
車体パネルとクリンチ・ナット・アタッチメントのためのプログラム可能な装置および方法
クリンチ・ナットのパネルへの取付けのためにパネル上に取付パッドを形成するための方法と装置。パネルは、形成ダイと固定アンビルの間に形成され、予め決められた正味基準位置を占有する。フェイス・プレートが、パネルを同時に「検出」し、新規な力付加器機を使用して定位置に機械的にロックする。フェイス・プレートが、形成ダイの周りの表面金属の位置を維持し、それによって、予め決められた正味基準位置に盛り上がったパッドを形成する。新規な力付加手段は、直列に配置された内蔵型ピストン・モジュールを備える。各モジュールが、空隙および空隙内に装着されたピストンを有するハウジングを備える。ピストンは、従動および駆動面を備え、流体圧力が、ピストンの駆動面が、蓄積作用のために別のピストンと当接するように、進行方向にピストンを動かすために従動面に作用する。

【発明の詳細な説明】
【関連出願】
【0001】
(関連出願の相互引用)
本出願は、2002年12月26日に提出され、本譲受人に譲渡された、Mark A.Savoyに対する係属中の米国特許出願第10/329,893号の一部係属出願である。
(政府委託研究または開発)
適用されない
(マイクロフィッシュ添付物の参照)
適用されない
【技術分野】
【0002】
本発明は、第1の部材の第2の部材への正確な取付けに関し、予め決められた正味基準位置に対する第2の部材の実際の位置に応じて変化する大きさによって第2の部材を再形成する方法とそのための装置を提供する。本発明は特に、内部車体パネル構造に不正確に配置された要素へ自動車の外部車体パネル部材を正確に取り付けることに関する。本発明はまた、車体パネル部材への固定具の正確な取付けと新規な力付加器機に特に関する。
【背景技術】
【0003】
自動車産業では、車両の組立ては、内部車体パネルまたは車体構造への外部車体パネルの取付けを含む。したがって、内部車体パネルの取付位置が事前に決められた3次元座標に対して正確に配置され、その変化が、外部車体パネルの取付けによって顧客の目に見えないようにすることが、重要である。
【0004】
W.S.Zaydel他、米国特許第4,438,971号は、内部車体パネル構造の比較的不正確に配置された要素に、プラスチック製の自動車車体パネルを正確な位置で取り付けるための方法と装置を記載している。この特許の教示によると、プラスチックで充填された金属性の取付ブロックまたはパッドが、内部車体パネル構造に選択された位置で溶接される。次に、内部車体パネル構造が、位置決めされ、機械加工固定具に配置され、プラスチックで充填された取付ブロックのそれぞれが正確な位置にフライス加工される。パネル構造と、プラスチックで充填された取付ブロックのフライス加工された面との間の距離は、内部車体パネル構造の位置によって様々である。次に、プラスチック製の外部車体パネル部材が、プラスチック製の外部車体パネル部材の内部に取り付けられたねじ山付き固定具または固定具を受けるためにプラスチックで充填された取付ブロック内に孔を穿孔した後、プラスチックで充填された取付ブロックのフライス加工された面に取り付けられる。この方法と装置によって、このようなプラスチック製の外部車体パネル部材のそれぞれが、それぞれ隣接するプラスチック・パネルと正確に決定され、かつ正確な表面位置合わせで装着される。
【0005】
前記の米国特許第4,438,971号は、比較的不正確に配置された車両内部本体パネル構造に対するプラスチック製の外部車体パネルの位置決めの正確性をもたらすが、このことは、材料と処理コストを追加するプラスチックで充填された取付ブロックの内部本体パネル構造への取付けを必要とする。また、プラスチックで充填された取付ブロックのそれに続くフライス加工は、金属とプラスチック充填材材料の混合物であるスクラップを生成する。このようなスクラップを環境的に受け入れられるようにして廃棄するためには、追加の費用を必要とし、かつプラスチックで充填された取付ブロックのフライス加工は、プラスチック充填材の組成に主に対応する塵を発生させる。このこともまた、プラスチックで充填された取付ブロックのフライス加工と穿孔を行うことに厳格な予防措置が伴わない場合、環境や加工場所の健康と安全性に問題がある。
【0006】
外部車体パネル要素に取り付ける内部車体パネル要素の表面に1つまたは複数の金属シムを取り付けることによって、比較的不正確に配置された自動車の内部車体パネル要素が、より正確に決定された位置で外部車体パネル要素へ取り付けることができるようにすることも、従来技術で知られている。取り付けられるこのようなシムの数は内部車体パネル要素の元の位置に基づいている。しかし、このことは、時間を消費し、費用がかかる手法であり、このようなシムの取付けは、車両の重量を追加し、特に燃料節約から遠ざかるため、特に望ましくない態様である。
【0007】
Dacey,Jr.、米国特許第4,760,633号、第4,884,431号は、内部パネル部材の一部分を正確な位置に再形成する、車体パネル取付けのための方法と装置を開示している。この方法と装置は、内部パネル取付表面の所望の正確な配置を決めている知られている位置に動かされるアンビルを採用している。浮いている支持部材が係合し、それによって内部パネルを位置決めし、次に固定された位置でロックされる。
【0008】
油圧ラムが作動され、浮遊支持部材の間で内部パネルの一部分を変形させてアンビルと係合させるために内部パネルに対する力の下で、装着されたパッド形成部材を移動させる。その結果、表面が外部車体パネルなどの別の部材へ取り付けるために望まれる正確な位置に配置された内部パネルに、取付パッドが形成される。パッド形成部材はアンビルと係合している間に、パッド内に開口を形成するために穿孔作業が行われる。パンチが、開口を形成するためにパッドを通じて別個の油圧シリンダによって移動させられる。
【0009】
Dacey,Jr.は、外部車体パネルを不正確に配置された内部車体パネルに正確に組み立てるための代替となる方法を提供しているが、両特許は、ラムとパンチの油圧作動に頼っている。油圧装置は、かなりのコストの増加と維持の必要性、遅い動作と補助冷却の必要性という欠点がある。また、油圧器機は、圧縮された流体、通常オイルを含むが、これは、組立作業の環境での長期間の使用の結果として時々漏出する。油の漏出は、厄介で、発がん性があり、環境的に受け入れ難く、重大な火災の危険性を有する。最後に、油圧流体の加熱とそれに続く膨脹が、可変速度および/または可変ストローク油圧ラム器機の正確な制御のために考慮されなければならない。
【0010】
Jackson,米国特許第5,133,206号は、事前に決められた基準位置に対してパネル部材の一部分を形成するための方法と装置を開示している。装置は、パネル部材の実際の位置を位置決定する感知器機を備える。次に、伸長可能かつ引込み可能なロッドが、感知器機によって確立されたパネル部材の実際の位置に第1と第2のアームの対を備える保持手段を位置決めする。次に、駆動手段が、パネル部材の部分の隣接する側面を保持するために、事前に決められた基準位置に再形成される第1と第2の対のアームを移動させてパネル部材と係合させる。
【0011】
パネル部材を配置し、保持させた後、第4のアームの対を備える形成手段が、パネル部材の一部分を、事前に決められた基準位置へ再形成するために形成部材をパネル部材内へ押しやるように移動させる。開口が、第3のアームの対の端部に装着された穿孔ピンをパネル部材の再形成された部分内へ押しやることによって、パネル部材の再形成された部分内にオプションで穿孔される。
【0012】
Jacksonによって開示された発明は、第1と第2のアームの対を第1と第2の位置の間でカム運動させるステップと、第3と第4のアームを、形成部材と穿孔ピンがパネル部材と係合するように、パネル部材から離隔された第1の位置から第2の位置へカム運動させるステップを含む。保持手段を第1の位置から第2の位置へカム運動させるステップは、形成手段がパネル部材と係合する前に保持手段をパネル部材と係合させるように、形成手段をカム運動させるステップが開始される前に開始させる。
【0013】
Jacksonの発明は、Dacey,Jr.によって対処された同じ問題を特定し、Dacey,Jr.によって教示された同じ解決法を提供するように構成された装置を教示している。Jacksonは、改良された装置を主張しているが、このような主張のために提供される唯一の支援は、装置が、内部車体パネルを固定位置に支持するために単一の作動器機を採用していることである。しかし、Jacksonの発明は、以下の理由のために問題を残している。
【0014】
Jacksonによって教示された装置は、過度に複雑であり、そのため不必要に高価であり、故障しやすい。より具体的には、Jacksonは、伸長可能かつ引込み可能なロッドと、センサ・デバイスの出力に応答する油圧または空気圧駆動手段と、カム器機をそれぞれ有する4対の調節可能なアームとを有する位置決め手段を備える多数の動き構成要素を組み込んでおり、各動き構成要素がさらなる態様の故障を生じさせる。
