
超音波振動プローブ、超音波振動プローブの製造方法、及び超音波治療装置
【課題】超音波振動に起因して発生する熱を抑制し、耐久性に優れた超音波振動プローブ、超音波振動プローブの製造方法、及び、超音波治療装置を提供する。
【解決手段】超音波振動を伝達する超音波振動プローブであって、相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が、それぞれ少なくとも一か所以上形成されていることを特徴とする超音波振動プローブ30。結晶粒径が粗大化する温度以上で部分的に加熱することにより相対的に結晶粒径が大きい領域を形成することを特徴とする超音波振動プローブの製造方法。
【解決手段】超音波振動を伝達する超音波振動プローブであって、相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が、それぞれ少なくとも一か所以上形成されていることを特徴とする超音波振動プローブ30。結晶粒径が粗大化する温度以上で部分的に加熱することにより相対的に結晶粒径が大きい領域を形成することを特徴とする超音波振動プローブの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超音波振動を伝達する超音波振動プローブ、超音波振動プローブの製造方法、及び、この超音波振動プローブを備えた超音波治療装置に関する。
【背景技術】
【0002】
近年、超音波振動を利用して、生体患部の手術を行う超音波治療装置が、広く使用されている。例えば特許文献1には、超音波振動発生部より発生された超音波振動を超音波振動プローブのホーンで増幅させ、増幅された超音波振動を超音波振動プローブの先端に伝達させ、超音波振動により治療を行う超音波治療装置が開示されている。このような装置を用いることにより、超音波振動プローブの先端を生体の患部に押し当てて、超音波振動によって患部の切除などを行うことが可能である。
【0003】
超音波振動プローブは、超音波振動子にて発生した超音波振動を、超音波振動プローブのホーンで増幅させ、超音波振動プローブの先端(生体の患部)に伝える部品である。超音波振動プローブに求められる性能として、超音波振動に対する耐久性、振動伝達を安定的に効率良く伝える特性、生体への良好な適合性等が求められている。この要求特性を満足する材料として、純チタン及びチタン系の合金が使用されている。純チタン及びチタン系の合金は、高強度なので耐久性が良好で、生体への適合性も良好である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第2532780号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、超音波振動プローブにおいては、伝達される超音波振動によって自己発熱する。特に超音波振動を増幅するホーン部において顕著である。超音波振動プローブが自己発熱により高温化すると、超音波振動プローブが劣化して共振周波数が外れて振動が停止したり、超音波振動プローブ自身が破断してしまったりする等の問題が生じる。
【0006】
この発明は前述した事情に鑑みてなされたものであって、超音波振動に起因して発生する熱を抑制し、耐久性に優れた超音波振動プローブ、超音波振動プローブの製造方法、及び、超音波振動プローブを備えた超音波治療装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意研究した結果、金属組織中の結晶粒径を粗大化させることで、超音波振動により発生する熱を抑制できることを見出し、本発明を完成させた。
すなわち本発明は、
(1) 超音波振動を伝達する超音波振動プローブであって、相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が、それぞれ少なくとも一か所以上形成されていることを特徴とする超音波振動プローブ、
(2) 前記超音波振動プローブは、超音波振動発生部に接続される基端と、前記基端から伝達された超音波振動を作用させる先端と、を有し、前記基端から前記先端に向かう方向に沿って、前記相対的に結晶粒径が小さい領域と前記相対的に結晶粒径が大きい領域が一組以上交互に配置されている部位を有することを特徴とする前記(1)に記載の超音波振動プローブ、
(3) 超音波振動を増幅するホーン部と、増幅された超音波振動を伝達するプローブ部と、を備え、前記ホーン部と前記プローブ部とで結晶粒径が互いに異なることを特徴とする前記(1)または前記(2)に記載の超音波振動プローブ、
(4) 前記ホーン部の結晶粒径が、前記プローブ部の結晶粒径よりも大きいことを特徴とする前記(3)に記載の超音波振動プローブ、
(5) 純チタンからなることを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブ、
(6) チタン合金からなることを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブ、
(7) 前記ホーン部はアルミニウム合金からなり、前記プローブ部はチタン合金からなることを特徴とする前記(3)または前記(4)に記載の超音波振動プローブ、
(8) 結晶粒が粗大化する温度以上で部分的に加熱することにより、相対的に結晶粒径が大きい領域が形成されていることを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブ、
(9) 結晶粒が粗大化する温度以上で部分的に加熱して鍛造することにより、相対的に結晶粒径が大きい領域が形成されていることを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブ、
(10) 結晶粒が粗大化する温度以上で部分的に加熱することにより、相対的に結晶粒径が大きい領域を形成することを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブの製造方法、
(11) 結晶粒が粗大化する温度以上で部分的に加熱して鍛造することにより、相対的に結晶粒径が大きい領域を形成することを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブの製造方法。
(12) 前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブを備えていることを特徴とする超音波治療装置、
を、提供するものである。
【発明の効果】
【0008】
本発明の超音波振動プローブによれば、相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が、それぞれ少なくとも一か所以上形成されているので、結晶粒径が大きい領域において、超音波振動時に発生する熱を抑制することができ、耐久性を向上させることが可能となる。
また、本発明の超音波振動プローブの製造方法によれば、結晶粒径が粗大化する温度以上で部分的に加熱する構成としているので、相対的に結晶粒径が大きい領域を確実に形成することが可能となる。
【図面の簡単な説明】
【0009】
【図1】本発明の一実施形態に係る超音波治療装置の概略説明図である。(a)は超音波治療装置の全体図、(b)は超音波振動プローブの先端の拡大図である。
【図2】本発明の一実施形態に係る超音波振動プローブの概略説明図である。
