
車両ボンネット用ライニング
本発明は、好ましくはライニングの1つの縁に沿って細長い、少なくとも1つのくぼみ(14)を有する車両ボンネット用ライニング(10)であって、くぼみが、その端部から離れて、くぼみの全体長さに沿って同一の形で同時にかつ連続的に再現されない少なくとも1つの特異性(36A、36B、56、68、97)を有する車両ボンネット用ライニング(10)を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両フードに関する。
【背景技術】
【0002】
重ね合わされた外板およびライニングを備える車両フードが、すでに知られている。外板は、本質的に平面であり、ライニングは、フードが車両に装着されたときに本質的に車両の横断方向に延びるくぼみを含み、くぼみは、フードの後端部に位置し、少なくとも1つの中空体を形成するためにフードの外板と協働するように成形されている。
【0003】
ライニングは、シートモールディングコンパウンド(SMC)などの熱硬化性材料で作製され、外板は、アルミニウムなどの金属で作製される。
【0004】
フードの外板およびライニングは、それぞれの端部で接着および圧着によって互いに接続され、その後これらは、車両上に装着される。
【発明の概要】
【発明が解決しようとする課題】
【0005】
それにも関わらず、これらを構成する2つの種類の材料が固有の特性を有しているために、外板およびライニングは、温度に対して非常に異なった挙動をとる。したがって、フードは、温度が上昇するときに、フードを一緒に構成する外板とライニングの間の膨張差の結果として変形する傾向がある。これは、車体が電気泳動を通り抜けるときに特に問題となり、この電気泳動中、車体およびそれ上に装着されたフードは、浴内に浸され、次いで非常に高温で炉を通り抜ける。炉に存在する間、外板は、端部の各々で外板に取り付けられたライニングよりも大きく膨張し、それによって、フードの変形を生じさせる。さらに、フードが炉を通り抜けている間、接着剤を硬化させるための処置が施される場合、外板およびフードは、フードの変形された形状において互いに対して固定状態で保たれ、これは、冷却時にフードをその正常な形状に戻すことがもはや可能でないため、満足のいくものではない。
【0006】
膨張差に関連付けられる残留変形の問題は、外板およびライニングが、他の材料から作製されている場合、類似するものである。特に、この問題はまた、鋼で作製された外板および熱可塑性材料で作製されたライニングに対しても存在するが、そのような状況下では、外板よりも大きく膨張するのはライニングであるということが異なる。
【0007】
本発明の目的は、高温および冷却を通過した後のフードの変形を抑制、またはさらには回避することを可能にするライニングを提供することによってこれらの欠点に対処することである。
【課題を解決するための手段】
【0008】
この目的のため、本発明は、好ましくはライニングの縁に沿った少なくとも1つの細長いくぼみを有する車両フードライニングであって、くぼみが、その端部から距離を離して、くぼみの全長さに沿って同一にかつ連続的に再現されない少なくとも1つの特異性を有するくぼみを有する車両フードライニングを提供する。
【0009】
当然ながら、この特異性は、ライニングの初期状態に存在するものであり、衝撃にさらされ、その衝撃の結果だけで特異性を有するフードライニングは、本発明のライニングを構成するものではない。
【0010】
そのような特異性は、くぼみの断面を局所的に変化させる。オリフィスまたは起伏した一部分が、そのような特異性を形成することができる。それに対して、くぼみの2つの壁の間の交差部に位置するくぼみ内の縁または凹角コーナは、特異性であるが、くぼみの全体長さにわたって同一的にかつ連続的に再現されるものである。
【0011】
くぼみは、ライニングの最も剛性の部分であるため、ライニングの変形を誘導するくぼみである。
【0012】
したがって、くぼみ内に少なくとも1つの特異性、たとえばオリフィスを提供することにより、くぼみの壁(複数可)は、従来技術で起こるように中実および連続的ではなく、それによってライニングの変形を容易にする。
【0013】
フードライニングは、したがって、外板の膨張により容易に追随し、膨張差によってフード内に誘発される変形は、こうして減らされる。
【0014】
その結果、外板およびライニングが、接着剤によって互いに接続されたとき、かつ接着剤が、フードが電気泳動炉を通り抜ける間に硬化される場合、フードの変形が小さいために、外板およびライニングが互いに対して固定状態で保たれている間のこれらの相対位置は、満足な状態を維持する。
【0015】
本発明はまた、外板より大きく変形するのがライニングであるときにも、この結果を達成することを可能にする。
【0016】
さらに、フードの変形が小さいため、外板およびライニングが、これらを互いに結合させる接着剤がすでに硬化されているためにすでに互いに対して固定状態で保たれている場合、次いで電気泳動炉を通り抜けるとき、ライニングが受ける応力はより小さくなり、フードの経時的な挙動は改善される。
【0017】
外板およびライニングが接着剤によって接続されるとき、本発明はまた、フードが電気泳動を通り抜けるときのその変形の結果、接着剤内に、または接着剤と外板またはライニングの間の接触面に現れるせん断応力を低減し、それによってライニングに対する外板の締め付けを改善することを可能にもする。
【0018】
本発明はまた、以下のリストの特徴の1つまたは複数を有する:
ライニングは、外板のほぼ全領域にわたって外板を覆って重ね合わされるように寸法設定される。特に、ライニングは、別個の長手軸方向に延びる複数の細長いくぼみを有する。
【0019】
くぼみは、少なくとも2つ、好ましくは3つの特異性を含み、それによってフードが膨張した場合のその挙動に対するこれらの特異性の影響を最適にする。
【0020】
特異性は、形状特異性であり、くぼみは、好ましくは、包絡表面がくぼみに沿ってかつ一定である基準断面を有して画定される場合、包絡線上に重ね合わされたくぼみの部分は、少なくとも1つの中断またはオリフィスを有するようにして成形される。
【0021】
くぼみの少なくとも1つの壁は、少なくとも1つのオリフィスを有する。少なくとも1つのオリフィスが壁内に形成する空間のため、そのようなオリフィスは、ライニングの変形を容易にし、それが受ける応力を低減する。オリフィスは、ライニングの圧縮膨張を吸収するために特に有利である。ライニングが電気泳動を通り抜けるとき、その強度は、高温によって劣化し、ライニングは、それ自体の重量の影響の下でたるむ傾向がある。この影響は、フードの熱膨張に逆らうものであり、ライニングの特定の部分は、この現象の結果圧縮に受ける。したがって、オリフィスの存在は、より具体的には圧縮におけるライニングのより大きい変形を可能にし、ライニングがたるんだ結果その中に発生した応力を低減することを可能にする。これらのオリフィスはまた、ライニングに対してケーブルを位置決めし、保持するようにも働く。
【0022】
特に、くぼみは、少なくとも2つの壁と、これらの2つの壁の間の交線とを備え、オリフィスはこの線を中断している。これは、フードの変形による応力が、縁部およびくぼみの凹角コーナに特に集中しているため特に有利である。そのようなオリフィスは、これらの要素の形状を「破壊」し、ライニングがより容易に変形することを可能にし、それが受ける応力を低減することができる。
【0023】
