
車両用内装材とその製造方法

【課題】製造作業を簡略化できると共に、車両用内装材における表面凹部の折れ皺の発生を抑え、しかも難燃性を向上させることができる車両用内装材の提供を目的とする。
【解決手段】熱溶融繊維を混合したカットファイバーを、ポリウレタン発泡体からなるクッション基材21の表面でウォータージェット法により交絡させ、該交絡時にカットファイバーをクッション基材21の表面に係合させて不織布からなる裏基布31をクッション基材21表面に形成し、裏基布31とは反対側のクッション基材21の表面に表皮材11を積層した。
【解決手段】熱溶融繊維を混合したカットファイバーを、ポリウレタン発泡体からなるクッション基材21の表面でウォータージェット法により交絡させ、該交絡時にカットファイバーをクッション基材21の表面に係合させて不織布からなる裏基布31をクッション基材21表面に形成し、裏基布31とは反対側のクッション基材21の表面に表皮材11を積層した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば車両用シートのカバー材等に用いられる車両用内装材とその製造方法に関する。
【背景技術】
【0002】
車両用シートのカバー材等に用いられる車両用内装材として、表皮材とクッション基材と裏基布の積層体からなるものがある(特許文献1)。また、裏基布としてカットファイバーをウォータージェット法で交絡して形成した不織布を、その後にクッション基材に積層したものがある(特許文献2、3、4)。
【0003】
しかしながら、前記の積層体からなる車両用内装材は、ウォータージェット法等によって予め形成した不織布を、裏基布としてクッション基材の片面に縫合、接着又は溶着(フレームラミネート)等によって接合して製造されているため、製造作業に手間取る問題がある。また、予め不織布を形成して積層するため、ウォータージェット加工において、前記不織布は従来と大きな変化はなく、目付量の少ない軽量な積層体を得ることは難しい。
さらに、裏基布を接着あるいは溶着によりクッション基材に接合する場合には、クッション基材と裏基布との間に接着剤層や溶融固化層が形成され、前記接着剤層や溶融固化層によって裏基布の伸びが妨げられる。車両用内装材は、立体裁断されて車両用シートの表面に沿う立体形状に縫製されるので車両用内装材の表面の凹部に折れ皺を生じ易く、美観が損なわれる問題がある。また、車両用内装材には、難燃性の向上が求められている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−238708号公報
【特許文献2】特開2001−341220号公報
【特許文献3】特開2010−36389号公報
【特許文献4】特開2010−149312号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は前記の点に鑑みなされたものであって、車両用内装材の製造作業を簡略化できると共に、車両用内装材における表面凹部の折れ皺の発生を抑え、しかも難燃性が良好な車両用内装材とその製造方法の提供を目的とする。
【課題を解決するための手段】
【0006】
請求項1の発明は、表皮材とクッション基材と裏基布の積層体からなる車両用内装材において、前記裏基布は、カットファイバーが前記クッション基材の表面で交絡し、かつ前記交絡時に前記クッション基材の表面と係合して形成された不織布からなり、前記係合により前記クッション基材と前記裏基布が接合されていることを特徴とする。
【0007】
請求項2の発明は、請求項1において、前記不織布は、前記カットファイバーが前記クッション基材の表面でウォータージェット法により交絡し、該交絡時に前記クッション基材の表面と係合したものであることを特徴とする。
【0008】
請求項3の発明は、請求項1または2において、前記クッション基材がポリウレタン発泡体からなることを特徴とする。
【0009】
請求項4の発明は、請求項1から3の何れか一項において、前記カットファイバーがレーヨンまたはコットンの何れかからなることを特徴とする。
【0010】
請求項5の発明は、請求項1から4の何れか一項において、前記カットファイバーに熱溶融繊維が混合されていることを特徴とする。
【0011】
請求項6の発明は、表皮材とクッション基材と裏基布の積層からなる車両用内装材の製造方法において、前記クッション基材の上面にカットファイバーを前記クッション基材の上面を覆うように配置し、ウォータージェット法により、前記カットファイバーを前記クッション基材の上面で交絡させると共に前記クッション基材の上面に係合させ、その後に乾燥させることにより、前記カットファイバーが交絡した不織布からなる前記裏基布を前記クッション基材の上面と係合した状態で形成し、その後、前記クッション基材における前記裏基布とは反対側の面に前記表皮材を積層することを特徴とする。
【0012】
請求項7の発明は、請求項6において、前記クッション基材がポリウレタン発泡体からなることを特徴とする。
【0013】
請求項8の発明は、請求項6または7において、前記カットファイバーがレーヨンまたはコットンの何れかからなることを特徴とする。
【0014】
請求項9の発明は、請求項6から8の何れか一項において、前記カットファイバーには熱溶融繊維が混合され、前記乾燥を加熱で行うことにより、前記交絡したカットファイバーに混合されている熱溶融繊維を溶融し、その後冷却することを特徴とする。
【発明の効果】
【0015】
請求項1及び2の発明によれば、裏基布を構成する不織布は、クッション基材の表面でカットファイバーが交絡して形成され、前記交絡時におけるカットファイバーとクッション基材表面との係合によりクッション基材と接合されたものであるため、クッション基材と裏基布を接合する接着剤層や溶融固化層が存在せず、接着剤層や溶融固化層による裏基布の伸びの低下が無く、軽量化も図れる。
裏基布を構成する不織布は目付量が低く、カットファイバーはクッション基材と接合しているもののカットファイバーどうしは接合されずにルーズに絡んだ状態となっている。そのため、車両用内装材は、シート形状に縫製された場合に、裏基布が伸ばされる表面の凹部形状部において折れ皺を生じ難くなり、仕上がり時の美観が良好となる。また、裏基布をクッション基材と一体に成形するため、不織布そのものの剛性、強度は、不織布を別部材として扱う場合にくらべ、低くてもよい。さらに、裏基布をクッション基材に接合する工程を別工程で行う必要がないため、車両用内装材の製造作業を簡略化できる。
【0016】
請求項3の発明によれば、クッション基材がポリウレタン発泡体からなるため、クッション性を良好とすることができ、さらにカットファイバーの交絡がクッション基材の表面でウォータージェット法により行われる際に、ポリウレタン発泡体に高圧水流が当たることでポリウレタン発泡体中の化学成分、特に難燃性の低下要因となるシリコ−ン整泡剤を洗い流すことができるので、車両用内装材の難燃性を向上させることができる。
【0017】
