
車両の内張用の音響的効果を有する不織布
【課題】音の吸収性が良く且つ容易に調整可能で、形態安定特性を有しており、しかも、軽量で薄く、耐久性に優れ、容易にリサイクルすることが可能な多孔性の不織布を提供することにある。
【解決手段】自動車の内張用の音響的効果を有する不織布は、粗い繊維(8)から成る多孔性の繊維骨格を含んでおり、これらの粗い繊維(8)は、特に、短繊維またはスパンボンド繊維を含んでいる。また、連続的に重量割合値が変化する熱融着超極細繊維材料(7)が、前面および/または後面領域(4)において使用されている。そして、この熱融着超極細繊維材料(7)が、粗い繊維(8)に付着し、不織布が所定の空気流抵抗を有し且つ少なくともその表面領域(4)において強化されるように、これらの粗い繊維を結合している。

【解決手段】自動車の内張用の音響的効果を有する不織布は、粗い繊維(8)から成る多孔性の繊維骨格を含んでおり、これらの粗い繊維(8)は、特に、短繊維またはスパンボンド繊維を含んでいる。また、連続的に重量割合値が変化する熱融着超極細繊維材料(7)が、前面および/または後面領域(4)において使用されている。そして、この熱融着超極細繊維材料(7)が、粗い繊維(8)に付着し、不織布が所定の空気流抵抗を有し且つ少なくともその表面領域(4)において強化されるように、これらの粗い繊維を結合している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の前文に記載の音響的効果を有する不織布に関する。
【背景技術】
【0002】
不織布は音響的に有利な特性を有しているので、自動車産業における不織布の利用がますます増えている。特に、自動車産業の目的は、用途に応じて異なる音響特性を有し、軽量で、比較的薄く、容易に成形できる上に安定しており、さらに、容易にリサイクル可能な内張を利用することにある。したがって、高価な材料によるコスト上昇を最小限に抑制しながら、同時に複数の技術的機能を満たしている内張を利用して利益を得ることが望ましい。
【0003】
例えば、US−2001/0036788またはEP−0,939,007において開示されている公知の内張部品は、すべて、複数の個別層からなる複合構造を有し、これらの層の各々は異なる技術的機能を満たしている。
【0004】
このような複合構造の製造は、種々の材料層を予め形成し、次いで、互いに接着しなければならないため、比較的複雑であり、これは明らかに不利であることがわかる。さらに、これらの複合構造は時間と共に薄い層に剥離する傾向がある。このような薄い層に剥離する現象を、接着フォイルおよび/または接着点により防ぐために必要な労力は、かなり大きく、このため製造プロセスがさらに高価になる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
したがって、本発明の目的は、自動車の内張として、公知の部品に見られる欠点がなく、音響的効果を有する不織布を提供することである。特に、本発明の目的は、音の吸収性が良く且つ容易に調整可能であり、形態安定特性を有する多孔性の不織布を提供することにある。同時に、この不織布は軽量で薄く、耐久性に優れ、容易にリサイクルすることができる。
【課題を解決するための手段】
【0006】
この目的は、本発明によって、請求項1の特徴を有する不織布を提供することにより、そして特に、所定の空気流抵抗および形態安定性を有していて、支持体または粗い繊維を含む繊維骨格から成り、その骨格内に超極細繊維が導入され、それによってこれら超極細繊維の少なくとも一部が完全に熱融着された音響的効果を有する不織布を提供することにより達成される。これによって、不織布は、繊維不織布の厚さの半分以上、好ましくは1/3以上に延在している表面領域において確実に強化され、不織布の所定の空気流抵抗が確保される。このようにして、本発明に係る不織布の種々の必要とされる技術的機能は、同じタイプまたは異なるタイプの超極細繊維を予め選択された繊維骨格の表面領域に導入することにより実現される。したがって、本発明の内張は個別の層を含まないが、繊維骨格に導入され重量割合値が連続的に変化する超極細繊維材料を有する。
【0007】
本発明は、例えば、DE−100,44,694に記載されているような周知の製造プロセスを用いている。この刊行物は、柔らかく引き伸ばせるふき取りタオルに使用されるような不織布の製造を開示している。この製造プロセスは、スパンボンド繊維の層を流体による交絡処理により、メルトブロー繊維の別の層に接合させるものである。
【0008】
さらに、EP−0,418,493は、パンティーライナーまたは使い捨ておむつに使用される2層不織布を開示している。ここでは、微細なウォータージェットを特定の層に向け、この水が直接衝突した層からその他の層の中へと繊維を部分的に送り込むことにより、個々の層同士を互いに接合させ、それによって、これら2つの層の間に引き裂き難い結合を作る。
【0009】
この方法で造られた不織布は、通常、個人または家庭衛生の分野の製品に使用され、一般に、しっかりした即ち自己支持型の自動車用内張、または音響的効果を有する自動車部品としての使用に特に適しているとはいえない。特に、これら公知の不織布において、微細な繊維は、繊維骨格全体に均一に分布している(払拭用ウェットシート)か、または個々の層の相互の表面でただ撚り合わされているだけである(掃除用タオル)。
【0010】
これと対照的に、本発明では、超極細繊維は、全て、表面領域即ち粗い繊維から成る繊維骨格の厚さの半分未満の領域内へと完全に送り込まれている。この表面領域の深さは、超極細繊維の侵入深さにより決定され、以下、本明細書では、統計的平均侵入深さにより規定される。統計的には、表面領域における超極細繊維の重量割合値は、連続的に変化即ち深さと共にコンスタントに低下する。
【0011】
