
車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法、及び樹脂製ドアハンドル外観部品

【課題】 ドアハンドルを構成する樹脂製ドアハンドル外観部品に、劣化や剥離のしにくい金属調加飾を施すための製造方法、及び樹脂製ドアハンドル外観部品の提供である。
【解決手段】 樹脂を射出成形してなる透光性のカバー体3(ドアハンドル外観部品)の外観面の裏面にエッチング加工を施し、この表面に微細な凹凸を形成する。次に、この表面に金属蒸着膜18を形成する。エッチングにより、カバー体3の裏面が改質され、金属蒸着膜18との密着性が良好になっていて、ベース塗装が不要である。
【解決手段】 樹脂を射出成形してなる透光性のカバー体3(ドアハンドル外観部品)の外観面の裏面にエッチング加工を施し、この表面に微細な凹凸を形成する。次に、この表面に金属蒸着膜18を形成する。エッチングにより、カバー体3の裏面が改質され、金属蒸着膜18との密着性が良好になっていて、ベース塗装が不要である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両のドアを車外から開閉するための車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法、及び樹脂製ドアハンドル外観部品に関するものである。
【背景技術】
【0002】
図1に示されるように、車両(自動車)のドア部分には、ドアの開操作をするためのドアハンドルが取付けられている。利用者が車両のドアを開けようとするときには、ドアハンドルを構成するハンドル本体を把持して手前側に引き起こす。これによりドアのロック機構が解除され、更にそのままハンドル本体を引き起こすとドアが開けられる。
【0003】
近時、「スマートエントリー(登録商標)」と称される機能を有するドアハンドルが普及している。この機能を有するドアハンドルは、ハンドル本体に無線発信装置を内装している。そして、無線発信装置と車外の利用者が所持する無線通信端末(例えば登録済みの携帯機)との間で無線通信を行い、両者のコードを照合した結果に応じて、例えば車両のドアミラーに内装されている無線受信装置がドアに内装されているドアロック装置を作動する指令を送って、ドアのロック・アンロックの準備を行う。その後、利用者がドアハンドルの所定部分に触れると、ドアのロック・アンロックが行われる。
【0004】
ドアハンドルは車両の外部に露出するものであるため、意匠が良好であることとが要求される。このため、ドアハンドルの表面が金属調に加飾される場合がある。ドアハンドルの表面を金属調に加飾する技術として、例えば特許文献1に開示されるものがある。また、本出願人もドアハンドル装置の出願を行っている(特許文献2を参照)。
【0005】
ここで、特許文献1の技術は、予めメッキ調を有する加飾フィルムを成形し、それを成形型にインサートした基材(ドアハンドルの基体)の表面に一体的にインサート成形するというものである。しかし、ドアハンドルは車両の外部に露出しているため、常に太陽光からの紫外線や赤外線等の熱の影響、雨水などによる加水分解や浸食作用、昼夜の温度変化による材料の伸縮・膨張の影響を受けるほか、利用者の手に付着する汗等の水分や油分の影響や、利用者が把持したときの圧力の影響を受ける。これにより、ドアハンドル表面の加飾フィルムが早期に劣化してしまうおそれがある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−181722号公報
【特許文献2】特開2008−202286号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記した不具合に鑑みてなされたものであり、ドアハンドルに施された金属調加飾が劣化しにくくなるようにすることを課題としている。
【課題を解決するための手段】
【0008】
上記の課題を解決するための第1の発明は、
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された透明性樹脂部材の前記裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
を含むことを特徴とする。
【発明の効果】
【0009】
第1の発明では、透光性樹脂部材の外観面の裏側になる裏面にエッチング加工による微細な凹凸が形成された後、その裏面に金属蒸着膜が形成される。この金属蒸着膜により、樹脂製ドアハンドル外観部品の外観が、金属調に視認される。また、金属蒸着膜が透光性樹脂部材の裏面に設けられているため、雨水や使用者の汗等によって劣化したり、剥離したりしにくくなる。また、エッチング加工によって透光性樹脂部材裏面に微細な凹凸が形成されて金属蒸着膜との密着性が高められるため、この面に直接(ベース塗装をすることなく)金属蒸着膜を形成することができ、歩留まりの悪いベース塗装工程を省略できる。このエッチング加工は、例えばプラズマやコロナ放電によって行うことができる。
【0010】
上記の課題を解決するための第2の発明は、
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された透明性樹脂部材の前記裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面に塗装を施す塗装工程と、
を含むことを特徴とする。
【0011】
この発明では、透光性樹脂部材の外観面の裏側になる裏面にエッチング加工による微細な凹凸が形成された後、その裏面に金属蒸着膜が形成され、その後その金属蒸着膜の表面に塗装が施される。これにより、金属蒸着膜の劣化や剥離がより確実に防止される。
【0012】
上記の課題を解決するための第3の発明は、
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成する形成するプラズマ重合処理工程と、
を含むことを特徴とする。
【0013】
この発明では、透光性樹脂部材の外観面の裏側になる裏面にエッチング加工による微細な凹凸が形成された後、その裏面に金属蒸着膜が形成され、その後その金属蒸着膜の表面にプラズマ重合膜が形成される。これにより、金属蒸着膜の劣化や剥離がより確実に防止される。
【0014】
上記の課題を解決するための第4の発明は、
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成するプラズマ重合処理工程と、
そのケイ素系粒子によるプラズマ重合膜の表面に、後に予定される塗装処理のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記プラズマ重合膜の表面に塗装処理を行う塗装工程と、
を含むことを特徴とする。
【0015】
この発明では、透光性樹脂部材の外観面の裏側になる裏面にエッチング加工による微細な凹凸が形成された後、その裏面に金属蒸着膜が形成され、その後その金属蒸着膜の表面にプラズマ重合膜が形成される。さらにその後、そのプラズマ重合膜の表面にエッチング加工による微細な凹凸が形成され、その表面に塗装が施される。プラズマ重合膜の表面にエッチング加工をすることにより、塗料との親水性が向上するため、塗装が剥離しにくくなる。即ち、金属蒸着膜はプラズマ重合膜と塗装膜とにより二重に保護されるため、金属蒸着膜の劣化や剥離がいっそう確実に防止される。
【0016】
上記の課題を解決するための第5の発明は、
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観表面又はその裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の前記外観表面又は裏面に、通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成するプラズマ重合処理工程と、
そのケイ素系粒子によるプラズマ重合膜の表面に、後に予定される塗装処理のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記プラズマ重合膜の表面に塗装処理を行う塗装工程と、
