
車両の骨格構造、骨格補強構造、ピラー構造及び部品製造方法
【課題】本発明は、軽量化を可能にした車両の骨格構造、骨格補強構造、ピラー構造及び部品製造方法を提供する。
【解決手段】本発明に係るピラー構造に適用されるリーンフォースメント1にあっては、単一の板材Eをプレス加工によって、伸張させて、板材Eを伸張させる度合いが大きい程、板材Eの加工硬化が高められるといった技術を応用したものである。板材Eのプレス加工による加工硬化を利用し、車両のピラーの補強に利用されているリーンフォースメント1の剛性分布を長手方向で容易に変えることができる。本発明のように、板材Eが伸張されている度合いを長手方向で変えることは、プレス成形の金型Kによって容易に行うことができるので、成形性が良好になるといった効果を奏する。しかも、均一な肉厚をもった板材を利用することができるので、コスト低減を可能にし、薄い板材であっても、容易に剛性をもたせることができ、車両のピラー構造の軽量化が可能になる。
【解決手段】本発明に係るピラー構造に適用されるリーンフォースメント1にあっては、単一の板材Eをプレス加工によって、伸張させて、板材Eを伸張させる度合いが大きい程、板材Eの加工硬化が高められるといった技術を応用したものである。板材Eのプレス加工による加工硬化を利用し、車両のピラーの補強に利用されているリーンフォースメント1の剛性分布を長手方向で容易に変えることができる。本発明のように、板材Eが伸張されている度合いを長手方向で変えることは、プレス成形の金型Kによって容易に行うことができるので、成形性が良好になるといった効果を奏する。しかも、均一な肉厚をもった板材を利用することができるので、コスト低減を可能にし、薄い板材であっても、容易に剛性をもたせることができ、車両のピラー構造の軽量化が可能になる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、メンバの長手方向で剛性が変更させられている車両の骨格構造、骨格補強構造、ピラー構造及び部品製造方法に関するものである。
【背景技術】
【0002】
従来、このような分野の技術として、特開2009−1121号公報がある。この公報に記載されたセンターピラーの補強部材(リーンフォースメント)は、上部部材と中央部材と下部部材との端面突き合わせ接合により構成され、引張り強度が異なる3種類の鋼板を溶接した後、プレス加工によって成形されている。そして、成形性を良好にするために、上部部材の鋼板の引張強度は、中央部材の鋼板よりも低くなっている。また、下部部材にあっては、上部部材よりも引張強度が小さな鋼板が利用されている。このように、補強部材を3分割することで、超高張力鋼板の利用を可能にし、補強部材の剛性を長手方向において容易に変更することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−1121号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、前述した従来のセンターピラー用補強部材にあっては、ピラーの強度を3段階に設定するために利用される超高張力鋼板は、加工が難く、超高張力鋼板を利用しない場合には、部位毎に更なる補強を必要とし、このことが重量の増大を引き起こすといった問題点があった。
【0005】
本発明は、軽量化を可能にした車両の骨格構造、骨格補強構造、ピラー構造及び部品製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、板材がプレス成形されてなるメンバが利用される車両の骨格構造において、
メンバは、プレス圧により板材が伸張される度合いを長手方向で変えて、メンバの剛性が長手方向で変えられていることを特徴とする。
【0007】
この車両の骨格構造に適用されるメンバにあっては、単一の板材をプレス加工によって、伸張させて、板材を伸張させる度合いが大きい程、板材の加工硬化が高められるといった技術を応用したものである。板材のプレス加工による加工硬化を利用し、車両の骨格に利用されているメンバの剛性分布を長手方向で容易に変えることができる。本発明のように、板材が伸張されている度合いを長手方向で変えることは、プレス成形の金型によって容易に行うことができるので、成形性が良好になるといった効果を奏する。しかも、均一な肉厚をもった板材を利用することができるので、コスト低減を可能にし、薄い板材であっても、容易に剛性をもたせることができ、車両の骨格構造の軽量化が可能になる。また、従来にあっては、骨格の剛性を局所的に高めるためには、骨格の剛性を補助するための部品を溶接やボルト止め等によって骨格に固定させる必要があり、このことは、コスト、作業性、重量などの増加を引き起こしていたが、本発明にあっては、骨格の剛性を補助するための部品を省略することができ、コスト、作業性、重量などの低減が図られている。特に、ハット形状、断面コ字状、断面U字状をなすメンバにあっては、絞り加工された面をその全体に渡って加工硬化させることができるので、加工硬化面積の増大が図られている。
【0008】
本発明は、板材がプレス成形されてなる補強部材が利用される車両の骨格補強構造において、
補強部材は、プレス圧により板材が伸張される度合いを長手方向で変えて、補強部材の剛性が長手方向で変えられていることを特徴とする。
【0009】
