM、L、R、λを適当な値に設定し、グラフ化すると、図7に示すようになる。
【0054】
並列配置型二探触子法に適した開き角は、素子形状が元の素子幅(長軸と短軸の長さ)を変えずに、最も開き角が小さくなる時が最適となる。図7に示す例では、素子形状として、路程Rの距離に6角形素子を開き角14度で設置すると、素子のセンサ開口(長軸と短軸の長さ)を変更することなく、素子面積の減少が少ないため、分解能と、送信強度が十分得られることとなり、センサ性能が高いことになる。
【0055】
なお、図3に示したように、シュー20を用いているが、シュー20は、超音波センサ10(送信素子10A,受信素子10B)を検査対象に対して所定の斜角とするための保持部となる。例えば、水浸法の場合、超音波センサを検査対象に対して所定の斜角とするための保持部としては、水中において、超音波センサを支持する部材が相当する。
【0056】
以上説明したように、本実施形態によれば、並列配置型二探触子法に用いるセンサの素子形状を開き角を考慮して最適化することで、分解能と発振強度が保たれたまま、高感度の欠陥検出が可能となり、センサ性能を向上することができる。すなわち、並列配置型二探触子法による表層検査において、高分解能、高感度の非破壊検査を実現することができる。
【0057】
次に、図8〜図11を用いて、本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状について説明する。
図8〜図10は、本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。図11は、本発明の第2の実施形態による並列配置型二探触子法に用いる超音波センサの配置説明図である。図11(A)は斜視図であり、図11(B)は平面図である。
【0058】
斜角探傷では、有効センサ開口を考慮し、長方形状の素子以外に、楕円形状の素子を用いることが多い。
【0059】
長方形状の素子を用いて検討した方法と同様に考えれば、図8に示すような接近限界に沿うようにトリミングされた素子形状が好適であると考えられる。
【0060】
しかし、図9に示すように、センサ開口を変化させない形で、素子形状を変える分には、さほど探傷性能に影響を与えることは無い。
【0061】
さらに、素子形状の対称性を向上することにより、副次的な効果として、SN比を向上することができる。すなわち、図10に示すように、元となる素子を長方形状、あるいは、楕円形状とした場合、干渉範囲Aと干渉範囲が素子中心に点対称な範囲A’に加え、これら両範囲を中心音線に対して線対称(鏡映対象)となる範囲BおよびB’をトリミングした素子形状が最適である。AとA’同様、中心音軸から外れたBとB’の範囲は、干渉しないが、クロスポイントより外れた領域に音を伝搬し、また、感受性を持つので、これらをトリミングすることにより、探傷結果としてノイズを低下することができる。
【0062】
図11は、図8〜図10に示した形状を有する送信素子10A及び受信素子10Bをシュー20の上に配置した状態を示している。送信素子10Aと受信素子10Bの間であって、その下方のシュー20の内部には、遮音板40を配置する。
【0063】
以上説明した本実施形態においても、並列配置型二探触子法に用いるセンサの素子形状を開き角を考慮して最適化することで、分解能と発振強度が保たれたまま、高感度の欠陥検出が可能となり、センサ性能を向上することができる。すなわち、並列配置型二探触子法による表層検査において、高分解能、高感度の非破壊検査を実現することができる。
【0064】
次に、図12を用いて、本発明の第3の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状について説明する。
図12は、本発明の第3の実施形態による並列配置型二探触子法に用いる超音波センサのその他の素子形状の説明図である。
【0065】
図12では、並列配置型二探触子法に用いる超音波センサをアレイ化している。これまで図7〜図10で提示してきた素子形状を、例えば、図12のように、中心音線に沿って素子が配列するようにアレイ化することで、表層部分をフェーズドアレイ法などにより、電子スキャン可能になる。図12(A)の素子10−1は、中心音線方向の幅が等しく、中心音線に直交する方向の長さがそれぞれ異なる12個の単位素子を中心音線方向に配列してアレイとしている。12個がアレイ状に配列された全体の形状は、図10(A)に対応する楕円形状としている。図12(B)の素子10−2は、12個がアレイ状に配列された全体の形状は、図10(B)に対応する八角形状としている。図12(C)の素子10−2は、12個がアレイ状に配列された全体の形状は、六角形状としている。
【0066】
以上説明した本実施形態においても、並列配置型二探触子法に用いるセンサの素子形状を開き角を考慮して最適化することで、分解能と発振強度が保たれたまま、高感度の欠陥検出が可能となり、センサ性能を向上することができる。すなわち、並列配置型二探触子法による表層検査において、高分解能、高感度の非破壊検査を実現することができる。
