
身体装着具及びその製造方法
【課題】肌触りを維持しつつ保温性に優れた身体装着具及びその製造方法を提供する。
【解決手段】腹巻1は、経糸及び緯糸により織り込まれた帯状のちりめん2の長手方向両端部を縫い合わして筒状に形成されている。ちりめん2には、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率がちりめん2よりも高い収縮糸4により、ゴム糸3が経糸方向に縫い付けられている。
【解決手段】腹巻1は、経糸及び緯糸により織り込まれた帯状のちりめん2の長手方向両端部を縫い合わして筒状に形成されている。ちりめん2には、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率がちりめん2よりも高い収縮糸4により、ゴム糸3が経糸方向に縫い付けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、腹巻やサポーター等の身体装着具及びその製造方法に関する。
【背景技術】
【0002】
一般に、身体に装着する腹巻やサポーター等の身体装着具は、生地を筒状に編み上げて構成されている。このような身体装着具の生地として、肌触りの良い絹糸又は綿糸等の天然繊維が用いられている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−113802号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、身体装着具をさらに快適に使用することができるように、肌触りとともに保温性に優れたものが求められている。
本発明は、このような事情に鑑みてなされたものであり、肌触りを維持しつつ保温性に優れた身体装着具及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するための本発明の身体装着具は、経糸及び緯糸により織り込まれた帯状の絹織物が、その長手方向又は短手方向の両端部を縫い合わせて筒状に形成され、前記絹織物には、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記絹織物よりも高い収縮糸により、弾性糸が縫い付けられていることを特徴としている。
【0006】
本発明によれば、経糸及び緯糸により織り込まれた帯状の絹織物を用いているため、肌触りの良い身体装着具を提供することができる。また、前記絹織物には、その断面形状が連続して起伏する波形に形成されるように弾性糸が縫い付けられているため、隣接する波形部分の間に空気層が形成されることにより、身体装着具の保温性を高めることができるとともに、身体装着具の肌触りが良くなって柔らかく感じることができる。
【0007】
さらに、絹織物には、当該絹織物よりも収縮する収縮糸により弾性糸が縫い付けられているため、収縮糸が収縮することにより、絹織物の断面形状を起伏の大きい波形にすることができる。これにより、隣接する波形部分間の空気層を大きくすることができるため、身体装着具の保温性をさらに高めることができる。また、絹織物の断面形状が起伏の大きい波形となることによって、身体装着具の肌触りを向上させることができる。
【0008】
また、前記絹織物は、ちりめんであることが好ましい。この場合は、絹織物としてちりめんを用いているため、身体装着具の保湿性を向上させることができる。また、一般的に和装着物の生地として用いられるちりめんに弾性糸を縫い付けることにより身体装着具を製造することができるため、ちりめんの利用用途を広げることができる。
【0009】
本発明の身体装着具の製造方法は、前述のちりめんからなる身体装着具の製造方法であって、以下に示す工程(a)〜(e)の後、工程(c)〜(e)を複数回繰り返すことを特徴としている。
(a) 前記ちりめんの長手方向又は短手方向の両端部を縫い合わせて筒状に形成する形成工程
(b) 筒状に形成された前記ちりめんに、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記ちりめんよりも高い収縮糸により、弾性糸を縫い付ける縫付工程
(c) 前記弾性糸が縫い付けられた前記ちりめんを所定時間加湿する加湿工程
(d) 加湿した前記ちりめんを乾燥させる乾燥工程
(e) 乾燥した前記ちりめんをほぐすほぐし工程
【0010】
本発明に製造方法よれば、加湿工程からほぐし工程までを複数回繰り返すことによって、ちりめんを柔らかくすることができるため、ちりめんからなる身体装着具の肌触りを向上させることができる。
【0011】
また、前記絹織物は、経糸に駒撚糸が用いられ、緯糸に諸撚糸が用いられていることが好ましい。
この場合は、絹織物の緯糸に下撚りの甘い諸撚糸を用いているため、下撚りの強い駒撚糸を用いる場合に比べて、絹織物を柔らかくすることができる。これにより、身体装着具の肌触りを向上させることができる。
【0012】
また、前記経糸の織密度が、略85本/cmであり、前記緯糸の織密度が、略35本/cmであることが好ましい。
この場合は、絹織物の経糸及び緯糸の織密度を低くしたので、絹織物を柔らかくすることができる。これにより、身体装着具の肌触りをさらに向上させることができる。
【0013】
また、本発明の身体装着具の製造方法は、前述の絹織物からなる身体装着具の製造方法であって、以下に示す工程(a)〜(d)を含むことを特徴としている。
(a) 前記絹織物の長手方向又は短手方向の両端部を縫い合わせて筒状に形成する形成工程
(b) 筒状に形成された前記絹織物に、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記絹織物よりも高い収縮糸により、弾性糸を縫い付ける縫付工程
(c) 前記弾性糸が縫い付けられた前記絹織物を所定時間加湿する加湿工程
(d) 加湿した前記絹織物を乾燥させる乾燥工程
【0014】
本発明に製造方法よれば、形成工程から乾燥工程までの工程を一度行うだけで身体装着具を製造することができるため、身体装着具の製造効率を向上させることができる。
【発明の効果】
【0015】
本発明によれば、経糸及び緯糸により織り込まれた帯状の絹織物を用いているため、肌触りの良い身体装着具を提供することができる。また、前記絹織物には、その断面形状が波形に形成されるように弾性糸が縫い付けられているため、波形に形成された部分に空気が閉じ込められることにより、身体装着具の保温性を高めることができるとともに、身体装着具の肌触りが良くなって柔らかく感じることができる。
【図面の簡単な説明】
【0016】
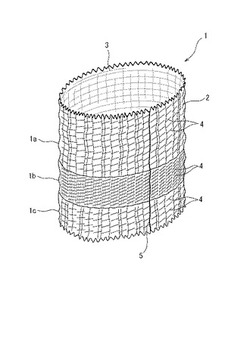
【図1】本発明の第1の実施形態に係るちりめんからなる腹巻を示す斜視図である。
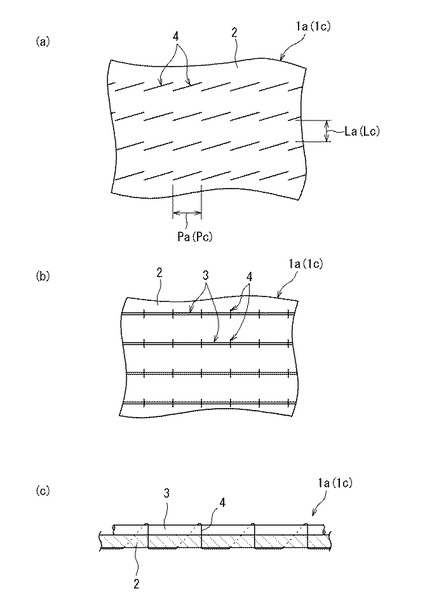
【図2】(a)はちりめんの上側部(下側部)の表面を示す一部拡大図、(b)は前記上側部(下側部)の裏面を示す一部拡大図、(c)は前記上端部(下側部)の一部拡大断面図である。
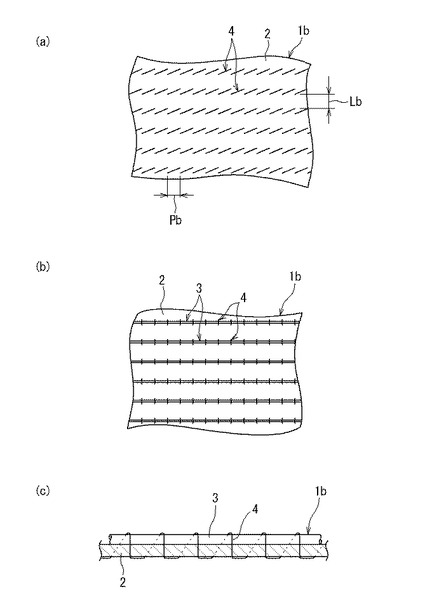
【図3】(a)はちりめんの中間部の表面を示す一部拡大図、(b)は前記中間部の裏面を示す一部拡大図、(c)は前記中間部の一部拡大断面図である。
【図4】上記ちりめんからなる腹巻の製造方法を示すフローチャートである。
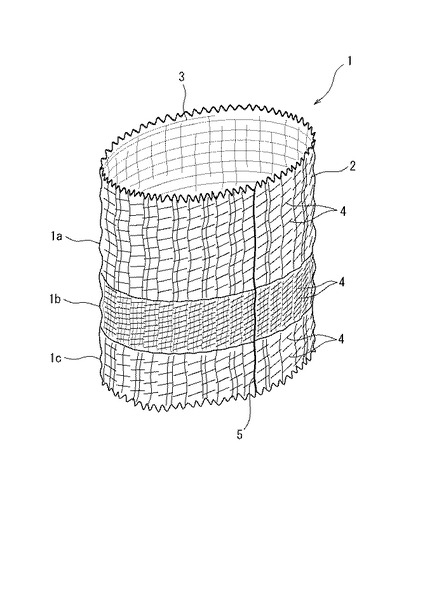
【図5】本発明の第2の実施形態に係る絹織物からなる腹巻を示す斜視図である。
【図6】(a)は前記絹織物の上側部(下側部)の表面を示す一部拡大図、(b)は前記上側部(下側部)の裏面を示す一部拡大図、(c)は前記上端部(下側部)の一部拡大断面図である。
【図7】(a)は前記絹織物の中間部の表面を示す一部拡大図、(b)は前記中間部の裏面を示す一部拡大図、(c)は前記中間部の一部拡大断面図である。
【図8】前記絹織物からなる腹巻の製造方法を示すフローチャートである。