【図3】(A)および(B)は、同超音波振動プローブにおけるホーン部の金属組織の光学顕微鏡写真である。
【図4】(A)および(B)は、同超音波振動プローブにおけるプローブ部の先端の金属組織の光学顕微鏡写真である。
【図5】本発明の一実施形態に係る超音波振動プローブの製造方法の概略説明図である。
【図6】本発明の一実施形態に係る相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が一組以上交互に配置されている超音波振動プローブの概略説明図である。
【発明を実施するための形態】
【0010】
以下に、本発明の実施の形態について添付した図面を参照して説明する。
本実施形態は、超音波振動を増幅させてプローブ先端へと振動を伝える超音波振動プローブ、超音波振動プローブの製造方法、及び、超音波振動プローブを備えた超音波治療装置に関するものである。
【0011】
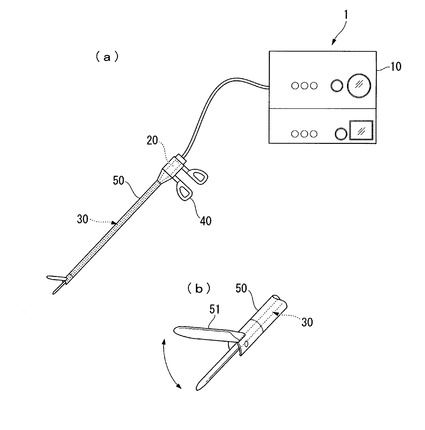
本実施形態である超音波治療装置1は、図1(a)に示すように、本体部10と、この本体部10に接続される超音波振動発生部20と、超音波振動発生部20に接続される超音波振動プローブ30と、超音波振動プローブ30を手で把持するハンドル40と、を備えている。そして、超音波振動発生部20と超音波振動プローブ30は、被覆部50に覆われている。
【0012】
本体部10は、超音波を発生させる超音波振動発生部20の動作を制御する制御部を有している。超音波振動プローブ30は、超音波振動発生部20に接続される基端と、基端から伝達された超音波振動を作用させる先端を有している。なお、本実施形態では、超音波振動発生部20から発生される超音波振動は、図2の矢印で示されている、超音波振動プローブ30の基端から先端(本実施形態では、超音波振動プローブ30の長手方向)に向けて振動する縦波とされている。
被覆部50の先端には、図1(b)に示すように、ジョー部51が設けられており、ハンドル40を操作することでジョー部51が図1(b)の両矢印方向に可動できるようになっている。
【0013】
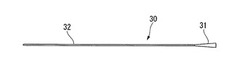
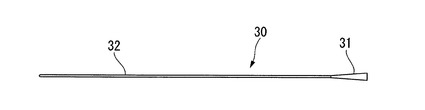
超音波振動プローブ30は、図2に示すように、一端側(図2において左側)に向けて漸次縮径するホーン部31と、このホーン部31の一端からさらに一端側に向けて延在するプローブ部32と、を備えている。
ホーン部31は、その他端(図2において右側)が上述の超音波振動発生部20に接続されており、超音波振動は、ホーン部31の他端側から一端側へと伝達される構成とされている。
【0014】
ホーン部31は、上述のように、一端側に向けて(すなわち、超音波振動が伝達される方向に向けて)漸次縮径する形状とされており、ホーン部31を伝達する間に超音波振動が増幅される構成とされている。
本実施形態では、ホーン部31は、64チタン合金をはじめとするチタン合金、純チタン、ジュラルミン等の高強度な金属材料で構成されている。チタン合金及び純チタンを用いた場合には、特に強度が高く耐久性に優れるホーン部31とすることができる。また、ジュラルミンに代表されるアルミニウム合金を用いた場合には、コストを低く抑えることができる。
【0015】
プローブ部32は、他端がホーン部31の一端に連結され、一端側に向けて延在した形状をしている。このプローブ部32は、具体的には、ホーン部31で増幅された超音波振動がプローブ部32の先端へと伝達されるものであり、プローブ部32の先端を対象物へと押し当てることで治療や検査等を行うものである。本実施形態では、プローブ部32は、64チタン合金等のチタン合金、純チタン等の高強度で生体適合性が良好な金属材料で構成されている。
【0016】
そして、本実施形態である超音波振動プローブ30は、超音波振動プローブ30の基端から先端に向かう方向(超音波振動プローブ30の長手方向)に沿って、相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が配置されている。本実施形態においては、上述のホーン部31の結晶粒径が、プローブ部32の結晶粒径に比べて大きくされている。つまり、ホーン部31には、プローブ部32と比べて結晶粒が粗大とされている相対的に結晶粒径が大きい領域が形成されている。
【0017】
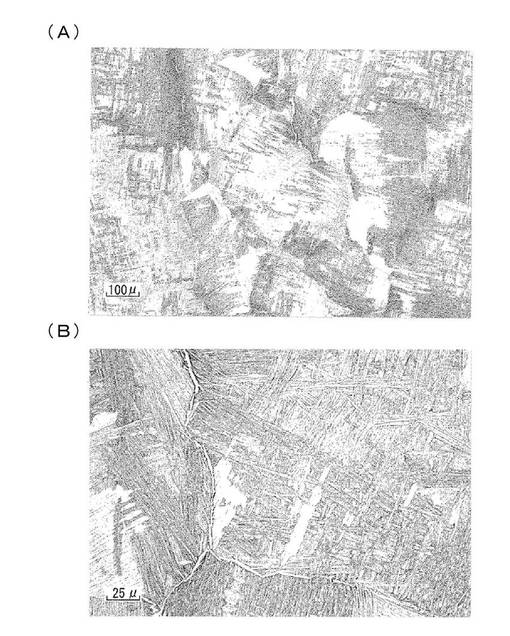
具体的には、本実施形態では、64チタン合金の場合、ホーン部31の結晶粒径は、3μm以上500μm以下とされている。より好ましくは、3μm以上300μm以下である。具体例として、図3(A)、(B)にホーン部の金属組織の光学顕微鏡写真を示す。なお、図3の光学顕微鏡写真は、超音波振動プローブ30の長手方向に対して垂直方向におけるホーン部の面を観察したものである。図3では、針状組織の集積により構成されている粗大粒が、100μm以上の大きさで観察されている。
【0018】
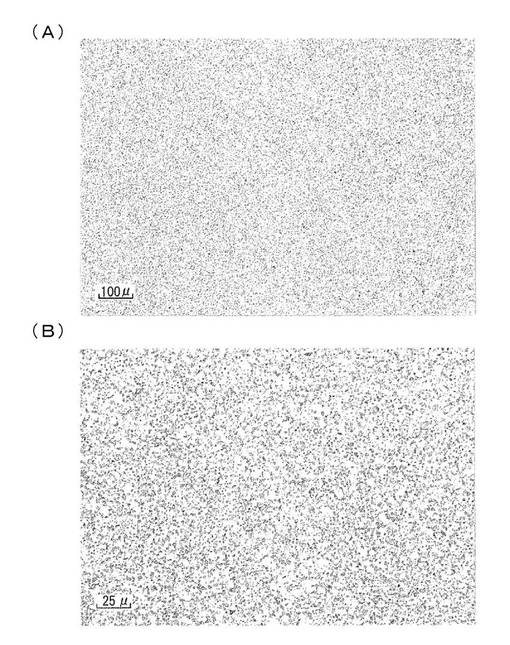
また、プローブ部32の結晶粒径は、2μm以下とされている。より好ましくは、1μm以下である。具体例として、図4(A)、(B)にプローブ部32の一端の金属組織の光学顕微鏡写真を示す。なお、図4の光学顕微鏡写真は、超音波振動プローブ30の長手方向に対して垂直方向におけるプローブ部32の面を観察したものである。図4では、2μm未満の等軸状組織が観察されている。なお、64チタン合金が工業生産される場合、板状や棒形状で市場に出回り、この板形状や棒形状に加工される際に結晶粒が微細化され、2μm以下の結晶粒径となっているのが一般的である。
【0019】
次に、本実施形態の超音波振動プローブ30の製造方法について説明する。
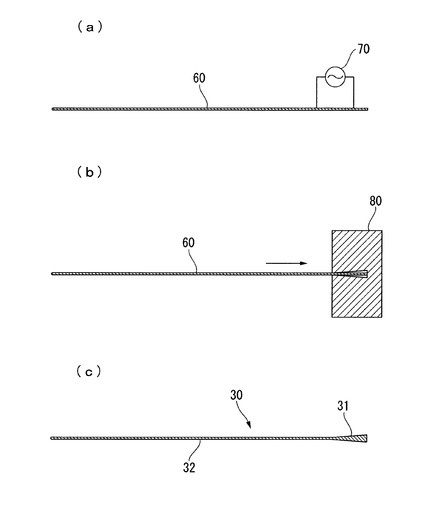
本実施形態の超音波振動プローブ30は、鍛造の一種である電気アプセット加工により製造される。電気アプセット加工とは、図5に示すように、金属の棒材60のうち加工する部位に電源70から電気を流して加熱(通電加熱)し(図5(a))、金型80に押し込んで金属の棒材60の長手方向に圧縮して径方向に広げ(図5(b))、所望の形状を得る(図5(c))加工方法である。すなわち、加工する部位のみを加熱することで、他の部位への熱影響を抑えることができるものである。
【0020】
本実施形態では、超音波振動プローブ30を構成する金属材料の結晶粒径が粗大化する温度(金属材料の変態点温度)以上で、棒材の一部を加熱し、アプセット加工を施して所望の結晶粒径とされたホーン部31を作製する。結晶粒の粗大化する温度は、具体的には、64チタンの場合は990℃以上、純チタンの場合は885℃以上、ジュラルミンの7075−T6の場合は480℃以上である。そして棒材を所定の長さに切断してホーン部31とプローブ部32を有する超音波振動プローブ30とする。このようにして、ホーン部31の結晶粒をプローブ部32の結晶粒よりも粗大とし、相対的に結晶粒径が大きい領域を形成しているのである。
【0021】
なお、加工時に超音波振動プローブ30の表面に酸化等が生じた場合には、酸洗いや切削などにより表面酸化層を除去すれば良い。また、表面層の酸化を抑制するために、真空雰囲気やアルゴンガス雰囲気で熱処理を行うようにしても良い。
このような構成とされた超音波振動プローブ30は、図1に示す超音波治療装置1において使用される。
