
超音波探傷方法
【課題】ノズル外面の曲率の影響を受けずに、ノズルコーナ部で検出された欠陥の位置精度を向上させることができる超音波探傷方法を提供する。
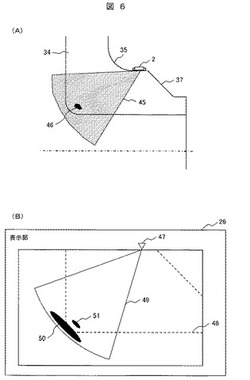
【解決手段】リニアアレイ探触子2を、原子炉圧力容器34に接合されたノズル35の円筒部36の外面に置き、ノズル35の周方向に走査する。複数の遅延時間パターンの情報に基づいて、リニアアレイ探触子2の各振動子からノズル35内へ送信される超音波を、入射方向を変えて各超音波の焦点位置を変えるように、ノズル35の軸方向において走査する。この結果、ノズル35に入射された超音波は、扇形の超音波入射領域45内を伝播してノズルコーナ部に達する。表示部26には、ノズルコーナ部の内面からの反射波に基づいた反射エコー部50、および欠陥からの反射波に基づいた他の反射エコー部51のそれぞれの表示情報が表示される。
【解決手段】リニアアレイ探触子2を、原子炉圧力容器34に接合されたノズル35の円筒部36の外面に置き、ノズル35の周方向に走査する。複数の遅延時間パターンの情報に基づいて、リニアアレイ探触子2の各振動子からノズル35内へ送信される超音波を、入射方向を変えて各超音波の焦点位置を変えるように、ノズル35の軸方向において走査する。この結果、ノズル35に入射された超音波は、扇形の超音波入射領域45内を伝播してノズルコーナ部に達する。表示部26には、ノズルコーナ部の内面からの反射波に基づいた反射エコー部50、および欠陥からの反射波に基づいた他の反射エコー部51のそれぞれの表示情報が表示される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超音波探傷方法に係り、特に、原子炉圧力容器の管台(ノズル)における内面の丸みの部分(ノズルコーナ部)の超音波探傷に適用するのに好適な超音波探傷方法に関する。
【背景技術】
【0002】
現在、原子炉圧力容器の管台(ノズル)の内側に存在するノズルコーナ部は、日本機械学会が定める発電用原子力設備規格維持規格(JSME S NA1−2008)に基づき、供用期間中に経年変化を確認するために体積検査が要求されている。その体積検査の手法として、超音波探傷による検査が行われてきた。
【0003】
従来までの超音波探傷試験方法では、独立行政法人原子力安全基盤機構の平成16年度原子力発電施設検査技術実証事業に関する報告書(超音波探傷試験における欠陥検出性およびサイジング精度の確認に関するもの)[総括版(2/2)]において、斜角法による試験およびその試験結果について報告されている。また、特開2001−221784号公報は、探触子の振動子を検査対象物の接地面を基準とする二つの水平直交方向に対し調整された角度で傾斜させた斜角探触子を用いた超音波探傷方法を提案している。特許第4357265号公報は、原子炉圧力容器の炉底部において、フェーズドアレイ探触子を用いて原子炉圧力容器とスタブチューブの溶接部の周方向における超音波探傷を行うことを記載している。この超音波探傷は、フェーズドアレイ探触子から送信される超音波の集束位置を変えながら行われる。
【0004】
これまで提案されている方法によれば、ノズル外面の曲率部や容器側に斜角探触子を設置させて、適切な設置位置と適切な屈折角を選定することで、ノズルコーナ部の探傷を可能としている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−221784号公報
【特許文献2】特許第4357265号公報
【非特許文献】
【0006】
【非特許文献1】発電用原子力設備規格維持規格(JSME S NA1−2008)、日本機会学会
【非特許文献2】平成16年度原子力発電施設検査技術実証事業に関する報告書(超音波探傷試験における欠陥検出性およびサイジング精度の確認に関するもの)[総括版(2/2)](独立行政法人原子力安全基盤機構)
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特開2001−221784号公報に記載された超音波探傷では、斜角探触子の適切な設置位置および適切な屈折角を選定するために、ノズルの外面側では配管円周方向位置および配管軸方向の位置を定め、そのとき、内面側に超音波が適切に入射する屈折角を検討し、探触子の設置位置が異なるごとに繰り返し検討を重ねる必要がでてくる。また、ノズル外面の曲面部および容器側において、斜角探触子の設置位置が異なるとノズルの外面の曲率が変わり、斜角探触子の向きが異なるごとに、超音波の到達する内面位置が大きく変わる。したがって、超音波の適切な屈折角を検討するために、3次元の立体形状で検討しなければならず、難しい検討が必要となる。
【0008】
さらに、ノズル外面の円筒部および円筒傾斜部からの探傷は、探傷範囲を満足する走査ができないため、曲面部および容器側からの走査によって検査を行ってきた。このため、検査装置が円周方向の走査と曲面部のならい走査が必要となり、装置の大型化および複雑化となる。
【0009】
本発明の目的は、管台外面の曲率の影響を受けずに、管台内面のコーナ部で検出された欠陥の位置精度を向上させることができる超音波探傷方法を提供することにある。
【課題を解決するための手段】
【0010】
上記した目的を達成する本発明の特徴は、超音波を送信する探触子を容器および配管のいずれかに接合された管台の円筒部および管台の円筒傾斜部のいずれかの外面に設定させ、その探触子から管台への超音波の入射方向を、管台の軸方向において、走査し、その管台の内面のコーナ部の超音波探傷を行うことにある。
【0011】
超音波を送信する探触子を容器および配管のいずれかに接合された管台の円筒部および管台の円筒傾斜部のいずれかの外面に接触させ、その探触子から管台への超音波の入射方向を、管台の軸方向において、走査し、その管台の内面のコーナ部の超音波探傷を行うので、管台の外面の曲率の影響を受けずに、管台内面のコーナ部に存在する欠陥の位置を精度良く特定することができる。管台内面のコーナ部は、管台における内面の丸みの部分である。
【0012】
好ましくは、探触子として複数の振動子を有するフェーズドアレイ探触子を用いることが望ましい。フェーズドアレイ探触子を用いることにより、管台内面のコーナ部に存在するより小さい欠陥も検出することができる。
【0013】
好ましくは、管台の周方向に傾斜したくさびを前記探触子の超音波送信面に取り付けることが望ましい。
【発明の効果】
【0014】
本発明によれば、容器および配管のいずれかに設けられた管台外面の曲率の影響を受けずに、管台内面のコーナ部で検出された欠陥の位置精度を向上させることができる。
【図面の簡単な説明】
【0015】
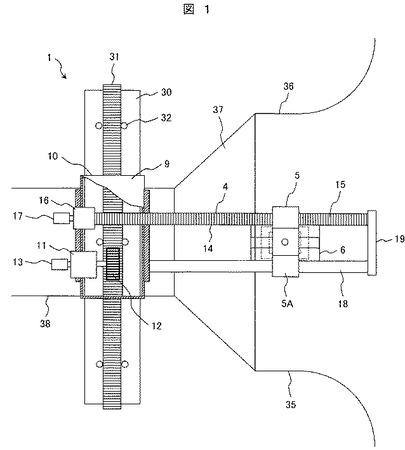
【図1】本発明の好適な一実施例である実施例1の超音波探傷方法に用いられる超音波探傷装置の超音波走査装置の平面図である。
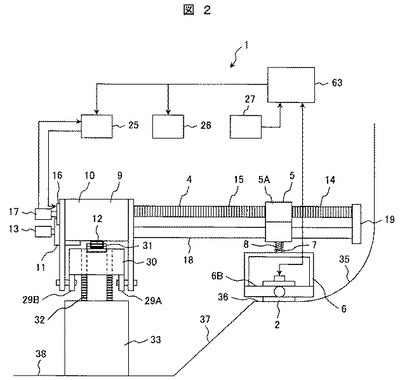
【図2】実施例1の超音波探傷方法に用いられる、図1に示す超音波走査装置を含む超音波探傷装置の構成図である。
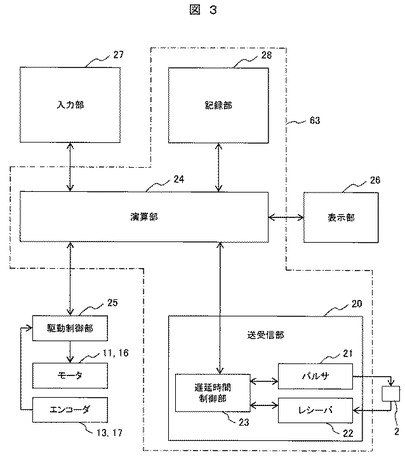
【図3】図1に示す超音波探傷装置の信号処理部の詳細構成図である。
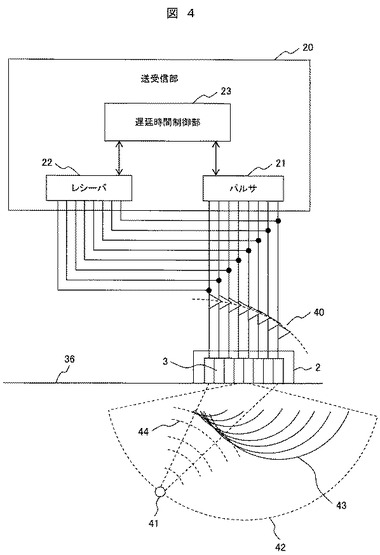
【図4】図1に示す超音波探傷装置のリニアアレイ探触子による超音波の制御の原理を示す説明図である。
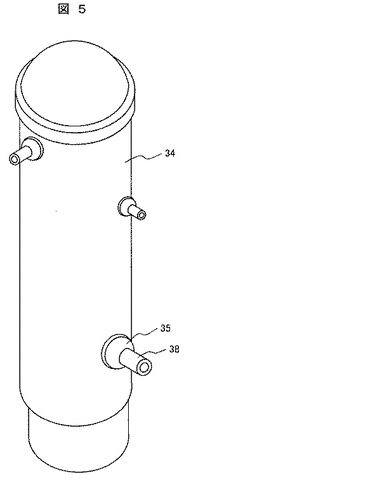
【図5】実施例1の超音波探傷方法が実施される原子炉圧力容器の斜視図である。リニアアレイ探触子による超音波の制御の原理を示す図である。
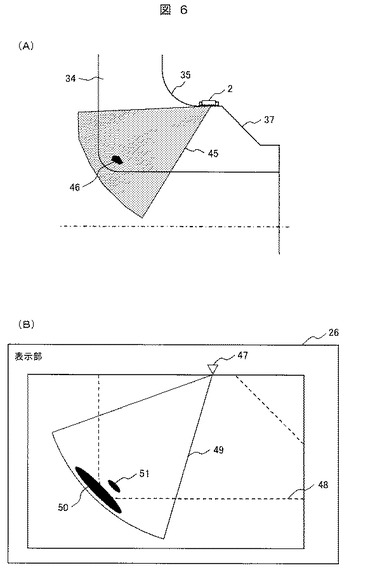
【図6】実施例1の超音波探傷方法における、ノズルコーナ部に内部欠陥が生じている場合の探傷結果を示す説明図であり、(A)は実施例1におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
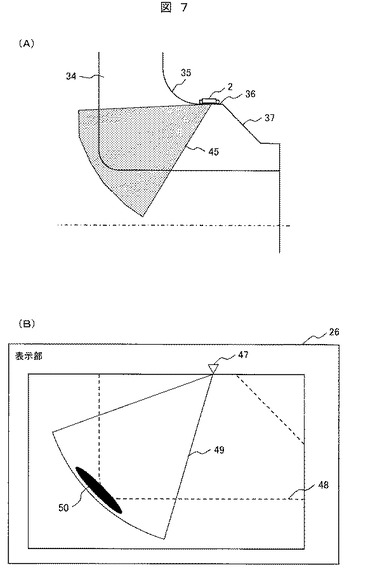
【図7】実施例1の超音波探傷方法における、ノズルコーナ部に内部欠陥が生じていない場合の探傷結果を示す説明図であり、(A)は実施例1におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
【図8】ノズルコーナの体積検査範囲を示す説明図である。
【図9】斜角探触子を用いた、ノズルを対象とする従来の超音波探傷方法において、斜角探触子の設置位置を示す説明図である。
【図10】従来の斜角探触子のノズルにおける走査を示す説明図であり、(A)は従来の斜角探触子を設置したノズルの縦断面図、(B)は従来の斜角探触子を設置したノズルの正面図である。
【図11】本発明の一例におけるリニアアレイ探触子のノズル外面での走査を示す説明図であり、(A)はリニアアレイ探触子を設置しているノズルの縦断面図、(B)はリニアアレイ探触子を設置しているノズルの正面図である。
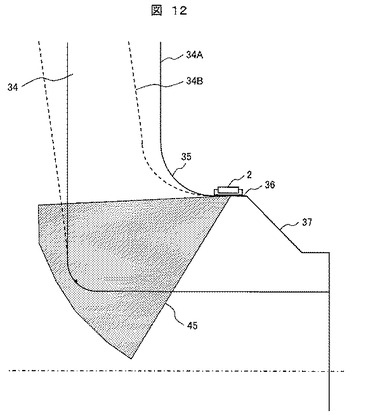
【図12】図11に示すリニアアレイ探触子を用いたノズルの超音波探傷における超音波の電波の伝播方向およびノズル外面の曲率の影響を示す説明図である。
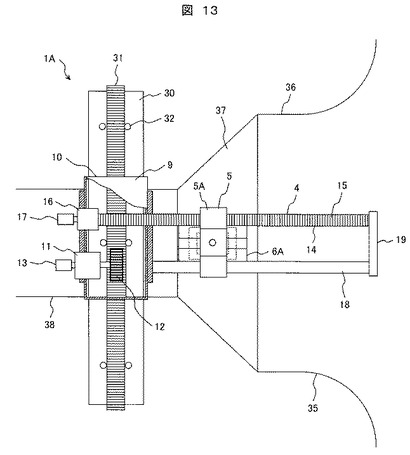
【図13】本発明の他の実施例である実施例2の超音波探傷方法に用いられる超音波探傷装置の平面図である。
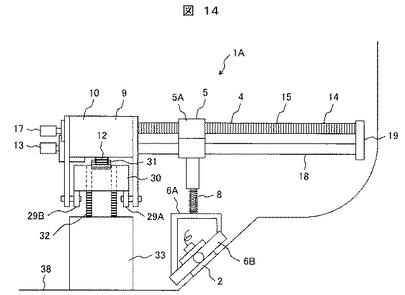
【図14】図13に示す超音波探傷装置の側面図である。
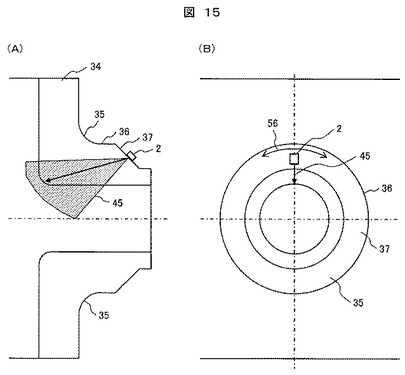
【図15】実施例2におけるリニアアレイ探触子のノズル外面での走査を示す説明図であり、(A)は実施例2においてリニアアレイ探触子を設置しているノズルの縦断面図、(B)は実施例2においてリニアアレイ探触子を設置しているノズルの正面図である。
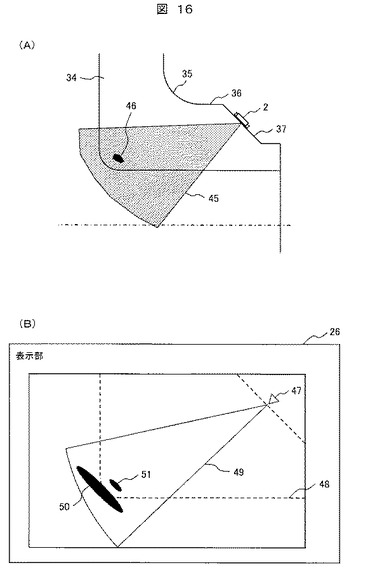
【図16】実施例2の超音波探傷方法における、ノズルコーナ部に内部欠陥が生じている場合の探傷結果を示す説明図であり、(A)は実施例2におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
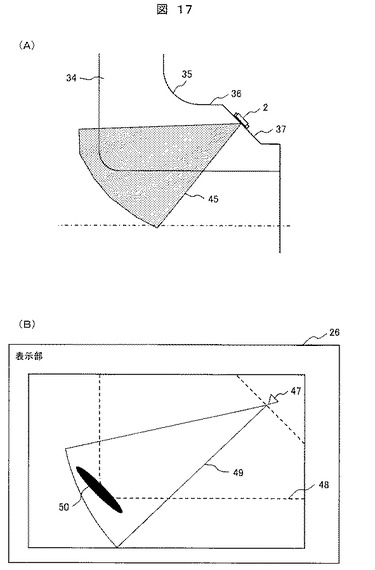
【図17】実施例2の超音波探傷方法における、ノズルコーナ部に内部欠陥が生じていない場合の探傷結果を示す説明図であり、(A)は実施例2におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
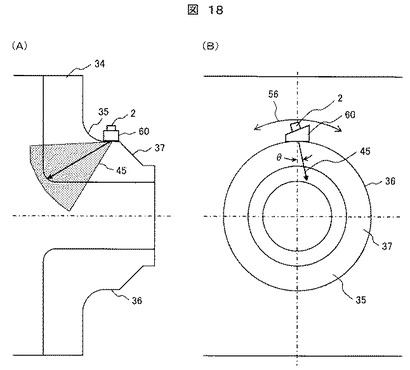
【図18】本発明の他の実施例である実施例3の超音波探傷方法におけるくさびを有するリニアアレイ探触子のノズル外面での走査を示す説明図であり、(A)は実施例3においてくさびを有するリニアアレイ探触子を設置しているノズルの縦断面図、(B)は実施例3においてくさびを有するリニアアレイ探触子を設置しているノズルの正面図である。
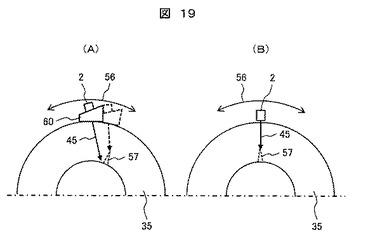
【図19】実施例3におけるくさびを有するリニアアレイ探触子、およびくさびを有していないリニアアレイ探触子のそれぞれによる探傷の相違を示す説明図であり、(A)は実施例3におけるくさびを有するリニアアレイ探触子による探傷を示す説明図、(B)はくさびを有していないリニアアレイ探触子による探傷を示す説明である。
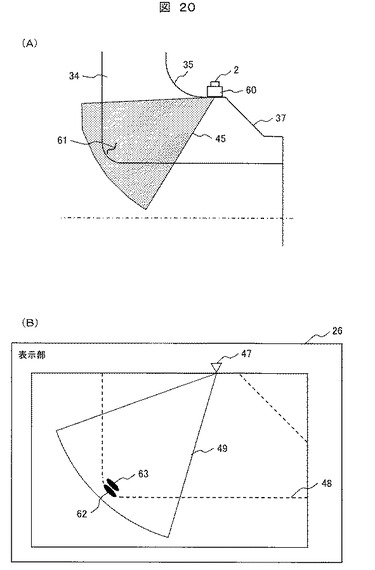
【図20】実施例3の超音波探傷方法における、ノズルの周方向でノズルコーナ部に内部欠陥が生じている場合の探傷結果を示す説明図であり、(A)は実施例2におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
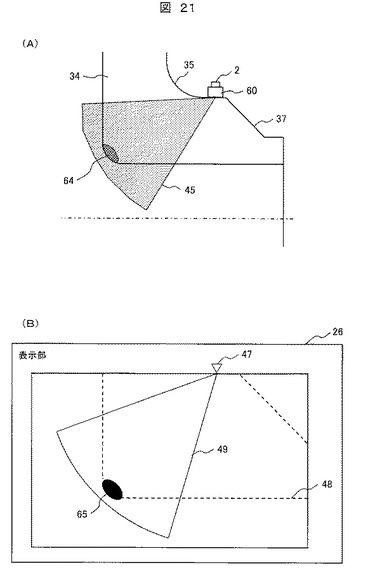
【図21】実施例3の超音波探傷方法における、ノズルの軸方向でノズルコーナ部に内部欠陥が生じている場合の探傷結果を示す説明図であり、(A)は実施例2におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
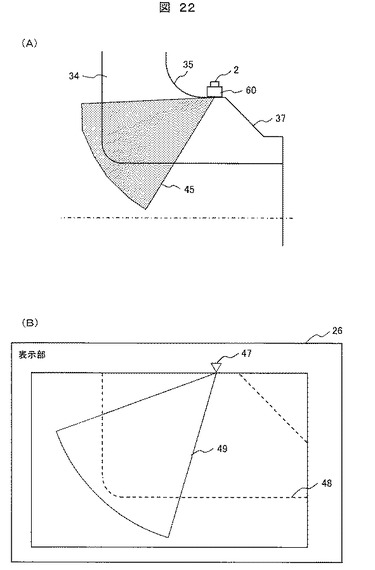
【図22】実施例3の超音波探傷方法における、ノズルコーナ部に内部欠陥が生じていない場合の探傷結果を示す説明図であり、(A)は実施例3におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
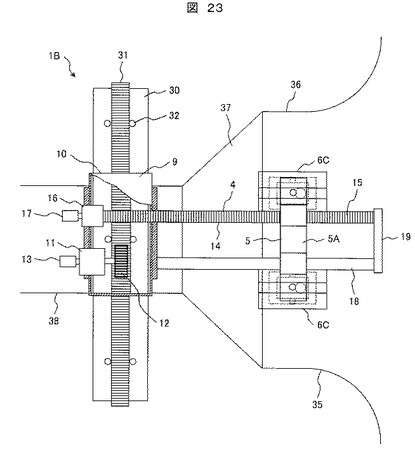
【図23】本発明の他の実施例である実施例4の超音波探傷方法に用いられる超音波探傷装置の平面図である。
【図24】実施例4におけるリニアアレイ探触子のノズル外面での走査を示す説明図であり、(A)は実施例4においてリニアアレイ探触子を設置しているノズルの縦断面図、(B)は実施例4においてリニアアレイ探触子を設置しているノズルの正面図である。
【図25】本発明の他の実施例である実施例5の超音波探傷方法におけるリニアアレイ探触子のノズル外面での走査を示す説明図であり、(A)は実施例5においてリニアアレイ探触子を設置しているノズルの縦断面図、(B)は実施例5においてリニアアレイ探触子を設置しているノズルの正面図である。
【図26】本発明の他の実施例である実施例6の超音波探傷方法に用いられるマトリクスアレイ探触子の構成図である。
【図27】実施例6の超音波探傷方法におけるマトリクスアレイ探触子のノズル外面での走査を示す説明図であり、(A)は実施例6においてマトリクスアレイ探触子を設置しているノズルの縦断面図、(B)は実施例6においてマトリクスアレイ探触子を設置しているノズルの正面図である。
【発明を実施するための形態】
【0016】
発明者らは、管台(以下、ノズルという)外面の曲率の影響を受けずに、管台における内面の丸みの部分(以下、ノズルコーナ部という)で検出された欠陥の位置精度を向上させることができる超音波探傷方法について検討を行った。この検討結果を以下に説明する。
【0017】
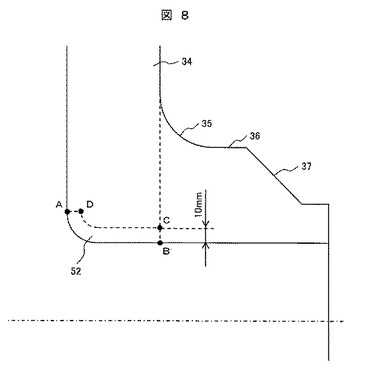
沸騰水型原子炉(BWR)の原子炉圧力容器34のノズルコーナ部の超音波探傷は、ノズル35の全周で図8に示されるABCDの領域を対象に行われる。ノズル35の全周におけるABCDの領域が、ノズルコーナ部の体積検査範囲である。ノズル35の全周における、ノズルコーナ部の内面の丸み部(A点)から原子炉圧力容器34の肉厚分(B点)を内側10mmまでの領域が、超音波探傷の対象となるノズルコーナ部の体積検査範囲であり、この体積検査範囲を対象に、超音波探傷による検査が定期的に行われる。
【0018】
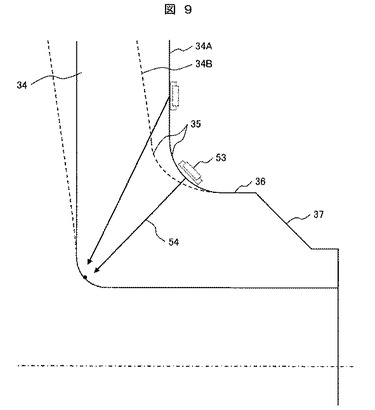
斜角探触子を用いた従来の超音波探傷では、体積検査範囲を対象とする検査を行うため、斜角探触子を、ノズル35の外面の曲面から原子炉圧力容器34の側面までの範囲で走査する必要があった。さらに、原子炉圧力容器34は軸方向から周方向にかけて(軸方向における原子炉圧力容器34の輪郭34Aから周方向におけるその輪郭34Bにかけて)、斜角探触子を設置する原子炉圧力容器34の外面は平面から曲面に変化する(図9参照)。このため、ノズルコーナ部の体積検査範囲へ超音波を入射させるためには、原子炉圧力容器35の外面において斜角探触子を設置する位置ごとに超音波の到達する範囲を解析しなければならなかった。
【0019】
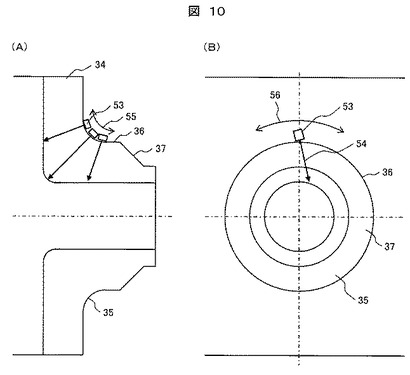
また、斜角探触子を用いた従来の超音波探傷では、図10に示すように、斜角探触子53をノズル35の外面に沿ってその外面の曲面部から原子炉圧力容器34の側面まで走査させるための曲面のならい走査55、およびノズル35の周方向に走査させる周方向走査56が必要であった。
【0020】
発明者らは、このような斜角探触子を用いた従来の超音波探傷における問題点を解消するために、ノズル外面の曲率の影響を受けずにノズルコーナ部に生じる欠陥の位置精度を向上できる超音波探傷の実現を目指した。そして、発明者らは、容器の側面につながる曲面部この曲面部につながる円筒部を外面に形成してその容器に設けられたノズルの円筒部に探触子を設置し、この探触子から円筒部への超音波の入射方向を円筒部の軸方向に走査し、ノズルのコーナ部の超音波探傷を行えば良いことを見出した。また、容器に設けられたノズルの外面に、ノズルの軸方向において、容器の側面につながる曲面部この曲面部につながる円筒部およびこの円筒部につながる円筒傾斜部が形成される場合には、ノズルの円筒傾斜部に探触子を設置し、この探触子から円筒部への超音波の入射方向を円筒部の軸方向に走査し、ノズルのコーナ部の超音波探傷を行ってもよい。
