
超高分子量ポリエチレンの成形品
【課題】 超高分子量ポリエチレンからなる成形品において、ビタミンEを添加した超高分子量ポリエチレンを成形品の任意の部位に配置することで、各部位で求められる特性に対応できるようにする。
【解決手段】 超高分子量ポリエチレンを用いて所定の形状に成形した成形品において、ビタミンEを添加した超高分子量ポリエチレンを超高分子量ポリエチレンの任意の部位に配置する。
【解決手段】 超高分子量ポリエチレンを用いて所定の形状に成形した成形品において、ビタミンEを添加した超高分子量ポリエチレンを超高分子量ポリエチレンの任意の部位に配置する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、医療用インプラントに適用されて好適な超高分子量ポリエチレンの成形品に関するものである。
【背景技術】
【0002】
分子量が200万を超える超高分子量ポリエチレン(以下、UHMWPE)は、通常のポリエチレンよりも耐摩耗性、耐衝撃性、耐薬品性、自己潤滑性に優れており、しかも、人体に安全であるので、多くの医療用インプラント(以下、インプラント)の主として摺動部分に使用されている。しかしながら、UHMWPEは体内環境下では酸化が起こり易いことが知られている。この酸化が起こると、UHMWPEの分子鎖が体液等の環境の下で切断され、分子量が低下してUHMWPE特有の硬度や潤滑性が失われ、耐摩耗性が低下する。
【0003】
一方で、ビタミンE(以下、VE)は抗酸化能を有することは知られており、下記特許文献1では、UHMWPEのインプラントにVEを添加(以下、VE−UHMWPE)している。VE−UHMWPEからなるインプラントでは、抗酸化能が向上するのはもちろんのこと、流動性が増して成形し易くなり、耐摩耗性も向上することが知られている。なお、UHMWPEを摺動部分に使用すると磨耗粉が生ずるのは避けられないが、この摩耗粉はマクロファージの好餌となり、マクロファージは骨を溶解するTNF等のサイトカインなるタンパク質を産生して破骨細胞を活性化させてインプラントのルーズニングを生じさせることが知られている(これを生体為害性という)。しかし、VEを含んだ磨耗粉はVEの添加量や成形条件によっては生体為害性も抑制することもわかっている(下記特許文献2)。
【0004】
ところが、上記した特許文献1を含む従来のインプラントの素材であるVE−UHMWPEは、UHMWPEの中にVEを分散させただけのものであるから、両方の特性を併有するものになる。つまり、VEを添加したものは、UHMWPEの分子間または粒子間に異質のVEが入り込むものであるから、抗酸化能はあるものの、硬度、伸び、クリープ量といった力学的特性を変化させることになり、これがそのままVE−UHMWPEの特性に反映していた。しかし、インプラントでは、部位によってはUHMWPEが適する部位もあれば、VE−UHMWPEが適する場合もあるので、一律的にVE−UHMWPEを使えばよいというものではない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表2006−515777号公報
【特許文献2】特開2010−000221号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、このような課題を解決したものであり、UHMWPEの中でVE−UHMWPEを所望の部位に任意の形態で配置できるようにしたものである。
【課題を解決するための手段】
【0007】
以上の課題の下、本発明は、請求項1に記載した、超高分子量ポリエチレンを用いて所定の形状に成形した成形品において、ビタミンEを添加した超高分子量ポリエチレンを超高分子量ポリエチレンの任意の部位に配置したことを特徴とする超高分子量ポリエチレンの成形品を提供するとともに、この任意配置の形態として、請求項2に記載した成層している形態、また、成層の形態として、請求項3に記載した、成層が階層的である形態、請求項4に記載した、成層が同層的である形態を提供する。