【0022】
次に、超音波治療装置1の使用方法について説明する。まず、本体部10を操作して、超音波振動発生部20から超音波振動を発生させ超音波振動プローブ30へと振動を伝える。そして、超音波振動はホーン部31で増幅され、さらにプローブ部32の先端(一端)へと伝達される。超音波治療装置1の操作者は、手でハンドル40を把持しながら、例えば、患者の切除患部を超音波振動プローブ30の先端とジョー部51により挟み込む。その後、超音波振動を発生させることで患部を切除できる。次いで、超音波振動を停止させ、ハンドル40を操作して超音波振動プローブ30の先端とジョー部51により切除片を挟み、体外に取り出すことができる。
【0023】
以上のような構成とされた本実施形態である超音波振動プローブ30によれば、ホーン部31の結晶粒径がプローブ部32よりも大きいので、超音波振動の増幅時に生じるホーン部31の発熱を抑えることができ、超音波振動プローブ30の劣化を抑制し、耐久性を向上させることが可能となる。また、プローブ部32の先端の結晶粒径がホーン部31よりも微細であるため、0.2%耐力が高いので実際に超音波治療装置に用いたときに、塑性変形が生じ難く耐久性が良い。
【0024】
すなわち、超音波振動が増幅されるホーン部31は、振動エネルギーが増幅(高密度化)されるため、超音波振動プローブ30において最も発熱する(振動エネルギーが熱エネルギーに変換されやすい)部位である。この発熱により、ホーン部31やプローブ部32が高温となり劣化しやすくなる。この発熱は、振動による結晶界面の摩擦により発生していると考えられ、ホーン部31の発熱が抑制されるように、ホーン部31の径と平行方向の面における単位断面積あたりの結晶界面が少ない方が好ましい。そのため、本実施形態では、ホーン部31の結晶粒径は、3μm以上500μm以下、より好ましくは、3μm以上300μm以下とされているのである。
【0025】
このように、ホーン部31の結晶粒径が3μm以上500μm以下とされているので、超音波振動の増幅時に生じる発熱を十分に抑制し、耐久性をさらに向上させることができる。また、結晶粒径が500μmよりも大きい場合、超音波振動時の発熱はさらに抑制される。しかし、この場合には、機械的強度(0.2%耐力等)の低下が大きく、例えば、超音波治療装置に使用した際に、使用中に破断が生じるなど、強度低下による耐久性低下が生じる。そのため、結晶粒径の上限値が上記の範囲とされているのである。
【0026】
一方、プローブ部32の先端部は、対象物に接触されるために応力が負荷されることになる。先端部へと伝達された超音波振動が対象部材(患者の患部等)に伝わるためには、応力が負荷されても塑性変形する等して超音波伝達が遮断されてはならず、応力に耐えられる強度(0.2%耐力)が必要である。この強度を高めるために、金属組織は微細化されていることが好ましい。そのため、本実施形態では、プローブ部32の結晶粒径は、2μm以下、より好ましくは1μm以下としているのである。
このように、プローブ部32の先端の結晶粒径が2μm以下とされており、0.2%耐力が高いので、先端に塑性変形が生じにくく、超音波振動プローブ30の耐久性を向上させることができる。
【0027】
本実施形態である超音波振動プローブ30の製造方法によれば、加工する部位にのみ加熱を行ってホーン部31を形成しているので、ホーン部31の結晶粒径が大きく、プローブ部32の結晶粒径が小さい超音波振動プローブ30を得ることが可能である。
【0028】
本実施形態である超音波治療装置1によれば、ホーン部31の結晶粒径が大きく、プローブ部32の先端の結晶粒径が小さい構成とされた超音波振動プローブ30を備えているので、超音波振動によりホーン部31に発生する発熱を抑制することができる。また、プローブ部32の先端の結晶粒径が小さいので強度が高く、プローブ部32の先端に応力が負荷されても塑性変形が生じ難い。これらによって、超音波振動プローブ30の劣化を抑制し、手術等を行う超音波治療装置1の信頼性を向上させることができる。
【0029】
以上、本発明の一実施形態である超音波振動プローブ、超音波振動プローブの製造方法、及び超音波治療装置について説明したが、本発明はこれに限定されることはなく、その発明の技術的思想を逸脱しない範囲で適宜変更可能である。
【0030】
上記の実施の形態では、ホーン部の結晶粒径が大きく、プローブ部の先端の結晶粒径が小さい場合について説明したが、相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が、それぞれ少なくとも一か所以上形成されている構成の超音波振動プローブとされても良い。
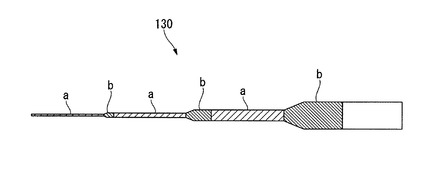
また、図6で示すように、超音波振動プローブ130の基端から先端へと向かう方向(線上)に、結晶粒径の小さい領域aと結晶粒径の大きい領域bが、一組以上交互に配置されている部位を有する構成とされても良い。例えば、腹腔鏡手術などで使用される超音波処置具は処置患部に応じて長さの異なった超音波振動プローブが使用される。超音波振動プローブが長い場合には、超音波発生振動部から伝達された超音波振動は、超音波振動プローブ130を伝達する間に熱エネルギーに変換されて減衰し、先端部では所望の振動を得られない不具合が生じることがある。この不具合を避ける為に、超音波振動プローブ130の基端から先端にかけての途中にホーン部を設けることによって、減衰した超音波振動を増幅させる。このプローブの基端から先端にかけての途中のホーン部では、超音波振動の増幅に伴う発熱が生じる為、相対的に結晶粒径が大きい領域で構成されるのが好ましく、発熱を抑制することができる。ホーン部以外は、結晶粒径が小さい領域で構成されていても良いため、結晶粒径の小さい領域aと結晶粒径が大きい領域bが交互に配置される構成とされている。なお、プローブ基端から先端にかけての途中で設けられるホーン部は複数設けられていても良い。
上記のような理由により、図6で示すような結晶粒径の小さい領域aと結晶粒径が大きい領域bが一組以上交互に配置されている構成が求められる場合がある。なお、一組とは、相対的に結晶粒径が小さい領域1つと、相対的に結晶粒径が大きい領域1つの組み合わせのことを意味している。
【0031】
また、上記実施の形態では、アプセット加工によってプローブ部が形成される場合について説明したが、結晶粒が粗大化する温度以上に加熱した金属材料に切削加工を施してホーン部及びプローブ部を作製しても良い。
また、金属材料を切削加工してホーン部及びプローブ部を作製し、その後に結晶粒が粗大化する温度以上で熱処理を所定の部位に施しても良い。
また、結晶粒が粗大化する温度以上に加熱して、結晶粒が粗大化した金属材料と微細組織をもつ金属材料を接合した後に切削加工を施して超音波振動プローブを作製しても良い。
また、金属材料に結晶粒が粗大化する温度以上に熱処理を行い、電気アプセット法により、超音波振動プローブを製造する方法について説明したが、他の熱間鍛造方法を用いても良い。
【0032】
また、上記の実施の形態では、超音波振動プローブを製造する際の熱処理方法が通電加熱の場合について説明したが、電気炉、バーナー、高周波加熱等を用いても良い。
【0033】
また、上記の実施の形態において、熱処理を行い、結晶粒を粗大化させた後に、水冷などの急冷手段により急冷する構成としても良い。
【実施例】
