
足場用塗装鋼管およびその製造方法
【課題】耐滑り性、塗膜密着性および塗膜強度に優れる塗装鋼管を提供すること。
【解決手段】基材鋼管の表面に、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルと、ポリエステル100質量部に対して20〜60質量部のポリイソシアネート化合物と、ポリエステルおよびポリイソシアネートの合計100質量部に対して5〜40質量部の体質顔料とを含む樹脂組成物の硬化物からなる、膜厚3〜30μmの熱硬化性樹脂塗膜を形成する。この熱硬化性樹脂塗膜は、20℃の環境において、直径1mmの円柱形状の圧子で49mNの荷重を加えられたときの押し込み深さが2μm以上である。また、熱硬化性樹脂塗膜は、沸騰水に1時間浸漬され、次いで大気中で24時間静置された後、JIS K 5600−5−6に準拠して行った付着性試験の試験結果の分類が0である。
【解決手段】基材鋼管の表面に、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルと、ポリエステル100質量部に対して20〜60質量部のポリイソシアネート化合物と、ポリエステルおよびポリイソシアネートの合計100質量部に対して5〜40質量部の体質顔料とを含む樹脂組成物の硬化物からなる、膜厚3〜30μmの熱硬化性樹脂塗膜を形成する。この熱硬化性樹脂塗膜は、20℃の環境において、直径1mmの円柱形状の圧子で49mNの荷重を加えられたときの押し込み深さが2μm以上である。また、熱硬化性樹脂塗膜は、沸騰水に1時間浸漬され、次いで大気中で24時間静置された後、JIS K 5600−5−6に準拠して行った付着性試験の試験結果の分類が0である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐滑り性、塗膜密着性および塗膜強度に優れる足場用塗装鋼管およびその製造方法に関する。
【背景技術】
【0002】
鋼板を筒状に成形した鋼管は、手摺りや足場管などの建設資材として広範な用途で使用されている。これらの用途に用いられる鋼管は、手摺りの使用者や足場管を使用する作業者の安全性を確保する観点から、耐滑り性が要求されている。そこで、鋼管の耐滑り性を向上させるために、鋼管の表面に粗面化処理を施すことが提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−030334公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
鋼管の表面に粗面化処理をすることなく、鋼管の耐滑り性を向上させる手段としては、鋼管の表面にエラストマー塗膜を形成することが考えられる。しかしながら、従来の技術では、鋼管の表面にエラストマーを十分に密着させることができず、耐滑り性と塗膜密着性とを両立した塗装鋼管を製造することはできなかった。
【0005】
一方、塗装鋼管を足場管へ適用する場合は、クランプで各足場管を締結することによる塗膜の破壊防止の観点から、耐滑り性および塗膜密着性に加えて、塗膜強度も要求される。
【0006】
本発明は、かかる点に鑑みてなされたものであり、耐滑り性、塗膜密着性および塗膜強度に優れる足場用塗装鋼管を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は、所定の分子量分布のポリエステルを主樹脂とし、硬化剤としてポリイソシアネート化合物を含有する樹脂組成物の硬化物からなる塗膜を基材鋼管の表面に形成することで、上記課題を解決しうることを見出し、さらに検討を加えて本発明を完成させた。
【0008】
すなわち、本発明は、以下の足場用塗装鋼管に関する。
[1]基材鋼管と、前記基材鋼管の表面に形成された、膜厚3〜30μmの熱硬化性樹脂塗膜とを有する足場用塗装鋼管であって:前記基材鋼管は、溶融Al、Mg含有Znめっき鋼板から造管された鋼管であり;前記熱硬化性樹脂塗膜は、樹脂および体質顔料を含む樹脂組成物の硬化物であり;前記熱硬化性樹脂塗膜は、20℃の環境において、直径1mmの円柱形状の圧子で49mNの荷重を加えられたときの押し込み深さが2μm以上であり;前記熱硬化性樹脂塗膜は、沸騰水に1時間浸漬され、次いで大気中で24時間静置された後、JIS K 5600−5−6に準拠して行った付着性試験の試験結果の分類が0である、足場用塗装鋼管。
[2]前記熱硬化性樹脂塗膜は、以下の方法により測定される塗膜の軟化温度が15℃以下である、[1]に記載の足場用塗装鋼管。
[塗膜の軟化温度の測定方法]
液体窒素で冷却された前記熱硬化性樹脂塗膜に、直径1mmの円柱形状の圧子で98mNの荷重を加え;前記熱硬化性樹脂塗膜を5℃/分で加熱して、押し込み深さ曲線を求め;前記押し込み深さ曲線において、前記圧子が押し込まれ始める温度よりも低温側の温度での接線Aと、押し込み速度が最大となる温度での接線Bとの交点を塗膜の軟化温度とする。
[3]前記熱硬化性樹脂塗膜は、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルと、前記ポリエステル100質量部に対して20〜60質量部のポリイソシアネート化合物と、前記ポリエステルおよび前記ポリイソシアネートの合計100質量部に対して5〜40質量部の前記体質顔料とを含む樹脂組成物の硬化物である、[1]または[2]に記載の足場用塗装鋼管。
【0009】
また、本発明は、以下の足場用塗装鋼管の製造方法に関する。
[4]溶融Al、Mg含有Znめっき鋼板から造管された基材鋼管を準備するステップと、
前記基材鋼管の表面に、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルと、前記ポリエステル100質量部に対して20〜60質量部のポリイソシアネート化合物と、前記ポリエステルおよび前記ポリイソシアネートの合計100質量部に対して5〜40質量部の体質顔料とを含む塗料を塗布するステップと、前記基材鋼管の表面に塗布された塗料を焼き付けるステップとを有する、足場用塗装鋼管の製造方法。
【発明の効果】
【0010】
本発明によれば、耐滑り性、塗膜密着性および塗膜強度に優れる足場用塗装鋼管を提供することができる。
【図面の簡単な説明】
【0011】
【図1】No.4の塗料から形成される塗膜の軟化温度を測定する際に得られた押し込み深さ曲線を示すグラフ
【発明を実施するための形態】
【0012】
本発明の足場用塗装鋼管は、基材鋼管と、基材鋼管の表面に形成された熱硬化性樹脂塗膜とを有する。以下、各構成要素について説明する。
【0013】
[基材鋼管]
基材鋼管は、鋼板(鋼帯)を変形(造管)させることで製造される。たとえば、基材鋼管は、溶接鋼管である。原板となる鋼板は、耐食性の観点から、溶融Al、Mg含有Znめっき鋼板であることが好ましい。
【0014】
溶融Al、Mg含有Znめっき鋼板の下地鋼板の種類は、特に限定されない。たとえば、下地鋼板としては、低炭素鋼や中炭素鋼、高炭素鋼、合金鋼などからなる鋼板を使用することができる。良好なプレス成形性が必要とされる場合は、低炭素Ti添加鋼、低炭素Nb添加鋼などからなる深絞り用鋼板が基材鋼板として好ましい。たとえば、下地鋼板としては、C:0.05〜0.25質量%、Si:0.01〜1.5質量%、Mn:0.05〜3.0質量%、Al:0.010〜0.100質量%、Ti:0.010〜0.150質量%、B:0.0001〜0.0100質量%であり、必要に応じてさらにNb、Cr、Mo、Pの1種以上を合計1.00質量%以下の範囲内で含有し、残部Feおよび不可避的不純物からなるものが好ましい。
【0015】
溶融Al、Mg含有Znめっき層は、Al/Zn/Zn2Mgの三元共晶組織を含む。Al/Zn/Zn2Mgの三元共晶組織を形成している各相(Al相、Zn相およびZn2Mg相)は、それぞれ不規則な大きさおよび形状をしており、互いに入り組んでいる。三元共晶組織中のAl相は、Al−Zn−Mgの三元系平衡状態図における高温でのAl”相(Znを固溶するAl固溶体であり、少量のMgを含む)に由来するものである。この高温でのAl”相は、常温では通常は微細なAl相と微細なZn相に分離して現れる。三元共晶組織中のZn相は、少量のAlを固溶し、場合によってはさらにMgを固溶するZn固溶体である。三元共晶組織中のZn2Mg相は、Zn−Mgの二元系平衡状態図におけるZnが約84質量%の点付近に存在する金属間化合物相である。
