
車両搭載用高圧タンクの製造方法
【課題】繊維強化プラスチック材料の硬化完了までの時間を短縮可能な車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、抵抗発熱体が設けられたライナを準備する工程(ステップS01〜S04)と、ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS05)と、繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程(ステップS06〜S10)と、を含み、繊維強化プラスチック材料を硬化させる過程において、抵抗発熱体を発熱させるものである。
【解決手段】この製造方法は、抵抗発熱体が設けられたライナを準備する工程(ステップS01〜S04)と、ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS05)と、繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程(ステップS06〜S10)と、を含み、繊維強化プラスチック材料を硬化させる過程において、抵抗発熱体を発熱させるものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両搭載用高圧タンクの製造方法に関する。
【背景技術】
【0002】
車両搭載用高圧タンクとして、ライナの周囲を繊維強化プラスチック層で補強してなるものが知られている。このような車両搭載用高圧タンクの製造方法として、下記特許文献1に記載のものが提案されている。下記特許文献1に記載の製造方法は、中空円筒状のライナ構成部材同士を、予備加熱されている途中または予備過熱された後で、レーザを照射することによりレーザ溶着によって複数個接合してライナを構成し、そのライナの周囲に繊維強化プラスチック(FRP:Fiber Reinforced Plastics)の補強層を形成するものである。更に、互いに接合されるべき一方のライナ構成部材の接合部と、他方のライナ構成部材の接合部との少なくとも一方に発熱性材料を設けている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−283968号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述したようにライナの周囲に繊維強化プラスチックの補強層を形成する場合、ライナの周囲に繊維強化プラスチック材料(例えば、炭素繊維にエポキシ樹脂を含浸させたもの)を巻きつけて、それを硬化炉に入れて周囲の繊維強化プラスチック材料を硬化させて繊維強化プラスチック層としている。
【0005】
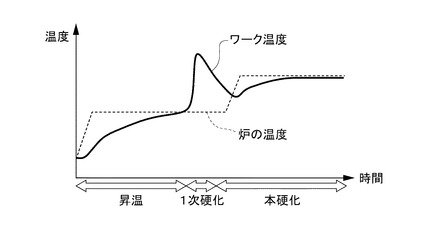
本発明者は、このような硬化過程において、解決すべき二つの課題があることを見出した。ライナの周囲に繊維強化プラスチック材料を巻きつけたワークを硬化炉に入れて、硬化炉の温度を上昇させて繊維強化プラスチック材料を硬化させる際の、硬化炉内の温度とワークの温度との関係の一例を図5に示す。図5に示されるように、硬化炉内の温度を上げると、ワークの温度が徐々に上昇する昇温期間の後、ワークの温度が急激に上昇する1次硬化期間を経て、ワークの温度が下降してくることに対して硬化炉内の温度を更に上げる本硬化期間によって硬化が完了する。この場合、1次硬化では繊維強化プラスチック材料中の樹脂のポリマー化が進行し、樹脂の重合反応によって発熱が生じているものと考えられ、本硬化ではポリマー同士の架橋反応が起こっているものと考えられる。
【0006】
上述したような繊維強化プラスチック材料の硬化過程における第一の課題は、昇温期間におけるワークの温度上昇に時間が掛かることであり、第二の課題は、繊維強化プラスチック材料の硬化時間、特に本硬化における時間が掛かることである。
【0007】
