
車両用シートパッド及びその製造方法
【課題】パッド本体の裏面とパッド本体の外とにまたがるリクライニング装置等との間で発生する異音を防ぐ車両用シートパッド及びその製造方法を提供する。
【解決手段】発泡体からなるパッド本体1と、該パッド本体の発泡成形でその裏面に被着一体化される起毛55を備えたシート状不織布5aと、を具備し、且つ、パッド本体1にはその外縁部沿いに裏面側へ張り出す立壁状の張出部4が形成され、さらに、張出部4の裏面側厚み面41にその長手方向に向けて起伏のある凹凸部45が形成される一方、不織布5aは、凹凸部45に対応する不織布外周部51に、その外周縁51aから不織布中央部へ向け短冊状に複数の切込みを入れて短冊状部53を複数有する短冊状部付き不織布5に加工形成され、さらに、切込み52でできた短冊状部53同士が重なり合うか又は短冊状部間が開くことにより形成される曲面で凹凸部45を覆うようにして、凹凸部45に短冊状部53が被着一体化されてなる。
【解決手段】発泡体からなるパッド本体1と、該パッド本体の発泡成形でその裏面に被着一体化される起毛55を備えたシート状不織布5aと、を具備し、且つ、パッド本体1にはその外縁部沿いに裏面側へ張り出す立壁状の張出部4が形成され、さらに、張出部4の裏面側厚み面41にその長手方向に向けて起伏のある凹凸部45が形成される一方、不織布5aは、凹凸部45に対応する不織布外周部51に、その外周縁51aから不織布中央部へ向け短冊状に複数の切込みを入れて短冊状部53を複数有する短冊状部付き不織布5に加工形成され、さらに、切込み52でできた短冊状部53同士が重なり合うか又は短冊状部間が開くことにより形成される曲面で凹凸部45を覆うようにして、凹凸部45に短冊状部53が被着一体化されてなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両用座席シートを構成する車両用シートパッド及びその製造方法に関する。
【背景技術】
【0002】
自動車等の車両に搭載される座席シートの座部や背もたれを構成するシートクッションがある。軟質ポリウレタンフォーム等のシートパッドを主構成要素とするが、乗員の着座時に該シートパッドが撓んでシートフレーム等に擦れ、時に異音発生するケースがある。
こうしたことから、近年、パッド本体の裏面側にシート状部材を被着一体化させて、異音対策を講じたシートパッドが提案されるようになっている(例えば特許文献1〜3)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−1147号公報
【特許文献2】特開2005−238675号公報
【特許文献3】特開平4−242688号公報
【0004】
特許文献1は、パッド縁部の裏面側に突出部(本発明の張出部)を備えるパッド構造で、該突出部の内側壁面にシート状部材たる補強布の縁部を積層一体化させるのに、その縁部が倒れるのを防いで異音をなくす発明を提案する。特許文献2は、シート状部材にエンボス加工による部分熱圧着部がある不織布を採用する発明である。特許文献3は、異音対策と違って、「パッド本体の面剛性不足によるハンモック現象の防止とカマチ部の倒れ込み、沈み込みによるシートカバーの仕上がり不良に起因する複合体シートパッドの品質低下を防止」すべく、請求項に記載の「曲げ弾性率が10kgf/cm2以上のシートクッション用サポータ材」を提案する。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかるに、近年登場したハイブリッドカーは低速になると静かで、一層の異音対策が求められるようになり、また高級車では昇降時等で座席の各所に手をついても異音が発生しない品質向上要求が出てきており、特許文献1〜3の発明はこれらの要求に対して万全とはいえなかった。
車両用シートパッドはシートフレームに取付けられ、シートパッドの裏面側からリクライニング装置等の部材が外方に突き出している。そのため、シートフレームとの異音対策だけでなく、シートパッドの裏面側から外方に突き出すリクライニング装置等との異音対策を講じる必要性がでてきており、特許文献1や特許文献2のような突出部(本発明でいう張出部)の内側壁面だけの対策構成では応えきれていなかった。パッド本体はその外周部沿いに裏面側へ立壁状の張出部が張り出し、該張出部の裏面側厚み面とリクライニングレバー等との接触で起こる異音発生を回避できなかった。特に最近は、張出部とリクライニング装置との隙間に手が入らないよう、該張出部が下方へ延びる傾向にあり、リクライニング装置等との接触による異音が起こり易くなっているが、この問題に対応できなかった。
【0006】
また、特許文献3の図2では、パッド本体の外周部沿いに裏面側へ張り出す立壁状のカマチ部たる張出部が図示され、シートクッション用サポータ材をパッド本体の底面及び張出部の裏面側厚み面の全域に被着一体化させた図を開示するが、現実的でなく、その製造は不可能に近いものであった。サポータ材の外周縁を張出部の裏面側厚み面の外縁にピッタリと合わせるのは至難を極め、サポータ材を少しでもパーティングラインに挟み込むと、発泡成形時のガス抜けが制御できずパッド本体の成形が不能になる問題があった。さらに、平面的なサポータ材を、張出部の鉛直状立壁面から張出部の裏面側厚み面へ屈曲してセットするのは、特許文献1の発明も困難であるが、それ以上に困難であった。さらに、後述する本発明の構成のように、張出部の裏面側厚み面にその長手方向に向けて起伏のある凹凸部が形成されると、該凹凸部の三次元形状に合わせた張出部の裏面側厚み面にまで被着一体化させるのは非常に困難であった。
【0007】
本発明は、上記問題を解決するもので、平面的なシート状不織布を用いながら、パッド本体に係るメイン部,サイド部の裏面側だけでなく、該裏面とパッド本体の外とにまたがるリクライニング装置等との間で発生する異音を防ぎ、異音対策に万全を期した車両用シートパッド及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成すべく、請求項1に記載の発明の要旨は、発泡体からなるパッド本体と、該パッド本体の発泡成形でその裏面に被着一体化される起毛を備えたシート状不織布と、を具備し、且つ、該パッド本体にはその外縁部沿いに裏面側へ張り出す立壁状の張出部が形成され、さらに、該張出部の裏面側厚み面にその長手方向に向けて起伏のある凹凸部が形成される一方、前記不織布は、該凹凸部に対応する不織布外周部に、その外周縁から不織布中央部へ向け短冊状に複数の切込みを入れて短冊状部を複数有する短冊状部付き不織布に加工形成され、さらに、該切込みでできた短冊状部同士が重なり合うか又は短冊状部間が開くことにより形成される曲面で前記凹凸部を覆うようにして、該凹凸部に該短冊状部が被着一体化されてなることを特徴とする車両用シートパッドにある。請求項2の発明たる車両用シートパッドは、請求項1で、短冊状部の短冊幅が3mm〜8mmの範囲で、且つ前記切込みが、前記張出部に前記短冊状部付き不織布を被着一体化した状態下の横断面視で、前記裏面側厚み面の平坦域に載った該短冊状部付き不織布の外周縁から、張出部に係るパッド本体内方側の丸みがある角部の丸み形成域を越えて、張出部の起立する内側立壁面の領域にまで達する長さを有することを特徴とする。請求項3の発明たる車両用シートパッドは、請求項1又は2で、短冊状部付き不織布の外周部が、前記凹凸部を含めて前記裏面側厚み面の長手方向全域で、該厚み面の一部を覆うようにして張出部に被着一体化されることを特徴とする。
請求項4に記載の発明の要旨は、パッド本体の外縁部沿いに裏面側へ立壁状に張り出す張出部用の窪みと、該張出部の裏面側厚み面にその長手方向に向けて形成する凹凸部用の起伏部と、を有する発泡型を用い、且つ起毛を備えたシート状不織布の外周部に、その外周縁から不織布中央部へ向けて切込みを複数入れて短冊状部を複数形成した短冊状部付き不織布を用い、型開状態下、前記窪みを形成する張出部の裏面側厚み面用型面部に不織布の外周部を載せて、且つ、該切込みでできた短冊状部同士を重ね合わせるか又は短冊状部間を開くことにより形成した曲面で前記凹凸部用の起伏部にあてがうようにして、該発泡型に該短冊状部付き不織布をセットし、その後、発泡原料の注入及び型閉じを経て、発泡体からなるパッド本体を、その裏面に該短冊状部付き不織布が被着一体化されるようにして、発泡成形することを特徴とする車両用シートパッドの製造方法にある。
【発明の効果】
【0009】
本発明の車両用シートパッド及びその製造方法は、平面的なシート状不織布を用いながら、パッド本体のメイン部裏面のみならず、その外縁部沿いに裏面側へ張り出す立壁状張出部の裏面側厚み面にまで、しかも長手方向に向けて起伏のある凹凸部が形成される部位にまで消音作用のある不織布を綺麗に被着一体化させるので、パッド本体の裏面側に配されるシートフレームだけでなく、シートパッドの裏面側から張出部の下をくぐって外方に突き出すリクライニング装置等との接触に対しても異音が発生しないようになり、品質向上に優れた効果を発揮する。
【図面の簡単な説明】
【0010】
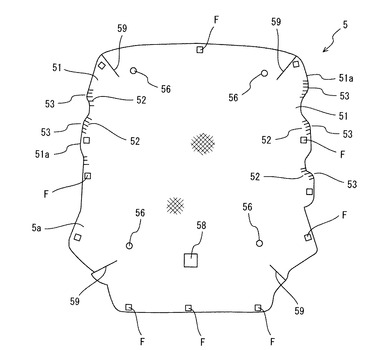