を含むことを特徴とする。
【0017】
この発明では、透光性樹脂部材の外観面表面又は裏面にエッチング加工による微細な凹凸が形成された後、その裏面に金属蒸着膜が形成され、その後その金属蒸着膜の表面にプラズマ重合膜が形成される。さらにその後、そのプラズマ重合膜の表面にエッチング加工による微細な凹凸が形成され、その表面に塗装が施される。この発明の場合、金属蒸着膜が形成されるのは、透光性樹脂部材の外観表面又は裏面(表面の裏側になる面)のいずれであってもよい。
【0018】
上記した各発明において、
前記金属蒸着膜は、金属単体の又は金属と樹脂を含む金属蒸着部が、前記通信電波を通過させる微視的な多数の金属蒸着空白部又は金属蒸着希薄部をその金属蒸着部の領域内に分布させた形態の電波通過条件で形成されている。即ち、金属蒸着部と、金属蒸着空白部又は金属蒸着希薄部とが「海島形状」となって形成される。海島形状を呈する金属として、例えばインジウムやスズが挙げられる。
【0019】
そして、上記の各製造方法により、樹脂製ドアハンドル外観部品が形成される。
【図面の簡単な説明】
【0020】
【図1】ドアハンドル100の斜視図である。
【図2】ドアハンドル100の正面断面図である。
【図3】同じく分解図である。
【図4】ハンドル本体2の加飾工程を示すフローチャートである。
【図5】ハンドル本体2の断面図である。
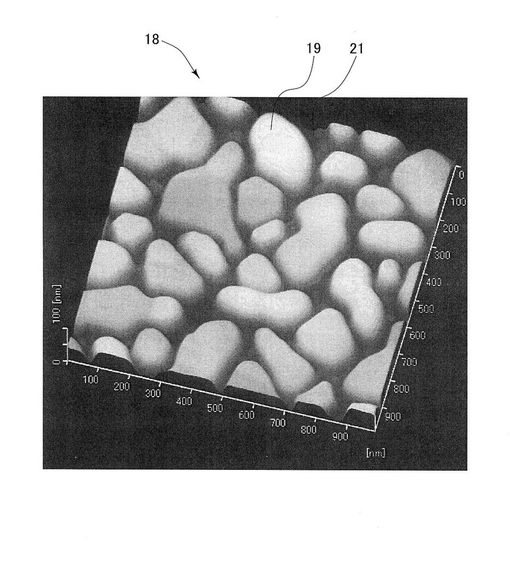
【図6】金属蒸着膜18の拡大図である。
【図7】ハンドル基体2’にインジウムを蒸着させる状態を示す図である。
【図8】ハンドル基体2’の金属蒸着膜18をエッチングする状態を示す図である。
【図9】プラズマ重合膜35が形成されたハンドル本体2の断面図である。
【図10】(a)はカバー基体3’にインジウムを蒸着させる状態を示す図、(b)はカバー基体2’の金属蒸着膜18をエッチングする状態を示す図である。
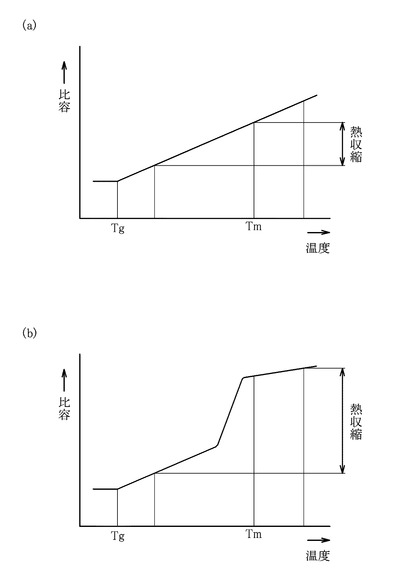
【図11】(a)は非晶性樹脂の比容―温度曲線を示すグラフ、(b)は結晶性樹脂の比容―温度曲線を示すグラフである。
【発明を実施するための形態】
【0021】
以下、本発明の実施の形態について、詳細に説明する。
【0022】
本発明において、図1はドアハンドル100の斜視図、図2はドアハンドル100の正面断面図、図3は同じく分解図、図4はハンドル本体2の加飾工程を示すフローチャート、図5はハンドル本体2の断面図、図6は金属蒸着膜18の拡大図である。
【実施例1】
【0023】
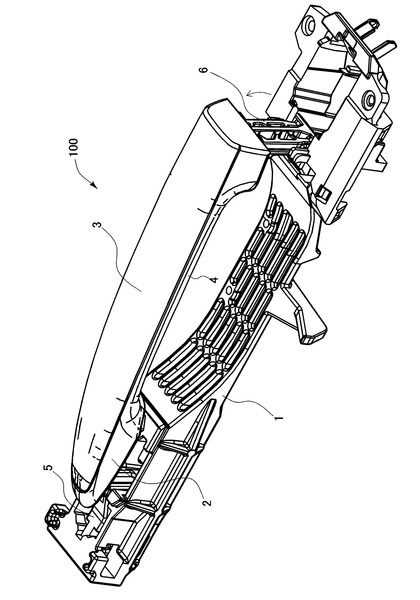
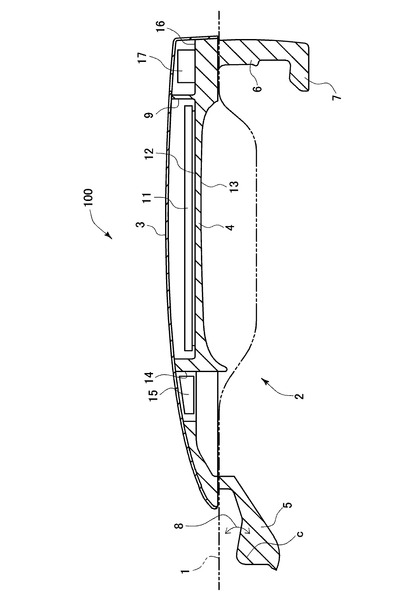
最初に、ドアハンドル100の構成について説明する。図1及び図2に示されるように、ドアハンドル100は、図示しない車両のドア(ドアパネル)に内装されたベース部材1に装着されるハンドル本体2と、ハンドル本体2を表面から(即ち、車外の利用者の側から)覆うカバー体3(ドアハンドル外観部品)とを備えている。ハンドル本体2とカバー体3は、いずれも熱可塑性樹脂材を射出成形することによって製作される。以下、車両のドアに対して車外の側(外側面)を「表面」と記載、車内の側(内側面)を「裏面」と記載する。
【0024】
ハンドル本体2について説明する。ハンドル本体2は、利用者がドアを開ける際に手で把持する部分で、把持したときのフィーリングが良好となるように曲面形状で細長いグリップ部4と、ハンドル本体2の長手方向の一端部(図2の図面視における左端部)から内面側(ベース部材1と対向する側)に向かって突出し、ベース部材1に装着されたドアハンドル100が手前側に引き起こされるときの支点となる回動支点部5と、ハンドル本体2の長手方向の他端部(図2の図面視における右端部)から裏面に向かって突出し、ドアハンドル100が手前側に引き起こされるときにその回動を案内する回動案内部6とを備えている。回動案内部6の先端部は、回動支点部5の側に向かってL字状に屈曲され、この屈曲部分にストッパ部7が形成されている。利用者によってドアハンドル100が引き起こされたとき、ドアハンドル100は、ハンドル本体2の回動支点部5の先端に設けられた回動支点Cを中心に、矢印8の方向に回動される。そして、一定角度以上に回動されると、回動案内部6のストッパ部7がベース部材1に当接し、それ以上の回動が不能となる。なお、図1はドアハンドル100を手前側に引き起こした状態を示している。
【0025】
ハンドル本体2のグリップ部4には、表面に向かって開口する細長い凹部9が設けられている。この凹部9の底面部に、車外に向かって電波を発信する無線通信装置11が所定の固着手段(例えば、両面テープ12等)によって固着される。この無線通信装置は、スマートエントリーの他、外部無線通信部(例えばETC(登録商標)と同様な固定的無線通信基地)であってもよい。
【0026】
ハンドル本体2のグリップ部4の裏面には、利用者がドアハンドル100を把持したときのフィーリングを良好にするために窪み部13が設けられている。また、グリップ部4における凹部9よりも左側方の部分には孔部14が設けられ、この孔部14に利用者の指がドアハンドル100に触れたことを検知する指検知装置15が配置される。さらに、グリップ部4における凹部9よりも右側方の部分は切り欠かかれて切欠き部16が形成されていて、この切欠き部16に利用者が車両のキー(図示せず)によってドアのロック・アンロックを行うためのシリンダ錠17が配置される。
【0027】
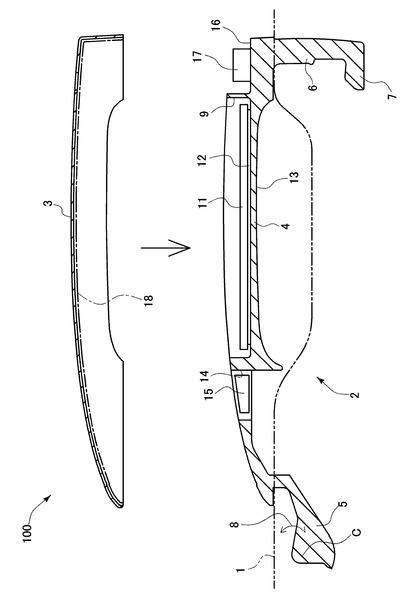
カバー体3について説明する。図2及び図3に示されるように、カバー体3はハンドル本体2のグリップ部4と対応する薄板の船底形状をなす。そして、ハンドル本体2にそのグリップ部4の表面の全体を、手前側から覆う形で取り付けられる。これにより、ハンドル本体2の凹部9の開口、孔部14及び切欠き部16が覆われて、それらの部分に取り付けられた無線通信装置11、指検知装置15及びシリンダ錠17が雨水等から保護される。また、カバー体3の両側壁部は、グリップ部4の窪み部13に対応するように曲線状に切り欠かれている。これにより、利用者がドアハンドル100(カバー体3を装着した状態のハンドル本体2)を把持したときのフィーリングが良好になる。
【0028】
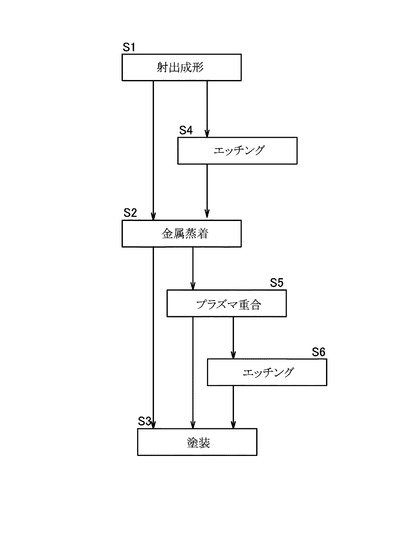
次に、ドアハンドル100の表面全体を金属調に加飾するための加飾工程について説明する。図4に加飾方法のフローチャートを示す。最初にハンドル本体2の加飾方法について説明し、次にカバー体3の加飾方法について説明する。
【0029】
最初に、熱可塑性樹脂材(例えばポリカーボネート)を射出成形して、ハンドル本体2の基体(ハンドル基体2’)を製作する(ステップS1)。以下、加飾後のハンドル本体2(金属調加飾を有するもの)とハンドル基体2’(金属調加飾を有しないもの)とを区別せずに記載する場合がある。
【0030】
次に、このハンドル基体2’の表面に所定の金属を蒸着させる(金属蒸着工程。ステップS2)。これにより、図5に示されるように、ハンドル基体2’の表面が金属蒸着膜18によって被覆される。この工程でハンドル基体2’の表面に蒸着される金属は、インジウム又はスズである。インジウム又はスズはいずれも光沢のある銀灰色を有する金属であり、「海島構造」となってハンドル基体2’に蒸着される。海島構造とは、図6に示されるように、インジウム又はスズの金属粒子が組成、厚さ、密度又は分布等に関して島状の不連続構造となることをいい、島状部分19の隙間に電波の通過を許容する海状部分21が形成される。島状部分の厚みは数nm〜数十nmである。無線通信装置11(図2参照)から発信された電波は、ハンドル基体2’の金属蒸着膜18における海状部分を通過可能である。しかも、ハンドル基体2’の表面は、インジウム又はスズの金属蒸着膜18による金属光沢と金属色(銀灰色)を呈することとなる。即ち、ハンドル基体2’が金属調に加飾される。
