
車両側部構造
【課題】製造工程における作業の円滑化に資することが可能な車両側部構造を提供することを目的とする。
【解決手段】車体側面を構成するサイドボディパネル104と、サイドボディパネル104に取り付けられるサイドウインドガラス102と、サイドウインドガラス102に設置されてサイドボディパネル104に挿し込まれるピン110aとを備える車体側部構造であって、サイドボディパネル104は、プレス成型によって成形されていて、サイドウインドガラス102の車内側の面に沿って傾斜または湾曲した形状にプレス成型されるガラス取付面114と、ガラス取付面114に形成されてピン110aを挿し込むピン挿込孔112aが設けられる座面116であって、プレス方向に交差する方向へほぼ平らにプレス成型された座面116とを有することを特徴とする。
【解決手段】車体側面を構成するサイドボディパネル104と、サイドボディパネル104に取り付けられるサイドウインドガラス102と、サイドウインドガラス102に設置されてサイドボディパネル104に挿し込まれるピン110aとを備える車体側部構造であって、サイドボディパネル104は、プレス成型によって成形されていて、サイドウインドガラス102の車内側の面に沿って傾斜または湾曲した形状にプレス成型されるガラス取付面114と、ガラス取付面114に形成されてピン110aを挿し込むピン挿込孔112aが設けられる座面116であって、プレス方向に交差する方向へほぼ平らにプレス成型された座面116とを有することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車体側面を構成するサイドボディパネルとこのサイドボディパネルに取り付けられるサイドウインドガラス、およびサイドガラスに設けられてサイドボディパネルに挿し込まれるピンを備える車体側部構造に関するものである。
【背景技術】
【0002】
一般的な車両のなかには、例えば最後部座席の横に設置されるクォータウインドガラスなど、固定式のサイドウインドガラスが備えられている車種がある。クォータウインドガラスは、ピンと接着材とを併用するなどして車体側面のサイドボディパネルに取り付けられている。このサイドボディパネルのうちクォータウインドガラスが取り付けられる領域は、クォータウインドガラスとの間隔が一定になるようにクォータウインドガラスに沿って成形されている(例えば特許文献1)。このような領域は、クォータウインドガラスの形状に応じて全体的に傾斜または湾曲した形状に成型されていることが多い。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011−20583号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般的に、サイドボディパネルは金属製であって、板金にプレス成型を施すことによって製造されている。上述したようにサイドボディパネルは傾斜または湾曲した形状に成形する必要があるため、プレス機のプレス方向に対して傾斜または湾曲した面を持つ金型を使用してプレス成型される。そして、成形されたサイドボディパネルの傾斜または湾曲した領域(以下、ガラス取付面と称する)に、クォータウインドガラスのピンを挿し込むための穴あけ加工が施されている。
【0005】
上記の穴あけ加工を円滑に行うためには、ガラス取付面に対してなるべく垂直方向に穴あけ加工を行うことが望ましい。ここで、通常はサイドボディパネルへの穴あけ加工もまたプレス機を使用して行われている。すなわち、同じプレス機を使用して、サイドボディパネルのプレス成型と穴あけ加工とが行われている(ただし、これらは別工程である)。そのため、プレス成型を行う際のプレス方向と、穴あけ加工を行う際のプレス方向とは同じ方向である。したがって、上記のガラス取付面に対して垂直に穴あけ加工を行うことは物理的に不可能である場合がある。
【0006】