【0021】
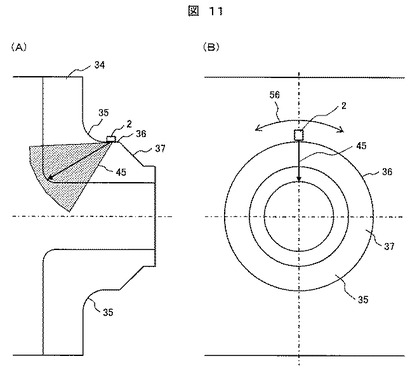
発明者らが見出した新たな超音波探傷の具体的な概念を、図11を用いて説明する。原子炉圧力容器34に設けられたノズル35は、ノズル35外面において、原子炉圧力容器34からノズル35の先端に向かって、曲面部、円筒部36および円筒傾斜部37を形成している。図11は、フェーズドアレイ探触子の一種であるリニアアレイ探触子2を、円筒部36に設置した例である。フェーズドアレイ探触子としては、リニアアレイ探触子以外にマトリクスアレイ探触子などがある。リニアアレイ探触子2は、超音波を送受信する複数の振動子を一列に配置した構成を有する。各振動子から送信される超音波は、後述するように、焦点に集束する合成波となってノズル35内を伝播する。この焦点の位置を変えるように超音波の入射方向をノズルの軸方向に走査することによって合成された超音波ビームのノズル35内での伝播方向(入射方向)が、ノズル35の軸方向において、扇状に変化されるので、リニアアレイ探触子2の各振動子から送信される各超音波の、ノズル35内での軸方向における入射領域45が図11(A)に示されるように扇形になる。この例では、ノズル35の周方向における或る一点に存在するリニアアレイ探触子2の各振動子から送信される各超音波は、ノズル35の周方向において、図11(B)に示されるように、ノズル35の中心軸に向かって送信される。
【0022】
このような超音波のノズル35への入射によって、図12に示すように、ノズル35の外面の曲率の影響を受けずに、常に、同じ角度の扇形の超音波入射領域45が、ノズル35の周方向におけるリニアアレイ探触子2のそれぞれの位置を基点にしてノズル35の軸方向に形成される。このため、ノズルコーナ部に欠陥が存在する場合、ノズル35の外面の曲率の影響を受けずに、ノズルコーナ部で検出された欠陥の位置精度を向上させることができる。
【0023】
以上に説明した発明者らの検討結果を反映した、本発明の実施例を以下に説明する。
【実施例1】
【0024】
本発明の好適な一実施例である実施例1の超音波探傷方法を、図1〜図7を用いて説明する。
【0025】
本実施例の超音波探傷方法に用いられる超音波探傷装置を、図1、図2、図3および図4を用いて説明する。本実施例に用いられる超音波探傷装置1は、リニアアレイ探触子2、走査装置4、駆動制御部25、表示部26、入力部27および信号処理装置63を有する(図2参照)。超音波の伝播方向を調節できるリニアアレイ探触子2は、図4に示すように、一列に複数の振動子3を配列している。
【0026】
環状の軌道30はラック31を外面に形成している。このラック31は、周方向において軌道30を一周するように設けられる。さらに、軌道位置調節ネジ32が、2本ずつ対になって、軌道30の周方向において少なくとも三箇所で、軌道30にそれぞれ取り付けられている。対になった軌道位置調節ネジ32は、軌道30の周方向の同じ位置で、ラック31の両側に設けられる。これらの軌道位置調節ネジ32は、軌道30から軌道30の中心に向かって伸びている。
【0027】
走査装置4は、周方向走査装置9および軸方向走査装置14を有する。周方向走査装置9は、走行体10、モータ11およびピニオン12を有する。走行体10は、軌道30の外面を跨いでおり、軌道30に沿って移動可能に、軌道30に取り付けられる。走行体10に取り付けられたローラ29A,29Bが軌道30の内面に設定されている。モータ11が走行体10に取り付けられ、ラック31と噛み合うピニオン12がモータ11の回転軸に取り付けられる。エンコーダ13がモータ11の回転軸に連結される。
【0028】
軸方向走査装置14は、ボールネジ15およびモータ16を有する。ボールネジ15は、走行体10に回転可能に取り付けられ、軌道30と直交する方向に伸びている。走行体10に取り付けられたモータ16の回転軸がボールネジ15に連結されている。エンコーダ17がモータ16の回転軸に連結される。
【0029】
ガイドになるアーム18が、走行体10に取り付けられ、走行体10からボールネジ15と平行に伸びている。連結板19がアーム18の先端部に固定され、ボールネジ15の先端部が回転可能に連結板19に取り付けられている。
【0030】
探触子支持装置5は、走行体5Aおよび探触子ホルダ6を有する。走行体5Aは、アーム18に摺動可能に取り付けられ、ボールネジ15と噛み合っている。支持棒7の一端部が、走行体5Aに、支持棒7の軸方向において移動可能に取り付けられる。探触子ホルダ6が支持棒7の他端部に取り付けられる。探触子ホルダ6の、リニアアレイ探触子2を取り付ける探触子支持部材6Bが、ボールネジ15の軸方向と平行になっている。圧縮コイルバネ8が、走行体5Aと探触子ホルダ6の間で支持棒7を取り囲んで配置される。圧縮コイルバネ8は、探触子ホルダ6を、走行体5Aとは反対の方向に押圧する。圧縮コイルバネ8が探触子ホルダ6を押圧しても、支持棒7が走行体5Aから抜けることはない。探触子ホルダ6はジンバル構造になっている。
【0031】
超音波探傷装置1の信号処理装置63は、図3に示されるように、送受信部20、演算部24および記録部(メモリ)28を有する。送受信部20はパルサ21、レシーバ22および遅延時間制御部23を有する。パルサ21およびレシーバ22は遅延時間制御部23に接続される。リニアアレイ探触子2の各振動子3がパルサ21およびレシーバ22にそれぞれ接続される。コンピュータである演算部24が、送受信部20の遅延時間制御部23、駆動制御部25、表示部26、入力部27および記録部28にそれぞれ接続される。が、それぞれ、コンピュータである演算部24に接続される。モータ11,16およびエンコーダ13,17が駆動制御部25に接続される。
【0032】
超音波探傷装置1を用いた本実施例の超音波探傷方法を説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。BWRの原子炉圧力容器34には、図5に示すように、複数のノズル35が設けられる。配管38が各ノズル35に接続される。ノズル35は、図1に示すように、曲面部、円筒部36および円筒傾斜部37を形成している。この曲面部は原子炉圧力容器34の側面につながっている。円筒部36は、曲面部につながり、この曲面部と円筒傾斜部37の間に存在している。円筒傾斜部37では、配管38につながる部分の外径が円筒部36につながる部分の外径よりも小さくなっている。円筒傾斜部37は、外径の大きな円筒部36から外径の小さい配管38へとつながっている。
【0033】
走査装置4が取り付けられた軌道30が、ノズル35に接続された配管38に、この配管38を取り囲むように設置される。軌道30の設置に際して、まず、スペーサ33が、配管38の外面に接触させて、配管38に取り付けられる。スペーサ33は軌道30と配管38の間隔を一定にするために使用される。軌道30は、このスペーサ33の周囲に配置され、軌道30に設けられた各軌道位置調節ネジ32の先端をスペーサ33に接触させる。軌道30と配管38の外面との間の間隔が、周方向において等距離になるように、それぞれの軌道位置調節ネジ32により調節される。このようにして、軌道30が配管38を取り囲んで配管38に取り付けられる。
【0034】
軌道30は半割になっており、半割状の軌道30のそれぞれの一端部が互いに回転可能に接続され、半割状の軌道30のそれぞれの他端部は互いにロックされるように構成されている。軌道30を、配管38の周囲を取り囲むように配置するときには、他端部のロックを外して一対の半割状の軌道30を開いて配管38を一対の半割状の軌道30の間に配置し、半割状の軌道30の各他端部を互いにロックして結合する。
【0035】
軌道30が配管38に取り付けられたとき、ボールネジ15およびアーム18がノズル35および配管38の軸方向に伸びており、ボールネジ15およびアーム18のそれぞれの一端部を結合する連結板19が原子炉圧力容器34の方を向いている。モータ16を回転してボールネジ15と噛み合う走行体5Aをノズル35の軸方向に移動させ、リニアアレイ探触子2を円筒部36の外面に接触させる。ボールネジ15およびアーム18はノズル35の中心軸と平行になっている。
【0036】
リニアアレイ探触子2の各振動子3から超音波を送信しながら、モータ11を回転させてリニアアレイ探触子2を円筒部36の外面に沿って円筒部36の周方向に移動させる。すなわち、回転するモータ11によってラック31と噛み合うピニオン12が回転し、走行体10が軌道36に沿って円筒部36の周方向に移動される。走行体10の配管38の周方向への移動により、円筒部36の外面に接触しているリニアアレイ探触子2を円筒部36の周方向に移動させることができる。リニアアレイ探触子2は、円筒部36の周方向において円筒部36を一周する。ローラ29A,29Bが軌道30に内面に接触しているので、走行体10が軌道30から外れることはない。リニアアレイ探触子2が円筒部36の周方向に移動されるとき、探触子ホルダ6が圧縮コイルバネ8によって円筒部36側へ押されるので、リニアアレイ探触子2が一定の力で円筒部36の外面に押し付けられる。また、探触子ホルダ6がジンバル構造になっているため、周方向に移動するリニアアレイ探触子2が円筒部36の外面の緩やかな形状変化に追従することができる。
【0037】
ここで、リニアアレイ探触子6の各振動子3から検査体対象物であるノズル35への超音波の入射について、説明する。円筒部36の外面に置かれた各振動子3に対してタイミングパターン(遅延時間パターン)40を設定することにより、各々の振動子3で発生してノズル35内に入射されたそれぞれの超音波の波面43が合成され、設定した方向に伝播する超音波の合成波44になる。また、合成波44は、設定した点で波を強め合う焦点41を形成し、それぞれの振動子3に対する遅延時間パターン40を変化させることにより、ノズル35内での超音波の伝播方向および焦点距離を自由に制御できる。このリニアアレイ探触子2をノズル35の円筒部36の外面に前述したように配置し、それぞれの振動子3に対する遅延時間パターンを制御することにより、ノズル35への超音波の入射方向がノズル35の軸方向において走査され、ノズル35内で超音波の伝播方向を扇形状に変化させることができる。このため、図11に示すように、円筒部36の外面上でのリニアアレイ探触子2の位置を基点にした扇形の超音波入射領域45がノズル35の軸方向に形成される。このため、リニアアレイ探触子2をノズル35の軸方向に走査させることなく、ノズルコーナ部の体積検査範囲の全領域に超音波を入射させることができる。
【0038】
リニアアレイ探触子2が、前述したように、配管38に設置された走査装置4により円筒部36の外面に接触されて周方向に走査される前に、検査員が、ノズルコーナ部の超音波探傷を行うために必要なリニアアレイ探触子2の走査条件を決める各パラメータ(例えば、リニアアレイ探触子2のノズル35の軸方向の位置、走査範囲、走査速度および走査方向等)の情報、および超音波に関する各パラメータ(例えば、超音波の入射角度の範囲および超音波の複数の焦点位置等)の情報を入力部27に入力する。これらのパラメータの情報が入力部27から演算部24に入力される。
【0039】
演算部24は、走査条件を決めるパラメータ(例えば、リニアアレイ探触子2のノズル35の軸方向の位置)の情報を駆動制御部25に伝え、駆動制御部25は入力したその情報に基づいて制御信号を生成する。モータ16はこの制御信号により回転される。モータ16の回転によってボールネジ15が回転し、走行体5Aをボールネジ15の軸方向、すなわちノズル35の軸方向に移動させる。アーム18は、走行体5Aがノズル35の軸方向に移動する際のガイドになり、ボールネジ15の回転によって走行体5Aが回転するのを防止している。モータ16の回転軸に連結されたエンコーダ17が、モータ16の回転数に対応した信号を出力する。この信号を入力した駆動制御部25は、エンコーダ17からのその信号の出力回数を計数し、演算部12はその出力回数の計数に基づいて走行体5A、すなわちリニアアレイ探触子2の、ノズル35の軸方向における位置を算出する。算出されたこの位置の情報は、記録部28に入力され、記録部28に記録される。検査員によって指定された、ノズル軸方向の位置に、リニアアレイ探触子2が到達したとき、駆動制御部25によりモータ16が停止され、リニアアレイ探触子2の、ノズル軸方向への移動が停止される。このようにして、リニアアレイ探触子2が、ノズルコーナ部の超音波探傷を行うための、ノズル軸方向における超音波の入射位置に設定される。この後、ノズルコーナ部の超音波探傷が終了するまで、モータ16が駆動されず、リニアアレイ探触子2がノズル軸方向に移動されない。
【0040】
リニアアレイ探触子2がノズル軸方向における超音波の入射位置に設定された後、演算部24は、走査条件を決める各パラメータ(例えば、リニアアレイ探触子2の走査範囲、走査速度および走査方向等)の情報を用いてモータ11の回転速度および回転方向等を算出する。算出されたモータ11の回転速度および回転方向等が駆動制御部25に伝えられ、駆動制御部25からの制御信号に基づいてモータ11がその回転速度でその回転方向に駆動される。このため、走行体10が、リニアアレイ探触子2の走査範囲内で、前述したように、軌道30に沿って移動する。走行体10の周方向への移動に伴い、モータ11の回転軸に連結されたエンコーダ13は、モータ11の回転数に対応した信号を出力する。この信号を入力した駆動制御部25は、エンコーダ13からのその信号の出力回数を計数し、演算部12ではその出力回数の計数に基づいて走行体10、すなわちリニアアレイ探触子2の周方向における位置を算出する。算出されたこの位置の情報は、記録部28に入力され、記録部28に記録される。
【0041】
入力部27に入力された超音波に関する各パラメータ(例えば、超音波の入射角度の範囲および超音波の複数の焦点位置等)の情報を用いた超音波のノズル35への入射について説明する。リニアアレイ探触子2の各振動子3で発生した超音波をノズル35の円筒部36に入射するとき、走行体10の移動が停止される。走行体10の移動が停止された状態で、各振動子3で発生した超音波の入射方向が、ノズル35の軸方向において走査され、ノズル35のノズルコーナ部の超音波探傷が実施される。
【0042】
リニアアレイ探触子2の各振動子3に入力される遅延時間パターン40の情報は、超音波に関する各パラメータ(例えば、超音波の入射角度の範囲および超音波の複数の焦点位置等)の情報を用いて演算部24で作成される。作成された遅延時間パターン40の情報は、それぞれの振動子3に対する遅延時間情報を含んでいる。遅延時間パターン40の情報は演算部24から遅延時間制御部34に伝えられる。
【0043】
パルサ21は、この振動子3に対して高電圧パルスである超音波送信信号を出力する。遅延時間制御部34は、遅延時間パターン40の情報にマッチングした個々の振動子3に対する遅延時間情報をパルサ21に出力する。パルサ21は、個々の振動子3に対する遅延時間情報に基づいてそれぞれの振動子3に対する超音波送信信号の出力時点を変える。すなわち、遅延時間が長い振動子3に対する超音波送信信号の出力時点は、遅延時間が短い振動子に対するそれよりも遅くなる。この結果、各振動子3からノズル35の円筒部36への超音波の送信時点が、遅延時間パターン40の情報にマッチングして異なる。このため、各々の振動子3で発生してノズル35内に入射されたそれぞれの超音波の合成波44が、ノズル35の軸方向において、ノズルコーナ部側に位置する焦点41に向かって、ノズル35内を伝播する(図4参照)。
【0044】
演算部24は、1つの遅延時間パターン40の情報を作成するのではなく、入力された超音波の入射角度の範囲内で指定された数の焦点41の位置に対応した数の遅延時間パターン40の情報を作成する。入力部27から入力される各焦点41の位置は、図11(A)に示す扇形の超音波入射領域45における円弧上に存在する位置である。それらの遅延時間パターン40の情報は、超音波探傷を行う前に、演算部24で作成され、遅延時間制御部23のメモリ(図示せず)に格納されている。それぞれの遅延時間パターン40の情報は、円筒部36の外面上での円筒部36の周方向における或る位置を基点にした扇形の超音波入射領域45がノズル35の軸方向においてノズル35内に形成されるように、作成される。
【0045】
遅延時間制御部23は、超音波探傷時において、遅延時間パターン40の情報に対応した個々の振動子3に対応する各遅延時間情報に基づいてそれぞれの振動子3に対する超音波送信信号の出力時点を変えるように、パルサ21を制御する。この結果、パルサ21からの超音波送信信号を入力した各々の振動子3は、該当する遅延時間情報に対応する時間差を持って超音波を発生し、この超音波をノズル35に入射する。遅延時間制御部23は、それぞれの遅延時間パターン40の情報に基づいて前述のようにパルサ21を制御するため、各振動子3からノズル35内に送信された超音波が、ノズル35の軸方向において、入射方向を変えるように走査される。すなわち、各振動子3から送信されたそれぞれの超音波に基づいてノズル35内で生成された合成波44が、ノズル35の軸方向において、焦点41の位置を変えるように走査される。異なる遅延時間パターン40の情報に対応してノズル35内で生成された各合成波44は、扇形の超音波入射領域45内において、ノズルコーナ部の体積検査範囲(図8に示されるABCDの領域)に向かって伝播される。このようにして、円筒部36の周方向の或る位置でのノズルコーナ部の体積検査範囲に対する超音波探傷が実施される。