【0031】
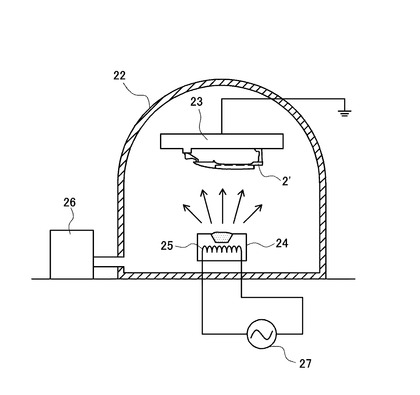
ハンドル基体2’への金属蒸着は、所定圧に減圧した真空容器(チャンバ22)内で行う。図7に示されるように、ハンドル基体2’を蒸着用のチャンバ22に収容し、支持板23に吊下げ状態で配置する。支持板23はアースされている。チャンバ内における支持板23の直下には、蒸着する金属(例えば、インジウム)を収容する坩堝24が配置されている。この坩堝24には、加熱用のヒータ25が取り付けられている。ハンドル基体2’にインジウムを蒸着させるためには、真空ポンプ26でチャンバ22内を所定圧(10−3〜10−2Pa程度)に減圧し、ヒータ25を作動させて坩堝24内のインジウムを融点(約167℃)以上に加熱する。これにより、インジウムが蒸発(気化)し、ハンドル基体2’に向かって飛ばされる。ハンドル基体2’に付着したインジウムは所定時間後に冷却し、ハンドル基体2’の表面にインジウムの薄い金属蒸着膜18(図5参照)が形成される。金属蒸着膜18の厚みは50nm(500Å)程度である。なお、図7において符号27は、ヒータ25を加熱するための高周波電源である。
【0032】
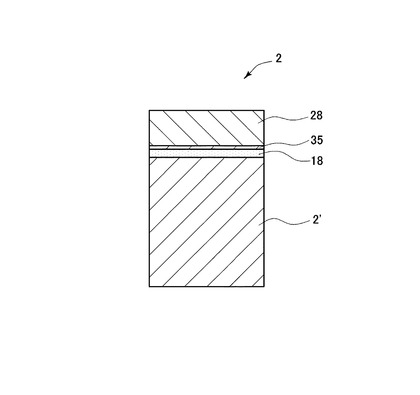
次に、図4に示されるように、金属蒸着膜18が被覆された状態のハンドル基体2’の表面を塗装(トップコート)する(塗装工程。ステップS3)。これは、ドアハンドル100は常にドアの外部に露出して、雨水等に曝されているため、雨水等から金属蒸着膜18を保護するとともに、耐候性を向上させるためである。本実施例の場合、ハンドル基体2’の表面に、透明なアクリルウレタン(ポリウレタン樹脂塗料)が塗装され、透明な塗装膜28が形成される(図5参照)。この結果、ハンドル本体2の表面全体が金属調に加飾された状態を保持しながらその表面強度が高くなり、例えば無線通信装置11をハンドル本体2の凹部9に固着する両面テープ12(図2参照)を剥がしても、金属蒸着膜18が剥離するおそれはない。
【0033】
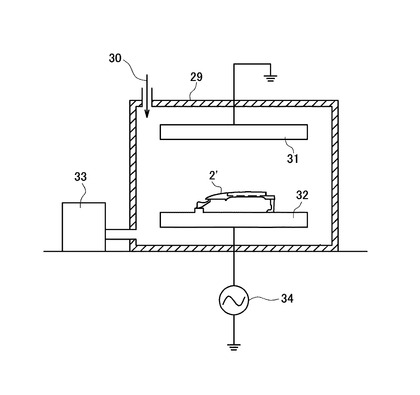
上記した実施例の加飾方法では、ハンドル基体2’の表面に直接に金属蒸着膜18を形成している。従来、ハンドル基体2’の表面に金属を蒸着させるとき、金属の密着性を高めるためその表面にベース塗装を施している。しかし、塗料の樹脂が金属蒸着膜内に侵入して金属蒸着膜の質感を低下させたり、塗装に伴うゴミ等の異物が侵入したりするという不具合が生じるおそれがある。また、塗料の歩留まりが悪いため、コストアップにつながる。このため、ハンドル基体2’の表面に直接金属を蒸着すること(ダイレクト蒸着)が望ましい。ハンドル基体2’の表面に直接金属を蒸着したときに、金属の密着性を確保するためにハンドル基体2’の表面(回動支点部5及び回動案内部6を除く部分)を改質した後で金属蒸着を行うことが望ましい。この場合、図4に示されるように、射出成形工程(ステップS1)と金属蒸着工程(ステップS2)との間に、表面改質工程が挿入される。表面改質は、例えばエッチング(エッチング工程、ステップS4)、コロナ放電等によって行われる。本実施例の場合、このエッチングは、空気中の酸素を放電ガスとして用いたプラズマ処理により行う(プラズマエッチング)。これは、図8に示されるように、チャンバ29の中に2つの電極(上側電極31、下側電極32)を平行に配置する。真空ポンプ33でチャンバ29内を所定圧に減圧し、エッチングガス(この場合、矢印30で示される空気)を送り込む。この状態で、高周波電源34により一方(下側)の電極32に高周波電圧を印加させるとチャンバ29内の空気中の酸素がプラズマとなり、下側電極32に設置したハンドル基体2’に当てられる。エッチング処理の所要時間は、約120秒である。これにより、ハンドル基体2’の表面が改質されて金属蒸着膜18との密着性が良好になるとともに、ハンドル基体2’の表面に付着していたごみや埃等の異物が除去されて清浄化される。
【0034】
そして、図4に示されるように、ハンドル基体2’の金属蒸着膜18を保護するために、ハンドル本体2の表面にプラズマ重合膜35(図9参照)を形成することが望ましい(プラズマ重合工程。ステップS5)。プラズマ重合は、プラズマエッチング工程及び金属蒸着と同様に真空槽内で行われる。本実施例の場合、真空槽内で有機ケイ素化合物モノマ(例えば、ヘキサメチルジシロキサンモノマ)どうしを加熱することにより、それらをプラズマ重合させてプラズマ重合膜35を形成している。これにより、ハンドル本体2の表面に数nm(数十Å)のプラズマ重合膜35が形成され、金属蒸着膜18を覆う。なお、プラズマ重合処理に要する時間は、約180秒である。
【0035】
更に、図4に示されるように、プラズマ重合膜35が形成されたハンドル基体2’の表面を改質することが望ましい。この表面改質は、前述したハンドル基体2’の表面改質と同様に、エッチング、コロナ放電等(本実施例の場合、エッチング)によって行われる(エッチング工程。ステップS6)。ヘキサメチルジシロキサンによるプラズマ重合膜35は疎水性を有し、このままでは均一な塗装が困難であるため、次工程で塗装を行う場合に塗料との親和性を良好にするためである。このエッチング工程(ステップS6)では、前述したエッチング工程(ステップS4)と同様な処理が行われる。
【0036】
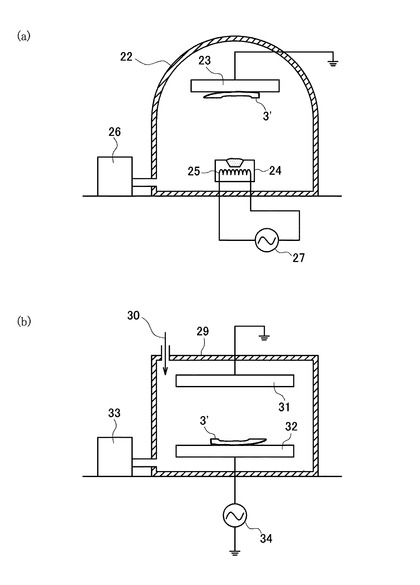
次に、ドアハンドル100のカバー体3を金属調に加飾する場合について説明する。カバー体3の表面を金属調に加飾したり、エッチング加工を行ったりするときの作用は、上述したハンドル本体2の場合と全く同様であるため、ここではカバー体3の裏面(内側面)を金属調に加飾する場合の工程について説明する。カバー体3のカバー基体3’は、透明な熱可塑性樹脂材(透視性樹脂材料)を射出成形してなる。図10の(a)にカバー基体3’の裏面を金属蒸着する状態を示し、(b)にカバー基体3’の裏面に形成された金属蒸着膜18をエッチングする状態を示す。なお、カバー基体3’の裏面を金属蒸着するため、カバー基体3’の表面(外側面)はマスキングされている。
【0037】
カバー体3の表面を金属調に加飾する第1の方法は、最初にカバー基体3’の裏面にエッチング加工を行い(ステップS4。図10の(b))、そのエッチング加工面(カバー基体3’の裏面)に金属蒸着膜18を形成する(ステップS2。図10の(a))。前述したように、カバー基体3’の裏面にダイレクトに金属を蒸着するよりも、エッチング加工を行うことにより、カバー基体3’の裏面に微細な凹凸を形成した後でインジウム(又はスズ)を蒸着させることが望ましい。カバー基体3’は透明な熱可塑性樹脂材よりなるため、外観視において金属調に加飾されたカバー体3が形成される。
【0038】
本実施例のカバー体3の場合、その裏面に金属蒸着膜18が形成されている。このため、利用者がカバー体3を把持することによってカバー体3が擦れたり、カバー体3の表面に雨水等が付着してもそれが金属蒸着膜18に影響を及ぼすことはない。しかし、カバー体3の表面に、透明な塗料を塗装することが望ましい(ステップS3。第2の方法)。これにより、金属調の加飾を損なったり、通信電波の通過を阻害したりすることなく、カバー体3の表面の強度を高くすることができる。
【0039】
更に、カバー基体3’の裏面に形成された金属蒸着膜18の表面に、プラズマ重合膜35を形成してもよい(ステップS5)。これにより、金属蒸着膜18が保護され、カバー体3が長期間に亘って使用されても金属蒸着膜18が剥離しにくくなる(第3の方法)。
【0040】
更に、上記した第3の方法で形成したプラズマ重合膜35に透明な塗料を塗装してもよい(ステップS3。第4の方法)。なお、プラズマ重合膜35が疎水性を有するため、プラズマ重合膜35の表面をエッチング加工する(ステップS6)ことにより、塗料との親和性を良好にすることが望ましい。