【0015】
また、Jacksonは、パネル部材を配置し、対応する出力信号を制御される駆動手段へ送信するように構成された複雑なセンサ・デバイスを開示している。このセンサ・デバイスが開示の重要な特徴であり、いずれかの不正確さが内部車体パネルに形成された取付パッドに比例的に伝達され、潜在的に目に見えるずれた外部車体パネルを生じさせる。Jacksonの装置の効果は、多数のサイクルにわたって高度の正確性を維持するセンサ・デバイスに基づいており、器機はますます高価になる。最後に、Jacksonは、誤差の検査の目的のためのセンサ・デバイスの正確性を解析するための器機を開示しておらず、それによって、その正確性の損失が、それが認識され、対処される前に、多数の不完全に組み立てられた自動車を結果として生じさせる。
【0016】
Copeman、米国特許第5,440,912号は、ワークピース正味をある位置に形成し、ワークピース内に孔を穿孔するように構成された装置を開示している。装置は一般に、内側と外側スライド・アセンブリを備える。外部スライド・アセンブリは、ベースにスライド自在に装着された油圧形成シリンダを備え、形成シリンダは、1対の外側スライドレールを介して装着された形成パンチを有する。内側スライド・アセンブリは、形成バック・アップを備え、シリンダ装着ブロック延長部を介して形成シリンダ・ロッドと結合された油圧穿孔シリンダを備える。
【0017】
ワークピースが、内側スライド・アセンブリの形成バック・アップと外側スライド・アセンブリの形成パンチの間に位置決めされる。形成シリンダの作動が、形成バック・アップがワークピースと接触するまで、シリンダ装着ブロック延長部を内側スライド・アセンブリ正味に沿ってワークピースのほうへ移動させる。内側スライド・アセンブリと接続されたスラブ・シリンダは、内側スライド・アセンブリの形成バック・アップがワークピースと接触するとき、スラブ・シリンダが形成バック・アップを定位置にロックするように1方向バルブを通って充填可能である。
【0018】
形成シリンダが、形成シリンダ・ロッドの端部を押圧し続け、それによって形成パンチと外側スライドレールを介して接続されたアンビルをワークピースに向かって移動させる。形成シリンダが、ワークピースを最終位置へ打ち出し加工するために事前に決められた量だけ伸びる。ワークピースが打ち出し加工された後、内側スライド・アセンブリの穿孔シリンダが、ワークピース内に孔を穿孔するためにパンチを作動させる。Copemanによる油圧シリンダの使用は、Dacey,Jr.に関して説明したようなこの器機に対する同じ欠点を呈する。
【0019】
Dacey,Jr.、JacksonとCopemanの発明は、類似の器機を開示している。Jacksonの特許は、Dacey,Jr.よりも少ないステップを必要とし、Copemanの特許は、よりコンパクトであるが、器機は、ほぼ同じ方式で同じ目的を達成する。Dacey,Jr.、JacksonとCopemanの共通の特徴の1つは、一定の速度とストロークを有する作動器機を備える。様々な速度とストロークを含むより複雑なプログラム可能な穿孔と形成運動が、以下で詳細に説明されるいくつかの理由のために有利である。
【0020】
可変速度穿孔形成機は、ワークピースが到達したときや実際の穿孔または形成中に、より遅い速度と組み合わせた高速なラムの進行と引込みのサイクルにわたって、ラムの速度を変化させることによってサイクル時間を減少させる。可変速度は、単一の作動器機が、多種多様なサイズのダイおよび/またはパンチに対処できるよりも、および多種多様な材料と材料形状を形成および/または穿孔できるよりも、広い作業範囲を可能にする。
【0021】
可変ストローク形成機は、形成された形状の積極的な深さの制御が可能である。可変ストローク穿孔器機は、単一の切削工具で、多種多様なサイズと形状の孔を作製することが可能である。このことはたとえば、1次切削面と、そこから事前に決められた軸方向距離の第2の切削面を有する切削工具を設けることによって達成され、2次係合表面の有効直径が初期係合表面の有効直径よりも必然的に大きい。このような切削工具を組み込んでいる可変ストローク器機は、第2の切削面が穿孔される材料と接触しないように短いストロークを使用して小さい孔を形成することができる。同じ器機が、1次と2次切削面の両方が穿孔される材料を通過するように、より大きなストロークを使用することによって、より大きな孔を形成することもできる。
【0022】
最後に、プログラム可能な穿孔動きを有する装置が、直線状トランスデューサとともに、確実に孔を穿孔するためにプロセスの自動的な誤差検査を提供する。当業者に知られているように、パンチが出会う抵抗が、金属パネルとの係合中大いに増加し、電流スパイクが発生するため、直線状トランスデューサによって提供される電流痕跡は、穿孔/金属抵抗を表す。したがって、電流スパイクは、穿孔作業の成功を示し、逆に電流スパイクがないことは、所望の穿孔作業が行われなかった(すなわち、パンチが壊れており、パネルと係合していない)ことを示す。
【0023】
溶接機、クランプ、金属形成機などのより大きな正味器機内に組み込まれている作業支援器機をロックするために力を及ぼすための様々な装置が、開示されている。このような装置は通常、様々な力の要求に適合するように伸長可能ではなく、さらに極めて複雑であり、不必要に高価であり、多数の故障モードがありがちである。
【0024】
たとえば、Folmerに対する米国特許第2,661,599号は、空気圧で動作される溶接機ヘッドの使用を教示している。Folmerの溶接機ヘッドは、固定具によって一方の端部が閉鎖され、ブシュで反対側の端部が閉鎖された一様な薄壁シリンダを備える。シリンダは、シリンダ壁面内の段差またはショルダによって形成された、拡大された部分を備える孔を備える。スリーブが、シリンダ孔を2つの区画に分割するために、ショルダとブシュの間の孔の拡大された部分内に取り込まれている。2つのピストンが設けられ、2つの区画のそれぞれに1つ配置され、ピストンを互いに調和させて移動させるためにスリーブの仕切り壁を通って延びるロッドによって互いに接続されている。ロッドは、それを通って延びる軸方向通路とその軸方向通路と交差する半径方向通路を備える。半径方向通路は、両ピストンが完全に引き込まれたときスリーブによって閉じられる。不運なことに、Folmerのシリンダはコンパクトではなく、より大きいまたは小さい溶接機ヘッドの使用に容易に適応可能ではない。また、シリンダは、段差付きの広い穴を達成するために深い内部孔を必要とする。同様に、スリーブもまた、比較的深い内部孔を必要とする。このような穿孔動作は、孔内での滑らかなピストン運動のために正確にすることを必要とし、制御するのが難しく、したがって、時間を消費し、コストがかかる。同様に、複雑な器機が、以下の米国特許、すなわち、Grimesに対する第3,457,840号、Ott他に対する第3,485,141号、Rettererに対する第6,314,862号に記載されている。
【0025】
Seeloffに対する米国特許第2,983,256号は、他の器機を駆動するのに使用するための複数ピストン楕円流体シリンダの使用を教示している。Seeloffは、複数の壁要素とスペーサ要素から組み立てられたシリンダを開示している。シリンダは、壁とスペーサ要素を通って延びるタイ・ロッドを使用して、シリンダの両側で前方ヘッドと後方ヘッドに固定することによって完成される。壁とスペーサ要素が、それを通してピストン・ロッドを収容するために中央に開口されている。前方ヘッドと後方ヘッドおよび壁とスペーサ要素が、その中に配置され、スナップ・リングを使用してピストン・ロッドに固定されたピストンを備える流体チャンバをその間に設けている。複数のOリング・シールが、ピストン・ロッドとピストンまたはスペーサ要素の間、およびピストンと壁要素の間に必要とされる。Folmerの特許と同様に、Seeloffの発明は、コンパクトではなく、多種多様な用途に容易に適応可能ではない。同様に、Seeloffの発明は、多すぎる部品を必要とし、そのうちの大部分が、正確な機械加工と組立てを必要とし、そのうちの多くが、流体漏出故障モードを呈するシールである。
【発明の開示】
【発明が解決しようとする課題】
【0026】
上記のことから、事前に決められた正味基準位置に対して第2の部材の一部分を形成することによって、不正確に配置された第2の部材に、第1の部材を正確に位置決めし、取り付けるための従来技術の方法と装置は、完全に最適化されていないことが理解できるであろう。また、従技術の力付加器機もまた、複雑性とコストを減少させ、かつ信頼性と性能を増加させるように最適化されていない。したがって、必要であるのは、油圧作動に頼らない、簡単で、信頼性が高く、低価格で、環境に受け入れられる可変速度とストロークで形成し、穿孔することであり、さらに同様のクリンチ・ナット取付装置である。また、必要であるのは、よりコンパクトで、信頼性が高く、コストが少なく、様々な力が必要な広範囲の器機での使用のために容易に適応可能である力付加器機である。
【課題を解決するための手段】
【0027】