本発明は、このような課題に鑑み、製造工程における作業の円滑化に資することが可能な車両側部構造を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明にかかる車両側部構造の代表的な構成は、車体側面を構成するサイドボディパネルと、サイドボディパネルに取り付けられるサイドウインドガラスと、サイドウインドガラスに設置されてサイドボディパネルに挿し込まれるピンとを備える車体側部構造であって、サイドボディパネルは、プレス成型によって成形されていて、サイドウインドガラスの車内側の面に沿って傾斜または湾曲した形状にプレス成型されるガラス取付面と、ガラス取付面に形成されてピンが挿し込まれるピン挿込孔が設けられる座面であって、プレス方向に交差する方向へほぼ平らにプレス成型された座面とを有することを特徴とする。
【0008】
上記の座面であれば、プレス成型を行ったプレス機を使用して、ほぼ垂直方向に穴あけ加工を行うことができる。したがって、穴あけ加工をより円滑かつ精度よく行うことが可能になる。
【0009】
上記のピン挿込孔は、上記のプレス方向に則して穴あけ加工されるとよい。この構成であれば、座面に対してほぼ垂直方向に穴あけ加工ができるため、穴あけ加工をより円滑かつ精度よく行うことができる。
【発明の効果】
【0010】
以上のように、上記構成によれば、製造工程における作業の円滑化に資することが可能な車両側部構造を提供することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態にかかる車両側部構造の概要を示す図である。
【図2】図1のサイドウインドガラス付近の分解図である。
【図3】図2の部分拡大図である。
【図4】図3の車両側部構造と従来の車両側部構造とを比較する図である。
【図5】本実施形態にかかる車両側部構造と従来の車両側部構造との製造工程を比較する図である。
【発明を実施するための形態】
【0012】
以下に添付図面を参照しながら、本発明の好適な実施形態について詳細に説明する。かかる実施形態に示す寸法、材料、その他具体的な数値などは、発明の理解を容易とするための例示に過ぎず、特に断る場合を除き、本発明を限定するものではない。なお、本明細書及び図面において、実質的に同一の機能、構成を有する要素については、同一の符号を付することにより重複説明を省略し、また本発明に直接関係のない要素は図示を省略する。
【0013】
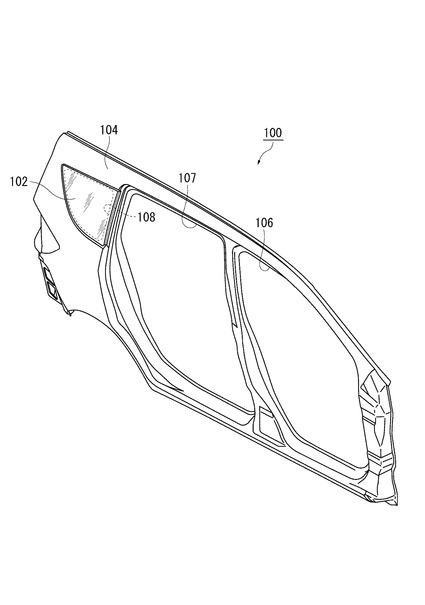
図1は、本発明の実施形態にかかる車両側部構造100の概要を示す図である。当該車両側部構造100は固定式のサイドウインドガラス102を備える車両に適用される。当該車両側部構造100にはサイドボディパネル104が含まれていて、主にこのサイドボディパネル104の製造工程における作業の円滑化を考慮した構成となっている。
【0014】
サイドボディパネル104は、車体側面を構成している大きなパネルである。サイドボディパネル104は板金に各種プレス加工を施すことによって製造されている。サイドボディパネル104にはサイドドア等を取り付けるための開口部106〜開口部108が形成されていて、そのなかの最も後ろの開口部108にはサイドウインドガラス102が取り付けられている。サイドウインドガラス102は固定式であって、クォータウインドガラスとも呼ばれている。
【0015】
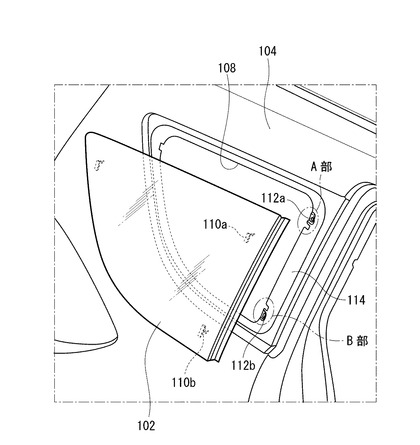
図2は、図1のサイドウインドガラス102付近の分解図である。図2に示すように、サイドウインドガラス102の車内側の面には、ピン110a、110bが設置されている。このピン110a、110bはサイドボディパネル104への取付けを行うための部材であって、サイドボディパネル104に設けられたピン挿入孔112a、112bに挿し込まれる。なお、ピン110a、110bはピン挿入孔112a、112bに対して斜めに挿入される。そのため、ピン110a、110bはガラス面に垂直な標準化されたものを使用できる。
【0016】
開口部108の縁には、サイドウインドガラス102が取り付けられる面としてガラス取付面114が形成されている。このガラス取付面114は、サイドウインドガラス102との間の隙間が一定になるよう、サイドウインドガラス102の車内側の面に沿った形状に成形されている。
【0017】
