
車両用ウエザーストリップ取付装置
【課題】ウエザーストリップの取り付けを確実且つ低コストに行うことができる車両用ウエザーストリップ取付装置を提供する。
【解決手段】車両用ウエザーストリップ取付装置10は、車体の嵌合部20にウエザーストリップ22を取り付けるための装置である。該車両用ウエザーストリップ取付装置10は、ウエザーストリップ22を嵌合部20に嵌め込むための回転自在なローラ46及びノズル40を有するアッパー側取付ユニット36と、ローラ90及びノズル86a、86bを有するサイド側取付ユニット38とを備える。これらアッパー側取付ユニット36及びサイド側取付ユニット38は、機台34を介してロボットアーム28a、28bにより移動可能な状態で支持されている。
【解決手段】車両用ウエザーストリップ取付装置10は、車体の嵌合部20にウエザーストリップ22を取り付けるための装置である。該車両用ウエザーストリップ取付装置10は、ウエザーストリップ22を嵌合部20に嵌め込むための回転自在なローラ46及びノズル40を有するアッパー側取付ユニット36と、ローラ90及びノズル86a、86bを有するサイド側取付ユニット38とを備える。これらアッパー側取付ユニット36及びサイド側取付ユニット38は、機台34を介してロボットアーム28a、28bにより移動可能な状態で支持されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両のドアやボディ等にウエザーストリップを取り付ける車両用ウエザーストリップ取付装置に関する。
【背景技術】
【0002】
一般に、自動車のドアやボディ等の縁部には、車内への水の侵入防止や騒音の遮断等を目的としてウエザーストリップ(防水ゴム)が取り付けられている。
【0003】
特許文献1には、このようなウエザーストリップの取付装置として、ウエザーストリップが取り付けられる部分(受容用表面)に対して、粘着性物質が予め塗布されたウエザーストリップを接着するためのローラや加圧手段、及びこれらを前記受容用表面に沿って誘導する誘導手段を備えた取付装置が記載されている。
【0004】
【特許文献1】特表2005−523199号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、前記のような接着によるウエザーストリップの取り付け方法では、例えばドア開閉時の衝撃や経年劣化等によりウエザーストリップが車体から脱落する懸念がある。
【0006】
そこで、ウエザーストリップの脱落を防止するための方法として、車体に設けられた嵌合部(嵌合溝)に対し、ウエザーストリップを押圧して嵌め込む方法が行われている。ところが、このような嵌め込みによる方法では、車体の嵌合部とウエザーストリップとを嵌合させる際の摩擦が非常に大きく、嵌め込み作業を確実且つ迅速に行うためには、前記摩擦を軽減する手段が必要となる。
【0007】
しかしながら、上記従来技術に係る取付装置では、このような摩擦を軽減する手段については考慮されておらず、従って、該取付装置を嵌合部に対して押圧する構造からなるウエザーストリップの取り付けに適用することは困難である。
【0008】
一方、前記のような嵌め込みによる取り付け作業を手作業で場合には、作業効率向上のため、通常、予めリング状のウエザーストリップ全体にルーセン(潤滑剤)を塗布した後、取り付けを行っている。この場合、前記ルーセンが必要以上に塗布されることがあり、また、全工程が手作業のため、人的な作業負荷も大きいものとなる。
【0009】
本発明は、このような課題を考慮してなされたものであり、車体に設けられた嵌合部に対してウエザーストリップを押圧して嵌め込む際の摩擦を軽減する手段を有することにより、ウエザーストリップの取り付けを確実且つ低コストに行うことができる車両用ウエザーストリップ取付装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の車両用ウエザーストリップ取付装置は、車体の嵌合部にウエザーストリップを取り付けるための車両用ウエザーストリップ取付装置であって、前記ウエザーストリップを前記嵌合部に嵌め込むための回転自在なローラと、前記ローラを支持すると共に、前記ローラを前記ウエザーストリップに押圧した状態で前記嵌合部に沿って移動させる搬送手段と、前記ローラの進行方向の前方で前記搬送手段により支持され、前記ウエザーストリップを前記嵌合部に嵌合する際の摩擦を低減する摩擦低減剤を、前記ウエザーストリップ及び(又は)前記嵌合部に対して噴射又は塗布するための液体塗布手段と、を備えることを特徴とする。
【0011】
このような構成によれば、液体塗布手段により適量の摩擦低減剤、例えば、ルーセンをウエザーストリップや嵌合部に対して噴射又は塗布することができ、ローラによりウエザーストリップを嵌合部へと容易に嵌合させることができる。従って、前記摩擦低減剤を、塗布が必要な部位に必要な量だけ塗布することができるので、その使用量が削減され、コストが低減される。
【0012】
さらに、前記ローラと前記液体塗布手段との間で前記搬送手段により支持され、前記ローラの進行方向の前方で前記ウエザーストリップを前記嵌合部へと嵌め込むための嵌込手段を備え、前記嵌込手段は前記搬送手段により、前記ローラ及び前記液体塗布手段と共に、前記嵌合部に沿って移動可能とすると、ローラによりウエザーストリップを嵌合部へと嵌合させる前に、前記嵌込手段により嵌め込んでおくことができるため、ウエザーストリップの取り付け作業の効率が一層向上する。
【0013】
また、前記嵌込手段が、前記ウエザーストリップを前記ローラによる押圧方向と同方向で押圧する第1部材と、前記ウエザーストリップを前記ローラによる押圧方向と交差する方向で押圧する第2部材と、を有していると、2方向からウエザーストリップを押圧することができるため、一層容易にウエザーストリップを嵌合部へと取り付けることができる。
【0014】
さらに、前記ローラの進行方向の前方で前記搬送手段により支持され、前記ウエザーストリップを前記嵌合部に対して一部嵌合する状態まで案内する案内手段を備えていると、ドア部のアッパー部等に対してウエザーストリップを取り付ける際に、嵌合部から垂れ下がっているウエザーストリップを前記案内手段により案内しながら取り付け作業を行うことができるため、作業性が一層向上する。
【0015】
さらにまた、前記ローラを回転駆動するための駆動源を備えていると、該ローラを回転駆動しながらウエザーストリップを押し込むことができ、取り付け時、ウエザーストリップのずれや浮き上がりを防止することができる。
【発明の効果】
【0016】
本発明によれば、液体塗布手段を備えることにより、適量の前記摩擦低減剤、例えば、ルーセンをウエザーストリップや嵌合部に対して噴射又は塗布することができ、ローラによりウエザーストリップを嵌合部へと容易に嵌合させることができる。従って、前記摩擦低減剤を、必要な部位に必要な量だけ塗布することができるので、その使用量が削減され、コストが低減される。
【0017】
また、本発明によれば、前記液体塗布手段によりウエザーストリップと嵌合部との摩擦を低減する摩擦低減剤を自動的に噴射又は塗布することができるため、作業者の作業負荷を大幅に削減することができる。
【発明を実施するための最良の形態】
【0018】
以下、本発明に車両用ウエザーストリップ取付装置について好適な実施形態を挙げ、添付の図面を参照しながら詳細に説明する。
【0019】
図1は、本発明の一実施形態としての車両用ウエザーストリップ取付装置により、車両のドア部に対してウエザーストリップを取り付ける様子を説明するための斜視図である。
【0020】
本実施形態に係る車両用ウエザーストリップ取付装置10(以下、取付装置10ともいう)は、車両の組み立て及び加工を行う生産ラインの途中工程に設置され、ドア部12の窓枠部近傍を構成するアッパーサッシュ部14のアッパー部16及びサイド部18a、18bに設けられている溝状の嵌合部20(嵌合溝)に対して、リング状のウエザーストリップ22を嵌め込んで取り付けるための装置である。前記アッパーサッシュ部14の下側のロア部24周縁部へのウエザーストリップ22の取り付けは人手により行われることになるが、詳細は後述する。ウエザーストリップ22は、上記のように、車内への水の侵入防止や騒音の遮断等の機能を果たす、例えばゴム製の部材である。
【0021】
なお、ウエザーストリップ22は、アッパー部16に取り付ける部分(図14A参照)とサイド部18a、18bに取り付ける部分(図17A参照)とでは断面形状が異なるが、便宜上、特に断りのない限り、以下ではこれらを区別することなく説明を行うものとする。
【0022】
図1に示すように、取付装置10は、ウエザーストリップ22を前記嵌合部20に嵌め込む際のハンド部として機能する2台の取付ユニット26a、26bと、先端に取付ユニット26a、26bを支持する2台のロボットアーム(搬送手段)28a、28bと、該ロボットアーム28a、28bの動作等の各種制御を行うコントローラ30とを有する。このように、本実施形態に係る取付装置10では、2台の取付ユニット26a、26bと、これらを支持する2台のロボットアーム28a、28bとを、コントローラ30により同時に制御しながらウエザーストリップ22を取り付ける構成について説明するが、取付ユニット及びロボットアームをそれぞれ1台で構成することも可能である。
【0023】
ロボットアーム28a、28bは、ベース32上に並設される産業用多関節型ロボットであって、プログラム動作によって先端の取付ユニット26a、26bを任意の位置で、任意の姿勢に移動可能である。
【0024】
次に、取付ユニット26a、26bについて、図2〜7を参照しながら説明する。2台の取付ユニット26a、26bは構成が同じで、各構成部品が、例えば図1のドア部12側から見て略対称に設けられている。
【0025】
図2及び図3に示すように、取付ユニット26aは、ロボットアーム28aの先端に背面34b側で固定される平板状の機台34と、該機台34の表面34aに設けられ、前記アッパー部16にウエザーストリップ22を取り付ける際に用いられるアッパー側取付ユニット36と、該アッパー側取付ユニット36と共に前記表面34aに並設され、前記サイド部18a、18bにウエザーストリップ22を取り付ける際に用いられるサイド側取付ユニット38とを有する。
【0026】
なお、以下の説明では、図3におけるアッパー側取付ユニット36の進行方向をX1方向、その逆方向をX2方向とし、サイド側取付ユニット38の進行方向をY1方向、その逆方向をY2方向とし、ロボットアーム28aが機台34の背面34bへと接続される方向をZ1方向、その逆方向をZ2方向と規定する。また、X1方向及びX2方向をまとめてX方向、Y1方向及びY2方向をまとめてY方向、Z1方向及びZ2方向をまとめてZ方向と呼ぶこともある。なお、図3に示すように、取付ユニット26a、26bにおいて、X方向とY方向とはやや鈍角に交差している。
【0027】
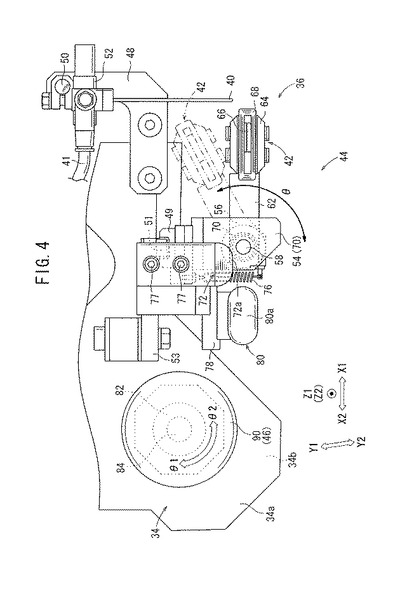
アッパー側取付ユニット36は、アッパー部16に設けられた嵌合部20に沿うように、ロボットアーム28aにより移動制御される。アッパー側取付ユニット36は、図3〜図6に示すように、その進行方向(矢印X1方向)の前方側(下流側)から順に、ウエザーストリップ22や嵌合部20に対してルーセン(摩擦低減剤、潤滑剤)を噴射又は塗布するノズル(液体塗布手段)40と、アッパー部16から垂れ下がったウエザーストリップ22を掬いながら嵌合部20へと案内する案内手段42と、ウエザーストリップ22を押圧して嵌合部20へと嵌め込む嵌込手段44と、該嵌込手段44により嵌め込まれたウエザーストリップ22をさらに押圧し、嵌合部20へと確実に嵌合させるローラ46とを有する。
【0028】
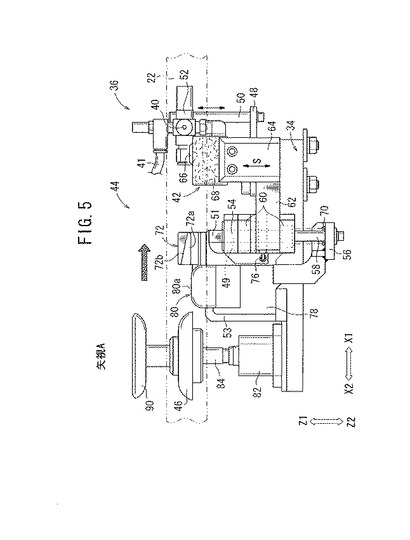
ノズル40は、先端からウエザーストリップ22を嵌合部20に嵌合する際の摩擦を低減する液体、例えば、ルーセン(潤滑剤)をウエザーストリップ22及び(又は)嵌合部20に対して噴射・塗布する細管である。ノズル40の基端側には流路41を介して前記ルーセンが供給される(図5参照)。ノズル40は、機台34の表面34aに固定されたL字状のブラケット48の先端からZ1方向に突設された支柱50に軸支されているスライダ部材52から、略Y2方向に突出されている。