【0067】
次に、図13及び図14を用いて、本発明の第4の実施形態による並列配置型二探触子法に用いる超音波センサについて説明する。
図13及び図14は、本発明の第4の実施形態による並列配置型二探触子法に用いる超音波センサの説明図である。
【0068】
これまで、平板に対する並列配置型二探触子法について述べてきたが、これは、配管など曲率をもつ検査対象についても適用することができる。曲率を持つ検査対象物に対するセンサについて説明する。
【0069】
配管などの試験体30’の表層を並列配置型二探触子法により、周方向に進展する欠陥と軸方向に進展する欠陥を検査する二つの場合について、それぞれ図13、図14に示す。
【0070】
図13に示すように、周方向に進展する欠陥を検査する場合のセンサ構造において、遮音板の挿入部分、すなわち送信素子と受信素子の対称面をXZ平面にあると仮定すると、素子形状や中心音線をYZ面に射影すれば、図1〜図7と同様に考えることができる。
【0071】
また、図14に示すように、軸方向に進展する欠陥を検査する場合のセンサ構造においても同様に、素子形状と中心音線をYZ面に射影すれば、図1〜図7と同様に考えることができる。したがって、例えば直接接触法の場合、図13、図14中に示すような、配管表面形状に沿うシューと、前述した各実施形態の素子形状を具備したセンサにより、検査することができる。
【0072】
これまで、主に、直接接触法に用いる素子とシューが一体化した並列配置型二探触子法のセンサについて記述してきたが、センサとシューを分離した直接接触法、水浸法、あるいは、素子形状に曲率がある場合などにおいても、広く適用できる。
【0073】
以上説明した本実施形態においても、並列配置型二探触子法に用いるセンサの素子形状を開き角を考慮して最適化することで、分解能と発振強度が保たれたまま、高感度の欠陥検出が可能となり、センサ性能を向上することができる。すなわち、並列配置型二探触子法による表層検査において、高分解能、高感度の非破壊検査を実現することができる。
【0074】
次に、図15から図25を用いて、前述の各実施形態による超音波センサを用いた表層あるいは浅部の検査方法に関する第5の実施形態について説明する。ここでは、使用する超音波センサとしては、図13に示したものを用いている。
【0075】
最初に、図15を用いて、超音波センサを用いた検査対象例について説明する。
図15は、本発明の第5の実施形態による検査方法の検査対象例の説明図である。図15(A)は側面図であり、図15(B)は正面断面図である。
【0076】
ここでは、超音波センサを適用する対象として、目視困難な二重管構造物中の配管溶接部50がある。二重管構造物は、同心状に配置された円筒形状の内管Pinと、外管Poutとから構成される。内管Pinは、2つの管を溶接部50により固定したものである。溶接部50は、2つの円筒形状の母材の突き合わせ接合部に形成される。溶接部50と母材との間には、溶接境界WB−1,WB−2が形成される。
【0077】
溶接部50を検査するには、センサヘッドSHが用いられる。センサヘッドSHは、内管Pinの外周側,すなわち、外管Poutの内周側であって、外管Poutと内管Pinの間に、配置される。なお、センサヘッドSHの構成については、図16を用いて後述する。
【0078】
ここで、図15(B)に示すスキャナY軸方向に、センサヘッドSHを走査する。スキャナY軸は、二重管の中心軸方向である。また、図15(A)に示すスキャナX軸方向に、センサヘッドSHを走査する。スキャナX軸は、二重管の周方向である。そのために、センサアームSAと、センサレールSRとを備えている。センサアームSAは、スキャナY軸方向に延在しており、センサヘッドSHをスキャナY軸方向に走査する。センサレールSRは、スキャナX軸方向に延在しており、センサヘッドSHをスキャナX軸方向に走査する。すなわち、スキャナレールSRは、内管Pinと外管Poutとの間にリング状に配置されている。センサアームSAの先端にセンサヘッドSHが取り付けられる。センサアームSAは、センサレールSRによって配管の周方向に移動される。スキャナSCは、センサアームSA及びセンサレールSRを用いてセンサヘッドSHを、スキャナX軸方向及びスキャナY軸方向に走査する。
【0079】
ここで、溶接部の位置は、溶接施工後・設置後に位置が若干伸縮する。そのため、目視困難な溶接部は、正確な位置を把握することが困難である場合がある。このような目視困難な配管溶接部とその周辺の熱影響部に対する表面検査を実施するためには、設計図に基づいて溶接部の位置を予測し、検査が必要とされる範囲を確実にカバーできるように、検査が必要とされる検査範囲よりも広範囲をセンサの走査範囲として設定する必要がある。このため、検査時間が長くなる。また、検査範囲をカバーできていなかったと判断される場合には、再度、走査範囲を設定し、センサを挿入・走査することが求められ、やはり検査時間が長くなる。このような問題に対し、検査が必要な範囲を的確に定めることで、検査時間を短縮できる。
【0080】