【0016】
めっき層のAl含有量は1.0〜22.0質量%の範囲内が好ましく、Mg含有量は1.5〜10.0質量%の範囲内が好ましい。Al含有量およびMg含有量が上記範囲から外れた場合、耐食性を十分に付与することができないおそれがある。たとえば、めっき層は、Al:1.0〜22.0質量%、Mg:1.5〜10.0質量%、Si:0.005〜2.0質量%、Ti:0.001〜0.1質量%、B:0.001〜0.045質量%、残部:Znおよび不可避不純物からなる。
【0017】
めっき層の厚みは、特に限定されないが、0.8〜100.0μmの範囲内が好ましい。めっき層の厚みが0.8μm未満の場合、取り扱い時に下地鋼板に到達するキズが入りやすくなるため、耐食性が低下するおそれがある。一方、めっき層の厚みが100.0μm超の場合、めっき層と基材鋼板の延性が異なるため、造管時にめっき層と下地鋼板とが剥離してしまうおそれがある。
【0018】
基材鋼管の厚み(肉厚)および外径は、特に限定されず、用途に応じて適宜設定すればよい。たとえば、基材鋼管の厚みは、0.5〜6.0mm程度であり、基材鋼管の外径は、10〜200mm程度である。また、本発明の基材鋼管の形状も、特に限定されず、用途に応じて適宜選択すればよい。たとえば、基材鋼管の形状は、丸管や角管などである。
【0019】
造管方法は、特に限定されず、塗装鋼管の形状や大きさなどに応じて公知の方法から適宜選択すればよい。たとえば、めっき鋼板をロールフォーミング加工またはロールレスフォーミング加工によりオープンパイプ状に成形した後、鋼板の幅方向の端部を溶接(例えば、高周波溶接)する。次いで、鋼管から突出したビート突出部を切削した後、ビートカットされた溶接部およびその近傍に溶射補修層を形成すればよい。溶射方法は、特に限定されず、1連溶射であってもよいし、2連以上の溶射であってもよい。また、溶射材料の種類も、特に限定されず、例えばAlやZnなどの金属から適宜選択すればよい。
【0020】
基材鋼管は、耐食性および塗膜密着性をより向上させる観点から、化成処理皮膜を形成されていてもよい。この場合、化成処理の種類は、特に限定されない。化成処理の例には、クロメート処理、クロムフリー処理、リン酸塩処理などが含まれる。これらの中では、チタンおよび水溶性樹脂を主成分とするフルオロアシッド系皮膜は、良好な塗膜密着性向上効果を示すため好ましい。化成処理皮膜の膜厚は、基材鋼管の腐食の抑制および塗膜密着性の向上に有効な範囲内であれば特に限定されない。たとえば、クロメート皮膜の場合、全Cr換算付着量が5〜100mg/m2となるように膜厚を調整すればよい。また、クロムフリー皮膜の場合、Ti−Mo複合皮膜では10〜500mg/m2、フルオロアシッド系皮膜ではフッ素換算付着量または総金属元素換算付着量が3〜100mg/m2の範囲内となるように膜厚を調整すればよい。また、リン酸塩皮膜の場合、付着量が5〜500mg/m2となるように膜厚を調整すればよい。
【0021】
化成処理皮膜は、公知の方法で形成されうる。たとえば、化成処理液をロールコート法、スピンコート法、スプレー法などの方法で造管前の鋼板または造管後の鋼管の表面に塗布し、水洗せずに乾燥させればよい。乾燥温度および乾燥時間は、水分を蒸発させることができれば特に限定されない。生産性の観点からは、乾燥温度は到達板温で60〜150℃の範囲内が好ましく、乾燥時間は2〜10秒の範囲内が好ましい。
【0022】
[熱硬化性樹脂塗膜]
熱硬化性樹脂塗膜は、樹脂および体質顔料を含む樹脂組成物の硬化物である。熱硬化性樹脂塗膜は、押し込み深さが2μm以上であり、かつ付着性試験において塗膜の剥離が生じない塗膜である。本明細書において「塗膜の押し込み深さ」とは、20℃の環境において、直径1mmの円柱形状の圧子で塗膜に49mNの荷重を加えたときの、塗膜の押し込み深さを意味する(実施例参照)。また、「付着性試験において塗膜の剥離が生じない」とは、塗装鋼管を沸騰水に1時間浸漬して塗膜に負荷を加え、次いで大気中で24時間静置した後、JIS K 5600−5−6:1999に準拠して付着性試験(クロスカット法)を行ったときの、試験結果の分類が0であることを意味する(実施例参照)。ただし、JIS K 5600−5−6:1999では、平らでゆがみのないものを試験板として使用する旨が記載されているが、本発明の塗装鋼管の評価においては、曲面を有する鋼管に対して同様の手順で付着性試験を行うものとする。具体的には、塗装鋼管の表面(曲面)に素地に達するまでクロスカットを行い、格子パターンを形成する。そして、塗装鋼管の表面(曲面)にテープを貼り付けた後、テープを剥がして塗膜が剥離しているか否かを観察する。その他の工程および評価方法などは、JIS K 5600−5−6と同様に行う(実施例参照)。
【0023】
熱硬化性樹脂塗膜の膜厚は、3〜30μmの範囲内が好ましく、5〜30μmの範囲内がより好ましい。膜厚が3μm未満の場合、塗膜の押し込み深さを2μm以上とすることが難しくなり、耐滑り性を十分に発揮させることができない。一方、膜厚が30μm超の場合、焼き付けの際にワキが発生しやすくなり、塗膜の外観を損なうおそれがある。
【0024】
熱硬化性樹脂塗膜の押し込み深さは、熱硬化性樹脂塗膜の軟化温度に依存する。したがって、熱硬化性樹脂塗膜の押し込み深さを2μm以上とするためには、熱硬化性樹脂塗膜の軟化温度は15℃以下であることが好ましい。本明細書において「塗膜の軟化温度」とは、以下の1)〜3)の手順により測定される温度を意味する。
1)液体窒素で冷却された熱硬化性樹脂塗膜に、直径1mmの円柱形状の圧子で98mNの荷重を加える。
2)圧子で98mNの荷重を加えながら、熱硬化性樹脂塗膜を昇温速度5℃/分で加熱して、押し込み深さ曲線を求める。
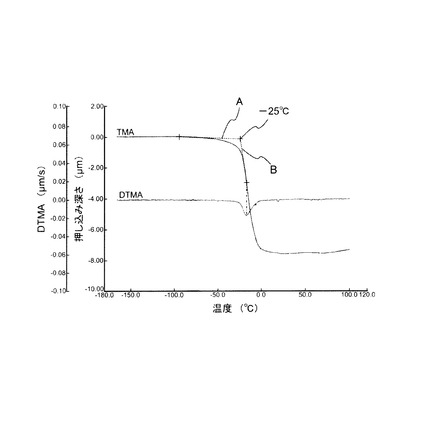
3)得られた押し込み深さ曲線において、圧子が押し込まれ始める温度よりも低温側の温度での接線Aと、押し込み速度が最大となる温度での接線Bとの交点を塗膜の軟化温度とする(図1参照)。
【0025】
このように、熱硬化性樹脂塗膜の押し込み深さを2μm以上とする(塗膜の軟化温度を15℃以下とする)ことで、熱硬化性樹脂塗膜に物体が接触した場合に、熱硬化性樹脂塗膜とその物体との接触面積を大きくすることができ、その結果として耐滑り性を向上させることができる。
【0026】
所定量(後述)の体質顔料を含む熱硬化性樹脂塗膜の押し込み深さを2μm以上とし、かつ基材鋼管への塗膜密着性を上記付着性試験に耐えうるものとするためには、例えば、1)数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルを主樹脂とし、2)硬化剤としてポリイソシアネート化合物を含む樹脂組成物(塗料)を硬化させて、熱硬化性樹脂塗膜を形成すればよい。
【0027】
熱硬化性樹脂塗膜を形成するための樹脂組成物(塗料)は、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルを主樹脂とする。数平均分子量が4万以下となるように、分子量が小さいポリエステルを一定量含有することで、硬化物中のウレタン結合の数を増やすことができる。このウレタン結合は、極性基であるため、基材鋼管表面への塗膜密着性を向上させる。また、数平均分子量が2万以上、かつ重量平均分子量が10万以上となるように、分子量が大きいポリエステルを一定量含有することで、硬化物の軟化温度を低下させることができる。軟化温度の低下により、塗膜の押し込み深さを2μm以上とすることができる。なお、本明細書において「数平均分子量」および「重量平均分子量」は、いずれもゲル浸透クロマトグラフィーにより測定されるポリスチレン換算の平均分子量である。
【0028】
ポリエステル樹脂の分散度(重量平均分子量Mw/数平均分子量Mn)は、2〜10の範囲内が好ましい。分散度が2未満の場合、高分子量成分の割合が過剰となり、樹脂粘度が大きくなりすぎて塗料化が困難となる。また、基材鋼管表面への塗膜密着性も低下してしまう。一方、分散度が10を超える場合は、低分子量成分の割合が過剰となり、塗膜の押し込み深さが2μm未満となってしまう。
【0029】
ポリエステルを構成するモノマー成分(ジカルボン酸成分、ジオール成分、オキシ酸成分)の種類は、特に限定されない。
【0030】