請求項4の発明によれば、カットファイバーに用いられるレーヨンまたはコットンからなるセルロース系の繊維は、ポリエステルやポリアミド樹脂等の化学繊維に比べ、燃焼挙動において、熱可塑性を示さないため、燃焼速度が遅く、結果、車両用内装材の難燃性(FMVSS−302試験)が向上する。さらに、レーヨンやコットンは燃焼すると炭化するため、燃焼により溶融して滴下することがなく、滴下物が新たな火種となる心配もない。
【0018】
請求項5の発明によれば、カットファイバーに熱溶融繊維が混合されているため、ウォータージェット法によるカットファイバー交絡後の加熱乾燥によって熱溶融繊維が溶融し、その後の冷却により固化してカットファイバー同士が熱溶融繊維によって部分的に結合するため、交絡したカットファイバー間の間隙を維持し、均一な裏基布が得られると共に、カットファイバー同士の部分的な結合により、十分な強度が得られる。
【0019】
請求項6の発明によれば、クッション基材と裏基布を接合する接着剤層や溶融固化層が存在せず、クッション基材と裏基布間の接着剤層や溶融固化層による裏基布の伸びの低下が無く、表面の凹部形状部において折れ皺を生じ難い車両用内装材を、裏基布の接合工程を別個に行うことなく、容易に製造することができる。
【0020】
請求項7の発明によれば、クッション基材の表面で行われるウォータージェット法によるカットファイバーの交絡時に、ポリウレタン発泡体に高圧水流が当たることでポリウレタン発泡体中の化学成分、特に難燃性の低下要因となるシリコ−ン整泡剤を洗い流すことができ、車両用内装材の難燃性を向上させることができる。
【0021】
請求項8の発明によれば、カットファイバーにレーヨンまたはコットンを用いることにより、車両用内装材の難燃性を向上させることができる。さらに、レーヨンやコットンは燃焼による溶融滴下がなく、滴下物が新たな火種となる心配もない。また、クッション基材にリン系の難燃剤を添加しなくても、難燃性を得ることができる。
【0022】
請求項9の発明によれば、交絡したカットファイバー同士が熱溶融繊維の溶融、固化によって部分的に結合しているため、交絡したカットファイバー間の間隙を維持し、均一な裏基布が得られると共に、カットファイバー同士の部分的な結合により、十分な強度が得られる。
【図面の簡単な説明】
【0023】
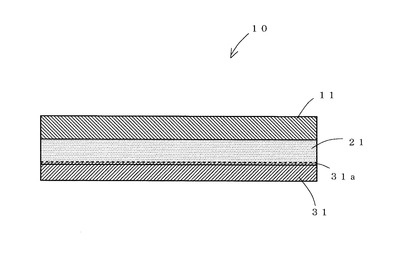
【図1】本発明の一実施形態に係る車両用内装材の断面図である。
【図2】本発明の車両用内装材の製造装置の概略図である。
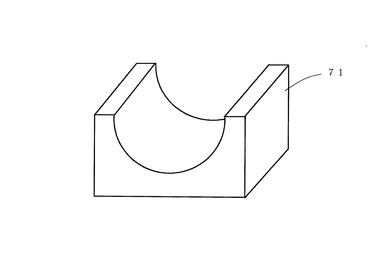
【図3】皺試験用治具の斜視図である。
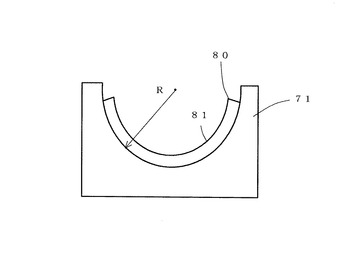
【図4】皺試験用治具に試験片をセットした状態を示す斜視図である。
【発明を実施するための形態】
【0024】
以下、本発明の車両用内装材の実施形態とその製造方法の実施形態について説明する。
図1に示す実施形態の車両用内装材10は、表皮材11とクッション基材21と裏基布31が積層された三層構造の積層体からなり、縫製等により所定形状とされて車両用シートのカバー材等に用いられる。前記縫製時、前記裏基布31の存在によりミシンの台に対する滑りが良く、縫製をスムーズに行うことができる。
【0025】
表皮材11は、車両用内装材の用途に応じた適宜の材質からなり、例えば、織物、編物、皮革、合成樹脂シート材等を挙げることができる。前記表皮材11とクッション基材21の接合は、フレームラミネートによる溶着あるいは接着剤を用いる接着等によって行われる。
クッション基材21は、クッション性を有するものが用いられ、ポリエチレン発泡体、ポリウレタン発泡体等の合成樹脂発泡体が好適である。特に、ポリオール、発泡剤、触媒、整泡剤、ポリイソシアネートを含む発泡原料から形成されたポリウレタン発泡体は、軽量でかつ良好なクッション性を有するため、好ましいものである。
【0026】
裏基布31は、前記クッション基材21の表面でカットファイバーが交絡し、かつ前記交絡時に前記クッション基材21の表面に係合した不織布で構成されている。符号31aは前記裏基布31における前記クッション基材21との係合部分であり、図では概略的に示す。前記裏基布31を構成する不織布は、目付量10g/m2〜40g/m2が好ましい。前記カットファイバーは、短繊維からなり、繊維長が5mm〜50mm、繊維径が1.0デニール〜20デニール(番手では10番手〜70番手)のものが好ましい。また、カットファイバーの材質は、レーヨンまたはコットンが好ましい。レーヨンまたはコットンは、ポリエステルやポリアミド樹脂等の化学繊維に比べ、燃焼挙動において、炭化する傾向が高いため、燃焼速度が遅く、結果、車両用内装材の難燃性(FMVSS−302試験)が向上する。さらに、レーヨンやコットンは燃焼すると炭化するため、燃焼により溶融して滴下することがなく、滴下物が新たな火種となる心配もなく、車両用内装材の難燃性向上に好適である。
【0027】
前記カットファイバーには、熱溶融繊維を混合するのが好ましい。熱溶融繊維としては、80℃〜120℃で溶融するものが好ましく、PE(ポリエチレン)、EVA(エチレン−酢酸ビニル共重合樹脂)、EAA(エチレン−アクリル酸共重合樹脂)等のポリオレフィン系繊維が挙げられ、好ましくは、他カットファイバーとの結合性、及び、ポリウレタン発泡体との接着性に優れるEVAや、EAAが好ましい。好ましくはポリエステルステープルファイバーやチッソ(株)製ES繊維等がある。熱溶融繊維の繊維長は3mm〜50mm、繊維径が1.0デニール〜20デニール(番手では10番手〜70番手)の短繊維が好ましい。熱溶融繊維をカットファイバーに混合することにより、後述のウォータージェット法によりカットファイバーを交絡させた後の加熱乾燥工程で熱溶融繊維が溶融し、その後の冷却で熱溶融繊維が固化してカットファイバー同士を部分的に結合させることができるため、交絡したカットファイバー間の間隙を維持し、均一な裏基布が得られると共に、カットファイバー同士の部分的な結合により、十分な強度の裏基布が得られる。熱溶融繊維の含有量は、カットファイバー(溶融繊維を含む)100重量%中に、10〜40重量%が好ましい。熱溶融繊維の含有量が10重量%未満では、溶着による結合が不足し、裏基布の強度が低下するようになる。一方、熱溶融繊維の含有量が40重量%を超えると、車両用内装材の燃焼時に熱溶融線の溶融滴下を生じ、難燃効果が低下する。
【0028】
前記裏基布31は、前記クッション基材21の表面を覆うようにカットファイバーをクッション基材21の表面に所定量配置し、ニードルパンチ法、ウォータージェット法等、公知の物理的交絡方法によって前記カットファイバーを交絡させることにより形成される。クッション基材がポリウレタン発泡体からなる場合、ウォータージェット法は、ポリウレタン発泡体に高圧水流が当たることでポリウレタン発泡体中の化学成分、特に難燃性の低下要因となるシリコーン整泡剤を洗い流すことができ、車両用内装材の難燃性を向上させることができるため、好ましい交絡方法である。また、ニードルパンチに比べて、線径の細いカットファイバーを使用でき、ニードルパンチのように針を突き刺して交絡させるわけではないので、摩擦熱を生じることなく、少ない目付量で成形できることから、ウォータージェット法のほうが好ましい。前記交絡時にカットファイバーの一部が前記クッション基材21の表面に突き刺さって前記クッション基材21の表面と係合するため、形成された不織布からなる裏基布31は、前記係合によってクッション基材21に接合された状態となる。