本発明はこのような課題に鑑みてなされたものであり、その目的は、ライナの周囲を繊維強化プラスチック層で補強してなる車両搭載用高圧タンクの製造方法であって、繊維強化プラスチック材料の硬化完了までの時間を短縮可能な車両搭載用高圧タンクの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために本発明に係る車両搭載用高圧タンクの製造方法は、ライナの周囲を繊維強化プラスチック層で補強してなる車両搭載用高圧タンクの製造方法であって、抵抗発熱体が設けられたライナを準備する工程と、前記ライナの周囲に繊維強化プラスチック材料を巻きつける工程と、前記繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程と、を含み、前記繊維強化プラスチック材料を硬化させる過程において、前記抵抗発熱体を発熱させるものである。
【0009】
本発明では、抵抗発熱体が設けられたライナを準備し、繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す過程において、抵抗発熱体を発熱させるので、繊維強化プラスチック材料をライナ側、すなわち内側から昇温させることができる。ライナの周囲に繊維強化プラスチック材料を巻きつけたワークを昇温させる際には、一般的には硬化炉が用いられるので、繊維強化プラスチック材料は外側から昇温させられており、本発明のように内側からも昇温させることで、繊維強化プラスチック材料を外側及び内側からムラ無く効果的に昇温さえることが可能となり、硬化時間を短縮することができる。更に、このように繊維強化プラスチック材料を外側と内側から硬化反応を促進させることができるので、効果後の繊維強化プラスチック層の物性を安定させることができる。
【0010】
また本発明に係る車両搭載用高圧タンクの製造方法では、前記車両搭載用高圧タンクは導電性を有する口金を備え、前記ライナと前記口金との間は導電性を有する一方で、前記繊維強化プラスチック材料と前記口金との間は電気的に絶縁性を有するように処理がなされていることも好ましい。
【0011】
この好ましい態様では、導電性を有する口金を備えているので、この口金に通電することでライナに設けられた抵抗発熱体に通電させることができる。また、ライナと口金との間は導電性を有するように処理がなされている一方で、繊維強化プラスチック材料と口金との間は電気的に絶縁性を有するように処理がなされているので、効果的にライナに設けられた抵抗発熱体へと通電させる一方で、繊維強化プラスチック材料への通電を抑制することができる。
【発明の効果】
【0012】
本発明によれば、繊維強化プラスチック材料の硬化完了までの時間を短縮可能な車両搭載用高圧タンクの製造方法を提供することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施形態である車両搭載用高圧タンクの製造方法によって製造される車両搭載用高圧タンクを示す断面図である。
【図2】本発明の実施形態である車両搭載用高圧タンクの製造方法を説明するためのフローチャートである。
【図3】図2に示す製造方法において、ライナに繊維強化プラスチック材料を巻いたワークに通電する状態を説明するための図である。
【図4】図3において、ライナと繊維強化プラスチック材料と口金との近傍を説明するための図である。
【図5】一般に、ライナに繊維強化プラスチック材料を巻いたワークを炉内で昇温した場合の、温度関係を説明するための図である。
【発明を実施するための形態】
【0014】
以下、添付図面を参照しながら本発明の実施の形態について説明する。説明の理解を容易にするため、各図面において同一の構成要素に対しては可能な限り同一の符号を付して、重複する説明は省略する。
【0015】
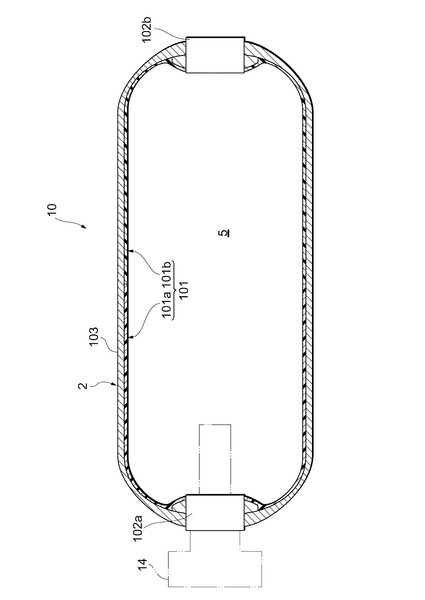
まず、本発明の実施形態である製造方法によって製造される車両搭載用高圧タンクについて説明する。図1は、車両搭載用高圧タンク10の断面図である。図1に示すように、車両搭載用高圧タンク10は、全体として密閉円筒状の容器本体2と、容器本体2の長手方向の両端部に取り付けられた口金102a,102bと、を具備している。容器本体2の内部は、各種のガスを貯留する貯留空間5となっている。車両搭載用高圧タンク10は、常圧のガスを充填することもできるし、常圧に比して圧力が高められたガスを充填することもできる。すなわち、本発明の車両搭載用高圧タンク10は、高圧ガス容器として機能することができる。