【0008】
さらに、任意配置の形態として、請求項5に記載した、ビタミンEを添加した超高分子量ポリエチレンがビタミンEを添加しない超高分子量ポリエチレンの中に部分的に存在している形態を提供するとともに、この形態として、請求項6に記載した、ビタミンEを添加した超高分子量ポリエチレンが添加量の異なるビタミンEを添加した超高分子量ポリエチレンの中に部分的に存在している形態を提供する。そして、これらの成形品の好適な例として、請求項7に記載した、成形品が医療用インプラントである手段を提供する。
【発明の効果】
【0009】
請求項1の発明によると、成形品に求められる特性に応じてVE−UHMWPEをUHMWPEの中の任意の部位に配置できる。したがって、この成形品をインプラントに適用すれば、それぞれの部位ごとに要求される特性に応じてUHMWPEとVE−UHMWPEとを使い分けることができ、全体としてより性能の高いインプラントが得られる。具体的には、摺動部分であって摩耗粉が多く発生する個所には生体為害性の少ないVE−UHMWPEを、その他の部分では力学的特性が高くて易加工性のUHMWPEを配置するといったことが可能になる。なお、任意配置の具体例としては、請求項2〜6の形態が考えられる。
【図面の簡単な説明】
【0010】
【図1】本発明に係る成形品の斜視図である。
【図2】本発明に係る成形品の斜視図である。
【図3】本発明に係る成形品の斜視図である。
【発明を実施するための形態】
【0011】
以下、本発明の実施の形態をインプラントを例をとって説明するが、これに限られるものではなく、UHMWPEやVE−UHMWPEを素材とするすべての産生品に適用できる。まず、UHMWPEの特性やVEを添加することの意義について説明しておくが、ここでいうUHMWPEとは、分子量が200〜700万の範囲のものをいう。このようなUHMWPEを使用するのは、これらが稠密性に富んで耐摩耗性、耐衝撃性等の力学的特性にも優れているからである。
【0012】
インプラントの素材として使用するUHMWPEは、医療用に適応されたものである必要があり、これには、Ticona社製の商品名HostalenGUR1020、1120、1050、1150やMontel社製の商品名Hifax1900があり、これらはいずれもパウダーで市販されているが、ペレット、タブレットのものもある。そのいずれを使用してもよいが、成形時の熱による融解性、気泡の生成性、添加物との均一な混合性の観点から、パウダー状のものがもっとも適している。
【0013】
一方、VEとは、αートコフェロール、βートコフェロール、γートコフェロール、δートコフェロールとこれらの異性体、誘導体、混合物を含むものでありエーザイ株式会社から日本薬局方トコフエロール(dl−α−Tocopherol JP)として液状又はパウダーで市販されているが、液状の方が取扱いや混合が容易で適している。UHMWPEにVEを添加する割合は、0.01〜3重量%、中でも0.1〜1.0重量%程度が適しており、これよりも少ないとその効果が十分ではなく、また、多すぎても添加の割合に比べて効果が増えないし、場合によっては低下する。
【0014】
UHMWPEに対するVEの添加の方法は、UHMWPEのパウダーに液状のVEを添加して混合すればよい。この添加した液状のVEはUHMWPEのパウダーの中に均一に分散される必要がある。VEの分散が均一でないと、インプラントの抗酸化能や成形性、また、生体為害性にむらが生じ、結果的に性能低下を招くからである。この均一分散化処理は、添加した液状のVEとUHMWPEのパウダーをある程度の温度で十分に攪拌することで行う(攪拌の方法は問わない)。この温度は高い方が適するが、あまり高いと、VEを失活させる可能性があるから、室温〜80℃程度の温度が適する。
【0015】
次に、以上のUHMWPEとVE−UHMWPEのパウダーを用いて特定形状のインプラントに成形する場合について説明する。まず、この両者をインプラント内で配置させようとする部位・位置に所望の形状と量をもって配置する。この配置の設定は金型によるが、ジグを用いる人手によるものであっもよいし、機械的な制御によってもよい。