検査が必要な表面範囲を、測定手段を用いて的確に定めるには、センサ設置面の表面の溶接部の溶接境界(溶接線)を検知することが必要となる。溶接部の検知には、例えば特開昭59−114460号公報に記載されるように、超音波とは別の発光器と受光器、あるいは、電磁気特性検出プローブを用いた例がある。但し、当該手法を用いれば、超音波発生装置とは別の装置が必要となる分、コストが高くなるだけでなく、検査装置の複雑化が生じる。
【0081】
そこで、本実施形態では、以下に説明するように、探傷のために用いる超音波センサと同じ超音波発生装置を用いて、センサ設置面の表面の溶接部の溶接境界(溶接線)を効率よく検知し、検査するようにしている。
【0082】
超音波を用いた溶接部の検知方法としては、垂直探傷による溶接部検知が一般に知られている。母材部と比べて溶接部は異方性や拡散の影響があるため、底面で反射して得られる信号強度が弱くなる性質を利用した方法である。しかし、溶接部の形状はさまざまな形状があり、さらに、測定対象の形状によっては必ずしも底面からの信号が得られるとは限らないため、明確に溶接境界を判別することが難しい。
【0083】
そこで、母材部と溶接部の音響インピーダンスに若干の差があることを利用し、本実施形態では、超音波を用いた表面波センサを用いて、母材部と溶接部の境界(溶接線)からの反射信号を捉えて利用する。すなわち、表面波センサと、先の実施形態で説明した超音波センサと併せて検査を実施することにより、検査が必要な範囲を的確に定め、高効率で高SN比の検査が達成できる。
【0084】
次に、図16を用いて、本実施形態による超音波センサを用いた検査方法について説明する。
図16は、本発明の第5の実施形態による検査方法に用いるセンサ配置に関する説明図である。図16(A)は断面図であり、図16(B)は上面図である。
【0085】
図16(A)に示すように、内管Pinは、溶接部50を備えている。内管Pinの外周面にセンサヘッドSHが設置される。内管Pinの外周は円筒状であるため、内管Pinの外表面に設置されるセンサヘッドSHに用いるシュー20’は、図13に示したように、円筒形状の内管Pinに密着できる設置面を有するものである。シュー20’の上面にセンサSが設置される。
【0086】
センサSは、図16(B)に示すように、探傷用の送信素子10Aと受信素子10Bからなる二探触子並列配置法に用いる超音波センサと、溶接線の検知用の超音波を用いた表面波センサ12とからなる。送信素子10Aと受信素子10Bは、図13にて説明したものであり、また、更に詳細には、図11にて説明したものである。
【0087】
ここで、図17〜図19を用いて、本実施形態の検査方法において、2種類の超音波センサを用いる理由について説明する。
図17は、二重管の溶接部の溶接線の検査に二探触子法の超音波センサを利用した場合の説明図である。図18は、二重管の溶接部の溶接線の検査に超音波を用いた表面波センサを利用した場合の説明図である。図19は、図18に示す方法により得られる超音波信号の説明図である。
【0088】
図17は、二探触子法による超音波センサを用いて、音の広がりを利用し、表層部を検査する場合を示している。図17(A)は断面図であり、図17(B)は上面図である。
【0089】
図17(B)に示すセンサ位置(A)では、溶接境界近傍にクロスポイントCPを持つため、音の広がりのうち、表層部を伝搬する波の成分が溶接境界WB−1で反射し、溶接境界WB−1からの信号としてとらえることが可能である。
【0090】
一方、センサ位置(B)ではクロスポイントCPよりも遠い位置に溶接境界WB−1があるため、送信素子10Aから発振した超音波は溶接境界WB−1で若干反射しても、受信素子10Bで受信することができなくなる。すなわち、本実施形態による二探触子並列配置法の超音波センサでは、適切なセンサ位置範囲でしか溶接線を検出できないため、溶接境界を検出する場合にも詳細な二次元走査が必要となる。
【0091】
それに対して、図18は、超音波を用いた表面波センサによる溶接境界からの反射波の信号を得る場合を示している。図18(A)は断面図であり、図18(B)は上面図である。また、図19は実際に得られる溶接境界からの信号である。
【0092】
図18に示すように、クロスポイントを持たない単一型の表面波を発生する超音波センサ(表面波センサ)12を利用し、溶接境界WB−1からの信号を受信する。表面波センサは、超音波センサ12とシュー20’とから構成される。超音波センサ12から発せられた超音波が内管Pinの表面に沿って伝搬するには、シュー20’から内管に入射する時の超音波の入射角をθ1としたとき、内管における超音波の横波屈折角が臨界値を超えればよい。ここで、シュー20’の内部における超音波の音速をv1とし、内管Pinにおける超音波の横波音速をv2とするとき、(sinθ1/sin90°≧v1/v2)の関係を満たせばよいものである。すなわち、sinθ1≧v1/v2のとき、超音波センサ12から発せられた超音波は、表面波として内管Pinの表面に沿って伝搬する。一般にθ1は、臨界値より少し大きい値に設定される。
【0093】