【0041】
上記した第1ないし第4の方法は、カバー基体3’の裏面に金属蒸着膜18を形成する場合である。しかし、カバー基体3’の表面に金属蒸着膜18を形成し、その表面にプラズマ重合膜35を形成する及び/又は塗装を施すようにすることもできる(第5の方法)。
【0042】
本実施例のカバー体3では、その裏面に金属蒸着膜18を形成している。これにより、このカバー体3の表面を雨水が長期間に亘って流れたり、利用者に把持されたりしても、雨水や利用者の指と接触する部分は常にカバー体3の表面であるため、金属蒸着膜18が剥離したり、劣化したりすることはない。このため、カバー体3の裏面で金属蒸着膜18の表面に塗装膜28を形成することが不要となり、大幅な工程省略化が可能となる。しかも、カバー体3が透明樹脂材よりなるため、インジウム又はスズ等の所定の金属蒸着膜18が裏面に形成されたカバー体3の表面は、外部から金属調に視認されるためその意匠が良好となる。なお、この金属蒸着膜18はカバー体3の裏面に形成することが望ましいが、表面に形成してもよい。
【0043】
本実施例のドアハンドル100のカバー体3は、成形後の見栄えを良くするために80%以上の光線透過率を有する熱可塑性樹脂(例えば、ポリカーボネート、ポリメタクリル酸メチル樹脂)より成形される。そして、上記した熱可塑性樹脂以外に、非晶性ナイロン(非晶性ポリアミド)を使用することができる。非晶性ナイロンの光線透過率は86%以上であるためポリカーボネートやポリメタクリル酸メチル樹脂と同様によりも光線透過率が高く、かつ光沢性も優れている。しかも、ポリカーボネートよりも耐溶剤性、耐候性が高く、またポリメタル酸メチル樹脂よりも耐衝撃性、耐熱性が高い(ポリメタル酸メチル樹脂の耐熱温度は60〜80℃)という利点がある。非晶性ナイロンは、例えば「グリルアミド(登録商標)」という商品名で市販されている。表1に、グリルアミドTR90の特性(機械的性質、熱的性質、電気的性質、その他)を表1に示す。
【0044】
【表1】

【0045】
また、図11の(a)に非晶性樹脂の比容−温度曲線を示し、(b)に結晶性樹脂の比容−温度曲線を示す。ここで、Tgはガラス転移点であり、Tmは融点である。非晶性樹脂は、Tgを越えた後であっても比容(密度の逆数)は一定の割合で増加する。これに対して、結晶性樹脂は、Tmの直前で急激に比容が増大する。これは、結晶性樹脂の温度変化に伴う収縮量が、非晶性樹脂よりもはるかに大きい(換言すれば、非晶性樹脂の温度変化に伴う収縮量が結晶性樹脂よりもはるかに小さい)ことを意味している。
【産業上の利用可能性】
【0046】
本発明に係る樹脂製ドアハンドル外観部品を製造する方法、及び樹脂製ドアハンドル外観部品を、車両用ドアハンドルに利用することができる。
【符号の説明】
【0047】
100 車両用ドアハンドル
3 カバー体(ドアハンドル外観部品)
18 金属蒸着膜
19 島状部分(金属蒸着部)
21 海状部分(金属蒸着空白部、金属蒸着希薄部)
28 塗膜膜
35 プラズマ重合膜
【技術分野】
【0001】
本発明は、車両のドアを車外から開閉するための車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法、及び樹脂製ドアハンドル外観部品に関するものである。
【背景技術】
【0002】
図1に示されるように、車両(自動車)のドア部分には、ドアの開操作をするためのドアハンドルが取付けられている。利用者が車両のドアを開けようとするときには、ドアハンドルを構成するハンドル本体を把持して手前側に引き起こす。これによりドアのロック機構が解除され、更にそのままハンドル本体を引き起こすとドアが開けられる。
【0003】
近時、「スマートエントリー(登録商標)」と称される機能を有するドアハンドルが普及している。この機能を有するドアハンドルは、ハンドル本体に無線発信装置を内装している。そして、無線発信装置と車外の利用者が所持する無線通信端末(例えば登録済みの携帯機)との間で無線通信を行い、両者のコードを照合した結果に応じて、例えば車両のドアミラーに内装されている無線受信装置がドアに内装されているドアロック装置を作動する指令を送って、ドアのロック・アンロックの準備を行う。その後、利用者がドアハンドルの所定部分に触れると、ドアのロック・アンロックが行われる。
【0004】
ドアハンドルは車両の外部に露出するものであるため、意匠が良好であることとが要求される。このため、ドアハンドルの表面が金属調に加飾される場合がある。ドアハンドルの表面を金属調に加飾する技術として、例えば特許文献1に開示されるものがある。また、本出願人もドアハンドル装置の出願を行っている(特許文献2を参照)。
【0005】
ここで、特許文献1の技術は、予めメッキ調を有する加飾フィルムを成形し、それを成形型にインサートした基材(ドアハンドルの基体)の表面に一体的にインサート成形するというものである。しかし、ドアハンドルは車両の外部に露出しているため、常に太陽光からの紫外線や赤外線等の熱の影響、雨水などによる加水分解や浸食作用、昼夜の温度変化による材料の伸縮・膨張の影響を受けるほか、利用者の手に付着する汗等の水分や油分の影響や、利用者が把持したときの圧力の影響を受ける。これにより、ドアハンドル表面の加飾フィルムが早期に劣化してしまうおそれがある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2004−181722号公報
【特許文献2】特開2008−202286号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記した不具合に鑑みてなされたものであり、ドアハンドルに施された金属調加飾が劣化しにくくなるようにすることを課題としている。
【課題を解決するための手段】
【0008】
上記の課題を解決するための第1の発明は、
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された透明性樹脂部材の前記裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
を含むことを特徴とする。
【発明の効果】
【0009】
第1の発明では、透光性樹脂部材の外観面の裏側になる裏面にエッチング加工による微細な凹凸が形成された後、その裏面に金属蒸着膜が形成される。この金属蒸着膜により、樹脂製ドアハンドル外観部品の外観が、金属調に視認される。また、金属蒸着膜が透光性樹脂部材の裏面に設けられているため、雨水や使用者の汗等によって劣化したり、剥離したりしにくくなる。また、エッチング加工によって透光性樹脂部材裏面に微細な凹凸が形成されて金属蒸着膜との密着性が高められるため、この面に直接(ベース塗装をすることなく)金属蒸着膜を形成することができ、歩留まりの悪いベース塗装工程を省略できる。このエッチング加工は、例えばプラズマやコロナ放電によって行うことができる。
【0010】
上記の課題を解決するための第2の発明は、
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された透明性樹脂部材の前記裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面に塗装を施す塗装工程と、
を含むことを特徴とする。
【0011】
この発明では、透光性樹脂部材の外観面の裏側になる裏面にエッチング加工による微細な凹凸が形成された後、その裏面に金属蒸着膜が形成され、その後その金属蒸着膜の表面に塗装が施される。これにより、金属蒸着膜の劣化や剥離がより確実に防止される。
【0012】
上記の課題を解決するための第3の発明は、
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成する形成するプラズマ重合処理工程と、
を含むことを特徴とする。
【0013】
