
車両用内装部品
【課題】加飾表皮の周縁端末の処理に要する工数を低減し、併せて、製造時のライン編成を短縮することができる車両用内装部品を提供する。
【解決手段】車両用内装部品である中接部材12の芯材13は、芯材の裏面に溝形状からなる巻き込み部16を備え、加飾表皮17の周縁端末17aを巻き込み部16に木目込み処理して固定している。これにより、加飾表皮17の周縁端末17aを芯材13の裏面に接着固定せずに、その周縁端末17aを処理することができる。そのため、接着材の塗布工程が不要となるため、乾燥工程や、塗布工程におけるマスキングを施す必要もない。
【解決手段】車両用内装部品である中接部材12の芯材13は、芯材の裏面に溝形状からなる巻き込み部16を備え、加飾表皮17の周縁端末17aを巻き込み部16に木目込み処理して固定している。これにより、加飾表皮17の周縁端末17aを芯材13の裏面に接着固定せずに、その周縁端末17aを処理することができる。そのため、接着材の塗布工程が不要となるため、乾燥工程や、塗布工程におけるマスキングを施す必要もない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両用内装部品に関する。
【背景技術】
【0002】
従来より、インテリアの装飾性を高めるため、車両用内装部品(例えばサイドドアのドアトリム)について、布地シートといった加飾表皮を芯材に貼着して仕上げる手法が知られている(例えば特許文献1参照)。
【0003】
このような内装部品を製造する場合には、まず、一般部、すなわち、芯材の表面(意匠面)又は加飾表皮の対応する領域に接着材を塗布し、これを乾燥させた後に、圧着処理することにより芯材と加飾表皮とを接着する。また、加飾表皮は芯材の表面サイズに対して一回り程度大きなサイズを備えており、加飾表皮の周縁端末は、芯材の裏面側へと巻き込まれることにより処理される。具体的には、芯材周縁領域の裏面又は加飾表皮の周縁端末における裏面に接着材を塗布し、これを乾燥させる。その後、手作業又は巻き込み機により、加飾表皮の周縁端末は芯材の裏面に沿って折り返されて接着される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−668号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来手法では、加飾表皮の周縁端末を処理する際に、加飾表皮の周縁端末を芯材の裏面に接着固定するために、接着材の塗布工程が必要となり、また、初期タックを上げるために乾燥工程が必要となる。さらに、接着材の塗布工程では、必要に応じて、マスキングを施す必要もある。そのため、加飾表皮の周縁端末に対する処理工数が増加するという問題がある。また、これらの工程を実現するために、製造時のライン編成が長くなるという不都合も招いてしまう。
【0006】
本発明はかかる事情に鑑みてなされたものであり、その目的は、加飾表皮の周縁端末の処理に要する工数を低減し、併せて、製造時のライン編成を短縮することができる車両用内装部品を提供することである。
【課題を解決するための手段】
【0007】
かかる課題を解決するために、本発明は、芯材と、前記芯材の表面に接着固定される表皮とを備え、前記芯材は、前記芯材の裏面に溝形状からなる巻き込み部を備え、前記表皮の周縁端末を前記巻き込み部に木目込み処理して固定することを特徴とする車両用内装部品を提供する。
【0008】
ここで、本発明において、芯材は、一体成形されたフランジを周縁部に備えることが好ましい。この場合、巻き込み部は、前記フランジとその内側に一体成型されたリブとの間隙により構成される、又は、前記フランジの内側に位置する一対のリブの間隙により構成されることが望ましい。
【発明の効果】
【0009】
本発明によれば、表皮の周縁端末を芯材の裏面に接着固定せずに、その周縁端末を処理することができる。これにより、接着材の塗布工程が不要となるため、乾燥工程や、塗布工程におけるマスキングを施す必要もない。これにより、加飾表皮の周縁端末の処理に要する工数を低減し、併せて、製造時のライン編成を短縮することができる。
【図面の簡単な説明】
【0010】