くぼみの少なくとも1つの壁は、起伏した少なくとも1つの突出またはくぼんだ部分を含む。特に、起伏した部分は、少なくとも1つの縁または凹角コーナを含み、好ましくは、狭間胸壁(crenellation)の形態である。くぼみの主要壁に対して突出するまたはくぼんだ縁または凹角コーナの存在は、ライニングが、前記縁または前記凹角コーナで折り曲げられ、展開されることを可能にする。したがって、これは、くぼみおよび結果的にはライニングの変形を容易にし、それによって膨張差の結果その中に発生した応力を低減する。さらに、起伏したそのような部分により、くぼみを用いて形成された中空体の硬化特性は、特異性がオリフィス形態の場合よりも良好である。
【0024】
くぼみは、少なくとも2つの壁と共にこれら2つの壁の間の交線を含み、起伏した部分は、この線と連続している。ライニングに対するそのような一致により、応力をくぼみの縁または凹角コーナ、すなわち応力が特に集められるゾーンで低減させることができる。
【0025】
くぼみは、起伏した部分と連続しているゾーン内に第1の厚さを有し、一方で起伏した部分は、第1の厚さより小さい第2の厚さを有する。起伏した部分の厚さを低減することにより、ライニングの変形は、さらにより容易になる。
【0026】
特異性は、材料特異性である。特に、くぼみは、第1の材料で作製され、少なくとも1つのオリフィスを画定する第1の部分と、第1の材料とは異なる第2の材料で作製され、好ましくはオーバーモールドによって第1の材料内に埋め込まれることによってオリフィスの少なくとも1つ内に配置される第2の部分とを有する。第2の部分は、好ましくはフードの外板と同じ材料から作製される。材料特異性を有するライニングは、特に2つの材料の1つが金属またはガラス繊維強化プラスチック材料であるときに非常に良好な剛性を有し、それによってライニングの強度が増大され、電気泳動を通り抜ける間のそれ自体の重量の影響下におけるそのたるみが低減される。さらに、第2の部分の形状および材料が、適切に選択されたとき、これらは、くぼみがフードと同じ大きさで膨張することを助けるように働く。たとえば、アルミニウムフードで作製されたフードと、プラスチック材料、たとえばSMCで作製された第1の部分およびアルミニウムで作製された第2の部分とを有するライニングの場合、くぼみの第2の部分は、第1の部分よりも大きく膨張し、ライニングを、外板が膨張するやり方により近いやり方で、フードを変形させることを回避するように膨張させることを可能にする傾向がある。また、第2の部分は、型打ちした形状を有する、またはくぼみの第1の部分上に重ね合わされることも可能である。
【0027】
くぼみの壁から突出して、ライニングは、ライニングが車両上に装着されたときに好ましくは本質的に垂直に下向きに延びるリブを含み、このリブは、特に封止ガスケットを自由端部に担持している。このリブは、したがって、ライニング自体の重量の結果のそのどのようなたるみも防止する、または少なくとも抑制するように働くが、その理由は、これは、車両の車体の一部を形成する部分に当接し、それによってフードを定位置に保持することを可能にするためである。封止ガスケットはまた、フードのスカットルゾーン内に封止をもたらすようにも働き、このときくぼみは、フードの後部分内に位置付けられ、その横断方向に延びており、それによって車両の室内空間と車両のエンジン室の間に密封分離を確立している。
【0028】
第1の材料は、プラスチック材料、特にシートモールディングコンパウンド(SMC)などの熱硬化性材料であり、一方で第2の材料は、アルミニウムまたは鋼などの金属材料である。
【0029】
第1の材料は、特に、ポリプロピレンまたはポリアミドベースの、任意選択でガラス繊維で強化された熱可塑性材料から選択されたプラスチック材料であり、第2の材料は、アルミニウムまたは鋼などの金属材料、第1の材料とは別個のプラスチック材料、金属−プラスチック複合材料および/または炭素またはマグネシウムを含む金属−プラスチック複合材料から選択される。
【0030】
くぼみは、フードの横断方向に沿って、好ましくはその後縁に沿って本質的に延びる。
【0031】
本発明はまた:
本発明によるライニングと、
鋼、アルミニウム、または金属/プラスチックハイブリッド材料などの金属材料から作製された外板とを備える車両フードも提供する。
【0032】
さらに、本発明のフードのライニングおよび外板は、くぼみの端部の各々で互いに接続され得る。
【0033】
任意選択で、ライニングの第2の材料は、外板を構成する材料と同じである。
【0034】
本発明はまた、車両ライニングを製作する方法も提供し、ライニングは、好ましくはライニングの縁に沿った少なくとも1つの細長いくぼみであって、その端部から距離を離して、くぼみの全体長さに沿って同一にかつ連続的に再現されない少なくとも1つの特異性を有するくぼみを有するようにして製作される。そのような方法は、本発明のライニングを製作することを可能にする。
【0035】
任意選択で、第1の材料を用いて型成形されるように設計されたライニングでは、第2の材料で作製された要素、特に金属材料から作製された要素が、ライニングを製作するための金型内に置かれ、それにより、ライニングが型成形された時点で、要素はくぼみの一部分を形成する。好ましくは外板の材料と同じものである異なる材料で作製された要素をこのようにしてオーバーモールドすることにより、ライニングの膨張に影響を与え、高温におけるフードの膨張差およびその変形を低減することが可能になる。
【0036】
有利には、第2の材料は、外板の材料とは異なるが、膨張におけるライニングの全体的な挙動が、外板のものに非常に類似するようにして選択される。
【0037】
本発明は、例としてのみ与えられ、図を参照してなされる以下の説明を読み取ることでより良好に理解され得る。
【図面の簡単な説明】
【0038】
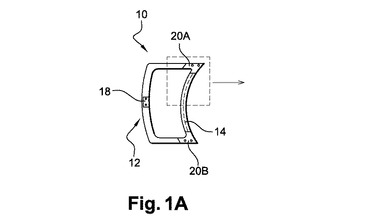
【図1A】本発明の実施形態におけるライニングの概略平面図である。
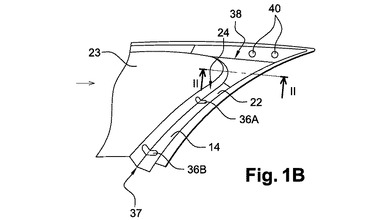
【図1B】図1Aのライニングの一部分の斜視図である。
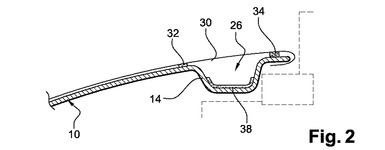
【図2】外板に組み付けられたときの、図1Bのライニングの平面II−II上の断面図である。
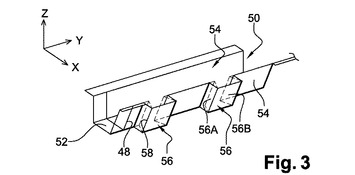
【図3】本発明の第2の実施形態におけるライニングの詳細の斜視図である。
【図4】本発明の第3の実施形態におけるライニングの詳細の斜視図である。
【図5】本発明の第4の実施形態におけるライニングの詳細の斜視図である。
【図6】本発明の第5の実施形態におけるライニングを含むフードの図である。
【発明を実施するための形態】
【0039】
図1Aは、本質的にフードの全体領域をわたって延び、したがって外板を本質的にその領域のすべてにわたって裏打ちするフードライニング10の線図である。ライニングは、フードの後部の近傍に、特にその後縁に沿ってフードの本質的に横断方向に延びる細長い後部分14を特に含む周囲のくぼみ12を含む。このくぼみ12、特に部分14は、フードの硬性の大部分に寄与する。
【0040】
これも図1Aで見られるように、ライニングは、フードを車体に取り付けるためのポイントを構成する位置18、20A、および20Bを含む。位置18は、ライニングの前縁の中心のくぼみの前部分内に存在し、ロックを受け入れるように働き、くぼみ14内の、ライニングの後コーナの1つに各々が存在する位置20Aおよび20Bは、ヒンジを受け入れるように働く。
【0041】
ライニングの後コーナの詳細を示す図1Bにより具体的に見られるように、くぼみの部分14は、U字形の断面を有しており、その凹面側は、外板およびライニングが一緒に組み立てられたときにフードの外板に向かって面するように設計されている。
【0042】
くぼみ14は、特に、ライニング10の中央部分23に対して本質的に平行である底壁22と、底部22をライニングの残りの部分に接続する2つの側壁24とを備える。
【0043】