このため、上記のような不織布の製造は、骨格繊維(即ち、1dtexよりも大きい繊度を有する繊維)から成る不織布の上に、超極細繊維(即ち、0.01から1.0dtexまでの繊度、好ましくは0.1から0.6dtexまでの繊度を有する繊維)を含む不織布を配置することにより始まる。なお、以下、本明細書では、骨格繊維を繊維骨格とも呼ぶこととする。これらの繊維材料は、骨格繊維の溶融温度が超極細繊維の溶融温度よりも高くなるように選択される。次いで、多数の微細なウォータージェットが、超極細繊維不織布の繊維が繊維骨格の粗い繊維の周りで撚られるような高圧で、超極細繊維に向けられる。次いで、乾燥後、超極細繊維に富む不織布は、熱源、例えば熱気体流を不織布に向けることにより、特定の温度にさらされ、その温度において超極細繊維不織布の繊維は、少なくとも表面が、好ましくは全体が熱融着され、その加熱処理後、骨格繊維同士が結合され不織布の表面領域において強化される。
【0012】
この製造方法は、超極細繊維が、例えば、電子レンジからの放射線加熱のようなその他の熱源により、接触加熱により、または熱流若しくは別の流体により溶融されるように変更することができる。不織布上におけるこれら熱源の温度および継続期間は、専門家によって予め設定される。
【0013】
したがって、この方法により造られた製品は、繊維骨格により特徴づけられ、その前面および/または後面領域には、重量割合値が連続的に変化する熱融着超極細繊維材料が含まれている。以下、本明細書で粗い繊維とも呼ばれるこの骨格繊維は、1dtexよりも大きく、好ましくは6と17dtexとの間の太さを有する。適切な骨格繊維は、エンドレスのスパンボンド繊維および短繊維である。これらは適切なポリマーにより形成することができ、あるいは鉱物繊維、特にガラス繊維、金属繊維または天然繊維を含むことができる。有利な実施形態において、この繊維骨格は、約20から150g/m2までの目付を有する。この目付は、要件に従って専門家により予め設定され、約800g/m2の目付を有することもできる。PETから成る粗い繊維が、この繊維骨格の好ましい実施形態において使用される。
【0014】
本発明に係る不織布は、熱融着超極細繊維材料、特に2〜8μmの平均直径および2〜80mmの繊維長を有するメルトブロー繊維材料を加えることにより、その表面領域において価値が高められている。繊維の長さに応じて、超極細繊維を繊維骨格内へと送り込む前に、超極細繊維を短くする(できる限り流体による交絡方法により)ことが有益であることがわかった。これら熱融着超極細繊維材料は、主として粗い繊維の接合点で認められ、または個々の粗い繊維の長繊維にも堆積している。本発明によると、これらの堆積物は、不織布の表面領域において認められ、この領域では重量割合値が統計的に連続的に変化し、深さ方向に低下している。
【0015】
前記の好ましい実施形態において、この熱融着超極細繊維材料の総目付は約5から50g/m2までの範囲にあり(繊維骨格の目付の約10から30%まで)、この材料はCo−PETである。熱融着超極細繊維材料に富む表面領域(本発明に係る不織布の総厚みの約5から35%まで、最高50%)は、その上多孔性であり、不織布全体の空気流抵抗を実質的に決定する。本発明に係る不織布は、プレス成型工程に従って、200Nsm−3<R1<60,000Nsm−3、特に800と35,000Nsm−3との間、好ましくは1,000と20,000Nsm−3との間、および主として約1,400Nsm−3の空気流抵抗を有するように製造される。
【0016】
さらに、粗い繊維上に超極細繊維材料が堆積すると、本発明の不織布が自己支持できる程度に、繊維骨格がその表面領域において実質的に強化される。特に、以下で粗い繊維とも呼ばれる、1dtexよりも太い骨格繊維を有する不織布については、上述した流体による交絡方法を溶融プロセスと組み合わせて用いることにより、特に安定性および形態強度を高めることができる。何故ならば、粗い繊維を単に撚るだけですでに表面領域がある程度強化される一方、他方では、液滴状の熱融着超極細繊維材料が粗い繊維に粘着し、そのため、それが固化すると、これら粗い繊維がさらに強化され、特に接合点がさらに強化されるからである。これら2つの強化メカニズムが組み合わさると、結果として本発明の不織布の所望の曲げ剛性が得られ、即ち、結果として特に形態強化された自己支持型の自動車産業において使用可能な不織布が得られる。
【0017】
不織布の内側にある粗い繊維の顕著な伸縮弾性および復元性を、表面領域における連続的に変化する剛性と組み合わせると、結果として音響的効果の高い部品が得られる。この部品は音響的ばね質量系のように作用し、系の質量は該部品の表面領域における多孔性強化材により実質的に置換されている。このような音響的システムを用いると、典型的なばね質量系では避けることのできない共振特性の発生を、補償または回避することができる。
【0018】
しかしながら、本発明の不織布の具体的なデザインは、不織布の予見される用途に依存することは明らかである。したがって、本発明の不織布の前面側は気孔状に開いたものとすることができ、その一方で、同じ不織布の後面側は空気を透過させないものとすることができる。
【0019】
種々の太さ、種々の融点、またはこれらの組み合わせを有するメルトブロー繊維から成る超極細繊維の不織布を使用することもできる。さらに、1つまたはその他のタイプの超極細繊維の侵入深さが調節されるように圧力と継続期間とを調節することにより、超極細繊維を送る微細なウォータージェットの衝突を調整することができる。この手法では、熱処理を受けた後に、部分的に熱融着された超極細繊維を含んだ粘着性の不織布表面を有する不織布を提供することができ、また、別の標準的な不織布または本発明の不織布をそれに粘着させることができる不織布を提供することができる。超極細繊維の適切な混合物を使用すると、表面領域における空気流抵抗を容易に調整できることは明らかである。
【0020】