【0029】
このようなノズル40は、ウエザーストリップ22や嵌合部20へと前記ルーセンを確実に塗布するため、その先端とウエザーストリップ22との間が塗布に最適な距離となるように設定されている。さらに、ノズル40は、前記スライダ部材52により、支柱50の軸方向に沿ってZ方向の任意の位置に移動且つ固定可能である(図5参照)。これによりノズル40の先端を、ウエザーストリップ22の幅方向の任意の位置に設定することができる。
【0030】
案内手段42は、機台34の表面34aからZ1方向に突設されたベースブラケット53に設けられたガイドレール51に取り付けられたスライダ部材49を介して支持されたブラケット54及びブラケット56にそれぞれ上端部及び下端部が固定され、Z方向に延在する回転軸58と、該回転軸58に軸支され、Z方向に移動可能な一対のスライダ部材60と、回転軸58に軸支され且つスライダ部材60にZ方向両端面が支持されて、X1方向に延在するアーム62と、該アーム62の先端からZ1方向に突設された案内部材64とを有する。
【0031】
案内部材64は、X方向に幅広で略Y方向には薄く構成されることで(図4参照)、ウエザーストリップ22を掬い上げ、嵌合部20へと仮嵌合させる機能を果たす。該案内部材64は、薄板66と、該薄板66の周囲を囲繞する保護材68とから構成される。保護材68は、例えばフェルトにより構成され、薄板66によるウエザーストリップ22の損傷を防止し、さらに、ウエザーストリップ22の案内時における該ウエザーストリップ22の滑りを円滑にするために用いられる。該保護材68としては、例えば、自己潤滑性を有するポリアミドや四フッ化エチレン樹脂(PTFE)等を用いることもでき、さらに、案内部材64自体をこのような材料により構成してもよい。
【0032】
図5に示すように、案内手段42は、回転軸58に外挿され、スライダ部材60の下端部とブラケット56との間に配設される第1ばね70を有する。さらに、案内手段42は、回転軸58よりも略Y1方向に設けられ、スライダ部材49と、アーム62の基端部との間に配設される第2ばね76を有する。
【0033】
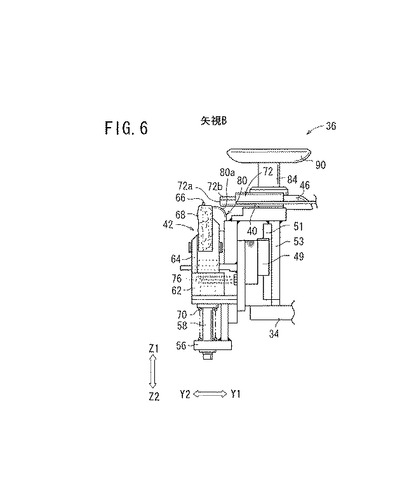
これにより、アーム62及び案内部材64は、第1ばね70の弾性作用下に、回転軸58の軸方向(Z方向)に移動自在に構成される(図5の矢印S参照)。また、アーム62及び案内部材64は、第2ばね76の弾性作用下に、回転軸58を中心として揺動自在に構成される(図4の矢印θ参照)。つまり、案内手段42において、案内部材64は、回転軸58の軸方向及び回転方向に対して、第1ばね70及び第2ばね76によるフローティング機構を介して支持されていることになる。このようなフローティング機構により、案内手段42では、ウエザーストリップ22の取り付け作業時に、案内部材64をアッパー部16の形状に沿って摺動させることができる。また、スライダ部材49及びガイドレール51により、案内手段42は、Z方向の任意の位置に移動自在である(図6参照)。
【0034】
嵌込手段44は、前記ベースブラケット53に支持されるスライダ部材49の上端(Z1側)に2本のボルト77、77を介して取り付けられたアッパー側リップ押圧部材(第1部材)72と、前記スライダ部材49の略Y2側に固定され、X方向に延在しているブラケット78の側面に取り付けられたアッパー側リップ挿入部材(第2部材)80とを有する。
【0035】
アッパー側リップ押圧部材72は、ウエザーストリップ22を略Y2方向に押圧する部材であり、ウエザーストリップ22に当接する先端部72aは、平面視(図4参照)で先端角部が略円弧状に形成され、側面視(図5参照)でやや傾斜した段差72bが形成されている。
【0036】
アッパー側リップ挿入部材80は、ウエザーストリップ22をZ1方向に押圧する部材であり、アッパー側リップ押圧部材72よりやや幅広に構成されている。アッパー側リップ挿入部材80において、ウエザーストリップ22に当接する先端部80aは、平面視(図4参照)で長尺な楕円形状に形成され、側面視(図5参照)で先端角部が略円弧状に形成されている。
【0037】
このように、嵌込手段44は、アッパー側リップ押圧部材72及びアッパー側リップ挿入部材80により、ウエザーストリップ22を略直交する2方向から押圧するように構成されている。なお、アッパー側取付ユニット36の進行方向(X1方向)に対して、アッパー側リップ挿入部材80よりもアッパー側リップ押圧部材72の方が前方側(X1側)になるように配置されている。
【0038】
ローラ46は、機台34の表面34a上に設けられたモータ(駆動源)82からZ方向に延在する回転軸84に回転自在に軸支され、側面視で略45°に湾曲した傾斜面を有している(図5参照)。ローラ46は、前記アッパー側リップ挿入部材80の後方(X2側)に設けられ、ウエザーストリップ22を略Y2方向に押圧する機能を果たす。
【0039】
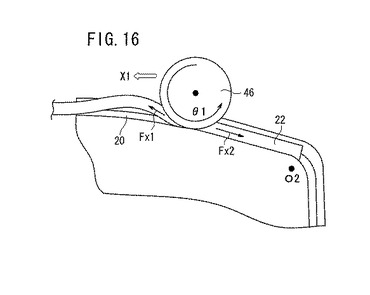
モータ82はウエザーストリップ22の取り付け作業時、コントローラ30の制御下に、アッパー側取付ユニット36の進行速度と同速度又はやや速い速度(周速)でローラ46を回転駆動する。この際、モータ82によるローラ46の回転方向は、図3及び図4に示す矢印θ1方向に設定される。これにより、ウエザーストリップ22には、ローラ46による略Y2方向への押圧作用下に、ローラ46のX1方向への進行による力FX1と、ローラ46のθ1方向への回転により前記進行方向とは逆向きに生じる力FX2とが加えられることになるが(図16参照)、詳細は後述する。
【0040】
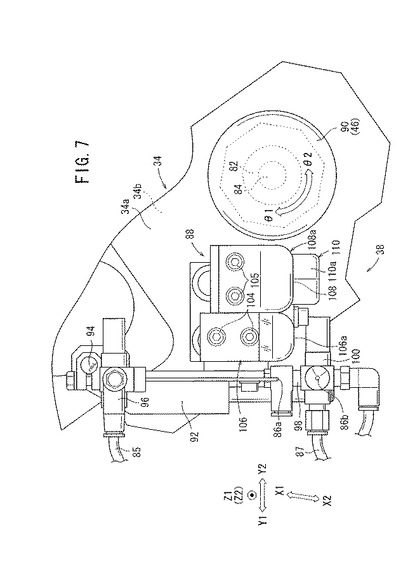
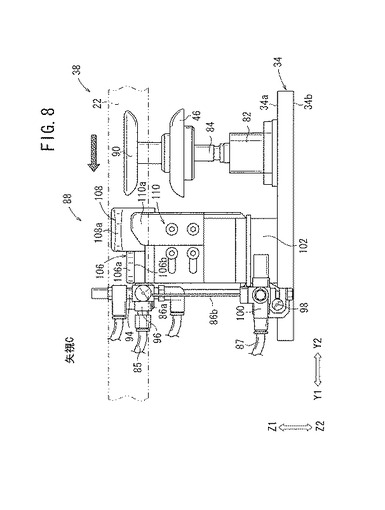
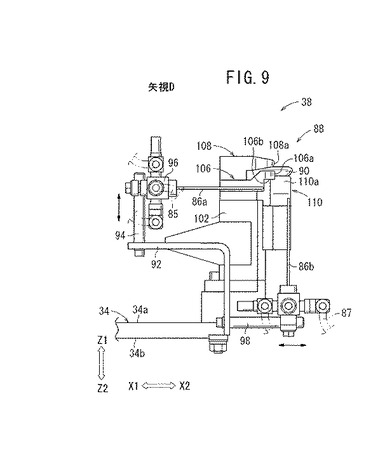
一方、サイド側取付ユニット38は、ドア部12のサイド部18a、18bに設けられた嵌合部20に沿うように、ロボットアーム28aにより移動制御される。サイド側取付ユニット38は、図3及び図7〜図9に示すように、その進行方向(矢印Y1方向)の前方側(下流側)から順に、ウエザーストリップ22や嵌合部20に対してルーセンを噴射又は塗布するノズル(液体塗布手段)86a、86bと、ウエザーストリップ22を押圧して嵌合部20へと嵌め込む嵌込手段88と、該嵌込手段88により嵌め込まれたウエザーストリップ22をさらに押圧し、嵌合部20へと確実に嵌合させるローラ90とを有する。
【0041】
ノズル86a、86bは前記ノズル40と同様に、先端からルーセンをウエザーストリップ22及び(又は)嵌合部20に対して噴射・塗布する細管である。ノズル86aの基端側には流路85を介して前記ルーセンが供給され、ノズル86bの基端側には流路87を介して前記ルーセンが供給される。
【0042】
ノズル86aは、図9に示すように、機台34からZ1方向に突出した後、X1方向に屈曲されたL字状のブラケット92の先端からZ1方向に突設された支柱94に軸支されているスライダ部材96から、X2方向に突出されている。このようなノズル86aは、ウエザーストリップ22や嵌合部20へと前記ルーセンを確実に塗布するため、その先端とウエザーストリップ22との間が塗布に最適な距離となるように設定されている。さらに、ノズル86aは、前記スライダ部材96により、支柱94の軸方向に沿ってZ方向の任意の位置に移動且つ固定可能である(図9参照)。これによりノズル86aの先端を、ウエザーストリップ22の幅方向(図9のZ方向)の任意の位置に設定可能である。
【0043】
ノズル86bは、図9に示すように、前記ブラケット92の基端部付近からX2方向に突設された支柱98に軸支されているスライダ部材100からZ1方向に突出されている。このようなノズル86bにおいても前記ノズル86aと同様に、その先端とウエザーストリップ22との間が塗布に最適な距離となるように設定されている。さらに、ノズル86bは、前記スライダ部材100により、支柱98の軸方向に沿ってX方向の任意の位置に移動且つ固定自在である(図9参照)。これによりノズル86bの先端は、ウエザーストリップ22の厚さ方向(図9のX方向)の任意の位置に設定可能である。
【0044】
このようにノズル86a及び86bは、互いの軸線方向が略直交するように配設されているため、ウエザーストリップ22や嵌合部20に対して2方向からルーセンを塗布することができる。
【0045】
嵌込手段88は、機台34の表面34a上でZ1方向に突設されたブラケット102の上端面に2本のボルト104、104により取り付けられたサイド側リップ押圧部材(第1部材)106と、2本のボルト105、105により該サイド側リップ押圧部材106と並列して取り付けられた機種対応用サイド側リップ押圧部材(第1部材)108と、前記ブラケット102の略X2側の側面に設けられたサイド側リップ挿入部材(第2部材)110とを有する。
【0046】
サイド側リップ押圧部材106は、ウエザーストリップ22を略X2方向に押圧する部材であり、ウエザーストリップ22に当接する先端部106aは、平面視(図7参照)で先端角部が略円弧状に形成され、側面視(図8参照)で段差106bによりZ1方向にややオフセットされている。
【0047】
機種対応用サイド側リップ押圧部材108は、前記サイド側リップ押圧部材106のY2側に並設され、ウエザーストリップ22を略X2方向に押圧する部材である。該機種対応用サイド側リップ押圧部材108は、サイド側リップ押圧部材106よりもやや幅広に構成され、ウエザーストリップ22に当接する先端部108aは、平面視(図7参照)で先端角部が略円弧状に形成され、側面視(図8参照)でやや先細りに形成されている。
【0048】
これらサイド側リップ押圧部材106及び機種対応用サイド側リップ押圧部材108は、ウエザーストリップ22を取り付ける車両の種類毎に異なるウエザーストリップ22及び嵌合部20の形状に応じて選択的に使用されることになる。従って、通常、ウエザーストリップ22の取り付け作業時には、サイド側リップ押圧部材106又は機種対応用サイド側リップ押圧部材108のどちらか一方のみがブラケット102に取り付けられ、他方は取り外されることになる。なお、以下、本実施形態では、サイド側リップ押圧部材106を用いてウエザーストリップ22の取り付け作業を行う場合について説明するものとする。
【0049】
サイド側リップ挿入部材110は、ウエザーストリップ22をZ1方向に押圧する部材である。該サイド側リップ挿入部材110は、機種対応用サイド側リップ押圧部材108の略X2方向やや下方(Z2方向)に配置される。該サイド側リップ挿入部材110は、サイド側リップ押圧部材106と略同幅で、ウエザーストリップ22に当接する先端部110aは、側面視(図8参照)で一方の角部に傾斜110bが形成され、他方の角部は略円弧状に形成され、平面視(図7参照)で角部に丸みを帯びた矩形状に形成されている。
【0050】
このように、嵌込手段88は、サイド側リップ押圧部材106又は機種対応用サイド側リップ押圧部材108、及びサイド側リップ挿入部材110により、ウエザーストリップ22を略直交する2方向から押圧するように構成されている。なお、サイド側取付ユニット38の進行方向(Y1方向)に対して、サイド側リップ挿入部材110よりもサイド側リップ押圧部材106の方が前方側(Y1側)になるように配置されている。また、前記進行方向(Y1方向)に対して、機種対応用サイド側リップ押圧部材108は、サイド側リップ挿入部材110と略位置となるように配置される。
【0051】
ローラ90は、前記ローラ46が軸支される回転軸84の先端側(Z1方向)で、該ローラ46から所定距離オフセットされ、回転自在に軸支されている。ローラ90は、ローラ46よりもわずかに小径であり、側面視で略45°に湾曲した傾斜面を有し(図8参照)、ローラ46と略対面するように配置されている。ローラ90は、前記サイド側リップ挿入部材110の後方(Y2側)に設けられ、ウエザーストリップ22を略X2方向に押圧する機能を果たす。