【0016】
例えば、燃料電池システムでは、高圧の状態で用意された燃料ガスを減圧して、燃料電池の発電に供している。車両搭載用高圧タンク10は、高圧の燃料ガスを貯留するのに適用することができ、燃料ガスとしての水素や、圧縮天然ガス(CNGガス)などを貯留することができる。車両搭載用高圧タンク10に充填される水素の圧力としては、例えば35MPaあるいは70MPaであり、CNGガスの圧力としては、例えば20MPaである。
【0017】
容器本体2は、ガスバリア性を有する内側のライナ101と、ライナ101の外周に配置された繊維強化プラスチック層103と、の二層構造を有している。繊維強化プラスチック層103は、例えば炭素繊維とエポキシ樹脂を含むFRPからなり、ライナ101の外表面を被覆するように構成されている。
【0018】
口金102a,102bは、例えばステンレスやアルミニウムなどの金属で形成され、容器本体2の半球面状をした端壁部の中心に設けられている。口金102a,102bの開口部の内周面には雌ネジが刻設されており、配管やバルブアッセンブリ14(バルブボデー)などの機能部品の雄ネジをこの雌ネジと螺合させることで、機能部品を口金102a,102bにねじ込み接続可能となっている。なお、図1では、口金102aにのみバルブアッセンブリ14を設けた例を二点鎖線で示した。
【0019】
例えば、燃料電池システム上の車両搭載用高圧タンク10は、バルブや継手等の配管要素を一体的に組み込んだバルブアッセンブリ14を介して、貯留空間5と図示省略した外部のガス流路との間が接続され、貯留空間5に水素が充填されると共に貯留空間5から水素が放出される。
【0020】
ライナ101は、長手方向の中央で二分割された一対の略同形状からなるライナ構成部材101a,101bを、レーザ溶着により接合して構成されている。すなわち、半割り中空体のライナ構成部材101a,101b同士をレーザ溶着により接合することで、中空内部のライナ101が構成されている。
【0021】
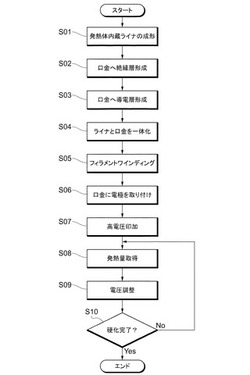
続いて、本発明の実施形態である車両搭載用高圧タンクの製造方法について図2を参照しながら説明する。図2は、車両搭載用高圧タンクの製造方法を説明するためのフローチャートである。本実施形態において製造される車両搭載用高圧タンク10は、図1を参照しながら説明したように両端が閉じられた円筒形状を成しており、その両端に口金102a,102bが設けられてなるものである。
【0022】
ステップS01では、抵抗発熱体が内蔵されたライナ101を成形する。具体的には、ライナを成形する際の母材であるペレットに抵抗発熱体材料を混合し、その抵抗発熱体材料を混合したペレットを用いて射出成形によってライナ構成部材101a,101bを成形する。抵抗発熱体材料としては、タングステン、タンタル、モリブデンといった高融点金属や、カーボン、窒化ホウ素・ホウ化チタン混合焼結体といった材料が用いられる。この場合において、意図的にライナに温度分布を形成させたい場合には、抵抗発熱体材料の配置位置を工夫することで効率的な発熱が可能となる。一例としては、繊維強化プラスチック材料を巻きつける場合に肉厚部となる胴体部分を積極的に昇温したい場合には、ライナのストレート部に抵抗発熱体材料を多く混合して射出成形を行うことも好ましい。ライナ構成部材101a,101bを接合し、ライナ101を形成する。
【0023】
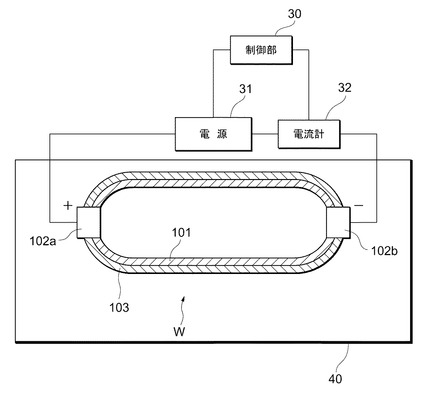
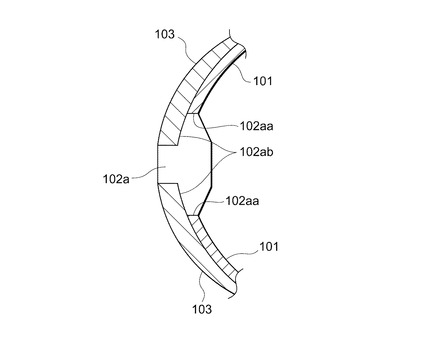
ステップS02では、口金102a,102bを準備し、それぞれの口金102a,102bにおける繊維強化プラスチック材料(硬化後に繊維強化プラスチック層103となるもの)との接触面に絶縁層を形成する。絶縁層の形成手法は様々なものが想定されるが、一例としては、アルマイト処理によるものが考えられる。図4に、口金102aに絶縁層102abを形成した状態を示す。図4では説明の便宜上、繊維強化プラスチック層103が形成された後の状態を示している。
【0024】