本発明の有利な効果は、専門家には直ちに明らかになる。特に、その他の分野で使われている複数の公知の製造方法を組み合わせると、所定の空気流抵抗および必要な曲げ剛性を有するが個別の層を有しない自動車の内張に適した不織布の製造が可能になる。強化された表面領域および所定の空気流抵抗を発生させるために、この表面領域内に一体化された領域を有し、自動車用内張として使用するのに適した不織布を得ることができるのは驚くべきことである。本発明により製造された不織布は、極端に薄くて軽量であり、容易に調整することができるので、所定の剛性および選択可能な音響的効果を有するようにデザインすることができる。
【0021】
本発明の不織布は、長期間、過酷に使用しても薄膜状に剥離することがないという特に有利な効果を奏する。薄膜状に剥離するリスクを排除すると、結果として本発明の不織布の耐久性も向上することになる。さらに、本発明の不織布は、ただ1つのタイプの材料から形成することができ、現代の自動車用内張に対して要求される特性のすべてを有しているのである。したがって、本発明の不織布は、単一材料から成る部品として製造することができ、この部品を安価に処理したり、またはリサイクルしたりすることが可能となる。
【0022】
以下、明確にするために、エンドレスの長繊維または特定の長さを有する繊維との間の区別をせず、用語「繊維」は両方を含むこととする。専門家にとっては、用語「超極細繊維」は、一般に、0.01から1.0dtexまでの繊度、好ましくは0.1から0.6dtexまでの繊度、そして通常は0.2dtexの繊度を有するメルトブロー繊維を意味する。本願において言及される粗い繊維は、1.0dtexよりも太い繊度を有するべきであり、および/またはサイザル、コイア、アサ、樹皮、またはガラス繊維、金属繊維または鉱物繊維などの天然繊維を含むこともできる。
【0023】
本発明に係る不織布のさらに有利な実施形態は、従属クレームの特徴を有する。
【発明を実施するための最良の形態】
【0024】
以下、代表的な実施例および図面により、本発明についてより詳細に説明する。
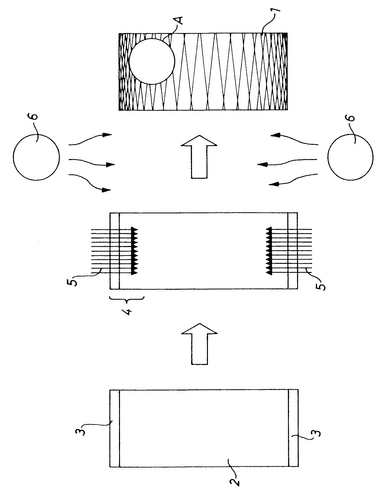
本発明に係る不織布1を製造するためには、図1に概略的に示したように、粗い繊維から成る不織布2が超極細繊維層で被覆される。この粗い不織布2は好ましくはPETから成るスパンボンド繊維を含み、そして、その繊維は1.0dtexより太い繊度を有する。この粗い繊維から成る不織布は、繊維骨格としての役割を果たし、音響的ばね質量系の柔らかいばねの特性を有し、且つ優れた復元能力を有する。この繊維骨格は、20と800g/m2との間の目付を有することができ、好ましくはPET材料から成っている。この骨格は、天然繊維、ガラス繊維、金属繊維または鉱物繊維を含むこともできることは明らかである。
【0025】
本実施例において、被覆された不織布は、いわゆる流体による交絡処理にかけられ、該処理により、積層された超極細繊維層3が微細なウォータージェット5によって表面領域4内へと送り込まれる。本願で使われている用語「表面領域」は、超極細繊維を含んでいて、不織布全体の厚さの1/3と1/2との間に延在している不織布の領域を規定している。このプロセスの間に、超極細繊維は骨格繊維に沿って滑り、そして、骨格繊維の周りに巻き付くか、または好ましくは繊維骨格の接合点の周りで撚られる。
これら超極細繊維は、0.01から1.0dtexまでの繊度、好ましくは0.1から0.6dtexまでの繊度、そして通常は0.2dtexの繊度を有しており、好ましくはPETまたはCo−PETから成っている。
【0026】
この方法により、超極細繊維の侵入深さを調節することが可能になり、また、これら導入された超極細繊維の重量割合値が、繊維骨格の表面領域全体にわたり選択的且つ連続的に分配されること、特に連続的に変化するように分配されることが保証される。これは、導入された超極細繊維材料の重量割合値の勾配が、選択的に調節されることを意味する。
【0027】
このように処理された繊維骨格2は、次いで、乾燥および加熱処理にかけられ、特に、繊維骨格2の表面領域4に導入された超極細繊維を熱空気またはその他の加熱手段6により熱融着させる処理ステーションを通って移送される。この処理ステーションを通過すると、超極細繊維3の形態が液滴に変化しており、該液滴が粗い繊維同士を、特にそれらの接合点または交差点の領域において互いに結合し、それにより、当該領域における繊維骨格が強化される。
【0028】
このようにして、多孔性で形状保持型の不織布を製造することができる。即ち、現代自動車産業によって使用されるような、音響的効果を有する自己形状維持型の部品を製造することができる。この不織布の音響特性および剛性が、繊維材料の変化および分布、および/または該繊維の太さ、および/または選択された繊維の割合値によって、選択的に影響されることは明らかである。
【0029】
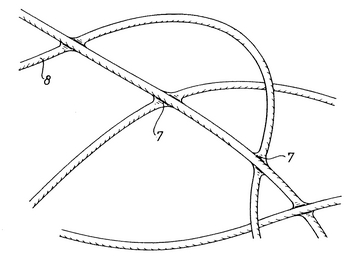
図1のセクションAが図2に示されている。この図から、液滴状の熱融着超極細繊維材料7が、どのようにして繊維骨格2の粗い繊維8に堆積し、結果として、不織布をその表面領域4において強化するのかが明らかになる。
【0030】
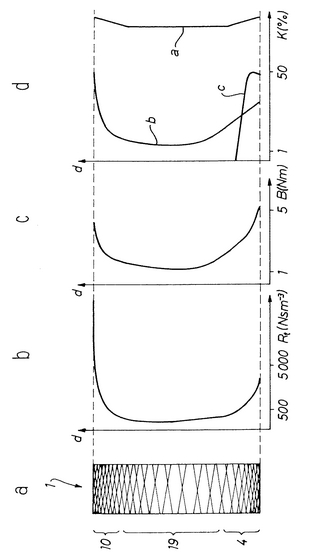
図3のaは、本発明の不織布1におけるそれぞれ特性の異なる領域間の相互関係を示している。概略的に示された不織布1は、3つの領域、即ち、微小多孔性の表面領域4、弾性を有するコア領域19、および空気不透過性のベース領域10を備えている。ベース領域10および表面領域4は類似した方法で製造されるが、これらの熱融着超極細繊維材料は、種々の異なる重量割合値および侵入深さを有することができる。
【0031】
図3のbは、本発明の不織布の深さに応じた空気流抵抗値Rtの典型的な曲線を示している。表面領域4における空気流抵抗の特性値は、500と5000Nsm−3との間にあり、コア領域19ではこれらの値は約200Nsm−3にあり、ベース領域10では200と10,000Nsm−3以上との間にある。
【0032】