表面波は、媒質中を斜めに伝搬する波とは異なり、表面を伝搬するので、波は溶接境界WB−1に対して三次元的に垂直となる伝搬経路をとる。このため、表面波は溶接境界WB−1で反射し、再び同じ素子12で受信されやすいという性質を持ち、図19で示すような信号を得ることができる。
【0094】
次に、図16及び図20〜図23を用いて、本実施形態による検査方法について説明する。
図16に示すように、表面波センサ12の入射点位置と図13に示した二探触子法による超音波センサ10A,10Bの入射点位置を溶接線WB−1に対して同じY軸上の距離となるようにセンサヘッドSHを設計し、前記2種のセンサ12,10A,10Bを溶接線WB−1に並列となるように組み合わせてセンサヘッドHSとする。このセンサヘッドSHを用い、表面波センサ12によって得られた溶接境界の表面(溶接線)から反射した信号によって、二探触子法による超音波センサ10A,10Bを走査する範囲を確定する。
【0095】
ここで、溶接部50の幅(溶接組織のセンサ接触面側の幅)をYwとすると、その両側には、溶接による熱影響部が存在する。熱影響部の幅をYtとすると、表面の検査が必要な範囲は、(2×Yt+Yw)となる。
【0096】
センサヘッドSHは、入射点位置から溶接線までの距離が−Yd(Ydは正の値)である位置が初期値(センサ挿入側の溶接線をスキャナY軸上の原点)とすると、二探触子法による超音波センサ10A,10Bで高SN比かつ高効率の検査を実施するためには、走査の開始点をYd=Yc+Ytとなるように設定する。ここでYcとは、図17にも示しているように、二探触子法による超音波センサ10Aの入射点位置から、クロスポイントCPまでのスキャナY軸に射影したY距離のことである。そして、この−Ydの位置から、2×Yt+Yw分、スキャナY軸方向に走査する。配管表面全体を検査するにはスキャナX軸に沿ってセンサをずらしては、同じY軸上の範囲(−Ydから2×Yt+Yw−Ydまで)を繰り返し検査する。
【0097】
なお、センサの挿入時に、装置やセンサに対する挿入制限があって、入射点位置を溶接線に対して平行になるように(スキャナY軸上同じ位置に)できない場合でも、入射点位置の関係を考慮して、走査範囲を確定する。また、表面波センサ12と二探触子法による超音波センサ10A,10Bを一つずつしか挿入できない場合においても、同様のことが言える。
【0098】
次に、図20〜図24を用いて、本実施形態による検査方法の3つの例について説明する。
図20〜図22は、本発明の第5の実施形態による検査方法の詳細を示すフローチャートである。図23は、本発明の第5の実施形態による検査方法により得られる波形の説明図である。図24は、本発明の第5の実施形態による検査方法により得られる波形の説明図である。
【0099】
最初に、図20を用いて、第1の例による検査方法について説明する。この例では、設計図などで溶接部の位置、溶接部の幅Ywが既知であり、この値をそのまま適用できるような場合である。
【0100】
本例は、ステップS001からステップS005により、溶接線WB−1の位置に製造後に変化が無いか測定し、ステップS006で溶接線WB−1の位置から並列配置型二探触子のセンサの走査範囲を確定し、ステップS007からステップS012で並列配置型二探触子のセンサにより詳細な表層部の検査を実施するものである。
【0101】
具体的には、スッテプS001で、スキャナの初期位置として設計値による値に基づく入力を行い、ステップS002で、センサヘッドを初期位置に設置し、ステップS003で、溶接境界を検知しやすい表面波センサを用いるモードに切り替え、ステップS004で、超音波の送受信を開始する。そして、ステップS005で、表面波の受信波形から溶接線WB−1までの距離を計測する。
【0102】
次に、ステップS006で、計測値と設計値に基づきセンサの走査範囲を確定する。
【0103】
次に、ステップS007で、センサヘッドを設定した初期位置へ移動し、ステップS008で、用いるセンサを並列配置型二探触子のセンサに切り替え、ステップS009で、並列配置型二探触子のセンサによる超音波の送受信を開始する。ステップS010で、並列配置型二探触子のセンサによる受信波形のうち、例えばクロスポイント付近に相当する路程の範囲で出現する波高値の最大値を二次元座標上にプロットし、ステップS011で、センサをX−Y走査し、ステップS012で、すべての走査範囲を走査したか判定し、走査が終了していない場合は、ステップS012に戻る。設定した全ての検査範囲をセンサが走査完了した場合は、測定終了となる。
【0104】
ステップS011において、センサによりX−Y走査することで、図24に「付与欠陥指示例」として示すような欠陥の探傷結果を得ることができる。ここで、並列配置型二探触子のセンサでは、溶接線を検出することは困難な場合が多い。そのため、溶接線は溶接線検出用のセンサ12により別途検出しているので、その検出結果に基づいて設定された走査範囲の情報に基づいて、溶接線位置WB−1、WB−2を明示することにより、検査範囲を明示でき、また、検査範囲に対する検査結果をより明確にすることが可能となる。