【0052】
このようなローラ90においても前記ローラ46と同様に、サイド側取付ユニット38の進行速度と同速度又はやや速い速度(周速)でモータ82により回転駆動される。なお、この際のモータ82によるローラ90の回転方向は、図3及び図6に示す矢印θ2方向に設定される。
【0053】
さらに、前記アッパー側取付ユニット36及びサイド側取付ユニット38を支持する機台34の背面34bには、図1に示すように、力覚センサ112が配設されている。力覚センサ112は、コントローラ30へと接続され、ロボットアーム28aによるアッパー側取付ユニット36及びサイド側取付ユニット38を構成する各部材、例えば、ローラ46、90等のウエザーストリップ22への押圧力を検出し、コントローラ30へと送信する機能を果たす。すなわち、コントローラ30の制御下に、ロボットアーム28aは、力覚センサ112の検出値に基づいて、アッパー側取付ユニット36やサイド側取付ユニット38のウエザーストリップ22への押圧力を適切に制御可能である。このような力覚センサ112は、図1中の矢印で示すように、機台34に垂直な第1方向、該第1方向と直交する第2方向及び第3方向、これら第1方向〜第3方向を中心として回転する第4方向〜第6方向からなる6軸方向にかかる負荷を検出する。
【0054】
なお、ロボットアーム28bにより支持される取付ユニット26bについては、に取付ユニット26aと略同様に構成されるため、詳細な説明は省略する。
【0055】
次に、以上のように構成される車両用ウエザーストリップ取付装置10を用いて、ドア部12に設けられた嵌合部20へとウエザーストリップ22を取り付ける方法について、図面を参照しながら説明する。
【0056】
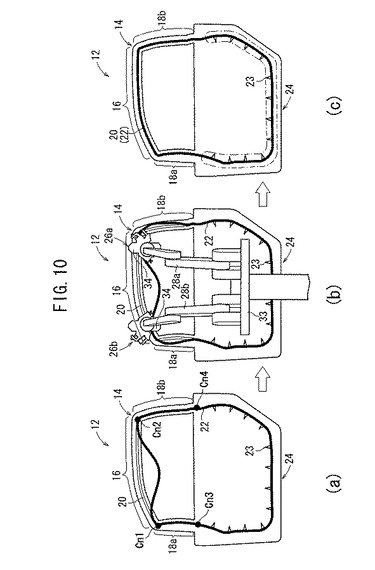
本実施形態において、ドア部12に設けられた嵌合部20へのウエザーストリップ22の取り付け作業は、図10に示す工程(a)〜(c)の順に行われる。
【0057】
図10の工程(a)では、取付装置10を用いた工程(2)の前工程を行う。
【0058】
すなわち、工程(a)において、先ず、作業者はウエザーストリップ22をアッパー部16の両端コーナー部の点Cn1、Cn2に対して、図示しないクリップ等により仮セットする。次いで、作業者はウエザーストリップ22をサイド部18a、18bの下端部の点Cn3〜Cn4に対して複数のクリップ23を用いて仮セットする。なお、このように点Cn1、Cn2及び点Cn3〜Cn4へとウエザーストリップ22の仮セットを行う際には、ウエザーストリップ22の点Cn1、Cn2及び点Cn3〜Cn4に対応する箇所(コーナー部)に、予め適量のルーセンを塗布しておく。
【0059】
図10の工程(b)では、取付装置10を用いてドア部12のアッパー部16及びサイド部18a、18bに設けられた嵌合部20に対してウエザーストリップ22を取り付ける。
【0060】
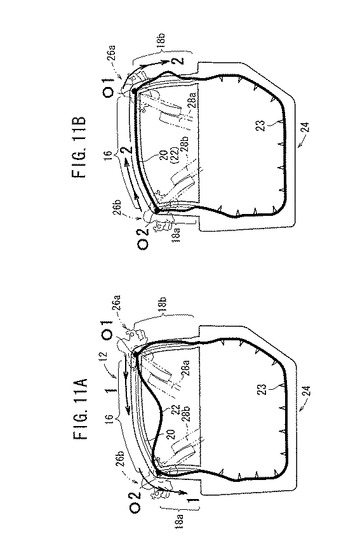
すなわち、工程(b)において、先ず、コントローラ30の制御下に、ロボットアーム28a、28bを移動させ、先端で支持している取付ユニット26a、26bをドア部12へと接近させる。そして、図11Aに示すように、アッパー部16の両端コーナー部の原点O1、O2に対して、それぞれ取付ユニット26a、26bをセットする。この際、取付ユニット26aでは、原点O1に対してアッパー側取付ユニット36がセットされ、取付ユニット26bでは、原点O2に対してサイド側取付ユニット38がセットされる。
【0061】
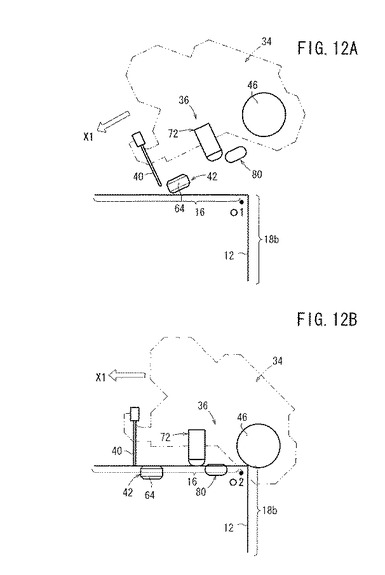
ここで、アッパー側取付ユニット36の原点O1へのセッティング動作及びサイド側取付ユニット38の原点O2へのセッティング動作について、図12A〜図13Bを参照しながら詳細に説明する。
【0062】
アッパー側取付ユニット36を原点O1に対してセッティングする際には、先ず、図12Aに示すように、コントローラ30の制御下に、ロボットアーム28aを移動させ、ノズル40側を下に傾けた状態としたアッパー側取付ユニット36をアッパー部16の上方に配置する。
【0063】
次いで、アッパー側取付ユニット36を、図12Aに示す状態から図12Bに示す状態(嵌合動作開始状態)へと姿勢変更する。これにより、アッパー側取付ユニット36では、その進行方向(X1方向)の前方から順に、ノズル40、案内手段42の案内部材64、アッパー側リップ押圧部材72、アッパー側リップ挿入部材80及びローラ46がアッパー部16(嵌合部20)の延在方向に沿った状態でセッティングされる。この際、ローラ46はドア部12から多少外れた状態としておくことにより、その後のウエザーストリップ22の取り付け動作開始時に、ローラ46がウエザーストリップ22を円滑に押圧し始めることができる。
【0064】
このようにして、アッパー側取付ユニット36の原点O1に対するセッティング動作が完了する。
【0065】
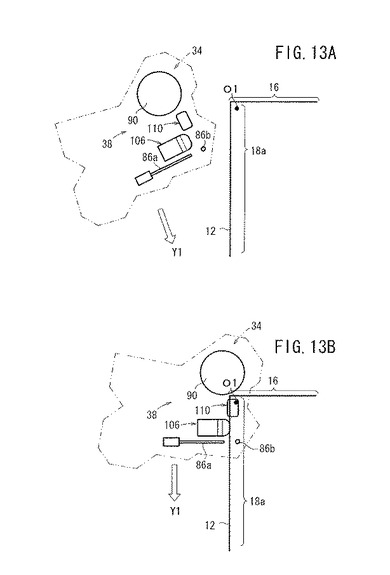
一方、サイド側取付ユニット38を原点O2に対してセッティングする際には、先ず、図13Aに示すように、コントローラ30の制御下に、ロボットアーム28bを移動させ、サイド部18aに対してノズル86a、86b側を近接させ、ローラ90側を離間させる方向に傾けた状態として、サイド側取付ユニット38をサイド部18aの側方に配置する。
【0066】
次いで、サイド側取付ユニット38を、図13Aに示す状態から図13Bに示す状態(嵌合動作開始状態)へと姿勢変更する。これにより、サイド側取付ユニット38では、その進行方向(Y1方向)の前方から順に、ノズル86a及びノズル86b、サイド側リップ押圧部材106、サイド側リップ挿入部材110及びローラ90がサイド部18a(嵌合部20)の延在方向に沿った状態でセッティングされる。この際、ローラ90はドア部12から多少外れた状態としておくことにより、その後のウエザーストリップ22の取り付け動作開始時に、ローラ90がウエザーストリップ22を円滑に押圧し始めることできる。
【0067】
このようにして、サイド側取付ユニット38の原点O2に対するセッティング動作が完了する。
【0068】
以上のようにして取付ユニット26a、26bがそれぞれ所定の位置にセッティングされ、嵌合動作開始状態とされると、次に、ウエザーストリップ22の取り付け動作が行われる。
【0069】
この場合、先ず、図11Aに示すように、ロボットアーム28aを原点O1から矢印1に沿って移動させて、取付ユニット26aのアッパー側取付ユニット36によりアッパー部16の嵌合部20の略中央部までウエザーストリップ22を取り付ける。同時に、ロボットアーム28bを原点O2から矢印1に沿って移動させて、取付ユニット26bのサイド側取付ユニット38によりサイド部18aの嵌合部20へとウエザーストリップ22を取り付ける。
【0070】
ここで、アッパー側取付ユニット36によりウエザーストリップ22を取り付ける動作及びサイド側取付ユニット38によりウエザーストリップ22を取り付ける動作について、図14A〜図14E及び図17A〜図17Eを参照しながら詳細に説明する。
【0071】
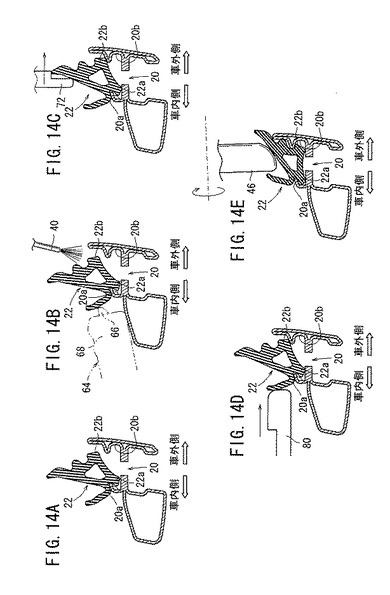
図14A〜図14Eは、アッパー側取付ユニット36によりウエザーストリップ22をアッパー部16の嵌合部20へと取り付ける際の動作を説明するための断面図である。
【0072】
ウエザーストリップ22の取り付け動作の開始前において、アッパー側取付ユニット36が動作を開始する原点O1付近では、図14Aに示すように、ウエザーストリップ22のパネル側リップ22aが嵌合部20のパネル側溝部20aへと一部嵌合(仮嵌合)された状態とされている。この場合、ウエザーストリップ22のスキン側リップ22bと嵌合部20のスキン側溝部20bとは全く嵌合されていない状態である。
【0073】
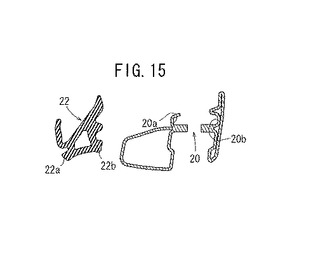
なお、ウエザーストリップ22の取り付け動作の開始前において、アッパー部16のコーナー部以外の部分、例えば、アッパー部16の略中央部等では、図15に示すように、嵌合部20からウエザーストリップ22が垂れ下がった状態となっている。
【0074】
そして、コントローラ30の制御下に、ロボットアーム28aによりアッパー側取付ユニット36を図11Aの原点O1から矢印1の方向に進行させることで、取り付け動作が開始されることになる。
【0075】
先ず、図14Bに示すように、案内部材64にてウエザーストリップ22が案内され仮嵌合されながら、ノズル40により、スキン側リップ22bやスキン側溝部20bに対して、適量のルーセンが塗布される。前記案内部材64を用いることで、ウエザーストリップ22の嵌合部20への嵌合不良を防止することができる。この際、案内部材64は、前記のように第1ばね70及び第2ばね76によるフローティング機構を介して支持されている。このため、保護材68を常にアッパー部16(サッシュ)に当接させながら、薄板66でウエザーストリップ22のリブを図14Bに示す位置まで案内しつつ、アッパー部16の形状に沿って移動可能である。
【0076】
次に、図14Cに示すように、アッパー側リップ押圧部材72によりウエザーストリップ22を嵌合部20へと押圧し、パネル側リップ22aをパネル側溝部20aへと挿入する。
【0077】
さらに、図14Dに示すように、アッパー側リップ挿入部材80によりウエザーストリップ22を押圧し、パネル側リップ22aをパネル側溝部20aへと確実に挿入する。
【0078】
そして、図14Eに示すように、ローラ46がウエザーストリップ22に押し当てられ、これにより、スキン側リップ22bがスキン側溝部20bへと挿入される。この際、スキン側リップ22b及びスキン側溝部20bには、前記のようにルーセンが塗布されているため、ローラ46の押圧力によりウエザーストリップ22を嵌合部20へと容易に挿入することができる。
【0079】
ところで、前記のようなローラ46によるウエザーストリップ22の押圧時には、図16に示すようにモータ82を矢印θ1方向に回転駆動させるようにする。そうすると、ウエザーストリップ22には、ロボットアーム28aによる進行方向X1への強制的な移動により加えられる力FX1と、モータ82によるローラ46のθ1方向への回転により前記進行方向とは逆向きに加えられる力FX2とが生じることになる。このように、モータ82の回転駆動により前記力FX2を発生させることで、前記力FX1によりウエザーストリップ22が進行方向に対してずれや浮き上がりを生じることを効果的に防止することができる。
【0080】
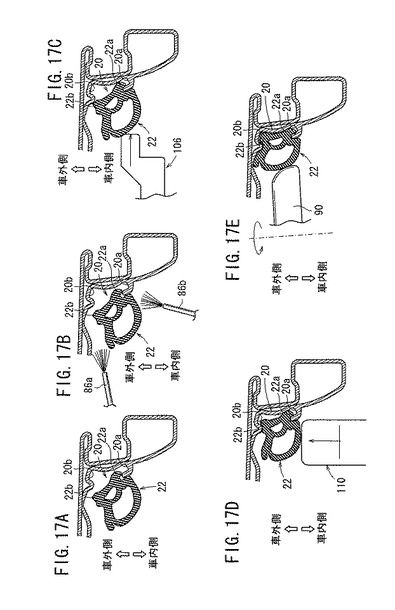
一方、図17A〜図17Eは、サイド側取付ユニット38によりウエザーストリップ22をサイド部18aの嵌合部20へと取り付ける際の動作を説明するための断面図を示している。
【0081】
ウエザーストリップ22の取り付け動作の開始前において、サイド側取付ユニット38が動作を開始する原点O2付近では、図17Aに示すように、ウエザーストリップ22のパネル側リップ22aが嵌合部20のパネル側溝部20aへと一部嵌合(仮嵌合)された状態とされている。この場合、ウエザーストリップ22のスキン側リップ22bと嵌合部20のスキン側溝部20bとは全く嵌合されていない状態である。
【0082】
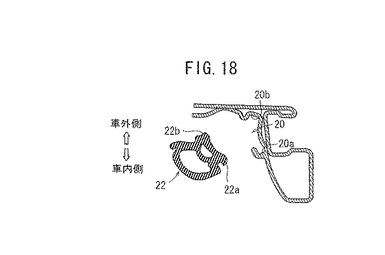
なお、ウエザーストリップ22の取り付け動作の開始前において、サイド部18aのコーナー部以外の部分、例えば、サイド部18aの略中央部等では、図18に示すように、嵌合部20よりもウエザーストリップ22が大きく外れた状態となっている。
【0083】
そして、コントローラ30の制御下に、ロボットアーム28bによりサイド側取付ユニット38を図11Aの原点O2から矢印1の方向に進行させることで、取り付け動作が開始されることになる。