この発明では、透光性樹脂部材の外観面の裏側になる裏面にエッチング加工による微細な凹凸が形成された後、その裏面に金属蒸着膜が形成され、その後その金属蒸着膜の表面にプラズマ重合膜が形成される。これにより、金属蒸着膜の劣化や剥離がより確実に防止される。
【0014】
上記の課題を解決するための第4の発明は、
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成するプラズマ重合処理工程と、
そのケイ素系粒子によるプラズマ重合膜の表面に、後に予定される塗装処理のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記プラズマ重合膜の表面に塗装処理を行う塗装工程と、
を含むことを特徴とする。
【0015】
この発明では、透光性樹脂部材の外観面の裏側になる裏面にエッチング加工による微細な凹凸が形成された後、その裏面に金属蒸着膜が形成され、その後その金属蒸着膜の表面にプラズマ重合膜が形成される。さらにその後、そのプラズマ重合膜の表面にエッチング加工による微細な凹凸が形成され、その表面に塗装が施される。プラズマ重合膜の表面にエッチング加工をすることにより、塗料との親水性が向上するため、塗装が剥離しにくくなる。即ち、金属蒸着膜はプラズマ重合膜と塗装膜とにより二重に保護されるため、金属蒸着膜の劣化や剥離がいっそう確実に防止される。
【0016】
上記の課題を解決するための第5の発明は、
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観表面又はその裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の前記外観表面又は裏面に、通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成するプラズマ重合処理工程と、
そのケイ素系粒子によるプラズマ重合膜の表面に、後に予定される塗装処理のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記プラズマ重合膜の表面に塗装処理を行う塗装工程と、
を含むことを特徴とする。
【0017】
この発明では、透光性樹脂部材の外観面表面又は裏面にエッチング加工による微細な凹凸が形成された後、その裏面に金属蒸着膜が形成され、その後その金属蒸着膜の表面にプラズマ重合膜が形成される。さらにその後、そのプラズマ重合膜の表面にエッチング加工による微細な凹凸が形成され、その表面に塗装が施される。この発明の場合、金属蒸着膜が形成されるのは、透光性樹脂部材の外観表面又は裏面(表面の裏側になる面)のいずれであってもよい。
【0018】
上記した各発明において、
前記金属蒸着膜は、金属単体の又は金属と樹脂を含む金属蒸着部が、前記通信電波を通過させる微視的な多数の金属蒸着空白部又は金属蒸着希薄部をその金属蒸着部の領域内に分布させた形態の電波通過条件で形成されている。即ち、金属蒸着部と、金属蒸着空白部又は金属蒸着希薄部とが「海島形状」となって形成される。海島形状を呈する金属として、例えばインジウムやスズが挙げられる。
【0019】
そして、上記の各製造方法により、樹脂製ドアハンドル外観部品が形成される。
【図面の簡単な説明】
【0020】
【図1】ドアハンドル100の斜視図である。
【図2】ドアハンドル100の正面断面図である。
【図3】同じく分解図である。
【図4】ハンドル本体2の加飾工程を示すフローチャートである。
【図5】ハンドル本体2の断面図である。
【図6】金属蒸着膜18の拡大図である。
【図7】ハンドル基体2’にインジウムを蒸着させる状態を示す図である。
【図8】ハンドル基体2’の金属蒸着膜18をエッチングする状態を示す図である。
【図9】プラズマ重合膜35が形成されたハンドル本体2の断面図である。
【図10】(a)はカバー基体3’にインジウムを蒸着させる状態を示す図、(b)はカバー基体2’の金属蒸着膜18をエッチングする状態を示す図である。
【図11】(a)は非晶性樹脂の比容―温度曲線を示すグラフ、(b)は結晶性樹脂の比容―温度曲線を示すグラフである。
【発明を実施するための形態】
【0021】
以下、本発明の実施の形態について、詳細に説明する。
【0022】
本発明において、図1はドアハンドル100の斜視図、図2はドアハンドル100の正面断面図、図3は同じく分解図、図4はハンドル本体2の加飾工程を示すフローチャート、図5はハンドル本体2の断面図、図6は金属蒸着膜18の拡大図である。
【実施例1】
【0023】
最初に、ドアハンドル100の構成について説明する。図1及び図2に示されるように、ドアハンドル100は、図示しない車両のドア(ドアパネル)に内装されたベース部材1に装着されるハンドル本体2と、ハンドル本体2を表面から(即ち、車外の利用者の側から)覆うカバー体3(ドアハンドル外観部品)とを備えている。ハンドル本体2とカバー体3は、いずれも熱可塑性樹脂材を射出成形することによって製作される。以下、車両のドアに対して車外の側(外側面)を「表面」と記載、車内の側(内側面)を「裏面」と記載する。
【0024】
ハンドル本体2について説明する。ハンドル本体2は、利用者がドアを開ける際に手で把持する部分で、把持したときのフィーリングが良好となるように曲面形状で細長いグリップ部4と、ハンドル本体2の長手方向の一端部(図2の図面視における左端部)から内面側(ベース部材1と対向する側)に向かって突出し、ベース部材1に装着されたドアハンドル100が手前側に引き起こされるときの支点となる回動支点部5と、ハンドル本体2の長手方向の他端部(図2の図面視における右端部)から裏面に向かって突出し、ドアハンドル100が手前側に引き起こされるときにその回動を案内する回動案内部6とを備えている。回動案内部6の先端部は、回動支点部5の側に向かってL字状に屈曲され、この屈曲部分にストッパ部7が形成されている。利用者によってドアハンドル100が引き起こされたとき、ドアハンドル100は、ハンドル本体2の回動支点部5の先端に設けられた回動支点Cを中心に、矢印8の方向に回動される。そして、一定角度以上に回動されると、回動案内部6のストッパ部7がベース部材1に当接し、それ以上の回動が不能となる。なお、図1はドアハンドル100を手前側に引き起こした状態を示している。
【0025】
ハンドル本体2のグリップ部4には、表面に向かって開口する細長い凹部9が設けられている。この凹部9の底面部に、車外に向かって電波を発信する無線通信装置11が所定の固着手段(例えば、両面テープ12等)によって固着される。この無線通信装置は、スマートエントリーの他、外部無線通信部(例えばETC(登録商標)と同様な固定的無線通信基地)であってもよい。
【0026】
ハンドル本体2のグリップ部4の裏面には、利用者がドアハンドル100を把持したときのフィーリングを良好にするために窪み部13が設けられている。また、グリップ部4における凹部9よりも左側方の部分には孔部14が設けられ、この孔部14に利用者の指がドアハンドル100に触れたことを検知する指検知装置15が配置される。さらに、グリップ部4における凹部9よりも右側方の部分は切り欠かかれて切欠き部16が形成されていて、この切欠き部16に利用者が車両のキー(図示せず)によってドアのロック・アンロックを行うためのシリンダ錠17が配置される。
【0027】
カバー体3について説明する。図2及び図3に示されるように、カバー体3はハンドル本体2のグリップ部4と対応する薄板の船底形状をなす。そして、ハンドル本体2にそのグリップ部4の表面の全体を、手前側から覆う形で取り付けられる。これにより、ハンドル本体2の凹部9の開口、孔部14及び切欠き部16が覆われて、それらの部分に取り付けられた無線通信装置11、指検知装置15及びシリンダ錠17が雨水等から保護される。また、カバー体3の両側壁部は、グリップ部4の窪み部13に対応するように曲線状に切り欠かれている。これにより、利用者がドアハンドル100(カバー体3を装着した状態のハンドル本体2)を把持したときのフィーリングが良好になる。
【0028】