本発明の好ましい実施態様によると、相補的な部材を取り付けるために正確な位置に表面または1つまたは複数の選択された部分を置くために、可変な量だけワークピースをプログラム可能に再形成するための方法と装置が提供される。本方法と装置は、このような内部自動車車体パネルの本来の位置よりも正確に決定された位置で外部車体パネルを受けるために、内部自動車車体パネルの一部分を再形成するように特に構成されている。
【0028】
単一のこのような装置が、各取付パッドの外側面が、許容可能な公差範囲内でワークピースの最初の位置にかかわらず予め決められた正味基準位置に正確に配置されるように、ワークピース上の特定の位置に1つまたは複数の取付パッドを形成し、その後各取付パッド内に孔またはスロットをオプションで穿孔するように構成される。各特定の位置のために予め決められた正味基準位置は、車両ごとに決められた位置に維持される。しかし、この決められた位置は、様々な輪郭の相補的な部材がワークピースに取り付けられるため、位置ごとに様々であることを当業者なら認識されよう。
【0029】
本発明の装置は、パンチ、固定アンビルの中空の部分、フェイス・プレート通路が同軸に位置合わせされるように、フェイス・プレート通路によって制限された固定アンビルの中空の部分内に配置されたパンチを備える。パンチは、その端部部分の第1の切削面と、そこから事前に決められた軸方向距離に配置された第2の切削面を有し、第2の切削面の輪郭は、第1の切削面の輪郭を包含する。固定アンビルは、その形成中取付パッドの外側面を配置し、支持するための固定された正味留め具となるバッド接触面を有する。フェイス・プレートは、支持面とそれを通る通路を備える。パンチは、ワークピースの係合部分に向かってまたは遠ざかるように、固定アンビルの中空の部分を通って平行移動可能である。フェイス・プレートは、内部車体パネルに対して配置するために固定アンビルから遠ざかる方向にバイアスされ、固定アンビルが、特定の位置に対して予め決められた正味基準位置へ動かされている間、内部車体パネルとの接触によってスライド可能に引き込まれる。
【0030】
フェイス・プレートは、支持面が、固定アンビルのパッド接触面の上方に軸方向に突き出すように、完全に伸長された位置にバイアスされる。パッド接触面は、フェイス・プレートの支持面がワークピースと早すぎる係合を確実にしないように十分な量だけワークピースから離れて最初に配置される。その後、本発明の装置が、ワークピースに向かって、それとほぼ垂直な方向に固定アンビルの軸に沿って移動される。パッド接触面が特定の位置に対して予め決められた正味基準位置に到達すると、完全に伸長したフェイス・プレートの支持面がワークピースと接触する。パッド接触面の予め決められた正味基準位置に向かうさらなる進行が、フェイス・プレートの完全に伸長したバイアスに打ち勝って、フェイス・プレートの支持面を固定アンビルのパッド接触面に対して引き込む。
【0031】
本発明の装置は、支持面とパッド接触面の間の軸方向距離が、内部車体パネル取付位置の最初の不正確な位置と、正確に配置された予め決められたそのための正味基準位置との差を表すように、固定アンビルのパッド接触面のすべての3つの軸を特定の位置に対して予め決められた正味基準位置に配置することによってワークピースを「検出」する。特定のワークピース位置に対する予め決められた正味基準位置に固定アンビルを配置した後、フェイス・プレートの支持面がワークピースと接触したままである位置でフェイス・プレートが空気圧でロックされる。空気圧で作動されるロッキング機構は、従来の油圧で作動される器機に代わるものであって、それによって上記した関連する不利点を回避する。
【0032】
本発明の装置は、ラムの速度、加速度、ストローク長さがプログラム可能であるように、ボールねじ装置と反転可能な電子サーボ・モータによって好ましく駆動される形成ラムをさらに備える。また、ラムの電気的作動は、上記で説明した同様の油圧作動に関連する不利点を回避する。中空の中央部分を備える形成ダイが、形成ラムに装着され、それによって形成ラムの作動によって、形成ダイと固定アンビルのパッド接触面の間にワークピースを形成する。フェイス・プレートの支持面は、形成ダイの周りの表面金属の位置を維持し、その結果盛り上がったパッドが形成される。
【0033】
したがって、ワークピースは、最初に許容可能な公差範囲内にある限り、予め決められた正味基準位置に正確に配置された外側面を有する取付パッドを備えることになる。それぞれのこのようなパッドの深さは、特定の位置に対する予め決められた正味基準位置と特定の位置でのワークピースの最初の位置と差に応じて様々である。本発明の方法によって形成された各パッドは、さらなる処理または最終的な手による嵌合がその最終的な取付位置を達成するために必要とされることなく、それへ相補的な部材の取付けの準備がなされる。
【0034】
本発明の装置は、固定具を受け、それによって相補的な部材の取付けを容易にするために、形成されたパッド内に孔または特殊輪郭のスロットを形成するようにオプションで構成されている。この目的のために、第2のボールねじ装置と上記で開示されたものと同様のサーボ・モータが、パンチを作動するために設けられる。形成ダイが取付パッドの内部表面と係合し、それによって支持している間、パンチが、ワークピースを通って、形成ダイの中空の中央部分内へ進行する。1次切削面のみがワークピースと係合するように、パンチのストローク長さを制限することによって孔が形成されてもよいが、ワークピースを通過する1次と2次切削面が特殊輪郭のスロットを形成するようにストローク長さを延長する。
【0035】
最後に、当業者に知られているように、本明細書に開示されたプログラム可能な穿孔動きは、実際に孔が穿孔されたことを確実にするために自動的な誤差検査を提供する。プログラム可能なパンチによって発生された電流痕跡は抵抗を表し、パンチが出会う抵抗がワークピースとの係合中大いに増加するとき、電流スパイクが生成される。したがって、電流スパイクは、穿孔動作の成功を示し、逆に、電流スパイクのないことは、所望の穿孔動作が適切に行われていない(すなわち、パンチが故障しているまたはワークピースWPと係合していない)ことを示す。
【0036】
別の実施態様によると、本発明はまた、構成要素を取付パッドに取り付けるための装置を備える。具体的には、形成ダイが、クリンチ・ナットを取り付けるように設けられ、それによって形成ダイが、取付パッドを形成し、同時にまたはほぼ同時にクリンチ・ナットを取付パッドにクリンチするために、その間のワークピースとともに固定アンビルと協働する。
【0037】
本発明のさらに別の実施態様によると、直列に配置された複数の内蔵型ピストン・モジュールを有する力付加部が提供される。複数の内蔵型ピストン・モジュールは、中に空隙を有するハウジングを備え、ハウジングの空隙の内部に装着されたピストンを備える。ピストンは、従動面と、その従動面とほぼ対向する駆動面を有し、ピストンが、ピストンの駆動面が複数の内蔵型ピストンの他のピストンの他の従動面と係合するように、ピストンを進行方向に動かすために従動面に対する流体圧力を受けるように構成されている。
【0038】
したがって、装置が可変速度とストロークを有する穿孔器機と形成器機を備え、不正確に配置された第2の部材に第1の部材を正確に配置し取付けるための方法と装置を提供することが、本発明の目的である。
【0039】
装置が、油圧で作動されず、したがって、上記で開示された関連する不利を受けない、不正確に配置された第2の部材に第1の部材を正確に配置し、取付けるための方法と装置を提供することが、別の目的である。
【0040】
正確に配置された第2の部材に第1の部材を正確に配置し、取り付けるために、簡単で、信頼性高く低価格な方法と装置を提供することが、さらに別の目的である。
【0041】
減少したサイクル時間を有する、予め決められた正味基準位置にパネル部材の一部分を形成するための方法と装置を提供することが、さらに別の目的である。
【0042】
装置が、単一の作動器機が、様々なサイズの形成ダイとパンチに対処することができ、多種多様な材料と材料構成を形成または穿孔することができるという点で広い作動範囲を有する、予め決められた正味基準位置にパネル部材の一部分を形成し、パネル部材の形成された部分内に孔を穿孔するための装置を提供することが、さらなる目的である。
【0043】
単一の切削工具で多種多様なサイズと形状の孔を作製することが可能な装置を提供することが、さらに別の目的である。
【0044】
穿孔動作が成功しなかった場合、または成功しなかったとき容易に明らかにされる、穿孔動作を誤差検査するための方法と装置を提供することが、さらに別の目的である。
【0045】
作業支援器機の内部ロッキング機構を空気圧で作動し、維持するための装置を提供することが、さらに別の目的である。
【0046】
自動的な作業環境での油圧に関連する費用を除去することが、別の目的である。
【0047】
自動的な作業環境での油圧オイルに関連する環境と安全性への危険を除去することが、別の目的である。
【0048】