【0034】
以下、本発明の実施例について詳細に説明するが、本発明はこれに限定されることはなく、技術的思想を逸脱しない範囲で適宜変更が可能である。
【0035】
(発明例1)
市販の64チタン合金の棒材を用いて、棒材の一端に電気アプセット加工を施し、さらに表面を切削加工で面削して表面酸化層を除去してホーン部とプローブ部を作製した。電気アプセット加工の条件は、最高熱処理温度1105℃(放射温度計で測定)で行った。次に、面削時の表面の加工応力を除去するために最高到達温度650℃で真空加熱を行い、超音波振動プローブを得た。
【0036】
(発明例2)
市販の64チタン合金の棒材を用いて、棒材の一端に電気アプセット加工を施し、さらに表面を切削加工で面削して表面酸化層を除去してホーン部とプローブ部を作製した。電気アプセット加工の条件は、最高熱処理温度1046℃(放射温度計で測定)で行った。次に、面削時の表面の加工応力を除去するために最高到達温度650℃で真空加熱を行い、超音波振動プローブを得た。
【0037】
(比較例1)
市販の64チタン合金の棒材に切削加工を施して、ホーン部とプローブ部を作製した。その後、最高到達温度650℃で真空加熱を行い、超音波振動プローブを得た。
【0038】
次に、本発明の実施例の性能の評価方法について説明する。
(A)振動特性
各製造条件で得た超音波振動プローブのホーン部の他端を超音波振動発生部に接続し、超音波振動プローブの温度を測定した。超音波振動の条件は、60kHzの超音波にて5分間の連続振動を行い、その際の最高発熱温度を測定した。温度については、放射温度計で測定した。
(B)結晶粒径
結晶粒径は、ホーン部の径と平行方向の断面の金属組織の観察を光学顕微鏡で行い、光学顕微鏡の観察写真を用いてJIS G 0551に準拠して測定した。
(C)0.2%耐力
結晶粒径がホーン部と同様の箇所から引張試験片を作製した。試験方法は、JIS Z2201及び2241に準拠して行った。
【0039】
【表1】

【0040】
表1に、本発明例1、本発明例2、比較例1の評価の結果を示す。
発明例1及び発明例2では、ホーン部の結晶粒径が大きいために超音波振動時の発熱が小さく、また0.2%耐力が高く、良好な性能を示した。一方、比較例1では、結晶粒径が小さいために超音波振動時の発熱が大きく、超音波振動プローブの性能が発明例1及び発明例2と比較して劣った。
【0041】
(発明例3)
市販のJIS4種の純チタンの棒材を用いて、棒材の一端に電気アプセット加工を施し、さらに表面を切削加工で面削して表面酸化層を除去してホーン部とプローブ部を作製した。電気アプセット加工の条件は、最高熱処理温度1468℃(放射温度計で測定)で行った。次に、面削時の表面の加工応力を除去するために最高到達温度650℃で真空加熱を行い、超音波振動プローブを得た。
【0042】
(比較例2)
市販のJIS4種の棒材に切削加工を施して、ホーン部とプローブ部を作製した。その後、最高到達温度650℃で真空加熱を行い、超音波振動プローブを得た。
【0043】
【表2】
【0044】
発明例3と比較例2について、上記の評価試験を行った結果を表2に示す。
発明例3は、結晶粒径が大きいため超音波振動時の最高到達温度が低く、また0.2%耐力が高く、良好な性能を示した。一方、比較例2は、結晶粒径が小さいために超音波振動時の最高到達温度が高く、発明例3と比較して性能が劣った。
【0045】
(発明例4)
市販のジュラルミン(7075−T6)棒材を用いて、棒材の一端に電気アプセット加工を施し、さらに表面を切削加工で面削して表面酸化層を除去してホーン形状に加工した。電気アプセット加工の条件は、最高熱処理温度615℃(放射温度計で測定)で行った。次に、面削時の表面の加工応力を除去するために最高到達温度420℃で真空加熱を行い、ホーン部を得た。
次に、市販の64チタン合金の棒材に切削加工を施して、プローブ形状に加工した。切削加工時の表面の加工応力を除去するために最高到達温度650℃で真空加熱処理を行った。
そして、作製したホーン部の一端とプローブ部の基端とを、ネジ留めにて連結を行い、超音波振動プローブを得た。
【0046】
(比較例3)
市販のジュラルミンの棒材に切削加工を施して作製してホーン形状に加工した。その後、切削時の表面の加工応力を除去するために最高到達温度420℃で真空加熱を行い、ホーン部を得た。次に、市販の64チタン合金に切削加工を行いプローブ形状とし、さらに表面の加工応力を除去するために、最高到達温度650℃で真空加熱処理を行った。
【0047】
【表3】
【0048】
発明例4と比較例3について、上記の評価試験を行った結果を表3に示す。なお、引張試験については、ホーン部から試験片を作製し、実施した。
発明例4は、結晶粒径が大きいため超音波振動時の最高到達温度が低く、また0.2%耐力が高く、良好な性能を示した。また、このような構成の超音波振動プローブはコストを低減することが可能である。一方、比較例3は、ホーン部の結晶粒径が小さいために超音波振動時の最高到達温度が高く、発明例4と比較して性能が劣った。
【符号の説明】
【0049】
1 超音波治療装置
30、130 超音波振動プローブ
31 ホーン部
32 プローブ部
【技術分野】
【0001】
本発明は、超音波振動を伝達する超音波振動プローブ、超音波振動プローブの製造方法、及び、この超音波振動プローブを備えた超音波治療装置に関する。
【背景技術】
【0002】
近年、超音波振動を利用して、生体患部の手術を行う超音波治療装置が、広く使用されている。例えば特許文献1には、超音波振動発生部より発生された超音波振動を超音波振動プローブのホーンで増幅させ、増幅された超音波振動を超音波振動プローブの先端に伝達させ、超音波振動により治療を行う超音波治療装置が開示されている。このような装置を用いることにより、超音波振動プローブの先端を生体の患部に押し当てて、超音波振動によって患部の切除などを行うことが可能である。
【0003】
超音波振動プローブは、超音波振動子にて発生した超音波振動を、超音波振動プローブのホーンで増幅させ、超音波振動プローブの先端(生体の患部)に伝える部品である。超音波振動プローブに求められる性能として、超音波振動に対する耐久性、振動伝達を安定的に効率良く伝える特性、生体への良好な適合性等が求められている。この要求特性を満足する材料として、純チタン及びチタン系の合金が使用されている。純チタン及びチタン系の合金は、高強度なので耐久性が良好で、生体への適合性も良好である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第2532780号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、超音波振動プローブにおいては、伝達される超音波振動によって自己発熱する。特に超音波振動を増幅するホーン部において顕著である。超音波振動プローブが自己発熱により高温化すると、超音波振動プローブが劣化して共振周波数が外れて振動が停止したり、超音波振動プローブ自身が破断してしまったりする等の問題が生じる。
【0006】
この発明は前述した事情に鑑みてなされたものであって、超音波振動に起因して発生する熱を抑制し、耐久性に優れた超音波振動プローブ、超音波振動プローブの製造方法、及び、超音波振動プローブを備えた超音波治療装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意研究した結果、金属組織中の結晶粒径を粗大化させることで、超音波振動により発生する熱を抑制できることを見出し、本発明を完成させた。