【0084】
この場合、先ず、図17Bに示すように、ノズル86a、86bにより、スキン側リップ22bやスキン側溝部20b、及び、パネル側リップ22aやパネル側溝部20aに対して、適量のルーセンが塗布される。なお、サイド側取付ユニット38では、ノズル86a及び86bは、互いの軸線方向が略直交するように配設されているため、前記のようにスキン側リップ22bやスキン側溝部20b、及び、パネル側リップ22aやパネル側溝部20aに対して効果的にルーセンを塗布することができる。
【0085】
次に、図17Cに示すように、サイド側リップ押圧部材106によりウエザーストリップ22を嵌合部20へと押圧し、パネル側リップ22aをパネル側溝部20aへと挿入する。この際、パネル側リップ22a及びパネル側溝部20aには、前記のようにルーセンが塗布されているため、サイド側リップ押圧部材106によりパネル側リップ22aをパネル側溝部20aへと容易に挿入することができる。
【0086】
さらに、図17Dに示すように、サイド側リップ挿入部材110によりウエザーストリップ22を押圧し、パネル側リップ22aをパネル側溝部20aへと確実に挿入する。
【0087】
そして、図17Eに示すように、ローラ90がウエザーストリップ22に押し当てられ、これにより、スキン側リップ22bがスキン側溝部20bへと挿入される。この際、スキン側リップ22b及びスキン側溝部20bには、前記のようにルーセンが塗布されているため、ローラ90の押圧力によりウエザーストリップ22を嵌合部20へと容易に挿入することができる。なお、このようなサイド部18aにおいても、ローラ90によるウエザーストリップ22の押圧時に、モータ82によりローラ90を回転駆動させ、進行方向に係る力とは逆向きの力をウエザーストリップ22に生じさせることで、該ウエザーストリップ22のずれや浮き上がりを生じることを防止することが可能である。
【0088】
以上のようにして、取付ユニット26a及び取付ユニット26bのアッパー側取付ユニット36及びサイド側取付ユニット38により、アッパー部16及びサイド部18aの嵌合部20へとウエザーストリップ22が確実且つ迅速に取り付けられる。なお、取付装置10では、前記のようなロボットアーム28a、28bによりウエザーストリップ22を嵌合部20へと押圧する押圧力は、力覚センサ112及びコントローラ30により制御されているため、該押圧力を最適に保持しながらウエザーストリップ22の取り付け作業を行うことができる。
【0089】
その後、図11Bに示すように、ロボットアーム28a、28bをドア部12から離間させた後、取付ユニット26a、26bを再び原点O1、O2へとセットする。この際、取付ユニット26aでは、原点O1に対してサイド側取付ユニット38がセッティングされ、取付ユニット26bでは、原点O2に対してアッパー側取付ユニット36がセッティングされる。なお、この場合の各セッティング動作については、上記した取付ユニット26aのアッパー側取付ユニット36を原点O1にセッティングする動作(図12A及び図12B参照)、及び、取付ユニット26bのサイド側取付ユニット38を原点O2にセッティングする動作(図13A及び図13B参照)と略同様であるため、詳細な説明は省略する。
【0090】
次いで、図11Bに示すように、ロボットアーム28aを原点O1から矢印2に沿って移動させて、取付ユニット26aのサイド側取付ユニット38によりサイド部18bの嵌合部20へとウエザーストリップ22を取り付ける。同時に、ロボットアーム28bを原点O2から矢印2に沿って移動させて、取付ユニット26bのアッパー側取付ユニット38によりアッパー部16の嵌合部20の略中央部までウエザーストリップ22を取り付ける。なお、この場合の各取り付け動作については、上記したアッパー側取付ユニット36によりアッパー部16の嵌合部20へとウエザーストリップ22を取り付ける動作(図14A〜図14E参照)、及び、サイド側取付ユニット38によりサイド部18aへとウエザーストリップ22を取り付ける動作(図17A〜図17E参照)と略同様であるため、詳細な説明は省略する。
【0091】
このようにして、アッパー部16及びサイド部18a、18bの嵌合部20へのウエザーストリップ22の取り付け動作が完了すると、次に、図10の工程(c)において、取付装置10を用いた工程(b)の後工程を行う。
【0092】
該工程(c)では、作業者は、図10の一点鎖線により囲まれたドア部12のロア部24へと、前記工程(a)における仮セットで取り付けを行っていない残りのクリップ23を用いてウエザーストリップ22を取り付ける。そして、以上のように工程(a)〜(c)が行われることにより、ドア部12には、ウエザーストリップ22が確実に取り付けられることになる。
【0093】
このように、取付装置10では、コントローラ30の制御下に、2つの取付ユニット26a、26bを同時に移動制御することで、アッパー部16及びサイド部18a、18bの嵌合部20へとウエザーストリップ22を迅速且つ確実に取り付けることができ、また、作業者の作業負荷を大幅に削減することができる。
【0094】
また、取付ユニット26a、26bでは、ノズル40、86a、86bが最も前方側(下流側)に備えられている。このため、ノズル40、86a、86bによりウエザーストリップ22や嵌合部20へと適切な量のルーセンが塗布され、ウエザーストリップ22の安定した取付品質を確保することができる。なお、このようにルーセンの塗布が必要な部位に必要な量のルーセンを塗布することができるので、ルーセンの使用量を削減でき、コストを低減することができる。
【0095】
さらに、取付装置10では、取付ユニット26a、26bによるウエザーストリップ22を嵌合部20へと押圧する押圧力は、力覚センサ112及びコントローラ30により制御されている。このため、該押圧力を最適に保持しながらウエザーストリップ22の取り付け作業を確実に行うことができる。
【0096】
さらにまた、取付装置10では、ノズル40、86a、86bと、ローラ46、90との間に、アッパー側リップ押圧部材72及びアッパー側リップ挿入部材80や、サイド側リップ押圧部材106(機種対応用サイド側リップ押圧部材108)及びサイド側リップ挿入部材110を配設している。このため、ウエザーストリップ22の嵌合部20への嵌め込み作業を一層効率的に行うことができる。また、上記実施形態では、アッパー側リップ押圧部材72及びアッパー側リップ挿入部材80がウエザーストリップ22を押圧する方向と、サイド側リップ押圧部材106又は機種対応用サイド側リップ押圧部材108及びサイド側リップ挿入部材110がウエザーストリップ22を押圧する方向とは、略直交するものとしたが、これらは、ある程度の角度を有して交差するように配置されることで、十分な効果を得ることができるものである。
【0097】
なお、本発明は上記実施形態に限らず、本発明の要旨を逸脱することなく、種々の構成を採り得ることは当然可能である。
【図面の簡単な説明】
【0098】
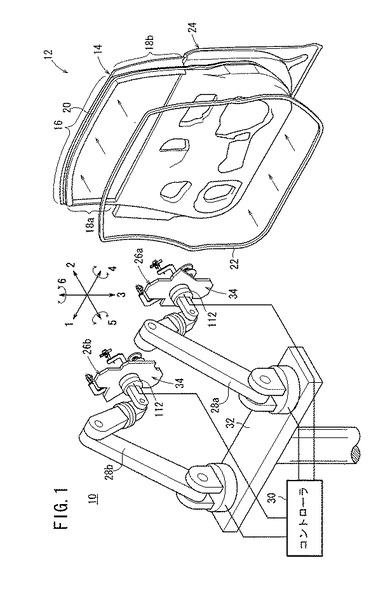
【図1】本発明の一実施形態に係る車両用ウエザーストリップ取付装置により、車両のドア部に対してウエザーストリップを取り付ける様子を説明するための斜視図である。
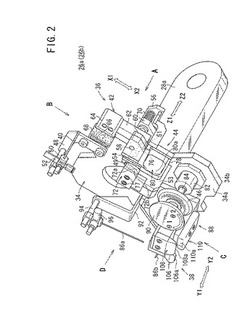
【図2】図1に示す取付ユニットの拡大斜視図である。
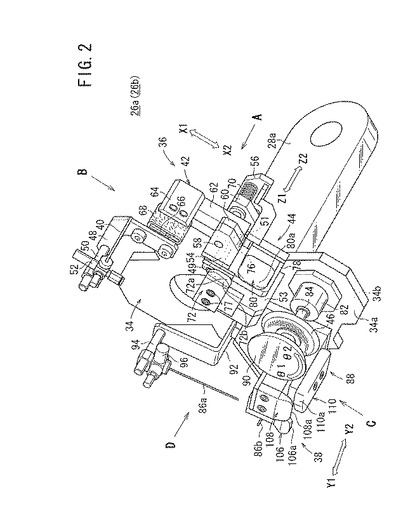
【図3】図2に示す取付ユニットの平面図である。
【図4】図3に示す取付ユニットにおけるアッパー側取付ユニットの拡大平面図である。
【図5】図3中のA矢視方向からのアッパー側取付ユニットの正面図である。
【図6】図3中のB矢視方向からのアッパー側取付ユニットの側面図である。
【図7】図3に示す取付ユニットにおけるサイド側取付ユニットの拡大平面図である。
【図8】図3中のC矢視方向からのサイド側取付ユニットの正面図である。
【図9】図3中のD矢視方向からのサイド側取付ユニットの側面図である。
【図10】車両用ウエザーストリップ取付装置を用いてドア部に設けられた嵌合部へとウエザーストリップを取り付ける工程を説明するための説明図である。
【図11】図11Aは、アッパー部の両端コーナー部に、取付ユニットをセットした状態を示す説明図であり、図11Bは、アッパー部の両端コーナー部に、再度、取付ユニットをセットした状態を示す説明図である。
【図12】図12Aは、アッパー側取付ユニットをアッパー部の上方に配置した状態を示す説明図であり、図12Bは、アッパー側取付ユニットを嵌合動作開始状態として配置した状態を示す説明図である。
【図13】図13Aは、サイド側取付ユニットをサイド部の側方に配置した状態を示す説明図であり、図13Bは、サイド側取付ユニットを嵌合動作開始状態として配置した状態を示す説明図である。
【図14】図14Aは、ウエザーストリップがアッパー部の嵌合部へと仮嵌合された状態を示す断面図であり、図14Bは、ウエザーストリップ及びアッパー部の嵌合部へとルーセンを塗布している状態を示す断面図であり、図14Cは、アッパー側リップ押圧部材によりウエザーストリップをアッパー部の嵌合部へと押圧している状態を示す断面図であり、図14Dは、アッパー側リップ挿入部材によりウエザーストリップをアッパー部の嵌合部へと押圧している状態を示す断面図であり、図14Eは、ローラによりウエザーストリップをアッパー部の嵌合部へと押圧している状態を示す断面図である。
【図15】アッパー部の嵌合部からウエザーストリップが垂れ下がっている状態を示す断面図である。
【図16】ローラをモータにより回転駆動する際の作用を説明するための説明図である。
【図17】図17Aは、ウエザーストリップがサイド部の嵌合部へと仮嵌合された状態を示す断面図であり、図17Bは、ウエザーストリップ及びサイド部の嵌合部へとルーセンを塗布している状態を示す断面図であり、図17Cは、サイド側リップ押圧部材によりウエザーストリップをサイド部の嵌合部へと押圧している状態を示す断面図であり、図17Dは、サイド側リップ挿入部材によりウエザーストリップをサイド部の嵌合部へと押圧している状態を示す断面図であり、図17Eは、ローラによりウエザーストリップをサイド部の嵌合部へと押圧している状態を示す断面図である。
【図18】サイド部の嵌合部からウエザーストリップが外れている状態を示す断面図である。
【符号の説明】
【0099】
10…車両用ウエザーストリップ取付装置(取付装置)
12…ドア部 14…アッパーサッシュ部
16…アッパー部 18a、18b…サイド部
20…嵌合部 22…ウエザーストリップ
24…ロア部 26a、26b…取付ユニット
28a、28b…ロボットアーム 30…コントローラ
34…機台 36…アッパー側取付ユニット
38…サイド側取付ユニット 40、86a、86b…ノズル
42…案内手段 44、88…嵌込手段
46、90…ローラ 62…アーム
64…案内部材 66…薄板
68…保護材 70、76…ばね
72…アッパー側リップ押圧部材 80…アッパー側リップ挿入部材
82…モータ 106…サイド側リップ押圧部材
108…機種対応用サイド側リップ押圧部材
110…サイド側リップ挿入部材 112…力覚センサ
【技術分野】
【0001】
本発明は、車両のドアやボディ等にウエザーストリップを取り付ける車両用ウエザーストリップ取付装置に関する。
【背景技術】
【0002】
一般に、自動車のドアやボディ等の縁部には、車内への水の侵入防止や騒音の遮断等を目的としてウエザーストリップ(防水ゴム)が取り付けられている。
【0003】
特許文献1には、このようなウエザーストリップの取付装置として、ウエザーストリップが取り付けられる部分(受容用表面)に対して、粘着性物質が予め塗布されたウエザーストリップを接着するためのローラや加圧手段、及びこれらを前記受容用表面に沿って誘導する誘導手段を備えた取付装置が記載されている。
【0004】