テイル・ランプ、バンパー、計器板、ヘッド・ランプ、燃料給油口扉などの構成要素の正味取付けのための方法と装置を提供することが、別の目的である。
【0049】
装置が可変速度とストロークを有する成形器機とクリンチ器機を備える、部材を他の構成要素に正確に配置し、取り付けるための方法と装置を提供することが、本発明のさらなる目的である。
【0050】
装置が、油圧で作動されず、したがって上記で開示された関連する不利を受けない、部材を他の構成要素に正確に配置し、取り付けるための方法と装置を提供することが、本発明のさらなる目的である。
【0051】
簡単で、信頼性が高く、低価格な、部材を固定具に正確に配置し、取り付けるための方法と装置を提供することが、さらに別の目的である。
【0052】
本発明の目的とその他の特徴、態様、利点が、以下の詳細な説明、頭記の特許請求の範囲、添付の図面を読んだ後より明らかになるであろう。
【発明を実施するための最良の形態】
【0053】
ここで図面を詳細に参照すると、本発明に従って構成されたパッド形成機10の形態の配置器機が図1、2に示されている。好ましい実施形態によると、1つまたは複数のプログラム可能なロボット11が、パッド形成機10をワークピースWPと作動係合するようにかつ作動係合を解除するように移動させ、パッド形成器機10をワークピースWPの特定の位置に対して正確に位置決めする。パッド形成器機10は、ワークピースWP上の1つまたは複数の特定の位置で取付パッドP(図7に示す)を形成するように構成されており、取付パッドPの外側面が、各位置に対して独立に決められた所定の正味基準位置に正確に配置され、その後、取付パッドP内に孔H(図7に示す)またはスロット(図示せず)のいずれかを穿孔する。ワークピースWPは、受け入れ可能な公差範囲内にある限り、事前に決められた正味基準位置に正確に配置された外側面を有する取付パッドを備え、相補的な部材が、さらなる処理または調節なしでそれに取付可能である。
【0054】
好ましい実施形態の以下の詳細な説明の文脈では、ワークピースWPは、内部自動車車体パネルを表すが、ワークピースWPが、他の環境での他の構造要素も同様に包含するように意図されていることを理解されたい。また、ここに開示された好ましい実施形態は、外側自動車車体パネルの正味取付けに関するが、本発明は、テイル・ランプ、バンパー、計器板、ヘッド・ランプ、燃料給油口扉などの他の構成要素の正味取付けにも同様に適応される。最後に、前部、後部、上部、底部などの相対的な用語は、ダイ・ブロック130が前部を定義し、サーボ・モータ140、140’が後部を定義する、図2に見られるようなパッド形成器機10に適用される。
【0055】
図2〜4に示すように、パッド形成器機10は、開口12bとその下に配置された開口12aを備えるほぼ矩形のモータ・プレート12を備える。サーボ・モータ140、140’が、それぞれ開口12a、12bと位置合わせされ、以下でより完全に説明されるようにモータ・プレート12に装着される。また、パッド形成器機10は、モータ・プレート12に、サーボ・モータ140、140’と反対側に取り付けられ、そこから前方方向へ延びている、離隔されたほぼ平行なサイド・プレート14、16を備える。サイド・プレート14、16はそれぞれ、モータ・プレート12とほぼ平行であるショルダ14b(図示せず)、16bを形成するくぼんだ部分14a(図示せず)、16aを有する。サイド・プレート14、16がほぼ同一であり、くぼんだ部分14aとショルダ14bは、図中では同一ではないが、くぼんだ部分16aとショルダ16bにそれぞれ同様であることを理解されたい。
【0056】
前/後方向に延びている通路17aを有するリテーナ・ブロック17が、ショルダ14b、16bによって前/後方向に支持され、上/下方向にくぼんだ部分14a、16aに堅固に取り付けられるように、サイド・プレート14、16に装着されている。リテーナ・ブロック17の上/下調節を可能にするように構成されたスペーサ19が、リテーナ・ブロック17とくぼんだ部分14a、16aの間に配置され、リテーナ・ブロック17を越えて前方向に延びている。当業者に知られているように、スペーサ19は、最初は上/下方向で大きすぎ、それに対応して、リテーナ・ブロック17は、最初は調節部の上側端部にあり、その後、スペーサ19が、そのために位置合わせされた上/下位置までリテーナ・ブロック17を下降させるのに必要なある量だけ削られる。
【0057】
脚部分25aと足部分25bを有するL字型のスペーサ25が、サイド・プレート14、16の間に配置されており、脚部分25aがくぼんだ部分14a、16aの下に配置され、足部分25bが、サイド・プレート14、16のくぼんだ部分14a、16aの上方に延びるように、それに取り付けられている。図4および図5をここで参照すると、前面20、後面22、それを通る通路24を有するスライド・ブロック18が、通路17aが通路24と位置合わせされるようにリテーナ・ブロック17の前方に位置決めされる。スライド・ブロック18は、前/後方向に平行移動するように構成され、通路24を通って延びる固定アンビル36の周りで案内され、スライド・ブロック18をガイドし、その回転を防止するように構成された足部分25bの最上部面によって係合されている。スライド・ブロック18の上/下位置は、上記で開示されたリテーナ・ブロック17の上/下と同様の方式で構成され、スライド・ブロック18をそのために位置合わせされた上/下位置に下降させるのに必要な量だけL字型スペーサ25の足部分25bを削ることを特に含んでいる。スライド・ブロック18は、前進の終わりにL字型スペーサ25の足部分25bと、さらに後退の終わりにスペーサ19と係合することによって運動の範囲を制限するように構成された、下向きの方向に延びる突起18aを備える。
【0058】
支持面30とそれを通る通路28を有するフェイス・プレート26が、フェイス・プレート26の通路28とスライド・ブロック18の通路24が位置合わせされるように、スライド・ブロック18の前面20に装着される。固定アンビル36が、リテーナ・ブロック17の通路17a内に配置され、それに堅固に取り付けられている。固定アンビル36はスライド・ブロック18の通路24を通ってフェイス・プレート26の通路28内へ延び、その中にパッド接触面40が止まっている。固定アンビル36のパッド接触面40は、その形成中取付パッドP(図7に示す)の外部部分を支持し、そのため、衝撃中に発生した合力を受ける。固定アンビル36のパッド接触面40に、後方向に作用するこのような力を、モータ・プレート12、サイド・プレート14、16、リテーナ・ブロック17が吸収するように構成されていることを理解されたい。1次切削面34aと2次切削面34bを有するパンチ34が、固定アンビル36の中空部分38、リテーナ・ブロック17の通路17a、スライド・ブロック18の通路24、フェイス・プレート26の通路28を通って前/後方向に平行移動するように構成されている。
【0059】
図6a〜6eを参照すると、スライド・ブロック18は、後で詳細に説明されるように完全に伸長した位置にバイアスされている。したがって、フェイス・プレート26の支持面30は、特定の用途のための最大に許容可能なパッド深さと等しい量だけ固定アンビル36のバッド接触面40を越えて軸方向に突き出しており、L字型スペーサ25が突起18aと係合している。ロボット11とそれに付随するプログラム可能な運動制御部が、パッド形成器機10(図1に示す)をワークピースWPに対する位置へ迅速に移動させ、その結果固定アンビル36が、ワークピースWPの近傍に、そこから既知の距離で配置される。次に、プログラム可能な運動制御器機が、固定アンビル36のパッド接触面40のX、Y、Z軸が、ワークピースWPに対してほぼ垂直な方向に、固定アンビル36の軸に沿って器機を移動させることによって、パッド形成器機10を最終位置へ移動させる。
【0060】
図6aに見られるように、パッド接触面40が、最初に、予め決められた基準位置で位置合わせされ、フェイス・プレート26の支持面30がワークピースWPと早すぎた係合をしないことを確実にするのに十分な量だけワークピースWPから離れて配置される。その後、ロボット11が、パッド接触面40のX、Y、Z軸を予め決められた正味基準位置のX、Y、Z軸と位置合わせするために、パッド形成器機10(図1に示す)を固定アンビル36の軸に沿ってワークピースWPに向かって、それとほぼ垂直な方向へ移動させる。パッド接触面40がワークピースWPに到達するとき、フェイス・プレート26の完全に伸長した支持面30がワークピースWPと接触する(図6bに示す)。パッド接触面40のワークピースWPに向かうさらなる進行が、スライド・ブロック18の完全に伸長したバイアスに打ち勝ち、固定アンビル36が予め決められた正味基準位置に到達するまで、フェイス・プレート26の支持面30を固定アンビル36のパッド接触面40に対して引き込む。
【0061】