すなわち本発明は、
(1) 超音波振動を伝達する超音波振動プローブであって、相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が、それぞれ少なくとも一か所以上形成されていることを特徴とする超音波振動プローブ、
(2) 前記超音波振動プローブは、超音波振動発生部に接続される基端と、前記基端から伝達された超音波振動を作用させる先端と、を有し、前記基端から前記先端に向かう方向に沿って、前記相対的に結晶粒径が小さい領域と前記相対的に結晶粒径が大きい領域が一組以上交互に配置されている部位を有することを特徴とする前記(1)に記載の超音波振動プローブ、
(3) 超音波振動を増幅するホーン部と、増幅された超音波振動を伝達するプローブ部と、を備え、前記ホーン部と前記プローブ部とで結晶粒径が互いに異なることを特徴とする前記(1)または前記(2)に記載の超音波振動プローブ、
(4) 前記ホーン部の結晶粒径が、前記プローブ部の結晶粒径よりも大きいことを特徴とする前記(3)に記載の超音波振動プローブ、
(5) 純チタンからなることを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブ、
(6) チタン合金からなることを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブ、
(7) 前記ホーン部はアルミニウム合金からなり、前記プローブ部はチタン合金からなることを特徴とする前記(3)または前記(4)に記載の超音波振動プローブ、
(8) 結晶粒が粗大化する温度以上で部分的に加熱することにより、相対的に結晶粒径が大きい領域が形成されていることを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブ、
(9) 結晶粒が粗大化する温度以上で部分的に加熱して鍛造することにより、相対的に結晶粒径が大きい領域が形成されていることを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブ、
(10) 結晶粒が粗大化する温度以上で部分的に加熱することにより、相対的に結晶粒径が大きい領域を形成することを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブの製造方法、
(11) 結晶粒が粗大化する温度以上で部分的に加熱して鍛造することにより、相対的に結晶粒径が大きい領域を形成することを特徴とする前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブの製造方法。
(12) 前記(1)から前記(4)のいずれか一つに記載の超音波振動プローブを備えていることを特徴とする超音波治療装置、
を、提供するものである。
【発明の効果】
【0008】
本発明の超音波振動プローブによれば、相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が、それぞれ少なくとも一か所以上形成されているので、結晶粒径が大きい領域において、超音波振動時に発生する熱を抑制することができ、耐久性を向上させることが可能となる。
また、本発明の超音波振動プローブの製造方法によれば、結晶粒径が粗大化する温度以上で部分的に加熱する構成としているので、相対的に結晶粒径が大きい領域を確実に形成することが可能となる。
【図面の簡単な説明】
【0009】
【図1】本発明の一実施形態に係る超音波治療装置の概略説明図である。(a)は超音波治療装置の全体図、(b)は超音波振動プローブの先端の拡大図である。
【図2】本発明の一実施形態に係る超音波振動プローブの概略説明図である。
【図3】(A)および(B)は、同超音波振動プローブにおけるホーン部の金属組織の光学顕微鏡写真である。
【図4】(A)および(B)は、同超音波振動プローブにおけるプローブ部の先端の金属組織の光学顕微鏡写真である。
【図5】本発明の一実施形態に係る超音波振動プローブの製造方法の概略説明図である。
【図6】本発明の一実施形態に係る相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が一組以上交互に配置されている超音波振動プローブの概略説明図である。
【発明を実施するための形態】
【0010】
以下に、本発明の実施の形態について添付した図面を参照して説明する。
本実施形態は、超音波振動を増幅させてプローブ先端へと振動を伝える超音波振動プローブ、超音波振動プローブの製造方法、及び、超音波振動プローブを備えた超音波治療装置に関するものである。
【0011】
本実施形態である超音波治療装置1は、図1(a)に示すように、本体部10と、この本体部10に接続される超音波振動発生部20と、超音波振動発生部20に接続される超音波振動プローブ30と、超音波振動プローブ30を手で把持するハンドル40と、を備えている。そして、超音波振動発生部20と超音波振動プローブ30は、被覆部50に覆われている。
【0012】
本体部10は、超音波を発生させる超音波振動発生部20の動作を制御する制御部を有している。超音波振動プローブ30は、超音波振動発生部20に接続される基端と、基端から伝達された超音波振動を作用させる先端を有している。なお、本実施形態では、超音波振動発生部20から発生される超音波振動は、図2の矢印で示されている、超音波振動プローブ30の基端から先端(本実施形態では、超音波振動プローブ30の長手方向)に向けて振動する縦波とされている。
被覆部50の先端には、図1(b)に示すように、ジョー部51が設けられており、ハンドル40を操作することでジョー部51が図1(b)の両矢印方向に可動できるようになっている。
【0013】
超音波振動プローブ30は、図2に示すように、一端側(図2において左側)に向けて漸次縮径するホーン部31と、このホーン部31の一端からさらに一端側に向けて延在するプローブ部32と、を備えている。
ホーン部31は、その他端(図2において右側)が上述の超音波振動発生部20に接続されており、超音波振動は、ホーン部31の他端側から一端側へと伝達される構成とされている。
【0014】
ホーン部31は、上述のように、一端側に向けて(すなわち、超音波振動が伝達される方向に向けて)漸次縮径する形状とされており、ホーン部31を伝達する間に超音波振動が増幅される構成とされている。
本実施形態では、ホーン部31は、64チタン合金をはじめとするチタン合金、純チタン、ジュラルミン等の高強度な金属材料で構成されている。チタン合金及び純チタンを用いた場合には、特に強度が高く耐久性に優れるホーン部31とすることができる。また、ジュラルミンに代表されるアルミニウム合金を用いた場合には、コストを低く抑えることができる。
【0015】
プローブ部32は、他端がホーン部31の一端に連結され、一端側に向けて延在した形状をしている。このプローブ部32は、具体的には、ホーン部31で増幅された超音波振動がプローブ部32の先端へと伝達されるものであり、プローブ部32の先端を対象物へと押し当てることで治療や検査等を行うものである。本実施形態では、プローブ部32は、64チタン合金等のチタン合金、純チタン等の高強度で生体適合性が良好な金属材料で構成されている。