【図9】前記ちりめん及び前記絹織物の各保温率の測定結果を示す表である。
【図10】前記ちりめん及び前記絹織物の各肌触りの官能評価を示す表である。
【発明を実施するための形態】
【0017】
次に、本発明の好ましい実施形態について添付図面を参照しながら説明する。図1は、本発明の第1の実施形態に係る身体装着具を示す斜視図である。本実施形態の身体装着具である腹巻1は、経糸及び緯糸により織り込まれた帯状の絹織物であるちりめん2を用いて、当該ちりめん2の長手方向両端部を縫合糸5により縫い合わせて筒状に形成したものである。
【0018】
ちりめん2は、経糸と緯糸とを交互に織り込み、その後、精練加工仕上げをして糸に縮みをつけ、生地全面に細かい凸凹状の「シボ」を出したものである。本実施形態では、経糸及び緯糸は、下撚りの強い駒撚糸が用いられている。具体的には、経糸は、31/2駒の太さの生糸が用いられている。緯糸は、21/6駒,21/8駒又は21/八丁などの太さの生糸であって、2500〜3500T/mの下撚りをかけたものが、主に構成する糸として用いられている。なお、経糸の織密度は、94.1〜98.5本/cmであり、緯糸の織密度は、39.6〜42.9本/cmである。
【0019】
ちりめん2には、その長手方向に伸縮加工が施されている。具体的には、ちりめん2の裏面には、長手方向である経糸方向(腹巻1の周方向)に沿って弾性糸であるゴム糸3が収縮糸4により螺旋状に縫い付けられている。収縮糸4は、21/2駒の太さの生糸を2本合わせにしたものであり、加湿すると、ちりめん2よりも収縮するようになっている。その加湿による収縮率は、ちりめん2の加湿による収縮率よりも高い。これにより、ちりめん2は、ゴム糸3と収縮糸4とが収縮することによって、その断面形状が連続して起伏する波形に形成されている。
【0020】
ゴム糸3は、腹巻1の上側部1a、中間部1b及び下側部1cの各部によって、短手方向である緯糸方向(腹巻1の上下方向)の縫い付けピッチ等が異なる。以下、腹巻1の各部1a〜1cにおけるゴム糸3の縫い付けについて詳しく説明する。
【0021】
図2の(a)はちりめん2の上側部1a(下側部1c)の表面を示す一部拡大図、(b)は前記上側部1a(下側部1c)の裏面を示す一部拡大図、(c)は前記上端部1a(下側部1c)の一部拡大断面図である。上側部1a(下側部1c)において、ゴム糸3は、図2(c)に示すように、その長手方向の所定間隔毎に収縮糸4がゴム糸3を跨ぐようにしてちりめん2に縫い付けられている。
【0022】
その際、収縮糸4によるゴム糸3の縫い付けピッチは、図2(a)及び(b)に示すように、ちりめん2の表面側を長く、裏面側を短くしている。図2(a)において、ちりめん2の表面側における収縮糸4によるゴム糸3の縫い付けピッチPa(Pc)、及び緯糸方向の縫い付け間隔La(Lc)は、それぞれ例えば4mmに設定されている。
【0023】
図3の(a)はちりめん2の中間部1bの表面を示す一部拡大図、(b)は前記中間部1bの裏面を示す一部拡大図、(c)は前記中間部1bの一部拡大断面図である。中間部1bにおいても、前記上側部1a(下側部1c)と同様に、収縮糸4によりゴム糸3が縫い付けられている。図3(a)において、ちりめん2の表面側における収縮糸4によるゴム糸3の縫い付けピッチPb、及び緯糸方向の縫い付け間隔Lbは、それぞれ例えば2mmに設定されている。
【0024】
このように、中間部1bのゴム糸3の縫い付けピッチPb及び縫い付け間隔Lbは、上側部1a(下側部1c)のゴム糸3の縫い付けピッチPa(Pc)及び縫い付け間隔La(Lc)よりも短いため、中間部1bの収縮力は、上側部1a及び下側部1cの収縮力よりも強く作用する。これにより、腹巻1は、中間部1bの収縮力により、患部(例えば腰部)を強く締め付けて温めることができる。また、腹巻1は、上側部1aの収縮力が弱いので、患部よりも上側の心臓や肺が圧迫されるのを抑制することができる。
【0025】
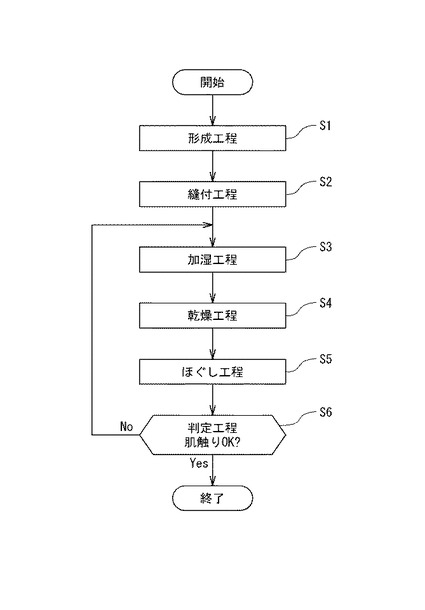
次に、上記のように構成された腹巻1の製造方法について、図4のフローチャートを参照して説明する。まず、帯状のちりめん2の長手方向両端部を縫合糸5により縫い合わせ、ちりめん2を筒状に形成する(形成工程S1)。そして、筒状に形成されたちりめん2に、上述の図2及び図3に示すように、ミシン(図示省略)を使用して、収縮糸4によりゴム糸3を伸ばした状態でちりめん2の経糸方向に縫い付ける(縫付工程S2)。これにより、ちりめん2は、ゴム糸3が収縮することにより、その断面形状が連続して小さく起伏する波形に形成される。この状態におけるちりめん2は、ゴム糸3を縫い付ける前に比べて柔らかさが若干失われる。
【0026】
次に、ゴム糸3を縫い付けたちりめん2を、高温蒸気で所定時間蒸す(加湿工程S3)。その際、ちりめん2は加湿されて収縮するが、それ以上に収縮糸4が加湿されることによって収縮する。これにより、ちりめん2には、ゴム糸3及び収縮糸4の収縮力が作用するため、ちりめん2の断面形状は、起伏の小さい波形から起伏の大きい波形となる。
【0027】
ちりめん2を蒸した後は、汎用の乾燥機(図示省略)によって、ちりめん2を乾燥させる(乾燥工程S4)。その際、ちりめん2は、乾燥工程S4前の水分含有率を100%とした場合、当該水分含有比率が約20%になるまで乾燥させる。
【0028】
次に、乾燥したちりめん2全体を手でほぐし(ほぐし工程S5)、ちりめん2の経糸や緯糸を柔らかくする。ほぐし工程S5が終了すると、ちりめん2が、縫付工程S2後と比べて、柔らかくなって肌触りが良くなったか否かを手触りで判定する(判定工程S6)。そして、ちりめん2の肌触りが良いと判定した場合は、腹巻1の製造工程が終了する。
【0029】
一方、判定工程S6において、ちりめん2の肌触りが良くないと判定した場合は、肌触りが良いと判定されるまで、加湿工程S3からほぐし工程S5までの工程を複数回繰り返す。本実施形態のちりめん2の場合は、上記工程S3〜S5を3回繰り返すことによって、ちりめん2の肌触りを良くすることができる。
【0030】
以上のように構成された本実施形態によれば、経糸及び緯糸により織り込まれた帯状の絹織物を用いているため、肌触りの良い腹巻1を提供することができる。また、絹織物には、その断面形状が連続して起伏する波形に形成されるようにゴム糸3が縫い付けられているため、隣接する波形部分の間に空気層が形成されることにより、腹巻1の保温性を高めることができる。
【0031】
また、本実施形態では、絹織物としてちりめん2を用いているため、腹巻1の保湿性を向上させることができる。さらに、一般的に和装着物の生地として用いられるちりめん2にゴム糸3を縫い付けることにより腹巻1等の身体装着具を製造することができるため、ちりめん2の利用用途を広げることができる。
【0032】
さらに、ちりめん2には、当該ちりめん2よりも収縮する収縮糸4によりゴム糸3が縫い付けられているため、収縮糸4が収縮することにより、ちりめん2の断面形状を起伏の大きい波形にすることができる。これにより、隣接する波形部分間の空気層を大きくすることができるため、腹巻1の保温性をさらに高めることができる。また、ちりめん2の断面形状が起伏の大きい波形となることによって、腹巻1の肌触りを向上させることができる。
【0033】
本実施形態の腹巻1の製造方法によれば、ちりめん2を筒状に形成する形成工程S1、及びちりめん2にゴム糸3を縫い付ける縫付工程S2の後、ちりめん2の肌触りが良くなるまで、加湿工程S3からほぐし工程S5までを複数回繰り返すようにしたので、ちりめん2からなる腹巻1の肌触りを向上させることができる。
【0034】
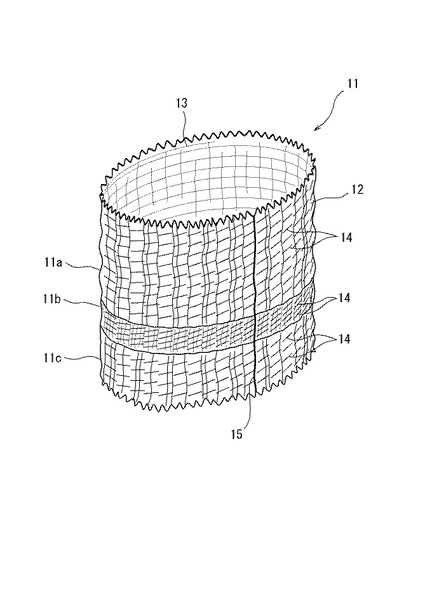
図5は、本発明の第2の実施形態に係る身体装着具を示す斜視図である。本実施形態の身体装着具である腹巻11は、経糸及び緯糸により織り込まれた帯状の絹織物12を用いて、当該絹織物12の長手方向両端部を縫合糸15により縫い合わせて筒状に形成したものである。