図2に戻り、ステップS03では、ステップS02において絶縁層を形成した一対の口金102a,102bに対し、それぞれの口金102a,102bにおけるライナ101との接触面に導電層を形成する。導電層の形成手法は様々なものが想定されるが、一例としては、カーボンペーストや銀ペーストの塗布が考えられる。図4に、口金102aに導電層102aaを形成した状態を示す。図4では説明の便宜上、繊維強化プラスチック層103が形成された後の状態を示している。
【0025】
図2に戻り、ステップS04では、ステップS01で成形したライナ101の両端に、ステップS02及びステップS03の処理を経た一対の口金102a,102bを圧入して取り付けて、口金付きライナを形成する。本実施形態では、ステップS01からステップS04に口金付きライナの形成工程を分割したけれども、これらをまとめて口金付きライナを一体成形することも好ましい。また、ライナ101の内側に導電層を設けることも好ましい。この導電層の形成手法は様々なものが想定されるが、アルミ蒸着層の形成や人工カーボン皮膜の形成といったことが考えられる。このように、ライナ101の内側に通電ルートを形成することで、ライナ101をより均一に発熱させることができる。また、ライナ101の内側の導電層にも抵抗発熱体を設けることも好ましい。
【0026】
ステップS05では、ステップS04で形成した口金付きライナに、エポキシ樹脂といった樹脂を含浸させた炭素繊維といった繊維を巻きつける(フィラメントワインディング)。
【0027】
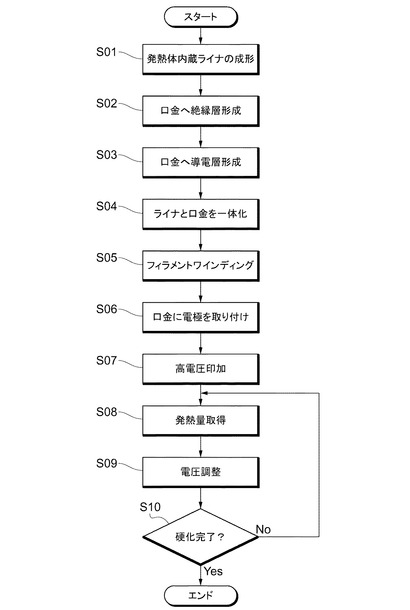
ステップS06では、ステップS05において形成した、繊維強化プラスチック材料を巻きつけた口金付きライナ(ワークW)を硬化炉40内に入れ、口金102a,102bに電極を取り付ける。この状態を図3に示す。図3に示すように、ライナ101の両端に口金102a,102bが取り付けられ、ライナ101の周囲には繊維強化プラスチック層103となる繊維強化プラスチック材料が巻きつけられている。これらは硬化炉40内に配置されており、口金102aにはプラス側の電極が取り付けられ、口金102bにはマイナス側の電極が取り付けられている。口金102a,102bに電圧を印加することができるように電源31が配置され、流れる電流を計測可能なように電流計32が配置されている。電源31は制御部30によって印加電圧を制御され、電流計32が計測する電流値は制御部30に出力される。尚、電源31は、直流電源であっても交流電源であっても構わない。
【0028】
ステップS07では、硬化炉40内の温度を上げるのに合わせて、口金102a,102bに高電圧を印加し、ライナ101を発熱させる。制御部30は、電流計32が出力する電流値から通電量すなわち発熱量を算出し、適正な電圧が印加されるように電源31を制御する(ステップS08、ステップS09)。
【0029】
ステップS10では、繊維強化プラスチック層103が硬化したか判断する。繊維強化プラスチック層103の硬化が完了していなければ、ステップS08に戻り、繊維強化プラスチック層103の硬化が完了していれば、通電を停止して硬化炉40の温度を下降させ、製造工程を終了する。尚、本実施形態では、ライナ101の周囲に繊維強化プラスチック材料を巻きつけてから硬化させたけれども、ライナ101の周囲に繊維強化プラスチック材料を巻きつけながら硬化させることも好ましい。また、電流計32の代わりに又は電流計32と共に温度検出手段(赤外線サーモグラフィ等)を設け、その温度検出手段によるワークの温度検出結果を用いて制御部30が硬化を制御することも好ましい。
【符号の説明】
【0030】
2:容器本体
5:貯留空間
10:車両搭載用高圧タンク
14:バルブアッセンブリ
30:制御部
31:電源
32:電流計
40:硬化炉
101:ライナ
101a,101b:ライナ構成部材
102a,102b:口金
103:繊維強化プラスチック層
【技術分野】
【0001】
本発明は、車両搭載用高圧タンクの製造方法に関する。
【背景技術】
【0002】