【0016】
成形の際には、金型の中に以上のUHMWPEとVE−UHMWPEのパウダーを積層状に投入したなら(上下に成層させる例)、上からプレスで押圧して成形する。このときの熱的条件はUHMWPEの粒子を融解させる必要があり、この融解によってUHMWPE粒子の表面を溶解させてその粒子同士を接着させるとともに、この融解部分にVEを浸透させるものであり、UHMWPEやVE−UHMWPEをインプラントに成形する場合には重要な操作・処理である。
【0017】
このときの融解温度は、UHMWPEが溶解する200℃以上は必要であるが、あまり高い温度で長時間置いておくと、VEを失活させるから、220℃程度で20分弱加熱するのが適する。また、圧力も必要であるが、圧力は成形に必要な範囲でよく、80〜150Kgf/cm2 程度でよい。この融解操作によって、VEは更にUHMWPEの中に均一に分散され、UHMWPEの成形性も改善されるものとなる。なお、この融解操作によってUHMWPEとVE−UHMWPEの界面も接着される。
【0018】
ところで、以上の加圧成形を減圧下や不活性ガス雰囲気下で行うと、成形がより易しく、インプラントの品質も向上する。成形を減圧下で行えば、減圧に基づいてUHMWPEの粒子の流動性が高まり、成形が容易になって時間も短縮できる。さらに、粒子や粒子間に存在する気泡が抜け、残存する酸素量を減らして酸化による弊害を少なくするという効果もある。この場合の減圧の程度は大きいほど好ましいが、0.1気圧以下であれば十分な効果がある。なお、残存酸素量を減らすという観点からいえば、窒素ガス等の不活性ガス雰囲気下での成形も適している。
【0019】
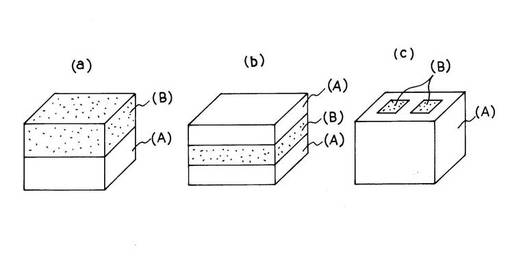
図1は簡単のために成形品をキュービックとした場合の斜視図であるが、(a)は下がUHMWPE(A)で上がVE−UHMWPE(B)の二層構造のものであり、(b)は真ん中をVE−UHMWPE(B)にしてその上下をUHMWPE(A)にした三層構造のものであり、その成形方法、条件は上記と同じである。なお、これらの例は上下(階層的)に成層したものであるが、並列(同層的)に成層してもよい。また、それぞれのUHMWPEやVE−UHMWPEは一様な厚みになっているが、厚みを部分的に変えてもよい。
【0020】
(c)はUHMWPE(A)の中にVE−UHMWPE(B)を部分的に存在させたものであるが、この場合は、UHMWPEのパウダーの所定の個所に特定の形状、大きさ、数の筒型を挿入し、この筒型の中にVE−UHMWPEのパウダーを投入した後、筒型を抜き取って上記と同様な処理をすればよい。なお、図示のものは、VE−UHMWPE(B)を上面に覗かせて縦に挿設しているが、横或いは斜めであってもよいし、中途に隠れるように埋入することも可能である。
【0021】
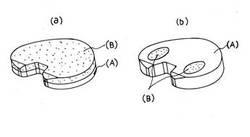
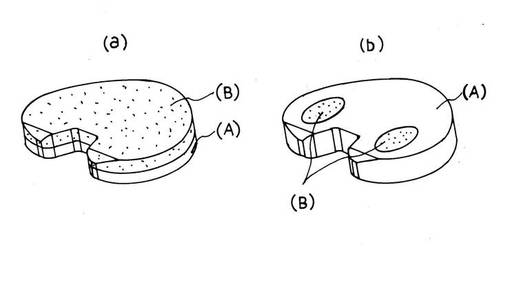
図2に示すものは、インプラントとして人工膝関節の脛骨側部材の関節面(インサート)に成形したものであるが、このような特定の形態に成形するには、金型を成形品に即したものにしておけばよい。このうち、(a)のものは、人工膝関節の大腿骨側部材(金属製)が載って摺動面となる上面全体をVE−UHMWPE(B)にしたものである。また、(b)のものは、上面のうち、大腿骨側部材の二つの顆が載る部分のみをVE−UHMWPE(B)にしたものである。
【0022】
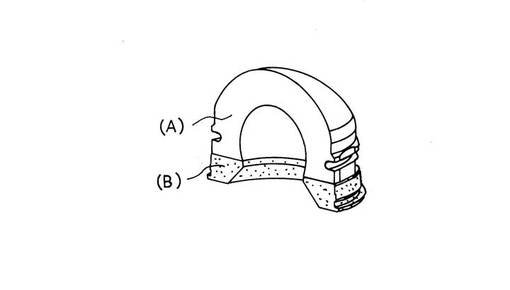