【0035】
絹織物12は、経糸に下撚りの強い駒撚糸が用いられ、緯糸に下撚りの甘い諸撚糸が用いられている。具体的には、経糸は、31中の太さの生糸であって、1600T/mの下撚りをかけたものを2本引き揃えて1200T/mの上撚りをかけたものが用いられている。緯糸は、21中の太さの生糸であって、600T/mの下撚りをかけたものを2本引き揃えて500T/mの上撚りをかけたものが用いられている。経糸の織密度は、略85本/cm(好ましくは85.1本/cm)であり、緯糸の織密度は、略35本/cm(好ましくは34.6本/cm)である。
【0036】
このように、本実施形態の絹織物12は、経糸及び緯糸の織密度が、第1の実施形態のちりめん2の経糸及び緯糸の織密度よりも低いため、ちりめん2よりも柔らかく、肌触りに優れている。
【0037】
絹織物12には、その長手方向に伸縮加工が施されている。具体的には、絹織物12の長手方向である経糸方向(腹巻11の周方向)に弾性糸であるゴム糸13が収縮糸14により螺旋状に縫い付けられている。収縮糸14は、21/2駒の太さの生糸を2本合わせにしたものであり、加湿すると、絹織物12よりも収縮するようになっている。その加湿による収縮率は、絹織物12の加湿による収縮率よりも高い。これにより、絹織物12は、ゴム糸13と収縮糸14とが収縮することによって、その断面形状が連続して起伏する波形に形成されている。
【0038】
ゴム糸13は、腹巻11の上側部11a、中間部11b及び下側部11cの各部によって、短手方向である緯糸方向(腹巻11の上下方向)の縫い付けピッチ等が異なる。以下、腹巻11の各部11a〜11cにおけるゴム糸13の縫い付けについて詳しく説明する。
【0039】
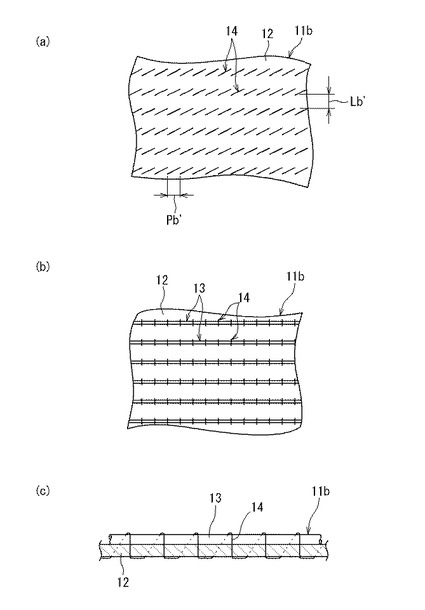
図6の(a)は絹織物12の上側部11a(下側部11c)の表面を示す一部拡大図、(b)は前記上側部11a(下側部11c)の裏面を示す一部拡大図、(c)は前記上端部11a(下側部11c)の一部拡大断面図である。上側部11a(下側部11c)において、ゴム糸13は、図6(c)に示すように、その長手方向の所定間隔毎に収縮糸14がゴム糸13を跨ぐようにして絹織物12に縫い付けられている。
【0040】
その際、収縮糸14によるゴム糸13の縫い付けピッチは、図6(a)及び(b)に示すように、絹織物12の表面側を長く、裏面側を短くしている。図6(a)において、絹織物12の表面側における収縮糸14によるゴム糸13の縫い付けピッチPa’(Pc’)、及び緯糸方向の縫い付け間隔La’(Lc’)は、それぞれ例えば4mmに設定されている。また、下側部11cのゴム糸13は、上側部11aのゴム糸13よりも太いものが用いられている。
【0041】
図7の(a)は絹織物12の中間部11bの表面を示す一部拡大図、(b)は前記中間部11bの裏面を示す一部拡大図、(c)は前記中間部11bの一部拡大断面図である。中間部11bにおいても、前記上側部11a(下側部11c)と同様に、収縮糸14によりゴム糸13が縫い付けられている。図7(a)において、絹織物12の表面側における収縮糸14によるゴム糸13の縫い付けピッチPb’、及び緯糸方向の縫い付け間隔Lb’は、それぞれ例えば2mmに設定されている。また、中間部11bのゴム糸13は、下側部11cのゴム糸13と同じ太さのものが用いられている。
【0042】
このように、中間部11b及び下側部11cのゴム糸13は、上側部11aのゴム糸13よりも太いので、中間部11b及び下側部11cの収縮力は、上側部11a及び下側部11cの収縮力よりも強く作用する。また、中間部11bのゴム糸13の縫い付けピッチPb’及び縫い付け間隔Lb’は、下側部11cのゴム糸13の縫い付けピッチPc’ 及び縫い付け間隔Lc’よりも短いため、中間部11bの収縮力は、下側部11cの収縮力よりもさらに強く作用する。
【0043】
これにより、腹巻11は、中間部11b及び下側部11cの収縮力により、患部(例えば腰部)を強く締め付けて温めることができる。また、腹巻11は、上側部11aの収縮力が弱いので、患部よりも上側に位置する心臓や肺が圧迫されるのを抑制することができる。
【0044】
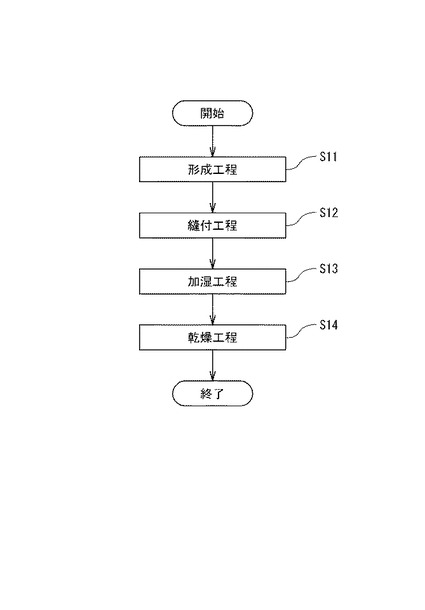
次に、上記のように構成された腹巻11の製造方法について、図8のフローチャートを参照して説明する。まず、帯状の絹織物12の長手方向両端部を縫合糸15により縫い合わせ、絹織物12を筒状に形成する(形成工程S11)。そして、筒状に形成された絹織物12に、上述の図6及び図7に示すように、ミシン(図示省略)を使用して、収縮糸4によりゴム糸13を伸ばした状態で絹織物12の経糸方向に縫い付ける(縫付工程S12)。これにより、絹織物12は、ゴム糸13が収縮することにより、その断面形状が連続して小さく起伏する波形に形成される。この状態における絹織物12は、ゴム糸13を縫い付ける前に比べて柔らかさが若干失われる。
【0045】
次に、筒状に形成された絹織物12を、所定時間(例えば約3時間)の間、常温の水に浸して加湿する(加湿工程S13)。その際、絹織物12は加湿されて収縮するが、それ以上に収縮糸14が加湿されることによって収縮する。これにより、絹織物12には、ゴム糸13及び収縮糸14の収縮力が作用するため、絹織物12の断面形状は、起伏の小さい波形から起伏の大きい波形となる。
【0046】
加湿した後は、絹織物12を水から取り出し、汎用の乾燥機(図示省略)によって、絹織物12を乾燥させ(乾燥工程S14)、腹巻11の製造工程が終了する。これにより、腹巻11は、縫付工程S12後と比べて柔らかくなり、肌触りが良いものとなる。
【0047】
以上のように構成された本実施形態においても、経糸及び緯糸により織り込まれた帯状の絹織物12を用いているため、肌触りの良い腹巻11を提供することができる。また、絹織物12には、その断面形状が連続して起伏する波形に形成されるようにゴム糸13が縫い付けられているため、隣接する波形部分の間に空気層が形成されることにより、腹巻11の保温性を高めることができるとともに、腹巻11の肌触りが良くなって柔らかく感じることができる。
【0048】
また、絹織物12には、当該絹織物12よりも収縮する収縮糸14によりゴム糸3が縫い付けられているため、この収縮糸14が収縮することにより、絹織物12の断面形状を起伏の大きい波形にすることができる。これにより、隣接する波形部分間の空気層を大きくすることができるため、腹巻11の保温性をさらに高めることができる。また、絹織物12の断面形状が起伏の大きい波形となることによって、腹巻11の肌触りを向上させることができる。
【0049】
また、本実施形態では、絹織物12の緯糸に下撚りの甘い諸撚糸を用いているため、下撚りの強い駒撚糸を用いる場合に比べて、絹織物12を柔らかくすることができる。これにより、腹巻11の肌触りを向上させることができる。
また、絹織物12の経糸及び緯糸の織密度を低くしたので、絹織物12を柔らかくすることができる。これにより、腹巻11の肌触りをさらに向上させることができる。
【0050】
本実施形態の腹巻11の製造方法によれば、形成工程S11から乾燥工程S14までの工程を一度行うだけで腹巻11を製造することができるため、第1の実施形態のように加湿工程S3からほぐし工程S5までを複数回繰り返す製造方法に比べて、腹巻11の製造効率を向上させることができる。
【0051】
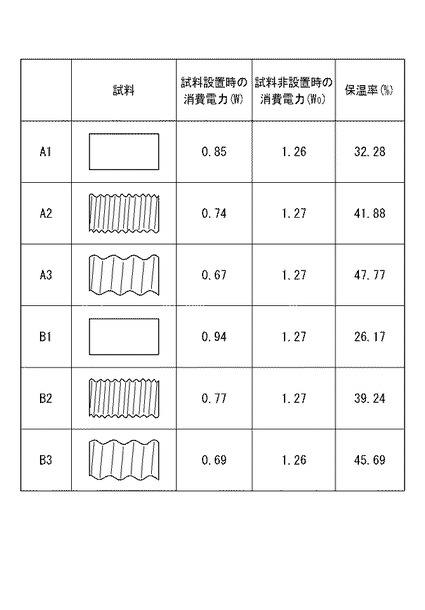
図9は、第1の実施形態のちりめん2及び第2の実施形態の絹織物12の各保温率の測定結果を示す表である。保温率の測定は、精密迅速熱物性測定装置(カトーテック(株)製,「KES−F7サーモラボ2B型」)を使用した。この精密迅速熱物性測定装置は、試料設置の有無による熱板からの熱量消失の差を測定するものであり、この測定結果から下記式(1)により保温率(%)を算出することができる。