【図1】車両用内装部品としてのドアトリムが適用された車両のサイドドアを模式的に示す側面図
【図2】図1に示すドアトリムのAA断面図
【図3】中接部材の製造工程を示す模式図
【図4】中接部材の製造工程を示す模式図
【図5】第2の実施形態にかかる巻き込み部の構成を模試的に示す説明図
【発明を実施するための形態】
【0011】
(第1の実施形態)
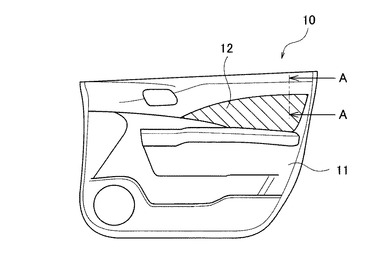
図1は、車両用内装部品としてのドアトリム10が適用された車両のサイドドアを模式的に示す側面図であり、図2は、図1に示すドアトリム10のAA断面図である。サイドドアのドアインナパネル(図示せず)は、車室の側壁パネルの一部を構成し、その側面にはトリム材としてのドアトリム10が装着されている。
【0012】
ドアトリム10の主要部をなすドアトリム本体11は、保形性並びにドアパネルへの取付剛性を備えた樹脂芯材の表面に表皮を貼り合わせて構成されている。例えば、樹脂芯材としては、タルクを混入したポリプロピレン系樹脂を使用することができ、この素材がプレス成形若しくはモールドプレス成形工法により所要形状に成形され、樹脂芯材の成形時に表皮が一体貼着される。表皮としては、TPO(サーモプラスチックオレフィン)シートを使用することができる。
【0013】
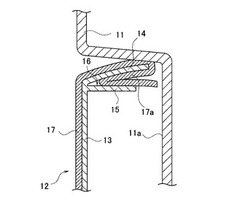
ドアトリム本体11の表面略中央部には、加飾を目的とした中接部材12が装着されている。中接部材12は、芯材13の表面に加飾表皮17を貼り合わせて構成されている。
【0014】
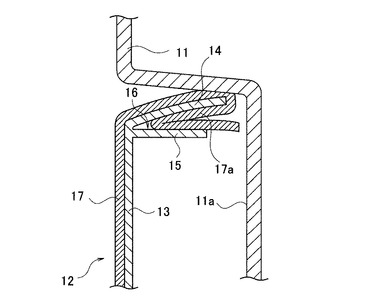
芯材13としては、樹脂や木質繊維板等を使用することができる。芯材13は、車室側に露出する表面(意匠面)が所望の形状・模様等に形成されており、その周縁部には、フランジ14が一体成形されている。このフランジ14は、ドアインナパネル側に向けて突出して、ドアトリム本体11の組み付け部11aに近接若しくは当接している。
【0015】
また、芯材13の裏面において、フランジ14の内側には、フランジ14との間に所定の距離を隔てて起立するリブ15が一体成形されている。リブ15は、周方向に沿ってフランジ14と対応して形成されており、フランジ14とリブ15との間隙により、溝形状の巻き込み部16が形成される。巻き込み部16における溝幅、すなわち、フランジ14とリブ15との間隙は、例えば1.0mm〜2.5mmの範囲で設定されている。
【0016】
加飾表皮17としては、ドアトリム本体11の表皮に対して外観上のアクセント効果を付与するため、クロス等の布地シートを用いることができる。加飾表皮17は、芯材13の表面又は加飾表皮17の対応領域に塗布された接着材により、芯材13の表面に接着固定されている。この加飾表皮17は、芯材13の表面サイズよりも一回り程度大きなサイズに形成されており、その周縁端末17aは、芯材13の裏面へと巻き込まれることにより処理される。具体的には、周縁端末17aは、フランジ14に沿って芯材13の裏面側へと折り返された上で、溝形状の巻き込み部16に木目込み処理(圧入)して固定されている。なお、前述の巻き込み部16における溝幅は、加飾表皮17の厚さ等を考慮して、巻き込み部16に加飾表皮17を保持することができる程度の値が、前述の範囲で決定される。
【0017】
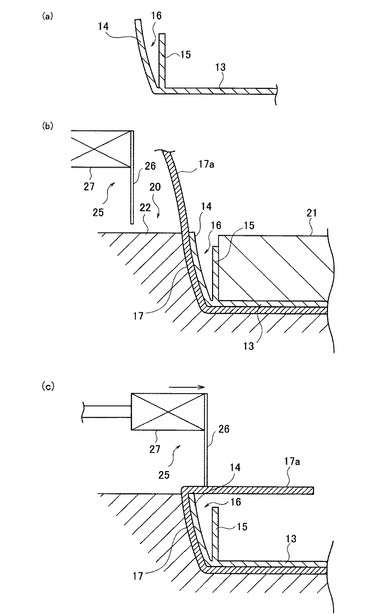
以下、図3,4を参照し、中接部材12の製造工程を説明する。まず、プレス成形若しくはモールドプレス成形工法により、所定の意匠面とともに、その裏面側にフランジ14とリブ15とによって形成される溝形状の巻き込み部16を備える芯材13を作成する(図3(a))。
【0018】
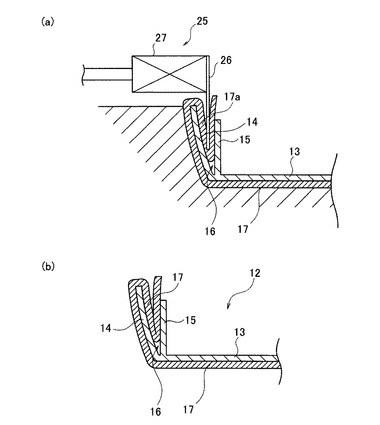