【0105】
次に、図21を用いて、第2の例による検査方法について説明する。この例では、自重などにより溶接部位置が若干変化している可能性がある場合である。図15に示した例では、2重管の軸方向は、水平方向として図示している。しかし、2重管の軸方向が垂直方向に配置される場合もある。この場合、溶接部にはその溶接部の下部の荷重がかかるため、溶接部の位置が下方にずれる場合も生じる。すなわち、設計値による位置よりも自重により変化する場合がある。
【0106】
本例では、図20に示したステップS002〜S004,S007〜S012に、溶接線WB−1に対する検知方法として、ステップS101と、S105〜S110を加えている。
【0107】
まず、ステップS101において、スキャナの初期位置として設計値による位置及び走査領域を入力し、その後、前述のステップS002〜S004を実行する。
【0108】
次に、ステップS105で溶接境界からの信号を受信できる位置まで溶接線に対して直交するY軸方向に一次元走査し、ステップS106で溶接境界からと思われる信号が受信できれば、ステップS107で、その位置において溶接線に対して平行なX軸方向に一次元走査しながら、各X軸方向の測定点における波形をステップS108で波形を出力する。
【0109】
溶接線は、内管の表面に沿って円周方向に連続的に存在するので、X軸方向に一次元走査することで、連続的に検出された溶接線の波形が得られる。もし仮に、溶接線ではなく、内管の表面にある欠陥を間違って溶接線と認識したときは、円周方向に一次元走査したとき、その波形は連続的には得られないので、溶接線と区別することができる。
【0110】
万一、形状に起因する信号や、欠陥からの信号が溶接線からの信号に混在していたとしても、図23に示すように、溶接線は溶接部が続く限り連続して同じ路程で溶接境界から反射した信号が出現するので、判別が可能である。図23においては、X方向の走査点として5点のみを例示している。詳細に溶接線を検知するためは、X軸方向の測定点数を増やし、波高値を濃淡に変えて二次元表示するとさらに判別しやすくなる。また、ステップS107でのX軸方向への一次元走査というのは、例えば、図15に示した溶接線が周方向に延びる場合は、表面波が配管軸方向へ伝搬する向きに設置したまま、表面波センサを周方向に1周一次元走査することに相当する。X軸方向へ移動しながら測定し、各X方向の測定点で得られた波形を二次元座標上にプSロットすることで、溶接境界をより明確に認識することができる。
【0111】
次に、ステップS109で、走査が完了したか否かを判定し、各X方向の測定点で得られた波形データをステップS110でデータ処理することによって、溶接線WB−1の位置を確定する。ステップS111から先は、図20で説明したステップS007からのステップと同じである。
【0112】
次に、図22を用いて、第3の例による検査方法について説明する。この例では、溶接部位置や、溶接部の幅Ywの詳細な情報が無い場合である。
【0113】
本例では、図20に示したステップS002〜S004,S007〜S012及び、図21に示した溶接線WB−1に対する検知方法としてのステップS105〜S109に、ステップS201,S210〜S214を加えている。
【0114】
まず、ステップS201において、スキャナの初期位置及び走査領域を入力し、その後、前述のステップS002〜S004を実行する。
【0115】
そして、ステップS105で表面波センサを溶接線と直交する方向に走査し、ステップS106で溶接線WB−1からの反射信号と思われる信号が検知できれば、ステップS107でX軸方向に表面波センサを走査しつつ、ステップS108で受信波形を出力し、ステップS109で溶接線WB−1であるかの判別を実施する。
【0116】
溶接線WB−1が判別されれば、次にステップS210でY軸方向、表面波センサの入射点が溶接線WB−1を超える位置に移動させ、ステップS211で溶接線WB−2からの反射信号と思われる信号を検知すれば、ステップS212で表面波センサをX軸方向に走査しつつ、ステップS213で受信波形を出力し、ステップS214で溶接線WB−2の判別を実施する。溶接線WB−2か否かの判別には、同じく図23に示すように、連続性を持つか否かで判別すればよい。
【0117】
さらに、本実施形態により、表面波による溶接線検知が実施されているので、図24に示すように、本実施形態による超音波センサを用いて検査を実施した結果に溶接線位置WB−1、WB−2を明示することにより、検査範囲と検査結果をより明確にすることが可能となる。
【0118】