車両搭載用高圧タンクとして、ライナの周囲を繊維強化プラスチック層で補強してなるものが知られている。このような車両搭載用高圧タンクの製造方法として、下記特許文献1に記載のものが提案されている。下記特許文献1に記載の製造方法は、中空円筒状のライナ構成部材同士を、予備加熱されている途中または予備過熱された後で、レーザを照射することによりレーザ溶着によって複数個接合してライナを構成し、そのライナの周囲に繊維強化プラスチック(FRP:Fiber Reinforced Plastics)の補強層を形成するものである。更に、互いに接合されるべき一方のライナ構成部材の接合部と、他方のライナ構成部材の接合部との少なくとも一方に発熱性材料を設けている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−283968号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述したようにライナの周囲に繊維強化プラスチックの補強層を形成する場合、ライナの周囲に繊維強化プラスチック材料(例えば、炭素繊維にエポキシ樹脂を含浸させたもの)を巻きつけて、それを硬化炉に入れて周囲の繊維強化プラスチック材料を硬化させて繊維強化プラスチック層としている。
【0005】
本発明者は、このような硬化過程において、解決すべき二つの課題があることを見出した。ライナの周囲に繊維強化プラスチック材料を巻きつけたワークを硬化炉に入れて、硬化炉の温度を上昇させて繊維強化プラスチック材料を硬化させる際の、硬化炉内の温度とワークの温度との関係の一例を図5に示す。図5に示されるように、硬化炉内の温度を上げると、ワークの温度が徐々に上昇する昇温期間の後、ワークの温度が急激に上昇する1次硬化期間を経て、ワークの温度が下降してくることに対して硬化炉内の温度を更に上げる本硬化期間によって硬化が完了する。この場合、1次硬化では繊維強化プラスチック材料中の樹脂のポリマー化が進行し、樹脂の重合反応によって発熱が生じているものと考えられ、本硬化ではポリマー同士の架橋反応が起こっているものと考えられる。
【0006】
上述したような繊維強化プラスチック材料の硬化過程における第一の課題は、昇温期間におけるワークの温度上昇に時間が掛かることであり、第二の課題は、繊維強化プラスチック材料の硬化時間、特に本硬化における時間が掛かることである。
【0007】
本発明はこのような課題に鑑みてなされたものであり、その目的は、ライナの周囲を繊維強化プラスチック層で補強してなる車両搭載用高圧タンクの製造方法であって、繊維強化プラスチック材料の硬化完了までの時間を短縮可能な車両搭載用高圧タンクの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために本発明に係る車両搭載用高圧タンクの製造方法は、ライナの周囲を繊維強化プラスチック層で補強してなる車両搭載用高圧タンクの製造方法であって、抵抗発熱体が設けられたライナを準備する工程と、前記ライナの周囲に繊維強化プラスチック材料を巻きつける工程と、前記繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程と、を含み、前記繊維強化プラスチック材料を硬化させる過程において、前記抵抗発熱体を発熱させるものである。
【0009】
本発明では、抵抗発熱体が設けられたライナを準備し、繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す過程において、抵抗発熱体を発熱させるので、繊維強化プラスチック材料をライナ側、すなわち内側から昇温させることができる。ライナの周囲に繊維強化プラスチック材料を巻きつけたワークを昇温させる際には、一般的には硬化炉が用いられるので、繊維強化プラスチック材料は外側から昇温させられており、本発明のように内側からも昇温させることで、繊維強化プラスチック材料を外側及び内側からムラ無く効果的に昇温さえることが可能となり、硬化時間を短縮することができる。更に、このように繊維強化プラスチック材料を外側と内側から硬化反応を促進させることができるので、効果後の繊維強化プラスチック層の物性を安定させることができる。
【0010】