図3のcに示された曲線は、深さdに対する曲げ剛性Bの依存性を例により示している。この曲げ剛性は、実質的に、熱融着超極細繊維材料の重量割合値および表面領域における繊維の密度に依存している。この例では、微小気孔表面領域4における勾配が、空気不透過性のベース領域10における勾配よりも小さくなっている。本発明の不織布では、曲げ剛性の値は、0.005と10.5Nmとの間で変化することができ、特にこれらの値は0.025と6.0Nmとの間にある。
【0033】
図3のdは、種々の繊維および熱融着繊維材料の密度割合値Kを示している。曲線aは、スパンボンド繊維または粗い繊維の密度の典型的な値を示しており、これらの繊維は、流体による交絡処理のために、表面領域における密度がより大きくなっている。曲線bは、熱融着超極細繊維材料の典型的密度分布を示しており、その重量割合値が連続的に変化する経路をたどっていることがわかる。この繊維材料の勾配は、流体による交絡処理の継続期間および水圧に依存している。粗い繊維の超極細繊維に対する比は3:1の範囲にある。曲線cは、不織布の表面領域内へと導入されたが溶融されていないメルトブロー繊維の割合値を示している。これらのメルトブロー繊維により、空気流抵抗を特に調節することができる。これらの非熱融着超極細繊維は、特に、0.01から1.0dtexまでの繊度を有するメルトブロー繊維であり、そして特に、ポリエステル、コポリエステル、ポリアミド、ポリプロピレンまたは類似の合成材料、好ましくはPETまたはCo−PETから成っている。
【0034】
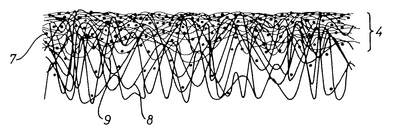
図4は、本発明の不織布を顕微鏡で見た図を概略的に示している。この図は、粗い繊維8から成る多孔性の繊維骨格が、どのようにして熱融着超極細繊維材料7および非熱融着超極細繊維材料9で充填されているかを示している。表面直下に存在する熱融着繊維の重量割合値は、表面領域4の内部における割合値よりもかなり高くなっている。この領域における非熱融着超極細繊維の分布もはっきり示されている。繊維骨格の表面領域における微小多孔性の強化層の形成は、本発明の不織布にとって必要不可欠である。
【0035】
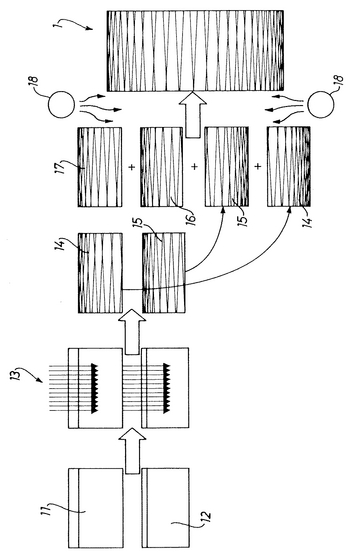
本発明の不織布1は、用途に特有な特性を有する部品を得るために、同じタイプのその他の不織布と組み合わせることができることは明らかである。このような製造プロセスが、図5に概略的に示されている。このプロセスでは、互いに異なるようにデザインされた不織布11、12が、互いに異なる中間製品14、15、16、17を得るために、公知の流体による交絡処理(ステーション13)にかけられる。これらの中間製品は、適切な方法で互いに上に積み重ねられ、公知の熱処理プロセス18により互いに結合される。
【0036】
本発明の不織布に、空気透過性の装飾層、または空気および/または水を透過させないフォイルを設けることが出来ることは、専門家には明らかである。装飾層として特に適切な層は、編まれた層、ニット、織物、装飾不織布および/または発泡体層である。
【図面の簡単な説明】
【0037】
【図1】本発明の不織布を製造するための方法を示す略図である。
【図2】図1における領域Aの拡大図である。
【図3】a〜dは本発明の不織布の物理特性を示す略図である。
【図4】本発明の不織布の拡大された部分を示す略図である。
【図5】本発明の不織布のさらに発展した製造プロセスを示す略図である。
【技術分野】
【0001】
本発明は、請求項1の前文に記載の音響的効果を有する不織布に関する。
【背景技術】
【0002】
不織布は音響的に有利な特性を有しているので、自動車産業における不織布の利用がますます増えている。特に、自動車産業の目的は、用途に応じて異なる音響特性を有し、軽量で、比較的薄く、容易に成形できる上に安定しており、さらに、容易にリサイクル可能な内張を利用することにある。したがって、高価な材料によるコスト上昇を最小限に抑制しながら、同時に複数の技術的機能を満たしている内張を利用して利益を得ることが望ましい。
【0003】
例えば、US−2001/0036788またはEP−0,939,007において開示されている公知の内張部品は、すべて、複数の個別層からなる複合構造を有し、これらの層の各々は異なる技術的機能を満たしている。
【0004】
このような複合構造の製造は、種々の材料層を予め形成し、次いで、互いに接着しなければならないため、比較的複雑であり、これは明らかに不利であることがわかる。さらに、これらの複合構造は時間と共に薄い層に剥離する傾向がある。このような薄い層に剥離する現象を、接着フォイルおよび/または接着点により防ぐために必要な労力は、かなり大きく、このため製造プロセスがさらに高価になる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
したがって、本発明の目的は、自動車の内張として、公知の部品に見られる欠点がなく、音響的効果を有する不織布を提供することである。特に、本発明の目的は、音の吸収性が良く且つ容易に調整可能であり、形態安定特性を有する多孔性の不織布を提供することにある。同時に、この不織布は軽量で薄く、耐久性に優れ、容易にリサイクルすることができる。
【課題を解決するための手段】
【0006】
この目的は、本発明によって、請求項1の特徴を有する不織布を提供することにより、そして特に、所定の空気流抵抗および形態安定性を有していて、支持体または粗い繊維を含む繊維骨格から成り、その骨格内に超極細繊維が導入され、それによってこれら超極細繊維の少なくとも一部が完全に熱融着された音響的効果を有する不織布を提供することにより達成される。これによって、不織布は、繊維不織布の厚さの半分以上、好ましくは1/3以上に延在している表面領域において確実に強化され、不織布の所定の空気流抵抗が確保される。このようにして、本発明に係る不織布の種々の必要とされる技術的機能は、同じタイプまたは異なるタイプの超極細繊維を予め選択された繊維骨格の表面領域に導入することにより実現される。したがって、本発明の内張は個別の層を含まないが、繊維骨格に導入され重量割合値が連続的に変化する超極細繊維材料を有する。