【0029】
前記車両用内装材をウォータージェット法を用いて製造する方法について説明する。前記車両用内装材の製造方法は、カットファイバーの配置工程、交絡工程、乾燥冷却工程、表皮材積層工程とよりなる。
【0030】
図2に、カットファイバーの配置工程、交絡工程、乾燥冷却工程、表皮材積層工程を連続的に行う製造装置50の一実施形態を概略的に示す。
前記製造装置50は、前記ポリウレタン発泡体等からなるクッション基材21が巻かれたクッション基材ロール51と、前記クッション基材ロール51から前記クッション基材21を略水平な一方向へ供給するコンベア等の搬送装置53とを備え、前記クッション基材21の進行経路の上方側には、カットファイバー供給装置57と、ウォータージェット装置61及び乾燥装置63が、前記クッション基材21の進行方向に沿って順に設けられ、また前記クッション基材21の下方側には、前記乾燥装置63より先(進行方向)に、火炎バーナ−65と、前記表皮材11が巻かれた表皮材ロール66と、前記表皮材ロール66から供給される前記表皮材11を前記クッション基材21の下面に圧着する圧着ローラ67が、前記クッション基材21の進行方向に沿って順に設けられている。
【0031】
カットファイバーの配置工程では、前記搬送装置53により、前記クッション基材ロール51からクッション基材21を連続的に一方向へ供給し、前記クッション基材21の上面に、前記カットファイバー供給装置57からカットファイバー31Aを供給し、前記クッション基材の上面をカットファイバー31Aで覆う。前記カットファイバー供給装置57は、垂直に位置させた繊維束を1組のフィードローラーに供給し、固定刃と可動刃とからなる切断部に送って連続的に切断し、前記搬送装置53上に分散させるものである。前記クッション基材21の供給速度(搬送速度)は適宜決定されるが、一例として10〜30m/分を挙げる。前記カットファイバー31Aの内容は前記したとおりである。前記カットファイバー31Aには熱溶融繊維が所定量混合されるのが好ましい。前記クッション基材21への前記カットファイバー31Aの配置量(供給量)は、前記カットファイバー31Aの交絡で形成される前記不織布の目付量が10g/m2〜40g/m2となる量とするのが好ましい。
【0032】
交絡工程では、前記クッション基材21の上面のカットファイバー31Aに向けて、前記ウォータージェット装置61から高圧水(ジェット水流)を当てて前記カットファイバー31Aを前記クッション基材21の上面で交絡させ、その際に前記カットファイバー31Aの一部を前記クッション基材21の上面に突き刺して係合させる。これによって、前記クッション基材21の上面には、カットファイバー31Aが交絡して前記クッション基材21と係合した不織布31Bを形成する。前記不織布31Bは、前記カットファイバー31Aによる前記クッション基材21との係合によって、前記クッション基材21と接合されて一体化している。前記ウォータージェット装置61は、公知のウォーターエンタングル機である。ジェットノズルは0.05mm/0.5mmの直径のノズルが適当であり、ジェットの水圧は25kg/cm2〜150kg/cm2が適切である。
【0033】
乾燥冷却工程では、前記クッション基材21の上面に形成された不織布31Bを、ヒータ等の加熱手段からなる乾燥装置63によって、例えば100〜170℃に加熱して乾燥させ、また、前記カットファイバー31Aに熱溶融繊維が混合されている場合には熱溶融繊維を溶融させ、交絡している前記不織布31Bのカットファイバー同士を部分的に溶着させる。前記乾燥装置63を通過後、前記不織布31Bを自然冷却し、前記カットファイバーに熱溶融繊維が含まれている場合には、前記不織布31Bにおけるカットファイバー同士を溶着している熱溶融繊維を固化させ、前記カットファイバーを部分的に結合させる。これにより、前記クッション基材21の上面と係合した不織布からなる前記裏基布31を前記クッション基材21の上面に形成する。
【0034】
表皮材積層工程では、前記裏基布31が上面に形成されたクッション基材21の下面に前記火炎バーナー65の火炎(800〜1000℃)を当てて、前記クッション基材21の下面を溶融し、次に前記表皮材ロール66から供給される表皮材11を前記クッション基材21の溶融下面に圧着して前記表皮材11をクッション基材21の下面に接合し、前記車両用内装材10を連続的に形成する。前記表皮材11の内容は、前記のとおりであり、また前記火炎によるクッション基材と表皮材の接合は、フレームラミネートと称される公知の接合方法である。連続的に形成された前記車両用内装材10は、その後、所定寸法に裁断され、さらに縫製によって所定形状にされる。なお、本発明の製造方法は前記のような連続的な製造に限られず、一個ずつ製造する場合も含まれる。また、前記表皮材とクッション基材の接合はフレームラミネートによるものに限られず、接着剤による接着等、他の接合方法でもよい。
【実施例】
【0035】
表1に示す実施例及び比較例を製造した。各実施例及び比較例における表皮材は、実施例2以外は、何れもポリエステルからなる織物であり、実施例2は、ポリエステルからなる編物(トリコット)である。クッション基材は、実施例1〜8では密度20kg/m3のポリウレタン発泡体A(リン系難燃剤有)、品番EL−67F、(株)イノアックコーポレーション製を用い、実施例9については、密度30kg/m3のポリエチレン発泡体、品番RP300S、(株)イノアックコーポレーション製を用い、実施例10については、密度24kg/m3のポリウレタン発泡体B(リン系難燃剤無)、品番EL−62、(株)イノアックコーポレーション製を用いた。裏基布は、実施例1〜7及び9,10については、表1の裏基布欄に示すカットファイバー(レーヨン等)をウォーターエンタングル機を用い、ジェットノズルの直径を0.05mm/0.5mm、ジェットの水圧を50kg/cm2としてクッション基材の表面で交絡させることにより形成した。一方、実施例8については、表1に示すカットファイバーをクッション基材表面でニードルパンチにより交絡させることにより形成した。また、実施例6はカットファイバーが、レーヨン80重量%と熱溶融繊維としてEVA繊維20重量%の混合品からなるものである。使用した各カットファイバーは、繊維長30mm、繊維径2デニールの短繊維である。なお、実施例1〜7及び9については、図2に示した製造装置を用いた。実施例8については、図2のウォータージェット装置61に代えてニードルパンチ装置を配置して製造した。また、搬送速度は20m/分、乾燥装置の温度は120℃、火炎バーナ−の火炎温度は900℃である。