【特許文献1】特表2005−523199号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、前記のような接着によるウエザーストリップの取り付け方法では、例えばドア開閉時の衝撃や経年劣化等によりウエザーストリップが車体から脱落する懸念がある。
【0006】
そこで、ウエザーストリップの脱落を防止するための方法として、車体に設けられた嵌合部(嵌合溝)に対し、ウエザーストリップを押圧して嵌め込む方法が行われている。ところが、このような嵌め込みによる方法では、車体の嵌合部とウエザーストリップとを嵌合させる際の摩擦が非常に大きく、嵌め込み作業を確実且つ迅速に行うためには、前記摩擦を軽減する手段が必要となる。
【0007】
しかしながら、上記従来技術に係る取付装置では、このような摩擦を軽減する手段については考慮されておらず、従って、該取付装置を嵌合部に対して押圧する構造からなるウエザーストリップの取り付けに適用することは困難である。
【0008】
一方、前記のような嵌め込みによる取り付け作業を手作業で場合には、作業効率向上のため、通常、予めリング状のウエザーストリップ全体にルーセン(潤滑剤)を塗布した後、取り付けを行っている。この場合、前記ルーセンが必要以上に塗布されることがあり、また、全工程が手作業のため、人的な作業負荷も大きいものとなる。
【0009】
本発明は、このような課題を考慮してなされたものであり、車体に設けられた嵌合部に対してウエザーストリップを押圧して嵌め込む際の摩擦を軽減する手段を有することにより、ウエザーストリップの取り付けを確実且つ低コストに行うことができる車両用ウエザーストリップ取付装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の車両用ウエザーストリップ取付装置は、車体の嵌合部にウエザーストリップを取り付けるための車両用ウエザーストリップ取付装置であって、前記ウエザーストリップを前記嵌合部に嵌め込むための回転自在なローラと、前記ローラを支持すると共に、前記ローラを前記ウエザーストリップに押圧した状態で前記嵌合部に沿って移動させる搬送手段と、前記ローラの進行方向の前方で前記搬送手段により支持され、前記ウエザーストリップを前記嵌合部に嵌合する際の摩擦を低減する摩擦低減剤を、前記ウエザーストリップ及び(又は)前記嵌合部に対して噴射又は塗布するための液体塗布手段と、を備えることを特徴とする。
【0011】
このような構成によれば、液体塗布手段により適量の摩擦低減剤、例えば、ルーセンをウエザーストリップや嵌合部に対して噴射又は塗布することができ、ローラによりウエザーストリップを嵌合部へと容易に嵌合させることができる。従って、前記摩擦低減剤を、塗布が必要な部位に必要な量だけ塗布することができるので、その使用量が削減され、コストが低減される。
【0012】
さらに、前記ローラと前記液体塗布手段との間で前記搬送手段により支持され、前記ローラの進行方向の前方で前記ウエザーストリップを前記嵌合部へと嵌め込むための嵌込手段を備え、前記嵌込手段は前記搬送手段により、前記ローラ及び前記液体塗布手段と共に、前記嵌合部に沿って移動可能とすると、ローラによりウエザーストリップを嵌合部へと嵌合させる前に、前記嵌込手段により嵌め込んでおくことができるため、ウエザーストリップの取り付け作業の効率が一層向上する。
【0013】
また、前記嵌込手段が、前記ウエザーストリップを前記ローラによる押圧方向と同方向で押圧する第1部材と、前記ウエザーストリップを前記ローラによる押圧方向と交差する方向で押圧する第2部材と、を有していると、2方向からウエザーストリップを押圧することができるため、一層容易にウエザーストリップを嵌合部へと取り付けることができる。
【0014】
さらに、前記ローラの進行方向の前方で前記搬送手段により支持され、前記ウエザーストリップを前記嵌合部に対して一部嵌合する状態まで案内する案内手段を備えていると、ドア部のアッパー部等に対してウエザーストリップを取り付ける際に、嵌合部から垂れ下がっているウエザーストリップを前記案内手段により案内しながら取り付け作業を行うことができるため、作業性が一層向上する。
【0015】
さらにまた、前記ローラを回転駆動するための駆動源を備えていると、該ローラを回転駆動しながらウエザーストリップを押し込むことができ、取り付け時、ウエザーストリップのずれや浮き上がりを防止することができる。
【発明の効果】
【0016】
本発明によれば、液体塗布手段を備えることにより、適量の前記摩擦低減剤、例えば、ルーセンをウエザーストリップや嵌合部に対して噴射又は塗布することができ、ローラによりウエザーストリップを嵌合部へと容易に嵌合させることができる。従って、前記摩擦低減剤を、必要な部位に必要な量だけ塗布することができるので、その使用量が削減され、コストが低減される。
【0017】
また、本発明によれば、前記液体塗布手段によりウエザーストリップと嵌合部との摩擦を低減する摩擦低減剤を自動的に噴射又は塗布することができるため、作業者の作業負荷を大幅に削減することができる。
【発明を実施するための最良の形態】
【0018】
以下、本発明に車両用ウエザーストリップ取付装置について好適な実施形態を挙げ、添付の図面を参照しながら詳細に説明する。
【0019】
図1は、本発明の一実施形態としての車両用ウエザーストリップ取付装置により、車両のドア部に対してウエザーストリップを取り付ける様子を説明するための斜視図である。
【0020】
本実施形態に係る車両用ウエザーストリップ取付装置10(以下、取付装置10ともいう)は、車両の組み立て及び加工を行う生産ラインの途中工程に設置され、ドア部12の窓枠部近傍を構成するアッパーサッシュ部14のアッパー部16及びサイド部18a、18bに設けられている溝状の嵌合部20(嵌合溝)に対して、リング状のウエザーストリップ22を嵌め込んで取り付けるための装置である。前記アッパーサッシュ部14の下側のロア部24周縁部へのウエザーストリップ22の取り付けは人手により行われることになるが、詳細は後述する。ウエザーストリップ22は、上記のように、車内への水の侵入防止や騒音の遮断等の機能を果たす、例えばゴム製の部材である。
【0021】
なお、ウエザーストリップ22は、アッパー部16に取り付ける部分(図14A参照)とサイド部18a、18bに取り付ける部分(図17A参照)とでは断面形状が異なるが、便宜上、特に断りのない限り、以下ではこれらを区別することなく説明を行うものとする。
【0022】
図1に示すように、取付装置10は、ウエザーストリップ22を前記嵌合部20に嵌め込む際のハンド部として機能する2台の取付ユニット26a、26bと、先端に取付ユニット26a、26bを支持する2台のロボットアーム(搬送手段)28a、28bと、該ロボットアーム28a、28bの動作等の各種制御を行うコントローラ30とを有する。このように、本実施形態に係る取付装置10では、2台の取付ユニット26a、26bと、これらを支持する2台のロボットアーム28a、28bとを、コントローラ30により同時に制御しながらウエザーストリップ22を取り付ける構成について説明するが、取付ユニット及びロボットアームをそれぞれ1台で構成することも可能である。
【0023】
ロボットアーム28a、28bは、ベース32上に並設される産業用多関節型ロボットであって、プログラム動作によって先端の取付ユニット26a、26bを任意の位置で、任意の姿勢に移動可能である。
【0024】
次に、取付ユニット26a、26bについて、図2〜7を参照しながら説明する。2台の取付ユニット26a、26bは構成が同じで、各構成部品が、例えば図1のドア部12側から見て略対称に設けられている。
【0025】
図2及び図3に示すように、取付ユニット26aは、ロボットアーム28aの先端に背面34b側で固定される平板状の機台34と、該機台34の表面34aに設けられ、前記アッパー部16にウエザーストリップ22を取り付ける際に用いられるアッパー側取付ユニット36と、該アッパー側取付ユニット36と共に前記表面34aに並設され、前記サイド部18a、18bにウエザーストリップ22を取り付ける際に用いられるサイド側取付ユニット38とを有する。
【0026】
なお、以下の説明では、図3におけるアッパー側取付ユニット36の進行方向をX1方向、その逆方向をX2方向とし、サイド側取付ユニット38の進行方向をY1方向、その逆方向をY2方向とし、ロボットアーム28aが機台34の背面34bへと接続される方向をZ1方向、その逆方向をZ2方向と規定する。また、X1方向及びX2方向をまとめてX方向、Y1方向及びY2方向をまとめてY方向、Z1方向及びZ2方向をまとめてZ方向と呼ぶこともある。なお、図3に示すように、取付ユニット26a、26bにおいて、X方向とY方向とはやや鈍角に交差している。
【0027】
アッパー側取付ユニット36は、アッパー部16に設けられた嵌合部20に沿うように、ロボットアーム28aにより移動制御される。アッパー側取付ユニット36は、図3〜図6に示すように、その進行方向(矢印X1方向)の前方側(下流側)から順に、ウエザーストリップ22や嵌合部20に対してルーセン(摩擦低減剤、潤滑剤)を噴射又は塗布するノズル(液体塗布手段)40と、アッパー部16から垂れ下がったウエザーストリップ22を掬いながら嵌合部20へと案内する案内手段42と、ウエザーストリップ22を押圧して嵌合部20へと嵌め込む嵌込手段44と、該嵌込手段44により嵌め込まれたウエザーストリップ22をさらに押圧し、嵌合部20へと確実に嵌合させるローラ46とを有する。
【0028】
ノズル40は、先端からウエザーストリップ22を嵌合部20に嵌合する際の摩擦を低減する液体、例えば、ルーセン(潤滑剤)をウエザーストリップ22及び(又は)嵌合部20に対して噴射・塗布する細管である。ノズル40の基端側には流路41を介して前記ルーセンが供給される(図5参照)。ノズル40は、機台34の表面34aに固定されたL字状のブラケット48の先端からZ1方向に突設された支柱50に軸支されているスライダ部材52から、略Y2方向に突出されている。
【0029】
このようなノズル40は、ウエザーストリップ22や嵌合部20へと前記ルーセンを確実に塗布するため、その先端とウエザーストリップ22との間が塗布に最適な距離となるように設定されている。さらに、ノズル40は、前記スライダ部材52により、支柱50の軸方向に沿ってZ方向の任意の位置に移動且つ固定可能である(図5参照)。これによりノズル40の先端を、ウエザーストリップ22の幅方向の任意の位置に設定することができる。
【0030】
案内手段42は、機台34の表面34aからZ1方向に突設されたベースブラケット53に設けられたガイドレール51に取り付けられたスライダ部材49を介して支持されたブラケット54及びブラケット56にそれぞれ上端部及び下端部が固定され、Z方向に延在する回転軸58と、該回転軸58に軸支され、Z方向に移動可能な一対のスライダ部材60と、回転軸58に軸支され且つスライダ部材60にZ方向両端面が支持されて、X1方向に延在するアーム62と、該アーム62の先端からZ1方向に突設された案内部材64とを有する。
【0031】
案内部材64は、X方向に幅広で略Y方向には薄く構成されることで(図4参照)、ウエザーストリップ22を掬い上げ、嵌合部20へと仮嵌合させる機能を果たす。該案内部材64は、薄板66と、該薄板66の周囲を囲繞する保護材68とから構成される。保護材68は、例えばフェルトにより構成され、薄板66によるウエザーストリップ22の損傷を防止し、さらに、ウエザーストリップ22の案内時における該ウエザーストリップ22の滑りを円滑にするために用いられる。該保護材68としては、例えば、自己潤滑性を有するポリアミドや四フッ化エチレン樹脂(PTFE)等を用いることもでき、さらに、案内部材64自体をこのような材料により構成してもよい。
【0032】
図5に示すように、案内手段42は、回転軸58に外挿され、スライダ部材60の下端部とブラケット56との間に配設される第1ばね70を有する。さらに、案内手段42は、回転軸58よりも略Y1方向に設けられ、スライダ部材49と、アーム62の基端部との間に配設される第2ばね76を有する。
【0033】