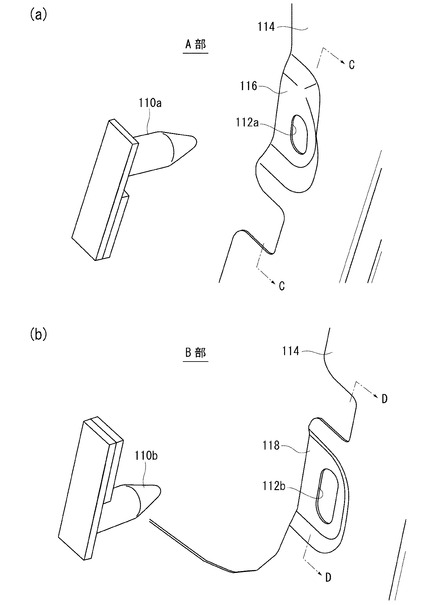
図3は、図2の部分拡大図である。図3(a)は図2のA部の拡大図とピン110aとを示した図、図3(b)は図2のB部の拡大図とピン110bとを示した図である。
【0018】
図3(a)に示すように、ガラス取付面114におけるピン挿入孔112aの周囲には、座面116が形成されている。座面116は、ピン挿入孔112aを加工しやすくするために設けられた部位である。図3(b)に示すように、ピン挿入孔112bの周囲にも同じく座面118が設けられている。
【0019】
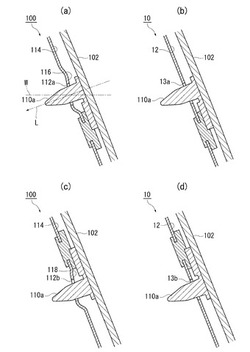
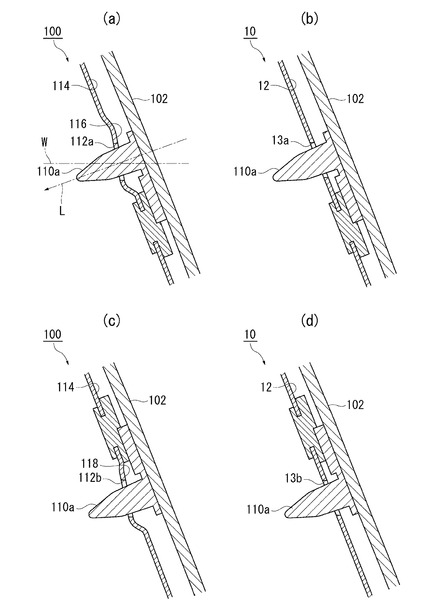
図4は、図3の車両側部構造100と従来の車両側部構造10とを比較する図である。図4(a)は図3(a)のC−C断面に対応した図であって、その比較例として図4(b)には図4(a)に対応した従来の車両側部構造10の断面図を示している。
【0020】
図4(b)に示すように、従来の車両側部構造10では、ガラス取付面12へ直接にピン挿入孔13aを設けていた。このガラス取付面12は、サイドウインドガラス102の車内側の面に沿って傾斜または湾曲している。一方、図4(a)に示す当該車両側部構造100では、ガラス取付面114に座面116を形成し、この座面116にピン挿入孔112aを設けている。
【0021】
図4(c)は図3(b)のD−D断面に対応した図であって、図4(d)は図4(c)に対応した従来の車両側部構造10の断面図である。これら図4(d)と図4(c)とを比較しても分かるように、図4(c)に示す当該車両側部構造100では、ピン挿入孔112bを設ける領域に座面118を形成している。
【0022】
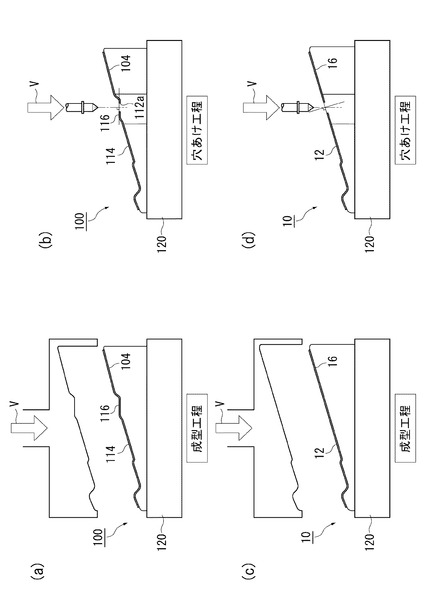
以下、図4(a)に示した座面116を例に挙げて、さらに詳細な説明を行う。図5は、本実施形態にかかる車両側部構造100と従来の車両側部構造10との製造工程を比較する図である。図5(a)および図5(b)は本実施形態にかかる車両側部構造100におけるサイドボディパネル104の製造工程を示している。一方、図5(c)および図5(d)は従来の車両側部構造10におけるサイドボディパネル16の製造工程を示している。当該車両側部構造100と従来の車両側部構造10とに共通して、サイドボディパネル104・16は、プレス成型と穴あけ加工とが同じプレス機120を使用したプレス加工によって行われている。
【0023】
図5(c)のサイドボディパネル16に示すように、ガラス取付面12はサイドウインドガラス102(図4(b)参照)の車内側の面に沿って傾斜または湾曲した形状となっていて、プレス機120のプレス方向V(上下方向)に対して傾斜または湾曲した形状に成形される。そして図5(d)に示すように、従来ではプレス方向に対して傾いた面に無理に穴あけするか、型にカム機構を設けて面直方向に穴あけ加工を行ってピン挿入孔13を設けていた。カム機構は型が複雑化し型費用やメンテナンス費用が増加してしまい、場合によっては工程の追加もあった。
【0024】
穴あけ工程では、成型工程と同じプレス機120を使用して穴あけ加工が行われる。ここで、ガラス取付面12への穴あけ加工を円滑に行うためには、ガラス取付面12に対して垂直方向に穴あけ加工を行うことが望ましい。しかし、ガラス取付面12はプレス方向Vに対して傾斜または湾曲しているため、このプレス機120を使用してのガラス取付面12への垂直な穴あけ加工は物理的に不可能である。
【0025】
そこで、図5(a)に示す当該車両側部構造100では、ガラス取付面114に座面116を形成している。座面116はガラス取付面114上に設けられる面であるが、ガラス取付面114とは異なりプレス方向Vに交差する方向へほぼ平らにプレス成型される。そして図5(b)に示すように、座面116に穴あけ加工を行ってピン挿入孔112aを設ける。このように、本実施形態では、穴あけ工程において穴あけ加工の対象である座面116の垂直方向とプレス方向Vとが一致もしくは略一致するため、より円滑な穴あけ加工を行うことが可能となっている。