図6cに見られるように、パッド形成器機10が、支持面30とパッド接触面40の間の軸方向距離が、内部車体パネル取付位置の最初の不正確な位置と、正確に配置された予め決められたそのための正味基準位置との差を表すように、パッド接触面40のすべての3つの軸を予め決められた正味基準位置に配置することによって、ワークピースWPを「検出する」。ワークピースWPを「検出」した後、フェイス・プレート26の支持面30がワークピースWPと接触したままであるように、以下で詳細に説明するように、スライド・ブロック18が固定位置にロックされる。パッド形成器機10はここでパッドPを形成するための位置になり、孔Hを穿孔する。
【0062】
図6dに見られるように、いったんパッド形成器機10がワークピースWPを「検出」し、スライド・ブロック18が位置にロックされた後、フェイス・プレート26の支持面30の半径方向内側のワークピースWPの部分が、取付パッドPを形成するために固定アンビル36のパッド接触面40と接触するまで、外向きに変形する。図5で最も良くわかるように、この変形は、それを通る中空の中央部分128を有する形成ダイ126によって加えられる荷重下で達成される。図6eを参照すると、形成ダイ126がワークピースWPと接触している間、パンチ34は、孔Hを穿孔するために、半径方向内側であり、したがって形成ダイ126によって支持されていない取付パッドPの部分を通り、その中央部分128内へ通過する。
【0063】
図2を再び参照すると、スライド・ブロック18の往復運動が、従来の方式で第1と第2の側部板14、16にそれぞれ取り付けられた、既知のタイプ、すなわち、Hytec Hydraulic Work Support No.100998ばね進行タイプ作業支援ポンプ、第1と第2の油圧作業支援器機42、42’によって作動させられる。Solie他の名での米国特許第3,938,798号は、類似の作業支援器機に関する詳細な開示を提供しており、したがってその全体において本明細書に組み込まれる。
【0064】
わかりやすくするために、第1の作業支援部42の構成と動作のみを開示するが、パッド形成器機10の好ましい実施形態は、第2の同一の作業支援部42’を備えることを理解されたい。図8aに示すように、作業支援部42は、その中に移動可能に装着された、パッド46を終点とするプランジャまたはピストン・ロッド44を備える。プランジャ44は通常、内部ばね(図示せず)によって完全に伸長した位置へバイアスされている。作業支援部42は、プランジャ44の周縁部分(図示せず)をその前進した位置でロックするように把持するために、内部スリーブまたはコレット(図示せず)を引き締めることによってプランジャ44を定位置にロックするように構成されている。図9、10を参照すると、本発明の好ましい実施形態は、油圧装置がパッド形成器機10を動作させる必要がないように、作業支援部42、42’のロッキング機構を空気圧で作動するように構成された空気圧作業支援アクチュエータ60、60’を備える。
【0065】
図8aを再び参照すると、内部スリーブ(図示せず)が、作業支援部42のシリンダ48内の可動ピストン(図示せず)に力を付加することによってプランジャ44をロックするために引き締められる。可動ピストンによって付加される力は、従来では油圧によって付加されるが、作業支援部ロッキング機構が、このような目的のために同様に構成された代替となるソースによって付加された力に応答して作動されてもよいことを理解されたい。また、このような作動は、公称初期荷重に打ち勝つのに十分な大きさの力のみを必要とするが、作業支援部をロックされた状態に維持するために必要な大きさは、プランジャに外部から加えられた反力を足した初期荷重に比例することを理解されたい。この理由のため、空気の圧縮性が空気圧器機を使用できなくするため、大きな外力を受ける作業支援部は、油圧作動を通常必要としていた。
【0066】
再びわかりやすくするために、第1の空気圧作業支援アクチュエータ60の構成および動作のみが開示されるが、パッド形成器機10は、第2の作業支援部42’を作動するように構成された第2の同一の空気圧作業支援アクチュエータ60’を備えることを理解されたい。図8a〜8cに示すように、空気圧作業支援アクチュエータ60は、作業支援部の内部ロッキング機構(図示せず)を作動するように構成されたトグル・ロック具94を実装しており、それによってプランジャを定位置にロックし、その後外部からプランジャに付加された反力に機械的に抵抗し、それによって空気圧作業支援アクチュエータ60が、従来の空気圧器機で今まで可能であったよりもかなり大きい力に抵抗することが可能である。
【0067】
空気圧作業支援アクチュエータ60は、入り口端部64と開いている出口端部66を有するハウジング62を備える。ハウジングの開いた出口端部66は、図8aに示されているキャップねじなどの従来の方式で作業支援シリンダ48に取り付けられる。ブラケット76、78が、その入り口端部64の近くのハウジング62の対向する側面68、70に同様に取り付けられ、ハウジング62の入り口端部64から遠ざかる方向に延びている。既知のタイプの空気圧シリンダ80、すなわち、Bimbaモデル・ナンバーFM−1740−2FMTが、ハウジング62の入り口端部64の近くのブラケット76、78の間に枢動自在に配置され、それに取り付けられている。空気圧シリンダ80は、本体部分82、空気圧に応答して伸長可能かつ引込み可能なピストン・ロッド84、そのピストン・ロッド84の露出された端部に取り付けられた結合部材86を備える。ほぼ平坦な面90とチャネル部92を備える反対側の面を有する固定されたスペーサ・ブロック88がハウジング62内に、平坦な面90が入り口端部64の内側部分にキャップねじで取り付けられ、チャネル部92がハウジングの対向する側面68、70の間を走るように、配置され、装着されている。
【0068】
空気圧作業支援アクチュエータ60のトグル・ロック部分94が、ハウジング内に配置され、第1のリンク部材96と第2のリンク部材104を好ましくは備える。リンク部材96、104は、相補的な半径方向端部部分を備えるほぼ矩形である。第1のリンク部材96は、固定されたスペーサ・ブロック88のチャネル部92内に枢動自在に係合された凸状の端部98、第2のリンク部材104を収容するように構成された反対側の凹状の端部100、空気圧シリンダ80の結合部材86に枢動自在に取り付けられた一体型レバー・アーム102を備える。第2のリンク部材104は、第1のリンク部材96およびピストン係合部材110にそれぞれ枢動自在に係合するように構成された対向する凸状の端部106、108を備える。ピストン係合部材110は、第2のリンク部材104を収容するように構成されたチャネル部112を有する面と作業支援部42の可動ピストン(図示せず)と係合するように構成された、反対側の平らな表面とを備える。支持ピン116が、支持ピン116の尖った係合端部118が、トグル・ロック具94の行き過ぎを防止するためにそれを支持するように、ハウジングの底部部分72の孔73を通って挿入される。支持ピン116の頭部部分120とハウジング62の底部部分72の間に配置されたスペーサ要素122が、リンク部材96、104が、トグル・ロック具94が支持されるとき、±.3°以内の同一平面上配置にあるように、支持ピン116の尖った係合端部118の挿入を正確に制限する幅に好ましくは研磨される。ハウジング62の開いている上部部分74に取り付けられた上部プレート124が、好ましくはキャップねじによって、リンク部材96、104をハウジング62内に保持し、トグル・ロック具94の行き過ぎをさらに防止する。
【0069】
空気圧シリンダ・ピストン・ロッド84とそれに間接的に取り付けられたレバー・アーム102の延長は、固定されたスペーサ・ブロック88のチャネル部92内に枢動自在に係合された第1のリンク部材の凸状の端部98の周りの慣性モーメントを付加し、リンク部材96、104を位置合わせする傾向があり、それによってトグル・ロック具94と係合する。逆に、ピストン・ロッド84の引込みは、リンク部材96、104を位置合わせから外そうとする逆の慣性モーメントを付加し、それによってトグル・ロック具94を分離させる。図11、12はそれぞれ、ロックされた、およびロック解除されたトグル・ロック具94のピストンを示している。
【0070】
図8a〜8cを再び参照すると、空気圧シリンダ・ピストン・ロッド84が伸長されたとき、リンク部材96、104の対応する位置合わせが、可動ピストン(図示せず)に力が付加されるように、作業支援部42のピストン係合部材110をシリンダ48内へ進める効果を有し、作業支援部42の内部スリーブ(図示せず)が、収縮され、作業支援プランジャ44がロックされる。トグル・ロック具94が係合されたとき、いずれかのこのような力が可動ピストンを通って、その位置合わせ軸に沿ってトグル・ロック具94に伝達されるという点で、作業支援プランジャ44に付加される外力がそうであるようにその位置合わせ軸に沿って付加されるかなりの力に機械的に抵抗することができる。このようにして、空気圧作業支援アクチュエータ60は、排他的に空気圧に頼っている器機で前に可能であったよりもずっと大きな荷重の下でロックされた状態で作業支援部42を維持することが可能である。
【0071】