【0046】
円筒部36の周方向の或る位置での、以上のようなノズル軸方向における超音波の照射による探傷が終了した後、モータ11を駆動して走行体10を所定距離だけ周方向に移動させる。走行体10が所定距離移動した後、モータ11を停止して走行体10の周方向への移動を停止させる。この状態では、リニアアレイ探触子2が周方向に所定距離だけ移動されている。そして、この位置で、円筒部36の外面に接触している各振動子3から、前述したように、各超音波を円筒部36に入射させ、その位置でのノズルコーナ部の体積検査範囲に対する超音波探傷が実施される。
【0047】
以上に述べたように、ノズル35の軸方向において超音波の入射方向を変える超音波の走査を行って扇形の超音波入射領域45内において超音波の伝播方向を変えることによるノズルコーナ部の体積検査範囲の超音波探傷、およびリニアアレイ探触子2の周方向への移動を繰り返す。この結果、円筒部36の全周に亘ってリニアアレイ探触子2を移動させることができ、ノズルコーナ部の体積検査範囲の超音波探傷をノズル35の全周に亘って実行することができる。
【0048】
各振動子3からノズル35内に入射された超音波は、ノズルコーナ部の内面、およびノズルコーナ部に欠陥が存在する場合にはこの欠陥で反射され、リニアアレイ探触子2の各振動子3で反射波として受信される。各振動子3において、受信された超音波が圧電変換されて電気信号に変換される。それぞれの振動子3から出力された電気信号がレシーバ22に入力される。
【0049】
ノズルコーナ部の内面または欠陥で反射した超音波がそれぞれの振動子3に受信されるまでにノズル35内を伝播する距離が異なっている。このため、ノズル35内の同じ位置で反射された超音波が各振動子3に受信されるまでの時間に差が生じる。レシーバ22は、各振動子3から入力した各電気信号を増幅する。遅延時間制御部23では、レシーバ22で増幅された各信号に対する受信の時間差を考慮して、合成し、1つの超音波受信信号を作成する。作成された超音波受信信号の情報、例えば、超音波の送信から受信までに要する時間、および超音波受信信号の大きさ等に関する情報が、レシーバ22から演算部24に伝えられる。演算部24は、入力した超音波受信信号の情報を、記録部28に記録し、表示部26に表示する。演算部24は、入力した超音波受信信号の情報に基づいて、例えば、横軸を時間、縦軸を信号強度で表す波形表示情報、および超音波の入射範囲を波形の波高値によって色調変えて表示するセクタ画像表示情報を作成する。これらの表示情報は、演算部24から表示部26に出力され、表示部26の画面に表示される。
【0050】
また、演算部24は、エンコーダ13の出力基づいて算出したリニアアレイ探触子2のノズル35の周方向におけるそれぞれの位置と、受信した超音波の情報を対応付けて記録部28に記録することができる。
【0051】
超音波探傷装置1を用いてノズル35のノズルコーナ部を対象に行われた本実施例の超音波探傷方法により得られた超音波探傷結果の例を、図6および図7を参照して説明する。
【0052】
欠陥46が、図6(A)に示すように、そのノズルコーナ部の内部に存在する場合について、説明する。リニアアレイ探触子2をノズル35の円筒部36の外面に置き、このリニアアレイ探触子2の各振動子3からノズル35に入射される超音波を、前述したように、ノズル35の軸方向に走査して、図6(A)に示すように、ノズルコーナ部の体積検査範囲を含む扇形の超音波入射領域45に入射する。
【0053】
リニアアレイ探触子2の各振動子3から図6(A)に示すように送信された超音波の反射波を各振動子3に受信することによって得られた超音波受信信号に基づいて演算部24により作成され、表示部26に表示された画像情報を、図6(B)に示す。リニアアレイ探触子2の中心位置は、表示部26の画面上部に三角47で表示され、リニアアレイ探触子2の中心位置を基にノズルコーナの輪郭線48を破線で描いている。リニアアレイ探触子2の中心位置(三角47)を基点にした扇形の超音波入射領域45の輪郭線49で表示され、さらに、表示部26には、ノズルコーナ部の内面からの反射波に基づいた反射エコー部50、および他の反射エコー部51が表示されている。
【0054】
輪郭線48上よりリニアアレイ探触子2の中心位置側に反射エコー部21が存在するため、検査員はノズルコーナ部の内部に超音波の反射源となる欠陥が存在すると判断する。また、リニアアレイ探触子2が円筒部36上にあるため、その反射源の位置は、リニアアレイ探触子2の中心位置を基点にして、超音波の振り角度および反射源までの超音波の伝播距離(ノズル35内の音速に)を基に三角関数の公式を用いて容易に算出することができる。リニアアレイ探触子2の中心位置から反射源までの超音波の伝播距離は、超音波の受信時間と超音波のノズル35内への送信開始時間の差の1/2にノズル35内の音速をかけることによって求められる。
【0055】
ノズルコーナ部に欠陥が存在しない場合には、図7(B)に示す画像情報が表示部26に表示される。図7(A)は、図6(A)と同様に、円筒部36の外面に置かれたリニアアレイ探触子2からの超音波の入射状況を示している。
【0056】
ノズルコーナ部に欠陥が存在しない場合には、表示部26の画面には、リニアアレイ探触子2の中心位置(三角47)、ノズルコーナの輪郭線48、超音波入射領域45の輪郭線49およびノズルコーナ部の内面からの反射波に基づいた反射エコー部50が表示される。ノズルコーナ部に欠陥が存在しないため、反射エコー部51は表示されない。
【0057】
本実施例によれば、リニアアレイ探触子2をノズル35の円筒部36の外面に設置し、リニアアレイ探触子2の各振動子3から円筒部36への超音波の入射方向を、焦点41の位置を変えるようにノズル35の軸方向に走査し、ノズルコーナ部の超音波探傷を行うので、ノズル35の外面の曲率の影響を受けずに、ノズルコーナ部に存在する欠陥の位置を精度良く特定することができる。
【0058】
本実施例は、ノズル35の軸方向において、ノズル35に入射する方向を、ノズル35の軸方向において走査するので、円筒部36の外面上でのリニアアレイ探触子2を基点に、ノズルコーナ部の体積検査範囲を含む扇形の超音波入射領域45内に超音波を伝播させることができ、ノズルコーナ部の体積検査範囲を対象にした超音波探傷を、リニアアレイ探触子2をノズル35の軸方向に走査させないで行うことができる。このため、ノズルコーナ部を対象にした超音波探傷に要する時間を短縮することができる。
【0059】
本実施例によれば、特開2001−221784号公報に記載された超音波探傷におけるように、斜角探触子の適切な設置位置および適切な屈折角を選定するための難しい検討が不要になる。さらに、本実施例は、リニアアレイ探触子2を用いて超音波を前述のようにノズル35の軸方向に走査するので、特開2001−221784号公報に記載された超音波探傷よりも、ノズルコーナ部に存在する小さな欠陥を検出することができる。
【実施例2】
【0060】
本発明の他の実施例である実施例2の超音波探傷方法を、図13〜図17を用いて説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。
【0061】
本実施例の超音波探傷方法に用いられる超音波探傷装置1Aは、実施例1で用いられる超音波探傷装置1において探触子ホルダ6を探触子ホルダ6Aに替えた構成を有する。探触子ホルダ6Aの、リニアアレイ探触子2を取り付ける探触子支持部材6Bが、ノズル35の円筒傾斜部37の傾斜面と平行になるように配置されている。図示されていないが、超音波探傷装置1Aも、送受信部20、演算部24、駆動制御部25、表示部26、入力部27および記録部28を有している。
【0062】
超音波探傷装置1Aは、超音波探傷装置1と同様に、軌道30をノズル35に接続された配管38を取り囲んで配管38に設置される。実施例1と同様にモータ16を駆動してリニアアレイ探触子2をノズル35の円筒傾斜部37の傾斜面上に設定する。探触子ホルダ6Aが傾斜して設置された探触子支持部材6Bを有しているので、この探触子支持部材6Bに取り付けられたリニアアレイ探触子2を円筒傾斜部37の傾斜面に接触させることができる。
【0063】
リニアアレイ探触子2は、実施例1と同様にして、円筒傾斜部37の傾斜面に沿ってノズル35の周方向に走査される。リニアアレイ探触子2が円筒傾斜部37の傾斜面上の周方向の或る位置に存在しているときに、遅延時間制御部23がそれぞれの遅延時間パターン40の情報に基づいて実施例1のようにパルサ21を制御するため、リニアアレイ探触子2の各振動子3からノズル35内へ送信される超音波が、実施例1と同様に、入射方向を変えて焦点41の位置を変えるように、ノズル35の軸方向において走査される。このため、図15(A)に示すように、ノズルコーナ部の体積検査範囲を含む扇形の超音波入射領域45内で超音波を伝播させることができる。リニアアレイ探触子2から送信される超音波は、図15(B)に示すように、ノズル35の中心軸に向かっている。本実施例においても、演算部24で作成された複数の遅延時間パターン40の情報が遅延時間制御部34のメモリに記憶されており、遅延時間パターン40の情報に基づいて、リニアアレイ探触子2の各振動子3からのそれぞれの超音波の送信時点が、実施例1のように調節される。
【0064】
各振動子3から円筒傾斜部37を通してノズル35内に入射された超音波は、ノズルコーナ部の内面、およびノズルコーナ部に欠陥が存在する場合にはこの欠陥で反射され、リニアアレイ探触子2の各振動子3で反射波として受信される。反射波を受信した各振動子3は、反射波に対応する電気信号を出力する。それぞれの振動子3から出力された電気信号がレシーバ22に入力され、これらの電気信号を基に1つの超音波受信信号がレシーバ2で生成される。演算部24は、入力した超音波受信信号に基づいて、実施例1と同様に、表示部26に表示する表示情報を作成する。
【0065】
本実施例で作成された表示情報の例を図16および図17に示す。
【0066】
欠陥46が、図16(A)に示すように、そのノズルコーナ部の内部に存在する場合について、説明する。リニアアレイ探触子2をノズル35の円筒傾斜部37の傾斜面上に置き、このリニアアレイ探触子2の各振動子3からノズル35に入射される超音波を、前述したように、ノズル35の軸方向に走査して、図16(A)に示すように、扇形の超音波入射領域45に入射する。
【0067】
リニアアレイ探触子2の各振動子3から図16(A)に示すように送信された超音波の反射波を各振動子3に受信することによって得られた超音波受信信号に基づいて演算部24により作成され、表示部26に表示された画像情報を、図16(B)に示す。図16(B)に示された表示部26に表示された画像情報も、図6(B)に示す画像情報と同様に、リニアアレイ探触子2の中心位置(三角47)、ノズルコーナの輪郭線48、超音波入射領域45の輪郭線49、反射エコー部50および他の反射エコー部51を含んでいる。輪郭線48上よりリニアアレイ探触子2の中心位置側に反射エコー部51が存在するため、検査員はノズルコーナ部の内部に超音波の反射源となる欠陥が存在すると判断する。本実施例においても、ノズルコーナ部における欠陥の位置を容易に算出することができる。
【0068】
ノズルコーナ部に欠陥が存在しない場合には、図17(B)に示す画像情報が表示部26に表示される。図17(A)は、図16(A)と同様に、円筒傾斜部37の傾斜面に置かれたリニアアレイ探触子2からの超音波の入射状況を示している。
【0069】
ノズルコーナ部に欠陥が存在しない場合には、表示部26の画面には、リニアアレイ探触子2の中心位置(三角47)、ノズルコーナ部の輪郭線48、超音波入射領域45の輪郭線49およびノズルコーナ部の内面からの反射波に基づいた反射エコー部50が表示される。ノズルコーナ部に欠陥が存在しないため、反射エコー部51は表示されない。
【0070】
リニアアレイ探触子2を円筒傾斜部37の傾斜面に置いた本実施例においても、実施例1で生じる各効果を得ることができる。
【実施例3】
【0071】
本発明の他の実施例である実施例3の超音波探傷方法を、図18を用いて説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。
【0072】
本実施例の超音波探傷方法に用いられる超音波探傷装置は、超音波探傷装置1において、リニアアレイ探触子2を検査対象物であるノズル35の周方向に傾斜させて探触子ホルダ6の探触子支持部材6bに取り付け、リニアアレイ探触子2のノズル35に対向する面にくさび60を取り付けた構成を有する。リニアアレイ探触子2は、図18(B)に示すように、ノズル35の周方向において、ノズル35の中心を通る直線に対して反時計回りの方向に角度θだけ傾斜している。くさび60のリニアアレイ探触子2に対向する面は、傾斜面になっている。
【0073】
超音波探傷装置の軌道30を、ノズル35に接続された配管38を取り囲むようにして配管38に取り付ける。モータ16を駆動させてボールネジ15を回転させ、リニアアレイ探触子2を円筒部36の軸方向の所定の位置まで移動させる。リニアアレイ探触子2の各振動子3が円筒部36の外面に対向し、くさび60の一面が円筒部36の外面上に設定される。この状態で、実施例1と同様に、複数の遅延時間パターン40の情報を用いてノズル35の軸方向において超音波の入射方向を変える超音波の走査を行って、扇形の超音波入射領域45内において超音波の伝播方向を変えることによるノズルコーナ部の体積検査範囲の超音波探傷、およびリニアアレイ探触子2の周方向への移動が繰り返され、ノズル35の全周に亘ってノズルコーナ部の体積検査範囲の超音波探傷が行われる。
【0074】
本実施例は、円筒部36の外面上に置かれたくさび60の傾斜面にリニアアレイ探触子2を接触させているので、リニアアレイ探触子2の各振動子3から送信された超音波は、ノズル35の中心を通る直線に対して反時計回りの方向に角度θだけ傾斜した方向に進んでくさび60を通過して円筒部36に入射される(図18(B)参照)。遅延時間制御部23がそれぞれの遅延時間パターン40の情報に基づいて実施例1のようにパルサ21を制御するため、リニアアレイ探触子2の各振動子3からノズル35内へ反時計回りの方向に角度θだけ傾斜して送信される超音波が、実施例1と同様に、ノズル35の軸方向において、入射方向を変えて焦点41の位置を変えるように、走査される。リニアアレイ探触子2の各振動子3から送信されたそれぞれの超音波は、この超音波の、円筒部36への、周方向における入射位置を基点に反時計回りの方向に角度θだけ傾斜している扇形の超音波入射領域45内を伝播してノズルコーナ部に到達する。
【0075】
発明者らは、本実施例のように円筒部36の外面に置かれたくさび60の傾斜面にリニアアレイ探触子2を設置した場合、および実施例1のようにくさび60を用いずに円筒部36の外面にリニアアレイ探触子2を置いた場合におけるノズルコーナ部の超音波探傷の性能を比較した。この結果、くさび60を用いないで円筒部36の外面にリニアアレイ探触子2を置いた場合では、各振動子3で発生した超音波がノズル35の中心軸に向かってノズル35に入射される。このため、ノズルコーナ部の内面から内部に向かうき裂57が存在する場合、ノズル35の中心軸に向かう超音波は、図19(B)に示すように、ノズルコーナ部に存在するき裂57の先端で反射される。しかしながら、本実施例では、ノズル35の周方向に傾斜したくさび60を用いているため、各振動子3で発生した超音波が、ノズル35の中心を通る直線に対して反時計回りの方向に角度θだけ傾いた方向でノズル35に入射されるので、図19(A)に実線で示すように、き裂57の、ノズルコーナ部の内面に存在する開口部で反射される。さらに、リニアアレイ探触子2が周方向に移動したとき、各振動子3で発生した超音波が図19(A)に破線で示すように、き裂57の先端で反射される。くさび60を用いることによりき裂57の開口部に超音波を斜めに入射させることができる本実施例は、き裂57の開口部で反射波を得ることができ、実施例1に比べてノズルコーナ部に存在するき裂57をより精度良く検出することができる。一般的に、き裂における超音波の反射率は、き裂の先端部よりもき裂の開口部で相対的に大きくなるので、き裂の開口部での反射波が得られる本実施例は、き裂をより精度良く検出することができる。
【0076】
各振動子3で受信された反射波を基に作成された超音波受信信号に基づいて、演算部24は、実施例1と同様に、表示部26に表示する表示情報を作成する。本実施例で作成された表示情報の例を図20および図21に示す。
【0077】