次に、ドアハンドル100の表面全体を金属調に加飾するための加飾工程について説明する。図4に加飾方法のフローチャートを示す。最初にハンドル本体2の加飾方法について説明し、次にカバー体3の加飾方法について説明する。
【0029】
最初に、熱可塑性樹脂材(例えばポリカーボネート)を射出成形して、ハンドル本体2の基体(ハンドル基体2’)を製作する(ステップS1)。以下、加飾後のハンドル本体2(金属調加飾を有するもの)とハンドル基体2’(金属調加飾を有しないもの)とを区別せずに記載する場合がある。
【0030】
次に、このハンドル基体2’の表面に所定の金属を蒸着させる(金属蒸着工程。ステップS2)。これにより、図5に示されるように、ハンドル基体2’の表面が金属蒸着膜18によって被覆される。この工程でハンドル基体2’の表面に蒸着される金属は、インジウム又はスズである。インジウム又はスズはいずれも光沢のある銀灰色を有する金属であり、「海島構造」となってハンドル基体2’に蒸着される。海島構造とは、図6に示されるように、インジウム又はスズの金属粒子が組成、厚さ、密度又は分布等に関して島状の不連続構造となることをいい、島状部分19の隙間に電波の通過を許容する海状部分21が形成される。島状部分の厚みは数nm〜数十nmである。無線通信装置11(図2参照)から発信された電波は、ハンドル基体2’の金属蒸着膜18における海状部分を通過可能である。しかも、ハンドル基体2’の表面は、インジウム又はスズの金属蒸着膜18による金属光沢と金属色(銀灰色)を呈することとなる。即ち、ハンドル基体2’が金属調に加飾される。
【0031】
ハンドル基体2’への金属蒸着は、所定圧に減圧した真空容器(チャンバ22)内で行う。図7に示されるように、ハンドル基体2’を蒸着用のチャンバ22に収容し、支持板23に吊下げ状態で配置する。支持板23はアースされている。チャンバ内における支持板23の直下には、蒸着する金属(例えば、インジウム)を収容する坩堝24が配置されている。この坩堝24には、加熱用のヒータ25が取り付けられている。ハンドル基体2’にインジウムを蒸着させるためには、真空ポンプ26でチャンバ22内を所定圧(10−3〜10−2Pa程度)に減圧し、ヒータ25を作動させて坩堝24内のインジウムを融点(約167℃)以上に加熱する。これにより、インジウムが蒸発(気化)し、ハンドル基体2’に向かって飛ばされる。ハンドル基体2’に付着したインジウムは所定時間後に冷却し、ハンドル基体2’の表面にインジウムの薄い金属蒸着膜18(図5参照)が形成される。金属蒸着膜18の厚みは50nm(500Å)程度である。なお、図7において符号27は、ヒータ25を加熱するための高周波電源である。
【0032】
次に、図4に示されるように、金属蒸着膜18が被覆された状態のハンドル基体2’の表面を塗装(トップコート)する(塗装工程。ステップS3)。これは、ドアハンドル100は常にドアの外部に露出して、雨水等に曝されているため、雨水等から金属蒸着膜18を保護するとともに、耐候性を向上させるためである。本実施例の場合、ハンドル基体2’の表面に、透明なアクリルウレタン(ポリウレタン樹脂塗料)が塗装され、透明な塗装膜28が形成される(図5参照)。この結果、ハンドル本体2の表面全体が金属調に加飾された状態を保持しながらその表面強度が高くなり、例えば無線通信装置11をハンドル本体2の凹部9に固着する両面テープ12(図2参照)を剥がしても、金属蒸着膜18が剥離するおそれはない。
【0033】
上記した実施例の加飾方法では、ハンドル基体2’の表面に直接に金属蒸着膜18を形成している。従来、ハンドル基体2’の表面に金属を蒸着させるとき、金属の密着性を高めるためその表面にベース塗装を施している。しかし、塗料の樹脂が金属蒸着膜内に侵入して金属蒸着膜の質感を低下させたり、塗装に伴うゴミ等の異物が侵入したりするという不具合が生じるおそれがある。また、塗料の歩留まりが悪いため、コストアップにつながる。このため、ハンドル基体2’の表面に直接金属を蒸着すること(ダイレクト蒸着)が望ましい。ハンドル基体2’の表面に直接金属を蒸着したときに、金属の密着性を確保するためにハンドル基体2’の表面(回動支点部5及び回動案内部6を除く部分)を改質した後で金属蒸着を行うことが望ましい。この場合、図4に示されるように、射出成形工程(ステップS1)と金属蒸着工程(ステップS2)との間に、表面改質工程が挿入される。表面改質は、例えばエッチング(エッチング工程、ステップS4)、コロナ放電等によって行われる。本実施例の場合、このエッチングは、空気中の酸素を放電ガスとして用いたプラズマ処理により行う(プラズマエッチング)。これは、図8に示されるように、チャンバ29の中に2つの電極(上側電極31、下側電極32)を平行に配置する。真空ポンプ33でチャンバ29内を所定圧に減圧し、エッチングガス(この場合、矢印30で示される空気)を送り込む。この状態で、高周波電源34により一方(下側)の電極32に高周波電圧を印加させるとチャンバ29内の空気中の酸素がプラズマとなり、下側電極32に設置したハンドル基体2’に当てられる。エッチング処理の所要時間は、約120秒である。これにより、ハンドル基体2’の表面が改質されて金属蒸着膜18との密着性が良好になるとともに、ハンドル基体2’の表面に付着していたごみや埃等の異物が除去されて清浄化される。
【0034】
そして、図4に示されるように、ハンドル基体2’の金属蒸着膜18を保護するために、ハンドル本体2の表面にプラズマ重合膜35(図9参照)を形成することが望ましい(プラズマ重合工程。ステップS5)。プラズマ重合は、プラズマエッチング工程及び金属蒸着と同様に真空槽内で行われる。本実施例の場合、真空槽内で有機ケイ素化合物モノマ(例えば、ヘキサメチルジシロキサンモノマ)どうしを加熱することにより、それらをプラズマ重合させてプラズマ重合膜35を形成している。これにより、ハンドル本体2の表面に数nm(数十Å)のプラズマ重合膜35が形成され、金属蒸着膜18を覆う。なお、プラズマ重合処理に要する時間は、約180秒である。
【0035】
更に、図4に示されるように、プラズマ重合膜35が形成されたハンドル基体2’の表面を改質することが望ましい。この表面改質は、前述したハンドル基体2’の表面改質と同様に、エッチング、コロナ放電等(本実施例の場合、エッチング)によって行われる(エッチング工程。ステップS6)。ヘキサメチルジシロキサンによるプラズマ重合膜35は疎水性を有し、このままでは均一な塗装が困難であるため、次工程で塗装を行う場合に塗料との親和性を良好にするためである。このエッチング工程(ステップS6)では、前述したエッチング工程(ステップS4)と同様な処理が行われる。
【0036】
次に、ドアハンドル100のカバー体3を金属調に加飾する場合について説明する。カバー体3の表面を金属調に加飾したり、エッチング加工を行ったりするときの作用は、上述したハンドル本体2の場合と全く同様であるため、ここではカバー体3の裏面(内側面)を金属調に加飾する場合の工程について説明する。カバー体3のカバー基体3’は、透明な熱可塑性樹脂材(透視性樹脂材料)を射出成形してなる。図10の(a)にカバー基体3’の裏面を金属蒸着する状態を示し、(b)にカバー基体3’の裏面に形成された金属蒸着膜18をエッチングする状態を示す。なお、カバー基体3’の裏面を金属蒸着するため、カバー基体3’の表面(外側面)はマスキングされている。
【0037】
カバー体3の表面を金属調に加飾する第1の方法は、最初にカバー基体3’の裏面にエッチング加工を行い(ステップS4。図10の(b))、そのエッチング加工面(カバー基体3’の裏面)に金属蒸着膜18を形成する(ステップS2。図10の(a))。前述したように、カバー基体3’の裏面にダイレクトに金属を蒸着するよりも、エッチング加工を行うことにより、カバー基体3’の裏面に微細な凹凸を形成した後でインジウム(又はスズ)を蒸着させることが望ましい。カバー基体3’は透明な熱可塑性樹脂材よりなるため、外観視において金属調に加飾されたカバー体3が形成される。
【0038】