図6dを再び参照すると、パッド形成器機10が上記で説明したようにワークピースWPを「検出」した後、フェイス・プレート26の支持面30の半径方向内側のワークピースWPの部分が、固定アンビル36のパッド接触面40と接触するまで外向きに変形させられる。図2〜5で最も良く見られるように、この変形は、ダイ・ブロック130に取り付けられた形成ダイ126によって加えられる荷重の下で達成される。ダイ・ブロック130は、後で詳細に説明するボールねじ装置134によって駆動される形成ラム132によって、図4に示す破線位置と実線位置の間で往復運動する。
【0072】
図4で最も良く見られるように、反転可能な電子サーボ・モータ140が、そのサーボ・モータ140の回転を直進運動に変換するように構成されたボールねじ装置134と駆動的に係合させるように、開口12aと位置合わせしてモータ・プレート12の背部に装着される。ボールねじ装置134は、ねじ部材136、ねじが切られたナット部材138、それらの間の複数のボール(図示せず)を備える。ボールねじ装置134は、第1と第2のサイド・プレート14、16とほぼ平行に、それらの間に配置され、サーボ・モータ140と係合するためにモータ・プレート12の開口12aを通って第1の方向に延びており、さらに反対方向にも延びて形成ラム132と係合している。ナット部材138が、形成ラム132の中空の係合部分132a(図示せず)内に配置され、それに取り付けられ、サーボ・モータ140に応答して、ねじ部材136の長さに沿って前/後ろ方向に平行移動する。サーボ・モータ140の作動は、一般に公知であり、いずれかの適切なプログラム可能なマイクロ・プロセッサの形態をとるプログラム可能な制御器機(図示せず)によって制御される。
【0073】
形成ラム132と動作可能に接続された線形トランスデューサ(図示せず)が、形成ダイ126に対する所望の位置と動きを達成するためにプログラム可能な制御器機によって使用される位置フィードバック信号を発生させる。したがって、サーボ・モータ140が、ラム位置、速度、加速度が、ストロークの行程にわたって変化するように制御可能であり、同時に監視される、様々なストローク・モードを通じて形成ラム132を駆動するためにプログラム制御によって操作される。上記で開示した、より複雑なプログラム可能な形成運動が、単一のパッド形成器機10が多種多様な用途に対処することができるように柔軟性を追加する。たとえば、単一のパッド形成器機10が、より遅いストローク速度を使用してワークピースWPの比較的薄い部分で第1のパッドPを形成し、その後、より速いストローク速度を使用してワークピースWPの比較的より薄い部分で第2のパッドPを形成する。別の例として、実際の形成および/または穿刺中に、遅い速度と組み合わせた高速のラムの進行と引込みによって形成サイクルにわたって形成ラム132の速度を変化させることによって、サイクル時間を減少させることができる。
【0074】
取付パッドP(図7に示す)が、上記で説明した方式で形成された後で、形成ラム132が、ワークピースWPから形成ダイ126を引っ込めるために伸長される前に、外部車体パネルのそれに続く取付けを容易にするように構成された孔H(図7に示す)などの取付開口とするために、開口を突くこと、スラグを穿孔すること、または穿刺することによって、上昇した取付パッドP内に開口を形成することがしばしば望ましい。上昇した取付パッドPの切開、穿孔または穿刺は、パッド形成器機10がワークピースWPから引き出される前に、パッド形成器機10によって最も好都合に行われる。この目的のために、第2のボールねじ装置134’が、形成ダイ126がボールねじ装置134によって駆動されるのと同様の方式でパンチ34を駆動するために設けられている。第2の反転可能な電子サーボ・モータ140’が、第2のボールねじ装置134’と駆動的に係合するために開口12bと位置合わせしてモータ・プレート12の背部に装着される。第2のボールねじ装置134’が、第1と第2のサイド・プレートの間にほぼ平行に配置され、第2のサーボ・モータ140’と係合するようにモータ・プレート12の開口12bを通って第1の方向に延び、さらに反対方向に延びてパンチ・ラム142と係合する。第2のボールねじ装置134’のナット部材138’が、パンチ・ラム142の中空の係合部分142a(図示せず)内に配置され、それに取り付けられ、サーボ・モータ140’に応答して、前/後方向にねじ部材136’の長さに沿って平行移動する。台車146が、パンチ・ラム142に装着され、そこから上向きの方向に延びている。バック・アップ148が、パンチ34がそれらの間に取外し可能に固定されるように台車146に装着されている。したがって、図6eに示すように、第2のサーボ・モータ140’の作動が、孔Hを穿孔するために、形成ダイ126の半径方向内側にあり、したがって形成ダイによって支持されていない上昇した取付パッドPの部分を通って、その中空の中央部分128内へパンチ34を駆動する(図7に示す)。
【0075】
パンチ・ラム142と動作可能に接続された第2の線形トランスデューサ(図示せず)が、パンチ34に対する所望の位置と動きを達成するためにプログラム可能な制御器機によって使用される位置フィードバック信号を発生させる。第2のサーボ・モータ140’が、パンチ位置、速度、加速度が、ストロークの行程にわたって変化するように制御可能であり、同時に監視される、様々なストローク・モードを通じてパンチ142を駆動するためにプログラム制御によって操作される。パンチ34のストローク長さが可変であるため、単一のパッド形成器機10が、異なる用途のために、様々な孔サイズおよび/または形状を穿孔するように構成できる。この目的のために、図5に示すように、パンチ34は、その端部部分に1次切削面34aと、そこから予め決められた軸方向距離で配置された第2の切削面34bを備える。一実施例では、1次切削面34aが円であり、2次切削面34bが、1次切削面34aによって形成された円を包含する楕円である。1次切削面34aのみがワークピースWPと係合するようにパンチ34のストローク長さを制限することによって、丸い孔を形成させてもよいが、1次と2次切削面34a、34bの両方がワークピースWPを通過するようにストローク長さを延長することは、細長いスロットをもたらす。
【0076】
また、第2の線形トランスデューサを、当業者に知られているように、穿孔プロセスを誤差検査するために使用することができるパンチ34のための電流痕跡を供給するように構成させてもよい。ワークピースWPと係合している間のパンチの抵抗が、動作の成功を示す電流スパイクを発生させ、逆に、電流スパイクのないことは、所望の穿孔動作が適切に行われていない(すなわち、パンチが故障しているまたはワークピースWPと係合していない)ことを示している。このようにして、最初に穿孔動作が成功しなかったとき、パッド形成器機10を、自動的にシャット・ダウンし、オペレータに警告するようにプログラムさせると、いずれかの関連する問題に直ちに対処することができる。
【0077】
ここで代替となる実施形態を参照すると、本発明に従って構成された、配置器機、または形成とクリンチ器機210の全体が、図13、14に示されている。成形とクリンチ器機210のサブ・アセンブリとその構成要素は、前に説明した実施形態のサブ・アセンブリと構成要素と同一である。したがって、本実施形態を説明するために使用される符号の多くは、前に説明した実施形態で使用されたものと同じである。
【0078】
1つまたは複数のプログラム可能なロボット11が、成形とクリンチ器機210をワークピースWPと係合させたり、係合分離させたりし、かつ、成形とクリンチ器機210をワークピースWP上の特定の位置に対して正確に配置する。成形とクリンチ器機210は、各取付パッドPの外側面Sが、各位置のために別個に決められた、予め決められた正味基準位置に適切に配置され、その後ナットN(図19に示す)を取付パッドPにクリンチするように、ワークピースWP上の1つまたは複数の特定の位置に取付パッドP(図19に示す)を形成するように構成されている。ワークピースWPが許容可能な公差の範囲内にある限り、予め決められた正味基準位置に正確に配置された取付パッドPを備え、相補的な部材または構成要素が、さらなる処理または調節なしでそれに取付可能である。
【0079】
再び、ワークピースWPは、自動車車体パネルを表すとみなされるべきであるが、しかし、ワークピースWPは、他の環境での他の構造要素を同様に包含するように意図されていることを理解されたい。また、ここに開示した本実施形態は、自動車車体パネルの固定具の正味取付けに関するが、本発明は、ヒンジ、ラッチなどの他の構成要素の、テイル・ランプ、バンパー、計器板、ヘッド・ランプ燃料給油口扉などの他の構成要素への正味取付けに等しく適応される。最後に、前部、後部、上部、底部などの相対的な用語は、ダイ・ブロック130が前部を定義し、サーボ・モータ140が後部を定義する、図14に見られるようなパッド形成器機210に適用される。
【0080】