この顆が載る部分は圧力と摩擦が大きく、VE−UHMWPEの抗酸化能や生体為害性の少なさといった長所が望まれる個所でもある。このように、所望の部位のみをVE−UHMWPEとするのは、VE−UHMWPEはUHMWPEに比べて価格も高く、また、VEとUHMWPEとを混合するには攪拌操作も必要とするから、この攪拌操作が簡略化され、全体の製造コストを安くできるからである。さらに、後述する架橋処理の影響をその部位に応じて架橋度を変えて受けるためでもある。図3に示すものは、人工股関節の骨頭が納まるライナーを示したものであるが、この場合は骨頭と圧接して摺動面となる下部をVE−UHMWPE(B)にしている。
【0023】
ところで、以上は、VEを添加しないUHMWPEにVEを添加したVE−UHMWPEを配置した例であるが、VE−UHMWPEの中にVEの添加量(率)が違うVE−UHMWPEを配置することもできる。つまり、UHMWPEと各々添加量が違うVE−UHMWPEをインプラントの任意の部位にそれぞれ集積して配置することができるのである。上記した特許文献2でも触れてあるが、VEの添加量が異なると、磨耗粉の発生や作用が異なることから、それに応じてもっとも好ましい形態がとれるのである。
【0024】
なお、インプラントを成形した後に放射線エネルギーを投与する架橋処理を施せば、より好ましいものになる。この架橋処理は成形後のインプラントに直接施してもよいが、流通に備えて適宜な包装材で包装されたインプラントに施してもよい。UHMWPE(VE−UHMWPEも同じ)はある程度は分子鎖で互いに絡み合って架橋しているが、これにガンマ線やX線或いは電子線等の放射線を照射すると、そのエネルギーでこの分子鎖を一旦切断して再結合させることになり、このときに絡み合いや繋がりの相手が変わったり、結合が連続したりして架橋が強化されるのである。
【0025】
すなわち、分子鎖が互いにクロスリンクされた状態に態になるのであり、この状態のUHMWPE又はVE−UHMWPEを以下ではXL−UHMWPEという。分子鎖がクロスリンクされた結果、硬さや耐磨耗性(磨耗粉の減少)といった力学的特性を向上させることができるのである。ただし、抗酸化能を有するVE−UHMWPEではその効果が減殺されることは上記したとおりである。
【0026】
以上が本発明に係るUHMWPEのインプラントを成形する過程であるが、これを整理すると、以下の工程をとることになる。素材(UHMWPEのパウダー)→VEの添加→UHMWPEにおけるVEの均一分散化処理(VE−UHMWPEの調製)→UHMWPEとVE−UHMWPEそれぞれの型込め→成形→放射線照射(XL−(VE)UHMWPEの出現)ということになる。
【0027】
架橋処理を施す放射線の照射は、酸素のない状態で照射することが必要である。酸素が存在すると、切断された分子鎖が酸素と結合して酸化するからである。このため、照射室を脱気して真空に近い状態にするか窒素ガス等の不活性ガス中で成形品(インプラント)に放射線を照射する。この条件は、30〜300kGyの電子線を照射した後、同じ雰囲気下で80〜150℃で12〜72時間の間アニーリングすればよい。なお、上記した溶解操作に加えてこの架橋処理は、インプラントの表面に付着したり、内部に混入した細菌やウイルスを死滅させる滅菌処理も兼ねることになる。
【符号の説明】
【0028】
A UHMWPE
B VE−UHMWPE
【技術分野】
【0001】
本発明は、医療用インプラントに適用されて好適な超高分子量ポリエチレンの成形品に関するものである。
【背景技術】
【0002】
分子量が200万を超える超高分子量ポリエチレン(以下、UHMWPE)は、通常のポリエチレンよりも耐摩耗性、耐衝撃性、耐薬品性、自己潤滑性に優れており、しかも、人体に安全であるので、多くの医療用インプラント(以下、インプラント)の主として摺動部分に使用されている。しかしながら、UHMWPEは体内環境下では酸化が起こり易いことが知られている。この酸化が起こると、UHMWPEの分子鎖が体液等の環境の下で切断され、分子量が低下してUHMWPE特有の硬度や潤滑性が失われ、耐摩耗性が低下する。
【0003】