また本発明に係る車両搭載用高圧タンクの製造方法では、前記車両搭載用高圧タンクは導電性を有する口金を備え、前記ライナと前記口金との間は導電性を有する一方で、前記繊維強化プラスチック材料と前記口金との間は電気的に絶縁性を有するように処理がなされていることも好ましい。
【0011】
この好ましい態様では、導電性を有する口金を備えているので、この口金に通電することでライナに設けられた抵抗発熱体に通電させることができる。また、ライナと口金との間は導電性を有するように処理がなされている一方で、繊維強化プラスチック材料と口金との間は電気的に絶縁性を有するように処理がなされているので、効果的にライナに設けられた抵抗発熱体へと通電させる一方で、繊維強化プラスチック材料への通電を抑制することができる。
【発明の効果】
【0012】
本発明によれば、繊維強化プラスチック材料の硬化完了までの時間を短縮可能な車両搭載用高圧タンクの製造方法を提供することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の実施形態である車両搭載用高圧タンクの製造方法によって製造される車両搭載用高圧タンクを示す断面図である。
【図2】本発明の実施形態である車両搭載用高圧タンクの製造方法を説明するためのフローチャートである。
【図3】図2に示す製造方法において、ライナに繊維強化プラスチック材料を巻いたワークに通電する状態を説明するための図である。
【図4】図3において、ライナと繊維強化プラスチック材料と口金との近傍を説明するための図である。
【図5】一般に、ライナに繊維強化プラスチック材料を巻いたワークを炉内で昇温した場合の、温度関係を説明するための図である。
【発明を実施するための形態】
【0014】
以下、添付図面を参照しながら本発明の実施の形態について説明する。説明の理解を容易にするため、各図面において同一の構成要素に対しては可能な限り同一の符号を付して、重複する説明は省略する。
【0015】
まず、本発明の実施形態である製造方法によって製造される車両搭載用高圧タンクについて説明する。図1は、車両搭載用高圧タンク10の断面図である。図1に示すように、車両搭載用高圧タンク10は、全体として密閉円筒状の容器本体2と、容器本体2の長手方向の両端部に取り付けられた口金102a,102bと、を具備している。容器本体2の内部は、各種のガスを貯留する貯留空間5となっている。車両搭載用高圧タンク10は、常圧のガスを充填することもできるし、常圧に比して圧力が高められたガスを充填することもできる。すなわち、本発明の車両搭載用高圧タンク10は、高圧ガス容器として機能することができる。
【0016】
例えば、燃料電池システムでは、高圧の状態で用意された燃料ガスを減圧して、燃料電池の発電に供している。車両搭載用高圧タンク10は、高圧の燃料ガスを貯留するのに適用することができ、燃料ガスとしての水素や、圧縮天然ガス(CNGガス)などを貯留することができる。車両搭載用高圧タンク10に充填される水素の圧力としては、例えば35MPaあるいは70MPaであり、CNGガスの圧力としては、例えば20MPaである。
【0017】
容器本体2は、ガスバリア性を有する内側のライナ101と、ライナ101の外周に配置された繊維強化プラスチック層103と、の二層構造を有している。繊維強化プラスチック層103は、例えば炭素繊維とエポキシ樹脂を含むFRPからなり、ライナ101の外表面を被覆するように構成されている。
【0018】
口金102a,102bは、例えばステンレスやアルミニウムなどの金属で形成され、容器本体2の半球面状をした端壁部の中心に設けられている。口金102a,102bの開口部の内周面には雌ネジが刻設されており、配管やバルブアッセンブリ14(バルブボデー)などの機能部品の雄ネジをこの雌ネジと螺合させることで、機能部品を口金102a,102bにねじ込み接続可能となっている。なお、図1では、口金102aにのみバルブアッセンブリ14を設けた例を二点鎖線で示した。
【0019】
例えば、燃料電池システム上の車両搭載用高圧タンク10は、バルブや継手等の配管要素を一体的に組み込んだバルブアッセンブリ14を介して、貯留空間5と図示省略した外部のガス流路との間が接続され、貯留空間5に水素が充填されると共に貯留空間5から水素が放出される。