図2に見られるように、ライニング10およびフード外板30が一緒に組み立てられたとき、くぼみ14は、フード外板と協働して中空体26を形成し、一緒になって空洞を画定する。さらに、外板およびライニングは、プラスチック充填剤32を、ライニングの中央ゾーンに隣接するくぼみのそばのライニングの長手方向縁に沿って、あるいは場合によっては高温時に、水分を用いて硬化可能である接着剤34を、フードの縁に隣接するライニングの他の長手方向縁に沿って用いることによって、くぼみの両側で互いに組み付けられる。さらに、くぼみのそばのライニングの端部において、外板およびライニングは、互いに圧着され、すなわち、外板は、ライニングの周りにクランプ締めされるように折り曲げられる。くぼみのその長手方向に沿った端部では、外板およびライニングはまた、特に接着剤および圧着を用いて互いに固定される。外板30は、鋼またはアルミニウムなどの金属材料で作製される。
【0044】
くぼみはまた、形状特異性を形成する2つのオリフィス36A、36Bも含む。これらのオリフィスは、底壁22およびくぼみの側壁24の1つ、この例ではライニングの中央ゾーンに近い方の壁の両方を貫通して形成される。したがって、オリフィスの各々は、底壁22と側壁24の間の合流部を示す凹角コーナを形成する線37を中断する。
【0045】
図2に見られるように、ライニング10はまた、くぼみ14の長手方向に沿ったその端部かつライニングの後コーナ内に補強部38も有し、この補強部は、締結ねじを用いることによってライニングにヒンジを取り付けることを可能にする(図1Bに明らかである)締結具オリフィス40を備える。
【0046】
図2に見られるように、この補強部は、くぼみ14上に、その端部においてその長手方向に重ね合わせられるようにU字形断面を有するように型打ちされる。
【0047】
ライニング、特にくぼみ14は、プラスチック材料、特にシートモールディングコンパウンド(SMC)などの熱硬化性材料で作製され、一方で補強部は、アルミニウムまたは鋼などの金属材料で作製され、前記材料は、好ましくはフード外板を構成する材料と同じである。
【0048】
したがって、ライニング10および外板30から構成されたフードが、特に電気泳動浴後に車体を乾燥させるための炉内で電気泳動にさらされたとき、フードは、高温に上昇し、外板およびライニングは膨張する。それにもかかわらず、外板およびライニングは、同じ材料で作製されていないため、膨張差がこれら2つの要素間に発生する。外板がアルミニウムで作製されるとき、ライニングはSMCで作製されているためにライニングよりも一層大きく膨張する。
【0049】
くぼみ内に形成されたオリフィスの結果、ライニングを変形させることがより容易になる。ライニングはこのとき、外板の変形により容易に追随することができる。
【0050】
さらに、くぼみ14内側の、金属材料で作製され、したがってライニングよりも大きく膨張する傾向がある補強部38の存在により、特にこれがアルミニウムで作製された場合、くぼみの膨張は、外板の膨張により近づき、それにより、ライニングは外板により容易に追随するようになる。
【0051】
図3は、本発明の第2の実施形態における自動車両フードライニングのくぼみ50を示している。
【0052】
第1の実施形態におけるくぼみのように、くぼみ50は、フードのほぼ横断方向に延びる。これは、U字形である断面を有し、特に底壁52および2つの側壁54を備える。
【0053】
図3に示されるように参照番号48が与えられたU字形の断面を有する包絡表面が、中空体から画定され、これは、くぼみの導線(director line)をたどり、この場合、1つのそのような導線は、図1A内に破線として描かれている。
【0054】
くぼみは、その側壁54の1つに、くぼみの内側から見たときに中空である起伏した2つの部分56を含む。したがって、包絡表面上に重ね合わされたくぼみの部分は、起伏した部分がくぼみ上に形成される位置に対応する2つのオリフィスを有する。
【0055】
これらの起伏した2つの部分の各々は、U字形であるX−Y平面内の断面を有し、くぼみ内に形状特異性を形成する。起伏したこれらの部分の長手方向は、くぼみの長手方向に対して本質的に垂直に延び、ライニングが車両上に閉位置で組み立てられたときに特に垂直方向に対応する。起伏した各々の部分は、特に平面端壁56Bおよび2つの同様の平面側壁56Aを備え、これは、本質的に垂直方向に延びる縁58を有する。
【0056】
したがって、くぼみの側壁54は、狭間胸壁の形態である。そのような形状は、起伏した部分56が、それらの縁58において折り曲げられるおよび/または拡がることができるため、くぼみの変形を容易にする。さらに、フードの硬性は、大きく低減されない。
【0057】
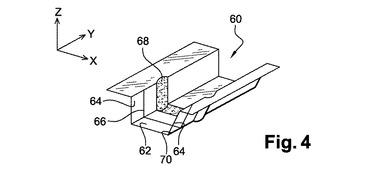
本発明の第3の実施形態におけるライニングが、図4を参照して以下で説明される。
【0058】
ライニング内のくぼみ60は、第1および第2の実施形態の形状に類似する形状のものであり、すなわち、本質的に細長い形状で、U字形の断面を有する。これはまた、底壁62および2つの側壁64も含む。上記のように、U字形の基準断面66が、前記くぼみから画定され、くぼみの導線に沿って延びている。
【0059】
このくぼみはまた、くぼみ内に形状特異性を形成する起伏した中空部分68も有する。この起伏した部分は、一方の側壁から他方にかけて全体の断面にわたって、すなわちくぼみの底壁62およびさらに側壁64の全横断方向寸法にわたって形成される。
【0060】
この起伏した部分は、溝またはトラフ状であり、くぼみの長手方向に対して垂直に延び、底壁内のX−Z平面および側壁内のX−Y平面内に断面を有し、円の部分を形成している。これは、包絡表面上に重ねられたくぼみの部分が、起伏68を含むその部分を中断するように成形される。
【0061】
この起伏した部分68は、底壁62と側壁64の間の合流部を示すくぼみの凹角コーナまたは線70で連続しており、これらを、これらの線が直線的でないように交差させる。
【0062】
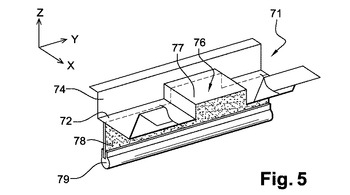
図5は、本発明の第4の実施形態におけるライニングのくぼみを示している。そのようなくぼみ71は、概ね細長い形状のものであり、U字形断面を有する。これは、底壁72および2つの側壁74を有する。これはまた、底壁72から突出し、中空体状の特異性を形成する起伏した部分76も有する。この起伏した部分は、第2の実施形態におけるものと同様に狭間胸壁を形成する。これは、くぼみ内へと延び、それにより、くぼみの底部72に対して本質的に平行に延びる起伏した部分の壁77が、ライニングおよび外板が一緒に組み立てられたときに、くぼみの底壁72よりもこうして外板に近づくようになる。
【0063】
ライニングはまた、くぼみの底壁72から突出するリブ78も含み、このリブ78は、底壁に対して本質的に垂直であり、その長手方向に対して平行であり、かつフードが車両上に組み付けられたときに垂直に下向きに延びる。その自由端部では、このリブは、フードが車両上に配置されたときにエンジン室の少なくとも1つの要素上に着座する封止ガスケット79を含む。この封止ガスケット79は、フードを車両の室内空間から遮断するように働き、このときくぼみは、図1のフード上のくぼみ14と同じようにしてフード上に位置している。さらに、リブは、エンジン室内部の部分に当接するため、これは、たとえば電気泳動中にフードが高温に上昇したときに発生する現象である、中空体がそれ自体の重量の影響下でたるむ程度を抑制するように働く。
【0064】
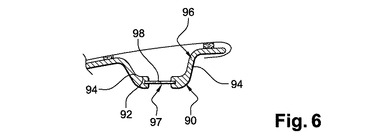
本発明の別の実施形態が、図6を参照して以下で説明される。
【0065】