これにより、アーム62及び案内部材64は、第1ばね70の弾性作用下に、回転軸58の軸方向(Z方向)に移動自在に構成される(図5の矢印S参照)。また、アーム62及び案内部材64は、第2ばね76の弾性作用下に、回転軸58を中心として揺動自在に構成される(図4の矢印θ参照)。つまり、案内手段42において、案内部材64は、回転軸58の軸方向及び回転方向に対して、第1ばね70及び第2ばね76によるフローティング機構を介して支持されていることになる。このようなフローティング機構により、案内手段42では、ウエザーストリップ22の取り付け作業時に、案内部材64をアッパー部16の形状に沿って摺動させることができる。また、スライダ部材49及びガイドレール51により、案内手段42は、Z方向の任意の位置に移動自在である(図6参照)。
【0034】
嵌込手段44は、前記ベースブラケット53に支持されるスライダ部材49の上端(Z1側)に2本のボルト77、77を介して取り付けられたアッパー側リップ押圧部材(第1部材)72と、前記スライダ部材49の略Y2側に固定され、X方向に延在しているブラケット78の側面に取り付けられたアッパー側リップ挿入部材(第2部材)80とを有する。
【0035】
アッパー側リップ押圧部材72は、ウエザーストリップ22を略Y2方向に押圧する部材であり、ウエザーストリップ22に当接する先端部72aは、平面視(図4参照)で先端角部が略円弧状に形成され、側面視(図5参照)でやや傾斜した段差72bが形成されている。
【0036】
アッパー側リップ挿入部材80は、ウエザーストリップ22をZ1方向に押圧する部材であり、アッパー側リップ押圧部材72よりやや幅広に構成されている。アッパー側リップ挿入部材80において、ウエザーストリップ22に当接する先端部80aは、平面視(図4参照)で長尺な楕円形状に形成され、側面視(図5参照)で先端角部が略円弧状に形成されている。
【0037】
このように、嵌込手段44は、アッパー側リップ押圧部材72及びアッパー側リップ挿入部材80により、ウエザーストリップ22を略直交する2方向から押圧するように構成されている。なお、アッパー側取付ユニット36の進行方向(X1方向)に対して、アッパー側リップ挿入部材80よりもアッパー側リップ押圧部材72の方が前方側(X1側)になるように配置されている。
【0038】
ローラ46は、機台34の表面34a上に設けられたモータ(駆動源)82からZ方向に延在する回転軸84に回転自在に軸支され、側面視で略45°に湾曲した傾斜面を有している(図5参照)。ローラ46は、前記アッパー側リップ挿入部材80の後方(X2側)に設けられ、ウエザーストリップ22を略Y2方向に押圧する機能を果たす。
【0039】
モータ82はウエザーストリップ22の取り付け作業時、コントローラ30の制御下に、アッパー側取付ユニット36の進行速度と同速度又はやや速い速度(周速)でローラ46を回転駆動する。この際、モータ82によるローラ46の回転方向は、図3及び図4に示す矢印θ1方向に設定される。これにより、ウエザーストリップ22には、ローラ46による略Y2方向への押圧作用下に、ローラ46のX1方向への進行による力FX1と、ローラ46のθ1方向への回転により前記進行方向とは逆向きに生じる力FX2とが加えられることになるが(図16参照)、詳細は後述する。
【0040】
一方、サイド側取付ユニット38は、ドア部12のサイド部18a、18bに設けられた嵌合部20に沿うように、ロボットアーム28aにより移動制御される。サイド側取付ユニット38は、図3及び図7〜図9に示すように、その進行方向(矢印Y1方向)の前方側(下流側)から順に、ウエザーストリップ22や嵌合部20に対してルーセンを噴射又は塗布するノズル(液体塗布手段)86a、86bと、ウエザーストリップ22を押圧して嵌合部20へと嵌め込む嵌込手段88と、該嵌込手段88により嵌め込まれたウエザーストリップ22をさらに押圧し、嵌合部20へと確実に嵌合させるローラ90とを有する。
【0041】
ノズル86a、86bは前記ノズル40と同様に、先端からルーセンをウエザーストリップ22及び(又は)嵌合部20に対して噴射・塗布する細管である。ノズル86aの基端側には流路85を介して前記ルーセンが供給され、ノズル86bの基端側には流路87を介して前記ルーセンが供給される。
【0042】
ノズル86aは、図9に示すように、機台34からZ1方向に突出した後、X1方向に屈曲されたL字状のブラケット92の先端からZ1方向に突設された支柱94に軸支されているスライダ部材96から、X2方向に突出されている。このようなノズル86aは、ウエザーストリップ22や嵌合部20へと前記ルーセンを確実に塗布するため、その先端とウエザーストリップ22との間が塗布に最適な距離となるように設定されている。さらに、ノズル86aは、前記スライダ部材96により、支柱94の軸方向に沿ってZ方向の任意の位置に移動且つ固定可能である(図9参照)。これによりノズル86aの先端を、ウエザーストリップ22の幅方向(図9のZ方向)の任意の位置に設定可能である。
【0043】
ノズル86bは、図9に示すように、前記ブラケット92の基端部付近からX2方向に突設された支柱98に軸支されているスライダ部材100からZ1方向に突出されている。このようなノズル86bにおいても前記ノズル86aと同様に、その先端とウエザーストリップ22との間が塗布に最適な距離となるように設定されている。さらに、ノズル86bは、前記スライダ部材100により、支柱98の軸方向に沿ってX方向の任意の位置に移動且つ固定自在である(図9参照)。これによりノズル86bの先端は、ウエザーストリップ22の厚さ方向(図9のX方向)の任意の位置に設定可能である。
【0044】
このようにノズル86a及び86bは、互いの軸線方向が略直交するように配設されているため、ウエザーストリップ22や嵌合部20に対して2方向からルーセンを塗布することができる。
【0045】
嵌込手段88は、機台34の表面34a上でZ1方向に突設されたブラケット102の上端面に2本のボルト104、104により取り付けられたサイド側リップ押圧部材(第1部材)106と、2本のボルト105、105により該サイド側リップ押圧部材106と並列して取り付けられた機種対応用サイド側リップ押圧部材(第1部材)108と、前記ブラケット102の略X2側の側面に設けられたサイド側リップ挿入部材(第2部材)110とを有する。
【0046】
サイド側リップ押圧部材106は、ウエザーストリップ22を略X2方向に押圧する部材であり、ウエザーストリップ22に当接する先端部106aは、平面視(図7参照)で先端角部が略円弧状に形成され、側面視(図8参照)で段差106bによりZ1方向にややオフセットされている。
【0047】
機種対応用サイド側リップ押圧部材108は、前記サイド側リップ押圧部材106のY2側に並設され、ウエザーストリップ22を略X2方向に押圧する部材である。該機種対応用サイド側リップ押圧部材108は、サイド側リップ押圧部材106よりもやや幅広に構成され、ウエザーストリップ22に当接する先端部108aは、平面視(図7参照)で先端角部が略円弧状に形成され、側面視(図8参照)でやや先細りに形成されている。
【0048】
これらサイド側リップ押圧部材106及び機種対応用サイド側リップ押圧部材108は、ウエザーストリップ22を取り付ける車両の種類毎に異なるウエザーストリップ22及び嵌合部20の形状に応じて選択的に使用されることになる。従って、通常、ウエザーストリップ22の取り付け作業時には、サイド側リップ押圧部材106又は機種対応用サイド側リップ押圧部材108のどちらか一方のみがブラケット102に取り付けられ、他方は取り外されることになる。なお、以下、本実施形態では、サイド側リップ押圧部材106を用いてウエザーストリップ22の取り付け作業を行う場合について説明するものとする。
【0049】
サイド側リップ挿入部材110は、ウエザーストリップ22をZ1方向に押圧する部材である。該サイド側リップ挿入部材110は、機種対応用サイド側リップ押圧部材108の略X2方向やや下方(Z2方向)に配置される。該サイド側リップ挿入部材110は、サイド側リップ押圧部材106と略同幅で、ウエザーストリップ22に当接する先端部110aは、側面視(図8参照)で一方の角部に傾斜110bが形成され、他方の角部は略円弧状に形成され、平面視(図7参照)で角部に丸みを帯びた矩形状に形成されている。
【0050】
このように、嵌込手段88は、サイド側リップ押圧部材106又は機種対応用サイド側リップ押圧部材108、及びサイド側リップ挿入部材110により、ウエザーストリップ22を略直交する2方向から押圧するように構成されている。なお、サイド側取付ユニット38の進行方向(Y1方向)に対して、サイド側リップ挿入部材110よりもサイド側リップ押圧部材106の方が前方側(Y1側)になるように配置されている。また、前記進行方向(Y1方向)に対して、機種対応用サイド側リップ押圧部材108は、サイド側リップ挿入部材110と略位置となるように配置される。
【0051】
ローラ90は、前記ローラ46が軸支される回転軸84の先端側(Z1方向)で、該ローラ46から所定距離オフセットされ、回転自在に軸支されている。ローラ90は、ローラ46よりもわずかに小径であり、側面視で略45°に湾曲した傾斜面を有し(図8参照)、ローラ46と略対面するように配置されている。ローラ90は、前記サイド側リップ挿入部材110の後方(Y2側)に設けられ、ウエザーストリップ22を略X2方向に押圧する機能を果たす。
【0052】
このようなローラ90においても前記ローラ46と同様に、サイド側取付ユニット38の進行速度と同速度又はやや速い速度(周速)でモータ82により回転駆動される。なお、この際のモータ82によるローラ90の回転方向は、図3及び図6に示す矢印θ2方向に設定される。
【0053】
さらに、前記アッパー側取付ユニット36及びサイド側取付ユニット38を支持する機台34の背面34bには、図1に示すように、力覚センサ112が配設されている。力覚センサ112は、コントローラ30へと接続され、ロボットアーム28aによるアッパー側取付ユニット36及びサイド側取付ユニット38を構成する各部材、例えば、ローラ46、90等のウエザーストリップ22への押圧力を検出し、コントローラ30へと送信する機能を果たす。すなわち、コントローラ30の制御下に、ロボットアーム28aは、力覚センサ112の検出値に基づいて、アッパー側取付ユニット36やサイド側取付ユニット38のウエザーストリップ22への押圧力を適切に制御可能である。このような力覚センサ112は、図1中の矢印で示すように、機台34に垂直な第1方向、該第1方向と直交する第2方向及び第3方向、これら第1方向〜第3方向を中心として回転する第4方向〜第6方向からなる6軸方向にかかる負荷を検出する。
【0054】
なお、ロボットアーム28bにより支持される取付ユニット26bについては、に取付ユニット26aと略同様に構成されるため、詳細な説明は省略する。
【0055】
次に、以上のように構成される車両用ウエザーストリップ取付装置10を用いて、ドア部12に設けられた嵌合部20へとウエザーストリップ22を取り付ける方法について、図面を参照しながら説明する。
【0056】
本実施形態において、ドア部12に設けられた嵌合部20へのウエザーストリップ22の取り付け作業は、図10に示す工程(a)〜(c)の順に行われる。
【0057】
図10の工程(a)では、取付装置10を用いた工程(2)の前工程を行う。
【0058】
すなわち、工程(a)において、先ず、作業者はウエザーストリップ22をアッパー部16の両端コーナー部の点Cn1、Cn2に対して、図示しないクリップ等により仮セットする。次いで、作業者はウエザーストリップ22をサイド部18a、18bの下端部の点Cn3〜Cn4に対して複数のクリップ23を用いて仮セットする。なお、このように点Cn1、Cn2及び点Cn3〜Cn4へとウエザーストリップ22の仮セットを行う際には、ウエザーストリップ22の点Cn1、Cn2及び点Cn3〜Cn4に対応する箇所(コーナー部)に、予め適量のルーセンを塗布しておく。
【0059】
図10の工程(b)では、取付装置10を用いてドア部12のアッパー部16及びサイド部18a、18bに設けられた嵌合部20に対してウエザーストリップ22を取り付ける。