この車両の骨格補強構造に適用される補強部材にあっては、単一の板材をプレス加工によって、伸張させて、板材を伸張させる度合いが大きい程、板材の加工硬化が高められるといった技術を応用したものである。板材のプレス加工による加工硬化を利用し、車両の骨格補強に利用されているメンバの剛性分布を長手方向で容易に変えることができる。本発明のように、板材が伸張されている度合いを長手方向で変えることは、プレス成形の金型によって容易に行うことができるので、成形性が良好になるといった効果を奏する。しかも、均一な肉厚をもった板材を利用することができるので、コスト低減を可能にし、薄い板材であっても、容易に剛性をもたせることができ、車両の骨格補強構造の軽量化が可能になる。また、従来にあっては、骨格補強の剛性を局所的に高めるためには、補強部材に別の補強部材を溶接やボルト止め等によって固定させる必要があり、このことは、コスト、作業性、重量などの増加を引き起こしていたが、本発明にあっては、骨格補強構造の剛性を補助するための部品を省略することができ、コスト、作業性、重量などの低減が図られている。特に、ハット形状、断面コ字状、断面U字状をなす補強部材にあっては、絞り加工された面をその全体に渡って加工硬化させることができるので、加工硬化面積の増大が図られている。
【0010】
本発明は、板材がプレス成形されてなるリーンフォースメントが利用される車両のピラー構造において、
リーンフォースメントは、プレス圧により板材が伸張される度合いを長手方向で変えて、リーンフォースメントの剛性が長手方向で変えられていることを特徴とする。
【0011】
このピラー構造に適用されるリーンフォースメントにあっては、単一の板材をプレス加工によって、伸張させて、板材を伸張させる度合いが大きい程、板材の加工硬化が高められるといった技術を応用したものである。板材のプレス加工による加工硬化を利用し、車両のピラーの補強に利用されているリーンフォースメントの剛性分布を長手方向で容易に変えることができる。本発明のように、板材が伸張されている度合いを長手方向で変えることは、プレス成形の金型によって容易に行うことができるので、成形性が良好になるといった効果を奏する。しかも、均一な肉厚をもった板材を利用することができるので、コスト低減を可能にし、薄い板材であっても、容易に剛性をもたせることができ、車両のピラー構造の軽量化が可能になる。また、従来にあっては、ピラーのリーンフォースメントの剛性を局所的に高めるためには、リーンフォースメントの裏面に別の補強部材を溶接やボルト止め等によって固定させる必要があり、このことは、コスト、作業性、重量などの増加を引き起こしていたが、本発明にあっては、ピラーのリーンフォースメントの剛性を補助するための部品を省略することができ、コスト、作業性、重量などの低減が図られている。特に、ハット形状、断面コ字状、断面U字状をなすリーンフォースメントにあっては、絞り加工された面をその全体に渡って加工硬化させることができるので、加工硬化面積の増大が図られている。
【0012】
また、リーンフォースメントのベルトライン部より上側の衝突非変形領域における伸張度合いは、リーンフォースメントのベルトライン部から下側の衝突変形予定領域における伸張度合いに対して高められていると好適である。
このような構成を採用すると、リーンフォースメントのベルトライン部から下側の衝突変形予定領域で、側突時に確実に変形させて、ベルトライン部より上側の衝突非変形領域での変形を適切に抑制することができる。
【0013】
また、衝突変形予定領域は、アッパーヒンジ座部とロアヒンジ座部とを含み、アッパーヒンジ座部を挟んで且つベルトライン部にまで達する領域Bの伸張度合いと、ロアヒンジ座部の上部から離間して且つ領域Bまで達する領域Aの伸張度合いと、衝突非変形領域Cの伸張度合いと、の関係は、C>A>Bを満足すると好適である。
このような構成を採用すると、衝突変形予定領域において、アッパーヒンジ座部とロアヒンジ座部との間の2箇所に座屈予定部を作り出し、側突時に座屈予定部を座屈させてリーンフォースメントに生じる曲げモーメントを抑制することができ、これによって、衝突非変形領域の部位の変形を低減させることができる。しかも、座屈予定部を時間差をもって下から折るようにしているので、リーンフォースメントにおける衝突非変形領域の部位を立たせるように制御することができ、側突時の居住空間の確保を確実ならしめている。
【0014】
本発明は、板材の縁部を第1の金型部と第2の金型部とで挟み込んだ状態で、プッシャによって板材を断面ハット状の成形品に変形させるようにした部品製造方法において、
板材の縁部を第1の金型部と第2の金型部とで挟み込むための挟持圧を、板材の長手方向で変えることで、プッシャによるプレス圧によって板材が伸張される度合いを長手方向で変えることを特徴とする。
【0015】
この部品製造方法にあっては、断面ハット状の成形品がフランジ部をもっているといった形状に着目して発案されたものであり、板材が伸張される度合いを長手方向で変えるにあたって、第1の金型部と第2の金型部とで板材の縁部を挟み込むための挟持圧を、板材の長手方向で段階的又は連続的に変えるといった技術的思想に基づいてなされた発明である。
【発明の効果】
【0016】
本発明によれば、軽量化が可能になる。
【図面の簡単な説明】
【0017】
【図1】本発明に係るピラー構造に適用されるリーンフォースメントの一実施形態を示す斜視図である。
【図2】リーンフォースメントの側突時の変形状態を示す側面図である。
【図3】板材の伸張度合いを示す図である。