【0036】
一方、比較例1は裏基布をポリエステル100%のスパンポンド不織布とした例、比較例2は、予めウォータージェット法によって形成した裏基布を、クッション基材の片面にフレームラミネートにより接合した例である。比較例3は、裏基布として、ポリアミド樹脂繊維のトリコットを用い、フレームラミネートで裏基布と表皮材をクッション基材に接合した例である。比較例4は、表皮材とクッション基材のみからなる例である。なお、比較例1〜4における表皮材における表皮材とクッション基材の接合はフレームラミネートによって行った。
【0037】
【表1】

【0038】
実施例1〜10及び比較例1〜4に対して、難燃性試験、仕上がり試験、滑り試験を行った。試験結果を表1の下部に示す。
難燃性試験は、FMVSS−302の燃焼試験に順じて行った。試験片は表皮材が下となるようにセットして燃焼試験を行い、縦方向(加工方向)と横方向(幅方向)についてそれぞれ燃焼速度(mm/min)を測定した。表1に示す燃焼速度は、縦方向(加工方向)と横方向(幅方向)の燃焼速度の最大値である。難燃性試験では燃焼速度の遅い(速度が小さい)方が難燃性に優れる。難燃性の判定(難燃性判断)は、燃焼速度の最大値が100mm/minを超える場合に不合格とし、100mm/min以下の場合に合格とした。
【0039】
仕上がり試験は、図3に示す凹形状のRを持つ皺試験用治具71を、半径Rを異ならせて複数用意し、半径Rの大きい皺試験用治具71から順に、図4に示すように試験片80を表皮材81が上向きとなるようにしてセットし、表皮材81に折れ皺が発生する皺試験用治具71の半径Rを記録した。その際、試験片80は、縦方向(加工方向)を皺試験用治具71における凹部の周方向に沿ってセットし、凹部の内面に沿わせて湾曲させた。仕上がり試験では、試験片80の表皮材81に、できるだけ小さい半径Rまで折れ皺が発生しない方が有利である。なぜなら、積層体からなる車両用内装材における表皮材の折れ皺は、アッシー後の皺等に大きな悪影響を及ぼすからである。仕上がり判定(仕上がり性判断)は、折れ皺を生じた半径Rの値が70mm以下の場合に○(良好)、70mmより大で100mm以下の場合に△(やや劣る)、100mmより大の場合に×(劣る)とした。
【0040】
滑り試験は、裏基布の滑り性をJISK7125に準じて行い、化粧板に対する試験片の裏基布側における滑り性を測定した。試験結果は、織物からなる表皮材とポリウレタン発泡体からなるクッション基材との2層構造からなる比較例4(裏基布が無い例)の滑り試験結果により得られた摩擦力(N)の値を100%とした時の各実施例及び比較例の測定結果の摩擦力(N)の比率で表した。滑り試験結果は数値(比率)の値が低い方が滑り性に優れる(滑り抵抗が小さい)。滑り試験の判定(滑り性判断)は、比較例4に対する比率が70%以下の場合に○(良好)とし、70%より大の場合に×(劣る)とした。
【0041】
表1の試験結果に示すように、クッション基材上でカットファイバーが交絡して裏基布が形成された実施例1〜9は、難燃性、仕上がり(皺の発生)、滑り性のいずれも合格または良好であった。また、裏基布を構成するカットファイバーがレーヨン100重量%からなる実施例1〜3、5、8、9は、カットファイバーがポリエステル100重量%からなる実施例7よりも難燃性が良好であった。
実施例10は、実施例1のリン系難燃剤を有するポリウレタン発泡体Aに対し、リン系難燃剤を含まないポリウレタン発泡体Bを用いたものであるが、この仕様においても難燃性は合格が確認され、その他の、仕上がり(皺の発生)、滑り性はいずれも良好であった。
【0042】
それに対して、スパンポンドからなる裏基布をフレームラミネートでクッション基材に接合した比較例1、予めウォータージェットで形成した不織布をフレームラミネートでクッション基材に接合した比較例2、トリコットからなる裏基布をフレームラミネートでクッション基材に接合した比較例3は、仕上がり(皺の発生)が×または△であった。また、裏基布が無い2層構造の比較例4については、仕上がりは○であったが難燃性が不合格であり、滑り性も×である。なお、裏基布が無い比較例4については、車両用内装材として立体縫製するのに、実際にミシンで縫製した結果、ミシン台での滑りが悪く、スムーズに縫製を行うことができなかった。また、比較例の難燃性については、裏基布の素材がレーヨンからなる比較例2は合格であったが、裏基布の素材がポリエステルからなる比較例1とポリアミド樹脂からなる比較例3は、何れも不合格であった。
【0043】
このように、本発明の車両用内装材は、車両用内装材の製造作業を簡略化できると共に、表面凹部の折れ皺の発生を抑え、しかも難燃性を向上させることができる。また、本発明の製造方法は、表面凹部の折れ皺の発生を抑え、しかも難燃性を向上させることができる車両用内装材を得ることができ、しかも製造作業を簡略化することができる。
【符号の説明】
【0044】
10 車両用内装材
11 表皮材
21 クッション基材
31 裏基布
【技術分野】
【0001】
本発明は、例えば車両用シートのカバー材等に用いられる車両用内装材とその製造方法に関する。
【背景技術】
【0002】
車両用シートのカバー材等に用いられる車両用内装材として、表皮材とクッション基材と裏基布の積層体からなるものがある(特許文献1)。また、裏基布としてカットファイバーをウォータージェット法で交絡して形成した不織布を、その後にクッション基材に積層したものがある(特許文献2、3、4)。
【0003】
しかしながら、前記の積層体からなる車両用内装材は、ウォータージェット法等によって予め形成した不織布を、裏基布としてクッション基材の片面に縫合、接着又は溶着(フレームラミネート)等によって接合して製造されているため、製造作業に手間取る問題がある。また、予め不織布を形成して積層するため、ウォータージェット加工において、前記不織布は従来と大きな変化はなく、目付量の少ない軽量な積層体を得ることは難しい。
さらに、裏基布を接着あるいは溶着によりクッション基材に接合する場合には、クッション基材と裏基布との間に接着剤層や溶融固化層が形成され、前記接着剤層や溶融固化層によって裏基布の伸びが妨げられる。車両用内装材は、立体裁断されて車両用シートの表面に沿う立体形状に縫製されるので車両用内装材の表面の凹部に折れ皺を生じ易く、美観が損なわれる問題がある。また、車両用内装材には、難燃性の向上が求められている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平8−238708号公報
【特許文献2】特開2001−341220号公報
【特許文献3】特開2010−36389号公報
【特許文献4】特開2010−149312号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は前記の点に鑑みなされたものであって、車両用内装材の製造作業を簡略化できると共に、車両用内装材における表面凹部の折れ皺の発生を抑え、しかも難燃性が良好な車両用内装材とその製造方法の提供を目的とする。