この実施形態では、ライニングは、他のくぼみの形状に類似する形状のくぼみ90を含み、すなわち、このくぼみ90は、ほぼ主要方向に延び、U字形の断面を有する。これは、底壁92および側壁94を有する。
【0066】
このくぼみは、プラスチック材料、たとえばSMCで作製された第1の部分96を含み、その底壁92内に形成されたオリフィス97を有する。
【0067】
図6に見られるように、ライニングは、材料特異性を有している。プラスチック材料内に形成されたオリフィス97は、金属材料で作製され、くぼみのプラスチック材料部分内に形成されたオリフィス97を充填するようにライニング内に配置された第2の部分98で充填される。特に図6に見られるように、この第2の部分は、金属プレート98によって構成され、金属プレートは、型成形中にライニング内に埋め込まれ、それにより、ライニングの残りの部分に対するその位置が、正確に決定される。このタイプの複数の特異性が、くぼみ内に設けられ得る。このようにして、くぼみのプラスチック部分のオリフィス内に置かれた各々の金属プレートは、これを、くぼみのプラスチック部分より大なり小なりの程度で、かつライニングが、フードがその間高温に上昇する電気泳動の加熱処理作動中、フードの外板の膨張に追随するように選択された比で、膨張させることを可能にする材料で作製され得る。オリフィスの各々に形成された金属プレートは、したがって、好ましくはフードの外板と同じ材料で、またはより大きく膨張する材料で作製される。
【0068】
本発明は、上記で説明された実施形態に限定されない。
【0069】
外板およびライニングは、説明されたもの以外の材料で作製されてもよい。たとえば、ライニングは、ポリアミドまたはポリプロピレン上に置かれ、場合によってはガラス繊維で強化された熱可塑性材料で作製されてもよい。外板は、説明されたもの以外の金属材料のものでもよく、あるいは実際には、これは、プラスチック材料で作製されてもよい。ライニングおよび/または外板はまた、プラスチック材料および金属材料の両方、および場合によっては炭素またはマグネシウムを含むハイブリッド材料を用いて作製されてもよい。
【0070】
外板はまた、熱可塑性材料で作製されてもよく、ライニングは、金属材料で作製されてもよく、このとき外板は、ライニングよりも小さく膨張する。そのような状況下では、ライニングは、材料特異性を含むことができ、材料の第2の部分は、外板よりも小さく膨張する材料で作製されている。
【0071】
さらに、くぼみの形状は、説明されたものに限定されず、あるいは実際にはこれらは、フードに対するそれらの位置において限定されない。たとえばくぼみは、V字形断面のものでもよく、および/またはこれらは、本質的にフードの長手方向に延びてもよい。
【0072】
さらに、起伏した部分の形状、それらの位置、またはそれらの分布は、説明されたものに限定されない。例として、これらは、V字形断面のものでもよく、あるいは折り畳み式形状のものでもよい。オリフィスの形状は、説明された形状に限定されない。これらは、たとえば1つの壁だけに形成されてもよい。
【0073】
同様に、特異性が材料特異性であるとき、金属部分は、たとえば図1Bに示されるオリフィス36A、36Bの相補的な形状のものである、くぼみの底部92の一部分およびくぼみの側壁94の少なくとも1つの一部分上の両方に形成されてもよい。金属部分は、ここでは、型打ちするまたは折り畳むことによって得られ、プラスチックライニングを作製するための金型内に形成される。
【0074】
さらに、起伏した部分またはオリフィスの数は、上記で説明されたものに限定されない。特に、ライニングの変形を容易にするために、くぼみは少なくとも3つの特異性を有することが有利である。これらの要素はまた、ライニング内で組み合わせて有することもできる。
【0075】
くぼみが少なくとも1つの起伏した部分を有するとき、これはまた、起伏した部分と連続する、包絡表面上に重ね合わされた部分内の第1の厚さと、起伏を形成する部分内の、特にその縁部におけるより小さい第2の厚さとを有することもでき、それによってライニングの変形をさらに容易にする。
【0076】
ライニング内に存在する金属の補強部(複数可)は、説明されたもの以外のどのような形状のものでもよく、あるいは、説明されたもの以外の位置に配置されてもよいこともまた注視されなければならない。例として、単一の金属補強部が、くぼみ14の全体長さにわたって延びることができるなどがあげられる。
【技術分野】
【0001】
本発明は、車両フードに関する。
【背景技術】
【0002】
重ね合わされた外板およびライニングを備える車両フードが、すでに知られている。外板は、本質的に平面であり、ライニングは、フードが車両に装着されたときに本質的に車両の横断方向に延びるくぼみを含み、くぼみは、フードの後端部に位置し、少なくとも1つの中空体を形成するためにフードの外板と協働するように成形されている。
【0003】
ライニングは、シートモールディングコンパウンド(SMC)などの熱硬化性材料で作製され、外板は、アルミニウムなどの金属で作製される。
【0004】
フードの外板およびライニングは、それぞれの端部で接着および圧着によって互いに接続され、その後これらは、車両上に装着される。
【発明の概要】
【発明が解決しようとする課題】
【0005】
それにも関わらず、これらを構成する2つの種類の材料が固有の特性を有しているために、外板およびライニングは、温度に対して非常に異なった挙動をとる。したがって、フードは、温度が上昇するときに、フードを一緒に構成する外板とライニングの間の膨張差の結果として変形する傾向がある。これは、車体が電気泳動を通り抜けるときに特に問題となり、この電気泳動中、車体およびそれ上に装着されたフードは、浴内に浸され、次いで非常に高温で炉を通り抜ける。炉に存在する間、外板は、端部の各々で外板に取り付けられたライニングよりも大きく膨張し、それによって、フードの変形を生じさせる。さらに、フードが炉を通り抜けている間、接着剤を硬化させるための処置が施される場合、外板およびフードは、フードの変形された形状において互いに対して固定状態で保たれ、これは、冷却時にフードをその正常な形状に戻すことがもはや可能でないため、満足のいくものではない。
【0006】
膨張差に関連付けられる残留変形の問題は、外板およびライニングが、他の材料から作製されている場合、類似するものである。特に、この問題はまた、鋼で作製された外板および熱可塑性材料で作製されたライニングに対しても存在するが、そのような状況下では、外板よりも大きく膨張するのはライニングであるということが異なる。
【0007】
本発明の目的は、高温および冷却を通過した後のフードの変形を抑制、またはさらには回避することを可能にするライニングを提供することによってこれらの欠点に対処することである。
【課題を解決するための手段】
【0008】
この目的のため、本発明は、好ましくはライニングの縁に沿った少なくとも1つの細長いくぼみを有する車両フードライニングであって、くぼみが、その端部から距離を離して、くぼみの全長さに沿って同一にかつ連続的に再現されない少なくとも1つの特異性を有するくぼみを有する車両フードライニングを提供する。
【0009】
当然ながら、この特異性は、ライニングの初期状態に存在するものであり、衝撃にさらされ、その衝撃の結果だけで特異性を有するフードライニングは、本発明のライニングを構成するものではない。
【0010】
そのような特異性は、くぼみの断面を局所的に変化させる。オリフィスまたは起伏した一部分が、そのような特異性を形成することができる。それに対して、くぼみの2つの壁の間の交差部に位置するくぼみ内の縁または凹角コーナは、特異性であるが、くぼみの全体長さにわたって同一的にかつ連続的に再現されるものである。
【0011】
くぼみは、ライニングの最も剛性の部分であるため、ライニングの変形を誘導するくぼみである。
【0012】