【図1】本発明の車両用シートパッドの一形態で、裏面側から見た斜視図である。
【図2】図1とは異なる角度から見たシートパッドの全体斜視図である。
【図3】(イ)が図2のIII-III線矢視図で、(ロ)が(イ)の部分拡大図である。
【図4】短冊状部付き不織布の平面図である。
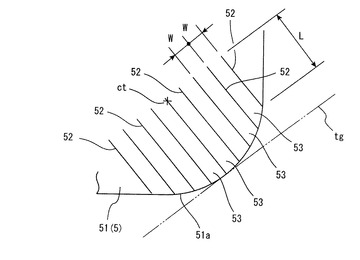
【図5】図4の短冊状部周りの拡大図である。
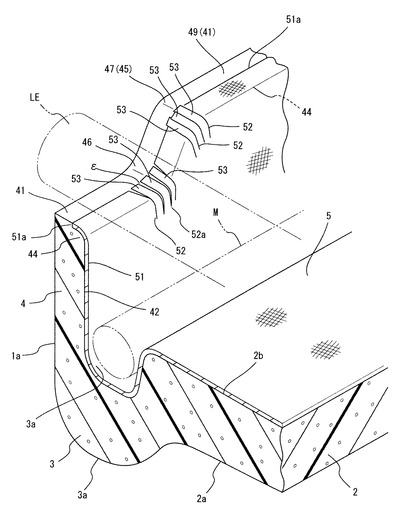
【図6】凹凸部周りの一部断面拡大斜視図である。
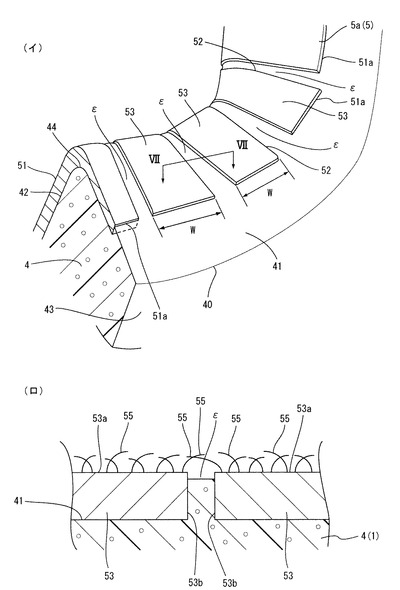
【図7】(イ)が凹部周りの短冊状部の斜視図で、(ロ)が(イ)のVII-VII線矢視図である。
【図8】型開状態で発泡原料を注入している発泡型の説明断面図である。
【図9】(イ)が図8の上型にセットされた短冊状部付き不織布の部分拡大斜視図で、(ロ)が(イ)の上型部分を円内に示した上型の部分斜視図である。
【図10】図8の後、型閉じし、発泡成形に向かう発泡型の説明断面図である。
【発明を実施するための形態】
【0011】
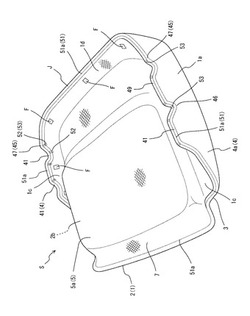
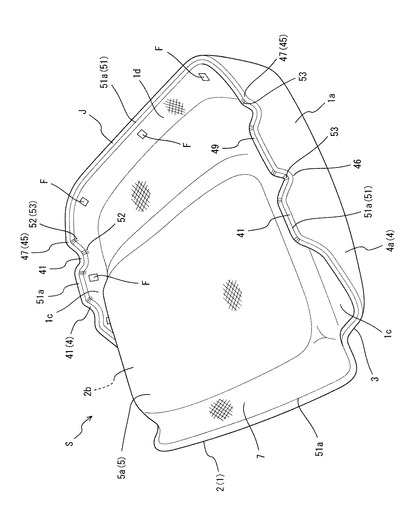
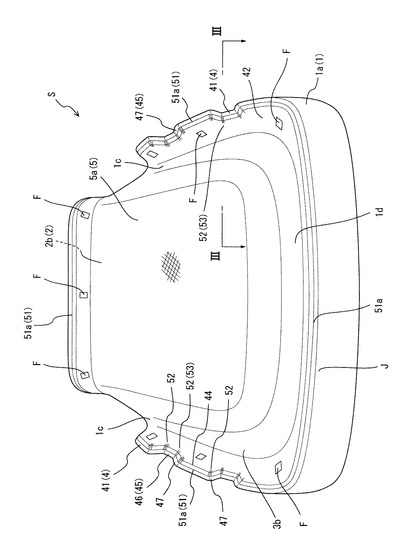
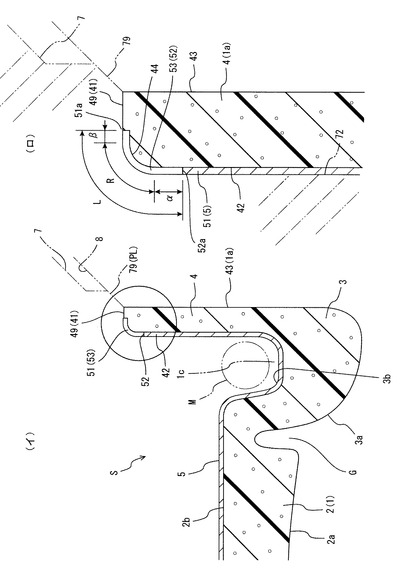
以下、本発明に係る車両用シートパッド及びその製造方法について詳述する。図1〜図10は本発明の車両用シートパッド(以下、単に「シートパッド」ともいう。)及びその製造方法の一形態で、図1はシートパッドを裏面側から見た斜視図、図2は角度を変えて見たシートパッドの裏面側斜視図、図3は(イ)が図2のIII-III線矢視図で、(ロ)が(イ)円内の部分拡大図である。図4は短冊状部付き不織布の平面図、図5は図4の短冊状部周りの拡大図、図6は凹凸部周りの一部断面拡大斜視図、図7は(イ)が凹部周りの短冊状部の斜視図で、(ロ)が(イ)のVII-VII線矢視図である。図8は型開状態で発泡原料を注入している発泡型の説明断面図、図9は(イ)が図8の上型にセットされた短冊状部付き不織布の部分拡大斜視図で、(ロ)が(イ)の上型部分を円内に示した上型の部分斜視図である。図10は図8の後、型閉じし、発泡成形に向かう発泡型の説明断面図を示す。尚、図3を除き縦溝の図示を省き、図8〜図10の発泡型は窪み周りの要部以外は簡略図示する。
【0012】
(1)シートパッド
シートパッドSは、背もたれ用のバックパッドや着座した乗員の下半身を受け支えるクッションパッドである。本実施形態は図1〜図3のようなクッションパッドに適用する。クッションパッドに表皮を被せてシートクッションの形にすれば、公知のバックパッドに表皮を被せたバックレストと公知のヘッドレストとで車両用座席シートを形成する。
シートパッドSは、パッド本体1とシート状不織布5aとを具備する。該不織布5aは短冊状部付き不織布5に加工形成される(後述)。
【0013】
前記パッド本体1は、ポリウレタン材料等の発泡樹脂原料を用いて、座部側クッションパッドの座部形状に成形された発泡成形品である(図1〜図3)。本発明の特徴的部分たる張出部4周りを判り易く図示するため、図1〜図3、図6,図7のシートパッドS,パッド本体1は、車両に設置される状態と上下逆して描く。
パッド本体1は、図3のように、乗員の臀部及び大腿部を支えるメイン部2と、該メイン部2の両側で隆起して、臀部及び大腿部の側部を支えるサイド部3とに大別される。符号1cはサイド部3の裏面側に形成される凹所で、該凹所にシートフレームMのパイプが配設される。符号Gはメイン部表面2aとサイド部表面3aの境界部分で車両前後方向に走る縦溝を示す。
【0014】
パッド本体1には、その外縁部1a沿いに裏面側へ張り出す立壁状の張出部4が形成される。パッド本体1に係るサイド部3の両外側部で、その外縁部1a沿いに立壁状の張出部4が裏面側へ張り出す(図3のイ)。張出部4とリクライニング装置との隙間に手が入らぬよう、該張出部4が、車両設置状態で下方へ延びる傾向があり、ここでもやや長めになっている(図2,図3)。
【0015】
前記張出部4の裏面側厚み面41には、その長手方向に向けて図1,図2のような起伏のある凹凸部45が形成される。車両に設置した座席シートのシートパッドSは、リクライニング装置のリクライニングレバーLE等がパッド本体1裏面からサイド部3の張出部4を横切って外方へ突き出す(図6)。一方、前述のごとく張出部4が下方へ延びる傾向にあり、該リクライニングレバー等とぶつからぬようその部分が切欠かかれる。該切欠に伴い、張出部4の裏面側厚み面41に凹部46や凸部47の凹凸部45が形成される。尚、符号Jは車両後方側の外周縁沿いに設けた隆起部で、張出部4とつながる。
【0016】
前記不織布5aは、パッド本体1の発泡成形でその裏面に被着一体化される起毛55を備えたシート状の布である。製織しないで機械的,化学的,熱的などで繊維を固着したり絡み合わせたりして、シート状にした布になっている。該不織布5aは、図3の横断面視で、張出部4の裏面側厚み面41の一部をカバーしてパッド本体1の裏面側を覆う大きさを有する。不織布5aが、裏面側厚み面41の一部を覆い且つメイン部2,サイド部3の裏面を覆う大きさにして、さらに前記凹凸部45に対応する不織布5aの外周部51に、その外周縁51aから不織布中央部へ向け切込み52を入れて、短冊状部53を複数有する短冊状部付き不織布5へと加工形成されている。
【0017】
詳しくは、起毛55を有する商品名「タフネル」(三井化学産資株式会社製)等のシート状不織布5aを用いて、まず、該不織布5aが、張出部4に係る裏面側厚み面41の一部をカバーしてパッド本体1の裏面側を覆う図4のような略四角形状した大きさに裁断される。不織布5aは、裏面側厚み面41の長手方向全域で、その内方側(内側立壁面42側)の一部を覆って、パッド本体1の裏面側を覆う大きさになる。不織布5aが裏面側厚み面41の一部をカバーするにとどめるのは、不織布5aの発泡型6へのセットで、裏面側厚み面41の厚み外方向の多少のズレを許容できるようにするためである。例えば、図3のごとく裏面側厚み面41の中間地点に不織布5aの外周縁51aがくる大きさに裁断される。本実施形態は、図1〜図3のごとく短冊状部付き不織布5の外周縁51aが、裏面側厚み面41の幅方向の中間地点に載った状態にあり、且つ該不織布外周縁51aが、この状態を保って、裏面側厚み面41の長手方向に走る。
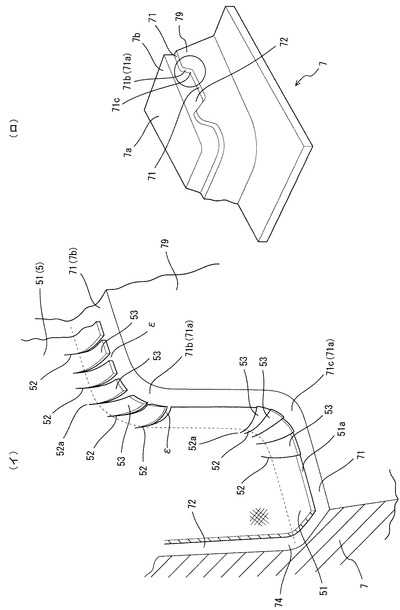
そして、凹凸部45の凹部46や凸部47に被着一体化される不織布5aの外周部51に、その外周縁51aから複数の切込み52を入れて、細長の短冊状部53を有する短冊状部付き不織布5に裁断加工される。各切込みラインは互いに平行に設けられる。切込み52の方向は、例えば図5のごとく凹凸部45の凸部47(又は凹部46)に対応する不織布5aの膨らみある外周縁51aでは、最も突出した地点での法線の方向に設けられる。法線方向の切込み52と平行にする切込み52を複数設けて、細長の短冊状部53を複数有する短冊状部付き不織布5とする。尚、切込み52方向は凹凸部45の起伏形状に合わせて調整される。符号tgは接線、符号ctは外周縁51aの曲率半径の中心を示す。
【0018】
前記切込み52の長さLは、張出部4に短冊状部付き不織布5を被着一体化した状態下の横断面視(図3のロ)で、裏面側厚み面41の平坦域βに載った短冊状部付き不織布5の外周縁51aから、張出部4に係るパッド本体1内方側の丸みがある角部44の丸み形成域Rを越えて、張出部4の起立する内側立壁面42の領域αにまで入り込む長さを有するのがより好ましい。切込み先端52aが内側立壁面42の領域にまで達すると、発泡型6への短冊状部付き不織布5のセット時に、その外周縁51aが型接合部79寄りに多少ずれても、短冊状部53で丸み形成域Rを覆い、最終的に凹凸部45の曲面も綺麗に覆えようになるからである(図6)。
また、切込み52形成でできる短冊状部53の短冊幅Wは、3mm〜8mmの範囲とするのがより好ましい。この範囲よりも小さいと、発泡型6(ここでは上型7)への短冊状部付き不織布5のセット時に短冊状部53が捩れ易く、型6への短冊状部付き不織布5のセットが難しくなる一方、この範囲より大きくなると、短冊状部53による凹凸部45への曲面形成が難しくなるからである。
符号56は上型7に短冊状部付き不織布5を係止するための孔、符号58はノズル用開口、符号59はサイド部裏面3bから張出部4の内側立壁面42へ円滑に屈曲可能にするためのスリット、符号Fは不織布5aに貼着一体化させた矩形のフェライトシート片を示す。
【0019】