【課題を解決するための手段】
【0006】
請求項1の発明は、表皮材とクッション基材と裏基布の積層体からなる車両用内装材において、前記裏基布は、カットファイバーが前記クッション基材の表面で交絡し、かつ前記交絡時に前記クッション基材の表面と係合して形成された不織布からなり、前記係合により前記クッション基材と前記裏基布が接合されていることを特徴とする。
【0007】
請求項2の発明は、請求項1において、前記不織布は、前記カットファイバーが前記クッション基材の表面でウォータージェット法により交絡し、該交絡時に前記クッション基材の表面と係合したものであることを特徴とする。
【0008】
請求項3の発明は、請求項1または2において、前記クッション基材がポリウレタン発泡体からなることを特徴とする。
【0009】
請求項4の発明は、請求項1から3の何れか一項において、前記カットファイバーがレーヨンまたはコットンの何れかからなることを特徴とする。
【0010】
請求項5の発明は、請求項1から4の何れか一項において、前記カットファイバーに熱溶融繊維が混合されていることを特徴とする。
【0011】
請求項6の発明は、表皮材とクッション基材と裏基布の積層からなる車両用内装材の製造方法において、前記クッション基材の上面にカットファイバーを前記クッション基材の上面を覆うように配置し、ウォータージェット法により、前記カットファイバーを前記クッション基材の上面で交絡させると共に前記クッション基材の上面に係合させ、その後に乾燥させることにより、前記カットファイバーが交絡した不織布からなる前記裏基布を前記クッション基材の上面と係合した状態で形成し、その後、前記クッション基材における前記裏基布とは反対側の面に前記表皮材を積層することを特徴とする。
【0012】
請求項7の発明は、請求項6において、前記クッション基材がポリウレタン発泡体からなることを特徴とする。
【0013】
請求項8の発明は、請求項6または7において、前記カットファイバーがレーヨンまたはコットンの何れかからなることを特徴とする。
【0014】
請求項9の発明は、請求項6から8の何れか一項において、前記カットファイバーには熱溶融繊維が混合され、前記乾燥を加熱で行うことにより、前記交絡したカットファイバーに混合されている熱溶融繊維を溶融し、その後冷却することを特徴とする。
【発明の効果】
【0015】
請求項1及び2の発明によれば、裏基布を構成する不織布は、クッション基材の表面でカットファイバーが交絡して形成され、前記交絡時におけるカットファイバーとクッション基材表面との係合によりクッション基材と接合されたものであるため、クッション基材と裏基布を接合する接着剤層や溶融固化層が存在せず、接着剤層や溶融固化層による裏基布の伸びの低下が無く、軽量化も図れる。
裏基布を構成する不織布は目付量が低く、カットファイバーはクッション基材と接合しているもののカットファイバーどうしは接合されずにルーズに絡んだ状態となっている。そのため、車両用内装材は、シート形状に縫製された場合に、裏基布が伸ばされる表面の凹部形状部において折れ皺を生じ難くなり、仕上がり時の美観が良好となる。また、裏基布をクッション基材と一体に成形するため、不織布そのものの剛性、強度は、不織布を別部材として扱う場合にくらべ、低くてもよい。さらに、裏基布をクッション基材に接合する工程を別工程で行う必要がないため、車両用内装材の製造作業を簡略化できる。
【0016】
請求項3の発明によれば、クッション基材がポリウレタン発泡体からなるため、クッション性を良好とすることができ、さらにカットファイバーの交絡がクッション基材の表面でウォータージェット法により行われる際に、ポリウレタン発泡体に高圧水流が当たることでポリウレタン発泡体中の化学成分、特に難燃性の低下要因となるシリコ−ン整泡剤を洗い流すことができるので、車両用内装材の難燃性を向上させることができる。
【0017】
請求項4の発明によれば、カットファイバーに用いられるレーヨンまたはコットンからなるセルロース系の繊維は、ポリエステルやポリアミド樹脂等の化学繊維に比べ、燃焼挙動において、熱可塑性を示さないため、燃焼速度が遅く、結果、車両用内装材の難燃性(FMVSS−302試験)が向上する。さらに、レーヨンやコットンは燃焼すると炭化するため、燃焼により溶融して滴下することがなく、滴下物が新たな火種となる心配もない。
【0018】
請求項5の発明によれば、カットファイバーに熱溶融繊維が混合されているため、ウォータージェット法によるカットファイバー交絡後の加熱乾燥によって熱溶融繊維が溶融し、その後の冷却により固化してカットファイバー同士が熱溶融繊維によって部分的に結合するため、交絡したカットファイバー間の間隙を維持し、均一な裏基布が得られると共に、カットファイバー同士の部分的な結合により、十分な強度が得られる。
【0019】
請求項6の発明によれば、クッション基材と裏基布を接合する接着剤層や溶融固化層が存在せず、クッション基材と裏基布間の接着剤層や溶融固化層による裏基布の伸びの低下が無く、表面の凹部形状部において折れ皺を生じ難い車両用内装材を、裏基布の接合工程を別個に行うことなく、容易に製造することができる。
【0020】
請求項7の発明によれば、クッション基材の表面で行われるウォータージェット法によるカットファイバーの交絡時に、ポリウレタン発泡体に高圧水流が当たることでポリウレタン発泡体中の化学成分、特に難燃性の低下要因となるシリコ−ン整泡剤を洗い流すことができ、車両用内装材の難燃性を向上させることができる。
【0021】
請求項8の発明によれば、カットファイバーにレーヨンまたはコットンを用いることにより、車両用内装材の難燃性を向上させることができる。さらに、レーヨンやコットンは燃焼による溶融滴下がなく、滴下物が新たな火種となる心配もない。また、クッション基材にリン系の難燃剤を添加しなくても、難燃性を得ることができる。
【0022】
請求項9の発明によれば、交絡したカットファイバー同士が熱溶融繊維の溶融、固化によって部分的に結合しているため、交絡したカットファイバー間の間隙を維持し、均一な裏基布が得られると共に、カットファイバー同士の部分的な結合により、十分な強度が得られる。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係る車両用内装材の断面図である。
【図2】本発明の車両用内装材の製造装置の概略図である。
【図3】皺試験用治具の斜視図である。
【図4】皺試験用治具に試験片をセットした状態を示す斜視図である。
【発明を実施するための形態】
【0024】
以下、本発明の車両用内装材の実施形態とその製造方法の実施形態について説明する。
図1に示す実施形態の車両用内装材10は、表皮材11とクッション基材21と裏基布31が積層された三層構造の積層体からなり、縫製等により所定形状とされて車両用シートのカバー材等に用いられる。前記縫製時、前記裏基布31の存在によりミシンの台に対する滑りが良く、縫製をスムーズに行うことができる。