つぎに、圧着装置20により、一般部、すなわち、芯材13の表面と加飾表皮17との圧着を行う。ここで、圧着装置20は、芯材13をセットする加圧治具21と、加飾表皮17をセットする受け治具22とを主体に構成されている。また、この圧着装置20には、受け治具22の外周に設けられ、加飾表皮17の周縁端末17aを芯材13の巻き込み部16に木目込み処理する木目込み装置25が併設されている。この木目込み装置25は、加飾表皮17の周縁端末17aを木目込み処理する木目込みバー26と、木目込みバー26を駆動させる駆動部27とから構成されている。
【0019】
一般部の圧着では、芯材13の表面又はこれに対応する加飾表皮17の領域に接着材を塗布し、乾燥させた後、受け治具22と加圧治具21とにより、芯材13の表面と加飾表皮17との圧着を行う(図3(b))。
【0020】
つぎに、駆動部27が動作することにより、木目込みバー26が水平方向(加圧治具21の加圧方向と略直行する方向)にスライド移動する。この移動に伴い、加飾表皮17の周縁端末17aが、芯材13の裏面側へと折り返される(図3(c))。
【0021】
木目込みバー26が芯材13の巻き込み部16と対応する位置までスライド移動すると、つぎに、この木目込みバー26が下降する。この下降動作にともない、木目込みバー26が、加飾表皮17の周縁端末17aを所定の力で押し下げることにより、これを折り畳みながらフランジ14及びリブ15の間に圧入する(図4(a))。
【0022】
そして、木目込みバー26が上昇し、これが取り除かれる。これにより、加飾表皮17の周縁端末17aは、巻き込み部16に木目込み処理して固定された状態となる(図4(b))。なお、巻き込み部16により加飾表皮17を適切に保持するために、巻き込み部16に圧入された周縁端末17aが折り畳まれて2枚重ねとなるように、周縁端末17aの長さ(折りしろ)を設定しておくことが好ましい。
【0023】
このようにして製造された中接部材12は、ドアトリム本体11の組み付け部11aに組み付けられる(図2参照)。
【0024】
このように本実施形態において、車両用内装部品である中接部材12の芯材13は、芯材の裏面に溝形状からなる巻き込み部16を備え、加飾表皮17の周縁端末17aを巻き込み部16に木目込み処理して固定している。
【0025】
かかる構成によれば、加飾表皮17の周縁端末17aを芯材13の裏面に接着固定せずに、その周縁端末17aを処理することができる。これにより、接着材の塗布工程が不要となるため、乾燥工程や、塗布工程におけるマスキングを施す必要もない。これにより、加飾表皮の周縁端末の処理に要する工数を低減し、併せて、製造時のライン編成を短縮することができる。
【0026】
また、本実施形態によれば、木目込み処理は、一般部への圧着処理後に実行してもよいが、その処理と同時に実行することもできる。これにより、同一のタイミングで処理が併存することにより、ライン編成の短縮を図ることができるとともに、生産性の向上を図ることができる。
【0027】
さらに、中接部材12をドアトリム本体11に組み付けた後は、中接部材12の周囲はドアトリム本体11によって挟持されることとなる。そのため、仮に、巻き込み部16が加飾表皮17の周縁端末17aが抜け落ちたとしても、周辺端末17aが表面側へと現れることはない。したがって、加飾表皮17の周縁端末17aを巻き込み部16に対して圧入するだけで足り、接着の必要はない。
【0028】
なお、本実施形態では、加飾表皮17の周縁端末17aを巻き込み部16に木目込み処理するのみであるが、アームレストのように内装部品の性質によっては、接着が必要の場合がある。この場合には、必要に応じて、巻き込み部16内に接着材を塗布することも可能である。
【0029】
また、本実施形態において、巻き込み部16は、フランジ14とその内側に一体成型されたリブ15との間隙により構成されている。
【0030】
かかる構成によれば、芯材13が備えるフランジ14を利用することで、巻き込み部16を容易に実現することができる。
【0031】
(第2の実施形態)
図5は、第2の実施形態にかかる巻き込み部16の構成を模式的に示す説明図である。第2の実施形態にかかるドアトリム10が、第1の実施形態のそれと相違する点は、中接部材12における巻き込み部16の形態である。第1の実施形態と重複する点については記載を省略することとし、以下相違点を中心に説明を行う。
【0032】