【図4】金型を示す断面図である。
【図5】本発明に係る車両の骨格構造に適用されるメンバの一実施形態を示す斜視図である。
【発明を実施するための形態】
【0018】
以下、図面を参照しつつ本発明に係る車両の骨格構造、骨格補強構造、ピラー構造及び部品製造方法の好適な実施形態について詳細に説明する。
【0019】
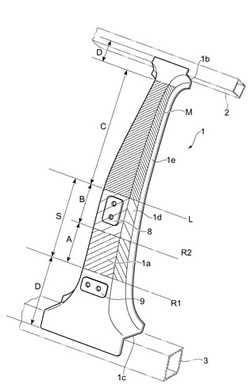
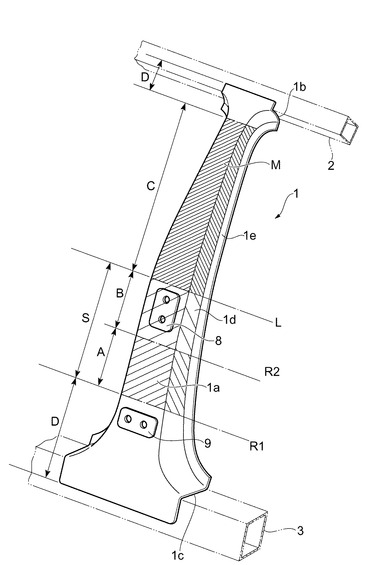
図1に示されるように、ルーフサイドレール2とロッカ3との間で渡されるセンターピラーのリーンフォースメント1の上部には、ルーフサイドレール2に溶接させるための上部取付部1bが設けられ、リーンフォースメント1の下部には、ロッカ3に溶接させるための下部取付部1cが設けられている。更に、リーンフォースメント1は、断面ハット状に形成され、上部取付部1bと取付部1cとの間に延在するリーンフォースメント1の主要部Mは、正面部1aと両側面部1dとで断面コ字状に形成され、主要部Mの両側には、長手方向にフランジ部1eが設けられている。
【0020】
更に、リーンフォースメント1の正面部1aには、ドアのヒンジが固定されるアッパーヒンジ座部8とロアヒンジ座部9とが形成されている。そして、センターピラーにあっては、このような構成のリーンフォースメント1の外側は、図示されないサイドアウタパネルで覆われている。
【0021】
ピラーにおいて、フロントピラーは、正面衝突やオフセット衝突時に居住空間を確保する役目をもち、これに対して、センターピラーは、側突時に居住空間を確保するのに大きく係わっている。側突時にあっては、乗員の頭部を保護するために、センターピラーの上側半分すなわちベルトライン部Lより上側が内側に倒れ込むことがないようにして、ルーフの潰れを防止する必要がある。
【0022】
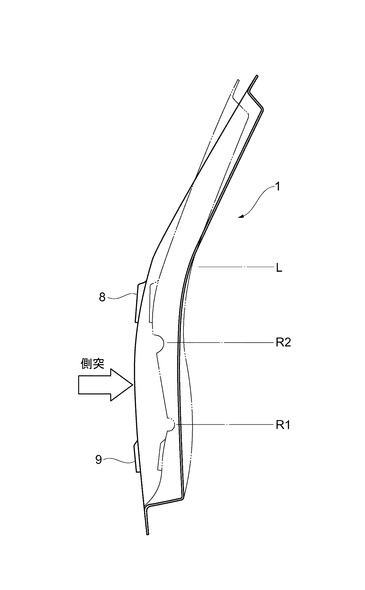
そして、リーンフォースメント1は、剛性を高めるために板材の絞り加工により成形されるが、センターピラーにあっては、側突時、図2の二点鎖線に示すように、センターピラーの下側を適切に変形させて、センターピラーの上側すなわちベルトライン部Lより上側の衝突非変形領域Cが内側に倒れ込むことがないようにする必要がある。
【0023】
そこで、図1に示すように、リーンフォースメント1の主要部Mの正面部1a及び両側面部1dにおいて、衝突非変形領域Cは、プレス圧により板材が伸張される度合いが高められ、ベルトライン部Lから下側の衝突変形予定領域Sでは、ベルトライン部Lより上側の衝突非変形領域Cよりも板材の伸張度合いが小さくなっている。このような構成を採用すると、リーンフォースメント1のベルトライン部Lから下側の衝突変形予定領域Sで、側突時に確実に変形させて、ベルトライン部Lより上側の衝突非変形領域Cでの変形を適切に抑制することができる。
【0024】
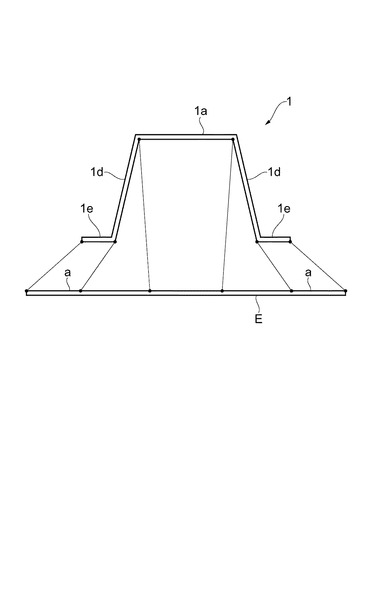
なお、図1において、斜線のピッチ幅が小さいほど、伸張度合い及び加工硬化が大きくなっている。そして、図3に示すように、リーンフォースメント1と板材Eとの比較において、板材Eに対するリーンフォースメント1の伸び率が大きい部分ほど、大きな加工硬化を受けることになる。
【0025】
このピラー構造に適用されるリーンフォースメント1にあっては、単一の板材Eをプレス加工によって、伸張させて、板材Eを伸張させる度合いが大きい程、板材Eの加工硬化が高められるといった技術を応用したものである。板材Eのプレス加工による加工硬化を利用し、車両のピラーの補強に利用されているリーンフォースメント1の剛性分布を長手方向で容易に変えることができる。本発明のように、板材Eが伸張されている度合いを長手方向で変えることは、プレス成形の金型K(図4参照)によって容易に行うことができるので、成形性が良好になるといった効果を奏する。
【0026】
しかも、均一な肉厚をもった板材を利用することができるので、コスト低減を可能にし、薄い板材であっても、容易に剛性をもたせることができ、車両のピラー構造の軽量化が可能になる。また、従来にあっては、ピラーのリーンフォースメントの剛性を局所的に高めるためには、リーンフォースメントの裏面に別の補強部材を溶接やボルト止め等によって固定させる必要があり、このことは、コスト、作業性、重量などの増加を引き起こしていたが、本発明にあっては、ピラーのリーンフォースメント1の剛性を補助するための部品を省略することができ、コスト、作業性、重量などの低減が図られている。特に、ハット形状、断面コ字状、断面U字状をなすリーンフォースメント1にあっては、絞り加工された面をその全体に渡って加工硬化させることができるので、加工硬化面積の増大が図られている。
【0027】
この衝突変形予定領域Sは、アッパーヒンジ座部8とロアヒンジ座部9とを含み、衝突変形予定領域S内でアッパーヒンジ座部8とロアヒンジ座部9との間で2箇所の座屈予定部R1,R2を確保するために、アッパーヒンジ座部8を挟んで且つベルトライン部Lにまで達する領域Bの伸張度合いと、ロアヒンジ座部9の上部から離間して且つ領域Bまで達する領域Aの伸張度合いと、衝突非変形領域Cの伸張度合いと、の関係は、C>A>Bを満足している。なお、リーンフォースメント1において、領域A,B,C以外は、伸張度合いが最も低い一般領域Dをなしている。従って、アッパーヒンジ座部8とロアヒンジ座部9との間で伸張度合い差が存在する下側には一次座屈予定部R1が作り出され、上側には二次座屈予定部R2が作り出されている。