【0007】
本発明は、例えば、DE−100,44,694に記載されているような周知の製造プロセスを用いている。この刊行物は、柔らかく引き伸ばせるふき取りタオルに使用されるような不織布の製造を開示している。この製造プロセスは、スパンボンド繊維の層を流体による交絡処理により、メルトブロー繊維の別の層に接合させるものである。
【0008】
さらに、EP−0,418,493は、パンティーライナーまたは使い捨ておむつに使用される2層不織布を開示している。ここでは、微細なウォータージェットを特定の層に向け、この水が直接衝突した層からその他の層の中へと繊維を部分的に送り込むことにより、個々の層同士を互いに接合させ、それによって、これら2つの層の間に引き裂き難い結合を作る。
【0009】
この方法で造られた不織布は、通常、個人または家庭衛生の分野の製品に使用され、一般に、しっかりした即ち自己支持型の自動車用内張、または音響的効果を有する自動車部品としての使用に特に適しているとはいえない。特に、これら公知の不織布において、微細な繊維は、繊維骨格全体に均一に分布している(払拭用ウェットシート)か、または個々の層の相互の表面でただ撚り合わされているだけである(掃除用タオル)。
【0010】
これと対照的に、本発明では、超極細繊維は、全て、表面領域即ち粗い繊維から成る繊維骨格の厚さの半分未満の領域内へと完全に送り込まれている。この表面領域の深さは、超極細繊維の侵入深さにより決定され、以下、本明細書では、統計的平均侵入深さにより規定される。統計的には、表面領域における超極細繊維の重量割合値は、連続的に変化即ち深さと共にコンスタントに低下する。
【0011】
このため、上記のような不織布の製造は、骨格繊維(即ち、1dtexよりも大きい繊度を有する繊維)から成る不織布の上に、超極細繊維(即ち、0.01から1.0dtexまでの繊度、好ましくは0.1から0.6dtexまでの繊度を有する繊維)を含む不織布を配置することにより始まる。なお、以下、本明細書では、骨格繊維を繊維骨格とも呼ぶこととする。これらの繊維材料は、骨格繊維の溶融温度が超極細繊維の溶融温度よりも高くなるように選択される。次いで、多数の微細なウォータージェットが、超極細繊維不織布の繊維が繊維骨格の粗い繊維の周りで撚られるような高圧で、超極細繊維に向けられる。次いで、乾燥後、超極細繊維に富む不織布は、熱源、例えば熱気体流を不織布に向けることにより、特定の温度にさらされ、その温度において超極細繊維不織布の繊維は、少なくとも表面が、好ましくは全体が熱融着され、その加熱処理後、骨格繊維同士が結合され不織布の表面領域において強化される。
【0012】
この製造方法は、超極細繊維が、例えば、電子レンジからの放射線加熱のようなその他の熱源により、接触加熱により、または熱流若しくは別の流体により溶融されるように変更することができる。不織布上におけるこれら熱源の温度および継続期間は、専門家によって予め設定される。
【0013】
したがって、この方法により造られた製品は、繊維骨格により特徴づけられ、その前面および/または後面領域には、重量割合値が連続的に変化する熱融着超極細繊維材料が含まれている。以下、本明細書で粗い繊維とも呼ばれるこの骨格繊維は、1dtexよりも大きく、好ましくは6と17dtexとの間の太さを有する。適切な骨格繊維は、エンドレスのスパンボンド繊維および短繊維である。これらは適切なポリマーにより形成することができ、あるいは鉱物繊維、特にガラス繊維、金属繊維または天然繊維を含むことができる。有利な実施形態において、この繊維骨格は、約20から150g/m2までの目付を有する。この目付は、要件に従って専門家により予め設定され、約800g/m2の目付を有することもできる。PETから成る粗い繊維が、この繊維骨格の好ましい実施形態において使用される。
【0014】
本発明に係る不織布は、熱融着超極細繊維材料、特に2〜8μmの平均直径および2〜80mmの繊維長を有するメルトブロー繊維材料を加えることにより、その表面領域において価値が高められている。繊維の長さに応じて、超極細繊維を繊維骨格内へと送り込む前に、超極細繊維を短くする(できる限り流体による交絡方法により)ことが有益であることがわかった。これら熱融着超極細繊維材料は、主として粗い繊維の接合点で認められ、または個々の粗い繊維の長繊維にも堆積している。本発明によると、これらの堆積物は、不織布の表面領域において認められ、この領域では重量割合値が統計的に連続的に変化し、深さ方向に低下している。
【0015】
前記の好ましい実施形態において、この熱融着超極細繊維材料の総目付は約5から50g/m2までの範囲にあり(繊維骨格の目付の約10から30%まで)、この材料はCo−PETである。熱融着超極細繊維材料に富む表面領域(本発明に係る不織布の総厚みの約5から35%まで、最高50%)は、その上多孔性であり、不織布全体の空気流抵抗を実質的に決定する。本発明に係る不織布は、プレス成型工程に従って、200Nsm−3<R1<60,000Nsm−3、特に800と35,000Nsm−3との間、好ましくは1,000と20,000Nsm−3との間、および主として約1,400Nsm−3の空気流抵抗を有するように製造される。
【0016】
さらに、粗い繊維上に超極細繊維材料が堆積すると、本発明の不織布が自己支持できる程度に、繊維骨格がその表面領域において実質的に強化される。特に、以下で粗い繊維とも呼ばれる、1dtexよりも太い骨格繊維を有する不織布については、上述した流体による交絡方法を溶融プロセスと組み合わせて用いることにより、特に安定性および形態強度を高めることができる。何故ならば、粗い繊維を単に撚るだけですでに表面領域がある程度強化される一方、他方では、液滴状の熱融着超極細繊維材料が粗い繊維に粘着し、そのため、それが固化すると、これら粗い繊維がさらに強化され、特に接合点がさらに強化されるからである。これら2つの強化メカニズムが組み合わさると、結果として本発明の不織布の所望の曲げ剛性が得られ、即ち、結果として特に形態強化された自己支持型の自動車産業において使用可能な不織布が得られる。