図20(A)に示すようにノズルコーナ部にノズルの周方向に開口したき裂61がある場合、図21(A)に示すようにノズルコーナ部にノズルの軸方向に開口したき裂64がある場合、および図22(A)に示すようにノズルコーナ部にき裂が存在しない場合において、作成されて表示部26に表示された表示画像が、図20(B)、図21(B)および図22(B)にそれぞれ示される。いずれのケースにおいても、前述したように、リニアアレイ探触子2に取り付けられたくさび60円筒部36の外面上に置き、リニアアレイ探触子2の各振動子3で発生した超音波を図19(A)に示すように円筒部36に入射し、各遅延時間パターン40の情報に基づいて、各振動子3からノズル3に入射される超音波を、ノズル35の軸方向において、入射方向を変えて焦点41の位置を変えるように、走査して、その超音波を扇形の超音波入射領域45内に伝播させる。
【0078】
図20(B)、図21(B)および図22(B)に示されたそれぞれ表示画像は、リニアアレイ探触子2の中心位置(三角47)、ノズルコーナの輪郭線48、および超音波入射領域45の輪郭線49の各表示情報を含んでいる。周方向のき裂61が存在する場合における図20(B)の表示画像は、反射エコー部62,63の表示画像を含んでいる。ノズルコーナの輪郭線48上に存在する反射エコー部62の表示画像は、き裂61の開口部の表示画像であり、ノズルコーナの輪郭線48よりもリニアアレイ探触子2側に位置する反射エコー部63の表示画像はき裂61の先端部の表示画像である。反射エコー部62の表示画像および反射エコー部63の表示画像により、き裂61の長さを求めることができる。軸方向のき裂64が存在する場合における図21(B)の表示画像は、反射エコー部65の表示画像を含んでいる。ノズルコーナの輪郭線48上に存在する反射エコー部64の表示画像は、軸方向のき裂64の開口部の表示画像である。
【0079】
また、反射源(き裂)の位置は、リニアアレイ探触子2が円筒部36上に存在するため、リニアアレイ探触子2の中心から、超音波の振り角度とくさび60の傾斜角の合成屈折角と、反射源までの伝播距離を基に三角関数の公式から容易に算出できる。
【0080】
本実施例は、実施例1で生じる各効果を得ることができる。本実施例は、くさび60を用いているので、ノズルコーナ部に存在するき裂をより精度良く検出することができる
【実施例4】
【0081】
本発明の他の実施例である実施例4の超音波探傷方法を、図23および図24を用いて説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。
【0082】
本実施例の超音波探傷方法に用いられる超音波探傷装置1Bは、超音波探傷装置1において探触子ホルダ6を一対の探触子ホルダ6Cに替え、リニアアレイ探触子2を、くさび60Aを取り付けたリニアアレイ探触子2Aおよびくさび60Bを取り付けたリニアアレイ探触子2Bに替えた構成を有する。さらに、超音波探傷装置1Bでは、送受信部20が、リニアアレイ探触子2A用のパルサ21(第1パルサ)およびレシーバ22(第1レシーバ)およびリニアアレイ探触子2B用のパルサ21(第2パルサ)およびレシーバ22(第2レシーバ)を有し、第1および第2パルサおよび第1および第2レシーバが、同じ遅延時間制御部23に接続されている。超音波探傷装置1Bの他の構成は超音波探傷装置1と同じである。
【0083】
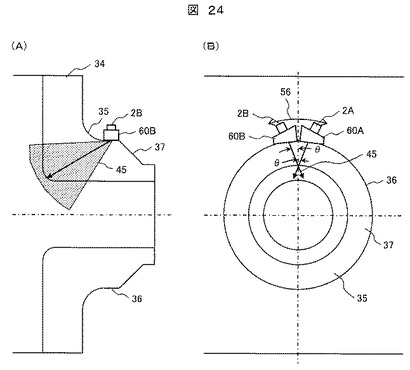
一対の探触子ホルダ6Cは、所定の間隔だけ離して走行体5Aに軸方向に移動可能に取り付けられた2本の支持棒7にそれぞれ取り付けられる。リニアアレイ探触子2Aが、1つの探触子ホルダ6Cの探触子支持部材6Bに、ノズル35の中心を通る直線に対して時計回りの方向に角度θで傾斜して取り付けられる。このリニアアレイ探触子2Aには、くさび60Aの傾斜面が取り付けられる(図24(B)参照)。リニアアレイ探触子2Bが、他の探触子ホルダ6Cの探触子支持部材6Bに、ノズル35の中心を通る直線に対してリニアアレイ探触子2Aとは逆方向で反時計回りの方向に角度θで傾斜して取り付けられる。このリニアアレイ探触子2Bには、くさび60Bの傾斜面が取り付けられる(図24(B)参照)。くさび60A,60Bでは、ノズル35の周方向において互いに対向する面の高さがそれぞれの反対側の面の高さよりも高くなっている。
【0084】
超音波探傷装置の軌道30を、ノズル35に接続された配管38を取り囲むようにして配管38に取り付ける。モータ16を駆動させてボールネジ15を回転させ、走行体5Aを連結板19に向かって移動させる。これにより、リニアアレイ探触子2A,2Bを円筒部36の軸方向の所定の位置まで移動させる。リニアアレイ探触子2A,2Bのそれぞれの各振動子3が円筒部36の外面に対向し、くさび60A,60Bのそれぞれの一面が円筒部36の外面に接触される。この状態で、実施例1と同様に、複数の遅延時間パターン40の情報を用いてノズル35の軸方向においてリニアアレイ探触子2A,2Bのそれぞれに対して超音波の入射方向を変える超音波の走査を行って、リニアアレイ探触子2A,2Bに対応するそれぞれの扇形の超音波入射領域45内において超音波の伝播方向を変えることによるノズルコーナ部の体積検査範囲の超音波探傷、およびリニアアレイ探触子2A,2Bの周方向への移動が繰り返され、ノズル35の全周に亘ってノズルコーナ部の体積検査範囲の超音波探傷が行われる。図24(A)に示すようにリニアアレイ探触子2A,2Bのノズル35の周方向における位置が異なっているので、リニアアレイ探触子2A,2Bのそれぞれの振動子3から送信される超音波で同時に超音波探傷されるノズルコーナ部の領域が異なっている。しかしながら、リニアアレイ探触子2A,2Bが円筒部36の全周に亘って走査されるので、結果的に、それぞれのリニアアレイ探触子から送信される各超音波は、ノズル35の全周において、ノズルコーナ部の体積検査範囲に伝播される。ニアアレイ探触子2A,2Bは、周方向において同じ方向に移動する。
【0085】
ノズルコーナ部の超音波探傷を行う際には、リニアアレイ探触子2Aの各振動子3から送信された超音波は、ノズル35の中心を通る直線に対して時計回りの方向に角度θだけ傾斜した方向に進んでくさび60Aを通過して円筒部36に入射され、リニアアレイ探触子2Bの各振動子3から送信された超音波は、ノズル35の中心を通る直線に対して反時計回りの方向に角度θだけ傾斜した方向に進んでくさび60Bを通過して円筒部36に入射される。リニアアレイ探触子2Aの各振動子3から送信される超音波とリニアアレイ探触子2Bの各振動子3から送信される超音波は、同時に送信されると図24(B)に示すように互いに干渉する。このため、リニアアレイ探触子2A,2Bの各振動子3からは同時に超音波が送信されず、一方のリニアアレイ探触子(例えば、リニアアレイ探触子2A)の各振動子3から超音波が送信されているときには、他方のリニアアレイ探触子(例えば、リニアアレイ探触子2B)の各振動子3からの超音波の送信が停止されている。
【0086】
遅延時間制御部23がそれぞれの遅延時間パターン40の情報に基づいて、実施例1と同様に、第1および第2パルサ21のそれぞれを制御する。この結果、リニアアレイ探触子2Aの各振動子3からノズル35内へ時計回りの方向に角度θだけ傾斜して送信される超音波が、ノズル35の軸方向において、入射方向を変えて焦点41の位置を変えるように、走査される。リニアアレイ探触子2Aの各振動子3から送信された各超音波は、この超音波の、円筒部36への、周方向における入射位置を基点に時計回りの方向に角度θだけ傾斜している扇形の超音波入射領域45内を伝播してノズルコーナ部に到達する。
リニアアレイ探触子2Bの各振動子3からノズル35内へ反時計回りの方向に角度θだけ傾斜して送信される超音波が、ノズル35の軸方向において、入射方向を変えて焦点41の位置を変えるように、走査される。リニアアレイ探触子2Bの各振動子3から送信された各超音波は、この超音波の、円筒部36への、周方向における入射位置を基点に反時計回りの方向に角度θだけ傾斜している他の扇形の超音波入射領域45内を伝播してノズルコーナ部に到達する。
【0087】
反射波を受信したリニアアレイ探触子2Aの各振動子3は、その反射波に対応する電気信号を第1レシーバへ出力され、第1レシーバはこれらの電気信号を基に1つの第1超音波受信信号を生成する。反射波を受信したリニアアレイ探触子2Bの各振動子3は、その反射波に対応する電気信号を第2レシーバへ出力され、第2レシーバはこれらの電気信号を基に1つの第2超音波受信信号を生成する。演算部24は、入力した第1超音波受信信号に基づいて表示部26に表示する第1表示情報、および入力した第2超音波受信信号に基づいて表示部26に表示する第2表示情報をそれぞれ作成し、これらの表示情報は表示するために表示部26に出力する。第1および第2表示情報は、例えば、図20(B)、図21(B)および図22(B)に示されたそれぞれに対応する表示画像である。
【0088】
本実施例は、実施例3で生じる各効果を得ることができる。さらに、本実施例は、円筒部36を一周する超音波探傷において、リニアアレイ探触子2A,2Bから異なる方向に送信されるそれぞれの超音波により異なる2方向での超音波探傷を同時に行うことができる。くさび60A,60Bは、ノズル35の周方向において反対側に傾斜する2つの傾斜面を形成した1つのくさびにし、その周方向において中央部でのくさびの、ノズルの半径方向における厚みを最も厚くしてもよい。
【実施例5】
【0089】
本発明の他の実施例である実施例5の超音波探傷方法を、図25を用いて説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。
【0090】
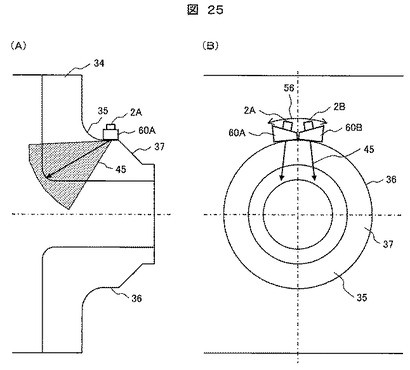
本実施例に用いられる超音波探傷装置は、実施例4で用いられる超音波探傷装置1Bにおいてリニアアレイ探触子2A,2Bの配置を入れ替えた構成を有している。本実施例に用いられる超音波探傷装置の他の構成は超音波探傷装置1Bと同じである。本実施例に用いられる超音波探傷装置では、くさび60A,60Bの、ノズル35の周方向において互いに対向する面の高さがそれぞれの反対側の面の高さよりも低くなっている(図25(B)参照)。
【0091】
本実施例も、実施例4と同様に、リニアアレイ探触子2A,2Bのそれぞれの振動子3から超音波が円筒部36に向かって送信され、それぞれの振動子で受信した反射波に基づいてそれぞれの表示情報が作成される。
【0092】
本実施例は、実施例4で生じる各効果を得ることができる。本実施例では、くさび60A,60Bのそれぞれの傾斜面が、ノズル35の周方向において、くさび60A,60Bの対向する側面から遠ざかる方向に向かって低くなるように傾斜しているので、リニアアレイ探触子2A,2Bのそれぞれの振動子3から送信される各超音波は、実施例4のように互いに干渉することはない。このため、ノズル35の全周に亘るノズルコーナ部の超音波探傷に要する時間を実施例4よりも短縮することができる。
【0093】
くさび60A,60Bは、ノズル35の周方向において反対側に傾斜する2つの傾斜面を形成した1つのくさびにし、その周方向において中央部でのくさびの、ノズルの半径方向における厚みを最も薄くしてもよい。
【実施例6】
【0094】
本発明の他の実施例である実施例6の超音波探傷方法を、図26および図27を用いて説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。
【0095】
本実施例に用いられる超音波探傷装置は、実施例1で用いられる超音波探傷装置1においてリニアアレイ探触子2をマトリクスアレイ探触子61に替えた構成を有している。本実施例に用いられる超音波探傷装置の他の構成は超音波探傷装置1と同じである。マトリクスアレイ探触子61も、フェーズドアレイ探触子の一種である。
【0096】
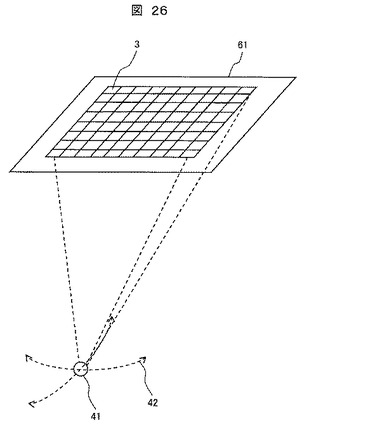
リニアアレイ探触子2が複数の振動子3を一列に配置しているのに対し、マトリクスアレイ探触子61は、図26に示すように、複数の振動子3を、2次元に、すなわち、横に複数列、縦に複数行配置している。このマトリクスアレイ探触子61が、超音波探傷装置1において、リニアアレイ探触子2の替りに探触子支持部材6Bに取り付けられる。
【0097】
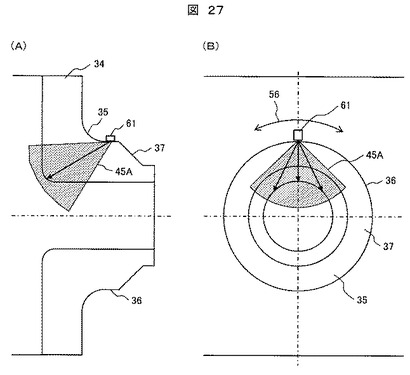
超音波探傷装置1の軌道30を、ノズル35に接続された配管38を取り囲むようにして配管38に取り付ける。モータ16を駆動させてボールネジ15を回転させ、マトリクスアレイ探触子61を円筒部36の軸方向の所定の位置まで移動させる(図27(A)参照)。マトリクスアレイ探触子61の各振動子3が円筒部36の外面上に接触される。この状態で、実施例1と同様に、複数の遅延時間パターン40の情報を用いてノズル35の軸方向に2次元的に超音波の入射方向を変える超音波の走査を行って、ノズル35の軸方向において扇形に広がりさらにノズル35の周方向にも扇方に広がる超音波入射領域45A(図27(A)および図27(B)参照)を伝播する合成波を、ノズル35内で生成する。この合成波は、設定した点で波を強め合う焦点41を有し、遅延時間パターンを変化させることで、超音波の伝播方向や焦点距離を自由に制御できる。
【0098】
本実施例は実施例1で生じる各効果を得ることができる。本実施例は、マトリクスアレイ探触子61を用いることにより、くさび60A,60Bを用いずに、ノズル35の全周に亘る一度のマトリクスアレイ探触子61の移動により、ノズル35の周方向における時計回りおよび反時計回りでのノズルコーナ部に対する超音波探傷を行うことができる。
【0099】
マトリクスアレイ探触子61は、実施例1以外に、実施例2に適用することができる。
【0100】
実施例1から実施例6のそれぞれの超音波探傷方法は、加圧水型原子炉(PWR)の原子炉圧力容器に接合されたノズルのノズルコーナ部の超音波探傷にも適用でき、さらに、原子力プラント以外のプラントの容器に接合されたノズルのノズルコーナ部、および配管に接合された管台のノズルコーナ部の超音波探傷にも適用できる。さらに、それぞれの実施例は、容器に取り付けた管台の内面のコーナ部に対する超音波探傷にも適用できる。
【産業上の利用可能性】
【0101】
本発明は、プラントに用いられる容器および配管に接合されたそれぞれの管台の内面のコーナ部の超音波探傷に適用することができる。
【符号の説明】
【0102】
1,1A,1B…超音波探傷装置、2,2A,2B…リニアアレイ探触子、3…振動子、4…走査装置、5…探触子支持装置、5A,10…走行体、6,6A,6C…探触子ホルダ、9…周方向走査装置、11,16…モータ、12…ピニオン、14…軸方向走査装置、15…ボールネジ、18…アーム、20…送受信部、21…パルサ、22…レシーバ、23…遅延時間制御部、24…演算部、25…駆動制御部、26…表示部、30…軌道、31…ラック、34…原子炉圧力容器、35…ノズル、36…円筒部、37…円筒傾斜部、45…超音波入射領域、60,60A,60B…くさび、61…マトリクスアレイ探触子。
【技術分野】
【0001】
本発明は、超音波探傷方法に係り、特に、原子炉圧力容器の管台(ノズル)における内面の丸みの部分(ノズルコーナ部)の超音波探傷に適用するのに好適な超音波探傷方法に関する。
【背景技術】
【0002】
現在、原子炉圧力容器の管台(ノズル)の内側に存在するノズルコーナ部は、日本機械学会が定める発電用原子力設備規格維持規格(JSME S NA1−2008)に基づき、供用期間中に経年変化を確認するために体積検査が要求されている。その体積検査の手法として、超音波探傷による検査が行われてきた。
【0003】
従来までの超音波探傷試験方法では、独立行政法人原子力安全基盤機構の平成16年度原子力発電施設検査技術実証事業に関する報告書(超音波探傷試験における欠陥検出性およびサイジング精度の確認に関するもの)[総括版(2/2)]において、斜角法による試験およびその試験結果について報告されている。また、特開2001−221784号公報は、探触子の振動子を検査対象物の接地面を基準とする二つの水平直交方向に対し調整された角度で傾斜させた斜角探触子を用いた超音波探傷方法を提案している。特許第4357265号公報は、原子炉圧力容器の炉底部において、フェーズドアレイ探触子を用いて原子炉圧力容器とスタブチューブの溶接部の周方向における超音波探傷を行うことを記載している。この超音波探傷は、フェーズドアレイ探触子から送信される超音波の集束位置を変えながら行われる。
【0004】
これまで提案されている方法によれば、ノズル外面の曲率部や容器側に斜角探触子を設置させて、適切な設置位置と適切な屈折角を選定することで、ノズルコーナ部の探傷を可能としている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−221784号公報
【特許文献2】特許第4357265号公報
【非特許文献】
【0006】
【非特許文献1】発電用原子力設備規格維持規格(JSME S NA1−2008)、日本機会学会
【非特許文献2】平成16年度原子力発電施設検査技術実証事業に関する報告書(超音波探傷試験における欠陥検出性およびサイジング精度の確認に関するもの)[総括版(2/2)](独立行政法人原子力安全基盤機構)