【0060】
すなわち、工程(b)において、先ず、コントローラ30の制御下に、ロボットアーム28a、28bを移動させ、先端で支持している取付ユニット26a、26bをドア部12へと接近させる。そして、図11Aに示すように、アッパー部16の両端コーナー部の原点O1、O2に対して、それぞれ取付ユニット26a、26bをセットする。この際、取付ユニット26aでは、原点O1に対してアッパー側取付ユニット36がセットされ、取付ユニット26bでは、原点O2に対してサイド側取付ユニット38がセットされる。
【0061】
ここで、アッパー側取付ユニット36の原点O1へのセッティング動作及びサイド側取付ユニット38の原点O2へのセッティング動作について、図12A〜図13Bを参照しながら詳細に説明する。
【0062】
アッパー側取付ユニット36を原点O1に対してセッティングする際には、先ず、図12Aに示すように、コントローラ30の制御下に、ロボットアーム28aを移動させ、ノズル40側を下に傾けた状態としたアッパー側取付ユニット36をアッパー部16の上方に配置する。
【0063】
次いで、アッパー側取付ユニット36を、図12Aに示す状態から図12Bに示す状態(嵌合動作開始状態)へと姿勢変更する。これにより、アッパー側取付ユニット36では、その進行方向(X1方向)の前方から順に、ノズル40、案内手段42の案内部材64、アッパー側リップ押圧部材72、アッパー側リップ挿入部材80及びローラ46がアッパー部16(嵌合部20)の延在方向に沿った状態でセッティングされる。この際、ローラ46はドア部12から多少外れた状態としておくことにより、その後のウエザーストリップ22の取り付け動作開始時に、ローラ46がウエザーストリップ22を円滑に押圧し始めることができる。
【0064】
このようにして、アッパー側取付ユニット36の原点O1に対するセッティング動作が完了する。
【0065】
一方、サイド側取付ユニット38を原点O2に対してセッティングする際には、先ず、図13Aに示すように、コントローラ30の制御下に、ロボットアーム28bを移動させ、サイド部18aに対してノズル86a、86b側を近接させ、ローラ90側を離間させる方向に傾けた状態として、サイド側取付ユニット38をサイド部18aの側方に配置する。
【0066】
次いで、サイド側取付ユニット38を、図13Aに示す状態から図13Bに示す状態(嵌合動作開始状態)へと姿勢変更する。これにより、サイド側取付ユニット38では、その進行方向(Y1方向)の前方から順に、ノズル86a及びノズル86b、サイド側リップ押圧部材106、サイド側リップ挿入部材110及びローラ90がサイド部18a(嵌合部20)の延在方向に沿った状態でセッティングされる。この際、ローラ90はドア部12から多少外れた状態としておくことにより、その後のウエザーストリップ22の取り付け動作開始時に、ローラ90がウエザーストリップ22を円滑に押圧し始めることできる。
【0067】
このようにして、サイド側取付ユニット38の原点O2に対するセッティング動作が完了する。
【0068】
以上のようにして取付ユニット26a、26bがそれぞれ所定の位置にセッティングされ、嵌合動作開始状態とされると、次に、ウエザーストリップ22の取り付け動作が行われる。
【0069】
この場合、先ず、図11Aに示すように、ロボットアーム28aを原点O1から矢印1に沿って移動させて、取付ユニット26aのアッパー側取付ユニット36によりアッパー部16の嵌合部20の略中央部までウエザーストリップ22を取り付ける。同時に、ロボットアーム28bを原点O2から矢印1に沿って移動させて、取付ユニット26bのサイド側取付ユニット38によりサイド部18aの嵌合部20へとウエザーストリップ22を取り付ける。
【0070】
ここで、アッパー側取付ユニット36によりウエザーストリップ22を取り付ける動作及びサイド側取付ユニット38によりウエザーストリップ22を取り付ける動作について、図14A〜図14E及び図17A〜図17Eを参照しながら詳細に説明する。
【0071】
図14A〜図14Eは、アッパー側取付ユニット36によりウエザーストリップ22をアッパー部16の嵌合部20へと取り付ける際の動作を説明するための断面図である。
【0072】
ウエザーストリップ22の取り付け動作の開始前において、アッパー側取付ユニット36が動作を開始する原点O1付近では、図14Aに示すように、ウエザーストリップ22のパネル側リップ22aが嵌合部20のパネル側溝部20aへと一部嵌合(仮嵌合)された状態とされている。この場合、ウエザーストリップ22のスキン側リップ22bと嵌合部20のスキン側溝部20bとは全く嵌合されていない状態である。
【0073】
なお、ウエザーストリップ22の取り付け動作の開始前において、アッパー部16のコーナー部以外の部分、例えば、アッパー部16の略中央部等では、図15に示すように、嵌合部20からウエザーストリップ22が垂れ下がった状態となっている。
【0074】
そして、コントローラ30の制御下に、ロボットアーム28aによりアッパー側取付ユニット36を図11Aの原点O1から矢印1の方向に進行させることで、取り付け動作が開始されることになる。
【0075】
先ず、図14Bに示すように、案内部材64にてウエザーストリップ22が案内され仮嵌合されながら、ノズル40により、スキン側リップ22bやスキン側溝部20bに対して、適量のルーセンが塗布される。前記案内部材64を用いることで、ウエザーストリップ22の嵌合部20への嵌合不良を防止することができる。この際、案内部材64は、前記のように第1ばね70及び第2ばね76によるフローティング機構を介して支持されている。このため、保護材68を常にアッパー部16(サッシュ)に当接させながら、薄板66でウエザーストリップ22のリブを図14Bに示す位置まで案内しつつ、アッパー部16の形状に沿って移動可能である。
【0076】
次に、図14Cに示すように、アッパー側リップ押圧部材72によりウエザーストリップ22を嵌合部20へと押圧し、パネル側リップ22aをパネル側溝部20aへと挿入する。
【0077】
さらに、図14Dに示すように、アッパー側リップ挿入部材80によりウエザーストリップ22を押圧し、パネル側リップ22aをパネル側溝部20aへと確実に挿入する。
【0078】
そして、図14Eに示すように、ローラ46がウエザーストリップ22に押し当てられ、これにより、スキン側リップ22bがスキン側溝部20bへと挿入される。この際、スキン側リップ22b及びスキン側溝部20bには、前記のようにルーセンが塗布されているため、ローラ46の押圧力によりウエザーストリップ22を嵌合部20へと容易に挿入することができる。
【0079】
ところで、前記のようなローラ46によるウエザーストリップ22の押圧時には、図16に示すようにモータ82を矢印θ1方向に回転駆動させるようにする。そうすると、ウエザーストリップ22には、ロボットアーム28aによる進行方向X1への強制的な移動により加えられる力FX1と、モータ82によるローラ46のθ1方向への回転により前記進行方向とは逆向きに加えられる力FX2とが生じることになる。このように、モータ82の回転駆動により前記力FX2を発生させることで、前記力FX1によりウエザーストリップ22が進行方向に対してずれや浮き上がりを生じることを効果的に防止することができる。
【0080】
一方、図17A〜図17Eは、サイド側取付ユニット38によりウエザーストリップ22をサイド部18aの嵌合部20へと取り付ける際の動作を説明するための断面図を示している。
【0081】
ウエザーストリップ22の取り付け動作の開始前において、サイド側取付ユニット38が動作を開始する原点O2付近では、図17Aに示すように、ウエザーストリップ22のパネル側リップ22aが嵌合部20のパネル側溝部20aへと一部嵌合(仮嵌合)された状態とされている。この場合、ウエザーストリップ22のスキン側リップ22bと嵌合部20のスキン側溝部20bとは全く嵌合されていない状態である。
【0082】
なお、ウエザーストリップ22の取り付け動作の開始前において、サイド部18aのコーナー部以外の部分、例えば、サイド部18aの略中央部等では、図18に示すように、嵌合部20よりもウエザーストリップ22が大きく外れた状態となっている。
【0083】
そして、コントローラ30の制御下に、ロボットアーム28bによりサイド側取付ユニット38を図11Aの原点O2から矢印1の方向に進行させることで、取り付け動作が開始されることになる。
【0084】
この場合、先ず、図17Bに示すように、ノズル86a、86bにより、スキン側リップ22bやスキン側溝部20b、及び、パネル側リップ22aやパネル側溝部20aに対して、適量のルーセンが塗布される。なお、サイド側取付ユニット38では、ノズル86a及び86bは、互いの軸線方向が略直交するように配設されているため、前記のようにスキン側リップ22bやスキン側溝部20b、及び、パネル側リップ22aやパネル側溝部20aに対して効果的にルーセンを塗布することができる。
【0085】
次に、図17Cに示すように、サイド側リップ押圧部材106によりウエザーストリップ22を嵌合部20へと押圧し、パネル側リップ22aをパネル側溝部20aへと挿入する。この際、パネル側リップ22a及びパネル側溝部20aには、前記のようにルーセンが塗布されているため、サイド側リップ押圧部材106によりパネル側リップ22aをパネル側溝部20aへと容易に挿入することができる。
【0086】
さらに、図17Dに示すように、サイド側リップ挿入部材110によりウエザーストリップ22を押圧し、パネル側リップ22aをパネル側溝部20aへと確実に挿入する。
【0087】
そして、図17Eに示すように、ローラ90がウエザーストリップ22に押し当てられ、これにより、スキン側リップ22bがスキン側溝部20bへと挿入される。この際、スキン側リップ22b及びスキン側溝部20bには、前記のようにルーセンが塗布されているため、ローラ90の押圧力によりウエザーストリップ22を嵌合部20へと容易に挿入することができる。なお、このようなサイド部18aにおいても、ローラ90によるウエザーストリップ22の押圧時に、モータ82によりローラ90を回転駆動させ、進行方向に係る力とは逆向きの力をウエザーストリップ22に生じさせることで、該ウエザーストリップ22のずれや浮き上がりを生じることを防止することが可能である。
【0088】
以上のようにして、取付ユニット26a及び取付ユニット26bのアッパー側取付ユニット36及びサイド側取付ユニット38により、アッパー部16及びサイド部18aの嵌合部20へとウエザーストリップ22が確実且つ迅速に取り付けられる。なお、取付装置10では、前記のようなロボットアーム28a、28bによりウエザーストリップ22を嵌合部20へと押圧する押圧力は、力覚センサ112及びコントローラ30により制御されているため、該押圧力を最適に保持しながらウエザーストリップ22の取り付け作業を行うことができる。
【0089】
その後、図11Bに示すように、ロボットアーム28a、28bをドア部12から離間させた後、取付ユニット26a、26bを再び原点O1、O2へとセットする。この際、取付ユニット26aでは、原点O1に対してサイド側取付ユニット38がセッティングされ、取付ユニット26bでは、原点O2に対してアッパー側取付ユニット36がセッティングされる。なお、この場合の各セッティング動作については、上記した取付ユニット26aのアッパー側取付ユニット36を原点O1にセッティングする動作(図12A及び図12B参照)、及び、取付ユニット26bのサイド側取付ユニット38を原点O2にセッティングする動作(図13A及び図13B参照)と略同様であるため、詳細な説明は省略する。
【0090】