図14〜16をここで全体的に参照すると、成形とクリンチ器機210は、開口12aを有するほぼ矩形のモータ・プレート12を備える(図16参照)。サーボ・モータ140が、それぞれ開口12aと位置合わせされ、以下でより完全に説明されるようにモータ・プレート12に装着される。成形とクリンチ器機210もまた、モータ・プレート12のサーボ・モータ140と反対側に取り付けられ、そこから前方方向へ延びている、離隔されたほぼ平行なサイド・プレート14、16を備える。サイド・プレート14、16はそれぞれ、モータ・プレート12とほぼ平行であるショルダ(16bによって例示される)を形成するくぼんだ部分(16aによって例示される)を有する。サイド・プレート14、16がほぼ同一であり、サイド・プレート14のくぼんだ部分とショルダは図中では同一ではないが、くぼんだ部分16aとショルダ16bとにそれぞれ同様であることを理解されたい。
【0081】
リテーナ・ブロック17が、ショルダ16bによって前/後方向に支持され、上/下方向にくぼんだ部分16aに堅固に取り付けられるように、サイド・プレート14、16に装着されている。図16で最も良く示されているように、リテーナ・ブロック17は、その中に通路17aを備える。リテーナ・ブロック17は、このようにしてサイド・プレート14、16に堅固に固定され、図示のように、位置決めねじ構成を介して、固定アンビル36’をそれに対して保持するように設けられている。
【0082】
脚部分25aと足部分25bを有するL字型のスペーサ25が、サイド・プレート14、16の間に配置されており、脚部分25aがくぼんだ部分14a、16aの下に配置され、足部分25bが、サイド・プレート14、16のくぼんだ部分14a、16aの上方に延びるように、それに取り付けられている。図16、図17を参照すると、スライド・ブロック18’が、前面20’、後面22’、それを通る通路24’、外部溝23’を備える。スライド・ブロック18’は、堅固に固定されたリテーナ・ブロック17に対して自由に移動可能であり、前/後方向に平行移動するように構成されている。また、スライド・ブロック18’は、通路24を通って延びる固定アンビル36の周りで案内され、スライド・ブロック18’をガイドし、その回転を防止するように構成された足部分25bの最上部面によって係合されている。スライド・ブロック18’の上/下位置を調節することができ、このことは、スライド・ブロック18’をそのための上/下位置に下降させるのに必要な量だけL字型スペーサ25の足部分25bを削ることを特に含んでいる。スライド・ブロック18’は、前進の終わりにL字型スペーサ25の足部分25bの一方の面と、後退の終わりに足部分25bの別の面と係合することによってスライド・ブロック18’の運動の範囲を制限するように構成された、環状の溝23’を備える。
【0083】
前に開示した実施形態と同様に、支持面30’とそれを通る通路28’を有するフェイス・プレート26’が、フェイス・プレート26’の通路28’とスライド・ブロック18’の通路24’が位置合わせされるように、スライド・ブロック18’の前面20’に装着される。固定アンビル36’が、リテーナ・ブロック17の通路17a内に配置され、固定アンビル36’がスライド・ブロック18’の通路24’を通ってフェイス・プレート26’の通路28’内へ延び、パッド接触面40’がその中で終わっているようにそれに堅固に取り付けられる(図18a参照)。固定アンビル36’のパッド接触面40’は、パッドの形成中、取付パッドP(図19に示す)の表面Sを支持し、そのため、衝撃中に発生した合力を受ける。モータ・プレート12、サイド・プレート14、16、リテーナ・ブロック17が、固定アンビル36’のパッド接触面40’に、後方向に作用するこのような力を吸収するように構成されていることを理解されたい。クリンチ・ナット取付装置が、ナットNを保持する形成ダイ32によって形成されている。形成ダイ32は、それを通って長手方向に延びる通し孔33を備える。
【0084】
図16に最も良く見られるように、反転可能な電子サーボ・モータ140が、サーボ・モータ140の回転を直進運動に変換するように構成されたボールねじ装置134と駆動的に係合するために、開口12aと位置合わせしてモータ・プレート12の背部に装着される。ボールねじ装置134は、ねじ部材136、ねじが切られたナット部材138、それらの間の複数のボール(図示せず)を備える。ボールねじ装置134は、第1と第2のサイド・プレート14、16とほぼ平行に、それらの間に配置され、サーボ・モータ140と係合するためにモータ・プレート12の開口12aを通って第1の方向に延び、さらにその反対方向に延びて形成ラム132と係合している。ナット部材138が、形成ラム132の中空の係合部分(図示せず)内に配置され、それに取り付けられ、サーボ・モータ140に応答して、ねじ部材136の長さに沿って前/後ろ方向に平行移動する。サーボ・モータ140の作動は、一般に公知であり、いずれかの適切なプログラム可能なマイクロ・プロセッサの形態をとるプログラム可能な制御器機(図示せず)によって制御される。
【0085】
形成ラム132と動作可能に接続された線形トランスデューサ(図示せず)が、形成ダイ32に対する所望の位置と動きを達成するためにプログラム可能な制御器機によって使用される位置フィードバック信号を発生させる。したがって、サーボ・モータ140が、ラム位置、速度、加速度が、ストロークの行程にわたって変化するように制御可能であり、同時に監視される、様々なストローク・モードを通じて形成ラム132を駆動するためにプログラム制御によって操作される。上記で開示した、より複雑なプログラム可能な形成運動が、単一のパッド形成器機210が多種多様な用途に対処することができるように柔軟性を追加する。たとえば、単一の成形とクリンチ器機210が、より遅いストローク速度を使用してワークピースWPの比較的薄い部分で第1のパッドPを形成し、その後、より速いストローク速度を使用してワークピースWPの比較的より薄い部分で第2のパッドPを形成する。別の例のとして、実際の形成および/または穿刺中に、遅い速度と組み合わせた高速のラムの進行と引込みによる形成サイクルにわたって形成ラム132の速度を変化させることによって、そのサイクル時間を減少させることができる。
【0086】
図18a〜18eを参照すると、スライド・ブロック18’は、後で詳細に説明されるように完全に伸長した位置に、作業支援部42、42’(図14に示す)によってバイアスされている。したがって、フェイス・プレート26’の支持面30’は、特定の用途のための最大に許容可能なパッド深さと等しい量だけ固定アンビル36’のバッド接触面40’を越えて軸方向に突き出しており、L字型スペーサ25が外部溝23’と係合している。ロボット11とそれに付随するプログラム可能な運動制御部が、成形とクリンチ器機210をワークピースWPに対する位置へ迅速に移動させる(図13に最も良く示されている)。図18aに示すように、この運動の結果、固定アンビル36’が、ワークピースWPの近傍に、そこから既知の距離で配置される。次に、ロボットが、固定アンビル36’のパッド接触面40’のX、Y、Z軸が、作動が行われるワークピースWP上の特定の位置に対して、予め決められた正味基準位置のX、Y、Z軸に対して正確に配置されるように、固定アンビル36’の軸に沿って器機を移動させ、成形とクリンチ器機210を最終位置へ移動させる。
【0087】
図18aに見られるように、パッド接触面40’が、最初に、予め決められた基準位置で位置合わせされ、フェイス・プレート26’の支持面30’がワークピースWPと早すぎる係合を確実にしない十分な量だけワークピースWPから離れて配置される。その後、ロボット11が、パッド接触面40’のX、Y、Z軸を予め決められた正味基準位置のX、Y、Z軸と位置合わせするために、成形とクリンチ器機210(図13に示す)を固定アンビル36’の軸に沿ってワークピースWPに向かって、それとほぼ垂直な方向へ移動させる。パッド接触面40’がワークピースWPに到達すると、図18bに示すように、フェイス・プレート26’の完全に伸長した支持面30’がワークピースWPと最初に接触する。
【0088】
図18cに見られるように、パッド接触面40’のワークピースWPに向かうさらなる進行が、スライド・ブロック18’の完全に伸長したバイアスに打ち勝って、固定アンビル36’が予め決められた正味基準位置に到達するまで、フェイス・プレート26’の支持面30’を固定アンビル36’のパッド接触面40’に対して引き込む。図18cに見られるように、成形とクリンチ器機210が、支持面30’とパッド接触面40’の間の軸方向距離が、内部車体パネル取付位置の最初の不正確な位置と、正確に配置された予め決められたそのための正味基準位置との差を表すように、パッド接触面40’のすべての3つの軸を予め決められた正味基準位置に配置することによって、ワークピースWPを「検出する」。ワークピースWPを「検出」した後、フェイス・プレート26’の支持面30’がワークピースWPと接触したままであるように、以下で詳細に説明するように、スライド・ブロック18’が固定位置にロックされる。成形とクリンチ器機210はここでパッドPを形成するための開始位置になり、ナットNをクリンチする。ナットは、形成ダイのポケットの内に保持され、ワークピースWPが、アンビル36’のパッド接触面40’を横切って配置される。