【0028】
よって、図2に示すように、側突時に座屈予定部R1,R2を長手方向に対して直交する方向で座屈させてリーンフォースメント1に生じる曲げモーメントを抑制することができ、これによって、衝突非変形領域Cの部位の変形を低減させることができる。しかも、リーンフォースメント1にあっては、側突時に一次座屈予定部R1を最初に座屈させ、次に二次座屈予定部R2を座屈させるようにしているので、リーンフォースメント1における衝突非変形領域Cの部位を立たせるように制御することができ、側突時の居住空間の確保を確実ならしめている。
【0029】
なお、領域A,B,Cにおける板材の伸張度合い差は、リーンフォースメント1の材質などの諸条件により、適宜決定される。
【0030】
次に、部品の一例としてのリーンフォースメント1の製造方法について説明する。
【0031】
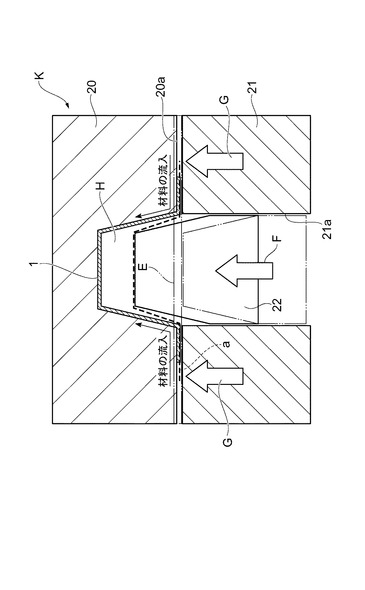
図4に示すように、金型Kは、キャビティHを有する第1の金型部20と、第1の金型部20のキャビティHを囲むように配置された合わせ面20aにクッション性をもって板材Eを押し当てる第2の金型部21と、第2の金型部21の開口部21aを通ってキャビティH内に挿入されるプッシャ22とで構成されている。
【0032】
このような金型Kの第2の金型部21の押圧力Gは、領域Dと領域Cとの間の部分と、ベルトライン部Lと、一次座屈予定部R1と、二次座屈予定部R2とを境にして変えられている。すなわち、第2の金型部21は、1個の金型部20に対して5分割されており、それぞれで、押圧力Gが異なっている。
【0033】
従って、押圧力Gが小さいほど、板材Eの縁部aからキャビティHに向かう材料の流入量が増え、押圧力Gが大きいほど、板材Eの縁部aからキャビティHに向かう材料の流入量が減少する。すなわち、板材Eの縁部aを第1の金型部20と第2の金型部21とで挟み込むための挟持圧(第2の金型部21の押圧力G)を、板材Eの長手方向で変えることで、プッシャ22によるプレス圧Fによって板材Eが伸張される度合いを長手方向で変えることができる。
【0034】
図1に示されたリーンフォースメント1にあって、押圧力Gは、C>A>B>Dの順に大きくなっており、これに伴って加工硬化が増大している。なお、プッシャ22のプレス圧Fは、長手方向において一定である。
【0035】
このような製造方法にあっては、断面ハット状の成形品(リーンフォースメント1)がフランジ部1eをもっているといった形状に着目して発案されたものであり、板材Eが伸張される度合いを長手方向で変えるにあたって、第1の金型部20と第2の金型部21とで板材Eの縁部aを挟み込むための挟持圧(第2の金型部21の押圧力G)を、板材Eの長手方向で段階的に変えるといった技術的思想に基づいてなされた発明である。なお、挟持圧(第2の金型部21の押圧力G)を、板材Eの長手方向で連続的に変えてもよい。
【0036】
本発明は、前述した実施形態に限定されないことは言うまでもない。
【0037】
本発明は、センターピラーに限らず、フロントピラーやリアピラーにも適用可能である。
【0038】
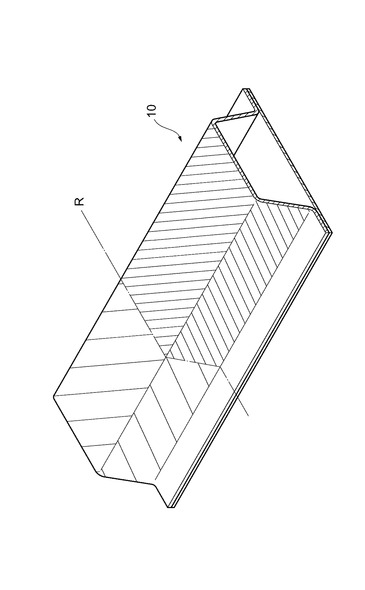
また、図5に示すように、本発明は、ルーフサイドレールやロッカなどに利用される車両の骨格のメンバ10の全てに適用可能であり、屈曲予定部Rの採用によって、骨格のメンバ10の長手方向に剛性の強弱を容易につけることができ、衝突時のエネルギー吸収を確実に行わせるような設計を容易に行うことが可能となる。この作用効果については、リーンフォースメント1と同様である。
【0039】
また、リーンフォースメント1は、ピラーの補強部材であるが、骨格の他の補強部材にも、本発明の適用可能である。
【符号の説明】
【0040】
1…リーンフォースメント、8…アッパーヒンジ座部、9…ロアヒンジ座部、A,B…領域、C…衝突非変形領域、D…一般領域、L…ベルトライン部、R,R1,R2…座屈予定部、S…衝突変形予定領域、20…第1の金型部、21…第2の金型部、22…プッシャ、E…板材、a…板材の縁部、K…金型。
【技術分野】
【0001】
本発明は、メンバの長手方向で剛性が変更させられている車両の骨格構造、骨格補強構造、ピラー構造及び部品製造方法に関するものである。
【背景技術】
【0002】
従来、このような分野の技術として、特開2009−1121号公報がある。この公報に記載されたセンターピラーの補強部材(リーンフォースメント)は、上部部材と中央部材と下部部材との端面突き合わせ接合により構成され、引張り強度が異なる3種類の鋼板を溶接した後、プレス加工によって成形されている。そして、成形性を良好にするために、上部部材の鋼板の引張強度は、中央部材の鋼板よりも低くなっている。また、下部部材にあっては、上部部材よりも引張強度が小さな鋼板が利用されている。このように、補強部材を3分割することで、超高張力鋼板の利用を可能にし、補強部材の剛性を長手方向において容易に変更することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−1121号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、前述した従来のセンターピラー用補強部材にあっては、ピラーの強度を3段階に設定するために利用される超高張力鋼板は、加工が難く、超高張力鋼板を利用しない場合には、部位毎に更なる補強を必要とし、このことが重量の増大を引き起こすといった問題点があった。