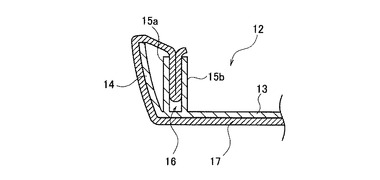
本実施形態において、フランジ14の内側には、それぞれが所定の距離を隔てて起立する一対のリブ15a,15bが一体成形されている。各リブ15a,15bは、周方向に沿ってフランジ14と対応して形成されている。一対のリブ15a,15bの間隙により、芯材13の裏面側に、溝形状の巻き込み部16が形成される。巻き込み部16における溝幅、すなわち、一対のリブ15a,15bの間隙は、加飾表皮17の厚さ等を考慮して、例えば1.0mm〜2.5mmの範囲で設定されている。
【0033】
このように本実施形態において、巻き込み部16は、フランジ14の内側に位置する一対のリブ15b,15bの間隙により構成されている。
【0034】
かかる構成によれば、芯材13が備えるフランジ14の形状に係わらず、巻き込み部16を形成することができるので、加飾表皮17の周縁端末17aを圧入して保持するに適した巻き込み部16を構成することができる。
【0035】
以上、本発明の実施形態にかかる自動車用内装部品について説明したが、本発明は上述した実施形態に限定されることなく、その発明の範囲内において種々の変形が可能であることはいうまでもない。例えば、自動車用内装部品としては、ドアトリムに取り付けられる中接部材の他、ドアトリム本体であってもよく、センターピラーガーニッシュや、フロントピラーガーニッシュ、リヤピラーガーニッシュ、アームレスト等の種々の部品に適用することができる。また、布地シートといった加飾表皮以外にも、種々の表皮について適用することができる。
【符号の説明】
【0036】
10 ドアトリム
11 ドアトリム本体
11a 組み付け部
12 中接部材
13 芯材
14 フランジ
15 リブ
16 巻き込み部
17 加飾表皮
17a 周縁端末
20 圧着装置
21 加圧治具
22 受け治具
25 木目込み装置
26 木目込みバー
27 駆動部
【技術分野】
【0001】
本発明は、車両用内装部品に関する。
【背景技術】
【0002】
従来より、インテリアの装飾性を高めるため、車両用内装部品(例えばサイドドアのドアトリム)について、布地シートといった加飾表皮を芯材に貼着して仕上げる手法が知られている(例えば特許文献1参照)。
【0003】
このような内装部品を製造する場合には、まず、一般部、すなわち、芯材の表面(意匠面)又は加飾表皮の対応する領域に接着材を塗布し、これを乾燥させた後に、圧着処理することにより芯材と加飾表皮とを接着する。また、加飾表皮は芯材の表面サイズに対して一回り程度大きなサイズを備えており、加飾表皮の周縁端末は、芯材の裏面側へと巻き込まれることにより処理される。具体的には、芯材周縁領域の裏面又は加飾表皮の周縁端末における裏面に接着材を塗布し、これを乾燥させる。その後、手作業又は巻き込み機により、加飾表皮の周縁端末は芯材の裏面に沿って折り返されて接着される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−668号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来手法では、加飾表皮の周縁端末を処理する際に、加飾表皮の周縁端末を芯材の裏面に接着固定するために、接着材の塗布工程が必要となり、また、初期タックを上げるために乾燥工程が必要となる。さらに、接着材の塗布工程では、必要に応じて、マスキングを施す必要もある。そのため、加飾表皮の周縁端末に対する処理工数が増加するという問題がある。また、これらの工程を実現するために、製造時のライン編成が長くなるという不都合も招いてしまう。
【0006】
本発明はかかる事情に鑑みてなされたものであり、その目的は、加飾表皮の周縁端末の処理に要する工数を低減し、併せて、製造時のライン編成を短縮することができる車両用内装部品を提供することである。
【課題を解決するための手段】
【0007】
かかる課題を解決するために、本発明は、芯材と、前記芯材の表面に接着固定される表皮とを備え、前記芯材は、前記芯材の裏面に溝形状からなる巻き込み部を備え、前記表皮の周縁端末を前記巻き込み部に木目込み処理して固定することを特徴とする車両用内装部品を提供する。