保温率=(1−W/W0)×100 ・・・(1)
ここで、Wは試料非設置時の消費電力、W0は試料設置時の消費電力である。
【0052】
本測定では、雰囲気温度を約20度、風速を0.3m/sとした測定環境下において、6種類の試料A1,A2,A3,B1,B2,B3について、試料設置時の消費電力W0、試料非設置時の消費電力Wの複数回測定し、各消費電力W,W0及び保温率の平均値を算出した。ここで、試料A1はゴム糸3を縫い付けていないちりめん2、試料A2はゴム糸3を縫い付けピッチ2mmで縫い付けたちりめん2、試料A3はゴム糸3を縫い付けピッチ4mmで縫い付けたちりめん2である。また、試料B1はゴム糸13を縫い付けていない絹織物12、試料B2はゴム糸13を縫い付けピッチ2mmで縫い付けた絹織物12、試料B3はゴム糸13を縫い付けピッチ4mmで縫い付けた絹織物12である。
【0053】
図9において、ちりめん2の試料A1,A2,A3を比較すると、ゴム糸3を縫い付けた試料A2及びA3は、ゴム糸3を縫い付けていない試料A1よりも、保温率が高い値を示している。また、ゴム糸3を縫い付けている試料A2と試料A3とを比較すると、縫い付けピッチの長い試料A3は、縫い付けピッチの短い試料A2よりも、保温率が高い値を示している。
【0054】
また、絹織物12の試料B1,B2,B3を比較すると、ゴム糸13を縫い付けている試料B2及びB3は、ゴム糸13を縫い付けていない試料B1よりも、保温率が高い値を示している。また、ゴム糸13を縫い付けている試料B2と試料B3とを比較すると、縫い付けピッチの長い試料B3は、縫い付けピッチの短い試料B2よりも、保温率が高い値を示している。
【0055】
さらに、ちりめん2の試料A1,A2,A3と、これに対応する絹織物12の試料B1,B2,B3とをそれぞれ比較すると、ちりめん2の試料A1,A2,A3は、絹織物12の試料B1,B2,B3よりも保温率が高い値を示している。
【0056】
以上の測定結果より、ちりめん2及び絹織物12にゴム糸3,13を縫い付けることにより、ちりめん2及び絹織物12の保温率が高まることが分かる。そして、ゴム糸3,13の縫い付けピッチを長くすることにより、その保温率がさらに高まることが分かる。また、ちりめん2は、絹織物12よりも保温率が高いことが分かる。
【0057】
図10は、第1の実施形態のちりめん2及び第2の実施形態の絹織物12の各肌触りの官能評価を示す表である。本評価では、8種類の試料C1,C2,C3,C4,D1,D2,D3,D4について、肌触りが良いものから順に◎、○、△の3段階で評価した。具体的には、非常に柔らかくて肌触りが良いものを◎、柔らかくて肌触りが良いものを○、それほど柔らかさはないが肌触りが良いものを△として評価した。
【0058】
ここで、試料C1はゴム糸3を縫い付けピッチ2mmで縫い付けて縫付工程S2を終えたちりめん2、試料C2はゴム糸3を縫い付けピッチ4mmで縫い付けて縫付工程S2を終えたちりめん2、試料C3はゴム糸3を縫い付けピッチ2mmで縫い付けて加湿工程S3〜ほぐし工程S5を複数回繰り返す工程を終えたちりめん2、試料C4はゴム糸3を縫い付けピッチ4mmで縫い付けて加湿工程S3〜ほぐし工程S5を複数回繰り返す工程を終えたちりめん2である。
【0059】
また、試料D1はゴム糸13を縫い付けピッチ2mmで縫い付けて縫付工程S12を終えた絹織物12、試料D2はゴム糸13を縫い付けピッチ4mmで縫い付けて縫付工程S12を終えた絹織物12、試料D3はゴム糸13を縫い付けピッチ2mmで縫い付けて加湿工程S13及び乾燥工程S14を終えた絹織物12、試料D4はゴム糸13を縫い付けピッチ4mmで縫い付けて加湿工程S13及び乾燥工程S14を終えた絹織物12である。
【0060】
図12において、ちりめん2の試料C1〜C4を比較すると、加湿工程S3〜ほぐし工程S5を複数回繰り返す工程を終えた試料C3及びC4は、縫付工程S2を終えた試料C1及びC2よりも肌触りが良くなっている。また、絹織物12の試料D1〜D4を比較すると、加湿工程S13及び乾燥工程S14を終えた試料D3及びD4は、縫付工程S12を終えた試料D1及びD2よりも肌触りが良くなっている。さらに、ちりめん2の試料C1〜C4と絹織物12の試料D1〜D4とを比較すると、絹織物12の試料D1〜D4は、ちりめん2の試料C1〜C4よりも肌触りがさらに良くなっている。
【0061】
以上の官能評価より、ちりめん2は、加湿工程S3〜ほぐし工程S5を複数回繰り返すことにより、縫付工程S2後よりも柔らかくなり、肌触りが良くなることが分かる。また、絹織物12は、加湿工程S13及び乾燥工程S14を行うことにより、縫付工程S12後よりも柔らかくなり、肌触りが良くなることが分かる。また、絹織物12は、ちりめん2よりも肌触りが良いことが分かる。
【0062】
なお、本発明は上記実施形態に限定されるものではない。例えば、上記実施形態では、帯状の絹織物(ちりめん)を筒状に形成する際に、絹織物の長手方向両端部を縫い合わせているが、絹織物の短手方向両端部を縫い合わせてもよい。
また、身体装着具として、腹巻を例示しているが、腰・腕・脚等の身体に装着されるサポーターや下着であってもよい。
【0063】
さらに、収縮糸として、生糸を用いているが、加湿による収縮率が絹織物よりも高ければ、その他の糸であってもよい。
また、ゴム糸は、腹巻の上側部,中間部,下側部によって、縫い付けピッチ及び縫い付け間隔が異なるが、同一の縫い付けピッチ又は同一の縫い付け間隔としてもよい。
【0064】
また、第1の実施形態では、加湿工程S3において、ちりめん2を高温蒸気で所定時間蒸しているが、ちりめん2を高温の熱水に所定時間浸してもよい。
また、第1の実施形態では、ゴム糸の縫い付けピッチを変えることにより、上側部、中間部,下側部の収縮力を変えているが、ゴム糸の太さを変えることにより、上側部、中間部,下側部の収縮力を変えてもよい。
【符号の説明】
【0065】
1,11 腹巻(身体装着具)
2 ちりめん(絹織物)
3,13 ゴム糸(弾性糸)
4,14 収縮糸
12 絹織物
S1,S11 形成工程
S2,S12 縫付工程
S3,S13 加湿工程
S4,S14 乾燥工程
S5 ほぐし工程
【技術分野】
【0001】
本発明は、腹巻やサポーター等の身体装着具及びその製造方法に関する。
【背景技術】
【0002】
一般に、身体に装着する腹巻やサポーター等の身体装着具は、生地を筒状に編み上げて構成されている。このような身体装着具の生地として、肌触りの良い絹糸又は綿糸等の天然繊維が用いられている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−113802号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、身体装着具をさらに快適に使用することができるように、肌触りとともに保温性に優れたものが求められている。
本発明は、このような事情に鑑みてなされたものであり、肌触りを維持しつつ保温性に優れた身体装着具及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するための本発明の身体装着具は、経糸及び緯糸により織り込まれた帯状の絹織物が、その長手方向又は短手方向の両端部を縫い合わせて筒状に形成され、前記絹織物には、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記絹織物よりも高い収縮糸により、弾性糸が縫い付けられていることを特徴としている。
【0006】
本発明によれば、経糸及び緯糸により織り込まれた帯状の絹織物を用いているため、肌触りの良い身体装着具を提供することができる。また、前記絹織物には、その断面形状が連続して起伏する波形に形成されるように弾性糸が縫い付けられているため、隣接する波形部分の間に空気層が形成されることにより、身体装着具の保温性を高めることができるとともに、身体装着具の肌触りが良くなって柔らかく感じることができる。