【0005】
本発明は、軽量化を可能にした車両の骨格構造、骨格補強構造、ピラー構造及び部品製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、板材がプレス成形されてなるメンバが利用される車両の骨格構造において、
メンバは、プレス圧により板材が伸張される度合いを長手方向で変えて、メンバの剛性が長手方向で変えられていることを特徴とする。
【0007】
この車両の骨格構造に適用されるメンバにあっては、単一の板材をプレス加工によって、伸張させて、板材を伸張させる度合いが大きい程、板材の加工硬化が高められるといった技術を応用したものである。板材のプレス加工による加工硬化を利用し、車両の骨格に利用されているメンバの剛性分布を長手方向で容易に変えることができる。本発明のように、板材が伸張されている度合いを長手方向で変えることは、プレス成形の金型によって容易に行うことができるので、成形性が良好になるといった効果を奏する。しかも、均一な肉厚をもった板材を利用することができるので、コスト低減を可能にし、薄い板材であっても、容易に剛性をもたせることができ、車両の骨格構造の軽量化が可能になる。また、従来にあっては、骨格の剛性を局所的に高めるためには、骨格の剛性を補助するための部品を溶接やボルト止め等によって骨格に固定させる必要があり、このことは、コスト、作業性、重量などの増加を引き起こしていたが、本発明にあっては、骨格の剛性を補助するための部品を省略することができ、コスト、作業性、重量などの低減が図られている。特に、ハット形状、断面コ字状、断面U字状をなすメンバにあっては、絞り加工された面をその全体に渡って加工硬化させることができるので、加工硬化面積の増大が図られている。
【0008】
本発明は、板材がプレス成形されてなる補強部材が利用される車両の骨格補強構造において、
補強部材は、プレス圧により板材が伸張される度合いを長手方向で変えて、補強部材の剛性が長手方向で変えられていることを特徴とする。
【0009】
この車両の骨格補強構造に適用される補強部材にあっては、単一の板材をプレス加工によって、伸張させて、板材を伸張させる度合いが大きい程、板材の加工硬化が高められるといった技術を応用したものである。板材のプレス加工による加工硬化を利用し、車両の骨格補強に利用されているメンバの剛性分布を長手方向で容易に変えることができる。本発明のように、板材が伸張されている度合いを長手方向で変えることは、プレス成形の金型によって容易に行うことができるので、成形性が良好になるといった効果を奏する。しかも、均一な肉厚をもった板材を利用することができるので、コスト低減を可能にし、薄い板材であっても、容易に剛性をもたせることができ、車両の骨格補強構造の軽量化が可能になる。また、従来にあっては、骨格補強の剛性を局所的に高めるためには、補強部材に別の補強部材を溶接やボルト止め等によって固定させる必要があり、このことは、コスト、作業性、重量などの増加を引き起こしていたが、本発明にあっては、骨格補強構造の剛性を補助するための部品を省略することができ、コスト、作業性、重量などの低減が図られている。特に、ハット形状、断面コ字状、断面U字状をなす補強部材にあっては、絞り加工された面をその全体に渡って加工硬化させることができるので、加工硬化面積の増大が図られている。
【0010】
本発明は、板材がプレス成形されてなるリーンフォースメントが利用される車両のピラー構造において、
リーンフォースメントは、プレス圧により板材が伸張される度合いを長手方向で変えて、リーンフォースメントの剛性が長手方向で変えられていることを特徴とする。
【0011】
このピラー構造に適用されるリーンフォースメントにあっては、単一の板材をプレス加工によって、伸張させて、板材を伸張させる度合いが大きい程、板材の加工硬化が高められるといった技術を応用したものである。板材のプレス加工による加工硬化を利用し、車両のピラーの補強に利用されているリーンフォースメントの剛性分布を長手方向で容易に変えることができる。本発明のように、板材が伸張されている度合いを長手方向で変えることは、プレス成形の金型によって容易に行うことができるので、成形性が良好になるといった効果を奏する。しかも、均一な肉厚をもった板材を利用することができるので、コスト低減を可能にし、薄い板材であっても、容易に剛性をもたせることができ、車両のピラー構造の軽量化が可能になる。また、従来にあっては、ピラーのリーンフォースメントの剛性を局所的に高めるためには、リーンフォースメントの裏面に別の補強部材を溶接やボルト止め等によって固定させる必要があり、このことは、コスト、作業性、重量などの増加を引き起こしていたが、本発明にあっては、ピラーのリーンフォースメントの剛性を補助するための部品を省略することができ、コスト、作業性、重量などの低減が図られている。特に、ハット形状、断面コ字状、断面U字状をなすリーンフォースメントにあっては、絞り加工された面をその全体に渡って加工硬化させることができるので、加工硬化面積の増大が図られている。
【0012】