ジカルボン酸成分としては、脂肪族ジカルボン酸や芳香族ジカルボン酸などを使用することができる。脂肪族ジカルボン酸化合物の例には、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、デカンジカルボン酸、シクロヘキサンジカルボン酸、ダイマー酸、フマル酸などが含まれる。芳香族ジカルボン酸の例には、フタル酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸などが含まれる。これらのジカルボン酸は、単独で使用されてもよいし、2種類以上を組み合わせて使用されてもよい。
【0031】
ジオール成分としては、脂肪族ジオールや芳香族ジオールなどを使用することができる。脂肪族ジオールの例には、エチレングリコール、1,3−プロパンジオール、1,2−ブタンジオール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,7−ヘプタンジオール、1,8−オクタンジオール、1,9−ノナンジオール、1,10−デカンジオール、1,11−ウンデカンジオール、1,12−ドデカンジオール、1,4−シクロヘキサンジメタノール、プロピレングリコール、ネオペンチルグリコール、3,3−ジエチル−1,3−プロパンジオール、3,3−ジブチル−1,3−プロパンジオール、1,2−ペンタンジオール、1,3−ペンタンジオール、2,3−ペンタンジオール、2,4−ペンタンジオール、2−メチル−2,4−ペンタンジオール、3−メチル−1,5ペンタンジオール、1,4−ペンタンジオール、1,2−ヘキサンジオール、1,3−ヘキサンジオール、1,4−ヘキサンジオール、1,5−ヘキサンジオール、n−ブトキシエチレングリコール、シクロヘキサンジメタノール、水添ビスフェノールA、ダイマージオール、ジエチレングリコール、ジプロピレングリコール、トリエチレングリコール、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、ヘキシリレングリコールなどが含まれる。芳香族ジオールの例には、ビスフェノールAのエチレンオキサイド付加物、プロピレンオキサイド付加物などが含まれる。これらのジオールは、単独で使用されてもよいし、2種類以上を組み合わせて使用されてもよい。
【0032】
オキシ酸成分は、分子中に1個の水酸基とカルボキシル基を有する化合物であれば特に限定されない。オキシ酸の例には、乳酸、グリコール酸、ヒドロキシ−n−酪酸、ヒドロキシカプロン酸、ヒドロキシジメチル酪酸、ヒドロキシメチル酪酸、ヒドロキシイソカプロン酸、ヒドロキシ安息香酸などが含まれる。これらの中では、6−ヒドロキシカプロン酸が好ましい。これらのオキシ酸は、単独で使用されてもよいし、2種類以上を組み合わせて使用されてもよい。
【0033】
ポリエステルの調製方法は、特に限定されない。たとえば、上記のジカルボン酸およびジオールを、必要に応じてエステル化触媒を用いて、公知のエステル化反応によってエステル化させればよい。
【0034】
上記ポリエステルは、硬化剤により架橋されている。硬化剤としては、表層濃化および自己縮合のおそれがないポリイソシアネート化合物が好ましい。硬化剤が表層に濃化したり、自己縮合したりしてしまうと、塗膜硬度が高まり、塗膜の押し込み深さが2μm未満となるおそれがある。
【0035】
ポリイソシアネート化合物の種類は、特に限定されない。ポリイソシアネート化合物としては、脂肪族ポリイソシアネートや脂環族ポリイソシアネートなどを使用することができる。脂肪族ポリイソシアネートの例には、エチレンジイソシアネート、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート、ドデカメチレンジイソシアネート、1,6,11−ウンデカントリイソシアネート、2,2,4−トリメチルヘキサメチレンジイソシアネート、リジンジイソシアネート(2,6−ジイソシアナトメチルカプロエート)、ビス(2−イソシアナトエチル)フマレート、ビス(2−イソシアナトエチル)カーボネート、2−イソシアナトエチル−2,6−ジイソシアナトヘキサノエートなどが含まれる。脂環族ポリイソシアネートの例には、イソホロンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、シクヘキシレンジイソシアネート、メチルシクロヘキシレンジイソシアネート、ビス(2−イソシアナトエチル)−4−シクロヘキセン−1,2−ジカルボキシレート、2,5−および/または2,6−ノルボルナンジイソシアネートなどが含まれる。
【0036】
また、ポリイソシアネート化合物は、ブロック剤によりブロック化されていてもよい。ブロック剤の例には、オキシム類、フェノール類、アルコール類、ラクタム類、ジケトン類、メルカプタン類、尿素類、イミダゾール類、カルバミン酸類などが含まれる。
【0037】
使用できるポリイソシアネート化合物の市販品としては、例えばタケネート(三井化学株式会社)、スミジュール(住化バイエルウレタン株式会社)、デスモジュール(住化バイエルウレタン株式会社)、コロネート(日本ポリウレタン工業株式会社)が挙げられる。
【0038】
ポリエステルおよびポリイソシアネート化合物の配合比は、ポリエステルの水酸基(−OH)に対するポリイソシアネートのイソシアネート基(−NCO)の比(NCO/OH)が0.8〜1.2の範囲内となるように、好ましくは0.9〜1.1の範囲内となるように調整すればよい。質量部に換算すると、上述のポリエステル100質量部に対してポリイソシアネート化合物が20〜60質量部の範囲内であることが好ましい。ポリイソシアネート化合物の配合量が20質量部未満の場合、熱硬化性樹脂塗膜を十分に成膜することができない。一方、ポリイソシアネート化合物の配合量が60質量部超の場合、副反応が過剰に生じてしまい、塗膜硬度が高まるおそれがある。
【0039】
前述の通り、熱硬化性樹脂塗膜は、体質顔料を含む。体質顔料を配合することで、熱硬化性樹脂塗膜の塗膜強度を高めることができる。体質顔料の例には、硫酸バリウム、酸化チタン、シリカ、炭酸カルシウムなどが含まれる。体質顔料は、上述のポリエステルおよびポリイソシアネートの合計100質量部に対して、5〜40質量部含んでいることが好ましい。体質顔料が5質量部未満の場合、塗膜強度を十分に高めることができないおそれがある。また、体質顔料が40質量部超の場合、塗膜の凝集力を過剰に高めてしまい、耐滑り性を低下させるおそれがある。
【0040】
また、熱硬化性樹脂塗膜は、体質顔料以外にも、着色顔料、メタリック顔料、防錆顔料などの任意の顔料を含有していてもよい。ただし、これらの顔料は、塗膜の凝集力を高めて耐滑り性を低下させるおそれがあるため、各種顔料の配合量は、塗膜の軟化挙動に影響を与えない範囲内であることが好ましく、体質顔料と合わせた配合量が40質量部を越えてはならない。着色顔料の例には、酸化チタン、カーボンブラック、酸化クロム、酸化鉄、ベンガラ、チタンイエロー、コバルトブルー、コバルトグリーン、アニリンブラック、フタロシアニンブルーなどが含まれる。メタリック顔料の例には、パール顔料や、アルミやステンレス、ニッケルなどの金属粉などが含まれる。防錆顔料の例には、リン酸亜鉛、亜リン酸亜鉛、リン酸亜鉛マグネシウム、リン酸マグネシウム、亜リン酸マグネシウム、シリカ、カルシウムイオン交換シリカ、リン酸ジルコニウム、トリポリリン酸2水素アルミニウム、酸化亜鉛、リンモリブデン酸亜鉛、メタホウ酸バリウムなどが含まれる。
【0041】
熱硬化性樹脂塗膜は、公知の方法で形成されうる。たとえば、所定の分子量分布のポリエステル、ポリイソシアネート化合物および体質顔料を含む熱硬化性樹脂塗料を基材鋼管の表面に塗布し、焼き付ければよい。熱硬化性樹脂塗料の塗布方法は、特に限定されず、基材鋼管の形状などに応じて適宜選択すればよい。塗布方法の例には、ロールコート法、フローコート法、カーテンフロー法、スプレー法、浸漬引き上げ法、滴下法などが含まれる。塗料の膜厚は、フェルト絞りやエアワイパーなどにより調整することができる。焼き付け条件は、例えば、到達板温200〜250℃で30〜90秒間焼き付ければよい。
【0042】