【0007】
さらに、絹織物には、当該絹織物よりも収縮する収縮糸により弾性糸が縫い付けられているため、収縮糸が収縮することにより、絹織物の断面形状を起伏の大きい波形にすることができる。これにより、隣接する波形部分間の空気層を大きくすることができるため、身体装着具の保温性をさらに高めることができる。また、絹織物の断面形状が起伏の大きい波形となることによって、身体装着具の肌触りを向上させることができる。
【0008】
また、前記絹織物は、ちりめんであることが好ましい。この場合は、絹織物としてちりめんを用いているため、身体装着具の保湿性を向上させることができる。また、一般的に和装着物の生地として用いられるちりめんに弾性糸を縫い付けることにより身体装着具を製造することができるため、ちりめんの利用用途を広げることができる。
【0009】
本発明の身体装着具の製造方法は、前述のちりめんからなる身体装着具の製造方法であって、以下に示す工程(a)〜(e)の後、工程(c)〜(e)を複数回繰り返すことを特徴としている。
(a) 前記ちりめんの長手方向又は短手方向の両端部を縫い合わせて筒状に形成する形成工程
(b) 筒状に形成された前記ちりめんに、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記ちりめんよりも高い収縮糸により、弾性糸を縫い付ける縫付工程
(c) 前記弾性糸が縫い付けられた前記ちりめんを所定時間加湿する加湿工程
(d) 加湿した前記ちりめんを乾燥させる乾燥工程
(e) 乾燥した前記ちりめんをほぐすほぐし工程
【0010】
本発明に製造方法よれば、加湿工程からほぐし工程までを複数回繰り返すことによって、ちりめんを柔らかくすることができるため、ちりめんからなる身体装着具の肌触りを向上させることができる。
【0011】
また、前記絹織物は、経糸に駒撚糸が用いられ、緯糸に諸撚糸が用いられていることが好ましい。
この場合は、絹織物の緯糸に下撚りの甘い諸撚糸を用いているため、下撚りの強い駒撚糸を用いる場合に比べて、絹織物を柔らかくすることができる。これにより、身体装着具の肌触りを向上させることができる。
【0012】
また、前記経糸の織密度が、略85本/cmであり、前記緯糸の織密度が、略35本/cmであることが好ましい。
この場合は、絹織物の経糸及び緯糸の織密度を低くしたので、絹織物を柔らかくすることができる。これにより、身体装着具の肌触りをさらに向上させることができる。
【0013】
また、本発明の身体装着具の製造方法は、前述の絹織物からなる身体装着具の製造方法であって、以下に示す工程(a)〜(d)を含むことを特徴としている。
(a) 前記絹織物の長手方向又は短手方向の両端部を縫い合わせて筒状に形成する形成工程
(b) 筒状に形成された前記絹織物に、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記絹織物よりも高い収縮糸により、弾性糸を縫い付ける縫付工程
(c) 前記弾性糸が縫い付けられた前記絹織物を所定時間加湿する加湿工程
(d) 加湿した前記絹織物を乾燥させる乾燥工程
【0014】
本発明に製造方法よれば、形成工程から乾燥工程までの工程を一度行うだけで身体装着具を製造することができるため、身体装着具の製造効率を向上させることができる。
【発明の効果】
【0015】
本発明によれば、経糸及び緯糸により織り込まれた帯状の絹織物を用いているため、肌触りの良い身体装着具を提供することができる。また、前記絹織物には、その断面形状が波形に形成されるように弾性糸が縫い付けられているため、波形に形成された部分に空気が閉じ込められることにより、身体装着具の保温性を高めることができるとともに、身体装着具の肌触りが良くなって柔らかく感じることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の第1の実施形態に係るちりめんからなる腹巻を示す斜視図である。
【図2】(a)はちりめんの上側部(下側部)の表面を示す一部拡大図、(b)は前記上側部(下側部)の裏面を示す一部拡大図、(c)は前記上端部(下側部)の一部拡大断面図である。
【図3】(a)はちりめんの中間部の表面を示す一部拡大図、(b)は前記中間部の裏面を示す一部拡大図、(c)は前記中間部の一部拡大断面図である。
【図4】上記ちりめんからなる腹巻の製造方法を示すフローチャートである。
【図5】本発明の第2の実施形態に係る絹織物からなる腹巻を示す斜視図である。
【図6】(a)は前記絹織物の上側部(下側部)の表面を示す一部拡大図、(b)は前記上側部(下側部)の裏面を示す一部拡大図、(c)は前記上端部(下側部)の一部拡大断面図である。
【図7】(a)は前記絹織物の中間部の表面を示す一部拡大図、(b)は前記中間部の裏面を示す一部拡大図、(c)は前記中間部の一部拡大断面図である。
【図8】前記絹織物からなる腹巻の製造方法を示すフローチャートである。
【図9】前記ちりめん及び前記絹織物の各保温率の測定結果を示す表である。
【図10】前記ちりめん及び前記絹織物の各肌触りの官能評価を示す表である。
【発明を実施するための形態】
【0017】
次に、本発明の好ましい実施形態について添付図面を参照しながら説明する。図1は、本発明の第1の実施形態に係る身体装着具を示す斜視図である。本実施形態の身体装着具である腹巻1は、経糸及び緯糸により織り込まれた帯状の絹織物であるちりめん2を用いて、当該ちりめん2の長手方向両端部を縫合糸5により縫い合わせて筒状に形成したものである。
【0018】
ちりめん2は、経糸と緯糸とを交互に織り込み、その後、精練加工仕上げをして糸に縮みをつけ、生地全面に細かい凸凹状の「シボ」を出したものである。本実施形態では、経糸及び緯糸は、下撚りの強い駒撚糸が用いられている。具体的には、経糸は、31/2駒の太さの生糸が用いられている。緯糸は、21/6駒,21/8駒又は21/八丁などの太さの生糸であって、2500〜3500T/mの下撚りをかけたものが、主に構成する糸として用いられている。なお、経糸の織密度は、94.1〜98.5本/cmであり、緯糸の織密度は、39.6〜42.9本/cmである。
【0019】
ちりめん2には、その長手方向に伸縮加工が施されている。具体的には、ちりめん2の裏面には、長手方向である経糸方向(腹巻1の周方向)に沿って弾性糸であるゴム糸3が収縮糸4により螺旋状に縫い付けられている。収縮糸4は、21/2駒の太さの生糸を2本合わせにしたものであり、加湿すると、ちりめん2よりも収縮するようになっている。その加湿による収縮率は、ちりめん2の加湿による収縮率よりも高い。これにより、ちりめん2は、ゴム糸3と収縮糸4とが収縮することによって、その断面形状が連続して起伏する波形に形成されている。
【0020】
ゴム糸3は、腹巻1の上側部1a、中間部1b及び下側部1cの各部によって、短手方向である緯糸方向(腹巻1の上下方向)の縫い付けピッチ等が異なる。以下、腹巻1の各部1a〜1cにおけるゴム糸3の縫い付けについて詳しく説明する。
【0021】
図2の(a)はちりめん2の上側部1a(下側部1c)の表面を示す一部拡大図、(b)は前記上側部1a(下側部1c)の裏面を示す一部拡大図、(c)は前記上端部1a(下側部1c)の一部拡大断面図である。上側部1a(下側部1c)において、ゴム糸3は、図2(c)に示すように、その長手方向の所定間隔毎に収縮糸4がゴム糸3を跨ぐようにしてちりめん2に縫い付けられている。
【0022】
その際、収縮糸4によるゴム糸3の縫い付けピッチは、図2(a)及び(b)に示すように、ちりめん2の表面側を長く、裏面側を短くしている。図2(a)において、ちりめん2の表面側における収縮糸4によるゴム糸3の縫い付けピッチPa(Pc)、及び緯糸方向の縫い付け間隔La(Lc)は、それぞれ例えば4mmに設定されている。
【0023】