次いで、図11Bに示すように、ロボットアーム28aを原点O1から矢印2に沿って移動させて、取付ユニット26aのサイド側取付ユニット38によりサイド部18bの嵌合部20へとウエザーストリップ22を取り付ける。同時に、ロボットアーム28bを原点O2から矢印2に沿って移動させて、取付ユニット26bのアッパー側取付ユニット38によりアッパー部16の嵌合部20の略中央部までウエザーストリップ22を取り付ける。なお、この場合の各取り付け動作については、上記したアッパー側取付ユニット36によりアッパー部16の嵌合部20へとウエザーストリップ22を取り付ける動作(図14A〜図14E参照)、及び、サイド側取付ユニット38によりサイド部18aへとウエザーストリップ22を取り付ける動作(図17A〜図17E参照)と略同様であるため、詳細な説明は省略する。
【0091】
このようにして、アッパー部16及びサイド部18a、18bの嵌合部20へのウエザーストリップ22の取り付け動作が完了すると、次に、図10の工程(c)において、取付装置10を用いた工程(b)の後工程を行う。
【0092】
該工程(c)では、作業者は、図10の一点鎖線により囲まれたドア部12のロア部24へと、前記工程(a)における仮セットで取り付けを行っていない残りのクリップ23を用いてウエザーストリップ22を取り付ける。そして、以上のように工程(a)〜(c)が行われることにより、ドア部12には、ウエザーストリップ22が確実に取り付けられることになる。
【0093】
このように、取付装置10では、コントローラ30の制御下に、2つの取付ユニット26a、26bを同時に移動制御することで、アッパー部16及びサイド部18a、18bの嵌合部20へとウエザーストリップ22を迅速且つ確実に取り付けることができ、また、作業者の作業負荷を大幅に削減することができる。
【0094】
また、取付ユニット26a、26bでは、ノズル40、86a、86bが最も前方側(下流側)に備えられている。このため、ノズル40、86a、86bによりウエザーストリップ22や嵌合部20へと適切な量のルーセンが塗布され、ウエザーストリップ22の安定した取付品質を確保することができる。なお、このようにルーセンの塗布が必要な部位に必要な量のルーセンを塗布することができるので、ルーセンの使用量を削減でき、コストを低減することができる。
【0095】
さらに、取付装置10では、取付ユニット26a、26bによるウエザーストリップ22を嵌合部20へと押圧する押圧力は、力覚センサ112及びコントローラ30により制御されている。このため、該押圧力を最適に保持しながらウエザーストリップ22の取り付け作業を確実に行うことができる。
【0096】
さらにまた、取付装置10では、ノズル40、86a、86bと、ローラ46、90との間に、アッパー側リップ押圧部材72及びアッパー側リップ挿入部材80や、サイド側リップ押圧部材106(機種対応用サイド側リップ押圧部材108)及びサイド側リップ挿入部材110を配設している。このため、ウエザーストリップ22の嵌合部20への嵌め込み作業を一層効率的に行うことができる。また、上記実施形態では、アッパー側リップ押圧部材72及びアッパー側リップ挿入部材80がウエザーストリップ22を押圧する方向と、サイド側リップ押圧部材106又は機種対応用サイド側リップ押圧部材108及びサイド側リップ挿入部材110がウエザーストリップ22を押圧する方向とは、略直交するものとしたが、これらは、ある程度の角度を有して交差するように配置されることで、十分な効果を得ることができるものである。
【0097】
なお、本発明は上記実施形態に限らず、本発明の要旨を逸脱することなく、種々の構成を採り得ることは当然可能である。
【図面の簡単な説明】
【0098】
【図1】本発明の一実施形態に係る車両用ウエザーストリップ取付装置により、車両のドア部に対してウエザーストリップを取り付ける様子を説明するための斜視図である。
【図2】図1に示す取付ユニットの拡大斜視図である。
【図3】図2に示す取付ユニットの平面図である。
【図4】図3に示す取付ユニットにおけるアッパー側取付ユニットの拡大平面図である。
【図5】図3中のA矢視方向からのアッパー側取付ユニットの正面図である。
【図6】図3中のB矢視方向からのアッパー側取付ユニットの側面図である。
【図7】図3に示す取付ユニットにおけるサイド側取付ユニットの拡大平面図である。
【図8】図3中のC矢視方向からのサイド側取付ユニットの正面図である。
【図9】図3中のD矢視方向からのサイド側取付ユニットの側面図である。
【図10】車両用ウエザーストリップ取付装置を用いてドア部に設けられた嵌合部へとウエザーストリップを取り付ける工程を説明するための説明図である。
【図11】図11Aは、アッパー部の両端コーナー部に、取付ユニットをセットした状態を示す説明図であり、図11Bは、アッパー部の両端コーナー部に、再度、取付ユニットをセットした状態を示す説明図である。
【図12】図12Aは、アッパー側取付ユニットをアッパー部の上方に配置した状態を示す説明図であり、図12Bは、アッパー側取付ユニットを嵌合動作開始状態として配置した状態を示す説明図である。
【図13】図13Aは、サイド側取付ユニットをサイド部の側方に配置した状態を示す説明図であり、図13Bは、サイド側取付ユニットを嵌合動作開始状態として配置した状態を示す説明図である。
【図14】図14Aは、ウエザーストリップがアッパー部の嵌合部へと仮嵌合された状態を示す断面図であり、図14Bは、ウエザーストリップ及びアッパー部の嵌合部へとルーセンを塗布している状態を示す断面図であり、図14Cは、アッパー側リップ押圧部材によりウエザーストリップをアッパー部の嵌合部へと押圧している状態を示す断面図であり、図14Dは、アッパー側リップ挿入部材によりウエザーストリップをアッパー部の嵌合部へと押圧している状態を示す断面図であり、図14Eは、ローラによりウエザーストリップをアッパー部の嵌合部へと押圧している状態を示す断面図である。
【図15】アッパー部の嵌合部からウエザーストリップが垂れ下がっている状態を示す断面図である。
【図16】ローラをモータにより回転駆動する際の作用を説明するための説明図である。
【図17】図17Aは、ウエザーストリップがサイド部の嵌合部へと仮嵌合された状態を示す断面図であり、図17Bは、ウエザーストリップ及びサイド部の嵌合部へとルーセンを塗布している状態を示す断面図であり、図17Cは、サイド側リップ押圧部材によりウエザーストリップをサイド部の嵌合部へと押圧している状態を示す断面図であり、図17Dは、サイド側リップ挿入部材によりウエザーストリップをサイド部の嵌合部へと押圧している状態を示す断面図であり、図17Eは、ローラによりウエザーストリップをサイド部の嵌合部へと押圧している状態を示す断面図である。
【図18】サイド部の嵌合部からウエザーストリップが外れている状態を示す断面図である。
【符号の説明】
【0099】
10…車両用ウエザーストリップ取付装置(取付装置)
12…ドア部 14…アッパーサッシュ部
16…アッパー部 18a、18b…サイド部
20…嵌合部 22…ウエザーストリップ
24…ロア部 26a、26b…取付ユニット
28a、28b…ロボットアーム 30…コントローラ
34…機台 36…アッパー側取付ユニット
38…サイド側取付ユニット 40、86a、86b…ノズル
42…案内手段 44、88…嵌込手段
46、90…ローラ 62…アーム
64…案内部材 66…薄板
68…保護材 70、76…ばね
72…アッパー側リップ押圧部材 80…アッパー側リップ挿入部材
82…モータ 106…サイド側リップ押圧部材
108…機種対応用サイド側リップ押圧部材
110…サイド側リップ挿入部材 112…力覚センサ
【特許請求の範囲】
【請求項1】
車体の嵌合部にウエザーストリップを取り付けるための車両用ウエザーストリップ取付装置であって、
前記ウエザーストリップを前記嵌合部に嵌め込むための回転自在なローラと、
前記ローラを支持すると共に、前記ローラを前記ウエザーストリップに押圧した状態で前記嵌合部に沿って移動させる搬送手段と、
前記ローラの進行方向の前方で前記搬送手段により支持され、前記ウエザーストリップを前記嵌合部に嵌合する際の摩擦を低減する摩擦低減剤を、前記ウエザーストリップ及び(又は)前記嵌合部に対して噴射又は塗布するための液体塗布手段と、
を備えることを特徴とする車両用ウエザーストリップ取付装置。
【請求項2】
請求項1記載の車両用ウエザーストリップ取付装置において、
さらに、前記ローラと前記液体塗布手段との間で前記搬送手段により支持され、前記ローラの進行方向の前方で前記ウエザーストリップを前記嵌合部へと嵌め込むための嵌込手段を備え、
前記嵌込手段は前記搬送手段により、前記ローラ及び前記液体塗布手段と共に、前記嵌合部に沿って移動可能であることを特徴とする車両用ウエザーストリップ取付装置。
【請求項3】
請求項2記載の車両用ウエザーストリップ取付装置において、
前記嵌込手段は、前記ウエザーストリップを前記ローラによる押圧方向と同方向で押圧する第1部材と、
前記ウエザーストリップを前記ローラによる押圧方向と交差する方向で押圧する第2部材と、
を有することを特徴とする車両用ウエザーストリップ取付装置。
【請求項4】
請求項1〜3のいずれか1項に記載の車両用ウエザーストリップ取付装置において、
さらに、前記ローラの進行方向の前方で前記搬送手段により支持され、前記ウエザーストリップを前記嵌合部に対して一部嵌合する状態まで案内する案内手段を備えていることを特徴とする車両用ウエザーストリップ取付装置。
【請求項5】
請求項1〜4のいずれか1項に記載の車両用ウエザーストリップ取付装置において、
さらに、前記ローラを回転駆動するための駆動源を備えていることを特徴とする車両用ウエザーストリップ取付装置。
【請求項1】
車体の嵌合部にウエザーストリップを取り付けるための車両用ウエザーストリップ取付装置であって、
前記ウエザーストリップを前記嵌合部に嵌め込むための回転自在なローラと、
前記ローラを支持すると共に、前記ローラを前記ウエザーストリップに押圧した状態で前記嵌合部に沿って移動させる搬送手段と、
前記ローラの進行方向の前方で前記搬送手段により支持され、前記ウエザーストリップを前記嵌合部に嵌合する際の摩擦を低減する摩擦低減剤を、前記ウエザーストリップ及び(又は)前記嵌合部に対して噴射又は塗布するための液体塗布手段と、
を備えることを特徴とする車両用ウエザーストリップ取付装置。
【請求項2】
請求項1記載の車両用ウエザーストリップ取付装置において、
さらに、前記ローラと前記液体塗布手段との間で前記搬送手段により支持され、前記ローラの進行方向の前方で前記ウエザーストリップを前記嵌合部へと嵌め込むための嵌込手段を備え、
前記嵌込手段は前記搬送手段により、前記ローラ及び前記液体塗布手段と共に、前記嵌合部に沿って移動可能であることを特徴とする車両用ウエザーストリップ取付装置。
【請求項3】
請求項2記載の車両用ウエザーストリップ取付装置において、
前記嵌込手段は、前記ウエザーストリップを前記ローラによる押圧方向と同方向で押圧する第1部材と、
前記ウエザーストリップを前記ローラによる押圧方向と交差する方向で押圧する第2部材と、
を有することを特徴とする車両用ウエザーストリップ取付装置。
【請求項4】
請求項1〜3のいずれか1項に記載の車両用ウエザーストリップ取付装置において、
さらに、前記ローラの進行方向の前方で前記搬送手段により支持され、前記ウエザーストリップを前記嵌合部に対して一部嵌合する状態まで案内する案内手段を備えていることを特徴とする車両用ウエザーストリップ取付装置。
【請求項5】
請求項1〜4のいずれか1項に記載の車両用ウエザーストリップ取付装置において、
さらに、前記ローラを回転駆動するための駆動源を備えていることを特徴とする車両用ウエザーストリップ取付装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2008−12952(P2008−12952A)
【公開日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願番号】特願2006−183158(P2006−183158)
【出願日】平成18年7月3日(2006.7.3)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願日】平成18年7月3日(2006.7.3)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]