なお、以上の図15〜図24の説明では、センサヘッドSHに搭載する超音波探傷用の超音波センサとして、送信素子10Aと受信素子10Bからなる二探触子並列配置法に用いる超音波センサであり、図13や図11に説明した構成のものを用いるものとしている。ここで、図13に示した構成の超音波センサは、欠陥が円筒体の表面に周方向の開口を持つ物に対して有効である。それに対して、欠陥が円筒体の表面に対して径方向に開口を有する場合には、図14に示した超音波センサを用いる。また、送信素子及び受信素子の形状としては、図11に示した六角形状のものだけでなく、図8に示したように、楕円形の一部をトリミングした形状のものを用いる事もできる。また、送信素子及び受信素子としては、図11に示したような単一素子の物以外に、図12に示したようなアレイ状のセンサを用いる事もできる。アレイ状のセンサの場合、入射角を容易に変えることができる。また、ここでは、円筒形状の内管の表面の欠陥の検出と言うことで、図13に示したような円筒形状の表面に沿った底面形状を有するシューを用いているが、平面形状の被検体の場合には、図11にしめしたような底面が平面なシューを用いる事もできる。
【0119】
なお、二探触子並列配置法に用いる超音波センサは、被検体の表面や表面近傍の欠陥の探傷に有効なものである。従って、例えば、被検体である内管Pinの厚さがそれほど厚くない場合には、二探触子並列配置法に用いる超音波センサを用いるだけでよい。但し、内管の厚さが厚い場合には、例えば2種類の探傷用の超音波センサを交換して、欠陥の探傷を行う。例えば、図13に示した二探触子並列配置法に用いる超音波センサを用いて、表層の欠陥の検出を行った後、より深い部分を探傷できる単一の探触子で送受信を行う素子に交換して、深部や内管の裏面(内周面)側の探傷を行う。この際、図16に示したセンサヘッドSHは、溶接線検出用の素子12を備え、この素子12により溶接線の位置は既に検出済みであるので、図16に示したセンサヘッドSHを外し、代わりに、深部探傷用の送受信素子とシューを備えたセンサヘッドを取り付けることで、深部の探傷を行える。
【0120】
次に、図25を用いて、本実施形態による検査方法を実施するための検査装置の構成について説明する。
図25は、本発明の第5の実施形態による検査方法を実施するための検査装置の構成を示すブロック図である。
【0121】
探傷用超音波センサとして並列配置型二探触子の超音波センサ10A,10Bと、溶接部検知用のセンサとして表面波センサ12を併せ持つセンサヘッドSHを備える。
【0122】
センサヘッドSHの位置は、スキャナSCにより走査される。スキャナSCは、制御装置100からの指令により、駆動制御装置110により制御される。並列配置型二探触子の超音波センサ10A,10Bと、表面波センサ12とは、センサ選択装置120を介して、探傷装置130に接続される。センサ選択装置120は、制御装置100からの指令により、探傷装置130に接続されるセンサを、並列配置型二探触子の超音波センサ10A,10Bと、表面波センサ12を切り替える。センサ選択装置120により、表面波センサ12が選択されると、探傷装置130からの送信信号により表面波センサ12は超音波を被検体(図16の内管Pin)の該表面に表面波として送信し、被検体の溶接線からの反射波が表面波センサ12により検出される。検出された波形信号は、波形メモリ140Aに記憶される。また、センサ選択装置120により並列配置型二探触子の超音波センサ10A,10Bが選択されると、探傷装置130からの送信信号により送信素子10Aは超音波を被検体に送信し、被検体からの反射波は、受信素子10Bにより検出される。検出された波形信号は、波形メモリ140Bに記憶される。
【0123】
データ処理装置150は、波形メモリ140Aに記憶された波形データに基づいて、溶接線の位置を判定し、走査範囲を設定する。その設定範囲に基づいて、制御装置100の制御により、並列配置型二探触子の超音波センサ10A,10Bが走査され、その結果得られて波形メモリ140Bに記憶された波形データに基づいて、溶接部の欠陥等が探傷される。これらの結果は、表示設定装置160に表示される。
【0124】
なお、体積検査が必要となる場合、探傷用の超音波センサとして、別途センサ接触面の裏面を検査するためのセンサを用いることで、本発明の方式による検査手法が適用可能である。
【符号の説明】
【0125】
10…超音波センサ
12…超音波表面波センサ
20…シュー
30…試験体
40…遮音板
100…制御装置
110…駆動制御装置
120…センサ選択装置
130…探傷装置
140A,140B…波形メモリ
150…データ処理装置
160…表示設定装置
【特許請求の範囲】
【請求項1】
送・受信にそれぞれ用いる複数の素子と、超音波を斜角方向に伝搬させるため、前記素子を保持する保持部と、遮音材とを有し、超音波の送・受信を分割して用いる超音波センサであって、
前記保持部であるシュー形状として、前記素子を保持するシューの面が、二つ以上あり、前記シューの面の傾斜が、互いに鏡映対称であり、
前記シューの面上への前記素子の配置として、前記鏡映面に対して対称に素子を非平行に配置し、
前記素子の形状として、前記シューの中心部近傍に位置する素子を、センサ開口を変えない範囲をトリミングしたことを特徴とする超音波センサ。
【請求項2】
請求項1記載の超音波センサにおいて、
前記素子は、素子中心に対して、前記トリミングする範囲と点対称の関係となる範囲もトリミングしたことを特徴とする超音波センサ。
【請求項3】