【0017】
不織布の内側にある粗い繊維の顕著な伸縮弾性および復元性を、表面領域における連続的に変化する剛性と組み合わせると、結果として音響的効果の高い部品が得られる。この部品は音響的ばね質量系のように作用し、系の質量は該部品の表面領域における多孔性強化材により実質的に置換されている。このような音響的システムを用いると、典型的なばね質量系では避けることのできない共振特性の発生を、補償または回避することができる。
【0018】
しかしながら、本発明の不織布の具体的なデザインは、不織布の予見される用途に依存することは明らかである。したがって、本発明の不織布の前面側は気孔状に開いたものとすることができ、その一方で、同じ不織布の後面側は空気を透過させないものとすることができる。
【0019】
種々の太さ、種々の融点、またはこれらの組み合わせを有するメルトブロー繊維から成る超極細繊維の不織布を使用することもできる。さらに、1つまたはその他のタイプの超極細繊維の侵入深さが調節されるように圧力と継続期間とを調節することにより、超極細繊維を送る微細なウォータージェットの衝突を調整することができる。この手法では、熱処理を受けた後に、部分的に熱融着された超極細繊維を含んだ粘着性の不織布表面を有する不織布を提供することができ、また、別の標準的な不織布または本発明の不織布をそれに粘着させることができる不織布を提供することができる。超極細繊維の適切な混合物を使用すると、表面領域における空気流抵抗を容易に調整できることは明らかである。
【0020】
本発明の有利な効果は、専門家には直ちに明らかになる。特に、その他の分野で使われている複数の公知の製造方法を組み合わせると、所定の空気流抵抗および必要な曲げ剛性を有するが個別の層を有しない自動車の内張に適した不織布の製造が可能になる。強化された表面領域および所定の空気流抵抗を発生させるために、この表面領域内に一体化された領域を有し、自動車用内張として使用するのに適した不織布を得ることができるのは驚くべきことである。本発明により製造された不織布は、極端に薄くて軽量であり、容易に調整することができるので、所定の剛性および選択可能な音響的効果を有するようにデザインすることができる。
【0021】
本発明の不織布は、長期間、過酷に使用しても薄膜状に剥離することがないという特に有利な効果を奏する。薄膜状に剥離するリスクを排除すると、結果として本発明の不織布の耐久性も向上することになる。さらに、本発明の不織布は、ただ1つのタイプの材料から形成することができ、現代の自動車用内張に対して要求される特性のすべてを有しているのである。したがって、本発明の不織布は、単一材料から成る部品として製造することができ、この部品を安価に処理したり、またはリサイクルしたりすることが可能となる。
【0022】
以下、明確にするために、エンドレスの長繊維または特定の長さを有する繊維との間の区別をせず、用語「繊維」は両方を含むこととする。専門家にとっては、用語「超極細繊維」は、一般に、0.01から1.0dtexまでの繊度、好ましくは0.1から0.6dtexまでの繊度、そして通常は0.2dtexの繊度を有するメルトブロー繊維を意味する。本願において言及される粗い繊維は、1.0dtexよりも太い繊度を有するべきであり、および/またはサイザル、コイア、アサ、樹皮、またはガラス繊維、金属繊維または鉱物繊維などの天然繊維を含むこともできる。
【0023】
本発明に係る不織布のさらに有利な実施形態は、従属クレームの特徴を有する。
【発明を実施するための最良の形態】
【0024】
以下、代表的な実施例および図面により、本発明についてより詳細に説明する。
本発明に係る不織布1を製造するためには、図1に概略的に示したように、粗い繊維から成る不織布2が超極細繊維層で被覆される。この粗い不織布2は好ましくはPETから成るスパンボンド繊維を含み、そして、その繊維は1.0dtexより太い繊度を有する。この粗い繊維から成る不織布は、繊維骨格としての役割を果たし、音響的ばね質量系の柔らかいばねの特性を有し、且つ優れた復元能力を有する。この繊維骨格は、20と800g/m2との間の目付を有することができ、好ましくはPET材料から成っている。この骨格は、天然繊維、ガラス繊維、金属繊維または鉱物繊維を含むこともできることは明らかである。
【0025】
本実施例において、被覆された不織布は、いわゆる流体による交絡処理にかけられ、該処理により、積層された超極細繊維層3が微細なウォータージェット5によって表面領域4内へと送り込まれる。本願で使われている用語「表面領域」は、超極細繊維を含んでいて、不織布全体の厚さの1/3と1/2との間に延在している不織布の領域を規定している。このプロセスの間に、超極細繊維は骨格繊維に沿って滑り、そして、骨格繊維の周りに巻き付くか、または好ましくは繊維骨格の接合点の周りで撚られる。
これら超極細繊維は、0.01から1.0dtexまでの繊度、好ましくは0.1から0.6dtexまでの繊度、そして通常は0.2dtexの繊度を有しており、好ましくはPETまたはCo−PETから成っている。
【0026】
この方法により、超極細繊維の侵入深さを調節することが可能になり、また、これら導入された超極細繊維の重量割合値が、繊維骨格の表面領域全体にわたり選択的且つ連続的に分配されること、特に連続的に変化するように分配されることが保証される。これは、導入された超極細繊維材料の重量割合値の勾配が、選択的に調節されることを意味する。
【0027】
このように処理された繊維骨格2は、次いで、乾燥および加熱処理にかけられ、特に、繊維骨格2の表面領域4に導入された超極細繊維を熱空気またはその他の加熱手段6により熱融着させる処理ステーションを通って移送される。この処理ステーションを通過すると、超極細繊維3の形態が液滴に変化しており、該液滴が粗い繊維同士を、特にそれらの接合点または交差点の領域において互いに結合し、それにより、当該領域における繊維骨格が強化される。