【0016】
そして、本実施形態である超音波振動プローブ30は、超音波振動プローブ30の基端から先端に向かう方向(超音波振動プローブ30の長手方向)に沿って、相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が配置されている。本実施形態においては、上述のホーン部31の結晶粒径が、プローブ部32の結晶粒径に比べて大きくされている。つまり、ホーン部31には、プローブ部32と比べて結晶粒が粗大とされている相対的に結晶粒径が大きい領域が形成されている。
【0017】
具体的には、本実施形態では、64チタン合金の場合、ホーン部31の結晶粒径は、3μm以上500μm以下とされている。より好ましくは、3μm以上300μm以下である。具体例として、図3(A)、(B)にホーン部の金属組織の光学顕微鏡写真を示す。なお、図3の光学顕微鏡写真は、超音波振動プローブ30の長手方向に対して垂直方向におけるホーン部の面を観察したものである。図3では、針状組織の集積により構成されている粗大粒が、100μm以上の大きさで観察されている。
【0018】
また、プローブ部32の結晶粒径は、2μm以下とされている。より好ましくは、1μm以下である。具体例として、図4(A)、(B)にプローブ部32の一端の金属組織の光学顕微鏡写真を示す。なお、図4の光学顕微鏡写真は、超音波振動プローブ30の長手方向に対して垂直方向におけるプローブ部32の面を観察したものである。図4では、2μm未満の等軸状組織が観察されている。なお、64チタン合金が工業生産される場合、板状や棒形状で市場に出回り、この板形状や棒形状に加工される際に結晶粒が微細化され、2μm以下の結晶粒径となっているのが一般的である。
【0019】
次に、本実施形態の超音波振動プローブ30の製造方法について説明する。
本実施形態の超音波振動プローブ30は、鍛造の一種である電気アプセット加工により製造される。電気アプセット加工とは、図5に示すように、金属の棒材60のうち加工する部位に電源70から電気を流して加熱(通電加熱)し(図5(a))、金型80に押し込んで金属の棒材60の長手方向に圧縮して径方向に広げ(図5(b))、所望の形状を得る(図5(c))加工方法である。すなわち、加工する部位のみを加熱することで、他の部位への熱影響を抑えることができるものである。
【0020】
本実施形態では、超音波振動プローブ30を構成する金属材料の結晶粒径が粗大化する温度(金属材料の変態点温度)以上で、棒材の一部を加熱し、アプセット加工を施して所望の結晶粒径とされたホーン部31を作製する。結晶粒の粗大化する温度は、具体的には、64チタンの場合は990℃以上、純チタンの場合は885℃以上、ジュラルミンの7075−T6の場合は480℃以上である。そして棒材を所定の長さに切断してホーン部31とプローブ部32を有する超音波振動プローブ30とする。このようにして、ホーン部31の結晶粒をプローブ部32の結晶粒よりも粗大とし、相対的に結晶粒径が大きい領域を形成しているのである。
【0021】
なお、加工時に超音波振動プローブ30の表面に酸化等が生じた場合には、酸洗いや切削などにより表面酸化層を除去すれば良い。また、表面層の酸化を抑制するために、真空雰囲気やアルゴンガス雰囲気で熱処理を行うようにしても良い。
このような構成とされた超音波振動プローブ30は、図1に示す超音波治療装置1において使用される。
【0022】
次に、超音波治療装置1の使用方法について説明する。まず、本体部10を操作して、超音波振動発生部20から超音波振動を発生させ超音波振動プローブ30へと振動を伝える。そして、超音波振動はホーン部31で増幅され、さらにプローブ部32の先端(一端)へと伝達される。超音波治療装置1の操作者は、手でハンドル40を把持しながら、例えば、患者の切除患部を超音波振動プローブ30の先端とジョー部51により挟み込む。その後、超音波振動を発生させることで患部を切除できる。次いで、超音波振動を停止させ、ハンドル40を操作して超音波振動プローブ30の先端とジョー部51により切除片を挟み、体外に取り出すことができる。
【0023】
以上のような構成とされた本実施形態である超音波振動プローブ30によれば、ホーン部31の結晶粒径がプローブ部32よりも大きいので、超音波振動の増幅時に生じるホーン部31の発熱を抑えることができ、超音波振動プローブ30の劣化を抑制し、耐久性を向上させることが可能となる。また、プローブ部32の先端の結晶粒径がホーン部31よりも微細であるため、0.2%耐力が高いので実際に超音波治療装置に用いたときに、塑性変形が生じ難く耐久性が良い。
【0024】
すなわち、超音波振動が増幅されるホーン部31は、振動エネルギーが増幅(高密度化)されるため、超音波振動プローブ30において最も発熱する(振動エネルギーが熱エネルギーに変換されやすい)部位である。この発熱により、ホーン部31やプローブ部32が高温となり劣化しやすくなる。この発熱は、振動による結晶界面の摩擦により発生していると考えられ、ホーン部31の発熱が抑制されるように、ホーン部31の径と平行方向の面における単位断面積あたりの結晶界面が少ない方が好ましい。そのため、本実施形態では、ホーン部31の結晶粒径は、3μm以上500μm以下、より好ましくは、3μm以上300μm以下とされているのである。
【0025】
このように、ホーン部31の結晶粒径が3μm以上500μm以下とされているので、超音波振動の増幅時に生じる発熱を十分に抑制し、耐久性をさらに向上させることができる。また、結晶粒径が500μmよりも大きい場合、超音波振動時の発熱はさらに抑制される。しかし、この場合には、機械的強度(0.2%耐力等)の低下が大きく、例えば、超音波治療装置に使用した際に、使用中に破断が生じるなど、強度低下による耐久性低下が生じる。そのため、結晶粒径の上限値が上記の範囲とされているのである。
【0026】
一方、プローブ部32の先端部は、対象物に接触されるために応力が負荷されることになる。先端部へと伝達された超音波振動が対象部材(患者の患部等)に伝わるためには、応力が負荷されても塑性変形する等して超音波伝達が遮断されてはならず、応力に耐えられる強度(0.2%耐力)が必要である。この強度を高めるために、金属組織は微細化されていることが好ましい。そのため、本実施形態では、プローブ部32の結晶粒径は、2μm以下、より好ましくは1μm以下としているのである。
このように、プローブ部32の先端の結晶粒径が2μm以下とされており、0.2%耐力が高いので、先端に塑性変形が生じにくく、超音波振動プローブ30の耐久性を向上させることができる。
【0027】
本実施形態である超音波振動プローブ30の製造方法によれば、加工する部位にのみ加熱を行ってホーン部31を形成しているので、ホーン部31の結晶粒径が大きく、プローブ部32の結晶粒径が小さい超音波振動プローブ30を得ることが可能である。
【0028】
本実施形態である超音波治療装置1によれば、ホーン部31の結晶粒径が大きく、プローブ部32の先端の結晶粒径が小さい構成とされた超音波振動プローブ30を備えているので、超音波振動によりホーン部31に発生する発熱を抑制することができる。また、プローブ部32の先端の結晶粒径が小さいので強度が高く、プローブ部32の先端に応力が負荷されても塑性変形が生じ難い。これらによって、超音波振動プローブ30の劣化を抑制し、手術等を行う超音波治療装置1の信頼性を向上させることができる。