前記切込み52でできた隣り合う短冊状部53同士が重なり合うか、又は隣り合う短冊状部53間が開くことにより曲面を形成して、不織布外周部51に設けた複数の短冊状部53が張出部4に係る裏面側厚み面41の凹凸部45に被着一体化される(図6)。短冊状部53同士が重なり合うか又は短冊状部53間が開くことにより形成される曲面で凹凸部45を覆うようにして、短冊状部53が凹凸部45に被着一体化される。例えば凹凸部45の凸部47では、切込み52でできた短冊状部53同士が重なり合うことにより、複数の短冊状部53で曲面を形成して凸部47に被着一体化する。また、凹凸部45の凹部46では、短冊状部53間が開くことにより、複数の短冊状部53で曲面を形成して凹部46に被着一体化する。凹部46では、図7(イ)のように隣り合う短冊状部53の間に隙間εができ、一見問題視される。しかし、その隙間εがごく小さければ特に支障なく、また該隙間が多少広がっても、本発明は起毛55を備えた不織布5aを採用するため、隙間εを起毛55が埋める格好になり問題とならない。図7(ロ)のごとく隙間εから張出部4が覗くが、起毛55で該隙間εを覆うようになり、異音発生を抑える。図7(ロ)は短冊状部53の上面53aから伸びる起毛55だけを模式的に描くが、実際は短冊状部53の側面53bからも伸びている。従って、裏面側厚み面41の下をくぐるリクライニングレバーLE等が、乗員の着座等で裏面側厚み面41と接触しようとしても、不織布5a,起毛55でカバーされており異音抑制に十分な効果を上げる。加えて、短冊状部付き不織布5の外周部51が、凹凸部45を含めて裏面側厚み面41の長手方向全域で、図1,図2のごとく該厚み面41の一部(内側立壁面側部分)を覆うようにして張出部4に被着一体化されると、異音抑制に一層の効果を上げより好ましくなる。張出部4の下をくぐる全ての相手部材(リクライニング装置等)との接触に伴う異音発生防止に万全を期すことができるからである。
かくのごとく、凹凸部45に短冊状部53が被着一体化され、さらに裏面側厚み面41の長手方向の全域で、その厚み面41の一部に外周部51が被着一体化されて、パッド本体1の裏面に短冊状部付き不織布5が被着一体化される所望のシートパッドSに仕上がっている(図1〜図7)。
【0020】
(2)シートパッドの製造方法
シートパッドの製造方法は、短冊状部付き不織布5と発泡型6とを用いて、発泡型6に該短冊状部付き不織布5をセットした後、発泡原料9の注入及び型閉じを経て、図1〜図7のようなシートパッドSを成形する。
【0021】
短冊状部付き不織布5は、起毛55を備えたシート状不織布5aの外周部51に、その外周縁51aから不織布中央部へ向けて切込み52を複数入れて、細長の短冊状部53を複数形成したシート状体である。短冊状部付き不織布5は、(1)のシートパッドSで述べたものと同様で、その詳細を省く。
【0022】
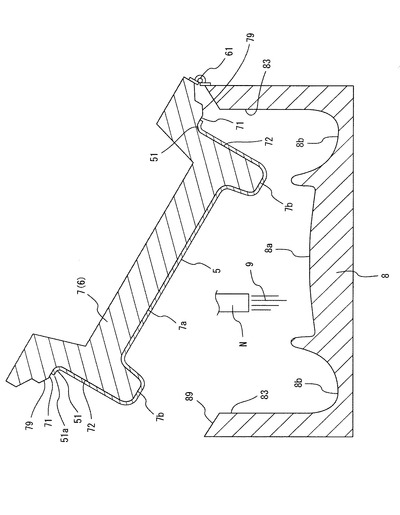
本シートパッドの製造方法に用いる発泡型6は、図8〜図10ごとくの分割型で、上型7(一の分割型)と下型8(他の分割型)とを備える。符号61はヒンジを示す。ヒンジ61を支点にして図8から図10のごとく型閉じすると、全体的にへこみ度合いが大きな下型8の型面と一部に凹みを有するもののほぼ平坦な上型7の型面とで、パッド本体1に短冊状部付き不織布5が一体化するシートパッドSのキャビティCAをつくる。図8〜図10に示す本製法では、下型8の型面でシートパッドSの表面側が成形され、上型7の型面でシートパッドSの裏面側が成形される。符号7aはメイン部2の裏面側型面、符号7bはサイド部3の裏面側型面、符号8aは下型8の型面で、メイン部2の表面側型面、符号8bはサイド部3の表面側型面を示す。
【0023】
そして、上型7と下型8との型閉じで、パッド本体1の外縁部1a沿いに裏面側へ立壁状に張り出す張出部4用の窪み60を形成する。具体的には、サイド部3の両外側部が下方に張り出してなる張出部用窪み60を形成する。図10でいえば、上型7と下型8との型閉じにより、上型7の左右両サイドに係る内側立壁面形成用型面部72から角部形成用型面部74を経由して裏面側厚み面形成用型面部71までと、下型8の左右両サイドの外側立壁面形成用型面部83とで、張出部4用の窪み60(サイド部3の張出部4用の窪み60)を形成する。さらに、パッド本体1に係る張出部4の該裏面側厚み面41に、その長手方向に向けて凹凸部45を形成すべく、該発泡型6に該凹凸部45用の起伏部71aを設ける。上型7の裏面側厚み面形成用型面部71に、図8,図9のごとく凹凸部45用の起伏部71aを形成する。符号89は下型8の上型7との型接合部、符号8cは縦溝を形成する型突出部を示す。
【0024】
前記発泡型6,短冊状部付き不織布5を用いて、シートパッドSが、例えば次のように製造される。
まず、発泡型6を型開状態とする。次いで、この型開状態の上型7へ短冊状部付き不織布5をセットする。凹凸部45用の起伏部71aに、切込み52でできた隣り合う短冊状部53同士を重ね合わせるか又は隣り合う短冊状部53間を開くことにより曲面を形成してあてがって、発泡型6に短冊状部付き不織布5をセットする。
【0025】
具体的には、前記張出部4に凹凸部45の凸部47を形成している場合、その箇所の発泡型6の起伏部71aは凹状にへこんでおり、短冊状部53の一部を重ね合わすようにして複数の短冊状部53で該起伏部71aの曲面を形成するようにあてがう(図9)。起伏部71aの曲面形状になるよう短冊状部53の一部を重ね合わせて凹状曲面を形づくる。不織布5aは一枚物シートと違って短冊状部付き不織布5に裁断加工され、起伏部71aに対応する部位が複数の短冊状部53からなるので、起伏部71aの曲面形状になじみやすくセットし易くなっている。
一方、凹凸部45の凹部46を形成する起伏部71aは凸状になっており、短冊状部53間が開くようにして該起伏部71aにあてがって、その曲面を複数の短冊状部53で形成する。パッド本体1の凹部46を形成する型側起伏部71aは凸状に膨らんでおり、その曲面形状になるよう短冊状部53間を開いて複数の短冊状部53で凸状曲面を形づくる。起伏部71aに対応する部位が複数の細長短冊状部53からなるので、起伏部71aの凸状起伏71bになじみやすく、且つなじませる過程で、短冊状部53間が開いてできたその隙間εに起毛55が入り込み絡み合う。
【0026】
より詳しくは、前記窪み60を形成する張出部4の裏面側厚み面形成用型面部71に不織布5aの外周部51を載せ、さらに凹凸部45用の起伏部71aに短冊状部53をあてがって、発泡型6に短冊状部付き不織布5をセットする。短冊状部53同士を重ね合わせるか又は隣り合う短冊状部53間を開くことにより曲面を形成して、前記起伏部71aにあてがうと共に、短冊状部付き不織布5の外周部51が、裏面側厚み面形成用型面部71の一部をカバーして、パッド本体1の裏面側を覆うようにする。ここで、張出部4に係る裏面側厚み面形成用型面部71の長手方向全域で、その型面部の一部に、短冊状部付き不織布5の外周部51が載って(カバーして)セットされるとより好ましくなる。張出部4の全域で、リクライニング装置等の相手部材LEとの接触で発生していた異音を全て防止できるからである。本実施形態は、図7のごとく短冊状部付き不織布5の外周縁51aが、裏面側厚み面形成用型面部71の幅方向の中間部位に載った状態にあり、且つ不織布外周縁51aが、この状態を保って、該裏面側厚み面形成用型面部71の長手方向に走る。
そして、図3(ロ),図6のごとく、短冊状部付き不織布5はその外周縁51aが裏面側厚み面形成用型面部71の平坦部分49に載り、且つ短冊状部53をつくる切込み先端52aが内側立壁面形成用型面部72の領域にまで達するようにする。且つ、短冊状部53が、張出部4に係るパッド本体1内方側の丸みがある角部形成用型面部74の丸み形成域Rを越えて、張出部4の起立する内側立壁面形成用型面部72の領域αにまで入り込むようにする。裏面側厚み面形成用型面部71に、不織布5aの一部(外周部51)が載るようにしてセットされる短冊状部付き不織布5が、切込み先端52a側や不織布外周縁51a側へ多少位置ズレしても、角部形成用型面部74の曲面の丸み形成が難なく作製できるからである。
かくのごとく、起伏部71aの曲面に対し、短冊状部53同士を重ね合わせるか、又は隣り合う短冊状部53間を開くことによりその曲面形状を形成してあてがうと共に、フェライトシート片Fを上型7に埋め込まれた磁石(図示せず)に磁力吸着させるなどして、発泡型6に短冊状部付き不織布5をセットする(図9)。
【0027】
その後、発泡原料9の注入及び型閉じを経て、発泡体からなるパッド本体1を、その裏面に短冊状部付き不織布5が被着一体化されるようにして、発泡成形する。
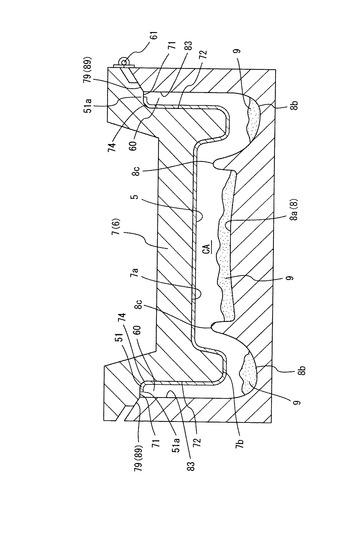
本実施形態は、発泡型6への短冊状部付き不織布5のセット後、型開状態のまま、下型8のキャビティCAを形成する型面に注入ホースN等を使用してパッド本体1成形用ウレタン発泡原液等の発泡原料9を所定量注入する(図8)。続いて、上型7を作動させ型閉じする(図10)。上型7と下型8との型閉じで、短冊状部付き不織布5がインサートされたシートパッドS用キャビティCAができる。尚、発泡型6への短冊状部付き不織布5のセット後、発泡原料9を注入し、その後、型閉じしたが、発泡型6に短冊状部付き不織布5のセットした後、型閉じし、その後、発泡原料9を注入することもできる。