【0026】
このように、当該車両側部構造100であれば、垂直もしくは略垂直な穴あけ加工が実施可能となっているため、穴あけ加工をより円滑に精度よく行うことが可能である。また、従来の構成では、成形工程において後の穴あけ加工を考慮した角度にガラス取付面12を成形しなければならず、成形可能なガラス取付面12の形状に制限が加えられていた。しかし、本実施形態であれば、穴あけ加工を考慮することなくガラス取付面114を成形することが出来るため、形状の自由度が増している。さらには、座面116を設けることでガラス取付面114の断面2次モーメントが大きくなるため、サイドウインドガラス102の取付強度の向上にも資することができる。また、座面116をガイドにすることでサイドウインドガラス102の取付けやすさも向上する。
【0027】
なお、以上説明した本発明の技術的思想は、クォータウインドガラスに限らず、ピンを使用する様々なガラス類にも適用可能である。
【0028】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明は係る例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【産業上の利用可能性】
【0029】
本発明は、車体側面を構成するサイドボディパネルとこのサイドボディパネルに取り付けられるサイドウインドガラス、およびサイドガラスに設けられてサイドボディパネルに挿し込まれるピンを備える車体側部構造として利用することができる。
【符号の説明】
【0030】
100・10 …当該車両側部構造、102 …サイドウインドガラス、104・16 …サイドボディパネル、106.107・108 …開口部、110a・110b・110c …ピン、112a・112b・112c・13a・13b …ピン挿入孔、114・12 …ガラス取付面、116・118 …座面、120 …プレス機、V …プレス方向、L …ピンの向きを示す線分、W …水平線、
【技術分野】
【0001】
本発明は、車体側面を構成するサイドボディパネルとこのサイドボディパネルに取り付けられるサイドウインドガラス、およびサイドガラスに設けられてサイドボディパネルに挿し込まれるピンを備える車体側部構造に関するものである。
【背景技術】
【0002】
一般的な車両のなかには、例えば最後部座席の横に設置されるクォータウインドガラスなど、固定式のサイドウインドガラスが備えられている車種がある。クォータウインドガラスは、ピンと接着材とを併用するなどして車体側面のサイドボディパネルに取り付けられている。このサイドボディパネルのうちクォータウインドガラスが取り付けられる領域は、クォータウインドガラスとの間隔が一定になるようにクォータウインドガラスに沿って成形されている(例えば特許文献1)。このような領域は、クォータウインドガラスの形状に応じて全体的に傾斜または湾曲した形状に成型されていることが多い。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011−20583号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般的に、サイドボディパネルは金属製であって、板金にプレス成型を施すことによって製造されている。上述したようにサイドボディパネルは傾斜または湾曲した形状に成形する必要があるため、プレス機のプレス方向に対して傾斜または湾曲した面を持つ金型を使用してプレス成型される。そして、成形されたサイドボディパネルの傾斜または湾曲した領域(以下、ガラス取付面と称する)に、クォータウインドガラスのピンを挿し込むための穴あけ加工が施されている。
【0005】
上記の穴あけ加工を円滑に行うためには、ガラス取付面に対してなるべく垂直方向に穴あけ加工を行うことが望ましい。ここで、通常はサイドボディパネルへの穴あけ加工もまたプレス機を使用して行われている。すなわち、同じプレス機を使用して、サイドボディパネルのプレス成型と穴あけ加工とが行われている(ただし、これらは別工程である)。そのため、プレス成型を行う際のプレス方向と、穴あけ加工を行う際のプレス方向とは同じ方向である。したがって、上記のガラス取付面に対して垂直に穴あけ加工を行うことは物理的に不可能である場合がある。