図3の(a)はちりめん2の中間部1bの表面を示す一部拡大図、(b)は前記中間部1bの裏面を示す一部拡大図、(c)は前記中間部1bの一部拡大断面図である。中間部1bにおいても、前記上側部1a(下側部1c)と同様に、収縮糸4によりゴム糸3が縫い付けられている。図3(a)において、ちりめん2の表面側における収縮糸4によるゴム糸3の縫い付けピッチPb、及び緯糸方向の縫い付け間隔Lbは、それぞれ例えば2mmに設定されている。
【0024】
このように、中間部1bのゴム糸3の縫い付けピッチPb及び縫い付け間隔Lbは、上側部1a(下側部1c)のゴム糸3の縫い付けピッチPa(Pc)及び縫い付け間隔La(Lc)よりも短いため、中間部1bの収縮力は、上側部1a及び下側部1cの収縮力よりも強く作用する。これにより、腹巻1は、中間部1bの収縮力により、患部(例えば腰部)を強く締め付けて温めることができる。また、腹巻1は、上側部1aの収縮力が弱いので、患部よりも上側の心臓や肺が圧迫されるのを抑制することができる。
【0025】
次に、上記のように構成された腹巻1の製造方法について、図4のフローチャートを参照して説明する。まず、帯状のちりめん2の長手方向両端部を縫合糸5により縫い合わせ、ちりめん2を筒状に形成する(形成工程S1)。そして、筒状に形成されたちりめん2に、上述の図2及び図3に示すように、ミシン(図示省略)を使用して、収縮糸4によりゴム糸3を伸ばした状態でちりめん2の経糸方向に縫い付ける(縫付工程S2)。これにより、ちりめん2は、ゴム糸3が収縮することにより、その断面形状が連続して小さく起伏する波形に形成される。この状態におけるちりめん2は、ゴム糸3を縫い付ける前に比べて柔らかさが若干失われる。
【0026】
次に、ゴム糸3を縫い付けたちりめん2を、高温蒸気で所定時間蒸す(加湿工程S3)。その際、ちりめん2は加湿されて収縮するが、それ以上に収縮糸4が加湿されることによって収縮する。これにより、ちりめん2には、ゴム糸3及び収縮糸4の収縮力が作用するため、ちりめん2の断面形状は、起伏の小さい波形から起伏の大きい波形となる。
【0027】
ちりめん2を蒸した後は、汎用の乾燥機(図示省略)によって、ちりめん2を乾燥させる(乾燥工程S4)。その際、ちりめん2は、乾燥工程S4前の水分含有率を100%とした場合、当該水分含有比率が約20%になるまで乾燥させる。
【0028】
次に、乾燥したちりめん2全体を手でほぐし(ほぐし工程S5)、ちりめん2の経糸や緯糸を柔らかくする。ほぐし工程S5が終了すると、ちりめん2が、縫付工程S2後と比べて、柔らかくなって肌触りが良くなったか否かを手触りで判定する(判定工程S6)。そして、ちりめん2の肌触りが良いと判定した場合は、腹巻1の製造工程が終了する。
【0029】
一方、判定工程S6において、ちりめん2の肌触りが良くないと判定した場合は、肌触りが良いと判定されるまで、加湿工程S3からほぐし工程S5までの工程を複数回繰り返す。本実施形態のちりめん2の場合は、上記工程S3〜S5を3回繰り返すことによって、ちりめん2の肌触りを良くすることができる。
【0030】
以上のように構成された本実施形態によれば、経糸及び緯糸により織り込まれた帯状の絹織物を用いているため、肌触りの良い腹巻1を提供することができる。また、絹織物には、その断面形状が連続して起伏する波形に形成されるようにゴム糸3が縫い付けられているため、隣接する波形部分の間に空気層が形成されることにより、腹巻1の保温性を高めることができる。
【0031】
また、本実施形態では、絹織物としてちりめん2を用いているため、腹巻1の保湿性を向上させることができる。さらに、一般的に和装着物の生地として用いられるちりめん2にゴム糸3を縫い付けることにより腹巻1等の身体装着具を製造することができるため、ちりめん2の利用用途を広げることができる。
【0032】
さらに、ちりめん2には、当該ちりめん2よりも収縮する収縮糸4によりゴム糸3が縫い付けられているため、収縮糸4が収縮することにより、ちりめん2の断面形状を起伏の大きい波形にすることができる。これにより、隣接する波形部分間の空気層を大きくすることができるため、腹巻1の保温性をさらに高めることができる。また、ちりめん2の断面形状が起伏の大きい波形となることによって、腹巻1の肌触りを向上させることができる。
【0033】
本実施形態の腹巻1の製造方法によれば、ちりめん2を筒状に形成する形成工程S1、及びちりめん2にゴム糸3を縫い付ける縫付工程S2の後、ちりめん2の肌触りが良くなるまで、加湿工程S3からほぐし工程S5までを複数回繰り返すようにしたので、ちりめん2からなる腹巻1の肌触りを向上させることができる。
【0034】
図5は、本発明の第2の実施形態に係る身体装着具を示す斜視図である。本実施形態の身体装着具である腹巻11は、経糸及び緯糸により織り込まれた帯状の絹織物12を用いて、当該絹織物12の長手方向両端部を縫合糸15により縫い合わせて筒状に形成したものである。
【0035】
絹織物12は、経糸に下撚りの強い駒撚糸が用いられ、緯糸に下撚りの甘い諸撚糸が用いられている。具体的には、経糸は、31中の太さの生糸であって、1600T/mの下撚りをかけたものを2本引き揃えて1200T/mの上撚りをかけたものが用いられている。緯糸は、21中の太さの生糸であって、600T/mの下撚りをかけたものを2本引き揃えて500T/mの上撚りをかけたものが用いられている。経糸の織密度は、略85本/cm(好ましくは85.1本/cm)であり、緯糸の織密度は、略35本/cm(好ましくは34.6本/cm)である。
【0036】
このように、本実施形態の絹織物12は、経糸及び緯糸の織密度が、第1の実施形態のちりめん2の経糸及び緯糸の織密度よりも低いため、ちりめん2よりも柔らかく、肌触りに優れている。
【0037】
絹織物12には、その長手方向に伸縮加工が施されている。具体的には、絹織物12の長手方向である経糸方向(腹巻11の周方向)に弾性糸であるゴム糸13が収縮糸14により螺旋状に縫い付けられている。収縮糸14は、21/2駒の太さの生糸を2本合わせにしたものであり、加湿すると、絹織物12よりも収縮するようになっている。その加湿による収縮率は、絹織物12の加湿による収縮率よりも高い。これにより、絹織物12は、ゴム糸13と収縮糸14とが収縮することによって、その断面形状が連続して起伏する波形に形成されている。
【0038】
ゴム糸13は、腹巻11の上側部11a、中間部11b及び下側部11cの各部によって、短手方向である緯糸方向(腹巻11の上下方向)の縫い付けピッチ等が異なる。以下、腹巻11の各部11a〜11cにおけるゴム糸13の縫い付けについて詳しく説明する。
【0039】
図6の(a)は絹織物12の上側部11a(下側部11c)の表面を示す一部拡大図、(b)は前記上側部11a(下側部11c)の裏面を示す一部拡大図、(c)は前記上端部11a(下側部11c)の一部拡大断面図である。上側部11a(下側部11c)において、ゴム糸13は、図6(c)に示すように、その長手方向の所定間隔毎に収縮糸14がゴム糸13を跨ぐようにして絹織物12に縫い付けられている。
【0040】
その際、収縮糸14によるゴム糸13の縫い付けピッチは、図6(a)及び(b)に示すように、絹織物12の表面側を長く、裏面側を短くしている。図6(a)において、絹織物12の表面側における収縮糸14によるゴム糸13の縫い付けピッチPa’(Pc’)、及び緯糸方向の縫い付け間隔La’(Lc’)は、それぞれ例えば4mmに設定されている。また、下側部11cのゴム糸13は、上側部11aのゴム糸13よりも太いものが用いられている。
【0041】
図7の(a)は絹織物12の中間部11bの表面を示す一部拡大図、(b)は前記中間部11bの裏面を示す一部拡大図、(c)は前記中間部11bの一部拡大断面図である。中間部11bにおいても、前記上側部11a(下側部11c)と同様に、収縮糸14によりゴム糸13が縫い付けられている。図7(a)において、絹織物12の表面側における収縮糸14によるゴム糸13の縫い付けピッチPb’、及び緯糸方向の縫い付け間隔Lb’は、それぞれ例えば2mmに設定されている。また、中間部11bのゴム糸13は、下側部11cのゴム糸13と同じ太さのものが用いられている。