【0028】
前記型閉じの後、パッド本体1の発泡成形に移る。図10の型閉じ状態を所定時間維持し、図1〜図3ごとくパッド本体1を、その裏面側に短冊状部付き不織布5が被着一体化するよう発泡成形して、シートパッドSが造られる。パッド本体1の発泡成形を終え、脱型すれば、メイン部2,サイド部3の裏面に短冊状部付き不織布5が被着一体化し、且つ張出部4に係る裏面側厚み面41の凹凸部45に短冊状部53が被着一体化し、さらに裏面側厚み面41の長手方向全域で、その内側立壁面42側の一部にも、短冊状部付き不織布5が被着一体化した所望のシートパッドSが得られる。該シートパッドSに図示しない表皮を被せると、車両用座席シートの座部用シートクッションになる(図1)。
【0029】
(3)効果
このように構成した車両用シートパッドS及びその製造方法によれば、張出部4の裏面側厚み面41にその長手方向に向けて起伏のある凹凸部45が形成されるが、該凹凸部45の部分にも不織布5aを容易に被着できる。凹凸部45に対応する不織布外周部51に、その外周縁51aから不織布中央部へ向け短冊状に複数の切込み52を入れて短冊状部53を複数有する短冊状部付き不織布5に加工形成されているので、短冊状部53でそれぞれの凹凸部45に合わせた曲面を形成して被着一体化できる。切込み52を複数設定した短冊状部53の箇所は、他の部位に比べ剛性が弱くなっているので、シートパッドSの発泡成形で、発泡型6の型面への追従性が向上する。また、切込み52を複数設定したことにより、複雑な凹凸形状にも追従性が向上する。
【0030】
従来、張出部4の鉛直状内側立壁面42から裏面側厚み面41へ屈曲して不織布5aをセットする際、一枚ものシート状体では難しく、さらに裏面側厚み面41の長手方向に向けて凹凸部45が形成されると一層困難になる。しかるに、凹凸部45に対応する不織布外周部51に切込み52を入れて細幅の短冊状部53を設けることで、短冊状部53のコシ(剛性)が弱くなり追従性が向上し、鉛直状内側立壁面42から裏面側厚み面41へ屈曲は勿論、凹凸部45への被着一体化を確実なものにする。短冊状部53が複数設けられるので、これらが重なり合うか短冊状部53間が開いて曲面を容易に形成でき、不織布5aからなる短冊状部53の曲面で凹凸部45をほぼ完全に覆うことができる。凹凸部45用の凹部46や、その製造における発泡型6の該凹部46用の凸状起伏部71a(凸形状71b)では、隣り合う短冊状部53が開いて隙間εができる傾向にあり、該隙間εからパッド本体1が見えるが、図7(ロ)のごとく不織布5aの起毛55によって、この部分にも異音抑止効果が維持される。
また、シートパッドSの製造では、凹凸部45用の起伏部71aに、短冊状部53同士を重ね合わせるか又は短冊状部53間を開いてあてがい、さらになぞるなどして、発泡型6に短冊状部付き不織布5をセットするが、既述のごとく短冊状部53にするとコシが弱くなって、凸状起伏71bや凹状起伏71cへ変形させ易く、作業性が向上する。
【0031】
さらに、短冊状部53を凹凸部45用の起伏部71aにあてがってなじませれば、その凹凸部45の形状を簡単に維持し、製造時のさらなる作業性向上、品質安定に威力を発揮する。
特許文献1を初めとする従来の異音対策技術は、不織布5aがメイン部裏面2bからサイド部裏面3bの内側立壁面42までの領域にとどまり、且つ内側立壁面42に配する不織布5aのセット時の倒れ込みに苦労していたが、本発明はその成形過程で、凹凸部45の曲面形状に短冊状部付き不織布5で作ってなじませるので、凹凸部45への係止作用が生まれる。凹凸部45にあてがう短冊状部53が重なり合うか又は短冊状部53間が開くことにより形成される曲面形成過程で、不織布5aの起毛55が絡み合い、短冊状部53が凹凸部45を単に覆うだけでなく凹凸部45の各凹部46,凸部47のそれぞれにキャップ状保形体を作ることになる。該キャップ状保形体が各凹凸部45に被る格好で係止するので、短冊状部付き不織布5の外周部51を内側立壁面形成用型面部72,裏面側厚み面形成用型面部71に沿わす係止部の役割をも果たす。品質安定したシートパッドSを容易に創り出し、且つ係止作用をも生み出す。特許文献1のピン56をなくすことができ、フェライトシート片Fの数も減らすことができ、低コスト化につながる。シートパッドSの製造で、凹凸部45に対応する発泡型6の各起伏部71aでは、その型面に短冊状部付き不織布5をセットする際、複数の短冊状部53が重なり起毛55が絡み合って、起伏部71aに保持されるため、その周囲のフェライトシート片Fが不要になるケースを生み、原価低減の効果もある。
【0032】
そして、パッド本体1に係るメイン部2,サイド部3の裏面との接触で起こるこれまでの異音対策だけでなく、短冊状部付き不織布5の外周部51が凹凸部45に被着一体化するので、張出部4に係る裏面側厚み面41の凹凸部45の下をくぐり抜けるリクライニング装置等との接触で起こる異音対策も万全となる。リクライニング装置等との接触で起こる擦れ音等をなくすことができる。
リクライニングレバー等の相手部材LEがパッド本体1裏面から張出部4を横切って外方へ突き出すため張出部4が切欠かれ、裏面側厚み面41の長手方向に凹凸部45が形成されており、凹凸部45に該部材LEが当たって異音を発生する問題があったが、該裏面側厚み面41の凹凸部45に消音作用のある不織布5aからなる短冊状部53が被着一体化するので、こうした異音発生をなくすことができる。
【0033】
加えて、短冊状部付き不織布5の外周部51が、凹凸部45を含めて裏面側厚み面41の長手方向全域で、該厚み面41の一部を覆うようにして張出部4に被着一体化されると、張出部4の長手方向全域で、パッド本体1裏面から張出部4の下をくぐって外方へ突き出す相手部材LEとの接触に伴う全ての異音発生を防止でき、異音対策が盤石なものとなる。
【0034】
さらにいえば、前記短冊状部34の短冊幅Wが3mm〜8mmの範囲にあるとより好ましくなる。短冊状部53の短冊幅Wが3mm以上であると、シートパッドSの製造で、発泡型6の型面への短冊状部53の捩れを少なくでき、発泡型6への短冊状部付き不織布5のセットの作業性を向上させる。一方、短冊状部53の短冊幅Wが8mm以下であると、短冊状部53の剛性を弱め、凹凸部45用起伏部71aの形状に容易になじませて、起伏部71aにフィットさせてあてがうことができる。
また、切込み52が、張出部4に短冊状部付き不織布5を被着一体化した状態下の横断面視で、裏面側厚み面41の平坦域βに載った短冊状部付き不織布5の外周縁51aから、張出部4に係るパッド本体1内方側の丸みがある角部44の丸み形成域Rを越えて、張出部4の起立する内側立壁面42の領域αにまで達する長さを有すると、シートパッドSの製造で、その外周縁51aが型接合部79側や本体部の裏面側型面7a側に多少位置ズレしても、角部44の丸み形成域Rに切込み52が在るので、所定品質を保って、型面部71への短冊状部付き不織布5のセットが可能で、作業性向上につながる。このように、異音対策に上述した数々の効果を発揮し、極めて有益な車両用シートパッドS及びその製造方法となる。
【0035】
尚、本発明においては前記実施形態に示すものに限られず、目的,用途に応じて本発明の範囲で種々変更できる。パッド本体1,メイン部2,サイド部3,張出部4,短冊状部付き不織布5,発泡型6,発泡原料9等の形状,大きさ,個数,材質等は用途に合わせて適宜選択できる。実施形態はクッションパッドに適用したが、背もたれ用バックパッドにも適用できる。
【符号の説明】
【0036】
1 パッド本体
4 張出部
41 裏面側厚み面
44 角部
45 凹凸部
5 短冊状部付き不織布
5a 不織布
51 外周部(不織布外周部)
51a 外周縁(不織布外周縁)
52 切込み
53 短冊状部
55 起毛
6 発泡型
60 窪み
71 裏面側厚み面形成用型面部
71a 起伏部
9 発泡原料
S シートパッド
【技術分野】
【0001】
本発明は、車両用座席シートを構成する車両用シートパッド及びその製造方法に関する。
【背景技術】
【0002】
自動車等の車両に搭載される座席シートの座部や背もたれを構成するシートクッションがある。軟質ポリウレタンフォーム等のシートパッドを主構成要素とするが、乗員の着座時に該シートパッドが撓んでシートフレーム等に擦れ、時に異音発生するケースがある。
こうしたことから、近年、パッド本体の裏面側にシート状部材を被着一体化させて、異音対策を講じたシートパッドが提案されるようになっている(例えば特許文献1〜3)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−1147号公報
【特許文献2】特開2005−238675号公報
【特許文献3】特開平4−242688号公報
【0004】