請求項2記載の超音波センサにおいて、
前記素子は、さらに、中心音線に対して、前記複数のトリミングする範囲と線対称の関係となる範囲をトリミングしたことを特徴とする超音波センサ。
【請求項4】
請求項1記載の超音波センサにおいて、
前記複数の素子は、それぞれ、中心音線に沿って、アレイ化し、アレイセンサであることを特徴とする超音波センサ。
【請求項5】
探傷用超音波センサと溶接部検知用表面波センサを具備するセンサヘッドを用い、スキャナに取り付けた前記センサヘッドの位置を入力する第1のステップと、
前記センサヘッドの内、溶接部検知用の表面波センサを選択する第2のステップと、
該第2のステップにより選択された前記表面波センサにより前記第1のステップで入力された位置にて超音波の送受信を実施する第3のステップと、
該第3のステップにより得られた受信信号により、溶接線までの距離を測定する第4のステップと、
該第4のステップにより得られた前記溶接線までの距離の測定値を元に、前記センサヘッドの初期位置と走査範囲を確定する第5のステップを有し、
前記探傷用超音波センサを選択する第6のステップと、
前記第5のステップにより確定された前記センサヘッドの初期位置と走査範囲にて、前記センサヘッドを走査し、前記探傷用超音波センサにより検査を実施する第7のステップとを備えることを特徴とする検査方法。
【請求項6】
請求項5記載の検査方法において、
前記第1のステップにおいて、検査対象の構造物の設計値によりスキャナに取り付けたセンサヘッドの位置を入力することを特徴とする検査方法。
【請求項7】
請求項5記載の検査方法において、
前記第1のステップにおいて、検査対象の構造物の設計値によりスキャナに取り付けたセンサヘッドの位置と走査範囲を入力するとともに、
第4のステップに代えて、
前記表面波センサを溶接線と直交する方向に一次元走査することにより溶接線を検知する第4Aのステップと、
前記表面波センサを前記溶接線と平行する方向に一次元走査することにより、溶接線を判別する第4Bのステップとを備え、
前記第5のステップでは、前記第4Aのステップにより得られた前記溶接線までの距離の測定値を元に、前記センサヘッドの初期位置と走査範囲を確定することを特徴とする検査方法。
【請求項8】
請求項5記載の検査方法において、
前記第1のステップにおいて、スキャナに取り付けたセンサヘッドの位置と走査範囲を入力するとともに、
第4のステップに代えて、
前記表面波センサを溶接線と直交する方向に一次元走査することにより溶接線を検知する第4Aのステップと、
前記表面波センサを前記溶接線と平行する方向に一次元走査することにより、溶接線を判別する第4Bのステップと、
前記センサ初期値側にある溶接線までの距離の測定値を元に、前記センサヘッドを移動し、前記表面波センサを溶接線と直交する方向に一次元走査することにより、奥側にある溶接線を検知する第4Cのステップと、
前記表面波センサを溶接線と平行する方向に一次元走査することにより、前記奥側にある溶接線を判別する第4Dのステップと、
前記第5のステップでは、前記第4Dのステップにより得られた前記奥側にある溶接線までの距離の測定値を元に、センサヘッドの初期位置と走査範囲を確定することを特徴とする検査方法。
【請求項9】
請求項5記載の検査方法において、
前記探傷用超音波センサとして、請求項1記載の超音波センサを用いることを特徴とする検査方法。
【請求項10】
探傷用超音波センサと、溶接部検知用の超音波センサとして表面波センサを併せ持つセンサヘッドと、
前記センサヘッドを2次元走査するスキャナと、
前記スキャナによる前記センサヘッドの2次元走査を制御する駆動制御装置と、
前記探傷用超音波センサと、前記溶接部検知用の超音波センサとを選択する切替装置と、
前記探傷用超音波センサにより欠陥の探傷を行い、また、前記溶接部検知用の超音波センサにより溶接部を検知する探傷装置と、
前記切替装置及び前記探傷装置を制御する制御装置と、
前記センサヘッドの各センサにより取得した波形データと前記センサヘッド位置情報を処理するデータ処理装置と、
前記取得した波形および前記データ処理した画像とデータを表示する表示装置とを備えることを特徴とする検査装置。
【請求項1】
送・受信にそれぞれ用いる複数の素子と、超音波を斜角方向に伝搬させるため、前記素子を保持する保持部と、遮音材とを有し、超音波の送・受信を分割して用いる超音波センサであって、
前記保持部であるシュー形状として、前記素子を保持するシューの面が、二つ以上あり、前記シューの面の傾斜が、互いに鏡映対称であり、
前記シューの面上への前記素子の配置として、前記鏡映面に対して対称に素子を非平行に配置し、
前記素子の形状として、前記シューの中心部近傍に位置する素子を、センサ開口を変えない範囲をトリミングしたことを特徴とする超音波センサ。
【請求項2】
請求項1記載の超音波センサにおいて、
前記素子は、素子中心に対して、前記トリミングする範囲と点対称の関係となる範囲もトリミングしたことを特徴とする超音波センサ。
【請求項3】
請求項2記載の超音波センサにおいて、