【0028】
このようにして、多孔性で形状保持型の不織布を製造することができる。即ち、現代自動車産業によって使用されるような、音響的効果を有する自己形状維持型の部品を製造することができる。この不織布の音響特性および剛性が、繊維材料の変化および分布、および/または該繊維の太さ、および/または選択された繊維の割合値によって、選択的に影響されることは明らかである。
【0029】
図1のセクションAが図2に示されている。この図から、液滴状の熱融着超極細繊維材料7が、どのようにして繊維骨格2の粗い繊維8に堆積し、結果として、不織布をその表面領域4において強化するのかが明らかになる。
【0030】
図3のaは、本発明の不織布1におけるそれぞれ特性の異なる領域間の相互関係を示している。概略的に示された不織布1は、3つの領域、即ち、微小多孔性の表面領域4、弾性を有するコア領域19、および空気不透過性のベース領域10を備えている。ベース領域10および表面領域4は類似した方法で製造されるが、これらの熱融着超極細繊維材料は、種々の異なる重量割合値および侵入深さを有することができる。
【0031】
図3のbは、本発明の不織布の深さに応じた空気流抵抗値Rtの典型的な曲線を示している。表面領域4における空気流抵抗の特性値は、500と5000Nsm−3との間にあり、コア領域19ではこれらの値は約200Nsm−3にあり、ベース領域10では200と10,000Nsm−3以上との間にある。
【0032】
図3のcに示された曲線は、深さdに対する曲げ剛性Bの依存性を例により示している。この曲げ剛性は、実質的に、熱融着超極細繊維材料の重量割合値および表面領域における繊維の密度に依存している。この例では、微小気孔表面領域4における勾配が、空気不透過性のベース領域10における勾配よりも小さくなっている。本発明の不織布では、曲げ剛性の値は、0.005と10.5Nmとの間で変化することができ、特にこれらの値は0.025と6.0Nmとの間にある。
【0033】
図3のdは、種々の繊維および熱融着繊維材料の密度割合値Kを示している。曲線aは、スパンボンド繊維または粗い繊維の密度の典型的な値を示しており、これらの繊維は、流体による交絡処理のために、表面領域における密度がより大きくなっている。曲線bは、熱融着超極細繊維材料の典型的密度分布を示しており、その重量割合値が連続的に変化する経路をたどっていることがわかる。この繊維材料の勾配は、流体による交絡処理の継続期間および水圧に依存している。粗い繊維の超極細繊維に対する比は3:1の範囲にある。曲線cは、不織布の表面領域内へと導入されたが溶融されていないメルトブロー繊維の割合値を示している。これらのメルトブロー繊維により、空気流抵抗を特に調節することができる。これらの非熱融着超極細繊維は、特に、0.01から1.0dtexまでの繊度を有するメルトブロー繊維であり、そして特に、ポリエステル、コポリエステル、ポリアミド、ポリプロピレンまたは類似の合成材料、好ましくはPETまたはCo−PETから成っている。
【0034】
図4は、本発明の不織布を顕微鏡で見た図を概略的に示している。この図は、粗い繊維8から成る多孔性の繊維骨格が、どのようにして熱融着超極細繊維材料7および非熱融着超極細繊維材料9で充填されているかを示している。表面直下に存在する熱融着繊維の重量割合値は、表面領域4の内部における割合値よりもかなり高くなっている。この領域における非熱融着超極細繊維の分布もはっきり示されている。繊維骨格の表面領域における微小多孔性の強化層の形成は、本発明の不織布にとって必要不可欠である。
【0035】
本発明の不織布1は、用途に特有な特性を有する部品を得るために、同じタイプのその他の不織布と組み合わせることができることは明らかである。このような製造プロセスが、図5に概略的に示されている。このプロセスでは、互いに異なるようにデザインされた不織布11、12が、互いに異なる中間製品14、15、16、17を得るために、公知の流体による交絡処理(ステーション13)にかけられる。これらの中間製品は、適切な方法で互いに上に積み重ねられ、公知の熱処理プロセス18により互いに結合される。
【0036】
本発明の不織布に、空気透過性の装飾層、または空気および/または水を透過させないフォイルを設けることが出来ることは、専門家には明らかである。装飾層として特に適切な層は、編まれた層、ニット、織物、装飾不織布および/または発泡体層である。
【図面の簡単な説明】
【0037】
【図1】本発明の不織布を製造するための方法を示す略図である。
【図2】図1における領域Aの拡大図である。
【図3】a〜dは本発明の不織布の物理特性を示す略図である。
【図4】本発明の不織布の拡大された部分を示す略図である。
【図5】本発明の不織布のさらに発展した製造プロセスを示す略図である。
【特許請求の範囲】
【請求項1】
粗い繊維(8)から成る多孔性の繊維骨格(2)を含み、特に短繊維またはスパンボンド繊維を含む、自動車の内張用の音響的効果を有する不織布(1)であって、
上記繊維骨格(2)が、前面および/または後面の表面領域(4,10)に、重量割合値が連続的に変化する熱融着超極細繊維材料(7)を有しており、上記不織布(1)が、所定の空気流抵抗を有すると共に、所定の曲げ剛性により少なくともその表面領域(4,10)で強化されて自己支持型となるように、上記熱融着超極細繊維材料(7)が粗い繊維(8)に粘着してこれら粗い繊維を結合しているもの。
【請求項2】
請求項1に記載の不織布であって、上記粗い繊維(8)が、1dtexよりも大きい繊度、特に1から35dtexまでの範囲の繊度、好ましくは6から17dtexまでの繊度を有するもの。
【請求項3】
請求項1または2に記載の不織布であって、上記粗い繊維(8)が、スパンボンド繊維であって、特にポリエステル、ポリプロピレンまたはポリアミドから成り、好ましくはPETから成っているもの。
【請求項4】