【0020】
ライナ101は、長手方向の中央で二分割された一対の略同形状からなるライナ構成部材101a,101bを、レーザ溶着により接合して構成されている。すなわち、半割り中空体のライナ構成部材101a,101b同士をレーザ溶着により接合することで、中空内部のライナ101が構成されている。
【0021】
続いて、本発明の実施形態である車両搭載用高圧タンクの製造方法について図2を参照しながら説明する。図2は、車両搭載用高圧タンクの製造方法を説明するためのフローチャートである。本実施形態において製造される車両搭載用高圧タンク10は、図1を参照しながら説明したように両端が閉じられた円筒形状を成しており、その両端に口金102a,102bが設けられてなるものである。
【0022】
ステップS01では、抵抗発熱体が内蔵されたライナ101を成形する。具体的には、ライナを成形する際の母材であるペレットに抵抗発熱体材料を混合し、その抵抗発熱体材料を混合したペレットを用いて射出成形によってライナ構成部材101a,101bを成形する。抵抗発熱体材料としては、タングステン、タンタル、モリブデンといった高融点金属や、カーボン、窒化ホウ素・ホウ化チタン混合焼結体といった材料が用いられる。この場合において、意図的にライナに温度分布を形成させたい場合には、抵抗発熱体材料の配置位置を工夫することで効率的な発熱が可能となる。一例としては、繊維強化プラスチック材料を巻きつける場合に肉厚部となる胴体部分を積極的に昇温したい場合には、ライナのストレート部に抵抗発熱体材料を多く混合して射出成形を行うことも好ましい。ライナ構成部材101a,101bを接合し、ライナ101を形成する。
【0023】
ステップS02では、口金102a,102bを準備し、それぞれの口金102a,102bにおける繊維強化プラスチック材料(硬化後に繊維強化プラスチック層103となるもの)との接触面に絶縁層を形成する。絶縁層の形成手法は様々なものが想定されるが、一例としては、アルマイト処理によるものが考えられる。図4に、口金102aに絶縁層102abを形成した状態を示す。図4では説明の便宜上、繊維強化プラスチック層103が形成された後の状態を示している。
【0024】
図2に戻り、ステップS03では、ステップS02において絶縁層を形成した一対の口金102a,102bに対し、それぞれの口金102a,102bにおけるライナ101との接触面に導電層を形成する。導電層の形成手法は様々なものが想定されるが、一例としては、カーボンペーストや銀ペーストの塗布が考えられる。図4に、口金102aに導電層102aaを形成した状態を示す。図4では説明の便宜上、繊維強化プラスチック層103が形成された後の状態を示している。
【0025】
図2に戻り、ステップS04では、ステップS01で成形したライナ101の両端に、ステップS02及びステップS03の処理を経た一対の口金102a,102bを圧入して取り付けて、口金付きライナを形成する。本実施形態では、ステップS01からステップS04に口金付きライナの形成工程を分割したけれども、これらをまとめて口金付きライナを一体成形することも好ましい。また、ライナ101の内側に導電層を設けることも好ましい。この導電層の形成手法は様々なものが想定されるが、アルミ蒸着層の形成や人工カーボン皮膜の形成といったことが考えられる。このように、ライナ101の内側に通電ルートを形成することで、ライナ101をより均一に発熱させることができる。また、ライナ101の内側の導電層にも抵抗発熱体を設けることも好ましい。
【0026】
ステップS05では、ステップS04で形成した口金付きライナに、エポキシ樹脂といった樹脂を含浸させた炭素繊維といった繊維を巻きつける(フィラメントワインディング)。
【0027】