【0029】
以上、本発明の一実施形態である超音波振動プローブ、超音波振動プローブの製造方法、及び超音波治療装置について説明したが、本発明はこれに限定されることはなく、その発明の技術的思想を逸脱しない範囲で適宜変更可能である。
【0030】
上記の実施の形態では、ホーン部の結晶粒径が大きく、プローブ部の先端の結晶粒径が小さい場合について説明したが、相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が、それぞれ少なくとも一か所以上形成されている構成の超音波振動プローブとされても良い。
また、図6で示すように、超音波振動プローブ130の基端から先端へと向かう方向(線上)に、結晶粒径の小さい領域aと結晶粒径の大きい領域bが、一組以上交互に配置されている部位を有する構成とされても良い。例えば、腹腔鏡手術などで使用される超音波処置具は処置患部に応じて長さの異なった超音波振動プローブが使用される。超音波振動プローブが長い場合には、超音波発生振動部から伝達された超音波振動は、超音波振動プローブ130を伝達する間に熱エネルギーに変換されて減衰し、先端部では所望の振動を得られない不具合が生じることがある。この不具合を避ける為に、超音波振動プローブ130の基端から先端にかけての途中にホーン部を設けることによって、減衰した超音波振動を増幅させる。このプローブの基端から先端にかけての途中のホーン部では、超音波振動の増幅に伴う発熱が生じる為、相対的に結晶粒径が大きい領域で構成されるのが好ましく、発熱を抑制することができる。ホーン部以外は、結晶粒径が小さい領域で構成されていても良いため、結晶粒径の小さい領域aと結晶粒径が大きい領域bが交互に配置される構成とされている。なお、プローブ基端から先端にかけての途中で設けられるホーン部は複数設けられていても良い。
上記のような理由により、図6で示すような結晶粒径の小さい領域aと結晶粒径が大きい領域bが一組以上交互に配置されている構成が求められる場合がある。なお、一組とは、相対的に結晶粒径が小さい領域1つと、相対的に結晶粒径が大きい領域1つの組み合わせのことを意味している。
【0031】
また、上記実施の形態では、アプセット加工によってプローブ部が形成される場合について説明したが、結晶粒が粗大化する温度以上に加熱した金属材料に切削加工を施してホーン部及びプローブ部を作製しても良い。
また、金属材料を切削加工してホーン部及びプローブ部を作製し、その後に結晶粒が粗大化する温度以上で熱処理を所定の部位に施しても良い。
また、結晶粒が粗大化する温度以上に加熱して、結晶粒が粗大化した金属材料と微細組織をもつ金属材料を接合した後に切削加工を施して超音波振動プローブを作製しても良い。
また、金属材料に結晶粒が粗大化する温度以上に熱処理を行い、電気アプセット法により、超音波振動プローブを製造する方法について説明したが、他の熱間鍛造方法を用いても良い。
【0032】
また、上記の実施の形態では、超音波振動プローブを製造する際の熱処理方法が通電加熱の場合について説明したが、電気炉、バーナー、高周波加熱等を用いても良い。
【0033】
また、上記の実施の形態において、熱処理を行い、結晶粒を粗大化させた後に、水冷などの急冷手段により急冷する構成としても良い。
【実施例】
【0034】
以下、本発明の実施例について詳細に説明するが、本発明はこれに限定されることはなく、技術的思想を逸脱しない範囲で適宜変更が可能である。
【0035】
(発明例1)
市販の64チタン合金の棒材を用いて、棒材の一端に電気アプセット加工を施し、さらに表面を切削加工で面削して表面酸化層を除去してホーン部とプローブ部を作製した。電気アプセット加工の条件は、最高熱処理温度1105℃(放射温度計で測定)で行った。次に、面削時の表面の加工応力を除去するために最高到達温度650℃で真空加熱を行い、超音波振動プローブを得た。
【0036】
(発明例2)
市販の64チタン合金の棒材を用いて、棒材の一端に電気アプセット加工を施し、さらに表面を切削加工で面削して表面酸化層を除去してホーン部とプローブ部を作製した。電気アプセット加工の条件は、最高熱処理温度1046℃(放射温度計で測定)で行った。次に、面削時の表面の加工応力を除去するために最高到達温度650℃で真空加熱を行い、超音波振動プローブを得た。
【0037】
(比較例1)
市販の64チタン合金の棒材に切削加工を施して、ホーン部とプローブ部を作製した。その後、最高到達温度650℃で真空加熱を行い、超音波振動プローブを得た。
【0038】
次に、本発明の実施例の性能の評価方法について説明する。
(A)振動特性
各製造条件で得た超音波振動プローブのホーン部の他端を超音波振動発生部に接続し、超音波振動プローブの温度を測定した。超音波振動の条件は、60kHzの超音波にて5分間の連続振動を行い、その際の最高発熱温度を測定した。温度については、放射温度計で測定した。
(B)結晶粒径
結晶粒径は、ホーン部の径と平行方向の断面の金属組織の観察を光学顕微鏡で行い、光学顕微鏡の観察写真を用いてJIS G 0551に準拠して測定した。
(C)0.2%耐力
結晶粒径がホーン部と同様の箇所から引張試験片を作製した。試験方法は、JIS Z2201及び2241に準拠して行った。
【0039】
【表1】
【0040】
表1に、本発明例1、本発明例2、比較例1の評価の結果を示す。
発明例1及び発明例2では、ホーン部の結晶粒径が大きいために超音波振動時の発熱が小さく、また0.2%耐力が高く、良好な性能を示した。一方、比較例1では、結晶粒径が小さいために超音波振動時の発熱が大きく、超音波振動プローブの性能が発明例1及び発明例2と比較して劣った。
【0041】
(発明例3)
市販のJIS4種の純チタンの棒材を用いて、棒材の一端に電気アプセット加工を施し、さらに表面を切削加工で面削して表面酸化層を除去してホーン部とプローブ部を作製した。電気アプセット加工の条件は、最高熱処理温度1468℃(放射温度計で測定)で行った。次に、面削時の表面の加工応力を除去するために最高到達温度650℃で真空加熱を行い、超音波振動プローブを得た。
【0042】
(比較例2)
市販のJIS4種の棒材に切削加工を施して、ホーン部とプローブ部を作製した。その後、最高到達温度650℃で真空加熱を行い、超音波振動プローブを得た。
【0043】
【表2】
【0044】
発明例3と比較例2について、上記の評価試験を行った結果を表2に示す。
発明例3は、結晶粒径が大きいため超音波振動時の最高到達温度が低く、また0.2%耐力が高く、良好な性能を示した。一方、比較例2は、結晶粒径が小さいために超音波振動時の最高到達温度が高く、発明例3と比較して性能が劣った。
【0045】
(発明例4)
市販のジュラルミン(7075−T6)棒材を用いて、棒材の一端に電気アプセット加工を施し、さらに表面を切削加工で面削して表面酸化層を除去してホーン形状に加工した。電気アプセット加工の条件は、最高熱処理温度615℃(放射温度計で測定)で行った。次に、面削時の表面の加工応力を除去するために最高到達温度420℃で真空加熱を行い、ホーン部を得た。
次に、市販の64チタン合金の棒材に切削加工を施して、プローブ形状に加工した。切削加工時の表面の加工応力を除去するために最高到達温度650℃で真空加熱処理を行った。
そして、作製したホーン部の一端とプローブ部の基端とを、ネジ留めにて連結を行い、超音波振動プローブを得た。
【0046】
(比較例3)