特許文献1は、パッド縁部の裏面側に突出部(本発明の張出部)を備えるパッド構造で、該突出部の内側壁面にシート状部材たる補強布の縁部を積層一体化させるのに、その縁部が倒れるのを防いで異音をなくす発明を提案する。特許文献2は、シート状部材にエンボス加工による部分熱圧着部がある不織布を採用する発明である。特許文献3は、異音対策と違って、「パッド本体の面剛性不足によるハンモック現象の防止とカマチ部の倒れ込み、沈み込みによるシートカバーの仕上がり不良に起因する複合体シートパッドの品質低下を防止」すべく、請求項に記載の「曲げ弾性率が10kgf/cm2以上のシートクッション用サポータ材」を提案する。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかるに、近年登場したハイブリッドカーは低速になると静かで、一層の異音対策が求められるようになり、また高級車では昇降時等で座席の各所に手をついても異音が発生しない品質向上要求が出てきており、特許文献1〜3の発明はこれらの要求に対して万全とはいえなかった。
車両用シートパッドはシートフレームに取付けられ、シートパッドの裏面側からリクライニング装置等の部材が外方に突き出している。そのため、シートフレームとの異音対策だけでなく、シートパッドの裏面側から外方に突き出すリクライニング装置等との異音対策を講じる必要性がでてきており、特許文献1や特許文献2のような突出部(本発明でいう張出部)の内側壁面だけの対策構成では応えきれていなかった。パッド本体はその外周部沿いに裏面側へ立壁状の張出部が張り出し、該張出部の裏面側厚み面とリクライニングレバー等との接触で起こる異音発生を回避できなかった。特に最近は、張出部とリクライニング装置との隙間に手が入らないよう、該張出部が下方へ延びる傾向にあり、リクライニング装置等との接触による異音が起こり易くなっているが、この問題に対応できなかった。
【0006】
また、特許文献3の図2では、パッド本体の外周部沿いに裏面側へ張り出す立壁状のカマチ部たる張出部が図示され、シートクッション用サポータ材をパッド本体の底面及び張出部の裏面側厚み面の全域に被着一体化させた図を開示するが、現実的でなく、その製造は不可能に近いものであった。サポータ材の外周縁を張出部の裏面側厚み面の外縁にピッタリと合わせるのは至難を極め、サポータ材を少しでもパーティングラインに挟み込むと、発泡成形時のガス抜けが制御できずパッド本体の成形が不能になる問題があった。さらに、平面的なサポータ材を、張出部の鉛直状立壁面から張出部の裏面側厚み面へ屈曲してセットするのは、特許文献1の発明も困難であるが、それ以上に困難であった。さらに、後述する本発明の構成のように、張出部の裏面側厚み面にその長手方向に向けて起伏のある凹凸部が形成されると、該凹凸部の三次元形状に合わせた張出部の裏面側厚み面にまで被着一体化させるのは非常に困難であった。
【0007】
本発明は、上記問題を解決するもので、平面的なシート状不織布を用いながら、パッド本体に係るメイン部,サイド部の裏面側だけでなく、該裏面とパッド本体の外とにまたがるリクライニング装置等との間で発生する異音を防ぎ、異音対策に万全を期した車両用シートパッド及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成すべく、請求項1に記載の発明の要旨は、発泡体からなるパッド本体と、該パッド本体の発泡成形でその裏面に被着一体化される起毛を備えたシート状不織布と、を具備し、且つ、該パッド本体にはその外縁部沿いに裏面側へ張り出す立壁状の張出部が形成され、さらに、該張出部の裏面側厚み面にその長手方向に向けて起伏のある凹凸部が形成される一方、前記不織布は、該凹凸部に対応する不織布外周部に、その外周縁から不織布中央部へ向け短冊状に複数の切込みを入れて短冊状部を複数有する短冊状部付き不織布に加工形成され、さらに、該切込みでできた短冊状部同士が重なり合うか又は短冊状部間が開くことにより形成される曲面で前記凹凸部を覆うようにして、該凹凸部に該短冊状部が被着一体化されてなることを特徴とする車両用シートパッドにある。請求項2の発明たる車両用シートパッドは、請求項1で、短冊状部の短冊幅が3mm〜8mmの範囲で、且つ前記切込みが、前記張出部に前記短冊状部付き不織布を被着一体化した状態下の横断面視で、前記裏面側厚み面の平坦域に載った該短冊状部付き不織布の外周縁から、張出部に係るパッド本体内方側の丸みがある角部の丸み形成域を越えて、張出部の起立する内側立壁面の領域にまで達する長さを有することを特徴とする。請求項3の発明たる車両用シートパッドは、請求項1又は2で、短冊状部付き不織布の外周部が、前記凹凸部を含めて前記裏面側厚み面の長手方向全域で、該厚み面の一部を覆うようにして張出部に被着一体化されることを特徴とする。
請求項4に記載の発明の要旨は、パッド本体の外縁部沿いに裏面側へ立壁状に張り出す張出部用の窪みと、該張出部の裏面側厚み面にその長手方向に向けて形成する凹凸部用の起伏部と、を有する発泡型を用い、且つ起毛を備えたシート状不織布の外周部に、その外周縁から不織布中央部へ向けて切込みを複数入れて短冊状部を複数形成した短冊状部付き不織布を用い、型開状態下、前記窪みを形成する張出部の裏面側厚み面用型面部に不織布の外周部を載せて、且つ、該切込みでできた短冊状部同士を重ね合わせるか又は短冊状部間を開くことにより形成した曲面で前記凹凸部用の起伏部にあてがうようにして、該発泡型に該短冊状部付き不織布をセットし、その後、発泡原料の注入及び型閉じを経て、発泡体からなるパッド本体を、その裏面に該短冊状部付き不織布が被着一体化されるようにして、発泡成形することを特徴とする車両用シートパッドの製造方法にある。
【発明の効果】
【0009】
本発明の車両用シートパッド及びその製造方法は、平面的なシート状不織布を用いながら、パッド本体のメイン部裏面のみならず、その外縁部沿いに裏面側へ張り出す立壁状張出部の裏面側厚み面にまで、しかも長手方向に向けて起伏のある凹凸部が形成される部位にまで消音作用のある不織布を綺麗に被着一体化させるので、パッド本体の裏面側に配されるシートフレームだけでなく、シートパッドの裏面側から張出部の下をくぐって外方に突き出すリクライニング装置等との接触に対しても異音が発生しないようになり、品質向上に優れた効果を発揮する。
【図面の簡単な説明】
【0010】
【図1】本発明の車両用シートパッドの一形態で、裏面側から見た斜視図である。
【図2】図1とは異なる角度から見たシートパッドの全体斜視図である。
【図3】(イ)が図2のIII-III線矢視図で、(ロ)が(イ)の部分拡大図である。
【図4】短冊状部付き不織布の平面図である。
【図5】図4の短冊状部周りの拡大図である。
【図6】凹凸部周りの一部断面拡大斜視図である。
【図7】(イ)が凹部周りの短冊状部の斜視図で、(ロ)が(イ)のVII-VII線矢視図である。
【図8】型開状態で発泡原料を注入している発泡型の説明断面図である。
【図9】(イ)が図8の上型にセットされた短冊状部付き不織布の部分拡大斜視図で、(ロ)が(イ)の上型部分を円内に示した上型の部分斜視図である。
【図10】図8の後、型閉じし、発泡成形に向かう発泡型の説明断面図である。
【発明を実施するための形態】
【0011】
以下、本発明に係る車両用シートパッド及びその製造方法について詳述する。図1〜図10は本発明の車両用シートパッド(以下、単に「シートパッド」ともいう。)及びその製造方法の一形態で、図1はシートパッドを裏面側から見た斜視図、図2は角度を変えて見たシートパッドの裏面側斜視図、図3は(イ)が図2のIII-III線矢視図で、(ロ)が(イ)円内の部分拡大図である。図4は短冊状部付き不織布の平面図、図5は図4の短冊状部周りの拡大図、図6は凹凸部周りの一部断面拡大斜視図、図7は(イ)が凹部周りの短冊状部の斜視図で、(ロ)が(イ)のVII-VII線矢視図である。図8は型開状態で発泡原料を注入している発泡型の説明断面図、図9は(イ)が図8の上型にセットされた短冊状部付き不織布の部分拡大斜視図で、(ロ)が(イ)の上型部分を円内に示した上型の部分斜視図である。図10は図8の後、型閉じし、発泡成形に向かう発泡型の説明断面図を示す。尚、図3を除き縦溝の図示を省き、図8〜図10の発泡型は窪み周りの要部以外は簡略図示する。
【0012】
(1)シートパッド
シートパッドSは、背もたれ用のバックパッドや着座した乗員の下半身を受け支えるクッションパッドである。本実施形態は図1〜図3のようなクッションパッドに適用する。クッションパッドに表皮を被せてシートクッションの形にすれば、公知のバックパッドに表皮を被せたバックレストと公知のヘッドレストとで車両用座席シートを形成する。
シートパッドSは、パッド本体1とシート状不織布5aとを具備する。該不織布5aは短冊状部付き不織布5に加工形成される(後述)。
【0013】
前記パッド本体1は、ポリウレタン材料等の発泡樹脂原料を用いて、座部側クッションパッドの座部形状に成形された発泡成形品である(図1〜図3)。本発明の特徴的部分たる張出部4周りを判り易く図示するため、図1〜図3、図6,図7のシートパッドS,パッド本体1は、車両に設置される状態と上下逆して描く。
パッド本体1は、図3のように、乗員の臀部及び大腿部を支えるメイン部2と、該メイン部2の両側で隆起して、臀部及び大腿部の側部を支えるサイド部3とに大別される。符号1cはサイド部3の裏面側に形成される凹所で、該凹所にシートフレームMのパイプが配設される。符号Gはメイン部表面2aとサイド部表面3aの境界部分で車両前後方向に走る縦溝を示す。