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特開2001−221784号公報に記載された超音波探傷では、斜角探触子の適切な設置位置および適切な屈折角を選定するために、ノズルの外面側では配管円周方向位置および配管軸方向の位置を定め、そのとき、内面側に超音波が適切に入射する屈折角を検討し、探触子の設置位置が異なるごとに繰り返し検討を重ねる必要がでてくる。また、ノズル外面の曲面部および容器側において、斜角探触子の設置位置が異なるとノズルの外面の曲率が変わり、斜角探触子の向きが異なるごとに、超音波の到達する内面位置が大きく変わる。したがって、超音波の適切な屈折角を検討するために、3次元の立体形状で検討しなければならず、難しい検討が必要となる。
【0008】
さらに、ノズル外面の円筒部および円筒傾斜部からの探傷は、探傷範囲を満足する走査ができないため、曲面部および容器側からの走査によって検査を行ってきた。このため、検査装置が円周方向の走査と曲面部のならい走査が必要となり、装置の大型化および複雑化となる。
【0009】
本発明の目的は、管台外面の曲率の影響を受けずに、管台内面のコーナ部で検出された欠陥の位置精度を向上させることができる超音波探傷方法を提供することにある。
【課題を解決するための手段】
【0010】
上記した目的を達成する本発明の特徴は、超音波を送信する探触子を容器および配管のいずれかに接合された管台の円筒部および管台の円筒傾斜部のいずれかの外面に設定させ、その探触子から管台への超音波の入射方向を、管台の軸方向において、走査し、その管台の内面のコーナ部の超音波探傷を行うことにある。
【0011】
超音波を送信する探触子を容器および配管のいずれかに接合された管台の円筒部および管台の円筒傾斜部のいずれかの外面に接触させ、その探触子から管台への超音波の入射方向を、管台の軸方向において、走査し、その管台の内面のコーナ部の超音波探傷を行うので、管台の外面の曲率の影響を受けずに、管台内面のコーナ部に存在する欠陥の位置を精度良く特定することができる。管台内面のコーナ部は、管台における内面の丸みの部分である。
【0012】
好ましくは、探触子として複数の振動子を有するフェーズドアレイ探触子を用いることが望ましい。フェーズドアレイ探触子を用いることにより、管台内面のコーナ部に存在するより小さい欠陥も検出することができる。
【0013】
好ましくは、管台の周方向に傾斜したくさびを前記探触子の超音波送信面に取り付けることが望ましい。
【発明の効果】
【0014】
本発明によれば、容器および配管のいずれかに設けられた管台外面の曲率の影響を受けずに、管台内面のコーナ部で検出された欠陥の位置精度を向上させることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の好適な一実施例である実施例1の超音波探傷方法に用いられる超音波探傷装置の超音波走査装置の平面図である。
【図2】実施例1の超音波探傷方法に用いられる、図1に示す超音波走査装置を含む超音波探傷装置の構成図である。
【図3】図1に示す超音波探傷装置の信号処理部の詳細構成図である。
【図4】図1に示す超音波探傷装置のリニアアレイ探触子による超音波の制御の原理を示す説明図である。
【図5】実施例1の超音波探傷方法が実施される原子炉圧力容器の斜視図である。リニアアレイ探触子による超音波の制御の原理を示す図である。
【図6】実施例1の超音波探傷方法における、ノズルコーナ部に内部欠陥が生じている場合の探傷結果を示す説明図であり、(A)は実施例1におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
【図7】実施例1の超音波探傷方法における、ノズルコーナ部に内部欠陥が生じていない場合の探傷結果を示す説明図であり、(A)は実施例1におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
【図8】ノズルコーナの体積検査範囲を示す説明図である。
【図9】斜角探触子を用いた、ノズルを対象とする従来の超音波探傷方法において、斜角探触子の設置位置を示す説明図である。
【図10】従来の斜角探触子のノズルにおける走査を示す説明図であり、(A)は従来の斜角探触子を設置したノズルの縦断面図、(B)は従来の斜角探触子を設置したノズルの正面図である。
【図11】本発明の一例におけるリニアアレイ探触子のノズル外面での走査を示す説明図であり、(A)はリニアアレイ探触子を設置しているノズルの縦断面図、(B)はリニアアレイ探触子を設置しているノズルの正面図である。
【図12】図11に示すリニアアレイ探触子を用いたノズルの超音波探傷における超音波の電波の伝播方向およびノズル外面の曲率の影響を示す説明図である。
【図13】本発明の他の実施例である実施例2の超音波探傷方法に用いられる超音波探傷装置の平面図である。
【図14】図13に示す超音波探傷装置の側面図である。
【図15】実施例2におけるリニアアレイ探触子のノズル外面での走査を示す説明図であり、(A)は実施例2においてリニアアレイ探触子を設置しているノズルの縦断面図、(B)は実施例2においてリニアアレイ探触子を設置しているノズルの正面図である。
【図16】実施例2の超音波探傷方法における、ノズルコーナ部に内部欠陥が生じている場合の探傷結果を示す説明図であり、(A)は実施例2におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
【図17】実施例2の超音波探傷方法における、ノズルコーナ部に内部欠陥が生じていない場合の探傷結果を示す説明図であり、(A)は実施例2におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
【図18】本発明の他の実施例である実施例3の超音波探傷方法におけるくさびを有するリニアアレイ探触子のノズル外面での走査を示す説明図であり、(A)は実施例3においてくさびを有するリニアアレイ探触子を設置しているノズルの縦断面図、(B)は実施例3においてくさびを有するリニアアレイ探触子を設置しているノズルの正面図である。
【図19】実施例3におけるくさびを有するリニアアレイ探触子、およびくさびを有していないリニアアレイ探触子のそれぞれによる探傷の相違を示す説明図であり、(A)は実施例3におけるくさびを有するリニアアレイ探触子による探傷を示す説明図、(B)はくさびを有していないリニアアレイ探触子による探傷を示す説明である。
【図20】実施例3の超音波探傷方法における、ノズルの周方向でノズルコーナ部に内部欠陥が生じている場合の探傷結果を示す説明図であり、(A)は実施例2におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
【図21】実施例3の超音波探傷方法における、ノズルの軸方向でノズルコーナ部に内部欠陥が生じている場合の探傷結果を示す説明図であり、(A)は実施例2におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
【図22】実施例3の超音波探傷方法における、ノズルコーナ部に内部欠陥が生じていない場合の探傷結果を示す説明図であり、(A)は実施例3におけるリニアアレイ探触子の配置を示す説明図、(B)はこの(A)におけるリニアアレイ探触子の配置での探傷結果を示す説明図である。
【図23】本発明の他の実施例である実施例4の超音波探傷方法に用いられる超音波探傷装置の平面図である。
【図24】実施例4におけるリニアアレイ探触子のノズル外面での走査を示す説明図であり、(A)は実施例4においてリニアアレイ探触子を設置しているノズルの縦断面図、(B)は実施例4においてリニアアレイ探触子を設置しているノズルの正面図である。
【図25】本発明の他の実施例である実施例5の超音波探傷方法におけるリニアアレイ探触子のノズル外面での走査を示す説明図であり、(A)は実施例5においてリニアアレイ探触子を設置しているノズルの縦断面図、(B)は実施例5においてリニアアレイ探触子を設置しているノズルの正面図である。
【図26】本発明の他の実施例である実施例6の超音波探傷方法に用いられるマトリクスアレイ探触子の構成図である。
【図27】実施例6の超音波探傷方法におけるマトリクスアレイ探触子のノズル外面での走査を示す説明図であり、(A)は実施例6においてマトリクスアレイ探触子を設置しているノズルの縦断面図、(B)は実施例6においてマトリクスアレイ探触子を設置しているノズルの正面図である。
【発明を実施するための形態】
【0016】
発明者らは、管台(以下、ノズルという)外面の曲率の影響を受けずに、管台における内面の丸みの部分(以下、ノズルコーナ部という)で検出された欠陥の位置精度を向上させることができる超音波探傷方法について検討を行った。この検討結果を以下に説明する。
【0017】
沸騰水型原子炉(BWR)の原子炉圧力容器34のノズルコーナ部の超音波探傷は、ノズル35の全周で図8に示されるABCDの領域を対象に行われる。ノズル35の全周におけるABCDの領域が、ノズルコーナ部の体積検査範囲である。ノズル35の全周における、ノズルコーナ部の内面の丸み部(A点)から原子炉圧力容器34の肉厚分(B点)を内側10mmまでの領域が、超音波探傷の対象となるノズルコーナ部の体積検査範囲であり、この体積検査範囲を対象に、超音波探傷による検査が定期的に行われる。
【0018】
斜角探触子を用いた従来の超音波探傷では、体積検査範囲を対象とする検査を行うため、斜角探触子を、ノズル35の外面の曲面から原子炉圧力容器34の側面までの範囲で走査する必要があった。さらに、原子炉圧力容器34は軸方向から周方向にかけて(軸方向における原子炉圧力容器34の輪郭34Aから周方向におけるその輪郭34Bにかけて)、斜角探触子を設置する原子炉圧力容器34の外面は平面から曲面に変化する(図9参照)。このため、ノズルコーナ部の体積検査範囲へ超音波を入射させるためには、原子炉圧力容器35の外面において斜角探触子を設置する位置ごとに超音波の到達する範囲を解析しなければならなかった。
【0019】
また、斜角探触子を用いた従来の超音波探傷では、図10に示すように、斜角探触子53をノズル35の外面に沿ってその外面の曲面部から原子炉圧力容器34の側面まで走査させるための曲面のならい走査55、およびノズル35の周方向に走査させる周方向走査56が必要であった。
【0020】
発明者らは、このような斜角探触子を用いた従来の超音波探傷における問題点を解消するために、ノズル外面の曲率の影響を受けずにノズルコーナ部に生じる欠陥の位置精度を向上できる超音波探傷の実現を目指した。そして、発明者らは、容器の側面につながる曲面部この曲面部につながる円筒部を外面に形成してその容器に設けられたノズルの円筒部に探触子を設置し、この探触子から円筒部への超音波の入射方向を円筒部の軸方向に走査し、ノズルのコーナ部の超音波探傷を行えば良いことを見出した。また、容器に設けられたノズルの外面に、ノズルの軸方向において、容器の側面につながる曲面部この曲面部につながる円筒部およびこの円筒部につながる円筒傾斜部が形成される場合には、ノズルの円筒傾斜部に探触子を設置し、この探触子から円筒部への超音波の入射方向を円筒部の軸方向に走査し、ノズルのコーナ部の超音波探傷を行ってもよい。
【0021】
発明者らが見出した新たな超音波探傷の具体的な概念を、図11を用いて説明する。原子炉圧力容器34に設けられたノズル35は、ノズル35外面において、原子炉圧力容器34からノズル35の先端に向かって、曲面部、円筒部36および円筒傾斜部37を形成している。図11は、フェーズドアレイ探触子の一種であるリニアアレイ探触子2を、円筒部36に設置した例である。フェーズドアレイ探触子としては、リニアアレイ探触子以外にマトリクスアレイ探触子などがある。リニアアレイ探触子2は、超音波を送受信する複数の振動子を一列に配置した構成を有する。各振動子から送信される超音波は、後述するように、焦点に集束する合成波となってノズル35内を伝播する。この焦点の位置を変えるように超音波の入射方向をノズルの軸方向に走査することによって合成された超音波ビームのノズル35内での伝播方向(入射方向)が、ノズル35の軸方向において、扇状に変化されるので、リニアアレイ探触子2の各振動子から送信される各超音波の、ノズル35内での軸方向における入射領域45が図11(A)に示されるように扇形になる。この例では、ノズル35の周方向における或る一点に存在するリニアアレイ探触子2の各振動子から送信される各超音波は、ノズル35の周方向において、図11(B)に示されるように、ノズル35の中心軸に向かって送信される。
【0022】
このような超音波のノズル35への入射によって、図12に示すように、ノズル35の外面の曲率の影響を受けずに、常に、同じ角度の扇形の超音波入射領域45が、ノズル35の周方向におけるリニアアレイ探触子2のそれぞれの位置を基点にしてノズル35の軸方向に形成される。このため、ノズルコーナ部に欠陥が存在する場合、ノズル35の外面の曲率の影響を受けずに、ノズルコーナ部で検出された欠陥の位置精度を向上させることができる。
【0023】
以上に説明した発明者らの検討結果を反映した、本発明の実施例を以下に説明する。
【実施例1】
【0024】
本発明の好適な一実施例である実施例1の超音波探傷方法を、図1〜図7を用いて説明する。
【0025】
本実施例の超音波探傷方法に用いられる超音波探傷装置を、図1、図2、図3および図4を用いて説明する。本実施例に用いられる超音波探傷装置1は、リニアアレイ探触子2、走査装置4、駆動制御部25、表示部26、入力部27および信号処理装置63を有する(図2参照)。超音波の伝播方向を調節できるリニアアレイ探触子2は、図4に示すように、一列に複数の振動子3を配列している。
【0026】
環状の軌道30はラック31を外面に形成している。このラック31は、周方向において軌道30を一周するように設けられる。さらに、軌道位置調節ネジ32が、2本ずつ対になって、軌道30の周方向において少なくとも三箇所で、軌道30にそれぞれ取り付けられている。対になった軌道位置調節ネジ32は、軌道30の周方向の同じ位置で、ラック31の両側に設けられる。これらの軌道位置調節ネジ32は、軌道30から軌道30の中心に向かって伸びている。
【0027】
走査装置4は、周方向走査装置9および軸方向走査装置14を有する。周方向走査装置9は、走行体10、モータ11およびピニオン12を有する。走行体10は、軌道30の外面を跨いでおり、軌道30に沿って移動可能に、軌道30に取り付けられる。走行体10に取り付けられたローラ29A,29Bが軌道30の内面に設定されている。モータ11が走行体10に取り付けられ、ラック31と噛み合うピニオン12がモータ11の回転軸に取り付けられる。エンコーダ13がモータ11の回転軸に連結される。
【0028】
軸方向走査装置14は、ボールネジ15およびモータ16を有する。ボールネジ15は、走行体10に回転可能に取り付けられ、軌道30と直交する方向に伸びている。走行体10に取り付けられたモータ16の回転軸がボールネジ15に連結されている。エンコーダ17がモータ16の回転軸に連結される。
【0029】
ガイドになるアーム18が、走行体10に取り付けられ、走行体10からボールネジ15と平行に伸びている。連結板19がアーム18の先端部に固定され、ボールネジ15の先端部が回転可能に連結板19に取り付けられている。
【0030】
探触子支持装置5は、走行体5Aおよび探触子ホルダ6を有する。走行体5Aは、アーム18に摺動可能に取り付けられ、ボールネジ15と噛み合っている。支持棒7の一端部が、走行体5Aに、支持棒7の軸方向において移動可能に取り付けられる。探触子ホルダ6が支持棒7の他端部に取り付けられる。探触子ホルダ6の、リニアアレイ探触子2を取り付ける探触子支持部材6Bが、ボールネジ15の軸方向と平行になっている。圧縮コイルバネ8が、走行体5Aと探触子ホルダ6の間で支持棒7を取り囲んで配置される。圧縮コイルバネ8は、探触子ホルダ6を、走行体5Aとは反対の方向に押圧する。圧縮コイルバネ8が探触子ホルダ6を押圧しても、支持棒7が走行体5Aから抜けることはない。探触子ホルダ6はジンバル構造になっている。
【0031】
超音波探傷装置1の信号処理装置63は、図3に示されるように、送受信部20、演算部24および記録部(メモリ)28を有する。送受信部20はパルサ21、レシーバ22および遅延時間制御部23を有する。パルサ21およびレシーバ22は遅延時間制御部23に接続される。リニアアレイ探触子2の各振動子3がパルサ21およびレシーバ22にそれぞれ接続される。コンピュータである演算部24が、送受信部20の遅延時間制御部23、駆動制御部25、表示部26、入力部27および記録部28にそれぞれ接続される。が、それぞれ、コンピュータである演算部24に接続される。モータ11,16およびエンコーダ13,17が駆動制御部25に接続される。
【0032】