したがって、くぼみ内に少なくとも1つの特異性、たとえばオリフィスを提供することにより、くぼみの壁(複数可)は、従来技術で起こるように中実および連続的ではなく、それによってライニングの変形を容易にする。
【0013】
フードライニングは、したがって、外板の膨張により容易に追随し、膨張差によってフード内に誘発される変形は、こうして減らされる。
【0014】
その結果、外板およびライニングが、接着剤によって互いに接続されたとき、かつ接着剤が、フードが電気泳動炉を通り抜ける間に硬化される場合、フードの変形が小さいために、外板およびライニングが互いに対して固定状態で保たれている間のこれらの相対位置は、満足な状態を維持する。
【0015】
本発明はまた、外板より大きく変形するのがライニングであるときにも、この結果を達成することを可能にする。
【0016】
さらに、フードの変形が小さいため、外板およびライニングが、これらを互いに結合させる接着剤がすでに硬化されているためにすでに互いに対して固定状態で保たれている場合、次いで電気泳動炉を通り抜けるとき、ライニングが受ける応力はより小さくなり、フードの経時的な挙動は改善される。
【0017】
外板およびライニングが接着剤によって接続されるとき、本発明はまた、フードが電気泳動を通り抜けるときのその変形の結果、接着剤内に、または接着剤と外板またはライニングの間の接触面に現れるせん断応力を低減し、それによってライニングに対する外板の締め付けを改善することを可能にもする。
【0018】
本発明はまた、以下のリストの特徴の1つまたは複数を有する:
ライニングは、外板のほぼ全領域にわたって外板を覆って重ね合わされるように寸法設定される。特に、ライニングは、別個の長手軸方向に延びる複数の細長いくぼみを有する。
【0019】
くぼみは、少なくとも2つ、好ましくは3つの特異性を含み、それによってフードが膨張した場合のその挙動に対するこれらの特異性の影響を最適にする。
【0020】
特異性は、形状特異性であり、くぼみは、好ましくは、包絡表面がくぼみに沿ってかつ一定である基準断面を有して画定される場合、包絡線上に重ね合わされたくぼみの部分は、少なくとも1つの中断またはオリフィスを有するようにして成形される。
【0021】
くぼみの少なくとも1つの壁は、少なくとも1つのオリフィスを有する。少なくとも1つのオリフィスが壁内に形成する空間のため、そのようなオリフィスは、ライニングの変形を容易にし、それが受ける応力を低減する。オリフィスは、ライニングの圧縮膨張を吸収するために特に有利である。ライニングが電気泳動を通り抜けるとき、その強度は、高温によって劣化し、ライニングは、それ自体の重量の影響の下でたるむ傾向がある。この影響は、フードの熱膨張に逆らうものであり、ライニングの特定の部分は、この現象の結果圧縮に受ける。したがって、オリフィスの存在は、より具体的には圧縮におけるライニングのより大きい変形を可能にし、ライニングがたるんだ結果その中に発生した応力を低減することを可能にする。これらのオリフィスはまた、ライニングに対してケーブルを位置決めし、保持するようにも働く。
【0022】
特に、くぼみは、少なくとも2つの壁と、これらの2つの壁の間の交線とを備え、オリフィスはこの線を中断している。これは、フードの変形による応力が、縁部およびくぼみの凹角コーナに特に集中しているため特に有利である。そのようなオリフィスは、これらの要素の形状を「破壊」し、ライニングがより容易に変形することを可能にし、それが受ける応力を低減することができる。
【0023】
くぼみの少なくとも1つの壁は、起伏した少なくとも1つの突出またはくぼんだ部分を含む。特に、起伏した部分は、少なくとも1つの縁または凹角コーナを含み、好ましくは、狭間胸壁(crenellation)の形態である。くぼみの主要壁に対して突出するまたはくぼんだ縁または凹角コーナの存在は、ライニングが、前記縁または前記凹角コーナで折り曲げられ、展開されることを可能にする。したがって、これは、くぼみおよび結果的にはライニングの変形を容易にし、それによって膨張差の結果その中に発生した応力を低減する。さらに、起伏したそのような部分により、くぼみを用いて形成された中空体の硬化特性は、特異性がオリフィス形態の場合よりも良好である。
【0024】
くぼみは、少なくとも2つの壁と共にこれら2つの壁の間の交線を含み、起伏した部分は、この線と連続している。ライニングに対するそのような一致により、応力をくぼみの縁または凹角コーナ、すなわち応力が特に集められるゾーンで低減させることができる。
【0025】
くぼみは、起伏した部分と連続しているゾーン内に第1の厚さを有し、一方で起伏した部分は、第1の厚さより小さい第2の厚さを有する。起伏した部分の厚さを低減することにより、ライニングの変形は、さらにより容易になる。
【0026】
特異性は、材料特異性である。特に、くぼみは、第1の材料で作製され、少なくとも1つのオリフィスを画定する第1の部分と、第1の材料とは異なる第2の材料で作製され、好ましくはオーバーモールドによって第1の材料内に埋め込まれることによってオリフィスの少なくとも1つ内に配置される第2の部分とを有する。第2の部分は、好ましくはフードの外板と同じ材料から作製される。材料特異性を有するライニングは、特に2つの材料の1つが金属またはガラス繊維強化プラスチック材料であるときに非常に良好な剛性を有し、それによってライニングの強度が増大され、電気泳動を通り抜ける間のそれ自体の重量の影響下におけるそのたるみが低減される。さらに、第2の部分の形状および材料が、適切に選択されたとき、これらは、くぼみがフードと同じ大きさで膨張することを助けるように働く。たとえば、アルミニウムフードで作製されたフードと、プラスチック材料、たとえばSMCで作製された第1の部分およびアルミニウムで作製された第2の部分とを有するライニングの場合、くぼみの第2の部分は、第1の部分よりも大きく膨張し、ライニングを、外板が膨張するやり方により近いやり方で、フードを変形させることを回避するように膨張させることを可能にする傾向がある。また、第2の部分は、型打ちした形状を有する、またはくぼみの第1の部分上に重ね合わされることも可能である。
【0027】
くぼみの壁から突出して、ライニングは、ライニングが車両上に装着されたときに好ましくは本質的に垂直に下向きに延びるリブを含み、このリブは、特に封止ガスケットを自由端部に担持している。このリブは、したがって、ライニング自体の重量の結果のそのどのようなたるみも防止する、または少なくとも抑制するように働くが、その理由は、これは、車両の車体の一部を形成する部分に当接し、それによってフードを定位置に保持することを可能にするためである。封止ガスケットはまた、フードのスカットルゾーン内に封止をもたらすようにも働き、このときくぼみは、フードの後部分内に位置付けられ、その横断方向に延びており、それによって車両の室内空間と車両のエンジン室の間に密封分離を確立している。
【0028】
第1の材料は、プラスチック材料、特にシートモールディングコンパウンド(SMC)などの熱硬化性材料であり、一方で第2の材料は、アルミニウムまたは鋼などの金属材料である。
【0029】
第1の材料は、特に、ポリプロピレンまたはポリアミドベースの、任意選択でガラス繊維で強化された熱可塑性材料から選択されたプラスチック材料であり、第2の材料は、アルミニウムまたは鋼などの金属材料、第1の材料とは別個のプラスチック材料、金属−プラスチック複合材料および/または炭素またはマグネシウムを含む金属−プラスチック複合材料から選択される。
【0030】
くぼみは、フードの横断方向に沿って、好ましくはその後縁に沿って本質的に延びる。
【0031】
本発明はまた:
本発明によるライニングと、
鋼、アルミニウム、または金属/プラスチックハイブリッド材料などの金属材料から作製された外板とを備える車両フードも提供する。