一方で、ビタミンE(以下、VE)は抗酸化能を有することは知られており、下記特許文献1では、UHMWPEのインプラントにVEを添加(以下、VE−UHMWPE)している。VE−UHMWPEからなるインプラントでは、抗酸化能が向上するのはもちろんのこと、流動性が増して成形し易くなり、耐摩耗性も向上することが知られている。なお、UHMWPEを摺動部分に使用すると磨耗粉が生ずるのは避けられないが、この摩耗粉はマクロファージの好餌となり、マクロファージは骨を溶解するTNF等のサイトカインなるタンパク質を産生して破骨細胞を活性化させてインプラントのルーズニングを生じさせることが知られている(これを生体為害性という)。しかし、VEを含んだ磨耗粉はVEの添加量や成形条件によっては生体為害性も抑制することもわかっている(下記特許文献2)。
【0004】
ところが、上記した特許文献1を含む従来のインプラントの素材であるVE−UHMWPEは、UHMWPEの中にVEを分散させただけのものであるから、両方の特性を併有するものになる。つまり、VEを添加したものは、UHMWPEの分子間または粒子間に異質のVEが入り込むものであるから、抗酸化能はあるものの、硬度、伸び、クリープ量といった力学的特性を変化させることになり、これがそのままVE−UHMWPEの特性に反映していた。しかし、インプラントでは、部位によってはUHMWPEが適する部位もあれば、VE−UHMWPEが適する場合もあるので、一律的にVE−UHMWPEを使えばよいというものではない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表2006−515777号公報
【特許文献2】特開2010−000221号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、このような課題を解決したものであり、UHMWPEの中でVE−UHMWPEを所望の部位に任意の形態で配置できるようにしたものである。
【課題を解決するための手段】
【0007】
以上の課題の下、本発明は、請求項1に記載した、超高分子量ポリエチレンを用いて所定の形状に成形した成形品において、ビタミンEを添加した超高分子量ポリエチレンを超高分子量ポリエチレンの任意の部位に配置したことを特徴とする超高分子量ポリエチレンの成形品を提供するとともに、この任意配置の形態として、請求項2に記載した成層している形態、また、成層の形態として、請求項3に記載した、成層が階層的である形態、請求項4に記載した、成層が同層的である形態を提供する。
【0008】
さらに、任意配置の形態として、請求項5に記載した、ビタミンEを添加した超高分子量ポリエチレンがビタミンEを添加しない超高分子量ポリエチレンの中に部分的に存在している形態を提供するとともに、この形態として、請求項6に記載した、ビタミンEを添加した超高分子量ポリエチレンが添加量の異なるビタミンEを添加した超高分子量ポリエチレンの中に部分的に存在している形態を提供する。そして、これらの成形品の好適な例として、請求項7に記載した、成形品が医療用インプラントである手段を提供する。
【発明の効果】
【0009】
請求項1の発明によると、成形品に求められる特性に応じてVE−UHMWPEをUHMWPEの中の任意の部位に配置できる。したがって、この成形品をインプラントに適用すれば、それぞれの部位ごとに要求される特性に応じてUHMWPEとVE−UHMWPEとを使い分けることができ、全体としてより性能の高いインプラントが得られる。具体的には、摺動部分であって摩耗粉が多く発生する個所には生体為害性の少ないVE−UHMWPEを、その他の部分では力学的特性が高くて易加工性のUHMWPEを配置するといったことが可能になる。なお、任意配置の具体例としては、請求項2〜6の形態が考えられる。
【図面の簡単な説明】
【0010】
【図1】本発明に係る成形品の斜視図である。
【図2】本発明に係る成形品の斜視図である。
【図3】本発明に係る成形品の斜視図である。
【発明を実施するための形態】
【0011】