超音波探傷装置1を用いた本実施例の超音波探傷方法を説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。BWRの原子炉圧力容器34には、図5に示すように、複数のノズル35が設けられる。配管38が各ノズル35に接続される。ノズル35は、図1に示すように、曲面部、円筒部36および円筒傾斜部37を形成している。この曲面部は原子炉圧力容器34の側面につながっている。円筒部36は、曲面部につながり、この曲面部と円筒傾斜部37の間に存在している。円筒傾斜部37では、配管38につながる部分の外径が円筒部36につながる部分の外径よりも小さくなっている。円筒傾斜部37は、外径の大きな円筒部36から外径の小さい配管38へとつながっている。
【0033】
走査装置4が取り付けられた軌道30が、ノズル35に接続された配管38に、この配管38を取り囲むように設置される。軌道30の設置に際して、まず、スペーサ33が、配管38の外面に接触させて、配管38に取り付けられる。スペーサ33は軌道30と配管38の間隔を一定にするために使用される。軌道30は、このスペーサ33の周囲に配置され、軌道30に設けられた各軌道位置調節ネジ32の先端をスペーサ33に接触させる。軌道30と配管38の外面との間の間隔が、周方向において等距離になるように、それぞれの軌道位置調節ネジ32により調節される。このようにして、軌道30が配管38を取り囲んで配管38に取り付けられる。
【0034】
軌道30は半割になっており、半割状の軌道30のそれぞれの一端部が互いに回転可能に接続され、半割状の軌道30のそれぞれの他端部は互いにロックされるように構成されている。軌道30を、配管38の周囲を取り囲むように配置するときには、他端部のロックを外して一対の半割状の軌道30を開いて配管38を一対の半割状の軌道30の間に配置し、半割状の軌道30の各他端部を互いにロックして結合する。
【0035】
軌道30が配管38に取り付けられたとき、ボールネジ15およびアーム18がノズル35および配管38の軸方向に伸びており、ボールネジ15およびアーム18のそれぞれの一端部を結合する連結板19が原子炉圧力容器34の方を向いている。モータ16を回転してボールネジ15と噛み合う走行体5Aをノズル35の軸方向に移動させ、リニアアレイ探触子2を円筒部36の外面に接触させる。ボールネジ15およびアーム18はノズル35の中心軸と平行になっている。
【0036】
リニアアレイ探触子2の各振動子3から超音波を送信しながら、モータ11を回転させてリニアアレイ探触子2を円筒部36の外面に沿って円筒部36の周方向に移動させる。すなわち、回転するモータ11によってラック31と噛み合うピニオン12が回転し、走行体10が軌道36に沿って円筒部36の周方向に移動される。走行体10の配管38の周方向への移動により、円筒部36の外面に接触しているリニアアレイ探触子2を円筒部36の周方向に移動させることができる。リニアアレイ探触子2は、円筒部36の周方向において円筒部36を一周する。ローラ29A,29Bが軌道30に内面に接触しているので、走行体10が軌道30から外れることはない。リニアアレイ探触子2が円筒部36の周方向に移動されるとき、探触子ホルダ6が圧縮コイルバネ8によって円筒部36側へ押されるので、リニアアレイ探触子2が一定の力で円筒部36の外面に押し付けられる。また、探触子ホルダ6がジンバル構造になっているため、周方向に移動するリニアアレイ探触子2が円筒部36の外面の緩やかな形状変化に追従することができる。
【0037】
ここで、リニアアレイ探触子6の各振動子3から検査体対象物であるノズル35への超音波の入射について、説明する。円筒部36の外面に置かれた各振動子3に対してタイミングパターン(遅延時間パターン)40を設定することにより、各々の振動子3で発生してノズル35内に入射されたそれぞれの超音波の波面43が合成され、設定した方向に伝播する超音波の合成波44になる。また、合成波44は、設定した点で波を強め合う焦点41を形成し、それぞれの振動子3に対する遅延時間パターン40を変化させることにより、ノズル35内での超音波の伝播方向および焦点距離を自由に制御できる。このリニアアレイ探触子2をノズル35の円筒部36の外面に前述したように配置し、それぞれの振動子3に対する遅延時間パターンを制御することにより、ノズル35への超音波の入射方向がノズル35の軸方向において走査され、ノズル35内で超音波の伝播方向を扇形状に変化させることができる。このため、図11に示すように、円筒部36の外面上でのリニアアレイ探触子2の位置を基点にした扇形の超音波入射領域45がノズル35の軸方向に形成される。このため、リニアアレイ探触子2をノズル35の軸方向に走査させることなく、ノズルコーナ部の体積検査範囲の全領域に超音波を入射させることができる。
【0038】
リニアアレイ探触子2が、前述したように、配管38に設置された走査装置4により円筒部36の外面に接触されて周方向に走査される前に、検査員が、ノズルコーナ部の超音波探傷を行うために必要なリニアアレイ探触子2の走査条件を決める各パラメータ(例えば、リニアアレイ探触子2のノズル35の軸方向の位置、走査範囲、走査速度および走査方向等)の情報、および超音波に関する各パラメータ(例えば、超音波の入射角度の範囲および超音波の複数の焦点位置等)の情報を入力部27に入力する。これらのパラメータの情報が入力部27から演算部24に入力される。
【0039】
演算部24は、走査条件を決めるパラメータ(例えば、リニアアレイ探触子2のノズル35の軸方向の位置)の情報を駆動制御部25に伝え、駆動制御部25は入力したその情報に基づいて制御信号を生成する。モータ16はこの制御信号により回転される。モータ16の回転によってボールネジ15が回転し、走行体5Aをボールネジ15の軸方向、すなわちノズル35の軸方向に移動させる。アーム18は、走行体5Aがノズル35の軸方向に移動する際のガイドになり、ボールネジ15の回転によって走行体5Aが回転するのを防止している。モータ16の回転軸に連結されたエンコーダ17が、モータ16の回転数に対応した信号を出力する。この信号を入力した駆動制御部25は、エンコーダ17からのその信号の出力回数を計数し、演算部12はその出力回数の計数に基づいて走行体5A、すなわちリニアアレイ探触子2の、ノズル35の軸方向における位置を算出する。算出されたこの位置の情報は、記録部28に入力され、記録部28に記録される。検査員によって指定された、ノズル軸方向の位置に、リニアアレイ探触子2が到達したとき、駆動制御部25によりモータ16が停止され、リニアアレイ探触子2の、ノズル軸方向への移動が停止される。このようにして、リニアアレイ探触子2が、ノズルコーナ部の超音波探傷を行うための、ノズル軸方向における超音波の入射位置に設定される。この後、ノズルコーナ部の超音波探傷が終了するまで、モータ16が駆動されず、リニアアレイ探触子2がノズル軸方向に移動されない。
【0040】
リニアアレイ探触子2がノズル軸方向における超音波の入射位置に設定された後、演算部24は、走査条件を決める各パラメータ(例えば、リニアアレイ探触子2の走査範囲、走査速度および走査方向等)の情報を用いてモータ11の回転速度および回転方向等を算出する。算出されたモータ11の回転速度および回転方向等が駆動制御部25に伝えられ、駆動制御部25からの制御信号に基づいてモータ11がその回転速度でその回転方向に駆動される。このため、走行体10が、リニアアレイ探触子2の走査範囲内で、前述したように、軌道30に沿って移動する。走行体10の周方向への移動に伴い、モータ11の回転軸に連結されたエンコーダ13は、モータ11の回転数に対応した信号を出力する。この信号を入力した駆動制御部25は、エンコーダ13からのその信号の出力回数を計数し、演算部12ではその出力回数の計数に基づいて走行体10、すなわちリニアアレイ探触子2の周方向における位置を算出する。算出されたこの位置の情報は、記録部28に入力され、記録部28に記録される。
【0041】
入力部27に入力された超音波に関する各パラメータ(例えば、超音波の入射角度の範囲および超音波の複数の焦点位置等)の情報を用いた超音波のノズル35への入射について説明する。リニアアレイ探触子2の各振動子3で発生した超音波をノズル35の円筒部36に入射するとき、走行体10の移動が停止される。走行体10の移動が停止された状態で、各振動子3で発生した超音波の入射方向が、ノズル35の軸方向において走査され、ノズル35のノズルコーナ部の超音波探傷が実施される。
【0042】
リニアアレイ探触子2の各振動子3に入力される遅延時間パターン40の情報は、超音波に関する各パラメータ(例えば、超音波の入射角度の範囲および超音波の複数の焦点位置等)の情報を用いて演算部24で作成される。作成された遅延時間パターン40の情報は、それぞれの振動子3に対する遅延時間情報を含んでいる。遅延時間パターン40の情報は演算部24から遅延時間制御部34に伝えられる。
【0043】
パルサ21は、この振動子3に対して高電圧パルスである超音波送信信号を出力する。遅延時間制御部34は、遅延時間パターン40の情報にマッチングした個々の振動子3に対する遅延時間情報をパルサ21に出力する。パルサ21は、個々の振動子3に対する遅延時間情報に基づいてそれぞれの振動子3に対する超音波送信信号の出力時点を変える。すなわち、遅延時間が長い振動子3に対する超音波送信信号の出力時点は、遅延時間が短い振動子に対するそれよりも遅くなる。この結果、各振動子3からノズル35の円筒部36への超音波の送信時点が、遅延時間パターン40の情報にマッチングして異なる。このため、各々の振動子3で発生してノズル35内に入射されたそれぞれの超音波の合成波44が、ノズル35の軸方向において、ノズルコーナ部側に位置する焦点41に向かって、ノズル35内を伝播する(図4参照)。
【0044】
演算部24は、1つの遅延時間パターン40の情報を作成するのではなく、入力された超音波の入射角度の範囲内で指定された数の焦点41の位置に対応した数の遅延時間パターン40の情報を作成する。入力部27から入力される各焦点41の位置は、図11(A)に示す扇形の超音波入射領域45における円弧上に存在する位置である。それらの遅延時間パターン40の情報は、超音波探傷を行う前に、演算部24で作成され、遅延時間制御部23のメモリ(図示せず)に格納されている。それぞれの遅延時間パターン40の情報は、円筒部36の外面上での円筒部36の周方向における或る位置を基点にした扇形の超音波入射領域45がノズル35の軸方向においてノズル35内に形成されるように、作成される。
【0045】
遅延時間制御部23は、超音波探傷時において、遅延時間パターン40の情報に対応した個々の振動子3に対応する各遅延時間情報に基づいてそれぞれの振動子3に対する超音波送信信号の出力時点を変えるように、パルサ21を制御する。この結果、パルサ21からの超音波送信信号を入力した各々の振動子3は、該当する遅延時間情報に対応する時間差を持って超音波を発生し、この超音波をノズル35に入射する。遅延時間制御部23は、それぞれの遅延時間パターン40の情報に基づいて前述のようにパルサ21を制御するため、各振動子3からノズル35内に送信された超音波が、ノズル35の軸方向において、入射方向を変えるように走査される。すなわち、各振動子3から送信されたそれぞれの超音波に基づいてノズル35内で生成された合成波44が、ノズル35の軸方向において、焦点41の位置を変えるように走査される。異なる遅延時間パターン40の情報に対応してノズル35内で生成された各合成波44は、扇形の超音波入射領域45内において、ノズルコーナ部の体積検査範囲(図8に示されるABCDの領域)に向かって伝播される。このようにして、円筒部36の周方向の或る位置でのノズルコーナ部の体積検査範囲に対する超音波探傷が実施される。
【0046】
円筒部36の周方向の或る位置での、以上のようなノズル軸方向における超音波の照射による探傷が終了した後、モータ11を駆動して走行体10を所定距離だけ周方向に移動させる。走行体10が所定距離移動した後、モータ11を停止して走行体10の周方向への移動を停止させる。この状態では、リニアアレイ探触子2が周方向に所定距離だけ移動されている。そして、この位置で、円筒部36の外面に接触している各振動子3から、前述したように、各超音波を円筒部36に入射させ、その位置でのノズルコーナ部の体積検査範囲に対する超音波探傷が実施される。
【0047】
以上に述べたように、ノズル35の軸方向において超音波の入射方向を変える超音波の走査を行って扇形の超音波入射領域45内において超音波の伝播方向を変えることによるノズルコーナ部の体積検査範囲の超音波探傷、およびリニアアレイ探触子2の周方向への移動を繰り返す。この結果、円筒部36の全周に亘ってリニアアレイ探触子2を移動させることができ、ノズルコーナ部の体積検査範囲の超音波探傷をノズル35の全周に亘って実行することができる。
【0048】
各振動子3からノズル35内に入射された超音波は、ノズルコーナ部の内面、およびノズルコーナ部に欠陥が存在する場合にはこの欠陥で反射され、リニアアレイ探触子2の各振動子3で反射波として受信される。各振動子3において、受信された超音波が圧電変換されて電気信号に変換される。それぞれの振動子3から出力された電気信号がレシーバ22に入力される。
【0049】
ノズルコーナ部の内面または欠陥で反射した超音波がそれぞれの振動子3に受信されるまでにノズル35内を伝播する距離が異なっている。このため、ノズル35内の同じ位置で反射された超音波が各振動子3に受信されるまでの時間に差が生じる。レシーバ22は、各振動子3から入力した各電気信号を増幅する。遅延時間制御部23では、レシーバ22で増幅された各信号に対する受信の時間差を考慮して、合成し、1つの超音波受信信号を作成する。作成された超音波受信信号の情報、例えば、超音波の送信から受信までに要する時間、および超音波受信信号の大きさ等に関する情報が、レシーバ22から演算部24に伝えられる。演算部24は、入力した超音波受信信号の情報を、記録部28に記録し、表示部26に表示する。演算部24は、入力した超音波受信信号の情報に基づいて、例えば、横軸を時間、縦軸を信号強度で表す波形表示情報、および超音波の入射範囲を波形の波高値によって色調変えて表示するセクタ画像表示情報を作成する。これらの表示情報は、演算部24から表示部26に出力され、表示部26の画面に表示される。
【0050】
また、演算部24は、エンコーダ13の出力基づいて算出したリニアアレイ探触子2のノズル35の周方向におけるそれぞれの位置と、受信した超音波の情報を対応付けて記録部28に記録することができる。
【0051】
超音波探傷装置1を用いてノズル35のノズルコーナ部を対象に行われた本実施例の超音波探傷方法により得られた超音波探傷結果の例を、図6および図7を参照して説明する。
【0052】
欠陥46が、図6(A)に示すように、そのノズルコーナ部の内部に存在する場合について、説明する。リニアアレイ探触子2をノズル35の円筒部36の外面に置き、このリニアアレイ探触子2の各振動子3からノズル35に入射される超音波を、前述したように、ノズル35の軸方向に走査して、図6(A)に示すように、ノズルコーナ部の体積検査範囲を含む扇形の超音波入射領域45に入射する。
【0053】
リニアアレイ探触子2の各振動子3から図6(A)に示すように送信された超音波の反射波を各振動子3に受信することによって得られた超音波受信信号に基づいて演算部24により作成され、表示部26に表示された画像情報を、図6(B)に示す。リニアアレイ探触子2の中心位置は、表示部26の画面上部に三角47で表示され、リニアアレイ探触子2の中心位置を基にノズルコーナの輪郭線48を破線で描いている。リニアアレイ探触子2の中心位置(三角47)を基点にした扇形の超音波入射領域45の輪郭線49で表示され、さらに、表示部26には、ノズルコーナ部の内面からの反射波に基づいた反射エコー部50、および他の反射エコー部51が表示されている。
【0054】
輪郭線48上よりリニアアレイ探触子2の中心位置側に反射エコー部21が存在するため、検査員はノズルコーナ部の内部に超音波の反射源となる欠陥が存在すると判断する。また、リニアアレイ探触子2が円筒部36上にあるため、その反射源の位置は、リニアアレイ探触子2の中心位置を基点にして、超音波の振り角度および反射源までの超音波の伝播距離(ノズル35内の音速に)を基に三角関数の公式を用いて容易に算出することができる。リニアアレイ探触子2の中心位置から反射源までの超音波の伝播距離は、超音波の受信時間と超音波のノズル35内への送信開始時間の差の1/2にノズル35内の音速をかけることによって求められる。
【0055】
ノズルコーナ部に欠陥が存在しない場合には、図7(B)に示す画像情報が表示部26に表示される。図7(A)は、図6(A)と同様に、円筒部36の外面に置かれたリニアアレイ探触子2からの超音波の入射状況を示している。
【0056】
ノズルコーナ部に欠陥が存在しない場合には、表示部26の画面には、リニアアレイ探触子2の中心位置(三角47)、ノズルコーナの輪郭線48、超音波入射領域45の輪郭線49およびノズルコーナ部の内面からの反射波に基づいた反射エコー部50が表示される。ノズルコーナ部に欠陥が存在しないため、反射エコー部51は表示されない。
【0057】