【0032】
さらに、本発明のフードのライニングおよび外板は、くぼみの端部の各々で互いに接続され得る。
【0033】
任意選択で、ライニングの第2の材料は、外板を構成する材料と同じである。
【0034】
本発明はまた、車両ライニングを製作する方法も提供し、ライニングは、好ましくはライニングの縁に沿った少なくとも1つの細長いくぼみであって、その端部から距離を離して、くぼみの全体長さに沿って同一にかつ連続的に再現されない少なくとも1つの特異性を有するくぼみを有するようにして製作される。そのような方法は、本発明のライニングを製作することを可能にする。
【0035】
任意選択で、第1の材料を用いて型成形されるように設計されたライニングでは、第2の材料で作製された要素、特に金属材料から作製された要素が、ライニングを製作するための金型内に置かれ、それにより、ライニングが型成形された時点で、要素はくぼみの一部分を形成する。好ましくは外板の材料と同じものである異なる材料で作製された要素をこのようにしてオーバーモールドすることにより、ライニングの膨張に影響を与え、高温におけるフードの膨張差およびその変形を低減することが可能になる。
【0036】
有利には、第2の材料は、外板の材料とは異なるが、膨張におけるライニングの全体的な挙動が、外板のものに非常に類似するようにして選択される。
【0037】
本発明は、例としてのみ与えられ、図を参照してなされる以下の説明を読み取ることでより良好に理解され得る。
【図面の簡単な説明】
【0038】
【図1A】本発明の実施形態におけるライニングの概略平面図である。
【図1B】図1Aのライニングの一部分の斜視図である。
【図2】外板に組み付けられたときの、図1Bのライニングの平面II−II上の断面図である。
【図3】本発明の第2の実施形態におけるライニングの詳細の斜視図である。
【図4】本発明の第3の実施形態におけるライニングの詳細の斜視図である。
【図5】本発明の第4の実施形態におけるライニングの詳細の斜視図である。
【図6】本発明の第5の実施形態におけるライニングを含むフードの図である。
【発明を実施するための形態】
【0039】
図1Aは、本質的にフードの全体領域をわたって延び、したがって外板を本質的にその領域のすべてにわたって裏打ちするフードライニング10の線図である。ライニングは、フードの後部の近傍に、特にその後縁に沿ってフードの本質的に横断方向に延びる細長い後部分14を特に含む周囲のくぼみ12を含む。このくぼみ12、特に部分14は、フードの硬性の大部分に寄与する。
【0040】
これも図1Aで見られるように、ライニングは、フードを車体に取り付けるためのポイントを構成する位置18、20A、および20Bを含む。位置18は、ライニングの前縁の中心のくぼみの前部分内に存在し、ロックを受け入れるように働き、くぼみ14内の、ライニングの後コーナの1つに各々が存在する位置20Aおよび20Bは、ヒンジを受け入れるように働く。
【0041】
ライニングの後コーナの詳細を示す図1Bにより具体的に見られるように、くぼみの部分14は、U字形の断面を有しており、その凹面側は、外板およびライニングが一緒に組み立てられたときにフードの外板に向かって面するように設計されている。
【0042】
くぼみ14は、特に、ライニング10の中央部分23に対して本質的に平行である底壁22と、底部22をライニングの残りの部分に接続する2つの側壁24とを備える。
【0043】
図2に見られるように、ライニング10およびフード外板30が一緒に組み立てられたとき、くぼみ14は、フード外板と協働して中空体26を形成し、一緒になって空洞を画定する。さらに、外板およびライニングは、プラスチック充填剤32を、ライニングの中央ゾーンに隣接するくぼみのそばのライニングの長手方向縁に沿って、あるいは場合によっては高温時に、水分を用いて硬化可能である接着剤34を、フードの縁に隣接するライニングの他の長手方向縁に沿って用いることによって、くぼみの両側で互いに組み付けられる。さらに、くぼみのそばのライニングの端部において、外板およびライニングは、互いに圧着され、すなわち、外板は、ライニングの周りにクランプ締めされるように折り曲げられる。くぼみのその長手方向に沿った端部では、外板およびライニングはまた、特に接着剤および圧着を用いて互いに固定される。外板30は、鋼またはアルミニウムなどの金属材料で作製される。
【0044】
くぼみはまた、形状特異性を形成する2つのオリフィス36A、36Bも含む。これらのオリフィスは、底壁22およびくぼみの側壁24の1つ、この例ではライニングの中央ゾーンに近い方の壁の両方を貫通して形成される。したがって、オリフィスの各々は、底壁22と側壁24の間の合流部を示す凹角コーナを形成する線37を中断する。
【0045】
図2に見られるように、ライニング10はまた、くぼみ14の長手方向に沿ったその端部かつライニングの後コーナ内に補強部38も有し、この補強部は、締結ねじを用いることによってライニングにヒンジを取り付けることを可能にする(図1Bに明らかである)締結具オリフィス40を備える。
【0046】
図2に見られるように、この補強部は、くぼみ14上に、その端部においてその長手方向に重ね合わせられるようにU字形断面を有するように型打ちされる。
【0047】
ライニング、特にくぼみ14は、プラスチック材料、特にシートモールディングコンパウンド(SMC)などの熱硬化性材料で作製され、一方で補強部は、アルミニウムまたは鋼などの金属材料で作製され、前記材料は、好ましくはフード外板を構成する材料と同じである。
【0048】
したがって、ライニング10および外板30から構成されたフードが、特に電気泳動浴後に車体を乾燥させるための炉内で電気泳動にさらされたとき、フードは、高温に上昇し、外板およびライニングは膨張する。それにもかかわらず、外板およびライニングは、同じ材料で作製されていないため、膨張差がこれら2つの要素間に発生する。外板がアルミニウムで作製されるとき、ライニングはSMCで作製されているためにライニングよりも一層大きく膨張する。
【0049】
くぼみ内に形成されたオリフィスの結果、ライニングを変形させることがより容易になる。ライニングはこのとき、外板の変形により容易に追随することができる。
【0050】
さらに、くぼみ14内側の、金属材料で作製され、したがってライニングよりも大きく膨張する傾向がある補強部38の存在により、特にこれがアルミニウムで作製された場合、くぼみの膨張は、外板の膨張により近づき、それにより、ライニングは外板により容易に追随するようになる。
【0051】
図3は、本発明の第2の実施形態における自動車両フードライニングのくぼみ50を示している。
【0052】
第1の実施形態におけるくぼみのように、くぼみ50は、フードのほぼ横断方向に延びる。これは、U字形である断面を有し、特に底壁52および2つの側壁54を備える。
【0053】
図3に示されるように参照番号48が与えられたU字形の断面を有する包絡表面が、中空体から画定され、これは、くぼみの導線(director line)をたどり、この場合、1つのそのような導線は、図1A内に破線として描かれている。
【0054】
くぼみは、その側壁54の1つに、くぼみの内側から見たときに中空である起伏した2つの部分56を含む。したがって、包絡表面上に重ね合わされたくぼみの部分は、起伏した部分がくぼみ上に形成される位置に対応する2つのオリフィスを有する。
【0055】
これらの起伏した2つの部分の各々は、U字形であるX−Y平面内の断面を有し、くぼみ内に形状特異性を形成する。起伏したこれらの部分の長手方向は、くぼみの長手方向に対して本質的に垂直に延び、ライニングが車両上に閉位置で組み立てられたときに特に垂直方向に対応する。起伏した各々の部分は、特に平面端壁56Bおよび2つの同様の平面側壁56Aを備え、これは、本質的に垂直方向に延びる縁58を有する。