【0014】
パッド本体1には、その外縁部1a沿いに裏面側へ張り出す立壁状の張出部4が形成される。パッド本体1に係るサイド部3の両外側部で、その外縁部1a沿いに立壁状の張出部4が裏面側へ張り出す(図3のイ)。張出部4とリクライニング装置との隙間に手が入らぬよう、該張出部4が、車両設置状態で下方へ延びる傾向があり、ここでもやや長めになっている(図2,図3)。
【0015】
前記張出部4の裏面側厚み面41には、その長手方向に向けて図1,図2のような起伏のある凹凸部45が形成される。車両に設置した座席シートのシートパッドSは、リクライニング装置のリクライニングレバーLE等がパッド本体1裏面からサイド部3の張出部4を横切って外方へ突き出す(図6)。一方、前述のごとく張出部4が下方へ延びる傾向にあり、該リクライニングレバー等とぶつからぬようその部分が切欠かかれる。該切欠に伴い、張出部4の裏面側厚み面41に凹部46や凸部47の凹凸部45が形成される。尚、符号Jは車両後方側の外周縁沿いに設けた隆起部で、張出部4とつながる。
【0016】
前記不織布5aは、パッド本体1の発泡成形でその裏面に被着一体化される起毛55を備えたシート状の布である。製織しないで機械的,化学的,熱的などで繊維を固着したり絡み合わせたりして、シート状にした布になっている。該不織布5aは、図3の横断面視で、張出部4の裏面側厚み面41の一部をカバーしてパッド本体1の裏面側を覆う大きさを有する。不織布5aが、裏面側厚み面41の一部を覆い且つメイン部2,サイド部3の裏面を覆う大きさにして、さらに前記凹凸部45に対応する不織布5aの外周部51に、その外周縁51aから不織布中央部へ向け切込み52を入れて、短冊状部53を複数有する短冊状部付き不織布5へと加工形成されている。
【0017】
詳しくは、起毛55を有する商品名「タフネル」(三井化学産資株式会社製)等のシート状不織布5aを用いて、まず、該不織布5aが、張出部4に係る裏面側厚み面41の一部をカバーしてパッド本体1の裏面側を覆う図4のような略四角形状した大きさに裁断される。不織布5aは、裏面側厚み面41の長手方向全域で、その内方側(内側立壁面42側)の一部を覆って、パッド本体1の裏面側を覆う大きさになる。不織布5aが裏面側厚み面41の一部をカバーするにとどめるのは、不織布5aの発泡型6へのセットで、裏面側厚み面41の厚み外方向の多少のズレを許容できるようにするためである。例えば、図3のごとく裏面側厚み面41の中間地点に不織布5aの外周縁51aがくる大きさに裁断される。本実施形態は、図1〜図3のごとく短冊状部付き不織布5の外周縁51aが、裏面側厚み面41の幅方向の中間地点に載った状態にあり、且つ該不織布外周縁51aが、この状態を保って、裏面側厚み面41の長手方向に走る。
そして、凹凸部45の凹部46や凸部47に被着一体化される不織布5aの外周部51に、その外周縁51aから複数の切込み52を入れて、細長の短冊状部53を有する短冊状部付き不織布5に裁断加工される。各切込みラインは互いに平行に設けられる。切込み52の方向は、例えば図5のごとく凹凸部45の凸部47(又は凹部46)に対応する不織布5aの膨らみある外周縁51aでは、最も突出した地点での法線の方向に設けられる。法線方向の切込み52と平行にする切込み52を複数設けて、細長の短冊状部53を複数有する短冊状部付き不織布5とする。尚、切込み52方向は凹凸部45の起伏形状に合わせて調整される。符号tgは接線、符号ctは外周縁51aの曲率半径の中心を示す。
【0018】
前記切込み52の長さLは、張出部4に短冊状部付き不織布5を被着一体化した状態下の横断面視(図3のロ)で、裏面側厚み面41の平坦域βに載った短冊状部付き不織布5の外周縁51aから、張出部4に係るパッド本体1内方側の丸みがある角部44の丸み形成域Rを越えて、張出部4の起立する内側立壁面42の領域αにまで入り込む長さを有するのがより好ましい。切込み先端52aが内側立壁面42の領域にまで達すると、発泡型6への短冊状部付き不織布5のセット時に、その外周縁51aが型接合部79寄りに多少ずれても、短冊状部53で丸み形成域Rを覆い、最終的に凹凸部45の曲面も綺麗に覆えようになるからである(図6)。
また、切込み52形成でできる短冊状部53の短冊幅Wは、3mm〜8mmの範囲とするのがより好ましい。この範囲よりも小さいと、発泡型6(ここでは上型7)への短冊状部付き不織布5のセット時に短冊状部53が捩れ易く、型6への短冊状部付き不織布5のセットが難しくなる一方、この範囲より大きくなると、短冊状部53による凹凸部45への曲面形成が難しくなるからである。
符号56は上型7に短冊状部付き不織布5を係止するための孔、符号58はノズル用開口、符号59はサイド部裏面3bから張出部4の内側立壁面42へ円滑に屈曲可能にするためのスリット、符号Fは不織布5aに貼着一体化させた矩形のフェライトシート片を示す。
【0019】
前記切込み52でできた隣り合う短冊状部53同士が重なり合うか、又は隣り合う短冊状部53間が開くことにより曲面を形成して、不織布外周部51に設けた複数の短冊状部53が張出部4に係る裏面側厚み面41の凹凸部45に被着一体化される(図6)。短冊状部53同士が重なり合うか又は短冊状部53間が開くことにより形成される曲面で凹凸部45を覆うようにして、短冊状部53が凹凸部45に被着一体化される。例えば凹凸部45の凸部47では、切込み52でできた短冊状部53同士が重なり合うことにより、複数の短冊状部53で曲面を形成して凸部47に被着一体化する。また、凹凸部45の凹部46では、短冊状部53間が開くことにより、複数の短冊状部53で曲面を形成して凹部46に被着一体化する。凹部46では、図7(イ)のように隣り合う短冊状部53の間に隙間εができ、一見問題視される。しかし、その隙間εがごく小さければ特に支障なく、また該隙間が多少広がっても、本発明は起毛55を備えた不織布5aを採用するため、隙間εを起毛55が埋める格好になり問題とならない。図7(ロ)のごとく隙間εから張出部4が覗くが、起毛55で該隙間εを覆うようになり、異音発生を抑える。図7(ロ)は短冊状部53の上面53aから伸びる起毛55だけを模式的に描くが、実際は短冊状部53の側面53bからも伸びている。従って、裏面側厚み面41の下をくぐるリクライニングレバーLE等が、乗員の着座等で裏面側厚み面41と接触しようとしても、不織布5a,起毛55でカバーされており異音抑制に十分な効果を上げる。加えて、短冊状部付き不織布5の外周部51が、凹凸部45を含めて裏面側厚み面41の長手方向全域で、図1,図2のごとく該厚み面41の一部(内側立壁面側部分)を覆うようにして張出部4に被着一体化されると、異音抑制に一層の効果を上げより好ましくなる。張出部4の下をくぐる全ての相手部材(リクライニング装置等)との接触に伴う異音発生防止に万全を期すことができるからである。
かくのごとく、凹凸部45に短冊状部53が被着一体化され、さらに裏面側厚み面41の長手方向の全域で、その厚み面41の一部に外周部51が被着一体化されて、パッド本体1の裏面に短冊状部付き不織布5が被着一体化される所望のシートパッドSに仕上がっている(図1〜図7)。
【0020】
(2)シートパッドの製造方法
シートパッドの製造方法は、短冊状部付き不織布5と発泡型6とを用いて、発泡型6に該短冊状部付き不織布5をセットした後、発泡原料9の注入及び型閉じを経て、図1〜図7のようなシートパッドSを成形する。
【0021】
短冊状部付き不織布5は、起毛55を備えたシート状不織布5aの外周部51に、その外周縁51aから不織布中央部へ向けて切込み52を複数入れて、細長の短冊状部53を複数形成したシート状体である。短冊状部付き不織布5は、(1)のシートパッドSで述べたものと同様で、その詳細を省く。
【0022】
本シートパッドの製造方法に用いる発泡型6は、図8〜図10ごとくの分割型で、上型7(一の分割型)と下型8(他の分割型)とを備える。符号61はヒンジを示す。ヒンジ61を支点にして図8から図10のごとく型閉じすると、全体的にへこみ度合いが大きな下型8の型面と一部に凹みを有するもののほぼ平坦な上型7の型面とで、パッド本体1に短冊状部付き不織布5が一体化するシートパッドSのキャビティCAをつくる。図8〜図10に示す本製法では、下型8の型面でシートパッドSの表面側が成形され、上型7の型面でシートパッドSの裏面側が成形される。符号7aはメイン部2の裏面側型面、符号7bはサイド部3の裏面側型面、符号8aは下型8の型面で、メイン部2の表面側型面、符号8bはサイド部3の表面側型面を示す。
【0023】
そして、上型7と下型8との型閉じで、パッド本体1の外縁部1a沿いに裏面側へ立壁状に張り出す張出部4用の窪み60を形成する。具体的には、サイド部3の両外側部が下方に張り出してなる張出部用窪み60を形成する。図10でいえば、上型7と下型8との型閉じにより、上型7の左右両サイドに係る内側立壁面形成用型面部72から角部形成用型面部74を経由して裏面側厚み面形成用型面部71までと、下型8の左右両サイドの外側立壁面形成用型面部83とで、張出部4用の窪み60(サイド部3の張出部4用の窪み60)を形成する。さらに、パッド本体1に係る張出部4の該裏面側厚み面41に、その長手方向に向けて凹凸部45を形成すべく、該発泡型6に該凹凸部45用の起伏部71aを設ける。上型7の裏面側厚み面形成用型面部71に、図8,図9のごとく凹凸部45用の起伏部71aを形成する。符号89は下型8の上型7との型接合部、符号8cは縦溝を形成する型突出部を示す。