また、リーンフォースメントのベルトライン部より上側の衝突非変形領域における伸張度合いは、リーンフォースメントのベルトライン部から下側の衝突変形予定領域における伸張度合いに対して高められていると好適である。
このような構成を採用すると、リーンフォースメントのベルトライン部から下側の衝突変形予定領域で、側突時に確実に変形させて、ベルトライン部より上側の衝突非変形領域での変形を適切に抑制することができる。
【0013】
また、衝突変形予定領域は、アッパーヒンジ座部とロアヒンジ座部とを含み、アッパーヒンジ座部を挟んで且つベルトライン部にまで達する領域Bの伸張度合いと、ロアヒンジ座部の上部から離間して且つ領域Bまで達する領域Aの伸張度合いと、衝突非変形領域Cの伸張度合いと、の関係は、C>A>Bを満足すると好適である。
このような構成を採用すると、衝突変形予定領域において、アッパーヒンジ座部とロアヒンジ座部との間の2箇所に座屈予定部を作り出し、側突時に座屈予定部を座屈させてリーンフォースメントに生じる曲げモーメントを抑制することができ、これによって、衝突非変形領域の部位の変形を低減させることができる。しかも、座屈予定部を時間差をもって下から折るようにしているので、リーンフォースメントにおける衝突非変形領域の部位を立たせるように制御することができ、側突時の居住空間の確保を確実ならしめている。
【0014】
本発明は、板材の縁部を第1の金型部と第2の金型部とで挟み込んだ状態で、プッシャによって板材を断面ハット状の成形品に変形させるようにした部品製造方法において、
板材の縁部を第1の金型部と第2の金型部とで挟み込むための挟持圧を、板材の長手方向で変えることで、プッシャによるプレス圧によって板材が伸張される度合いを長手方向で変えることを特徴とする。
【0015】
この部品製造方法にあっては、断面ハット状の成形品がフランジ部をもっているといった形状に着目して発案されたものであり、板材が伸張される度合いを長手方向で変えるにあたって、第1の金型部と第2の金型部とで板材の縁部を挟み込むための挟持圧を、板材の長手方向で段階的又は連続的に変えるといった技術的思想に基づいてなされた発明である。
【発明の効果】
【0016】
本発明によれば、軽量化が可能になる。
【図面の簡単な説明】
【0017】
【図1】本発明に係るピラー構造に適用されるリーンフォースメントの一実施形態を示す斜視図である。
【図2】リーンフォースメントの側突時の変形状態を示す側面図である。
【図3】板材の伸張度合いを示す図である。
【図4】金型を示す断面図である。
【図5】本発明に係る車両の骨格構造に適用されるメンバの一実施形態を示す斜視図である。
【発明を実施するための形態】
【0018】
以下、図面を参照しつつ本発明に係る車両の骨格構造、骨格補強構造、ピラー構造及び部品製造方法の好適な実施形態について詳細に説明する。
【0019】
図1に示されるように、ルーフサイドレール2とロッカ3との間で渡されるセンターピラーのリーンフォースメント1の上部には、ルーフサイドレール2に溶接させるための上部取付部1bが設けられ、リーンフォースメント1の下部には、ロッカ3に溶接させるための下部取付部1cが設けられている。更に、リーンフォースメント1は、断面ハット状に形成され、上部取付部1bと取付部1cとの間に延在するリーンフォースメント1の主要部Mは、正面部1aと両側面部1dとで断面コ字状に形成され、主要部Mの両側には、長手方向にフランジ部1eが設けられている。
【0020】
更に、リーンフォースメント1の正面部1aには、ドアのヒンジが固定されるアッパーヒンジ座部8とロアヒンジ座部9とが形成されている。そして、センターピラーにあっては、このような構成のリーンフォースメント1の外側は、図示されないサイドアウタパネルで覆われている。
【0021】
ピラーにおいて、フロントピラーは、正面衝突やオフセット衝突時に居住空間を確保する役目をもち、これに対して、センターピラーは、側突時に居住空間を確保するのに大きく係わっている。側突時にあっては、乗員の頭部を保護するために、センターピラーの上側半分すなわちベルトライン部Lより上側が内側に倒れ込むことがないようにして、ルーフの潰れを防止する必要がある。
【0022】
そして、リーンフォースメント1は、剛性を高めるために板材の絞り加工により成形されるが、センターピラーにあっては、側突時、図2の二点鎖線に示すように、センターピラーの下側を適切に変形させて、センターピラーの上側すなわちベルトライン部Lより上側の衝突非変形領域Cが内側に倒れ込むことがないようにする必要がある。
【0023】
そこで、図1に示すように、リーンフォースメント1の主要部Mの正面部1a及び両側面部1dにおいて、衝突非変形領域Cは、プレス圧により板材が伸張される度合いが高められ、ベルトライン部Lから下側の衝突変形予定領域Sでは、ベルトライン部Lより上側の衝突非変形領域Cよりも板材の伸張度合いが小さくなっている。このような構成を採用すると、リーンフォースメント1のベルトライン部Lから下側の衝突変形予定領域Sで、側突時に確実に変形させて、ベルトライン部Lより上側の衝突非変形領域Cでの変形を適切に抑制することができる。
【0024】
なお、図1において、斜線のピッチ幅が小さいほど、伸張度合い及び加工硬化が大きくなっている。そして、図3に示すように、リーンフォースメント1と板材Eとの比較において、板材Eに対するリーンフォースメント1の伸び率が大きい部分ほど、大きな加工硬化を受けることになる。
【0025】