本実施例によれば、リニアアレイ探触子2をノズル35の円筒部36の外面に設置し、リニアアレイ探触子2の各振動子3から円筒部36への超音波の入射方向を、焦点41の位置を変えるようにノズル35の軸方向に走査し、ノズルコーナ部の超音波探傷を行うので、ノズル35の外面の曲率の影響を受けずに、ノズルコーナ部に存在する欠陥の位置を精度良く特定することができる。
【0058】
本実施例は、ノズル35の軸方向において、ノズル35に入射する方向を、ノズル35の軸方向において走査するので、円筒部36の外面上でのリニアアレイ探触子2を基点に、ノズルコーナ部の体積検査範囲を含む扇形の超音波入射領域45内に超音波を伝播させることができ、ノズルコーナ部の体積検査範囲を対象にした超音波探傷を、リニアアレイ探触子2をノズル35の軸方向に走査させないで行うことができる。このため、ノズルコーナ部を対象にした超音波探傷に要する時間を短縮することができる。
【0059】
本実施例によれば、特開2001−221784号公報に記載された超音波探傷におけるように、斜角探触子の適切な設置位置および適切な屈折角を選定するための難しい検討が不要になる。さらに、本実施例は、リニアアレイ探触子2を用いて超音波を前述のようにノズル35の軸方向に走査するので、特開2001−221784号公報に記載された超音波探傷よりも、ノズルコーナ部に存在する小さな欠陥を検出することができる。
【実施例2】
【0060】
本発明の他の実施例である実施例2の超音波探傷方法を、図13〜図17を用いて説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。
【0061】
本実施例の超音波探傷方法に用いられる超音波探傷装置1Aは、実施例1で用いられる超音波探傷装置1において探触子ホルダ6を探触子ホルダ6Aに替えた構成を有する。探触子ホルダ6Aの、リニアアレイ探触子2を取り付ける探触子支持部材6Bが、ノズル35の円筒傾斜部37の傾斜面と平行になるように配置されている。図示されていないが、超音波探傷装置1Aも、送受信部20、演算部24、駆動制御部25、表示部26、入力部27および記録部28を有している。
【0062】
超音波探傷装置1Aは、超音波探傷装置1と同様に、軌道30をノズル35に接続された配管38を取り囲んで配管38に設置される。実施例1と同様にモータ16を駆動してリニアアレイ探触子2をノズル35の円筒傾斜部37の傾斜面上に設定する。探触子ホルダ6Aが傾斜して設置された探触子支持部材6Bを有しているので、この探触子支持部材6Bに取り付けられたリニアアレイ探触子2を円筒傾斜部37の傾斜面に接触させることができる。
【0063】
リニアアレイ探触子2は、実施例1と同様にして、円筒傾斜部37の傾斜面に沿ってノズル35の周方向に走査される。リニアアレイ探触子2が円筒傾斜部37の傾斜面上の周方向の或る位置に存在しているときに、遅延時間制御部23がそれぞれの遅延時間パターン40の情報に基づいて実施例1のようにパルサ21を制御するため、リニアアレイ探触子2の各振動子3からノズル35内へ送信される超音波が、実施例1と同様に、入射方向を変えて焦点41の位置を変えるように、ノズル35の軸方向において走査される。このため、図15(A)に示すように、ノズルコーナ部の体積検査範囲を含む扇形の超音波入射領域45内で超音波を伝播させることができる。リニアアレイ探触子2から送信される超音波は、図15(B)に示すように、ノズル35の中心軸に向かっている。本実施例においても、演算部24で作成された複数の遅延時間パターン40の情報が遅延時間制御部34のメモリに記憶されており、遅延時間パターン40の情報に基づいて、リニアアレイ探触子2の各振動子3からのそれぞれの超音波の送信時点が、実施例1のように調節される。
【0064】
各振動子3から円筒傾斜部37を通してノズル35内に入射された超音波は、ノズルコーナ部の内面、およびノズルコーナ部に欠陥が存在する場合にはこの欠陥で反射され、リニアアレイ探触子2の各振動子3で反射波として受信される。反射波を受信した各振動子3は、反射波に対応する電気信号を出力する。それぞれの振動子3から出力された電気信号がレシーバ22に入力され、これらの電気信号を基に1つの超音波受信信号がレシーバ2で生成される。演算部24は、入力した超音波受信信号に基づいて、実施例1と同様に、表示部26に表示する表示情報を作成する。
【0065】
本実施例で作成された表示情報の例を図16および図17に示す。
【0066】
欠陥46が、図16(A)に示すように、そのノズルコーナ部の内部に存在する場合について、説明する。リニアアレイ探触子2をノズル35の円筒傾斜部37の傾斜面上に置き、このリニアアレイ探触子2の各振動子3からノズル35に入射される超音波を、前述したように、ノズル35の軸方向に走査して、図16(A)に示すように、扇形の超音波入射領域45に入射する。
【0067】
リニアアレイ探触子2の各振動子3から図16(A)に示すように送信された超音波の反射波を各振動子3に受信することによって得られた超音波受信信号に基づいて演算部24により作成され、表示部26に表示された画像情報を、図16(B)に示す。図16(B)に示された表示部26に表示された画像情報も、図6(B)に示す画像情報と同様に、リニアアレイ探触子2の中心位置(三角47)、ノズルコーナの輪郭線48、超音波入射領域45の輪郭線49、反射エコー部50および他の反射エコー部51を含んでいる。輪郭線48上よりリニアアレイ探触子2の中心位置側に反射エコー部51が存在するため、検査員はノズルコーナ部の内部に超音波の反射源となる欠陥が存在すると判断する。本実施例においても、ノズルコーナ部における欠陥の位置を容易に算出することができる。
【0068】
ノズルコーナ部に欠陥が存在しない場合には、図17(B)に示す画像情報が表示部26に表示される。図17(A)は、図16(A)と同様に、円筒傾斜部37の傾斜面に置かれたリニアアレイ探触子2からの超音波の入射状況を示している。
【0069】
ノズルコーナ部に欠陥が存在しない場合には、表示部26の画面には、リニアアレイ探触子2の中心位置(三角47)、ノズルコーナ部の輪郭線48、超音波入射領域45の輪郭線49およびノズルコーナ部の内面からの反射波に基づいた反射エコー部50が表示される。ノズルコーナ部に欠陥が存在しないため、反射エコー部51は表示されない。
【0070】
リニアアレイ探触子2を円筒傾斜部37の傾斜面に置いた本実施例においても、実施例1で生じる各効果を得ることができる。
【実施例3】
【0071】
本発明の他の実施例である実施例3の超音波探傷方法を、図18を用いて説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。
【0072】
本実施例の超音波探傷方法に用いられる超音波探傷装置は、超音波探傷装置1において、リニアアレイ探触子2を検査対象物であるノズル35の周方向に傾斜させて探触子ホルダ6の探触子支持部材6bに取り付け、リニアアレイ探触子2のノズル35に対向する面にくさび60を取り付けた構成を有する。リニアアレイ探触子2は、図18(B)に示すように、ノズル35の周方向において、ノズル35の中心を通る直線に対して反時計回りの方向に角度θだけ傾斜している。くさび60のリニアアレイ探触子2に対向する面は、傾斜面になっている。
【0073】
超音波探傷装置の軌道30を、ノズル35に接続された配管38を取り囲むようにして配管38に取り付ける。モータ16を駆動させてボールネジ15を回転させ、リニアアレイ探触子2を円筒部36の軸方向の所定の位置まで移動させる。リニアアレイ探触子2の各振動子3が円筒部36の外面に対向し、くさび60の一面が円筒部36の外面上に設定される。この状態で、実施例1と同様に、複数の遅延時間パターン40の情報を用いてノズル35の軸方向において超音波の入射方向を変える超音波の走査を行って、扇形の超音波入射領域45内において超音波の伝播方向を変えることによるノズルコーナ部の体積検査範囲の超音波探傷、およびリニアアレイ探触子2の周方向への移動が繰り返され、ノズル35の全周に亘ってノズルコーナ部の体積検査範囲の超音波探傷が行われる。
【0074】
本実施例は、円筒部36の外面上に置かれたくさび60の傾斜面にリニアアレイ探触子2を接触させているので、リニアアレイ探触子2の各振動子3から送信された超音波は、ノズル35の中心を通る直線に対して反時計回りの方向に角度θだけ傾斜した方向に進んでくさび60を通過して円筒部36に入射される(図18(B)参照)。遅延時間制御部23がそれぞれの遅延時間パターン40の情報に基づいて実施例1のようにパルサ21を制御するため、リニアアレイ探触子2の各振動子3からノズル35内へ反時計回りの方向に角度θだけ傾斜して送信される超音波が、実施例1と同様に、ノズル35の軸方向において、入射方向を変えて焦点41の位置を変えるように、走査される。リニアアレイ探触子2の各振動子3から送信されたそれぞれの超音波は、この超音波の、円筒部36への、周方向における入射位置を基点に反時計回りの方向に角度θだけ傾斜している扇形の超音波入射領域45内を伝播してノズルコーナ部に到達する。
【0075】
発明者らは、本実施例のように円筒部36の外面に置かれたくさび60の傾斜面にリニアアレイ探触子2を設置した場合、および実施例1のようにくさび60を用いずに円筒部36の外面にリニアアレイ探触子2を置いた場合におけるノズルコーナ部の超音波探傷の性能を比較した。この結果、くさび60を用いないで円筒部36の外面にリニアアレイ探触子2を置いた場合では、各振動子3で発生した超音波がノズル35の中心軸に向かってノズル35に入射される。このため、ノズルコーナ部の内面から内部に向かうき裂57が存在する場合、ノズル35の中心軸に向かう超音波は、図19(B)に示すように、ノズルコーナ部に存在するき裂57の先端で反射される。しかしながら、本実施例では、ノズル35の周方向に傾斜したくさび60を用いているため、各振動子3で発生した超音波が、ノズル35の中心を通る直線に対して反時計回りの方向に角度θだけ傾いた方向でノズル35に入射されるので、図19(A)に実線で示すように、き裂57の、ノズルコーナ部の内面に存在する開口部で反射される。さらに、リニアアレイ探触子2が周方向に移動したとき、各振動子3で発生した超音波が図19(A)に破線で示すように、き裂57の先端で反射される。くさび60を用いることによりき裂57の開口部に超音波を斜めに入射させることができる本実施例は、き裂57の開口部で反射波を得ることができ、実施例1に比べてノズルコーナ部に存在するき裂57をより精度良く検出することができる。一般的に、き裂における超音波の反射率は、き裂の先端部よりもき裂の開口部で相対的に大きくなるので、き裂の開口部での反射波が得られる本実施例は、き裂をより精度良く検出することができる。
【0076】
各振動子3で受信された反射波を基に作成された超音波受信信号に基づいて、演算部24は、実施例1と同様に、表示部26に表示する表示情報を作成する。本実施例で作成された表示情報の例を図20および図21に示す。
【0077】
図20(A)に示すようにノズルコーナ部にノズルの周方向に開口したき裂61がある場合、図21(A)に示すようにノズルコーナ部にノズルの軸方向に開口したき裂64がある場合、および図22(A)に示すようにノズルコーナ部にき裂が存在しない場合において、作成されて表示部26に表示された表示画像が、図20(B)、図21(B)および図22(B)にそれぞれ示される。いずれのケースにおいても、前述したように、リニアアレイ探触子2に取り付けられたくさび60円筒部36の外面上に置き、リニアアレイ探触子2の各振動子3で発生した超音波を図19(A)に示すように円筒部36に入射し、各遅延時間パターン40の情報に基づいて、各振動子3からノズル3に入射される超音波を、ノズル35の軸方向において、入射方向を変えて焦点41の位置を変えるように、走査して、その超音波を扇形の超音波入射領域45内に伝播させる。
【0078】
図20(B)、図21(B)および図22(B)に示されたそれぞれ表示画像は、リニアアレイ探触子2の中心位置(三角47)、ノズルコーナの輪郭線48、および超音波入射領域45の輪郭線49の各表示情報を含んでいる。周方向のき裂61が存在する場合における図20(B)の表示画像は、反射エコー部62,63の表示画像を含んでいる。ノズルコーナの輪郭線48上に存在する反射エコー部62の表示画像は、き裂61の開口部の表示画像であり、ノズルコーナの輪郭線48よりもリニアアレイ探触子2側に位置する反射エコー部63の表示画像はき裂61の先端部の表示画像である。反射エコー部62の表示画像および反射エコー部63の表示画像により、き裂61の長さを求めることができる。軸方向のき裂64が存在する場合における図21(B)の表示画像は、反射エコー部65の表示画像を含んでいる。ノズルコーナの輪郭線48上に存在する反射エコー部64の表示画像は、軸方向のき裂64の開口部の表示画像である。
【0079】
また、反射源(き裂)の位置は、リニアアレイ探触子2が円筒部36上に存在するため、リニアアレイ探触子2の中心から、超音波の振り角度とくさび60の傾斜角の合成屈折角と、反射源までの伝播距離を基に三角関数の公式から容易に算出できる。
【0080】
本実施例は、実施例1で生じる各効果を得ることができる。本実施例は、くさび60を用いているので、ノズルコーナ部に存在するき裂をより精度良く検出することができる
【実施例4】
【0081】
本発明の他の実施例である実施例4の超音波探傷方法を、図23および図24を用いて説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。
【0082】
本実施例の超音波探傷方法に用いられる超音波探傷装置1Bは、超音波探傷装置1において探触子ホルダ6を一対の探触子ホルダ6Cに替え、リニアアレイ探触子2を、くさび60Aを取り付けたリニアアレイ探触子2Aおよびくさび60Bを取り付けたリニアアレイ探触子2Bに替えた構成を有する。さらに、超音波探傷装置1Bでは、送受信部20が、リニアアレイ探触子2A用のパルサ21(第1パルサ)およびレシーバ22(第1レシーバ)およびリニアアレイ探触子2B用のパルサ21(第2パルサ)およびレシーバ22(第2レシーバ)を有し、第1および第2パルサおよび第1および第2レシーバが、同じ遅延時間制御部23に接続されている。超音波探傷装置1Bの他の構成は超音波探傷装置1と同じである。
【0083】
一対の探触子ホルダ6Cは、所定の間隔だけ離して走行体5Aに軸方向に移動可能に取り付けられた2本の支持棒7にそれぞれ取り付けられる。リニアアレイ探触子2Aが、1つの探触子ホルダ6Cの探触子支持部材6Bに、ノズル35の中心を通る直線に対して時計回りの方向に角度θで傾斜して取り付けられる。このリニアアレイ探触子2Aには、くさび60Aの傾斜面が取り付けられる(図24(B)参照)。リニアアレイ探触子2Bが、他の探触子ホルダ6Cの探触子支持部材6Bに、ノズル35の中心を通る直線に対してリニアアレイ探触子2Aとは逆方向で反時計回りの方向に角度θで傾斜して取り付けられる。このリニアアレイ探触子2Bには、くさび60Bの傾斜面が取り付けられる(図24(B)参照)。くさび60A,60Bでは、ノズル35の周方向において互いに対向する面の高さがそれぞれの反対側の面の高さよりも高くなっている。
【0084】
超音波探傷装置の軌道30を、ノズル35に接続された配管38を取り囲むようにして配管38に取り付ける。モータ16を駆動させてボールネジ15を回転させ、走行体5Aを連結板19に向かって移動させる。これにより、リニアアレイ探触子2A,2Bを円筒部36の軸方向の所定の位置まで移動させる。リニアアレイ探触子2A,2Bのそれぞれの各振動子3が円筒部36の外面に対向し、くさび60A,60Bのそれぞれの一面が円筒部36の外面に接触される。この状態で、実施例1と同様に、複数の遅延時間パターン40の情報を用いてノズル35の軸方向においてリニアアレイ探触子2A,2Bのそれぞれに対して超音波の入射方向を変える超音波の走査を行って、リニアアレイ探触子2A,2Bに対応するそれぞれの扇形の超音波入射領域45内において超音波の伝播方向を変えることによるノズルコーナ部の体積検査範囲の超音波探傷、およびリニアアレイ探触子2A,2Bの周方向への移動が繰り返され、ノズル35の全周に亘ってノズルコーナ部の体積検査範囲の超音波探傷が行われる。図24(A)に示すようにリニアアレイ探触子2A,2Bのノズル35の周方向における位置が異なっているので、リニアアレイ探触子2A,2Bのそれぞれの振動子3から送信される超音波で同時に超音波探傷されるノズルコーナ部の領域が異なっている。しかしながら、リニアアレイ探触子2A,2Bが円筒部36の全周に亘って走査されるので、結果的に、それぞれのリニアアレイ探触子から送信される各超音波は、ノズル35の全周において、ノズルコーナ部の体積検査範囲に伝播される。ニアアレイ探触子2A,2Bは、周方向において同じ方向に移動する。
【0085】