本発明の足場用塗装鋼管は、熱硬化性樹脂塗膜中に架橋間分子量が大きいポリエステル(ソフトセグメント)を一定量含有するため、耐滑り性に優れている。また、本発明の足場用塗装鋼管は、熱硬化性樹脂塗膜中に架橋間分子量が小さいポリエステルも一定量含有し、一定量の極性基(ウレタン結合)を有するため、塗膜密着性も優れている。さらに、本発明の足場用塗装鋼管は、熱硬化性樹脂塗膜中に体質顔料を含んでいるため、塗膜強度にも優れている。すなわち、本発明の足場用塗装鋼管は、耐滑り性、塗膜密着性および塗膜強度のいずれにおいても優れている。
【0043】
本発明の塗装鋼管は、耐滑り性、塗膜密着性、塗膜強度および耐食性に優れているため、例えば屋内外に設置され、建築物を建造する際に使用される足場管用の鋼管として有用である。
【0044】
以下、本発明について実施例を参照して詳細に説明するが、本発明はこれらの実施例により限定されない。
【実施例】
【0045】
1.基材鋼管の作製
板厚2.4mm、片面めっき付着量90g/m2の溶融Zn−6%Al−3%Mg合金めっき鋼板をオープンパイプ状に成形した後、幅方向の両端部を高周波溶接して外径48.6mmの基材鋼管(溶接めっき鋼管)を作製した。次いで、溶接部をビートカットした後、Al、ZnおよびAlの三連溶射により幅10mmの溶射補修層を形成した。
【0046】
2.塗料の調製
表1および表2に示される組成のジカルボン酸、ジオールおよびオキシ酸からポリエステルを調製した。得られたポリエステルのポリスチレン換算の数平均分子量は、15000〜42000の範囲内であり、ポリスチレン換算の重量平均分子量は、45000〜180000の範囲内であった(表1および表2参照)。ポリスチレン換算の数平均分子量および重量平均分子量は、高速GPCシステム(HLC−8220;東ソー株式会社)を用いて測定した。カラムは、KF−800DおよびKF−805L(いずれも昭和電工株式会社)を使用した。溶離液はテトラヒドロフラン(THF)を使用し、検出器は示差屈折計を使用した。得られたポリエステル、ポリイソシアネート化合物(デスモジュール;住友バイエルウレタン株式会社)および体質顔料から、表1および表2に示される組成の塗料(No.1〜12)を調製した。
【表1】

【表2】
【0047】
各塗料(No.1〜12)について、その塗料から形成される塗膜(膜厚15μm)の押し込み深さおよび塗膜の軟化温度を、熱機械分析装置(TMA8140C;株式会社リガク)を用いて測定した。塗膜の押し込み深さは、20℃の環境において、直径1mmの円柱形状の圧子を用いて塗膜に49mNの荷重を加えることで測定した。塗膜の軟化温度は、以下の手順で測定した。まず、液体窒素で冷却された塗膜に、直径1mmの円柱形状の圧子で98mNの荷重を加えた。次いで、塗膜に荷重を加えながら、塗膜を昇温速度5℃/分で加熱して、押し込み深さ曲線を求めた。得られた押し込み深さ曲線において、圧子が押し込まれ始める温度よりも低温側の温度の接線Aと、押し込み速度が最大となる温度での接線Bとの交点を塗膜の軟化温度とした(図1参照)。
【0048】
図1は、No.4の塗料から形成される塗膜の軟化温度を測定する際に得られた押し込み深さ曲線を示すグラフである。グラフ中、「TMA」は押し込み深さ曲線を示し、「DTMA」は押し込み深さ曲線(TMA)の微分曲線を示す。図1に示されるように、接線Aと接線Bとの交点から求められる、No.4の塗料についての塗膜の軟化温度は、−25℃であった。
【0049】
各塗料(No.1〜12)についての、塗膜の押し込み深さおよび塗膜の軟化温度の測定結果を表1および表2に示す。
【0050】
3.足場用塗装鋼管の作製
準備した基材鋼管の表面をアルカリ脱脂し、水洗した。各鋼管の外面に、塗装前処理液(ヘキサフルオロチタン酸:50g/L、アミノメチル置換ポリビニルフェノール:75g/L、溶媒:水)を、チタン換算付着量で10mg/m2となるようにスプレーで塗布し、100℃で乾燥させて、塗装前処理皮膜を形成した。
【0051】
塗装前処理をした各基材鋼管の表面に上述の塗料(No.1〜12)を塗布し、230℃で60秒間焼き付けて、膜厚5μmの塗膜を形成した。
【0052】
4.足場用塗装鋼管の評価
(1)耐滑り性試験
耐滑り性試験は、上述の足場用塗装鋼管と同一条件で塗膜を形成した造管前の鋼板(塗装鋼板)を用いて行った。具体的には、溶融Zn−6%Al−3%Mg合金めっき鋼板の表面に上述の塗装前処理皮膜および塗膜(塗料No.1〜12)を形成した各塗装鋼板(実施例1〜3、比較例1〜9)および塗装前処理皮膜のみを形成した基材鋼管(比較例10)について、耐滑り性試験を実施した。耐滑り性試験は、静摩擦係数測定機(TRIBOGEAR TYPE:10;新東科学株式会社)を用いて、対物荷重200g、試験速度8mm/秒の条件で静摩擦係数を測定することで行った(参照規格:JIS P 8147)。静摩擦係数が0.35以上のものを「◎」とし、0.30以上0.35未満のものを「○」とし、0.25以上0.30未満のものを「△」とし、0.25未満のものを「×」と評価した。
【0053】
(2)付着性試験
上述の塗料(No.1〜12)を塗布した各足場用塗装鋼管(実施例1〜3、比較例1〜9)について、付着性試験を実施した。具体的には、まず、各足場用塗装鋼管を沸騰水に1時間浸漬し、次いで大気中で24時間静置した。24時間後、JIS K 5600−5−6を参照して、足場用塗装鋼管の表面(曲面)にクロスカットを行い、当該部分にテープを貼り付けた。カットの間隔やテープの位置などは、JIS K 5600−5−6に準拠した。テープ剥離後、塗膜が剥離しているか否かを観察した。評価方法は、JIS K 5600−5−6に準拠して行った。すなわち、塗膜がまったく剥離しなかった場合(試験結果の分類が0)は「◎」、塗膜が少しでも剥離した場合(試験結果の分類が1〜5)は「×」と評価した。
【0054】
(3)塗膜強度試験
上述の塗料(No.1〜12)を塗布した各足場用塗装鋼管(実施例1〜3、比較例1〜9)について、塗膜強度試験を実施した。具体的には、市販の単管足場用クランプにより、足場用塗装鋼管の締結と解放を10回繰り返した。その後、締結部の外観を目視で評価し、塗膜に破壊が認められなかった場合は「○」、塗膜に少しでも破壊が認められた場合は「×」と評価した。
【0055】
(4)結果
耐滑り性試験、付着性試験および塗膜強度試験の結果を表3に示す。
【表3】
【0056】
表3から、実施例1〜3の足場用塗装鋼管は、耐滑り性、塗膜密着性(付着性)および塗膜強度に優れていることがわかる。
【産業上の利用可能性】
【0057】
本発明の塗装鋼管は、耐滑り性、塗膜密着性、塗膜強度および耐食性に優れているため、例えば屋内外に設置される足場管用の鋼管として有用である。
【技術分野】
【0001】
本発明は、耐滑り性、塗膜密着性および塗膜強度に優れる足場用塗装鋼管およびその製造方法に関する。
【背景技術】
【0002】
鋼板を筒状に成形した鋼管は、手摺りや足場管などの建設資材として広範な用途で使用されている。これらの用途に用いられる鋼管は、手摺りの使用者や足場管を使用する作業者の安全性を確保する観点から、耐滑り性が要求されている。そこで、鋼管の耐滑り性を向上させるために、鋼管の表面に粗面化処理を施すことが提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−030334公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
鋼管の表面に粗面化処理をすることなく、鋼管の耐滑り性を向上させる手段としては、鋼管の表面にエラストマー塗膜を形成することが考えられる。しかしながら、従来の技術では、鋼管の表面にエラストマーを十分に密着させることができず、耐滑り性と塗膜密着性とを両立した塗装鋼管を製造することはできなかった。
【0005】
一方、塗装鋼管を足場管へ適用する場合は、クランプで各足場管を締結することによる塗膜の破壊防止の観点から、耐滑り性および塗膜密着性に加えて、塗膜強度も要求される。
【0006】
本発明は、かかる点に鑑みてなされたものであり、耐滑り性、塗膜密着性および塗膜強度に優れる足場用塗装鋼管を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は、所定の分子量分布のポリエステルを主樹脂とし、硬化剤としてポリイソシアネート化合物を含有する樹脂組成物の硬化物からなる塗膜を基材鋼管の表面に形成することで、上記課題を解決しうることを見出し、さらに検討を加えて本発明を完成させた。
【0008】