【0008】
ここで、本発明において、芯材は、一体成形されたフランジを周縁部に備えることが好ましい。この場合、巻き込み部は、前記フランジとその内側に一体成型されたリブとの間隙により構成される、又は、前記フランジの内側に位置する一対のリブの間隙により構成されることが望ましい。
【発明の効果】
【0009】
本発明によれば、表皮の周縁端末を芯材の裏面に接着固定せずに、その周縁端末を処理することができる。これにより、接着材の塗布工程が不要となるため、乾燥工程や、塗布工程におけるマスキングを施す必要もない。これにより、加飾表皮の周縁端末の処理に要する工数を低減し、併せて、製造時のライン編成を短縮することができる。
【図面の簡単な説明】
【0010】
【図1】車両用内装部品としてのドアトリムが適用された車両のサイドドアを模式的に示す側面図
【図2】図1に示すドアトリムのAA断面図
【図3】中接部材の製造工程を示す模式図
【図4】中接部材の製造工程を示す模式図
【図5】第2の実施形態にかかる巻き込み部の構成を模試的に示す説明図
【発明を実施するための形態】
【0011】
(第1の実施形態)
図1は、車両用内装部品としてのドアトリム10が適用された車両のサイドドアを模式的に示す側面図であり、図2は、図1に示すドアトリム10のAA断面図である。サイドドアのドアインナパネル(図示せず)は、車室の側壁パネルの一部を構成し、その側面にはトリム材としてのドアトリム10が装着されている。
【0012】
ドアトリム10の主要部をなすドアトリム本体11は、保形性並びにドアパネルへの取付剛性を備えた樹脂芯材の表面に表皮を貼り合わせて構成されている。例えば、樹脂芯材としては、タルクを混入したポリプロピレン系樹脂を使用することができ、この素材がプレス成形若しくはモールドプレス成形工法により所要形状に成形され、樹脂芯材の成形時に表皮が一体貼着される。表皮としては、TPO(サーモプラスチックオレフィン)シートを使用することができる。
【0013】
ドアトリム本体11の表面略中央部には、加飾を目的とした中接部材12が装着されている。中接部材12は、芯材13の表面に加飾表皮17を貼り合わせて構成されている。
【0014】
芯材13としては、樹脂や木質繊維板等を使用することができる。芯材13は、車室側に露出する表面(意匠面)が所望の形状・模様等に形成されており、その周縁部には、フランジ14が一体成形されている。このフランジ14は、ドアインナパネル側に向けて突出して、ドアトリム本体11の組み付け部11aに近接若しくは当接している。
【0015】
また、芯材13の裏面において、フランジ14の内側には、フランジ14との間に所定の距離を隔てて起立するリブ15が一体成形されている。リブ15は、周方向に沿ってフランジ14と対応して形成されており、フランジ14とリブ15との間隙により、溝形状の巻き込み部16が形成される。巻き込み部16における溝幅、すなわち、フランジ14とリブ15との間隙は、例えば1.0mm〜2.5mmの範囲で設定されている。
【0016】
加飾表皮17としては、ドアトリム本体11の表皮に対して外観上のアクセント効果を付与するため、クロス等の布地シートを用いることができる。加飾表皮17は、芯材13の表面又は加飾表皮17の対応領域に塗布された接着材により、芯材13の表面に接着固定されている。この加飾表皮17は、芯材13の表面サイズよりも一回り程度大きなサイズに形成されており、その周縁端末17aは、芯材13の裏面へと巻き込まれることにより処理される。具体的には、周縁端末17aは、フランジ14に沿って芯材13の裏面側へと折り返された上で、溝形状の巻き込み部16に木目込み処理(圧入)して固定されている。なお、前述の巻き込み部16における溝幅は、加飾表皮17の厚さ等を考慮して、巻き込み部16に加飾表皮17を保持することができる程度の値が、前述の範囲で決定される。
【0017】
以下、図3,4を参照し、中接部材12の製造工程を説明する。まず、プレス成形若しくはモールドプレス成形工法により、所定の意匠面とともに、その裏面側にフランジ14とリブ15とによって形成される溝形状の巻き込み部16を備える芯材13を作成する(図3(a))。