【0006】
本発明は、このような課題に鑑み、製造工程における作業の円滑化に資することが可能な車両側部構造を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明にかかる車両側部構造の代表的な構成は、車体側面を構成するサイドボディパネルと、サイドボディパネルに取り付けられるサイドウインドガラスと、サイドウインドガラスに設置されてサイドボディパネルに挿し込まれるピンとを備える車体側部構造であって、サイドボディパネルは、プレス成型によって成形されていて、サイドウインドガラスの車内側の面に沿って傾斜または湾曲した形状にプレス成型されるガラス取付面と、ガラス取付面に形成されてピンが挿し込まれるピン挿込孔が設けられる座面であって、プレス方向に交差する方向へほぼ平らにプレス成型された座面とを有することを特徴とする。
【0008】
上記の座面であれば、プレス成型を行ったプレス機を使用して、ほぼ垂直方向に穴あけ加工を行うことができる。したがって、穴あけ加工をより円滑かつ精度よく行うことが可能になる。
【0009】
上記のピン挿込孔は、上記のプレス方向に則して穴あけ加工されるとよい。この構成であれば、座面に対してほぼ垂直方向に穴あけ加工ができるため、穴あけ加工をより円滑かつ精度よく行うことができる。
【発明の効果】
【0010】
以上のように、上記構成によれば、製造工程における作業の円滑化に資することが可能な車両側部構造を提供することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態にかかる車両側部構造の概要を示す図である。
【図2】図1のサイドウインドガラス付近の分解図である。
【図3】図2の部分拡大図である。
【図4】図3の車両側部構造と従来の車両側部構造とを比較する図である。
【図5】本実施形態にかかる車両側部構造と従来の車両側部構造との製造工程を比較する図である。
【発明を実施するための形態】
【0012】
以下に添付図面を参照しながら、本発明の好適な実施形態について詳細に説明する。かかる実施形態に示す寸法、材料、その他具体的な数値などは、発明の理解を容易とするための例示に過ぎず、特に断る場合を除き、本発明を限定するものではない。なお、本明細書及び図面において、実質的に同一の機能、構成を有する要素については、同一の符号を付することにより重複説明を省略し、また本発明に直接関係のない要素は図示を省略する。
【0013】
図1は、本発明の実施形態にかかる車両側部構造100の概要を示す図である。当該車両側部構造100は固定式のサイドウインドガラス102を備える車両に適用される。当該車両側部構造100にはサイドボディパネル104が含まれていて、主にこのサイドボディパネル104の製造工程における作業の円滑化を考慮した構成となっている。
【0014】
サイドボディパネル104は、車体側面を構成している大きなパネルである。サイドボディパネル104は板金に各種プレス加工を施すことによって製造されている。サイドボディパネル104にはサイドドア等を取り付けるための開口部106〜開口部108が形成されていて、そのなかの最も後ろの開口部108にはサイドウインドガラス102が取り付けられている。サイドウインドガラス102は固定式であって、クォータウインドガラスとも呼ばれている。
【0015】
図2は、図1のサイドウインドガラス102付近の分解図である。図2に示すように、サイドウインドガラス102の車内側の面には、ピン110a、110bが設置されている。このピン110a、110bはサイドボディパネル104への取付けを行うための部材であって、サイドボディパネル104に設けられたピン挿入孔112a、112bに挿し込まれる。なお、ピン110a、110bはピン挿入孔112a、112bに対して斜めに挿入される。そのため、ピン110a、110bはガラス面に垂直な標準化されたものを使用できる。
【0016】