このピラー構造に適用されるリーンフォースメント1にあっては、単一の板材Eをプレス加工によって、伸張させて、板材Eを伸張させる度合いが大きい程、板材Eの加工硬化が高められるといった技術を応用したものである。板材Eのプレス加工による加工硬化を利用し、車両のピラーの補強に利用されているリーンフォースメント1の剛性分布を長手方向で容易に変えることができる。本発明のように、板材Eが伸張されている度合いを長手方向で変えることは、プレス成形の金型K(図4参照)によって容易に行うことができるので、成形性が良好になるといった効果を奏する。
【0026】
しかも、均一な肉厚をもった板材を利用することができるので、コスト低減を可能にし、薄い板材であっても、容易に剛性をもたせることができ、車両のピラー構造の軽量化が可能になる。また、従来にあっては、ピラーのリーンフォースメントの剛性を局所的に高めるためには、リーンフォースメントの裏面に別の補強部材を溶接やボルト止め等によって固定させる必要があり、このことは、コスト、作業性、重量などの増加を引き起こしていたが、本発明にあっては、ピラーのリーンフォースメント1の剛性を補助するための部品を省略することができ、コスト、作業性、重量などの低減が図られている。特に、ハット形状、断面コ字状、断面U字状をなすリーンフォースメント1にあっては、絞り加工された面をその全体に渡って加工硬化させることができるので、加工硬化面積の増大が図られている。
【0027】
この衝突変形予定領域Sは、アッパーヒンジ座部8とロアヒンジ座部9とを含み、衝突変形予定領域S内でアッパーヒンジ座部8とロアヒンジ座部9との間で2箇所の座屈予定部R1,R2を確保するために、アッパーヒンジ座部8を挟んで且つベルトライン部Lにまで達する領域Bの伸張度合いと、ロアヒンジ座部9の上部から離間して且つ領域Bまで達する領域Aの伸張度合いと、衝突非変形領域Cの伸張度合いと、の関係は、C>A>Bを満足している。なお、リーンフォースメント1において、領域A,B,C以外は、伸張度合いが最も低い一般領域Dをなしている。従って、アッパーヒンジ座部8とロアヒンジ座部9との間で伸張度合い差が存在する下側には一次座屈予定部R1が作り出され、上側には二次座屈予定部R2が作り出されている。
【0028】
よって、図2に示すように、側突時に座屈予定部R1,R2を長手方向に対して直交する方向で座屈させてリーンフォースメント1に生じる曲げモーメントを抑制することができ、これによって、衝突非変形領域Cの部位の変形を低減させることができる。しかも、リーンフォースメント1にあっては、側突時に一次座屈予定部R1を最初に座屈させ、次に二次座屈予定部R2を座屈させるようにしているので、リーンフォースメント1における衝突非変形領域Cの部位を立たせるように制御することができ、側突時の居住空間の確保を確実ならしめている。
【0029】
なお、領域A,B,Cにおける板材の伸張度合い差は、リーンフォースメント1の材質などの諸条件により、適宜決定される。
【0030】
次に、部品の一例としてのリーンフォースメント1の製造方法について説明する。
【0031】
図4に示すように、金型Kは、キャビティHを有する第1の金型部20と、第1の金型部20のキャビティHを囲むように配置された合わせ面20aにクッション性をもって板材Eを押し当てる第2の金型部21と、第2の金型部21の開口部21aを通ってキャビティH内に挿入されるプッシャ22とで構成されている。
【0032】
このような金型Kの第2の金型部21の押圧力Gは、領域Dと領域Cとの間の部分と、ベルトライン部Lと、一次座屈予定部R1と、二次座屈予定部R2とを境にして変えられている。すなわち、第2の金型部21は、1個の金型部20に対して5分割されており、それぞれで、押圧力Gが異なっている。
【0033】
従って、押圧力Gが小さいほど、板材Eの縁部aからキャビティHに向かう材料の流入量が増え、押圧力Gが大きいほど、板材Eの縁部aからキャビティHに向かう材料の流入量が減少する。すなわち、板材Eの縁部aを第1の金型部20と第2の金型部21とで挟み込むための挟持圧(第2の金型部21の押圧力G)を、板材Eの長手方向で変えることで、プッシャ22によるプレス圧Fによって板材Eが伸張される度合いを長手方向で変えることができる。
【0034】
図1に示されたリーンフォースメント1にあって、押圧力Gは、C>A>B>Dの順に大きくなっており、これに伴って加工硬化が増大している。なお、プッシャ22のプレス圧Fは、長手方向において一定である。
【0035】
このような製造方法にあっては、断面ハット状の成形品(リーンフォースメント1)がフランジ部1eをもっているといった形状に着目して発案されたものであり、板材Eが伸張される度合いを長手方向で変えるにあたって、第1の金型部20と第2の金型部21とで板材Eの縁部aを挟み込むための挟持圧(第2の金型部21の押圧力G)を、板材Eの長手方向で段階的に変えるといった技術的思想に基づいてなされた発明である。なお、挟持圧(第2の金型部21の押圧力G)を、板材Eの長手方向で連続的に変えてもよい。
【0036】
本発明は、前述した実施形態に限定されないことは言うまでもない。
【0037】
本発明は、センターピラーに限らず、フロントピラーやリアピラーにも適用可能である。
【0038】
また、図5に示すように、本発明は、ルーフサイドレールやロッカなどに利用される車両の骨格のメンバ10の全てに適用可能であり、屈曲予定部Rの採用によって、骨格のメンバ10の長手方向に剛性の強弱を容易につけることができ、衝突時のエネルギー吸収を確実に行わせるような設計を容易に行うことが可能となる。この作用効果については、リーンフォースメント1と同様である。