以下、本発明の実施の形態をインプラントを例をとって説明するが、これに限られるものではなく、UHMWPEやVE−UHMWPEを素材とするすべての産生品に適用できる。まず、UHMWPEの特性やVEを添加することの意義について説明しておくが、ここでいうUHMWPEとは、分子量が200〜700万の範囲のものをいう。このようなUHMWPEを使用するのは、これらが稠密性に富んで耐摩耗性、耐衝撃性等の力学的特性にも優れているからである。
【0012】
インプラントの素材として使用するUHMWPEは、医療用に適応されたものである必要があり、これには、Ticona社製の商品名HostalenGUR1020、1120、1050、1150やMontel社製の商品名Hifax1900があり、これらはいずれもパウダーで市販されているが、ペレット、タブレットのものもある。そのいずれを使用してもよいが、成形時の熱による融解性、気泡の生成性、添加物との均一な混合性の観点から、パウダー状のものがもっとも適している。
【0013】
一方、VEとは、αートコフェロール、βートコフェロール、γートコフェロール、δートコフェロールとこれらの異性体、誘導体、混合物を含むものでありエーザイ株式会社から日本薬局方トコフエロール(dl−α−Tocopherol JP)として液状又はパウダーで市販されているが、液状の方が取扱いや混合が容易で適している。UHMWPEにVEを添加する割合は、0.01〜3重量%、中でも0.1〜1.0重量%程度が適しており、これよりも少ないとその効果が十分ではなく、また、多すぎても添加の割合に比べて効果が増えないし、場合によっては低下する。
【0014】
UHMWPEに対するVEの添加の方法は、UHMWPEのパウダーに液状のVEを添加して混合すればよい。この添加した液状のVEはUHMWPEのパウダーの中に均一に分散される必要がある。VEの分散が均一でないと、インプラントの抗酸化能や成形性、また、生体為害性にむらが生じ、結果的に性能低下を招くからである。この均一分散化処理は、添加した液状のVEとUHMWPEのパウダーをある程度の温度で十分に攪拌することで行う(攪拌の方法は問わない)。この温度は高い方が適するが、あまり高いと、VEを失活させる可能性があるから、室温〜80℃程度の温度が適する。
【0015】
次に、以上のUHMWPEとVE−UHMWPEのパウダーを用いて特定形状のインプラントに成形する場合について説明する。まず、この両者をインプラント内で配置させようとする部位・位置に所望の形状と量をもって配置する。この配置の設定は金型によるが、ジグを用いる人手によるものであっもよいし、機械的な制御によってもよい。
【0016】
成形の際には、金型の中に以上のUHMWPEとVE−UHMWPEのパウダーを積層状に投入したなら(上下に成層させる例)、上からプレスで押圧して成形する。このときの熱的条件はUHMWPEの粒子を融解させる必要があり、この融解によってUHMWPE粒子の表面を溶解させてその粒子同士を接着させるとともに、この融解部分にVEを浸透させるものであり、UHMWPEやVE−UHMWPEをインプラントに成形する場合には重要な操作・処理である。
【0017】
このときの融解温度は、UHMWPEが溶解する200℃以上は必要であるが、あまり高い温度で長時間置いておくと、VEを失活させるから、220℃程度で20分弱加熱するのが適する。また、圧力も必要であるが、圧力は成形に必要な範囲でよく、80〜150Kgf/cm2 程度でよい。この融解操作によって、VEは更にUHMWPEの中に均一に分散され、UHMWPEの成形性も改善されるものとなる。なお、この融解操作によってUHMWPEとVE−UHMWPEの界面も接着される。
【0018】
ところで、以上の加圧成形を減圧下や不活性ガス雰囲気下で行うと、成形がより易しく、インプラントの品質も向上する。成形を減圧下で行えば、減圧に基づいてUHMWPEの粒子の流動性が高まり、成形が容易になって時間も短縮できる。さらに、粒子や粒子間に存在する気泡が抜け、残存する酸素量を減らして酸化による弊害を少なくするという効果もある。この場合の減圧の程度は大きいほど好ましいが、0.1気圧以下であれば十分な効果がある。なお、残存酸素量を減らすという観点からいえば、窒素ガス等の不活性ガス雰囲気下での成形も適している。