ノズルコーナ部の超音波探傷を行う際には、リニアアレイ探触子2Aの各振動子3から送信された超音波は、ノズル35の中心を通る直線に対して時計回りの方向に角度θだけ傾斜した方向に進んでくさび60Aを通過して円筒部36に入射され、リニアアレイ探触子2Bの各振動子3から送信された超音波は、ノズル35の中心を通る直線に対して反時計回りの方向に角度θだけ傾斜した方向に進んでくさび60Bを通過して円筒部36に入射される。リニアアレイ探触子2Aの各振動子3から送信される超音波とリニアアレイ探触子2Bの各振動子3から送信される超音波は、同時に送信されると図24(B)に示すように互いに干渉する。このため、リニアアレイ探触子2A,2Bの各振動子3からは同時に超音波が送信されず、一方のリニアアレイ探触子(例えば、リニアアレイ探触子2A)の各振動子3から超音波が送信されているときには、他方のリニアアレイ探触子(例えば、リニアアレイ探触子2B)の各振動子3からの超音波の送信が停止されている。
【0086】
遅延時間制御部23がそれぞれの遅延時間パターン40の情報に基づいて、実施例1と同様に、第1および第2パルサ21のそれぞれを制御する。この結果、リニアアレイ探触子2Aの各振動子3からノズル35内へ時計回りの方向に角度θだけ傾斜して送信される超音波が、ノズル35の軸方向において、入射方向を変えて焦点41の位置を変えるように、走査される。リニアアレイ探触子2Aの各振動子3から送信された各超音波は、この超音波の、円筒部36への、周方向における入射位置を基点に時計回りの方向に角度θだけ傾斜している扇形の超音波入射領域45内を伝播してノズルコーナ部に到達する。
リニアアレイ探触子2Bの各振動子3からノズル35内へ反時計回りの方向に角度θだけ傾斜して送信される超音波が、ノズル35の軸方向において、入射方向を変えて焦点41の位置を変えるように、走査される。リニアアレイ探触子2Bの各振動子3から送信された各超音波は、この超音波の、円筒部36への、周方向における入射位置を基点に反時計回りの方向に角度θだけ傾斜している他の扇形の超音波入射領域45内を伝播してノズルコーナ部に到達する。
【0087】
反射波を受信したリニアアレイ探触子2Aの各振動子3は、その反射波に対応する電気信号を第1レシーバへ出力され、第1レシーバはこれらの電気信号を基に1つの第1超音波受信信号を生成する。反射波を受信したリニアアレイ探触子2Bの各振動子3は、その反射波に対応する電気信号を第2レシーバへ出力され、第2レシーバはこれらの電気信号を基に1つの第2超音波受信信号を生成する。演算部24は、入力した第1超音波受信信号に基づいて表示部26に表示する第1表示情報、および入力した第2超音波受信信号に基づいて表示部26に表示する第2表示情報をそれぞれ作成し、これらの表示情報は表示するために表示部26に出力する。第1および第2表示情報は、例えば、図20(B)、図21(B)および図22(B)に示されたそれぞれに対応する表示画像である。
【0088】
本実施例は、実施例3で生じる各効果を得ることができる。さらに、本実施例は、円筒部36を一周する超音波探傷において、リニアアレイ探触子2A,2Bから異なる方向に送信されるそれぞれの超音波により異なる2方向での超音波探傷を同時に行うことができる。くさび60A,60Bは、ノズル35の周方向において反対側に傾斜する2つの傾斜面を形成した1つのくさびにし、その周方向において中央部でのくさびの、ノズルの半径方向における厚みを最も厚くしてもよい。
【実施例5】
【0089】
本発明の他の実施例である実施例5の超音波探傷方法を、図25を用いて説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。
【0090】
本実施例に用いられる超音波探傷装置は、実施例4で用いられる超音波探傷装置1Bにおいてリニアアレイ探触子2A,2Bの配置を入れ替えた構成を有している。本実施例に用いられる超音波探傷装置の他の構成は超音波探傷装置1Bと同じである。本実施例に用いられる超音波探傷装置では、くさび60A,60Bの、ノズル35の周方向において互いに対向する面の高さがそれぞれの反対側の面の高さよりも低くなっている(図25(B)参照)。
【0091】
本実施例も、実施例4と同様に、リニアアレイ探触子2A,2Bのそれぞれの振動子3から超音波が円筒部36に向かって送信され、それぞれの振動子で受信した反射波に基づいてそれぞれの表示情報が作成される。
【0092】
本実施例は、実施例4で生じる各効果を得ることができる。本実施例では、くさび60A,60Bのそれぞれの傾斜面が、ノズル35の周方向において、くさび60A,60Bの対向する側面から遠ざかる方向に向かって低くなるように傾斜しているので、リニアアレイ探触子2A,2Bのそれぞれの振動子3から送信される各超音波は、実施例4のように互いに干渉することはない。このため、ノズル35の全周に亘るノズルコーナ部の超音波探傷に要する時間を実施例4よりも短縮することができる。
【0093】
くさび60A,60Bは、ノズル35の周方向において反対側に傾斜する2つの傾斜面を形成した1つのくさびにし、その周方向において中央部でのくさびの、ノズルの半径方向における厚みを最も薄くしてもよい。
【実施例6】
【0094】
本発明の他の実施例である実施例6の超音波探傷方法を、図26および図27を用いて説明する。本実施例の超音波探傷方法における検査対象物は、例えば、沸騰水型原子炉(BWR)の原子炉圧力容器34に接合されたノズル35である。
【0095】
本実施例に用いられる超音波探傷装置は、実施例1で用いられる超音波探傷装置1においてリニアアレイ探触子2をマトリクスアレイ探触子61に替えた構成を有している。本実施例に用いられる超音波探傷装置の他の構成は超音波探傷装置1と同じである。マトリクスアレイ探触子61も、フェーズドアレイ探触子の一種である。
【0096】
リニアアレイ探触子2が複数の振動子3を一列に配置しているのに対し、マトリクスアレイ探触子61は、図26に示すように、複数の振動子3を、2次元に、すなわち、横に複数列、縦に複数行配置している。このマトリクスアレイ探触子61が、超音波探傷装置1において、リニアアレイ探触子2の替りに探触子支持部材6Bに取り付けられる。
【0097】
超音波探傷装置1の軌道30を、ノズル35に接続された配管38を取り囲むようにして配管38に取り付ける。モータ16を駆動させてボールネジ15を回転させ、マトリクスアレイ探触子61を円筒部36の軸方向の所定の位置まで移動させる(図27(A)参照)。マトリクスアレイ探触子61の各振動子3が円筒部36の外面上に接触される。この状態で、実施例1と同様に、複数の遅延時間パターン40の情報を用いてノズル35の軸方向に2次元的に超音波の入射方向を変える超音波の走査を行って、ノズル35の軸方向において扇形に広がりさらにノズル35の周方向にも扇方に広がる超音波入射領域45A(図27(A)および図27(B)参照)を伝播する合成波を、ノズル35内で生成する。この合成波は、設定した点で波を強め合う焦点41を有し、遅延時間パターンを変化させることで、超音波の伝播方向や焦点距離を自由に制御できる。
【0098】
本実施例は実施例1で生じる各効果を得ることができる。本実施例は、マトリクスアレイ探触子61を用いることにより、くさび60A,60Bを用いずに、ノズル35の全周に亘る一度のマトリクスアレイ探触子61の移動により、ノズル35の周方向における時計回りおよび反時計回りでのノズルコーナ部に対する超音波探傷を行うことができる。
【0099】
マトリクスアレイ探触子61は、実施例1以外に、実施例2に適用することができる。
【0100】
実施例1から実施例6のそれぞれの超音波探傷方法は、加圧水型原子炉(PWR)の原子炉圧力容器に接合されたノズルのノズルコーナ部の超音波探傷にも適用でき、さらに、原子力プラント以外のプラントの容器に接合されたノズルのノズルコーナ部、および配管に接合された管台のノズルコーナ部の超音波探傷にも適用できる。さらに、それぞれの実施例は、容器に取り付けた管台の内面のコーナ部に対する超音波探傷にも適用できる。
【産業上の利用可能性】
【0101】
本発明は、プラントに用いられる容器および配管に接合されたそれぞれの管台の内面のコーナ部の超音波探傷に適用することができる。
【符号の説明】
【0102】
1,1A,1B…超音波探傷装置、2,2A,2B…リニアアレイ探触子、3…振動子、4…走査装置、5…探触子支持装置、5A,10…走行体、6,6A,6C…探触子ホルダ、9…周方向走査装置、11,16…モータ、12…ピニオン、14…軸方向走査装置、15…ボールネジ、18…アーム、20…送受信部、21…パルサ、22…レシーバ、23…遅延時間制御部、24…演算部、25…駆動制御部、26…表示部、30…軌道、31…ラック、34…原子炉圧力容器、35…ノズル、36…円筒部、37…円筒傾斜部、45…超音波入射領域、60,60A,60B…くさび、61…マトリクスアレイ探触子。
【特許請求の範囲】
【請求項1】
超音波を送信する探触子を容器および配管のいずれかに接合された管台の円筒部および前記管台の円筒傾斜部のいずれかの外面に設定し、前記探触子から前記管台への超音波の入射方向を、前記管台の軸方向において、走査し、前記管台の内面におけるコーナ部の超音波探傷を行うことを特徴とする超音波探傷方法。
【請求項2】
前記探触子が前記管台の周方向に移動される請求項1に記載の超音波探傷方法。
【請求項3】
前記探触子として、複数の振動子を有するフェーズドアレイ探触子を用い、前記探触子から前記管台への超音波の入射方向の、前記管台の軸方向における走査は、前記フェーズドアレイ探触子のそれぞれの前記振動子から前記管台内に送信される前記超音波に対して行われる請求項1または2に記載の超音波探傷方法。
【請求項4】
前記管台の軸方向における前記超音波の走査は、複数の遅延時間パターン情報に基づいて行われる請求項3に記載の超音波探傷方法。
【請求項5】
前記フェーズドアレイ探触子を用いた超音波探傷を行うとき、前記フェーズドアレイ探触子を前記外面に接触させる請求項3または4に記載の超音波探傷方法。
【請求項6】
前記フェーズドアレイ探触子を、前記ノズルの周方向に傾斜している傾斜面を有するくさびの前記傾斜面に取り付けて用い、前記くさびを前記外面に接触させた状態で、前記超音波の前記走査を行って前記管台の内面のコーナ部の前記超音波探傷を行う請求項3または4に記載の超音波探傷方法。
【請求項7】
前記くさびおよび前記くさびの前記傾斜面に取り付けられた前記フェーズドアレイ探触子をそれぞれ一対用い、それぞれの前記くさびの前記傾斜面が前記管台の周方向において反対方向に傾斜した状態で、前記超音波の前記走査を行って前記管台の内面のコーナ部の前記超音波探傷を行い、前記一対のくさびおよび前記一対のフェーズドアレイ探触子を前記管台の周方向に移動させる請求項6に記載の超音波探傷方法。
【請求項8】
それぞれの前記くさびの前記管台の半径方向での厚みが、それぞれの前記くさびの、前記管台の周方向で互いに対向している側面側で厚くなっている状態で、前記超音波の前記走査が行われて前記管台の内面のコーナ部の前記超音波探傷が行われる請求項7に記載の超音波探傷方法。
【請求項9】
それぞれの前記くさびの前記管台の半径方向での厚みが、それぞれの前記くさびの、前記管台の周方向で互いに対向している側面側で薄くなっている状態で、前記超音波の前記走査が行われて前記管台の内面のコーナ部の前記超音波探傷が行われる請求項7に記載の超音波探傷方法。
【請求項10】
前記くさびである、前記管台の周方向において反対方向に傾斜した2つの傾斜面を有するくさび、および前記くさびのそれぞれの前記傾斜面に別々に取り付けられた一対の前記フェーズドアレイ探触子を用い、前記2つの傾斜面を有するくさびのそれぞれの前記傾斜面が前記管台の周方向において反対方向に傾斜した状態で、前記超音波の前記走査を行って前記管台の内面のコーナ部の前記超音波探傷を行い、前記2つの傾斜面を有するくさびおよび前記一対のフェーズドアレイ探触子を前記管台の周方向に移動させる請求項6に記載の超音波探傷方法。
【請求項11】
前記2つの傾斜面を有するくさびの前記管台の半径方向での厚みが前記管台の周方向において中央部で最も厚くなっている状態で、前記超音波の前記走査が行われて前記管台の内面のコーナ部の前記超音波探傷が行われる請求項10に記載の超音波探傷方法。
【請求項12】
前記2つの傾斜面を有するくさびの前記管台の半径方向での厚みが前記管台の周方向において中央部で最も薄くなっている状態で、前記超音波の前記走査が行われて前記管台の内面のコーナ部の前記超音波探傷が行われる請求項10に記載の超音波探傷方法。
【請求項13】
前記フェーズドアレイ探触子としてリニアアレイ探触子およびマトリクスアレイ探触子のいずれかを用いる請求項3ないし12のいずれか1項に記載の超音波探傷方法。
【請求項1】
超音波を送信する探触子を容器および配管のいずれかに接合された管台の円筒部および前記管台の円筒傾斜部のいずれかの外面に設定し、前記探触子から前記管台への超音波の入射方向を、前記管台の軸方向において、走査し、前記管台の内面におけるコーナ部の超音波探傷を行うことを特徴とする超音波探傷方法。
【請求項2】
前記探触子が前記管台の周方向に移動される請求項1に記載の超音波探傷方法。
【請求項3】
前記探触子として、複数の振動子を有するフェーズドアレイ探触子を用い、前記探触子から前記管台への超音波の入射方向の、前記管台の軸方向における走査は、前記フェーズドアレイ探触子のそれぞれの前記振動子から前記管台内に送信される前記超音波に対して行われる請求項1または2に記載の超音波探傷方法。
【請求項4】
前記管台の軸方向における前記超音波の走査は、複数の遅延時間パターン情報に基づいて行われる請求項3に記載の超音波探傷方法。
【請求項5】
前記フェーズドアレイ探触子を用いた超音波探傷を行うとき、前記フェーズドアレイ探触子を前記外面に接触させる請求項3または4に記載の超音波探傷方法。
【請求項6】
前記フェーズドアレイ探触子を、前記ノズルの周方向に傾斜している傾斜面を有するくさびの前記傾斜面に取り付けて用い、前記くさびを前記外面に接触させた状態で、前記超音波の前記走査を行って前記管台の内面のコーナ部の前記超音波探傷を行う請求項3または4に記載の超音波探傷方法。
【請求項7】
前記くさびおよび前記くさびの前記傾斜面に取り付けられた前記フェーズドアレイ探触子をそれぞれ一対用い、それぞれの前記くさびの前記傾斜面が前記管台の周方向において反対方向に傾斜した状態で、前記超音波の前記走査を行って前記管台の内面のコーナ部の前記超音波探傷を行い、前記一対のくさびおよび前記一対のフェーズドアレイ探触子を前記管台の周方向に移動させる請求項6に記載の超音波探傷方法。
【請求項8】
それぞれの前記くさびの前記管台の半径方向での厚みが、それぞれの前記くさびの、前記管台の周方向で互いに対向している側面側で厚くなっている状態で、前記超音波の前記走査が行われて前記管台の内面のコーナ部の前記超音波探傷が行われる請求項7に記載の超音波探傷方法。
【請求項9】
それぞれの前記くさびの前記管台の半径方向での厚みが、それぞれの前記くさびの、前記管台の周方向で互いに対向している側面側で薄くなっている状態で、前記超音波の前記走査が行われて前記管台の内面のコーナ部の前記超音波探傷が行われる請求項7に記載の超音波探傷方法。
【請求項10】
前記くさびである、前記管台の周方向において反対方向に傾斜した2つの傾斜面を有するくさび、および前記くさびのそれぞれの前記傾斜面に別々に取り付けられた一対の前記フェーズドアレイ探触子を用い、前記2つの傾斜面を有するくさびのそれぞれの前記傾斜面が前記管台の周方向において反対方向に傾斜した状態で、前記超音波の前記走査を行って前記管台の内面のコーナ部の前記超音波探傷を行い、前記2つの傾斜面を有するくさびおよび前記一対のフェーズドアレイ探触子を前記管台の周方向に移動させる請求項6に記載の超音波探傷方法。
【請求項11】
前記2つの傾斜面を有するくさびの前記管台の半径方向での厚みが前記管台の周方向において中央部で最も厚くなっている状態で、前記超音波の前記走査が行われて前記管台の内面のコーナ部の前記超音波探傷が行われる請求項10に記載の超音波探傷方法。
【請求項12】
前記2つの傾斜面を有するくさびの前記管台の半径方向での厚みが前記管台の周方向において中央部で最も薄くなっている状態で、前記超音波の前記走査が行われて前記管台の内面のコーナ部の前記超音波探傷が行われる請求項10に記載の超音波探傷方法。
【請求項13】
前記フェーズドアレイ探触子としてリニアアレイ探触子およびマトリクスアレイ探触子のいずれかを用いる請求項3ないし12のいずれか1項に記載の超音波探傷方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【公開番号】特開2013−29434(P2013−29434A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−166140(P2011−166140)
【出願日】平成23年7月29日(2011.7.29)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月29日(2011.7.29)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【Fターム(参考)】
[ Back to top ]