市販のジュラルミンの棒材に切削加工を施して作製してホーン形状に加工した。その後、切削時の表面の加工応力を除去するために最高到達温度420℃で真空加熱を行い、ホーン部を得た。次に、市販の64チタン合金に切削加工を行いプローブ形状とし、さらに表面の加工応力を除去するために、最高到達温度650℃で真空加熱処理を行った。
【0047】
【表3】
【0048】
発明例4と比較例3について、上記の評価試験を行った結果を表3に示す。なお、引張試験については、ホーン部から試験片を作製し、実施した。
発明例4は、結晶粒径が大きいため超音波振動時の最高到達温度が低く、また0.2%耐力が高く、良好な性能を示した。また、このような構成の超音波振動プローブはコストを低減することが可能である。一方、比較例3は、ホーン部の結晶粒径が小さいために超音波振動時の最高到達温度が高く、発明例4と比較して性能が劣った。
【符号の説明】
【0049】
1 超音波治療装置
30、130 超音波振動プローブ
31 ホーン部
32 プローブ部
【特許請求の範囲】
【請求項1】
超音波振動を伝達する超音波振動プローブであって、
相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が、それぞれ少なくとも一か所以上形成されていることを特徴とする超音波振動プローブ。
【請求項2】
前記超音波振動プローブは、超音波振動発生部に接続される基端と、前記基端から伝達された超音波振動を作用させる先端と、を有し、
前記基端から前記先端に向かう方向に沿って、前記相対的に結晶粒径が小さい領域と前記相対的に結晶粒径が大きい領域が一組以上交互に配置されている部位を有することを特徴とする請求項1に記載の超音波振動プローブ。
【請求項3】
超音波振動を増幅するホーン部と、増幅された超音波振動を伝達するプローブ部と、を備え、
前記ホーン部と前記プローブ部とで結晶粒径が互いに異なることを特徴とする請求項1または請求項2に記載の超音波振動プローブ。
【請求項4】
前記ホーン部の結晶粒径が、前記プローブ部の結晶粒径よりも大きいことを特徴とする請求項3に記載の超音波振動プローブ。
【請求項5】
純チタンからなることを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブ。
【請求項6】
チタン合金からなることを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブ。
【請求項7】
前記ホーン部はアルミニウム合金からなり、前記プローブ部はチタン合金からなることを特徴とする請求項3または請求項4に記載の超音波振動プローブ。
【請求項8】
結晶粒が粗大化する温度以上で部分的に加熱することにより、相対的に結晶粒径が大きい領域が形成されていることを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブ。
【請求項9】
結晶粒が粗大化する温度以上で部分的に加熱して鍛造することにより、相対的に結晶粒径が大きい領域が形成されていることを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブ。
【請求項10】
結晶粒が粗大化する温度以上で部分的に加熱することにより、相対的に結晶粒径が大きい領域を形成することを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブの製造方法。
【請求項11】
結晶粒が粗大化する温度以上で部分的に加熱して鍛造することにより、相対的に結晶粒径が大きい領域を形成することを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブの製造方法。
【請求項12】
請求項1から請求項4のいずれか一項に記載の超音波振動プローブを備えていることを特徴とする超音波治療装置。
【請求項1】
超音波振動を伝達する超音波振動プローブであって、
相対的に結晶粒径が小さい領域と相対的に結晶粒径が大きい領域が、それぞれ少なくとも一か所以上形成されていることを特徴とする超音波振動プローブ。
【請求項2】
前記超音波振動プローブは、超音波振動発生部に接続される基端と、前記基端から伝達された超音波振動を作用させる先端と、を有し、
前記基端から前記先端に向かう方向に沿って、前記相対的に結晶粒径が小さい領域と前記相対的に結晶粒径が大きい領域が一組以上交互に配置されている部位を有することを特徴とする請求項1に記載の超音波振動プローブ。
【請求項3】
超音波振動を増幅するホーン部と、増幅された超音波振動を伝達するプローブ部と、を備え、
前記ホーン部と前記プローブ部とで結晶粒径が互いに異なることを特徴とする請求項1または請求項2に記載の超音波振動プローブ。
【請求項4】
前記ホーン部の結晶粒径が、前記プローブ部の結晶粒径よりも大きいことを特徴とする請求項3に記載の超音波振動プローブ。
【請求項5】
純チタンからなることを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブ。
【請求項6】
チタン合金からなることを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブ。
【請求項7】
前記ホーン部はアルミニウム合金からなり、前記プローブ部はチタン合金からなることを特徴とする請求項3または請求項4に記載の超音波振動プローブ。
【請求項8】
結晶粒が粗大化する温度以上で部分的に加熱することにより、相対的に結晶粒径が大きい領域が形成されていることを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブ。
【請求項9】
結晶粒が粗大化する温度以上で部分的に加熱して鍛造することにより、相対的に結晶粒径が大きい領域が形成されていることを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブ。
【請求項10】
結晶粒が粗大化する温度以上で部分的に加熱することにより、相対的に結晶粒径が大きい領域を形成することを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブの製造方法。
【請求項11】
結晶粒が粗大化する温度以上で部分的に加熱して鍛造することにより、相対的に結晶粒径が大きい領域を形成することを特徴とする請求項1から請求項4のいずれか一項に記載の超音波振動プローブの製造方法。
【請求項12】
請求項1から請求項4のいずれか一項に記載の超音波振動プローブを備えていることを特徴とする超音波治療装置。
【図1】

【図2】
【図5】
【図6】
【図3】
【図4】
【図2】
【図5】
【図6】
【図3】
【図4】
【公開番号】特開2013−106635(P2013−106635A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−251530(P2011−251530)
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000000376)オリンパス株式会社 (11,466)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000000376)オリンパス株式会社 (11,466)
【Fターム(参考)】
[ Back to top ]