開口部108の縁には、サイドウインドガラス102が取り付けられる面としてガラス取付面114が形成されている。このガラス取付面114は、サイドウインドガラス102との間の隙間が一定になるよう、サイドウインドガラス102の車内側の面に沿った形状に成形されている。
【0017】
図3は、図2の部分拡大図である。図3(a)は図2のA部の拡大図とピン110aとを示した図、図3(b)は図2のB部の拡大図とピン110bとを示した図である。
【0018】
図3(a)に示すように、ガラス取付面114におけるピン挿入孔112aの周囲には、座面116が形成されている。座面116は、ピン挿入孔112aを加工しやすくするために設けられた部位である。図3(b)に示すように、ピン挿入孔112bの周囲にも同じく座面118が設けられている。
【0019】
図4は、図3の車両側部構造100と従来の車両側部構造10とを比較する図である。図4(a)は図3(a)のC−C断面に対応した図であって、その比較例として図4(b)には図4(a)に対応した従来の車両側部構造10の断面図を示している。
【0020】
図4(b)に示すように、従来の車両側部構造10では、ガラス取付面12へ直接にピン挿入孔13aを設けていた。このガラス取付面12は、サイドウインドガラス102の車内側の面に沿って傾斜または湾曲している。一方、図4(a)に示す当該車両側部構造100では、ガラス取付面114に座面116を形成し、この座面116にピン挿入孔112aを設けている。
【0021】
図4(c)は図3(b)のD−D断面に対応した図であって、図4(d)は図4(c)に対応した従来の車両側部構造10の断面図である。これら図4(d)と図4(c)とを比較しても分かるように、図4(c)に示す当該車両側部構造100では、ピン挿入孔112bを設ける領域に座面118を形成している。
【0022】
以下、図4(a)に示した座面116を例に挙げて、さらに詳細な説明を行う。図5は、本実施形態にかかる車両側部構造100と従来の車両側部構造10との製造工程を比較する図である。図5(a)および図5(b)は本実施形態にかかる車両側部構造100におけるサイドボディパネル104の製造工程を示している。一方、図5(c)および図5(d)は従来の車両側部構造10におけるサイドボディパネル16の製造工程を示している。当該車両側部構造100と従来の車両側部構造10とに共通して、サイドボディパネル104・16は、プレス成型と穴あけ加工とが同じプレス機120を使用したプレス加工によって行われている。
【0023】
図5(c)のサイドボディパネル16に示すように、ガラス取付面12はサイドウインドガラス102(図4(b)参照)の車内側の面に沿って傾斜または湾曲した形状となっていて、プレス機120のプレス方向V(上下方向)に対して傾斜または湾曲した形状に成形される。そして図5(d)に示すように、従来ではプレス方向に対して傾いた面に無理に穴あけするか、型にカム機構を設けて面直方向に穴あけ加工を行ってピン挿入孔13を設けていた。カム機構は型が複雑化し型費用やメンテナンス費用が増加してしまい、場合によっては工程の追加もあった。
【0024】
穴あけ工程では、成型工程と同じプレス機120を使用して穴あけ加工が行われる。ここで、ガラス取付面12への穴あけ加工を円滑に行うためには、ガラス取付面12に対して垂直方向に穴あけ加工を行うことが望ましい。しかし、ガラス取付面12はプレス方向Vに対して傾斜または湾曲しているため、このプレス機120を使用してのガラス取付面12への垂直な穴あけ加工は物理的に不可能である。
【0025】
そこで、図5(a)に示す当該車両側部構造100では、ガラス取付面114に座面116を形成している。座面116はガラス取付面114上に設けられる面であるが、ガラス取付面114とは異なりプレス方向Vに交差する方向へほぼ平らにプレス成型される。そして図5(b)に示すように、座面116に穴あけ加工を行ってピン挿入孔112aを設ける。このように、本実施形態では、穴あけ工程において穴あけ加工の対象である座面116の垂直方向とプレス方向Vとが一致もしくは略一致するため、より円滑な穴あけ加工を行うことが可能となっている。
【0026】