【0025】
表皮材11は、車両用内装材の用途に応じた適宜の材質からなり、例えば、織物、編物、皮革、合成樹脂シート材等を挙げることができる。前記表皮材11とクッション基材21の接合は、フレームラミネートによる溶着あるいは接着剤を用いる接着等によって行われる。
クッション基材21は、クッション性を有するものが用いられ、ポリエチレン発泡体、ポリウレタン発泡体等の合成樹脂発泡体が好適である。特に、ポリオール、発泡剤、触媒、整泡剤、ポリイソシアネートを含む発泡原料から形成されたポリウレタン発泡体は、軽量でかつ良好なクッション性を有するため、好ましいものである。
【0026】
裏基布31は、前記クッション基材21の表面でカットファイバーが交絡し、かつ前記交絡時に前記クッション基材21の表面に係合した不織布で構成されている。符号31aは前記裏基布31における前記クッション基材21との係合部分であり、図では概略的に示す。前記裏基布31を構成する不織布は、目付量10g/m2〜40g/m2が好ましい。前記カットファイバーは、短繊維からなり、繊維長が5mm〜50mm、繊維径が1.0デニール〜20デニール(番手では10番手〜70番手)のものが好ましい。また、カットファイバーの材質は、レーヨンまたはコットンが好ましい。レーヨンまたはコットンは、ポリエステルやポリアミド樹脂等の化学繊維に比べ、燃焼挙動において、炭化する傾向が高いため、燃焼速度が遅く、結果、車両用内装材の難燃性(FMVSS−302試験)が向上する。さらに、レーヨンやコットンは燃焼すると炭化するため、燃焼により溶融して滴下することがなく、滴下物が新たな火種となる心配もなく、車両用内装材の難燃性向上に好適である。
【0027】
前記カットファイバーには、熱溶融繊維を混合するのが好ましい。熱溶融繊維としては、80℃〜120℃で溶融するものが好ましく、PE(ポリエチレン)、EVA(エチレン−酢酸ビニル共重合樹脂)、EAA(エチレン−アクリル酸共重合樹脂)等のポリオレフィン系繊維が挙げられ、好ましくは、他カットファイバーとの結合性、及び、ポリウレタン発泡体との接着性に優れるEVAや、EAAが好ましい。好ましくはポリエステルステープルファイバーやチッソ(株)製ES繊維等がある。熱溶融繊維の繊維長は3mm〜50mm、繊維径が1.0デニール〜20デニール(番手では10番手〜70番手)の短繊維が好ましい。熱溶融繊維をカットファイバーに混合することにより、後述のウォータージェット法によりカットファイバーを交絡させた後の加熱乾燥工程で熱溶融繊維が溶融し、その後の冷却で熱溶融繊維が固化してカットファイバー同士を部分的に結合させることができるため、交絡したカットファイバー間の間隙を維持し、均一な裏基布が得られると共に、カットファイバー同士の部分的な結合により、十分な強度の裏基布が得られる。熱溶融繊維の含有量は、カットファイバー(溶融繊維を含む)100重量%中に、10〜40重量%が好ましい。熱溶融繊維の含有量が10重量%未満では、溶着による結合が不足し、裏基布の強度が低下するようになる。一方、熱溶融繊維の含有量が40重量%を超えると、車両用内装材の燃焼時に熱溶融線の溶融滴下を生じ、難燃効果が低下する。
【0028】
前記裏基布31は、前記クッション基材21の表面を覆うようにカットファイバーをクッション基材21の表面に所定量配置し、ニードルパンチ法、ウォータージェット法等、公知の物理的交絡方法によって前記カットファイバーを交絡させることにより形成される。クッション基材がポリウレタン発泡体からなる場合、ウォータージェット法は、ポリウレタン発泡体に高圧水流が当たることでポリウレタン発泡体中の化学成分、特に難燃性の低下要因となるシリコーン整泡剤を洗い流すことができ、車両用内装材の難燃性を向上させることができるため、好ましい交絡方法である。また、ニードルパンチに比べて、線径の細いカットファイバーを使用でき、ニードルパンチのように針を突き刺して交絡させるわけではないので、摩擦熱を生じることなく、少ない目付量で成形できることから、ウォータージェット法のほうが好ましい。前記交絡時にカットファイバーの一部が前記クッション基材21の表面に突き刺さって前記クッション基材21の表面と係合するため、形成された不織布からなる裏基布31は、前記係合によってクッション基材21に接合された状態となる。
【0029】
前記車両用内装材をウォータージェット法を用いて製造する方法について説明する。前記車両用内装材の製造方法は、カットファイバーの配置工程、交絡工程、乾燥冷却工程、表皮材積層工程とよりなる。
【0030】
図2に、カットファイバーの配置工程、交絡工程、乾燥冷却工程、表皮材積層工程を連続的に行う製造装置50の一実施形態を概略的に示す。
前記製造装置50は、前記ポリウレタン発泡体等からなるクッション基材21が巻かれたクッション基材ロール51と、前記クッション基材ロール51から前記クッション基材21を略水平な一方向へ供給するコンベア等の搬送装置53とを備え、前記クッション基材21の進行経路の上方側には、カットファイバー供給装置57と、ウォータージェット装置61及び乾燥装置63が、前記クッション基材21の進行方向に沿って順に設けられ、また前記クッション基材21の下方側には、前記乾燥装置63より先(進行方向)に、火炎バーナ−65と、前記表皮材11が巻かれた表皮材ロール66と、前記表皮材ロール66から供給される前記表皮材11を前記クッション基材21の下面に圧着する圧着ローラ67が、前記クッション基材21の進行方向に沿って順に設けられている。
【0031】
カットファイバーの配置工程では、前記搬送装置53により、前記クッション基材ロール51からクッション基材21を連続的に一方向へ供給し、前記クッション基材21の上面に、前記カットファイバー供給装置57からカットファイバー31Aを供給し、前記クッション基材の上面をカットファイバー31Aで覆う。前記カットファイバー供給装置57は、垂直に位置させた繊維束を1組のフィードローラーに供給し、固定刃と可動刃とからなる切断部に送って連続的に切断し、前記搬送装置53上に分散させるものである。前記クッション基材21の供給速度(搬送速度)は適宜決定されるが、一例として10〜30m/分を挙げる。前記カットファイバー31Aの内容は前記したとおりである。前記カットファイバー31Aには熱溶融繊維が所定量混合されるのが好ましい。前記クッション基材21への前記カットファイバー31Aの配置量(供給量)は、前記カットファイバー31Aの交絡で形成される前記不織布の目付量が10g/m2〜40g/m2となる量とするのが好ましい。
【0032】
交絡工程では、前記クッション基材21の上面のカットファイバー31Aに向けて、前記ウォータージェット装置61から高圧水(ジェット水流)を当てて前記カットファイバー31Aを前記クッション基材21の上面で交絡させ、その際に前記カットファイバー31Aの一部を前記クッション基材21の上面に突き刺して係合させる。これによって、前記クッション基材21の上面には、カットファイバー31Aが交絡して前記クッション基材21と係合した不織布31Bを形成する。前記不織布31Bは、前記カットファイバー31Aによる前記クッション基材21との係合によって、前記クッション基材21と接合されて一体化している。前記ウォータージェット装置61は、公知のウォーターエンタングル機である。ジェットノズルは0.05mm/0.5mmの直径のノズルが適当であり、ジェットの水圧は25kg/cm2〜150kg/cm2が適切である。