【0042】
このように、中間部11b及び下側部11cのゴム糸13は、上側部11aのゴム糸13よりも太いので、中間部11b及び下側部11cの収縮力は、上側部11a及び下側部11cの収縮力よりも強く作用する。また、中間部11bのゴム糸13の縫い付けピッチPb’及び縫い付け間隔Lb’は、下側部11cのゴム糸13の縫い付けピッチPc’ 及び縫い付け間隔Lc’よりも短いため、中間部11bの収縮力は、下側部11cの収縮力よりもさらに強く作用する。
【0043】
これにより、腹巻11は、中間部11b及び下側部11cの収縮力により、患部(例えば腰部)を強く締め付けて温めることができる。また、腹巻11は、上側部11aの収縮力が弱いので、患部よりも上側に位置する心臓や肺が圧迫されるのを抑制することができる。
【0044】
次に、上記のように構成された腹巻11の製造方法について、図8のフローチャートを参照して説明する。まず、帯状の絹織物12の長手方向両端部を縫合糸15により縫い合わせ、絹織物12を筒状に形成する(形成工程S11)。そして、筒状に形成された絹織物12に、上述の図6及び図7に示すように、ミシン(図示省略)を使用して、収縮糸4によりゴム糸13を伸ばした状態で絹織物12の経糸方向に縫い付ける(縫付工程S12)。これにより、絹織物12は、ゴム糸13が収縮することにより、その断面形状が連続して小さく起伏する波形に形成される。この状態における絹織物12は、ゴム糸13を縫い付ける前に比べて柔らかさが若干失われる。
【0045】
次に、筒状に形成された絹織物12を、所定時間(例えば約3時間)の間、常温の水に浸して加湿する(加湿工程S13)。その際、絹織物12は加湿されて収縮するが、それ以上に収縮糸14が加湿されることによって収縮する。これにより、絹織物12には、ゴム糸13及び収縮糸14の収縮力が作用するため、絹織物12の断面形状は、起伏の小さい波形から起伏の大きい波形となる。
【0046】
加湿した後は、絹織物12を水から取り出し、汎用の乾燥機(図示省略)によって、絹織物12を乾燥させ(乾燥工程S14)、腹巻11の製造工程が終了する。これにより、腹巻11は、縫付工程S12後と比べて柔らかくなり、肌触りが良いものとなる。
【0047】
以上のように構成された本実施形態においても、経糸及び緯糸により織り込まれた帯状の絹織物12を用いているため、肌触りの良い腹巻11を提供することができる。また、絹織物12には、その断面形状が連続して起伏する波形に形成されるようにゴム糸13が縫い付けられているため、隣接する波形部分の間に空気層が形成されることにより、腹巻11の保温性を高めることができるとともに、腹巻11の肌触りが良くなって柔らかく感じることができる。
【0048】
また、絹織物12には、当該絹織物12よりも収縮する収縮糸14によりゴム糸3が縫い付けられているため、この収縮糸14が収縮することにより、絹織物12の断面形状を起伏の大きい波形にすることができる。これにより、隣接する波形部分間の空気層を大きくすることができるため、腹巻11の保温性をさらに高めることができる。また、絹織物12の断面形状が起伏の大きい波形となることによって、腹巻11の肌触りを向上させることができる。
【0049】
また、本実施形態では、絹織物12の緯糸に下撚りの甘い諸撚糸を用いているため、下撚りの強い駒撚糸を用いる場合に比べて、絹織物12を柔らかくすることができる。これにより、腹巻11の肌触りを向上させることができる。
また、絹織物12の経糸及び緯糸の織密度を低くしたので、絹織物12を柔らかくすることができる。これにより、腹巻11の肌触りをさらに向上させることができる。
【0050】
本実施形態の腹巻11の製造方法によれば、形成工程S11から乾燥工程S14までの工程を一度行うだけで腹巻11を製造することができるため、第1の実施形態のように加湿工程S3からほぐし工程S5までを複数回繰り返す製造方法に比べて、腹巻11の製造効率を向上させることができる。
【0051】
図9は、第1の実施形態のちりめん2及び第2の実施形態の絹織物12の各保温率の測定結果を示す表である。保温率の測定は、精密迅速熱物性測定装置(カトーテック(株)製,「KES−F7サーモラボ2B型」)を使用した。この精密迅速熱物性測定装置は、試料設置の有無による熱板からの熱量消失の差を測定するものであり、この測定結果から下記式(1)により保温率(%)を算出することができる。
保温率=(1−W/W0)×100 ・・・(1)
ここで、Wは試料非設置時の消費電力、W0は試料設置時の消費電力である。
【0052】
本測定では、雰囲気温度を約20度、風速を0.3m/sとした測定環境下において、6種類の試料A1,A2,A3,B1,B2,B3について、試料設置時の消費電力W0、試料非設置時の消費電力Wの複数回測定し、各消費電力W,W0及び保温率の平均値を算出した。ここで、試料A1はゴム糸3を縫い付けていないちりめん2、試料A2はゴム糸3を縫い付けピッチ2mmで縫い付けたちりめん2、試料A3はゴム糸3を縫い付けピッチ4mmで縫い付けたちりめん2である。また、試料B1はゴム糸13を縫い付けていない絹織物12、試料B2はゴム糸13を縫い付けピッチ2mmで縫い付けた絹織物12、試料B3はゴム糸13を縫い付けピッチ4mmで縫い付けた絹織物12である。
【0053】
図9において、ちりめん2の試料A1,A2,A3を比較すると、ゴム糸3を縫い付けた試料A2及びA3は、ゴム糸3を縫い付けていない試料A1よりも、保温率が高い値を示している。また、ゴム糸3を縫い付けている試料A2と試料A3とを比較すると、縫い付けピッチの長い試料A3は、縫い付けピッチの短い試料A2よりも、保温率が高い値を示している。
【0054】
また、絹織物12の試料B1,B2,B3を比較すると、ゴム糸13を縫い付けている試料B2及びB3は、ゴム糸13を縫い付けていない試料B1よりも、保温率が高い値を示している。また、ゴム糸13を縫い付けている試料B2と試料B3とを比較すると、縫い付けピッチの長い試料B3は、縫い付けピッチの短い試料B2よりも、保温率が高い値を示している。
【0055】
さらに、ちりめん2の試料A1,A2,A3と、これに対応する絹織物12の試料B1,B2,B3とをそれぞれ比較すると、ちりめん2の試料A1,A2,A3は、絹織物12の試料B1,B2,B3よりも保温率が高い値を示している。
【0056】
以上の測定結果より、ちりめん2及び絹織物12にゴム糸3,13を縫い付けることにより、ちりめん2及び絹織物12の保温率が高まることが分かる。そして、ゴム糸3,13の縫い付けピッチを長くすることにより、その保温率がさらに高まることが分かる。また、ちりめん2は、絹織物12よりも保温率が高いことが分かる。
【0057】
図10は、第1の実施形態のちりめん2及び第2の実施形態の絹織物12の各肌触りの官能評価を示す表である。本評価では、8種類の試料C1,C2,C3,C4,D1,D2,D3,D4について、肌触りが良いものから順に◎、○、△の3段階で評価した。具体的には、非常に柔らかくて肌触りが良いものを◎、柔らかくて肌触りが良いものを○、それほど柔らかさはないが肌触りが良いものを△として評価した。
【0058】
ここで、試料C1はゴム糸3を縫い付けピッチ2mmで縫い付けて縫付工程S2を終えたちりめん2、試料C2はゴム糸3を縫い付けピッチ4mmで縫い付けて縫付工程S2を終えたちりめん2、試料C3はゴム糸3を縫い付けピッチ2mmで縫い付けて加湿工程S3〜ほぐし工程S5を複数回繰り返す工程を終えたちりめん2、試料C4はゴム糸3を縫い付けピッチ4mmで縫い付けて加湿工程S3〜ほぐし工程S5を複数回繰り返す工程を終えたちりめん2である。
【0059】