【0024】
前記発泡型6,短冊状部付き不織布5を用いて、シートパッドSが、例えば次のように製造される。
まず、発泡型6を型開状態とする。次いで、この型開状態の上型7へ短冊状部付き不織布5をセットする。凹凸部45用の起伏部71aに、切込み52でできた隣り合う短冊状部53同士を重ね合わせるか又は隣り合う短冊状部53間を開くことにより曲面を形成してあてがって、発泡型6に短冊状部付き不織布5をセットする。
【0025】
具体的には、前記張出部4に凹凸部45の凸部47を形成している場合、その箇所の発泡型6の起伏部71aは凹状にへこんでおり、短冊状部53の一部を重ね合わすようにして複数の短冊状部53で該起伏部71aの曲面を形成するようにあてがう(図9)。起伏部71aの曲面形状になるよう短冊状部53の一部を重ね合わせて凹状曲面を形づくる。不織布5aは一枚物シートと違って短冊状部付き不織布5に裁断加工され、起伏部71aに対応する部位が複数の短冊状部53からなるので、起伏部71aの曲面形状になじみやすくセットし易くなっている。
一方、凹凸部45の凹部46を形成する起伏部71aは凸状になっており、短冊状部53間が開くようにして該起伏部71aにあてがって、その曲面を複数の短冊状部53で形成する。パッド本体1の凹部46を形成する型側起伏部71aは凸状に膨らんでおり、その曲面形状になるよう短冊状部53間を開いて複数の短冊状部53で凸状曲面を形づくる。起伏部71aに対応する部位が複数の細長短冊状部53からなるので、起伏部71aの凸状起伏71bになじみやすく、且つなじませる過程で、短冊状部53間が開いてできたその隙間εに起毛55が入り込み絡み合う。
【0026】
より詳しくは、前記窪み60を形成する張出部4の裏面側厚み面形成用型面部71に不織布5aの外周部51を載せ、さらに凹凸部45用の起伏部71aに短冊状部53をあてがって、発泡型6に短冊状部付き不織布5をセットする。短冊状部53同士を重ね合わせるか又は隣り合う短冊状部53間を開くことにより曲面を形成して、前記起伏部71aにあてがうと共に、短冊状部付き不織布5の外周部51が、裏面側厚み面形成用型面部71の一部をカバーして、パッド本体1の裏面側を覆うようにする。ここで、張出部4に係る裏面側厚み面形成用型面部71の長手方向全域で、その型面部の一部に、短冊状部付き不織布5の外周部51が載って(カバーして)セットされるとより好ましくなる。張出部4の全域で、リクライニング装置等の相手部材LEとの接触で発生していた異音を全て防止できるからである。本実施形態は、図7のごとく短冊状部付き不織布5の外周縁51aが、裏面側厚み面形成用型面部71の幅方向の中間部位に載った状態にあり、且つ不織布外周縁51aが、この状態を保って、該裏面側厚み面形成用型面部71の長手方向に走る。
そして、図3(ロ),図6のごとく、短冊状部付き不織布5はその外周縁51aが裏面側厚み面形成用型面部71の平坦部分49に載り、且つ短冊状部53をつくる切込み先端52aが内側立壁面形成用型面部72の領域にまで達するようにする。且つ、短冊状部53が、張出部4に係るパッド本体1内方側の丸みがある角部形成用型面部74の丸み形成域Rを越えて、張出部4の起立する内側立壁面形成用型面部72の領域αにまで入り込むようにする。裏面側厚み面形成用型面部71に、不織布5aの一部(外周部51)が載るようにしてセットされる短冊状部付き不織布5が、切込み先端52a側や不織布外周縁51a側へ多少位置ズレしても、角部形成用型面部74の曲面の丸み形成が難なく作製できるからである。
かくのごとく、起伏部71aの曲面に対し、短冊状部53同士を重ね合わせるか、又は隣り合う短冊状部53間を開くことによりその曲面形状を形成してあてがうと共に、フェライトシート片Fを上型7に埋め込まれた磁石(図示せず)に磁力吸着させるなどして、発泡型6に短冊状部付き不織布5をセットする(図9)。
【0027】
その後、発泡原料9の注入及び型閉じを経て、発泡体からなるパッド本体1を、その裏面に短冊状部付き不織布5が被着一体化されるようにして、発泡成形する。
本実施形態は、発泡型6への短冊状部付き不織布5のセット後、型開状態のまま、下型8のキャビティCAを形成する型面に注入ホースN等を使用してパッド本体1成形用ウレタン発泡原液等の発泡原料9を所定量注入する(図8)。続いて、上型7を作動させ型閉じする(図10)。上型7と下型8との型閉じで、短冊状部付き不織布5がインサートされたシートパッドS用キャビティCAができる。尚、発泡型6への短冊状部付き不織布5のセット後、発泡原料9を注入し、その後、型閉じしたが、発泡型6に短冊状部付き不織布5のセットした後、型閉じし、その後、発泡原料9を注入することもできる。
【0028】
前記型閉じの後、パッド本体1の発泡成形に移る。図10の型閉じ状態を所定時間維持し、図1〜図3ごとくパッド本体1を、その裏面側に短冊状部付き不織布5が被着一体化するよう発泡成形して、シートパッドSが造られる。パッド本体1の発泡成形を終え、脱型すれば、メイン部2,サイド部3の裏面に短冊状部付き不織布5が被着一体化し、且つ張出部4に係る裏面側厚み面41の凹凸部45に短冊状部53が被着一体化し、さらに裏面側厚み面41の長手方向全域で、その内側立壁面42側の一部にも、短冊状部付き不織布5が被着一体化した所望のシートパッドSが得られる。該シートパッドSに図示しない表皮を被せると、車両用座席シートの座部用シートクッションになる(図1)。
【0029】
(3)効果
このように構成した車両用シートパッドS及びその製造方法によれば、張出部4の裏面側厚み面41にその長手方向に向けて起伏のある凹凸部45が形成されるが、該凹凸部45の部分にも不織布5aを容易に被着できる。凹凸部45に対応する不織布外周部51に、その外周縁51aから不織布中央部へ向け短冊状に複数の切込み52を入れて短冊状部53を複数有する短冊状部付き不織布5に加工形成されているので、短冊状部53でそれぞれの凹凸部45に合わせた曲面を形成して被着一体化できる。切込み52を複数設定した短冊状部53の箇所は、他の部位に比べ剛性が弱くなっているので、シートパッドSの発泡成形で、発泡型6の型面への追従性が向上する。また、切込み52を複数設定したことにより、複雑な凹凸形状にも追従性が向上する。
【0030】
従来、張出部4の鉛直状内側立壁面42から裏面側厚み面41へ屈曲して不織布5aをセットする際、一枚ものシート状体では難しく、さらに裏面側厚み面41の長手方向に向けて凹凸部45が形成されると一層困難になる。しかるに、凹凸部45に対応する不織布外周部51に切込み52を入れて細幅の短冊状部53を設けることで、短冊状部53のコシ(剛性)が弱くなり追従性が向上し、鉛直状内側立壁面42から裏面側厚み面41へ屈曲は勿論、凹凸部45への被着一体化を確実なものにする。短冊状部53が複数設けられるので、これらが重なり合うか短冊状部53間が開いて曲面を容易に形成でき、不織布5aからなる短冊状部53の曲面で凹凸部45をほぼ完全に覆うことができる。凹凸部45用の凹部46や、その製造における発泡型6の該凹部46用の凸状起伏部71a(凸形状71b)では、隣り合う短冊状部53が開いて隙間εができる傾向にあり、該隙間εからパッド本体1が見えるが、図7(ロ)のごとく不織布5aの起毛55によって、この部分にも異音抑止効果が維持される。
また、シートパッドSの製造では、凹凸部45用の起伏部71aに、短冊状部53同士を重ね合わせるか又は短冊状部53間を開いてあてがい、さらになぞるなどして、発泡型6に短冊状部付き不織布5をセットするが、既述のごとく短冊状部53にするとコシが弱くなって、凸状起伏71bや凹状起伏71cへ変形させ易く、作業性が向上する。
【0031】
さらに、短冊状部53を凹凸部45用の起伏部71aにあてがってなじませれば、その凹凸部45の形状を簡単に維持し、製造時のさらなる作業性向上、品質安定に威力を発揮する。
特許文献1を初めとする従来の異音対策技術は、不織布5aがメイン部裏面2bからサイド部裏面3bの内側立壁面42までの領域にとどまり、且つ内側立壁面42に配する不織布5aのセット時の倒れ込みに苦労していたが、本発明はその成形過程で、凹凸部45の曲面形状に短冊状部付き不織布5で作ってなじませるので、凹凸部45への係止作用が生まれる。凹凸部45にあてがう短冊状部53が重なり合うか又は短冊状部53間が開くことにより形成される曲面形成過程で、不織布5aの起毛55が絡み合い、短冊状部53が凹凸部45を単に覆うだけでなく凹凸部45の各凹部46,凸部47のそれぞれにキャップ状保形体を作ることになる。該キャップ状保形体が各凹凸部45に被る格好で係止するので、短冊状部付き不織布5の外周部51を内側立壁面形成用型面部72,裏面側厚み面形成用型面部71に沿わす係止部の役割をも果たす。品質安定したシートパッドSを容易に創り出し、且つ係止作用をも生み出す。特許文献1のピン56をなくすことができ、フェライトシート片Fの数も減らすことができ、低コスト化につながる。シートパッドSの製造で、凹凸部45に対応する発泡型6の各起伏部71aでは、その型面に短冊状部付き不織布5をセットする際、複数の短冊状部53が重なり起毛55が絡み合って、起伏部71aに保持されるため、その周囲のフェライトシート片Fが不要になるケースを生み、原価低減の効果もある。