【0033】
乾燥冷却工程では、前記クッション基材21の上面に形成された不織布31Bを、ヒータ等の加熱手段からなる乾燥装置63によって、例えば100〜170℃に加熱して乾燥させ、また、前記カットファイバー31Aに熱溶融繊維が混合されている場合には熱溶融繊維を溶融させ、交絡している前記不織布31Bのカットファイバー同士を部分的に溶着させる。前記乾燥装置63を通過後、前記不織布31Bを自然冷却し、前記カットファイバーに熱溶融繊維が含まれている場合には、前記不織布31Bにおけるカットファイバー同士を溶着している熱溶融繊維を固化させ、前記カットファイバーを部分的に結合させる。これにより、前記クッション基材21の上面と係合した不織布からなる前記裏基布31を前記クッション基材21の上面に形成する。
【0034】
表皮材積層工程では、前記裏基布31が上面に形成されたクッション基材21の下面に前記火炎バーナー65の火炎(800〜1000℃)を当てて、前記クッション基材21の下面を溶融し、次に前記表皮材ロール66から供給される表皮材11を前記クッション基材21の溶融下面に圧着して前記表皮材11をクッション基材21の下面に接合し、前記車両用内装材10を連続的に形成する。前記表皮材11の内容は、前記のとおりであり、また前記火炎によるクッション基材と表皮材の接合は、フレームラミネートと称される公知の接合方法である。連続的に形成された前記車両用内装材10は、その後、所定寸法に裁断され、さらに縫製によって所定形状にされる。なお、本発明の製造方法は前記のような連続的な製造に限られず、一個ずつ製造する場合も含まれる。また、前記表皮材とクッション基材の接合はフレームラミネートによるものに限られず、接着剤による接着等、他の接合方法でもよい。
【実施例】
【0035】
表1に示す実施例及び比較例を製造した。各実施例及び比較例における表皮材は、実施例2以外は、何れもポリエステルからなる織物であり、実施例2は、ポリエステルからなる編物(トリコット)である。クッション基材は、実施例1〜8では密度20kg/m3のポリウレタン発泡体A(リン系難燃剤有)、品番EL−67F、(株)イノアックコーポレーション製を用い、実施例9については、密度30kg/m3のポリエチレン発泡体、品番RP300S、(株)イノアックコーポレーション製を用い、実施例10については、密度24kg/m3のポリウレタン発泡体B(リン系難燃剤無)、品番EL−62、(株)イノアックコーポレーション製を用いた。裏基布は、実施例1〜7及び9,10については、表1の裏基布欄に示すカットファイバー(レーヨン等)をウォーターエンタングル機を用い、ジェットノズルの直径を0.05mm/0.5mm、ジェットの水圧を50kg/cm2としてクッション基材の表面で交絡させることにより形成した。一方、実施例8については、表1に示すカットファイバーをクッション基材表面でニードルパンチにより交絡させることにより形成した。また、実施例6はカットファイバーが、レーヨン80重量%と熱溶融繊維としてEVA繊維20重量%の混合品からなるものである。使用した各カットファイバーは、繊維長30mm、繊維径2デニールの短繊維である。なお、実施例1〜7及び9については、図2に示した製造装置を用いた。実施例8については、図2のウォータージェット装置61に代えてニードルパンチ装置を配置して製造した。また、搬送速度は20m/分、乾燥装置の温度は120℃、火炎バーナ−の火炎温度は900℃である。
【0036】
一方、比較例1は裏基布をポリエステル100%のスパンポンド不織布とした例、比較例2は、予めウォータージェット法によって形成した裏基布を、クッション基材の片面にフレームラミネートにより接合した例である。比較例3は、裏基布として、ポリアミド樹脂繊維のトリコットを用い、フレームラミネートで裏基布と表皮材をクッション基材に接合した例である。比較例4は、表皮材とクッション基材のみからなる例である。なお、比較例1〜4における表皮材における表皮材とクッション基材の接合はフレームラミネートによって行った。
【0037】
【表1】
【0038】
実施例1〜10及び比較例1〜4に対して、難燃性試験、仕上がり試験、滑り試験を行った。試験結果を表1の下部に示す。
難燃性試験は、FMVSS−302の燃焼試験に順じて行った。試験片は表皮材が下となるようにセットして燃焼試験を行い、縦方向(加工方向)と横方向(幅方向)についてそれぞれ燃焼速度(mm/min)を測定した。表1に示す燃焼速度は、縦方向(加工方向)と横方向(幅方向)の燃焼速度の最大値である。難燃性試験では燃焼速度の遅い(速度が小さい)方が難燃性に優れる。難燃性の判定(難燃性判断)は、燃焼速度の最大値が100mm/minを超える場合に不合格とし、100mm/min以下の場合に合格とした。
【0039】
仕上がり試験は、図3に示す凹形状のRを持つ皺試験用治具71を、半径Rを異ならせて複数用意し、半径Rの大きい皺試験用治具71から順に、図4に示すように試験片80を表皮材81が上向きとなるようにしてセットし、表皮材81に折れ皺が発生する皺試験用治具71の半径Rを記録した。その際、試験片80は、縦方向(加工方向)を皺試験用治具71における凹部の周方向に沿ってセットし、凹部の内面に沿わせて湾曲させた。仕上がり試験では、試験片80の表皮材81に、できるだけ小さい半径Rまで折れ皺が発生しない方が有利である。なぜなら、積層体からなる車両用内装材における表皮材の折れ皺は、アッシー後の皺等に大きな悪影響を及ぼすからである。仕上がり判定(仕上がり性判断)は、折れ皺を生じた半径Rの値が70mm以下の場合に○(良好)、70mmより大で100mm以下の場合に△(やや劣る)、100mmより大の場合に×(劣る)とした。
【0040】
滑り試験は、裏基布の滑り性をJISK7125に準じて行い、化粧板に対する試験片の裏基布側における滑り性を測定した。試験結果は、織物からなる表皮材とポリウレタン発泡体からなるクッション基材との2層構造からなる比較例4(裏基布が無い例)の滑り試験結果により得られた摩擦力(N)の値を100%とした時の各実施例及び比較例の測定結果の摩擦力(N)の比率で表した。滑り試験結果は数値(比率)の値が低い方が滑り性に優れる(滑り抵抗が小さい)。滑り試験の判定(滑り性判断)は、比較例4に対する比率が70%以下の場合に○(良好)とし、70%より大の場合に×(劣る)とした。
【0041】
表1の試験結果に示すように、クッション基材上でカットファイバーが交絡して裏基布が形成された実施例1〜9は、難燃性、仕上がり(皺の発生)、滑り性のいずれも合格または良好であった。また、裏基布を構成するカットファイバーがレーヨン100重量%からなる実施例1〜3、5、8、9は、カットファイバーがポリエステル100重量%からなる実施例7よりも難燃性が良好であった。