本実施例のカバー体3の場合、その裏面に金属蒸着膜18が形成されている。このため、利用者がカバー体3を把持することによってカバー体3が擦れたり、カバー体3の表面に雨水等が付着してもそれが金属蒸着膜18に影響を及ぼすことはない。しかし、カバー体3の表面に、透明な塗料を塗装することが望ましい(ステップS3。第2の方法)。これにより、金属調の加飾を損なったり、通信電波の通過を阻害したりすることなく、カバー体3の表面の強度を高くすることができる。
【0039】
更に、カバー基体3’の裏面に形成された金属蒸着膜18の表面に、プラズマ重合膜35を形成してもよい(ステップS5)。これにより、金属蒸着膜18が保護され、カバー体3が長期間に亘って使用されても金属蒸着膜18が剥離しにくくなる(第3の方法)。
【0040】
更に、上記した第3の方法で形成したプラズマ重合膜35に透明な塗料を塗装してもよい(ステップS3。第4の方法)。なお、プラズマ重合膜35が疎水性を有するため、プラズマ重合膜35の表面をエッチング加工する(ステップS6)ことにより、塗料との親和性を良好にすることが望ましい。
【0041】
上記した第1ないし第4の方法は、カバー基体3’の裏面に金属蒸着膜18を形成する場合である。しかし、カバー基体3’の表面に金属蒸着膜18を形成し、その表面にプラズマ重合膜35を形成する及び/又は塗装を施すようにすることもできる(第5の方法)。
【0042】
本実施例のカバー体3では、その裏面に金属蒸着膜18を形成している。これにより、このカバー体3の表面を雨水が長期間に亘って流れたり、利用者に把持されたりしても、雨水や利用者の指と接触する部分は常にカバー体3の表面であるため、金属蒸着膜18が剥離したり、劣化したりすることはない。このため、カバー体3の裏面で金属蒸着膜18の表面に塗装膜28を形成することが不要となり、大幅な工程省略化が可能となる。しかも、カバー体3が透明樹脂材よりなるため、インジウム又はスズ等の所定の金属蒸着膜18が裏面に形成されたカバー体3の表面は、外部から金属調に視認されるためその意匠が良好となる。なお、この金属蒸着膜18はカバー体3の裏面に形成することが望ましいが、表面に形成してもよい。
【0043】
本実施例のドアハンドル100のカバー体3は、成形後の見栄えを良くするために80%以上の光線透過率を有する熱可塑性樹脂(例えば、ポリカーボネート、ポリメタクリル酸メチル樹脂)より成形される。そして、上記した熱可塑性樹脂以外に、非晶性ナイロン(非晶性ポリアミド)を使用することができる。非晶性ナイロンの光線透過率は86%以上であるためポリカーボネートやポリメタクリル酸メチル樹脂と同様によりも光線透過率が高く、かつ光沢性も優れている。しかも、ポリカーボネートよりも耐溶剤性、耐候性が高く、またポリメタル酸メチル樹脂よりも耐衝撃性、耐熱性が高い(ポリメタル酸メチル樹脂の耐熱温度は60〜80℃)という利点がある。非晶性ナイロンは、例えば「グリルアミド(登録商標)」という商品名で市販されている。表1に、グリルアミドTR90の特性(機械的性質、熱的性質、電気的性質、その他)を表1に示す。
【0044】
【表1】
【0045】
また、図11の(a)に非晶性樹脂の比容−温度曲線を示し、(b)に結晶性樹脂の比容−温度曲線を示す。ここで、Tgはガラス転移点であり、Tmは融点である。非晶性樹脂は、Tgを越えた後であっても比容(密度の逆数)は一定の割合で増加する。これに対して、結晶性樹脂は、Tmの直前で急激に比容が増大する。これは、結晶性樹脂の温度変化に伴う収縮量が、非晶性樹脂よりもはるかに大きい(換言すれば、非晶性樹脂の温度変化に伴う収縮量が結晶性樹脂よりもはるかに小さい)ことを意味している。
【産業上の利用可能性】
【0046】
本発明に係る樹脂製ドアハンドル外観部品を製造する方法、及び樹脂製ドアハンドル外観部品を、車両用ドアハンドルに利用することができる。
【符号の説明】
【0047】
100 車両用ドアハンドル
3 カバー体(ドアハンドル外観部品)
18 金属蒸着膜
19 島状部分(金属蒸着部)
21 海状部分(金属蒸着空白部、金属蒸着希薄部)
28 塗膜膜
35 プラズマ重合膜
【特許請求の範囲】
【請求項1】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された透明性樹脂部材の前記裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項2】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された透明性樹脂部材の前記裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面に塗装を施す塗装工程と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項3】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成する形成するプラズマ重合処理工程と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項4】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成するプラズマ重合処理工程と、
そのケイ素系粒子によるプラズマ重合膜の表面に、後に予定される塗装処理のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記プラズマ重合膜の表面に塗装処理を行う塗装工程と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項5】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観表面又はその裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の前記外観表面又は裏面に、通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成するプラズマ重合処理工程と、
そのケイ素系粒子によるプラズマ重合膜の表面に、後に予定される塗装処理のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記プラズマ重合膜の表面に塗装処理を行う塗装工程と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項6】
前記金属蒸着膜は、金属単体の又は金属と樹脂を含む金属蒸着部が、前記通信電波を通過させる微視的な多数の金属蒸着空白部又は金属蒸着希薄部をその金属蒸着部の領域内に分布させた形態の電波通過条件で形成されていることを特徴とする請求項1ないし5のいずれか1項に記載の車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項7】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材と、その透光性樹脂部材の外観面の裏側になる裏面に形成されたエッチング面と、
そのエッチング面に積層されるように形成され、前記透光性樹脂部材の外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜と、
その金属蒸着膜の表面を覆うように形成されたケイ素系粒子によるプラズマ重合膜と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品。
【請求項8】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製のドアハンドル外観部品であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材と、その透光性樹脂部材の外観面の裏側になる裏面に形成されたエッチング面と、