前記素子は、さらに、中心音線に対して、前記複数のトリミングする範囲と線対称の関係となる範囲をトリミングしたことを特徴とする超音波センサ。
【請求項4】
請求項1記載の超音波センサにおいて、
前記複数の素子は、それぞれ、中心音線に沿って、アレイ化し、アレイセンサであることを特徴とする超音波センサ。
【請求項5】
探傷用超音波センサと溶接部検知用表面波センサを具備するセンサヘッドを用い、スキャナに取り付けた前記センサヘッドの位置を入力する第1のステップと、
前記センサヘッドの内、溶接部検知用の表面波センサを選択する第2のステップと、
該第2のステップにより選択された前記表面波センサにより前記第1のステップで入力された位置にて超音波の送受信を実施する第3のステップと、
該第3のステップにより得られた受信信号により、溶接線までの距離を測定する第4のステップと、
該第4のステップにより得られた前記溶接線までの距離の測定値を元に、前記センサヘッドの初期位置と走査範囲を確定する第5のステップを有し、
前記探傷用超音波センサを選択する第6のステップと、
前記第5のステップにより確定された前記センサヘッドの初期位置と走査範囲にて、前記センサヘッドを走査し、前記探傷用超音波センサにより検査を実施する第7のステップとを備えることを特徴とする検査方法。
【請求項6】
請求項5記載の検査方法において、
前記第1のステップにおいて、検査対象の構造物の設計値によりスキャナに取り付けたセンサヘッドの位置を入力することを特徴とする検査方法。
【請求項7】
請求項5記載の検査方法において、
前記第1のステップにおいて、検査対象の構造物の設計値によりスキャナに取り付けたセンサヘッドの位置と走査範囲を入力するとともに、
第4のステップに代えて、
前記表面波センサを溶接線と直交する方向に一次元走査することにより溶接線を検知する第4Aのステップと、
前記表面波センサを前記溶接線と平行する方向に一次元走査することにより、溶接線を判別する第4Bのステップとを備え、
前記第5のステップでは、前記第4Aのステップにより得られた前記溶接線までの距離の測定値を元に、前記センサヘッドの初期位置と走査範囲を確定することを特徴とする検査方法。
【請求項8】
請求項5記載の検査方法において、
前記第1のステップにおいて、スキャナに取り付けたセンサヘッドの位置と走査範囲を入力するとともに、
第4のステップに代えて、
前記表面波センサを溶接線と直交する方向に一次元走査することにより溶接線を検知する第4Aのステップと、
前記表面波センサを前記溶接線と平行する方向に一次元走査することにより、溶接線を判別する第4Bのステップと、
前記センサ初期値側にある溶接線までの距離の測定値を元に、前記センサヘッドを移動し、前記表面波センサを溶接線と直交する方向に一次元走査することにより、奥側にある溶接線を検知する第4Cのステップと、
前記表面波センサを溶接線と平行する方向に一次元走査することにより、前記奥側にある溶接線を判別する第4Dのステップと、
前記第5のステップでは、前記第4Dのステップにより得られた前記奥側にある溶接線までの距離の測定値を元に、センサヘッドの初期位置と走査範囲を確定することを特徴とする検査方法。
【請求項9】
請求項5記載の検査方法において、
前記探傷用超音波センサとして、請求項1記載の超音波センサを用いることを特徴とする検査方法。
【請求項10】
探傷用超音波センサと、溶接部検知用の超音波センサとして表面波センサを併せ持つセンサヘッドと、
前記センサヘッドを2次元走査するスキャナと、
前記スキャナによる前記センサヘッドの2次元走査を制御する駆動制御装置と、
前記探傷用超音波センサと、前記溶接部検知用の超音波センサとを選択する切替装置と、
前記探傷用超音波センサにより欠陥の探傷を行い、また、前記溶接部検知用の超音波センサにより溶接部を検知する探傷装置と、
前記切替装置及び前記探傷装置を制御する制御装置と、
前記センサヘッドの各センサにより取得した波形データと前記センサヘッド位置情報を処理するデータ処理装置と、
前記取得した波形および前記データ処理した画像とデータを表示する表示装置とを備えることを特徴とする検査装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】

【図19】
【図20】

【図21】
【図22】
【図23】
【図24】

【図25】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公開番号】特開2013−83627(P2013−83627A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2012−165975(P2012−165975)
【出願日】平成24年7月26日(2012.7.26)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成24年7月26日(2012.7.26)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【Fターム(参考)】
[ Back to top ]