【0039】
また、リーンフォースメント1は、ピラーの補強部材であるが、骨格の他の補強部材にも、本発明の適用可能である。
【符号の説明】
【0040】
1…リーンフォースメント、8…アッパーヒンジ座部、9…ロアヒンジ座部、A,B…領域、C…衝突非変形領域、D…一般領域、L…ベルトライン部、R,R1,R2…座屈予定部、S…衝突変形予定領域、20…第1の金型部、21…第2の金型部、22…プッシャ、E…板材、a…板材の縁部、K…金型。
【特許請求の範囲】
【請求項1】
板材がプレス成形されてなるメンバが利用される車両の骨格構造において、
前記メンバは、プレス圧により板材が伸張される度合いを長手方向で変えて、前記メンバの剛性が長手方向で変えられていることを特徴とする車両の骨格構造。
【請求項2】
板材がプレス成形されてなる補強部材が利用される車両の骨格補強構造において、
前記補強部材は、プレス圧により板材が伸張される度合いを長手方向で変えて、前記補強部材の剛性が長手方向で変えられていることを特徴とする車両の骨格補強構造。
【請求項3】
板材がプレス成形されてなるリーンフォースメントが利用される車両のピラー構造において、
前記リーンフォースメントは、プレス圧により板材が伸張される度合いを長手方向で変えて、前記リーンフォースメントの剛性が長手方向で変えられていることを特徴とする車両のピラー構造。
【請求項4】
前記リーンフォースメントのベルトライン部より上側の衝突非変形領域における伸張度合いは、前記リーンフォースメントの前記ベルトライン部から下側の衝突変形予定領域における伸張度合いに対して高められていることを特徴とする請求項3に記載の車両のピラー構造。
【請求項5】
前記衝突変形予定領域は、アッパーヒンジ座部とロアヒンジ座部とを含み、前記アッパーヒンジ座部を挟んで且つ前記ベルトライン部にまで達する領域Bの伸張度合いと、前記ロアヒンジ座部の上部から離間して且つ前記領域Bまで達する領域Aの伸張度合いと、前記衝突非変形領域Cの伸張度合いと、の関係は、C>A>Bを満足することを特徴とする請求項4に記載のピラー構造。
【請求項6】
板材の縁部を第1の金型部と第2の金型部とで挟み込んだ状態で、プッシャによって前記板材を断面ハット状の成形品に変形させるようにした部品製造方法において、
前記板材の前記縁部を前記第1の金型部と前記第2の金型部とで挟み込むための挟持圧を、前記板材の長手方向で変えることで、前記プッシャによるプレス圧によって前記板材が伸張される度合いを長手方向で変えることを特徴とする部品製造方法。
【請求項1】
板材がプレス成形されてなるメンバが利用される車両の骨格構造において、
前記メンバは、プレス圧により板材が伸張される度合いを長手方向で変えて、前記メンバの剛性が長手方向で変えられていることを特徴とする車両の骨格構造。
【請求項2】
板材がプレス成形されてなる補強部材が利用される車両の骨格補強構造において、
前記補強部材は、プレス圧により板材が伸張される度合いを長手方向で変えて、前記補強部材の剛性が長手方向で変えられていることを特徴とする車両の骨格補強構造。
【請求項3】
板材がプレス成形されてなるリーンフォースメントが利用される車両のピラー構造において、
前記リーンフォースメントは、プレス圧により板材が伸張される度合いを長手方向で変えて、前記リーンフォースメントの剛性が長手方向で変えられていることを特徴とする車両のピラー構造。
【請求項4】
前記リーンフォースメントのベルトライン部より上側の衝突非変形領域における伸張度合いは、前記リーンフォースメントの前記ベルトライン部から下側の衝突変形予定領域における伸張度合いに対して高められていることを特徴とする請求項3に記載の車両のピラー構造。
【請求項5】
前記衝突変形予定領域は、アッパーヒンジ座部とロアヒンジ座部とを含み、前記アッパーヒンジ座部を挟んで且つ前記ベルトライン部にまで達する領域Bの伸張度合いと、前記ロアヒンジ座部の上部から離間して且つ前記領域Bまで達する領域Aの伸張度合いと、前記衝突非変形領域Cの伸張度合いと、の関係は、C>A>Bを満足することを特徴とする請求項4に記載のピラー構造。
【請求項6】
板材の縁部を第1の金型部と第2の金型部とで挟み込んだ状態で、プッシャによって前記板材を断面ハット状の成形品に変形させるようにした部品製造方法において、
前記板材の前記縁部を前記第1の金型部と前記第2の金型部とで挟み込むための挟持圧を、前記板材の長手方向で変えることで、前記プッシャによるプレス圧によって前記板材が伸張される度合いを長手方向で変えることを特徴とする部品製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−101648(P2012−101648A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2010−251063(P2010−251063)
【出願日】平成22年11月9日(2010.11.9)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成22年11月9日(2010.11.9)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]