また、試料D1はゴム糸13を縫い付けピッチ2mmで縫い付けて縫付工程S12を終えた絹織物12、試料D2はゴム糸13を縫い付けピッチ4mmで縫い付けて縫付工程S12を終えた絹織物12、試料D3はゴム糸13を縫い付けピッチ2mmで縫い付けて加湿工程S13及び乾燥工程S14を終えた絹織物12、試料D4はゴム糸13を縫い付けピッチ4mmで縫い付けて加湿工程S13及び乾燥工程S14を終えた絹織物12である。
【0060】
図12において、ちりめん2の試料C1〜C4を比較すると、加湿工程S3〜ほぐし工程S5を複数回繰り返す工程を終えた試料C3及びC4は、縫付工程S2を終えた試料C1及びC2よりも肌触りが良くなっている。また、絹織物12の試料D1〜D4を比較すると、加湿工程S13及び乾燥工程S14を終えた試料D3及びD4は、縫付工程S12を終えた試料D1及びD2よりも肌触りが良くなっている。さらに、ちりめん2の試料C1〜C4と絹織物12の試料D1〜D4とを比較すると、絹織物12の試料D1〜D4は、ちりめん2の試料C1〜C4よりも肌触りがさらに良くなっている。
【0061】
以上の官能評価より、ちりめん2は、加湿工程S3〜ほぐし工程S5を複数回繰り返すことにより、縫付工程S2後よりも柔らかくなり、肌触りが良くなることが分かる。また、絹織物12は、加湿工程S13及び乾燥工程S14を行うことにより、縫付工程S12後よりも柔らかくなり、肌触りが良くなることが分かる。また、絹織物12は、ちりめん2よりも肌触りが良いことが分かる。
【0062】
なお、本発明は上記実施形態に限定されるものではない。例えば、上記実施形態では、帯状の絹織物(ちりめん)を筒状に形成する際に、絹織物の長手方向両端部を縫い合わせているが、絹織物の短手方向両端部を縫い合わせてもよい。
また、身体装着具として、腹巻を例示しているが、腰・腕・脚等の身体に装着されるサポーターや下着であってもよい。
【0063】
さらに、収縮糸として、生糸を用いているが、加湿による収縮率が絹織物よりも高ければ、その他の糸であってもよい。
また、ゴム糸は、腹巻の上側部,中間部,下側部によって、縫い付けピッチ及び縫い付け間隔が異なるが、同一の縫い付けピッチ又は同一の縫い付け間隔としてもよい。
【0064】
また、第1の実施形態では、加湿工程S3において、ちりめん2を高温蒸気で所定時間蒸しているが、ちりめん2を高温の熱水に所定時間浸してもよい。
また、第1の実施形態では、ゴム糸の縫い付けピッチを変えることにより、上側部、中間部,下側部の収縮力を変えているが、ゴム糸の太さを変えることにより、上側部、中間部,下側部の収縮力を変えてもよい。
【符号の説明】
【0065】
1,11 腹巻(身体装着具)
2 ちりめん(絹織物)
3,13 ゴム糸(弾性糸)
4,14 収縮糸
12 絹織物
S1,S11 形成工程
S2,S12 縫付工程
S3,S13 加湿工程
S4,S14 乾燥工程
S5 ほぐし工程
【特許請求の範囲】
【請求項1】
経糸及び緯糸により織り込まれた帯状の絹織物が、その長手方向又は短手方向の両端部を縫い合わせて筒状に形成され、
前記絹織物には、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記絹織物よりも高い収縮糸により、弾性糸が縫い付けられていることを特徴とする身体装着具。
【請求項2】
前記絹織物が、ちりめんである請求項1に記載の身体装着具。
【請求項3】
請求項2に記載のちりめんからなる身体装着具の製造方法であって、
以下に示す工程(a)〜(e)の後、工程(c)〜(e)を複数回繰り返すことを特徴とする身体装着具の製造方法。
(a) 前記ちりめんの長手方向又は短手方向の両端部を縫い合わせて筒状に形成する形成工程
(b) 筒状に形成された前記ちりめんに、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記ちりめんよりも高い収縮糸により、弾性糸を縫い付ける縫付工程
(c) 前記弾性糸が縫い付けられた前記ちりめんを所定時間加湿する加湿工程
(d) 加湿した前記ちりめんを乾燥させる乾燥工程
(e) 乾燥した前記ちりめんをほぐすほぐし工程
【請求項4】
前記絹織物は、経糸に駒撚糸が用いられ、緯糸に諸撚糸が用いられている請求項1に記載の身体装着具。
【請求項5】
前記経糸の織密度が、略85本/cmであり、
前記緯糸の織密度が、略35本/cmである請求項4に記載の身体装着具。
【請求項6】
請求項4又は5に記載の絹織物からなる身体装着具の製造方法であって、
以下に示す工程(a)〜(d)を含むことを特徴とする身体装着具の製造方法。
(a) 前記絹織物の長手方向又は短手方向の両端部を縫い合わせて筒状に形成する形成工程
(b) 筒状に形成された前記絹織物に、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記絹織物よりも高い収縮糸により、弾性糸を縫い付ける縫付工程
(c) 前記弾性糸が縫い付けられた前記絹織物を所定時間加湿する加湿工程
(d) 加湿した前記絹織物を乾燥させる乾燥工程
【請求項1】
経糸及び緯糸により織り込まれた帯状の絹織物が、その長手方向又は短手方向の両端部を縫い合わせて筒状に形成され、
前記絹織物には、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記絹織物よりも高い収縮糸により、弾性糸が縫い付けられていることを特徴とする身体装着具。
【請求項2】
前記絹織物が、ちりめんである請求項1に記載の身体装着具。
【請求項3】
請求項2に記載のちりめんからなる身体装着具の製造方法であって、
以下に示す工程(a)〜(e)の後、工程(c)〜(e)を複数回繰り返すことを特徴とする身体装着具の製造方法。
(a) 前記ちりめんの長手方向又は短手方向の両端部を縫い合わせて筒状に形成する形成工程
(b) 筒状に形成された前記ちりめんに、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記ちりめんよりも高い収縮糸により、弾性糸を縫い付ける縫付工程
(c) 前記弾性糸が縫い付けられた前記ちりめんを所定時間加湿する加湿工程
(d) 加湿した前記ちりめんを乾燥させる乾燥工程
(e) 乾燥した前記ちりめんをほぐすほぐし工程
【請求項4】
前記絹織物は、経糸に駒撚糸が用いられ、緯糸に諸撚糸が用いられている請求項1に記載の身体装着具。
【請求項5】
前記経糸の織密度が、略85本/cmであり、
前記緯糸の織密度が、略35本/cmである請求項4に記載の身体装着具。
【請求項6】
請求項4又は5に記載の絹織物からなる身体装着具の製造方法であって、
以下に示す工程(a)〜(d)を含むことを特徴とする身体装着具の製造方法。
(a) 前記絹織物の長手方向又は短手方向の両端部を縫い合わせて筒状に形成する形成工程
(b) 筒状に形成された前記絹織物に、その断面形状が連続して起伏する波形に形成されるように、加湿による収縮率が前記絹織物よりも高い収縮糸により、弾性糸を縫い付ける縫付工程
(c) 前記弾性糸が縫い付けられた前記絹織物を所定時間加湿する加湿工程
(d) 加湿した前記絹織物を乾燥させる乾燥工程
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図10】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−107358(P2012−107358A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−256918(P2010−256918)
【出願日】平成22年11月17日(2010.11.17)
【出願人】(510039921)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月17日(2010.11.17)
【出願人】(510039921)
【Fターム(参考)】
[ Back to top ]