【0019】
図1は簡単のために成形品をキュービックとした場合の斜視図であるが、(a)は下がUHMWPE(A)で上がVE−UHMWPE(B)の二層構造のものであり、(b)は真ん中をVE−UHMWPE(B)にしてその上下をUHMWPE(A)にした三層構造のものであり、その成形方法、条件は上記と同じである。なお、これらの例は上下(階層的)に成層したものであるが、並列(同層的)に成層してもよい。また、それぞれのUHMWPEやVE−UHMWPEは一様な厚みになっているが、厚みを部分的に変えてもよい。
【0020】
(c)はUHMWPE(A)の中にVE−UHMWPE(B)を部分的に存在させたものであるが、この場合は、UHMWPEのパウダーの所定の個所に特定の形状、大きさ、数の筒型を挿入し、この筒型の中にVE−UHMWPEのパウダーを投入した後、筒型を抜き取って上記と同様な処理をすればよい。なお、図示のものは、VE−UHMWPE(B)を上面に覗かせて縦に挿設しているが、横或いは斜めであってもよいし、中途に隠れるように埋入することも可能である。
【0021】
図2に示すものは、インプラントとして人工膝関節の脛骨側部材の関節面(インサート)に成形したものであるが、このような特定の形態に成形するには、金型を成形品に即したものにしておけばよい。このうち、(a)のものは、人工膝関節の大腿骨側部材(金属製)が載って摺動面となる上面全体をVE−UHMWPE(B)にしたものである。また、(b)のものは、上面のうち、大腿骨側部材の二つの顆が載る部分のみをVE−UHMWPE(B)にしたものである。
【0022】
この顆が載る部分は圧力と摩擦が大きく、VE−UHMWPEの抗酸化能や生体為害性の少なさといった長所が望まれる個所でもある。このように、所望の部位のみをVE−UHMWPEとするのは、VE−UHMWPEはUHMWPEに比べて価格も高く、また、VEとUHMWPEとを混合するには攪拌操作も必要とするから、この攪拌操作が簡略化され、全体の製造コストを安くできるからである。さらに、後述する架橋処理の影響をその部位に応じて架橋度を変えて受けるためでもある。図3に示すものは、人工股関節の骨頭が納まるライナーを示したものであるが、この場合は骨頭と圧接して摺動面となる下部をVE−UHMWPE(B)にしている。
【0023】
ところで、以上は、VEを添加しないUHMWPEにVEを添加したVE−UHMWPEを配置した例であるが、VE−UHMWPEの中にVEの添加量(率)が違うVE−UHMWPEを配置することもできる。つまり、UHMWPEと各々添加量が違うVE−UHMWPEをインプラントの任意の部位にそれぞれ集積して配置することができるのである。上記した特許文献2でも触れてあるが、VEの添加量が異なると、磨耗粉の発生や作用が異なることから、それに応じてもっとも好ましい形態がとれるのである。
【0024】
なお、インプラントを成形した後に放射線エネルギーを投与する架橋処理を施せば、より好ましいものになる。この架橋処理は成形後のインプラントに直接施してもよいが、流通に備えて適宜な包装材で包装されたインプラントに施してもよい。UHMWPE(VE−UHMWPEも同じ)はある程度は分子鎖で互いに絡み合って架橋しているが、これにガンマ線やX線或いは電子線等の放射線を照射すると、そのエネルギーでこの分子鎖を一旦切断して再結合させることになり、このときに絡み合いや繋がりの相手が変わったり、結合が連続したりして架橋が強化されるのである。
【0025】
すなわち、分子鎖が互いにクロスリンクされた状態に態になるのであり、この状態のUHMWPE又はVE−UHMWPEを以下ではXL−UHMWPEという。分子鎖がクロスリンクされた結果、硬さや耐磨耗性(磨耗粉の減少)といった力学的特性を向上させることができるのである。ただし、抗酸化能を有するVE−UHMWPEではその効果が減殺されることは上記したとおりである。
【0026】