すなわち、本発明は、以下の足場用塗装鋼管に関する。
[1]基材鋼管と、前記基材鋼管の表面に形成された、膜厚3〜30μmの熱硬化性樹脂塗膜とを有する足場用塗装鋼管であって:前記基材鋼管は、溶融Al、Mg含有Znめっき鋼板から造管された鋼管であり;前記熱硬化性樹脂塗膜は、樹脂および体質顔料を含む樹脂組成物の硬化物であり;前記熱硬化性樹脂塗膜は、20℃の環境において、直径1mmの円柱形状の圧子で49mNの荷重を加えられたときの押し込み深さが2μm以上であり;前記熱硬化性樹脂塗膜は、沸騰水に1時間浸漬され、次いで大気中で24時間静置された後、JIS K 5600−5−6に準拠して行った付着性試験の試験結果の分類が0である、足場用塗装鋼管。
[2]前記熱硬化性樹脂塗膜は、以下の方法により測定される塗膜の軟化温度が15℃以下である、[1]に記載の足場用塗装鋼管。
[塗膜の軟化温度の測定方法]
液体窒素で冷却された前記熱硬化性樹脂塗膜に、直径1mmの円柱形状の圧子で98mNの荷重を加え;前記熱硬化性樹脂塗膜を5℃/分で加熱して、押し込み深さ曲線を求め;前記押し込み深さ曲線において、前記圧子が押し込まれ始める温度よりも低温側の温度での接線Aと、押し込み速度が最大となる温度での接線Bとの交点を塗膜の軟化温度とする。
[3]前記熱硬化性樹脂塗膜は、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルと、前記ポリエステル100質量部に対して20〜60質量部のポリイソシアネート化合物と、前記ポリエステルおよび前記ポリイソシアネートの合計100質量部に対して5〜40質量部の前記体質顔料とを含む樹脂組成物の硬化物である、[1]または[2]に記載の足場用塗装鋼管。
【0009】
また、本発明は、以下の足場用塗装鋼管の製造方法に関する。
[4]溶融Al、Mg含有Znめっき鋼板から造管された基材鋼管を準備するステップと、
前記基材鋼管の表面に、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルと、前記ポリエステル100質量部に対して20〜60質量部のポリイソシアネート化合物と、前記ポリエステルおよび前記ポリイソシアネートの合計100質量部に対して5〜40質量部の体質顔料とを含む塗料を塗布するステップと、前記基材鋼管の表面に塗布された塗料を焼き付けるステップとを有する、足場用塗装鋼管の製造方法。
【発明の効果】
【0010】
本発明によれば、耐滑り性、塗膜密着性および塗膜強度に優れる足場用塗装鋼管を提供することができる。
【図面の簡単な説明】
【0011】
【図1】No.4の塗料から形成される塗膜の軟化温度を測定する際に得られた押し込み深さ曲線を示すグラフ
【発明を実施するための形態】
【0012】
本発明の足場用塗装鋼管は、基材鋼管と、基材鋼管の表面に形成された熱硬化性樹脂塗膜とを有する。以下、各構成要素について説明する。
【0013】
[基材鋼管]
基材鋼管は、鋼板(鋼帯)を変形(造管)させることで製造される。たとえば、基材鋼管は、溶接鋼管である。原板となる鋼板は、耐食性の観点から、溶融Al、Mg含有Znめっき鋼板であることが好ましい。
【0014】
溶融Al、Mg含有Znめっき鋼板の下地鋼板の種類は、特に限定されない。たとえば、下地鋼板としては、低炭素鋼や中炭素鋼、高炭素鋼、合金鋼などからなる鋼板を使用することができる。良好なプレス成形性が必要とされる場合は、低炭素Ti添加鋼、低炭素Nb添加鋼などからなる深絞り用鋼板が基材鋼板として好ましい。たとえば、下地鋼板としては、C:0.05〜0.25質量%、Si:0.01〜1.5質量%、Mn:0.05〜3.0質量%、Al:0.010〜0.100質量%、Ti:0.010〜0.150質量%、B:0.0001〜0.0100質量%であり、必要に応じてさらにNb、Cr、Mo、Pの1種以上を合計1.00質量%以下の範囲内で含有し、残部Feおよび不可避的不純物からなるものが好ましい。
【0015】
溶融Al、Mg含有Znめっき層は、Al/Zn/Zn2Mgの三元共晶組織を含む。Al/Zn/Zn2Mgの三元共晶組織を形成している各相(Al相、Zn相およびZn2Mg相)は、それぞれ不規則な大きさおよび形状をしており、互いに入り組んでいる。三元共晶組織中のAl相は、Al−Zn−Mgの三元系平衡状態図における高温でのAl”相(Znを固溶するAl固溶体であり、少量のMgを含む)に由来するものである。この高温でのAl”相は、常温では通常は微細なAl相と微細なZn相に分離して現れる。三元共晶組織中のZn相は、少量のAlを固溶し、場合によってはさらにMgを固溶するZn固溶体である。三元共晶組織中のZn2Mg相は、Zn−Mgの二元系平衡状態図におけるZnが約84質量%の点付近に存在する金属間化合物相である。
【0016】
めっき層のAl含有量は1.0〜22.0質量%の範囲内が好ましく、Mg含有量は1.5〜10.0質量%の範囲内が好ましい。Al含有量およびMg含有量が上記範囲から外れた場合、耐食性を十分に付与することができないおそれがある。たとえば、めっき層は、Al:1.0〜22.0質量%、Mg:1.5〜10.0質量%、Si:0.005〜2.0質量%、Ti:0.001〜0.1質量%、B:0.001〜0.045質量%、残部:Znおよび不可避不純物からなる。
【0017】
めっき層の厚みは、特に限定されないが、0.8〜100.0μmの範囲内が好ましい。めっき層の厚みが0.8μm未満の場合、取り扱い時に下地鋼板に到達するキズが入りやすくなるため、耐食性が低下するおそれがある。一方、めっき層の厚みが100.0μm超の場合、めっき層と基材鋼板の延性が異なるため、造管時にめっき層と下地鋼板とが剥離してしまうおそれがある。
【0018】
基材鋼管の厚み(肉厚)および外径は、特に限定されず、用途に応じて適宜設定すればよい。たとえば、基材鋼管の厚みは、0.5〜6.0mm程度であり、基材鋼管の外径は、10〜200mm程度である。また、本発明の基材鋼管の形状も、特に限定されず、用途に応じて適宜選択すればよい。たとえば、基材鋼管の形状は、丸管や角管などである。
【0019】
造管方法は、特に限定されず、塗装鋼管の形状や大きさなどに応じて公知の方法から適宜選択すればよい。たとえば、めっき鋼板をロールフォーミング加工またはロールレスフォーミング加工によりオープンパイプ状に成形した後、鋼板の幅方向の端部を溶接(例えば、高周波溶接)する。次いで、鋼管から突出したビート突出部を切削した後、ビートカットされた溶接部およびその近傍に溶射補修層を形成すればよい。溶射方法は、特に限定されず、1連溶射であってもよいし、2連以上の溶射であってもよい。また、溶射材料の種類も、特に限定されず、例えばAlやZnなどの金属から適宜選択すればよい。
【0020】
基材鋼管は、耐食性および塗膜密着性をより向上させる観点から、化成処理皮膜を形成されていてもよい。この場合、化成処理の種類は、特に限定されない。化成処理の例には、クロメート処理、クロムフリー処理、リン酸塩処理などが含まれる。これらの中では、チタンおよび水溶性樹脂を主成分とするフルオロアシッド系皮膜は、良好な塗膜密着性向上効果を示すため好ましい。化成処理皮膜の膜厚は、基材鋼管の腐食の抑制および塗膜密着性の向上に有効な範囲内であれば特に限定されない。たとえば、クロメート皮膜の場合、全Cr換算付着量が5〜100mg/m2となるように膜厚を調整すればよい。また、クロムフリー皮膜の場合、Ti−Mo複合皮膜では10〜500mg/m2、フルオロアシッド系皮膜ではフッ素換算付着量または総金属元素換算付着量が3〜100mg/m2の範囲内となるように膜厚を調整すればよい。また、リン酸塩皮膜の場合、付着量が5〜500mg/m2となるように膜厚を調整すればよい。
【0021】
化成処理皮膜は、公知の方法で形成されうる。たとえば、化成処理液をロールコート法、スピンコート法、スプレー法などの方法で造管前の鋼板または造管後の鋼管の表面に塗布し、水洗せずに乾燥させればよい。乾燥温度および乾燥時間は、水分を蒸発させることができれば特に限定されない。生産性の観点からは、乾燥温度は到達板温で60〜150℃の範囲内が好ましく、乾燥時間は2〜10秒の範囲内が好ましい。
【0022】
[熱硬化性樹脂塗膜]