実施例10は、実施例1のリン系難燃剤を有するポリウレタン発泡体Aに対し、リン系難燃剤を含まないポリウレタン発泡体Bを用いたものであるが、この仕様においても難燃性は合格が確認され、その他の、仕上がり(皺の発生)、滑り性はいずれも良好であった。
【0042】
それに対して、スパンポンドからなる裏基布をフレームラミネートでクッション基材に接合した比較例1、予めウォータージェットで形成した不織布をフレームラミネートでクッション基材に接合した比較例2、トリコットからなる裏基布をフレームラミネートでクッション基材に接合した比較例3は、仕上がり(皺の発生)が×または△であった。また、裏基布が無い2層構造の比較例4については、仕上がりは○であったが難燃性が不合格であり、滑り性も×である。なお、裏基布が無い比較例4については、車両用内装材として立体縫製するのに、実際にミシンで縫製した結果、ミシン台での滑りが悪く、スムーズに縫製を行うことができなかった。また、比較例の難燃性については、裏基布の素材がレーヨンからなる比較例2は合格であったが、裏基布の素材がポリエステルからなる比較例1とポリアミド樹脂からなる比較例3は、何れも不合格であった。
【0043】
このように、本発明の車両用内装材は、車両用内装材の製造作業を簡略化できると共に、表面凹部の折れ皺の発生を抑え、しかも難燃性を向上させることができる。また、本発明の製造方法は、表面凹部の折れ皺の発生を抑え、しかも難燃性を向上させることができる車両用内装材を得ることができ、しかも製造作業を簡略化することができる。
【符号の説明】
【0044】
10 車両用内装材
11 表皮材
21 クッション基材
31 裏基布
【特許請求の範囲】
【請求項1】
表皮材とクッション基材と裏基布の積層体からなる車両用内装材において、
前記裏基布は、カットファイバーが前記クッション基材の表面で交絡し、かつ前記交絡時に前記クッション基材の表面と係合して形成された不織布からなり、
前記係合により前記クッション基材と前記裏基布が接合されていることを特徴とする車両用内装材。
【請求項2】
前記不織布は、前記カットファイバーが前記クッション基材の表面でウォータージェット法により交絡し、該交絡時に前記クッション基材の表面と係合したものであることを特徴とする請求項1に記載の車両用内装材。
【請求項3】
前記クッション基材がポリウレタン発泡体からなることを特徴とする請求項1または2に記載の車両用内装材。
【請求項4】
前記カットファイバーがレーヨンまたはコットンの何れかからなることを特徴とする請求項1から3の何れか一項に記載の車両用内装材。
【請求項5】
前記カットファイバーに熱溶融繊維が混合されていることを特徴とする請求項1から4の何れか一項に記載の車両用内装材。
【請求項6】
表皮材とクッション基材と裏基布の積層からなる車両用内装材の製造方法において、
前記クッション基材の上面にカットファイバーを前記クッション基材の上面を覆うように配置し、
ウォータージェット法により、前記カットファイバーを前記クッション基材の上面で交絡させると共に前記クッション基材の上面に係合させ、その後に乾燥させることにより、前記カットファイバーが交絡した不織布からなる前記裏基布を前記クッション基材の上面と係合した状態で形成し、
その後、前記クッション基材における前記裏基布とは反対側の面に前記表皮材を積層することを特徴とする車両用内装材の製造方法。
【請求項7】
前記クッション基材がポリウレタン発泡体からなることを特徴とする請求項6に記載の車両用内装材の製造方法。
【請求項8】
前記カットファイバーがレーヨンまたはコットンの何れかからなることを特徴とする請求項6または7に記載の車両用内装材。
【請求項9】
前記カットファイバーには熱溶融繊維が混合され、
前記乾燥を加熱で行うことにより、前記交絡したカットファイバーに混合されている熱溶融繊維を溶融し、その後冷却することを特徴とする請求項6から8の何れか一項に記載の車両用内装材。
【請求項1】
表皮材とクッション基材と裏基布の積層体からなる車両用内装材において、
前記裏基布は、カットファイバーが前記クッション基材の表面で交絡し、かつ前記交絡時に前記クッション基材の表面と係合して形成された不織布からなり、
前記係合により前記クッション基材と前記裏基布が接合されていることを特徴とする車両用内装材。
【請求項2】
前記不織布は、前記カットファイバーが前記クッション基材の表面でウォータージェット法により交絡し、該交絡時に前記クッション基材の表面と係合したものであることを特徴とする請求項1に記載の車両用内装材。
【請求項3】
前記クッション基材がポリウレタン発泡体からなることを特徴とする請求項1または2に記載の車両用内装材。
【請求項4】
前記カットファイバーがレーヨンまたはコットンの何れかからなることを特徴とする請求項1から3の何れか一項に記載の車両用内装材。
【請求項5】
前記カットファイバーに熱溶融繊維が混合されていることを特徴とする請求項1から4の何れか一項に記載の車両用内装材。
【請求項6】
表皮材とクッション基材と裏基布の積層からなる車両用内装材の製造方法において、
前記クッション基材の上面にカットファイバーを前記クッション基材の上面を覆うように配置し、
ウォータージェット法により、前記カットファイバーを前記クッション基材の上面で交絡させると共に前記クッション基材の上面に係合させ、その後に乾燥させることにより、前記カットファイバーが交絡した不織布からなる前記裏基布を前記クッション基材の上面と係合した状態で形成し、
その後、前記クッション基材における前記裏基布とは反対側の面に前記表皮材を積層することを特徴とする車両用内装材の製造方法。
【請求項7】
前記クッション基材がポリウレタン発泡体からなることを特徴とする請求項6に記載の車両用内装材の製造方法。
【請求項8】
前記カットファイバーがレーヨンまたはコットンの何れかからなることを特徴とする請求項6または7に記載の車両用内装材。
【請求項9】
前記カットファイバーには熱溶融繊維が混合され、
前記乾燥を加熱で行うことにより、前記交絡したカットファイバーに混合されている熱溶融繊維を溶融し、その後冷却することを特徴とする請求項6から8の何れか一項に記載の車両用内装材。
【図1】

【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−165798(P2012−165798A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−26914(P2011−26914)
【出願日】平成23年2月10日(2011.2.10)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月10日(2011.2.10)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【Fターム(参考)】
[ Back to top ]