以上が本発明に係るUHMWPEのインプラントを成形する過程であるが、これを整理すると、以下の工程をとることになる。素材(UHMWPEのパウダー)→VEの添加→UHMWPEにおけるVEの均一分散化処理(VE−UHMWPEの調製)→UHMWPEとVE−UHMWPEそれぞれの型込め→成形→放射線照射(XL−(VE)UHMWPEの出現)ということになる。
【0027】
架橋処理を施す放射線の照射は、酸素のない状態で照射することが必要である。酸素が存在すると、切断された分子鎖が酸素と結合して酸化するからである。このため、照射室を脱気して真空に近い状態にするか窒素ガス等の不活性ガス中で成形品(インプラント)に放射線を照射する。この条件は、30〜300kGyの電子線を照射した後、同じ雰囲気下で80〜150℃で12〜72時間の間アニーリングすればよい。なお、上記した溶解操作に加えてこの架橋処理は、インプラントの表面に付着したり、内部に混入した細菌やウイルスを死滅させる滅菌処理も兼ねることになる。
【符号の説明】
【0028】
A UHMWPE
B VE−UHMWPE
【特許請求の範囲】
【請求項1】
超高分子量ポリエチレンを用いて所定の形状に成形した成形品において、ビタミンEを添加した超高分子量ポリエチレンを超高分子量ポリエチレンの任意の部位に配置したことを特徴とする超高分子量ポリエチレンの成形品。
【請求項2】
配置が成層している請求項1の超高分子量ポリエチレンの成形品。
【請求項3】
成層が階層的である請求項2の超高分子量ポリエチレンの成形品。
【請求項4】
成層が同層的である請求項2の超高分子量ポリエチレンの成形品。
【請求項5】
配置がビタミンEを添加した超高分子量ポリエチレンがビタミンEを添加しない超高分子量ポリエチレンの中に部分的に存在している請求項1〜4いずれかの超高分子量ポリエチレンの成形品。
【請求項6】
ビタミンEを添加した超高分子量ポリエチレンが添加量の異なるビタミンEを添加した超高分子量ポリエチレンの中に部分的に存在している請求項5の超高分子量ポリエチレンの成形品。
【請求項7】
請求項1〜6いずれかの超高分子量ポリエチレンの成形品が医療用インプラントである超高分子量ポリエチレンの成形品。
【請求項1】
超高分子量ポリエチレンを用いて所定の形状に成形した成形品において、ビタミンEを添加した超高分子量ポリエチレンを超高分子量ポリエチレンの任意の部位に配置したことを特徴とする超高分子量ポリエチレンの成形品。
【請求項2】
配置が成層している請求項1の超高分子量ポリエチレンの成形品。
【請求項3】
成層が階層的である請求項2の超高分子量ポリエチレンの成形品。
【請求項4】
成層が同層的である請求項2の超高分子量ポリエチレンの成形品。
【請求項5】
配置がビタミンEを添加した超高分子量ポリエチレンがビタミンEを添加しない超高分子量ポリエチレンの中に部分的に存在している請求項1〜4いずれかの超高分子量ポリエチレンの成形品。
【請求項6】
ビタミンEを添加した超高分子量ポリエチレンが添加量の異なるビタミンEを添加した超高分子量ポリエチレンの中に部分的に存在している請求項5の超高分子量ポリエチレンの成形品。
【請求項7】
請求項1〜6いずれかの超高分子量ポリエチレンの成形品が医療用インプラントである超高分子量ポリエチレンの成形品。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−173979(P2011−173979A)
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願番号】特願2010−38304(P2010−38304)
【出願日】平成22年2月24日(2010.2.24)
【出願人】(508282465)ナカシマメディカル株式会社 (22)
【Fターム(参考)】
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願日】平成22年2月24日(2010.2.24)
【出願人】(508282465)ナカシマメディカル株式会社 (22)
【Fターム(参考)】
[ Back to top ]