熱硬化性樹脂塗膜は、樹脂および体質顔料を含む樹脂組成物の硬化物である。熱硬化性樹脂塗膜は、押し込み深さが2μm以上であり、かつ付着性試験において塗膜の剥離が生じない塗膜である。本明細書において「塗膜の押し込み深さ」とは、20℃の環境において、直径1mmの円柱形状の圧子で塗膜に49mNの荷重を加えたときの、塗膜の押し込み深さを意味する(実施例参照)。また、「付着性試験において塗膜の剥離が生じない」とは、塗装鋼管を沸騰水に1時間浸漬して塗膜に負荷を加え、次いで大気中で24時間静置した後、JIS K 5600−5−6:1999に準拠して付着性試験(クロスカット法)を行ったときの、試験結果の分類が0であることを意味する(実施例参照)。ただし、JIS K 5600−5−6:1999では、平らでゆがみのないものを試験板として使用する旨が記載されているが、本発明の塗装鋼管の評価においては、曲面を有する鋼管に対して同様の手順で付着性試験を行うものとする。具体的には、塗装鋼管の表面(曲面)に素地に達するまでクロスカットを行い、格子パターンを形成する。そして、塗装鋼管の表面(曲面)にテープを貼り付けた後、テープを剥がして塗膜が剥離しているか否かを観察する。その他の工程および評価方法などは、JIS K 5600−5−6と同様に行う(実施例参照)。
【0023】
熱硬化性樹脂塗膜の膜厚は、3〜30μmの範囲内が好ましく、5〜30μmの範囲内がより好ましい。膜厚が3μm未満の場合、塗膜の押し込み深さを2μm以上とすることが難しくなり、耐滑り性を十分に発揮させることができない。一方、膜厚が30μm超の場合、焼き付けの際にワキが発生しやすくなり、塗膜の外観を損なうおそれがある。
【0024】
熱硬化性樹脂塗膜の押し込み深さは、熱硬化性樹脂塗膜の軟化温度に依存する。したがって、熱硬化性樹脂塗膜の押し込み深さを2μm以上とするためには、熱硬化性樹脂塗膜の軟化温度は15℃以下であることが好ましい。本明細書において「塗膜の軟化温度」とは、以下の1)〜3)の手順により測定される温度を意味する。
1)液体窒素で冷却された熱硬化性樹脂塗膜に、直径1mmの円柱形状の圧子で98mNの荷重を加える。
2)圧子で98mNの荷重を加えながら、熱硬化性樹脂塗膜を昇温速度5℃/分で加熱して、押し込み深さ曲線を求める。
3)得られた押し込み深さ曲線において、圧子が押し込まれ始める温度よりも低温側の温度での接線Aと、押し込み速度が最大となる温度での接線Bとの交点を塗膜の軟化温度とする(図1参照)。
【0025】
このように、熱硬化性樹脂塗膜の押し込み深さを2μm以上とする(塗膜の軟化温度を15℃以下とする)ことで、熱硬化性樹脂塗膜に物体が接触した場合に、熱硬化性樹脂塗膜とその物体との接触面積を大きくすることができ、その結果として耐滑り性を向上させることができる。
【0026】
所定量(後述)の体質顔料を含む熱硬化性樹脂塗膜の押し込み深さを2μm以上とし、かつ基材鋼管への塗膜密着性を上記付着性試験に耐えうるものとするためには、例えば、1)数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルを主樹脂とし、2)硬化剤としてポリイソシアネート化合物を含む樹脂組成物(塗料)を硬化させて、熱硬化性樹脂塗膜を形成すればよい。
【0027】
熱硬化性樹脂塗膜を形成するための樹脂組成物(塗料)は、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルを主樹脂とする。数平均分子量が4万以下となるように、分子量が小さいポリエステルを一定量含有することで、硬化物中のウレタン結合の数を増やすことができる。このウレタン結合は、極性基であるため、基材鋼管表面への塗膜密着性を向上させる。また、数平均分子量が2万以上、かつ重量平均分子量が10万以上となるように、分子量が大きいポリエステルを一定量含有することで、硬化物の軟化温度を低下させることができる。軟化温度の低下により、塗膜の押し込み深さを2μm以上とすることができる。なお、本明細書において「数平均分子量」および「重量平均分子量」は、いずれもゲル浸透クロマトグラフィーにより測定されるポリスチレン換算の平均分子量である。
【0028】
ポリエステル樹脂の分散度(重量平均分子量Mw/数平均分子量Mn)は、2〜10の範囲内が好ましい。分散度が2未満の場合、高分子量成分の割合が過剰となり、樹脂粘度が大きくなりすぎて塗料化が困難となる。また、基材鋼管表面への塗膜密着性も低下してしまう。一方、分散度が10を超える場合は、低分子量成分の割合が過剰となり、塗膜の押し込み深さが2μm未満となってしまう。
【0029】
ポリエステルを構成するモノマー成分(ジカルボン酸成分、ジオール成分、オキシ酸成分)の種類は、特に限定されない。
【0030】
ジカルボン酸成分としては、脂肪族ジカルボン酸や芳香族ジカルボン酸などを使用することができる。脂肪族ジカルボン酸化合物の例には、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、デカンジカルボン酸、シクロヘキサンジカルボン酸、ダイマー酸、フマル酸などが含まれる。芳香族ジカルボン酸の例には、フタル酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸などが含まれる。これらのジカルボン酸は、単独で使用されてもよいし、2種類以上を組み合わせて使用されてもよい。
【0031】
ジオール成分としては、脂肪族ジオールや芳香族ジオールなどを使用することができる。脂肪族ジオールの例には、エチレングリコール、1,3−プロパンジオール、1,2−ブタンジオール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,7−ヘプタンジオール、1,8−オクタンジオール、1,9−ノナンジオール、1,10−デカンジオール、1,11−ウンデカンジオール、1,12−ドデカンジオール、1,4−シクロヘキサンジメタノール、プロピレングリコール、ネオペンチルグリコール、3,3−ジエチル−1,3−プロパンジオール、3,3−ジブチル−1,3−プロパンジオール、1,2−ペンタンジオール、1,3−ペンタンジオール、2,3−ペンタンジオール、2,4−ペンタンジオール、2−メチル−2,4−ペンタンジオール、3−メチル−1,5ペンタンジオール、1,4−ペンタンジオール、1,2−ヘキサンジオール、1,3−ヘキサンジオール、1,4−ヘキサンジオール、1,5−ヘキサンジオール、n−ブトキシエチレングリコール、シクロヘキサンジメタノール、水添ビスフェノールA、ダイマージオール、ジエチレングリコール、ジプロピレングリコール、トリエチレングリコール、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、ヘキシリレングリコールなどが含まれる。芳香族ジオールの例には、ビスフェノールAのエチレンオキサイド付加物、プロピレンオキサイド付加物などが含まれる。これらのジオールは、単独で使用されてもよいし、2種類以上を組み合わせて使用されてもよい。
【0032】
オキシ酸成分は、分子中に1個の水酸基とカルボキシル基を有する化合物であれば特に限定されない。オキシ酸の例には、乳酸、グリコール酸、ヒドロキシ−n−酪酸、ヒドロキシカプロン酸、ヒドロキシジメチル酪酸、ヒドロキシメチル酪酸、ヒドロキシイソカプロン酸、ヒドロキシ安息香酸などが含まれる。これらの中では、6−ヒドロキシカプロン酸が好ましい。これらのオキシ酸は、単独で使用されてもよいし、2種類以上を組み合わせて使用されてもよい。
【0033】
ポリエステルの調製方法は、特に限定されない。たとえば、上記のジカルボン酸およびジオールを、必要に応じてエステル化触媒を用いて、公知のエステル化反応によってエステル化させればよい。
【0034】
上記ポリエステルは、硬化剤により架橋されている。硬化剤としては、表層濃化および自己縮合のおそれがないポリイソシアネート化合物が好ましい。硬化剤が表層に濃化したり、自己縮合したりしてしまうと、塗膜硬度が高まり、塗膜の押し込み深さが2μm未満となるおそれがある。
【0035】