そのエッチング面に積層されるように形成され、前記透光性樹脂部材の前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜と、
その金属蒸着膜の表面を覆うように形成されたケイ素系粒子によるプラズマ重合膜と、
そのケイ素系粒子によるプラズマ重合膜の表面に形成されたエッチング面と、
そのエッチング面に形成された塗装膜と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品。
【請求項9】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製のドアハンドル外観部品であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材と、その透光性樹脂部材の外観面又はその裏側になる裏面に形成されたエッチング面と、
その外観面又は裏面におけるエッチング面に積層されるように形成された通信電波の通過を許容する金属蒸着膜と、
その金属蒸着膜の表面を被うように形成されたケイ素系粒子によるプラズマ重合膜と、
そのケイ素系粒子によるプラズマ重合膜の表面に形成されたエッチング面と、
そのエッチング面を被うように形成された塗装膜と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品。
【請求項1】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された透明性樹脂部材の前記裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項2】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された透明性樹脂部材の前記裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面に塗装を施す塗装工程と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項3】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成する形成するプラズマ重合処理工程と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項4】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観面の裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の裏面に、前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成するプラズマ重合処理工程と、
そのケイ素系粒子によるプラズマ重合膜の表面に、後に予定される塗装処理のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記プラズマ重合膜の表面に塗装処理を行う塗装工程と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項5】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品を製造する方法であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材の外観表面又はその裏側になる裏面に、後に予定される金属蒸着のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記透光性樹脂部材の前記外観表面又は裏面に、通信電波の通過を許容する金属蒸着膜を形成する金属蒸着工程と、
その金属蒸着膜の表面にケイ素系粒子によるプラズマ重合膜を形成するプラズマ重合処理工程と、
そのケイ素系粒子によるプラズマ重合膜の表面に、後に予定される塗装処理のためにエッチング加工による微細な凹凸を形成するエッチング工程と、
そのエッチング工程により微細な凹凸が形成された前記プラズマ重合膜の表面に塗装処理を行う塗装工程と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項6】
前記金属蒸着膜は、金属単体の又は金属と樹脂を含む金属蒸着部が、前記通信電波を通過させる微視的な多数の金属蒸着空白部又は金属蒸着希薄部をその金属蒸着部の領域内に分布させた形態の電波通過条件で形成されていることを特徴とする請求項1ないし5のいずれか1項に記載の車両用ドアハンドルにおける樹脂製ドアハンドル外観部品の製造方法。
【請求項7】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製ドアハンドル外観部品であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材と、その透光性樹脂部材の外観面の裏側になる裏面に形成されたエッチング面と、
そのエッチング面に積層されるように形成され、前記透光性樹脂部材の外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜と、
その金属蒸着膜の表面を覆うように形成されたケイ素系粒子によるプラズマ重合膜と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品。
【請求項8】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製のドアハンドル外観部品であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材と、その透光性樹脂部材の外観面の裏側になる裏面に形成されたエッチング面と、
そのエッチング面に積層されるように形成され、前記透光性樹脂部材の前記外観面側から透視可能でかつ通信電波の通過を許容する金属蒸着膜と、
その金属蒸着膜の表面を覆うように形成されたケイ素系粒子によるプラズマ重合膜と、
そのケイ素系粒子によるプラズマ重合膜の表面に形成されたエッチング面と、
そのエッチング面に形成された塗装膜と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品。
【請求項9】
車両のドアに設けられて少なくとも開動作時に操作される車両用ドアハンドルの外観を形成する樹脂製のドアハンドル外観部品であって、
前記外観に対応する形態に所定の厚みで射出成形された透光性樹脂部材と、その透光性樹脂部材の外観面又はその裏側になる裏面に形成されたエッチング面と、
その外観面又は裏面におけるエッチング面に積層されるように形成された通信電波の通過を許容する金属蒸着膜と、
その金属蒸着膜の表面を被うように形成されたケイ素系粒子によるプラズマ重合膜と、
そのケイ素系粒子によるプラズマ重合膜の表面に形成されたエッチング面と、
そのエッチング面を被うように形成された塗装膜と、
を含むことを特徴とする車両用ドアハンドルにおける樹脂製ドアハンドル外観部品。
【図1】

【図2】
【図3】
【図4】
【図5】

【図7】
【図8】
【図9】
【図10】
【図11】
【図6】
【図2】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図10】
【図11】
【図6】
【公開番号】特開2011−235562(P2011−235562A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2010−109776(P2010−109776)
【出願日】平成22年5月12日(2010.5.12)
【出願人】(000105925)サカエ理研工業株式会社 (110)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願日】平成22年5月12日(2010.5.12)
【出願人】(000105925)サカエ理研工業株式会社 (110)
【Fターム(参考)】
[ Back to top ]