【0056】
したがって、くぼみの側壁54は、狭間胸壁の形態である。そのような形状は、起伏した部分56が、それらの縁58において折り曲げられるおよび/または拡がることができるため、くぼみの変形を容易にする。さらに、フードの硬性は、大きく低減されない。
【0057】
本発明の第3の実施形態におけるライニングが、図4を参照して以下で説明される。
【0058】
ライニング内のくぼみ60は、第1および第2の実施形態の形状に類似する形状のものであり、すなわち、本質的に細長い形状で、U字形の断面を有する。これはまた、底壁62および2つの側壁64も含む。上記のように、U字形の基準断面66が、前記くぼみから画定され、くぼみの導線に沿って延びている。
【0059】
このくぼみはまた、くぼみ内に形状特異性を形成する起伏した中空部分68も有する。この起伏した部分は、一方の側壁から他方にかけて全体の断面にわたって、すなわちくぼみの底壁62およびさらに側壁64の全横断方向寸法にわたって形成される。
【0060】
この起伏した部分は、溝またはトラフ状であり、くぼみの長手方向に対して垂直に延び、底壁内のX−Z平面および側壁内のX−Y平面内に断面を有し、円の部分を形成している。これは、包絡表面上に重ねられたくぼみの部分が、起伏68を含むその部分を中断するように成形される。
【0061】
この起伏した部分68は、底壁62と側壁64の間の合流部を示すくぼみの凹角コーナまたは線70で連続しており、これらを、これらの線が直線的でないように交差させる。
【0062】
図5は、本発明の第4の実施形態におけるライニングのくぼみを示している。そのようなくぼみ71は、概ね細長い形状のものであり、U字形断面を有する。これは、底壁72および2つの側壁74を有する。これはまた、底壁72から突出し、中空体状の特異性を形成する起伏した部分76も有する。この起伏した部分は、第2の実施形態におけるものと同様に狭間胸壁を形成する。これは、くぼみ内へと延び、それにより、くぼみの底部72に対して本質的に平行に延びる起伏した部分の壁77が、ライニングおよび外板が一緒に組み立てられたときに、くぼみの底壁72よりもこうして外板に近づくようになる。
【0063】
ライニングはまた、くぼみの底壁72から突出するリブ78も含み、このリブ78は、底壁に対して本質的に垂直であり、その長手方向に対して平行であり、かつフードが車両上に組み付けられたときに垂直に下向きに延びる。その自由端部では、このリブは、フードが車両上に配置されたときにエンジン室の少なくとも1つの要素上に着座する封止ガスケット79を含む。この封止ガスケット79は、フードを車両の室内空間から遮断するように働き、このときくぼみは、図1のフード上のくぼみ14と同じようにしてフード上に位置している。さらに、リブは、エンジン室内部の部分に当接するため、これは、たとえば電気泳動中にフードが高温に上昇したときに発生する現象である、中空体がそれ自体の重量の影響下でたるむ程度を抑制するように働く。
【0064】
本発明の別の実施形態が、図6を参照して以下で説明される。
【0065】
この実施形態では、ライニングは、他のくぼみの形状に類似する形状のくぼみ90を含み、すなわち、このくぼみ90は、ほぼ主要方向に延び、U字形の断面を有する。これは、底壁92および側壁94を有する。
【0066】
このくぼみは、プラスチック材料、たとえばSMCで作製された第1の部分96を含み、その底壁92内に形成されたオリフィス97を有する。
【0067】
図6に見られるように、ライニングは、材料特異性を有している。プラスチック材料内に形成されたオリフィス97は、金属材料で作製され、くぼみのプラスチック材料部分内に形成されたオリフィス97を充填するようにライニング内に配置された第2の部分98で充填される。特に図6に見られるように、この第2の部分は、金属プレート98によって構成され、金属プレートは、型成形中にライニング内に埋め込まれ、それにより、ライニングの残りの部分に対するその位置が、正確に決定される。このタイプの複数の特異性が、くぼみ内に設けられ得る。このようにして、くぼみのプラスチック部分のオリフィス内に置かれた各々の金属プレートは、これを、くぼみのプラスチック部分より大なり小なりの程度で、かつライニングが、フードがその間高温に上昇する電気泳動の加熱処理作動中、フードの外板の膨張に追随するように選択された比で、膨張させることを可能にする材料で作製され得る。オリフィスの各々に形成された金属プレートは、したがって、好ましくはフードの外板と同じ材料で、またはより大きく膨張する材料で作製される。
【0068】
本発明は、上記で説明された実施形態に限定されない。
【0069】
外板およびライニングは、説明されたもの以外の材料で作製されてもよい。たとえば、ライニングは、ポリアミドまたはポリプロピレン上に置かれ、場合によってはガラス繊維で強化された熱可塑性材料で作製されてもよい。外板は、説明されたもの以外の金属材料のものでもよく、あるいは実際には、これは、プラスチック材料で作製されてもよい。ライニングおよび/または外板はまた、プラスチック材料および金属材料の両方、および場合によっては炭素またはマグネシウムを含むハイブリッド材料を用いて作製されてもよい。
【0070】
外板はまた、熱可塑性材料で作製されてもよく、ライニングは、金属材料で作製されてもよく、このとき外板は、ライニングよりも小さく膨張する。そのような状況下では、ライニングは、材料特異性を含むことができ、材料の第2の部分は、外板よりも小さく膨張する材料で作製されている。
【0071】
さらに、くぼみの形状は、説明されたものに限定されず、あるいは実際にはこれらは、フードに対するそれらの位置において限定されない。たとえばくぼみは、V字形断面のものでもよく、および/またはこれらは、本質的にフードの長手方向に延びてもよい。
【0072】
さらに、起伏した部分の形状、それらの位置、またはそれらの分布は、説明されたものに限定されない。例として、これらは、V字形断面のものでもよく、あるいは折り畳み式形状のものでもよい。オリフィスの形状は、説明された形状に限定されない。これらは、たとえば1つの壁だけに形成されてもよい。
【0073】
同様に、特異性が材料特異性であるとき、金属部分は、たとえば図1Bに示されるオリフィス36A、36Bの相補的な形状のものである、くぼみの底部92の一部分およびくぼみの側壁94の少なくとも1つの一部分上の両方に形成されてもよい。金属部分は、ここでは、型打ちするまたは折り畳むことによって得られ、プラスチックライニングを作製するための金型内に形成される。
【0074】
さらに、起伏した部分またはオリフィスの数は、上記で説明されたものに限定されない。特に、ライニングの変形を容易にするために、くぼみは少なくとも3つの特異性を有することが有利である。これらの要素はまた、ライニング内で組み合わせて有することもできる。
【0075】
くぼみが少なくとも1つの起伏した部分を有するとき、これはまた、起伏した部分と連続する、包絡表面上に重ね合わされた部分内の第1の厚さと、起伏を形成する部分内の、特にその縁部におけるより小さい第2の厚さとを有することもでき、それによってライニングの変形をさらに容易にする。
【0076】
ライニング内に存在する金属の補強部(複数可)は、説明されたもの以外のどのような形状のものでもよく、あるいは、説明されたもの以外の位置に配置されてもよいこともまた注視されなければならない。例として、単一の金属補強部が、くぼみ14の全体長さにわたって延びることができるなどがあげられる。
【特許請求の範囲】
【請求項1】
車両フードライニング(10)であって、好ましくはライニングの縁に沿った少なくとも1つの細長いくぼみ(14、40、60、71、90)を有し、くぼみが、その端部から距離を離して、くぼみの全長に沿って同一にかつ連続的に再現されない少なくとも1つの特異性(36A、36B、56、68、97)を有することを特徴とする、車両フードライニング(10)。