ポリイソシアネート化合物の種類は、特に限定されない。ポリイソシアネート化合物としては、脂肪族ポリイソシアネートや脂環族ポリイソシアネートなどを使用することができる。脂肪族ポリイソシアネートの例には、エチレンジイソシアネート、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート、ドデカメチレンジイソシアネート、1,6,11−ウンデカントリイソシアネート、2,2,4−トリメチルヘキサメチレンジイソシアネート、リジンジイソシアネート(2,6−ジイソシアナトメチルカプロエート)、ビス(2−イソシアナトエチル)フマレート、ビス(2−イソシアナトエチル)カーボネート、2−イソシアナトエチル−2,6−ジイソシアナトヘキサノエートなどが含まれる。脂環族ポリイソシアネートの例には、イソホロンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、シクヘキシレンジイソシアネート、メチルシクロヘキシレンジイソシアネート、ビス(2−イソシアナトエチル)−4−シクロヘキセン−1,2−ジカルボキシレート、2,5−および/または2,6−ノルボルナンジイソシアネートなどが含まれる。
【0036】
また、ポリイソシアネート化合物は、ブロック剤によりブロック化されていてもよい。ブロック剤の例には、オキシム類、フェノール類、アルコール類、ラクタム類、ジケトン類、メルカプタン類、尿素類、イミダゾール類、カルバミン酸類などが含まれる。
【0037】
使用できるポリイソシアネート化合物の市販品としては、例えばタケネート(三井化学株式会社)、スミジュール(住化バイエルウレタン株式会社)、デスモジュール(住化バイエルウレタン株式会社)、コロネート(日本ポリウレタン工業株式会社)が挙げられる。
【0038】
ポリエステルおよびポリイソシアネート化合物の配合比は、ポリエステルの水酸基(−OH)に対するポリイソシアネートのイソシアネート基(−NCO)の比(NCO/OH)が0.8〜1.2の範囲内となるように、好ましくは0.9〜1.1の範囲内となるように調整すればよい。質量部に換算すると、上述のポリエステル100質量部に対してポリイソシアネート化合物が20〜60質量部の範囲内であることが好ましい。ポリイソシアネート化合物の配合量が20質量部未満の場合、熱硬化性樹脂塗膜を十分に成膜することができない。一方、ポリイソシアネート化合物の配合量が60質量部超の場合、副反応が過剰に生じてしまい、塗膜硬度が高まるおそれがある。
【0039】
前述の通り、熱硬化性樹脂塗膜は、体質顔料を含む。体質顔料を配合することで、熱硬化性樹脂塗膜の塗膜強度を高めることができる。体質顔料の例には、硫酸バリウム、酸化チタン、シリカ、炭酸カルシウムなどが含まれる。体質顔料は、上述のポリエステルおよびポリイソシアネートの合計100質量部に対して、5〜40質量部含んでいることが好ましい。体質顔料が5質量部未満の場合、塗膜強度を十分に高めることができないおそれがある。また、体質顔料が40質量部超の場合、塗膜の凝集力を過剰に高めてしまい、耐滑り性を低下させるおそれがある。
【0040】
また、熱硬化性樹脂塗膜は、体質顔料以外にも、着色顔料、メタリック顔料、防錆顔料などの任意の顔料を含有していてもよい。ただし、これらの顔料は、塗膜の凝集力を高めて耐滑り性を低下させるおそれがあるため、各種顔料の配合量は、塗膜の軟化挙動に影響を与えない範囲内であることが好ましく、体質顔料と合わせた配合量が40質量部を越えてはならない。着色顔料の例には、酸化チタン、カーボンブラック、酸化クロム、酸化鉄、ベンガラ、チタンイエロー、コバルトブルー、コバルトグリーン、アニリンブラック、フタロシアニンブルーなどが含まれる。メタリック顔料の例には、パール顔料や、アルミやステンレス、ニッケルなどの金属粉などが含まれる。防錆顔料の例には、リン酸亜鉛、亜リン酸亜鉛、リン酸亜鉛マグネシウム、リン酸マグネシウム、亜リン酸マグネシウム、シリカ、カルシウムイオン交換シリカ、リン酸ジルコニウム、トリポリリン酸2水素アルミニウム、酸化亜鉛、リンモリブデン酸亜鉛、メタホウ酸バリウムなどが含まれる。
【0041】
熱硬化性樹脂塗膜は、公知の方法で形成されうる。たとえば、所定の分子量分布のポリエステル、ポリイソシアネート化合物および体質顔料を含む熱硬化性樹脂塗料を基材鋼管の表面に塗布し、焼き付ければよい。熱硬化性樹脂塗料の塗布方法は、特に限定されず、基材鋼管の形状などに応じて適宜選択すればよい。塗布方法の例には、ロールコート法、フローコート法、カーテンフロー法、スプレー法、浸漬引き上げ法、滴下法などが含まれる。塗料の膜厚は、フェルト絞りやエアワイパーなどにより調整することができる。焼き付け条件は、例えば、到達板温200〜250℃で30〜90秒間焼き付ければよい。
【0042】
本発明の足場用塗装鋼管は、熱硬化性樹脂塗膜中に架橋間分子量が大きいポリエステル(ソフトセグメント)を一定量含有するため、耐滑り性に優れている。また、本発明の足場用塗装鋼管は、熱硬化性樹脂塗膜中に架橋間分子量が小さいポリエステルも一定量含有し、一定量の極性基(ウレタン結合)を有するため、塗膜密着性も優れている。さらに、本発明の足場用塗装鋼管は、熱硬化性樹脂塗膜中に体質顔料を含んでいるため、塗膜強度にも優れている。すなわち、本発明の足場用塗装鋼管は、耐滑り性、塗膜密着性および塗膜強度のいずれにおいても優れている。
【0043】
本発明の塗装鋼管は、耐滑り性、塗膜密着性、塗膜強度および耐食性に優れているため、例えば屋内外に設置され、建築物を建造する際に使用される足場管用の鋼管として有用である。
【0044】
以下、本発明について実施例を参照して詳細に説明するが、本発明はこれらの実施例により限定されない。
【実施例】
【0045】
1.基材鋼管の作製
板厚2.4mm、片面めっき付着量90g/m2の溶融Zn−6%Al−3%Mg合金めっき鋼板をオープンパイプ状に成形した後、幅方向の両端部を高周波溶接して外径48.6mmの基材鋼管(溶接めっき鋼管)を作製した。次いで、溶接部をビートカットした後、Al、ZnおよびAlの三連溶射により幅10mmの溶射補修層を形成した。
【0046】
2.塗料の調製
表1および表2に示される組成のジカルボン酸、ジオールおよびオキシ酸からポリエステルを調製した。得られたポリエステルのポリスチレン換算の数平均分子量は、15000〜42000の範囲内であり、ポリスチレン換算の重量平均分子量は、45000〜180000の範囲内であった(表1および表2参照)。ポリスチレン換算の数平均分子量および重量平均分子量は、高速GPCシステム(HLC−8220;東ソー株式会社)を用いて測定した。カラムは、KF−800DおよびKF−805L(いずれも昭和電工株式会社)を使用した。溶離液はテトラヒドロフラン(THF)を使用し、検出器は示差屈折計を使用した。得られたポリエステル、ポリイソシアネート化合物(デスモジュール;住友バイエルウレタン株式会社)および体質顔料から、表1および表2に示される組成の塗料(No.1〜12)を調製した。
【表1】
【表2】
【0047】
各塗料(No.1〜12)について、その塗料から形成される塗膜(膜厚15μm)の押し込み深さおよび塗膜の軟化温度を、熱機械分析装置(TMA8140C;株式会社リガク)を用いて測定した。塗膜の押し込み深さは、20℃の環境において、直径1mmの円柱形状の圧子を用いて塗膜に49mNの荷重を加えることで測定した。塗膜の軟化温度は、以下の手順で測定した。まず、液体窒素で冷却された塗膜に、直径1mmの円柱形状の圧子で98mNの荷重を加えた。次いで、塗膜に荷重を加えながら、塗膜を昇温速度5℃/分で加熱して、押し込み深さ曲線を求めた。得られた押し込み深さ曲線において、圧子が押し込まれ始める温度よりも低温側の温度の接線Aと、押し込み速度が最大となる温度での接線Bとの交点を塗膜の軟化温度とした(図1参照)。
【0048】
図1は、No.4の塗料から形成される塗膜の軟化温度を測定する際に得られた押し込み深さ曲線を示すグラフである。グラフ中、「TMA」は押し込み深さ曲線を示し、「DTMA」は押し込み深さ曲線(TMA)の微分曲線を示す。図1に示されるように、接線Aと接線Bとの交点から求められる、No.4の塗料についての塗膜の軟化温度は、−25℃であった。
【0049】
各塗料(No.1〜12)についての、塗膜の押し込み深さおよび塗膜の軟化温度の測定結果を表1および表2に示す。
【0050】
3.足場用塗装鋼管の作製
準備した基材鋼管の表面をアルカリ脱脂し、水洗した。各鋼管の外面に、塗装前処理液(ヘキサフルオロチタン酸:50g/L、アミノメチル置換ポリビニルフェノール:75g/L、溶媒:水)を、チタン換算付着量で10mg/m2となるようにスプレーで塗布し、100℃で乾燥させて、塗装前処理皮膜を形成した。