請求項1から3の何れかに記載の不織布であって、上記不織布(1)が非熱融着超極細繊維(9)を含んでいるもの。
【請求項5】
請求項4に記載の不織布であって、上記非熱融着超極細繊維(9)が0.01から1.0dtexまでの範囲の繊度、好ましくは0.1から0.6dtexまでの繊度、および通常は約0.2dtexの繊度を有するもの。
【請求項6】
請求項1から5の何れかに記載の不織布であって、上記超極細繊維材料(7)が、メルトブロー繊維材料であり、特にポリエステル、コポリエステル、ポリアミド、コポリアミド、ポリプロピレン、コポリプロピレンまたは類似のポリマーから成っており、好ましくはPETまたはCo−PETから成っているもの。
【請求項7】
請求項1から6の何れかに記載の不織布であって、上記粗い繊維(8)が上記超極細繊維材料(7)よりも高い融点を有するもの。
【請求項8】
請求項1から7の何れかに記載の不織布であって、上記繊維不織布(1)の表面領域(4)における空気流抵抗が、200と60,000Nsm−3との間の値、特に800と35,000Nsm−3との間の値、好ましくは1,000と20,000Nsm−3との間の値および主として約1,400Nsm−3の値を有するもの。
【請求項9】
請求項1から8の何れかに記載の不織布であって、上記繊維不織布(1)の曲げ剛性(B)が、0.005と10Nmとの間の値、特に0.025と6.0Nmとの間の値を有するもの。
【請求項10】
請求項1から9の何れかに記載の不織布であって、該不織布に、少なくとも1つの別の不織布を組み合わせたもの。
【請求項11】
請求項1から10の何れかに記載の不織布であって、該不織布に、空気不透過性の層を設けたもの。
【請求項12】
請求項1から11の何れかに記載の不織布であって、該不織布に、装飾層を設けたもの。
【請求項1】
粗い繊維(8)から成る多孔性の繊維骨格(2)を含み、特に短繊維またはスパンボンド繊維を含む、自動車の内張用の音響的効果を有する不織布(1)であって、
上記繊維骨格(2)が、前面および/または後面の表面領域(4,10)に、重量割合値が連続的に変化する熱融着超極細繊維材料(7)を有しており、上記不織布(1)が、所定の空気流抵抗を有すると共に、所定の曲げ剛性により少なくともその表面領域(4,10)で強化されて自己支持型となるように、上記熱融着超極細繊維材料(7)が粗い繊維(8)に粘着してこれら粗い繊維を結合しているもの。
【請求項2】
請求項1に記載の不織布であって、上記粗い繊維(8)が、1dtexよりも大きい繊度、特に1から35dtexまでの範囲の繊度、好ましくは6から17dtexまでの繊度を有するもの。
【請求項3】
請求項1または2に記載の不織布であって、上記粗い繊維(8)が、スパンボンド繊維であって、特にポリエステル、ポリプロピレンまたはポリアミドから成り、好ましくはPETから成っているもの。
【請求項4】
請求項1から3の何れかに記載の不織布であって、上記不織布(1)が非熱融着超極細繊維(9)を含んでいるもの。
【請求項5】
請求項4に記載の不織布であって、上記非熱融着超極細繊維(9)が0.01から1.0dtexまでの範囲の繊度、好ましくは0.1から0.6dtexまでの繊度、および通常は約0.2dtexの繊度を有するもの。
【請求項6】
請求項1から5の何れかに記載の不織布であって、上記超極細繊維材料(7)が、メルトブロー繊維材料であり、特にポリエステル、コポリエステル、ポリアミド、コポリアミド、ポリプロピレン、コポリプロピレンまたは類似のポリマーから成っており、好ましくはPETまたはCo−PETから成っているもの。
【請求項7】
請求項1から6の何れかに記載の不織布であって、上記粗い繊維(8)が上記超極細繊維材料(7)よりも高い融点を有するもの。
【請求項8】
請求項1から7の何れかに記載の不織布であって、上記繊維不織布(1)の表面領域(4)における空気流抵抗が、200と60,000Nsm−3との間の値、特に800と35,000Nsm−3との間の値、好ましくは1,000と20,000Nsm−3との間の値および主として約1,400Nsm−3の値を有するもの。
【請求項9】
請求項1から8の何れかに記載の不織布であって、上記繊維不織布(1)の曲げ剛性(B)が、0.005と10Nmとの間の値、特に0.025と6.0Nmとの間の値を有するもの。
【請求項10】
請求項1から9の何れかに記載の不織布であって、該不織布に、少なくとも1つの別の不織布を組み合わせたもの。
【請求項11】
請求項1から10の何れかに記載の不織布であって、該不織布に、空気不透過性の層を設けたもの。
【請求項12】
請求項1から11の何れかに記載の不織布であって、該不織布に、装飾層を設けたもの。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2006−526081(P2006−526081A)
【公表日】平成18年11月16日(2006.11.16)
【国際特許分類】
【出願番号】特願2006−504163(P2006−504163)
【出願日】平成16年3月30日(2004.3.30)
【国際出願番号】PCT/CH2004/000193
【国際公開番号】WO2004/088025
【国際公開日】平成16年10月14日(2004.10.14)
【出願人】(502324354)リーター テクノロジーズ アー ゲー (11)
【氏名又は名称原語表記】RIETER TECHNOLOGIES A.G.
【Fターム(参考)】
【公表日】平成18年11月16日(2006.11.16)
【国際特許分類】
【出願日】平成16年3月30日(2004.3.30)
【国際出願番号】PCT/CH2004/000193
【国際公開番号】WO2004/088025
【国際公開日】平成16年10月14日(2004.10.14)
【出願人】(502324354)リーター テクノロジーズ アー ゲー (11)
【氏名又は名称原語表記】RIETER TECHNOLOGIES A.G.
【Fターム(参考)】
[ Back to top ]