このように、当該車両側部構造100であれば、垂直もしくは略垂直な穴あけ加工が実施可能となっているため、穴あけ加工をより円滑に精度よく行うことが可能である。また、従来の構成では、成形工程において後の穴あけ加工を考慮した角度にガラス取付面12を成形しなければならず、成形可能なガラス取付面12の形状に制限が加えられていた。しかし、本実施形態であれば、穴あけ加工を考慮することなくガラス取付面114を成形することが出来るため、形状の自由度が増している。さらには、座面116を設けることでガラス取付面114の断面2次モーメントが大きくなるため、サイドウインドガラス102の取付強度の向上にも資することができる。また、座面116をガイドにすることでサイドウインドガラス102の取付けやすさも向上する。
【0027】
なお、以上説明した本発明の技術的思想は、クォータウインドガラスに限らず、ピンを使用する様々なガラス類にも適用可能である。
【0028】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明は係る例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【産業上の利用可能性】
【0029】
本発明は、車体側面を構成するサイドボディパネルとこのサイドボディパネルに取り付けられるサイドウインドガラス、およびサイドガラスに設けられてサイドボディパネルに挿し込まれるピンを備える車体側部構造として利用することができる。
【符号の説明】
【0030】
100・10 …当該車両側部構造、102 …サイドウインドガラス、104・16 …サイドボディパネル、106.107・108 …開口部、110a・110b・110c …ピン、112a・112b・112c・13a・13b …ピン挿入孔、114・12 …ガラス取付面、116・118 …座面、120 …プレス機、V …プレス方向、L …ピンの向きを示す線分、W …水平線、
【特許請求の範囲】
【請求項1】
車体側面を構成するサイドボディパネルと、
前記サイドボディパネルに取り付けられるサイドウインドガラスと、
前記サイドウインドガラスに設置されて前記サイドボディパネルに挿し込まれるピンとを備える車体側部構造であって、
前記サイドボディパネルは、プレス成型によって成形されていて、
前記サイドウインドガラスの車内側の面に沿って傾斜または湾曲した形状にプレス成型されたガラス取付面と、
前記ガラス取付面に形成されて前記ピンが挿し込まれるピン挿込孔が設けられる座面であって、プレス方向に交差する方向へほぼ平らにプレス成型された座面とを有することを特徴とする車両側部構造。
【請求項2】
前記ピン挿込孔は、前記プレス方向に則して穴あけ加工されることを特徴とする請求項1に記載の車両側部構造。
【請求項1】
車体側面を構成するサイドボディパネルと、
前記サイドボディパネルに取り付けられるサイドウインドガラスと、
前記サイドウインドガラスに設置されて前記サイドボディパネルに挿し込まれるピンとを備える車体側部構造であって、
前記サイドボディパネルは、プレス成型によって成形されていて、
前記サイドウインドガラスの車内側の面に沿って傾斜または湾曲した形状にプレス成型されたガラス取付面と、
前記ガラス取付面に形成されて前記ピンが挿し込まれるピン挿込孔が設けられる座面であって、プレス方向に交差する方向へほぼ平らにプレス成型された座面とを有することを特徴とする車両側部構造。
【請求項2】
前記ピン挿込孔は、前記プレス方向に則して穴あけ加工されることを特徴とする請求項1に記載の車両側部構造。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−49320(P2013−49320A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−187598(P2011−187598)
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月30日(2011.8.30)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
[ Back to top ]