【0018】
つぎに、圧着装置20により、一般部、すなわち、芯材13の表面と加飾表皮17との圧着を行う。ここで、圧着装置20は、芯材13をセットする加圧治具21と、加飾表皮17をセットする受け治具22とを主体に構成されている。また、この圧着装置20には、受け治具22の外周に設けられ、加飾表皮17の周縁端末17aを芯材13の巻き込み部16に木目込み処理する木目込み装置25が併設されている。この木目込み装置25は、加飾表皮17の周縁端末17aを木目込み処理する木目込みバー26と、木目込みバー26を駆動させる駆動部27とから構成されている。
【0019】
一般部の圧着では、芯材13の表面又はこれに対応する加飾表皮17の領域に接着材を塗布し、乾燥させた後、受け治具22と加圧治具21とにより、芯材13の表面と加飾表皮17との圧着を行う(図3(b))。
【0020】
つぎに、駆動部27が動作することにより、木目込みバー26が水平方向(加圧治具21の加圧方向と略直行する方向)にスライド移動する。この移動に伴い、加飾表皮17の周縁端末17aが、芯材13の裏面側へと折り返される(図3(c))。
【0021】
木目込みバー26が芯材13の巻き込み部16と対応する位置までスライド移動すると、つぎに、この木目込みバー26が下降する。この下降動作にともない、木目込みバー26が、加飾表皮17の周縁端末17aを所定の力で押し下げることにより、これを折り畳みながらフランジ14及びリブ15の間に圧入する(図4(a))。
【0022】
そして、木目込みバー26が上昇し、これが取り除かれる。これにより、加飾表皮17の周縁端末17aは、巻き込み部16に木目込み処理して固定された状態となる(図4(b))。なお、巻き込み部16により加飾表皮17を適切に保持するために、巻き込み部16に圧入された周縁端末17aが折り畳まれて2枚重ねとなるように、周縁端末17aの長さ(折りしろ)を設定しておくことが好ましい。
【0023】
このようにして製造された中接部材12は、ドアトリム本体11の組み付け部11aに組み付けられる(図2参照)。
【0024】
このように本実施形態において、車両用内装部品である中接部材12の芯材13は、芯材の裏面に溝形状からなる巻き込み部16を備え、加飾表皮17の周縁端末17aを巻き込み部16に木目込み処理して固定している。
【0025】
かかる構成によれば、加飾表皮17の周縁端末17aを芯材13の裏面に接着固定せずに、その周縁端末17aを処理することができる。これにより、接着材の塗布工程が不要となるため、乾燥工程や、塗布工程におけるマスキングを施す必要もない。これにより、加飾表皮の周縁端末の処理に要する工数を低減し、併せて、製造時のライン編成を短縮することができる。
【0026】
また、本実施形態によれば、木目込み処理は、一般部への圧着処理後に実行してもよいが、その処理と同時に実行することもできる。これにより、同一のタイミングで処理が併存することにより、ライン編成の短縮を図ることができるとともに、生産性の向上を図ることができる。
【0027】
さらに、中接部材12をドアトリム本体11に組み付けた後は、中接部材12の周囲はドアトリム本体11によって挟持されることとなる。そのため、仮に、巻き込み部16が加飾表皮17の周縁端末17aが抜け落ちたとしても、周辺端末17aが表面側へと現れることはない。したがって、加飾表皮17の周縁端末17aを巻き込み部16に対して圧入するだけで足り、接着の必要はない。
【0028】
なお、本実施形態では、加飾表皮17の周縁端末17aを巻き込み部16に木目込み処理するのみであるが、アームレストのように内装部品の性質によっては、接着が必要の場合がある。この場合には、必要に応じて、巻き込み部16内に接着材を塗布することも可能である。
【0029】
また、本実施形態において、巻き込み部16は、フランジ14とその内側に一体成型されたリブ15との間隙により構成されている。
【0030】
かかる構成によれば、芯材13が備えるフランジ14を利用することで、巻き込み部16を容易に実現することができる。
【0031】
(第2の実施形態)