【0051】
塗装前処理をした各基材鋼管の表面に上述の塗料(No.1〜12)を塗布し、230℃で60秒間焼き付けて、膜厚5μmの塗膜を形成した。
【0052】
4.足場用塗装鋼管の評価
(1)耐滑り性試験
耐滑り性試験は、上述の足場用塗装鋼管と同一条件で塗膜を形成した造管前の鋼板(塗装鋼板)を用いて行った。具体的には、溶融Zn−6%Al−3%Mg合金めっき鋼板の表面に上述の塗装前処理皮膜および塗膜(塗料No.1〜12)を形成した各塗装鋼板(実施例1〜3、比較例1〜9)および塗装前処理皮膜のみを形成した基材鋼管(比較例10)について、耐滑り性試験を実施した。耐滑り性試験は、静摩擦係数測定機(TRIBOGEAR TYPE:10;新東科学株式会社)を用いて、対物荷重200g、試験速度8mm/秒の条件で静摩擦係数を測定することで行った(参照規格:JIS P 8147)。静摩擦係数が0.35以上のものを「◎」とし、0.30以上0.35未満のものを「○」とし、0.25以上0.30未満のものを「△」とし、0.25未満のものを「×」と評価した。
【0053】
(2)付着性試験
上述の塗料(No.1〜12)を塗布した各足場用塗装鋼管(実施例1〜3、比較例1〜9)について、付着性試験を実施した。具体的には、まず、各足場用塗装鋼管を沸騰水に1時間浸漬し、次いで大気中で24時間静置した。24時間後、JIS K 5600−5−6を参照して、足場用塗装鋼管の表面(曲面)にクロスカットを行い、当該部分にテープを貼り付けた。カットの間隔やテープの位置などは、JIS K 5600−5−6に準拠した。テープ剥離後、塗膜が剥離しているか否かを観察した。評価方法は、JIS K 5600−5−6に準拠して行った。すなわち、塗膜がまったく剥離しなかった場合(試験結果の分類が0)は「◎」、塗膜が少しでも剥離した場合(試験結果の分類が1〜5)は「×」と評価した。
【0054】
(3)塗膜強度試験
上述の塗料(No.1〜12)を塗布した各足場用塗装鋼管(実施例1〜3、比較例1〜9)について、塗膜強度試験を実施した。具体的には、市販の単管足場用クランプにより、足場用塗装鋼管の締結と解放を10回繰り返した。その後、締結部の外観を目視で評価し、塗膜に破壊が認められなかった場合は「○」、塗膜に少しでも破壊が認められた場合は「×」と評価した。
【0055】
(4)結果
耐滑り性試験、付着性試験および塗膜強度試験の結果を表3に示す。
【表3】
【0056】
表3から、実施例1〜3の足場用塗装鋼管は、耐滑り性、塗膜密着性(付着性)および塗膜強度に優れていることがわかる。
【産業上の利用可能性】
【0057】
本発明の塗装鋼管は、耐滑り性、塗膜密着性、塗膜強度および耐食性に優れているため、例えば屋内外に設置される足場管用の鋼管として有用である。
【特許請求の範囲】
【請求項1】
基材鋼管と、前記基材鋼管の表面に形成された、膜厚3〜30μmの熱硬化性樹脂塗膜とを有する足場用塗装鋼管であって、
前記基材鋼管は、溶融Al、Mg含有Znめっき鋼板から造管された鋼管であり、
前記熱硬化性樹脂塗膜は、樹脂および体質顔料を含む樹脂組成物の硬化物であり、
前記熱硬化性樹脂塗膜は、20℃の環境において、直径1mmの円柱形状の圧子で49mNの荷重を加えられたときの押し込み深さが2μm以上であり、
前記熱硬化性樹脂塗膜は、沸騰水に1時間浸漬され、次いで大気中で24時間静置された後、JIS K 5600−5−6に準拠して行った付着性試験の試験結果の分類が0である、
足場用塗装鋼管。
【請求項2】
前記熱硬化性樹脂塗膜は、以下の方法により測定される塗膜の軟化温度が15℃以下である、請求項1に記載の足場用塗装鋼管。
[塗膜の軟化温度の測定方法]
液体窒素で冷却された前記熱硬化性樹脂塗膜に、直径1mmの円柱形状の圧子で98mNの荷重を加え;
前記熱硬化性樹脂塗膜を昇温速度5℃/分で加熱して、押し込み深さ曲線を求め;
前記押し込み深さ曲線において、前記圧子が押し込まれ始める温度よりも低温側の温度での接線Aと、押し込み速度が最大となる温度での接線Bとの交点を塗膜の軟化温度とする。
【請求項3】
前記熱硬化性樹脂塗膜は、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルと、前記ポリエステル100質量部に対して20〜60質量部のポリイソシアネート化合物と、前記ポリエステルおよび前記ポリイソシアネートの合計100質量部に対して5〜40質量部の前記体質顔料とを含む樹脂組成物の硬化物である、請求項1に記載の足場用塗装鋼管。
【請求項4】
溶融Al、Mg含有Znめっき鋼板から造管された基材鋼管を準備するステップと、
前記基材鋼管の表面に、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルと、前記ポリエステル100質量部に対して20〜60質量部のポリイソシアネート化合物と、前記ポリエステルおよび前記ポリイソシアネートの合計100質量部に対して5〜40質量部の体質顔料とを含む塗料を塗布するステップと、
前記基材鋼管の表面に塗布された塗料を焼き付けるステップと、
を有する、足場用塗装鋼管の製造方法。
【請求項1】
基材鋼管と、前記基材鋼管の表面に形成された、膜厚3〜30μmの熱硬化性樹脂塗膜とを有する足場用塗装鋼管であって、
前記基材鋼管は、溶融Al、Mg含有Znめっき鋼板から造管された鋼管であり、
前記熱硬化性樹脂塗膜は、樹脂および体質顔料を含む樹脂組成物の硬化物であり、
前記熱硬化性樹脂塗膜は、20℃の環境において、直径1mmの円柱形状の圧子で49mNの荷重を加えられたときの押し込み深さが2μm以上であり、
前記熱硬化性樹脂塗膜は、沸騰水に1時間浸漬され、次いで大気中で24時間静置された後、JIS K 5600−5−6に準拠して行った付着性試験の試験結果の分類が0である、
足場用塗装鋼管。
【請求項2】
前記熱硬化性樹脂塗膜は、以下の方法により測定される塗膜の軟化温度が15℃以下である、請求項1に記載の足場用塗装鋼管。
[塗膜の軟化温度の測定方法]
液体窒素で冷却された前記熱硬化性樹脂塗膜に、直径1mmの円柱形状の圧子で98mNの荷重を加え;
前記熱硬化性樹脂塗膜を昇温速度5℃/分で加熱して、押し込み深さ曲線を求め;
前記押し込み深さ曲線において、前記圧子が押し込まれ始める温度よりも低温側の温度での接線Aと、押し込み速度が最大となる温度での接線Bとの交点を塗膜の軟化温度とする。
【請求項3】
前記熱硬化性樹脂塗膜は、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルと、前記ポリエステル100質量部に対して20〜60質量部のポリイソシアネート化合物と、前記ポリエステルおよび前記ポリイソシアネートの合計100質量部に対して5〜40質量部の前記体質顔料とを含む樹脂組成物の硬化物である、請求項1に記載の足場用塗装鋼管。
【請求項4】
溶融Al、Mg含有Znめっき鋼板から造管された基材鋼管を準備するステップと、
前記基材鋼管の表面に、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルと、前記ポリエステル100質量部に対して20〜60質量部のポリイソシアネート化合物と、前記ポリエステルおよび前記ポリイソシアネートの合計100質量部に対して5〜40質量部の体質顔料とを含む塗料を塗布するステップと、
前記基材鋼管の表面に塗布された塗料を焼き付けるステップと、
を有する、足場用塗装鋼管の製造方法。
【図1】

【公開番号】特開2013−64298(P2013−64298A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−204767(P2011−204767)
【出願日】平成23年9月20日(2011.9.20)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【出願人】(592260572)日新鋼管株式会社 (26)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月20日(2011.9.20)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【出願人】(592260572)日新鋼管株式会社 (26)
【Fターム(参考)】
[ Back to top ]