ステップS06では、ステップS05において形成した、繊維強化プラスチック材料を巻きつけた口金付きライナ(ワークW)を硬化炉40内に入れ、口金102a,102bに電極を取り付ける。この状態を図3に示す。図3に示すように、ライナ101の両端に口金102a,102bが取り付けられ、ライナ101の周囲には繊維強化プラスチック層103となる繊維強化プラスチック材料が巻きつけられている。これらは硬化炉40内に配置されており、口金102aにはプラス側の電極が取り付けられ、口金102bにはマイナス側の電極が取り付けられている。口金102a,102bに電圧を印加することができるように電源31が配置され、流れる電流を計測可能なように電流計32が配置されている。電源31は制御部30によって印加電圧を制御され、電流計32が計測する電流値は制御部30に出力される。尚、電源31は、直流電源であっても交流電源であっても構わない。
【0028】
ステップS07では、硬化炉40内の温度を上げるのに合わせて、口金102a,102bに高電圧を印加し、ライナ101を発熱させる。制御部30は、電流計32が出力する電流値から通電量すなわち発熱量を算出し、適正な電圧が印加されるように電源31を制御する(ステップS08、ステップS09)。
【0029】
ステップS10では、繊維強化プラスチック層103が硬化したか判断する。繊維強化プラスチック層103の硬化が完了していなければ、ステップS08に戻り、繊維強化プラスチック層103の硬化が完了していれば、通電を停止して硬化炉40の温度を下降させ、製造工程を終了する。尚、本実施形態では、ライナ101の周囲に繊維強化プラスチック材料を巻きつけてから硬化させたけれども、ライナ101の周囲に繊維強化プラスチック材料を巻きつけながら硬化させることも好ましい。また、電流計32の代わりに又は電流計32と共に温度検出手段(赤外線サーモグラフィ等)を設け、その温度検出手段によるワークの温度検出結果を用いて制御部30が硬化を制御することも好ましい。
【符号の説明】
【0030】
2:容器本体
5:貯留空間
10:車両搭載用高圧タンク
14:バルブアッセンブリ
30:制御部
31:電源
32:電流計
40:硬化炉
101:ライナ
101a,101b:ライナ構成部材
102a,102b:口金
103:繊維強化プラスチック層
【特許請求の範囲】
【請求項1】
ライナの周囲を繊維強化プラスチック層で補強してなる車両搭載用高圧タンクの製造方法であって、
抵抗発熱体が設けられたライナを準備する工程と、
前記ライナの周囲に繊維強化プラスチック材料を巻きつける工程と、
前記繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程と、
を含み、前記繊維強化プラスチック材料を硬化させる過程において、前記抵抗発熱体を発熱させる車両搭載用高圧タンクの製造方法。
【請求項2】
前記車両搭載用高圧タンクは導電性を有する口金を備え、
前記ライナと前記口金との間は導電性を有する一方で、前記繊維強化プラスチック材料と前記口金との間は電気的に絶縁性を有するように処理がなされている請求項1に記載の車両搭載用高圧タンクの製造方法。
【請求項1】
ライナの周囲を繊維強化プラスチック層で補強してなる車両搭載用高圧タンクの製造方法であって、
抵抗発熱体が設けられたライナを準備する工程と、
前記ライナの周囲に繊維強化プラスチック材料を巻きつける工程と、
前記繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程と、
を含み、前記繊維強化プラスチック材料を硬化させる過程において、前記抵抗発熱体を発熱させる車両搭載用高圧タンクの製造方法。
【請求項2】
前記車両搭載用高圧タンクは導電性を有する口金を備え、
前記ライナと前記口金との間は導電性を有する一方で、前記繊維強化プラスチック材料と前記口金との間は電気的に絶縁性を有するように処理がなされている請求項1に記載の車両搭載用高圧タンクの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−274564(P2010−274564A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−130324(P2009−130324)
【出願日】平成21年5月29日(2009.5.29)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月29日(2009.5.29)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]