【請求項2】
特異性が、形状特異性であり、くぼみが、好ましくは、包絡表面がくぼみに沿ってかつ一定である基準断面(48、66)を有して画定される場合、包絡線上に重ね合わされたくぼみの部分が、少なくとも1つの中断またはオリフィスを有するようにして成形される、請求項1に記載のライニング。
【請求項3】
くぼみの少なくとも1つの壁が、少なくとも1つのオリフィス(36A、36B)を有し、特にくぼみが2つの壁(22、24)を有するとき、オリフィスが、2つの壁の間の交差部に位置付けられた線を中断する、請求項1または2に記載のライニング。
【請求項4】
くぼみの少なくとも1つの壁(54、62、64、72)が、特に少なくとも1つの縁または凹角コーナ(58)を含み、好ましくは狭間胸壁の形態である少なくとも起伏した1つの突出またはくぼんだ部分(56、68、77)を含む、請求項1から3のいずれか一項に記載のライニング。
【請求項5】
くぼみが、少なくとも2つの壁(62、64)と、前記2つの壁の間の交差部にある線(70)とを備え、起伏した部分(68)が、この線と連続的になる、請求項4に記載のライニング。
【請求項6】
特異性が、材料特異性であり、くぼみが、少なくとも、第1の材料で作製され、少なくとも1つのオリフィスを画定する第1の部分と、第1の材料とは異なる第2の材料で作製され、オリフィスの少なくとも1つ内に、好ましくはその上にオーバーモールドされた第1の材料を有することによって配置された第2の部分とを含む、請求項1から5のいずれか一項に記載のライニング。
【請求項7】
第1の材料が、プラスチック材料、特にシートモールディングコンパウンド(SMC)などの熱硬化性材料およびポリプロピレンまたはポリアミド系の、任意選択でガラス繊維で強化された熱可塑性材料から選択された材料であり、および/または第2の材料が、アルミニウムまたは鋼などの金属材料、第1の材料とは別個のプラスチック材料、および任意選択で炭素またはマグネシウムを含む金属−プラスチック複合材料から選択される、請求項6に記載のライニング。
【請求項8】
くぼみ(14)が、本質的にライニングの横断方向に、好ましくはその後縁に沿って延びる、請求項1から7のいずれか一項に記載のライニング。
【請求項9】
請求項1から8のいずれか一項に記載のライニング(10)と、
アルミニウムまたは鋼などの金属材料または金属/プラスチックハイブリッド材料で作製された外板(30)とを備えることを特徴とする、車両フード。
【請求項10】
フードライニング(10)の車両を製作する方法であって、ライニングの少なくとも一部分が、好ましくはライニングの縁に沿った少なくとも1つの細長いくぼみ(14、40、60、71、90)であって、その端部から距離を離して、くぼみの全体長さに沿って同一にかつ連続的に再現されない少なくとも1つの特異性(36A、36B、56、68、97)を有するくぼみ(14)を有するようにして製作されることを特徴とする、方法。
【請求項1】
車両フードライニング(10)であって、好ましくはライニングの縁に沿った少なくとも1つの細長いくぼみ(14、40、60、71、90)を有し、くぼみが、その端部から距離を離して、くぼみの全長に沿って同一にかつ連続的に再現されない少なくとも1つの特異性(36A、36B、56、68、97)を有することを特徴とする、車両フードライニング(10)。
【請求項2】
特異性が、形状特異性であり、くぼみが、好ましくは、包絡表面がくぼみに沿ってかつ一定である基準断面(48、66)を有して画定される場合、包絡線上に重ね合わされたくぼみの部分が、少なくとも1つの中断またはオリフィスを有するようにして成形される、請求項1に記載のライニング。
【請求項3】
くぼみの少なくとも1つの壁が、少なくとも1つのオリフィス(36A、36B)を有し、特にくぼみが2つの壁(22、24)を有するとき、オリフィスが、2つの壁の間の交差部に位置付けられた線を中断する、請求項1または2に記載のライニング。
【請求項4】
くぼみの少なくとも1つの壁(54、62、64、72)が、特に少なくとも1つの縁または凹角コーナ(58)を含み、好ましくは狭間胸壁の形態である少なくとも起伏した1つの突出またはくぼんだ部分(56、68、77)を含む、請求項1から3のいずれか一項に記載のライニング。
【請求項5】
くぼみが、少なくとも2つの壁(62、64)と、前記2つの壁の間の交差部にある線(70)とを備え、起伏した部分(68)が、この線と連続的になる、請求項4に記載のライニング。
【請求項6】
特異性が、材料特異性であり、くぼみが、少なくとも、第1の材料で作製され、少なくとも1つのオリフィスを画定する第1の部分と、第1の材料とは異なる第2の材料で作製され、オリフィスの少なくとも1つ内に、好ましくはその上にオーバーモールドされた第1の材料を有することによって配置された第2の部分とを含む、請求項1から5のいずれか一項に記載のライニング。
【請求項7】
第1の材料が、プラスチック材料、特にシートモールディングコンパウンド(SMC)などの熱硬化性材料およびポリプロピレンまたはポリアミド系の、任意選択でガラス繊維で強化された熱可塑性材料から選択された材料であり、および/または第2の材料が、アルミニウムまたは鋼などの金属材料、第1の材料とは別個のプラスチック材料、および任意選択で炭素またはマグネシウムを含む金属−プラスチック複合材料から選択される、請求項6に記載のライニング。
【請求項8】
くぼみ(14)が、本質的にライニングの横断方向に、好ましくはその後縁に沿って延びる、請求項1から7のいずれか一項に記載のライニング。
【請求項9】
請求項1から8のいずれか一項に記載のライニング(10)と、
アルミニウムまたは鋼などの金属材料または金属/プラスチックハイブリッド材料で作製された外板(30)とを備えることを特徴とする、車両フード。
【請求項10】
フードライニング(10)の車両を製作する方法であって、ライニングの少なくとも一部分が、好ましくはライニングの縁に沿った少なくとも1つの細長いくぼみ(14、40、60、71、90)であって、その端部から距離を離して、くぼみの全体長さに沿って同一にかつ連続的に再現されない少なくとも1つの特異性(36A、36B、56、68、97)を有するくぼみ(14)を有するようにして製作されることを特徴とする、方法。
【図1A】

【図1B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図1B】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2012−506810(P2012−506810A)
【公表日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2011−532697(P2011−532697)
【出願日】平成21年10月26日(2009.10.26)
【国際出願番号】PCT/FR2009/052055
【国際公開番号】WO2010/049632
【国際公開日】平成22年5月6日(2010.5.6)
【出願人】(504037391)コンパニ・プラステイツク・オムニウム (11)
【Fターム(参考)】
【公表日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成21年10月26日(2009.10.26)
【国際出願番号】PCT/FR2009/052055
【国際公開番号】WO2010/049632
【国際公開日】平成22年5月6日(2010.5.6)
【出願人】(504037391)コンパニ・プラステイツク・オムニウム (11)
【Fターム(参考)】
[ Back to top ]