図5は、第2の実施形態にかかる巻き込み部16の構成を模式的に示す説明図である。第2の実施形態にかかるドアトリム10が、第1の実施形態のそれと相違する点は、中接部材12における巻き込み部16の形態である。第1の実施形態と重複する点については記載を省略することとし、以下相違点を中心に説明を行う。
【0032】
本実施形態において、フランジ14の内側には、それぞれが所定の距離を隔てて起立する一対のリブ15a,15bが一体成形されている。各リブ15a,15bは、周方向に沿ってフランジ14と対応して形成されている。一対のリブ15a,15bの間隙により、芯材13の裏面側に、溝形状の巻き込み部16が形成される。巻き込み部16における溝幅、すなわち、一対のリブ15a,15bの間隙は、加飾表皮17の厚さ等を考慮して、例えば1.0mm〜2.5mmの範囲で設定されている。
【0033】
このように本実施形態において、巻き込み部16は、フランジ14の内側に位置する一対のリブ15b,15bの間隙により構成されている。
【0034】
かかる構成によれば、芯材13が備えるフランジ14の形状に係わらず、巻き込み部16を形成することができるので、加飾表皮17の周縁端末17aを圧入して保持するに適した巻き込み部16を構成することができる。
【0035】
以上、本発明の実施形態にかかる自動車用内装部品について説明したが、本発明は上述した実施形態に限定されることなく、その発明の範囲内において種々の変形が可能であることはいうまでもない。例えば、自動車用内装部品としては、ドアトリムに取り付けられる中接部材の他、ドアトリム本体であってもよく、センターピラーガーニッシュや、フロントピラーガーニッシュ、リヤピラーガーニッシュ、アームレスト等の種々の部品に適用することができる。また、布地シートといった加飾表皮以外にも、種々の表皮について適用することができる。
【符号の説明】
【0036】
10 ドアトリム
11 ドアトリム本体
11a 組み付け部
12 中接部材
13 芯材
14 フランジ
15 リブ
16 巻き込み部
17 加飾表皮
17a 周縁端末
20 圧着装置
21 加圧治具
22 受け治具
25 木目込み装置
26 木目込みバー
27 駆動部
【特許請求の範囲】
【請求項1】
車両用内装部品において、
芯材と、
前記芯材の表面に接着固定される表皮とを備え、
前記芯材は、前記芯材の裏面に溝形状からなる巻き込み部を備え、前記表皮の周縁端末を前記巻き込み部に木目込み処理して固定することを特徴とする車両用内装部品。
【請求項2】
前記芯材は、一体成形されたフランジを周縁部に備え、
前記巻き込み部は、前記フランジとその内側に一体成型されたリブとの間隙により構成される、又は、前記フランジの内側に位置する一対のリブの間隙により構成されることを特徴とする請求項1に記載された車両用内装部品。
【請求項1】
車両用内装部品において、
芯材と、
前記芯材の表面に接着固定される表皮とを備え、
前記芯材は、前記芯材の裏面に溝形状からなる巻き込み部を備え、前記表皮の周縁端末を前記巻き込み部に木目込み処理して固定することを特徴とする車両用内装部品。
【請求項2】
前記芯材は、一体成形されたフランジを周縁部に備え、
前記巻き込み部は、前記フランジとその内側に一体成型されたリブとの間隙により構成される、又は、前記フランジの内側に位置する一対のリブの間隙により構成されることを特徴とする請求項1に記載された車両用内装部品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−91425(P2013−91425A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−234847(P2011−234847)
【出願日】平成23年10月26日(2011.10.26)
【出願人】(000124454)河西工業株式会社 (593)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月26日(2011.10.26)
【出願人】(000124454)河西工業株式会社 (593)
【Fターム(参考)】
[ Back to top ]