【0032】
そして、パッド本体1に係るメイン部2,サイド部3の裏面との接触で起こるこれまでの異音対策だけでなく、短冊状部付き不織布5の外周部51が凹凸部45に被着一体化するので、張出部4に係る裏面側厚み面41の凹凸部45の下をくぐり抜けるリクライニング装置等との接触で起こる異音対策も万全となる。リクライニング装置等との接触で起こる擦れ音等をなくすことができる。
リクライニングレバー等の相手部材LEがパッド本体1裏面から張出部4を横切って外方へ突き出すため張出部4が切欠かれ、裏面側厚み面41の長手方向に凹凸部45が形成されており、凹凸部45に該部材LEが当たって異音を発生する問題があったが、該裏面側厚み面41の凹凸部45に消音作用のある不織布5aからなる短冊状部53が被着一体化するので、こうした異音発生をなくすことができる。
【0033】
加えて、短冊状部付き不織布5の外周部51が、凹凸部45を含めて裏面側厚み面41の長手方向全域で、該厚み面41の一部を覆うようにして張出部4に被着一体化されると、張出部4の長手方向全域で、パッド本体1裏面から張出部4の下をくぐって外方へ突き出す相手部材LEとの接触に伴う全ての異音発生を防止でき、異音対策が盤石なものとなる。
【0034】
さらにいえば、前記短冊状部34の短冊幅Wが3mm〜8mmの範囲にあるとより好ましくなる。短冊状部53の短冊幅Wが3mm以上であると、シートパッドSの製造で、発泡型6の型面への短冊状部53の捩れを少なくでき、発泡型6への短冊状部付き不織布5のセットの作業性を向上させる。一方、短冊状部53の短冊幅Wが8mm以下であると、短冊状部53の剛性を弱め、凹凸部45用起伏部71aの形状に容易になじませて、起伏部71aにフィットさせてあてがうことができる。
また、切込み52が、張出部4に短冊状部付き不織布5を被着一体化した状態下の横断面視で、裏面側厚み面41の平坦域βに載った短冊状部付き不織布5の外周縁51aから、張出部4に係るパッド本体1内方側の丸みがある角部44の丸み形成域Rを越えて、張出部4の起立する内側立壁面42の領域αにまで達する長さを有すると、シートパッドSの製造で、その外周縁51aが型接合部79側や本体部の裏面側型面7a側に多少位置ズレしても、角部44の丸み形成域Rに切込み52が在るので、所定品質を保って、型面部71への短冊状部付き不織布5のセットが可能で、作業性向上につながる。このように、異音対策に上述した数々の効果を発揮し、極めて有益な車両用シートパッドS及びその製造方法となる。
【0035】
尚、本発明においては前記実施形態に示すものに限られず、目的,用途に応じて本発明の範囲で種々変更できる。パッド本体1,メイン部2,サイド部3,張出部4,短冊状部付き不織布5,発泡型6,発泡原料9等の形状,大きさ,個数,材質等は用途に合わせて適宜選択できる。実施形態はクッションパッドに適用したが、背もたれ用バックパッドにも適用できる。
【符号の説明】
【0036】
1 パッド本体
4 張出部
41 裏面側厚み面
44 角部
45 凹凸部
5 短冊状部付き不織布
5a 不織布
51 外周部(不織布外周部)
51a 外周縁(不織布外周縁)
52 切込み
53 短冊状部
55 起毛
6 発泡型
60 窪み
71 裏面側厚み面形成用型面部
71a 起伏部
9 発泡原料
S シートパッド
【特許請求の範囲】
【請求項1】
発泡体からなるパッド本体と、該パッド本体の発泡成形でその裏面に被着一体化される起毛を備えたシート状不織布と、を具備し、
且つ、該パッド本体にはその外縁部沿いに裏面側へ張り出す立壁状の張出部が形成され、さらに、該張出部の裏面側厚み面にその長手方向に向けて起伏のある凹凸部が形成される一方、前記不織布は、該凹凸部に対応する不織布外周部に、その外周縁から不織布中央部へ向け短冊状に複数の切込みを入れて短冊状部を複数有する短冊状部付き不織布に加工形成され、さらに、該切込みでできた短冊状部同士が重なり合うか又は短冊状部間が開くことにより形成される曲面で前記凹凸部を覆うようにして、該凹凸部に該短冊状部が被着一体化されてなることを特徴とする車両用シートパッド。
【請求項2】
前記短冊状部の短冊幅が3mm〜8mmの範囲で、且つ前記切込みが、前記張出部に前記短冊状部付き不織布を被着一体化した状態下の横断面視で、前記裏面側厚み面の平坦域に載った該短冊状部付き不織布の外周縁から、張出部に係るパッド本体内方側の丸みがある角部の丸み形成域を越えて、張出部の起立する内側立壁面の領域にまで達する長さを有する請求項1記載の車両用シートパッド。
【請求項3】
前記短冊状部付き不織布の外周部が、前記凹凸部を含めて前記裏面側厚み面の長手方向全域で、該厚み面の一部を覆うようにして張出部に被着一体化される請求項1又は2に記載の車両用シートパッド。
【請求項4】
パッド本体の外縁部沿いに裏面側へ立壁状に張り出す張出部用の窪みと、該張出部の裏面側厚み面にその長手方向に向けて形成する凹凸部用の起伏部と、を有する発泡型を用い、且つ起毛を備えたシート状不織布の外周部に、その外周縁から不織布中央部へ向けて切込みを複数入れて短冊状部を複数形成した短冊状部付き不織布を用い、
型開状態下、前記窪みを形成する張出部の裏面側厚み面用型面部に不織布の外周部を載せて、且つ、該切込みでできた短冊状部同士を重ね合わせるか又は短冊状部間を開くことにより形成した曲面で前記凹凸部用の起伏部にあてがうようにして、該発泡型に該短冊状部付き不織布をセットし、その後、発泡原料の注入及び型閉じを経て、発泡体からなるパッド本体を、その裏面に該短冊状部付き不織布が被着一体化されるようにして、発泡成形することを特徴とする車両用シートパッドの製造方法。
【請求項1】
発泡体からなるパッド本体と、該パッド本体の発泡成形でその裏面に被着一体化される起毛を備えたシート状不織布と、を具備し、
且つ、該パッド本体にはその外縁部沿いに裏面側へ張り出す立壁状の張出部が形成され、さらに、該張出部の裏面側厚み面にその長手方向に向けて起伏のある凹凸部が形成される一方、前記不織布は、該凹凸部に対応する不織布外周部に、その外周縁から不織布中央部へ向け短冊状に複数の切込みを入れて短冊状部を複数有する短冊状部付き不織布に加工形成され、さらに、該切込みでできた短冊状部同士が重なり合うか又は短冊状部間が開くことにより形成される曲面で前記凹凸部を覆うようにして、該凹凸部に該短冊状部が被着一体化されてなることを特徴とする車両用シートパッド。
【請求項2】
前記短冊状部の短冊幅が3mm〜8mmの範囲で、且つ前記切込みが、前記張出部に前記短冊状部付き不織布を被着一体化した状態下の横断面視で、前記裏面側厚み面の平坦域に載った該短冊状部付き不織布の外周縁から、張出部に係るパッド本体内方側の丸みがある角部の丸み形成域を越えて、張出部の起立する内側立壁面の領域にまで達する長さを有する請求項1記載の車両用シートパッド。
【請求項3】
前記短冊状部付き不織布の外周部が、前記凹凸部を含めて前記裏面側厚み面の長手方向全域で、該厚み面の一部を覆うようにして張出部に被着一体化される請求項1又は2に記載の車両用シートパッド。
【請求項4】
パッド本体の外縁部沿いに裏面側へ立壁状に張り出す張出部用の窪みと、該張出部の裏面側厚み面にその長手方向に向けて形成する凹凸部用の起伏部と、を有する発泡型を用い、且つ起毛を備えたシート状不織布の外周部に、その外周縁から不織布中央部へ向けて切込みを複数入れて短冊状部を複数形成した短冊状部付き不織布を用い、
型開状態下、前記窪みを形成する張出部の裏面側厚み面用型面部に不織布の外周部を載せて、且つ、該切込みでできた短冊状部同士を重ね合わせるか又は短冊状部間を開くことにより形成した曲面で前記凹凸部用の起伏部にあてがうようにして、該発泡型に該短冊状部付き不織布をセットし、その後、発泡原料の注入及び型閉じを経て、発泡体からなるパッド本体を、その裏面に該短冊状部付き不織布が被着一体化されるようにして、発泡成形することを特徴とする車両用シートパッドの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−228422(P2012−228422A)
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2011−99424(P2011−99424)
【出願日】平成23年4月27日(2011.4.27)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願日】平成23年4月27日(2011.4.27)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
[ Back to top ]