【0089】
図18dに見られるように、成形とクリンチ器機210がワークピースWPを「検出」した後、ダイ・ブロックが、ワークピースWPに向かってストロークする。したがって、ナットNがワークピースWPと接触し、当業者に知られているように、ナットNの突起がワークピースWP内に穴を穿孔し、それによってブランク(図示せず)を作成する。このようなクリンチ・ナットは、ARNOLD&SHINJO GmbH &Co.KGから入手可能である。ブランクが、形成ダイ32の通し孔33を通って落下する。別法として、ブランクは、アンビル36’の中空部分38’を通って落下してもよく、この場合、逃げ通路(図示せず)を、アンビル36’の中空部分38’と同心であるリテーナ・ブロック17内に設けることができる。ナットNがワークピースWPを穿孔するとき、パッド接触面40’がワークピースWPの環状の部分を変形させて、ナットN内の環状の通路とロックされた相互係合になる。公知のナット・クリンチ技術と組み合わせて、本発明は、フェイス・プレート26’の支持面30’の半径方向内側のワークピースWPの部分が、固定アンビル36’のパッド接触面40’と接触するまで外向きに変形することを独自に提供する。図14〜17で最も良く見られるように、この変形は、ダイ・ブロック130’に取り付けられた形成ダイ126’によって加えられる荷重下で達成される。ダイ・ブロック130’は、前に詳細に説明されたボールねじ装置134によって駆動される形成ラム132によって、図16に示す破線位置と実線位置の間で往復運動する。
【0090】
図18eおよび18fをここで参照すると、ダイ・ブロック130が引き込まれ、次にロボット11が、プロセスを完了させるためにワークピースWPから遠ざかるように成形とクリンチ器機210を引っ込める。
【0091】
図14を参照すると、スライド・ブロック18’の往復運動は、それぞれ第1と第2のサイド・プレート14、16に取り付けられた、Hytec Hydraulic Work Support No.100998ばね進行タイプ作業支援部を一部備える、第1と第2の作業支援器機42、42’によって作動される。Solie他の名での米国特許第3,938,798号は、類似の作業支援器機に関する詳細な開示を提供しており、したがってその全体が本明細書に組み込まれる。
【0092】
わかりやすくするために、第1の作業支援部42’の構成と動作のみを開示するが、成形とクリンチ器機210の好ましい実施形態は、第2の同一の作業支援部42を備えることを理解されたい。図20に示すように、作業支援部42’は、パッド46’を終点とする、移動可能に装着されたプランジャまたはピストン・ロッド44’を備える。プランジャ44’は通常、内部ばね(図示せず)または図示のような外部ばねによって完全に伸長した位置へバイアスされている。図14に示すように、作業支援部42’のプランジャ・パッド46’が、側部ブロック18’を進行した位置へバイアスさせるために、スライド・ブロック18’の後部表面に対してバイアスされる。
【0093】
作業支援部42’は、プランジャ44’の周縁部分(図示せず)を、その進行した位置でロックするように把持するために、内部スリーブまたはコレット(図示せず)を引き締めることによってプランジャ44’を定位置にロックするように構成されている。図21、22を参照すると、本発明の好ましい実施形態は、油圧装置が成形とクリンチ器機210を動作させる必要がないように、作業支援部42’のロッキング機構を空気圧で作動するように構成された力付加器機410を備える。
【0094】
図20を再び参照すると、内部スリーブ(図示せず)が、作業支援部42のシリンダ48内の可動ピストン(図示せず)に力を付加することによってプランジャ44’をロックするためにプランジャ44’の一部分の周りで引き締められる。可動ピストンによって付加される力は、従来では油圧によって付加されるが、作業支援部ロッキング機構が、このような目的のために同様に構成された代替となるソースによって付加された力に応答して作動されてもよいことを理解されたい。また、このような作動は、公称初期荷重に打ち勝つのに十分な大きさの力のみを必要とするが、作業支援部をロックされた状態に維持するために必要な大きさは、プランジャ44’に外部から加えられた反力を足した初期荷重に比例することを理解されたい。過去に、作業支援部は、油圧ユニットによってほぼ普遍的に作動されていた。このことは高い力出力を提供する。比較的低い力出力のみが空気圧器機で可能であったため。空気圧作動は、実用的でないと以前に考えられていた。
【0095】
再びわかりやすくするために、第1の力付加器機410の構成と動作のみが、作業支援部42’に関連して開示されるが、成形とクリンチ器機210は、他の作業支援部42を作動するように構成された第2の同一の空気圧作業支援アクチュエータ(図示せず)を備えることを理解されたい。図20〜22に示すように、力付加器機410は、作業支援部の内部ロッキング機構(図示せず)を作動するように構成された複数の内蔵型ピストン・アセンブリを実装しており、それによって作業支援プランジャ46’を定位置にロックし、その後外部からプランジャ46’に付加された反力に機械的に抵抗し、それによって力付加器機410が、従来の空気圧器機で今まで可能であったよりもかなり大きい力に抵抗することが可能である。
【0096】
力付加器機410は、以下の副構成要素、作業支援部に固定するためのリテーナまたはアダプタ・モジュール414を、作業支援部に付加される駆動力を発生させるための複数のピストン・モジュール412、それらの間で複数のピストン・モジュール41を保持するためのアダプタ・モジュールの反対側に配置されたエンド・キャップ・リテーナ・モジュール416、ピストン・モジュール412に対して流体を支持するためにモジュール412、414、416を通って中央に配置されたシャフト(図示せず)、ピストン・モジュール412から作業支援部42’へ圧力を連絡するための作業支援部駆動部材(図示せず)、モジュール412、414、416を互いに挟むために4つのリテーナ・ナット420にねじ込まれる、モジュール412、414、416を通って延びる4つのタイ・ロッドまたはリテーナ・ボルト418を一般に備える。
【0097】
図23a、23bをここで参照すると、4分の1の力付加器機が示されており、わかりやすくするために斜線が省略されている。アダプタ・モジュール414は、4つのキャップねじ424によって、その間のスペーサ・ブロック422とともに、作業支援部42’に固定されている。アダプタ・モジュール414は、好ましくは矩形の形状であり、リテーナ・ブロック418を受けるためにそれを通るボルト通路426を備える。アダプタ・モジュール414は、スペーサ・ブロック422に対して平坦に装着する第1の表面428を備え、第1の表面に対向して配置された第2の表面430を備える。通し孔432が、第1の表面と第2の表面の間の中央に配置され、端ぐり434が、キャップねじ424のための逃げ角を提供するために第2の表面内に配置されている。通し孔432と端ぐり434は、図示のように作業支援部42’への取付けを有するショルダ436となっている。環状の舌部または突起438が、第2の表面430から軸方向に遠ざかる方向に延びており、環状の密封溝440が、環状の突起438に対して、直径方向のすぐ外側におよび同心状に配置されている。Oリング442などのシールが、環状の密封溝内に配置されている。
【0098】
ピストン・モジュール412は、3つの同一のモジュール412aと1つの底部ピストン・モジュール412bを備える。同一のピストン・モジュール412aは、モジュール412aが互いに直接接触し、実際に互いに相互係合するように、同軸の直列配置で積み重ねられる。アダプタ・モジュール414のように、同一のモジュール412は、好ましくは矩形の形状であり、それを通るボルト通路426を備える。
【0099】
同一のモジュール412は、ボルト通路426が通っている同一のハウジング444を備える。各ハウジング444は、隣接モジュールに対して平らに装着し、隣接するモジュールのOリング454に対して密封する第1の表面446を備える。各ハウジング444は、第1の表面416の反対側に配置された第2の表面448を備える。環状の舌部または突起450が、第2の表面448から軸方向に遠ざかる方向に延びており、環状の密封溝452が、環状の突起450に対して、直径方向のすぐ外側におよび同心状に配置されている。Oリング454が、環状の密封溝452内に配置されている。第1の表面446は、隣接するモジュールの環状の突起450の受け入れまたはそれとの相互係合のためにその中に形成された環状の溝451を備える。空隙または通し孔456が、第1と第2の表面446、448の間の中央に配置されている。半径方向密封溝457が、通し孔456を有するハウジング444内に形成され、スカート・シール455がその中に配置されている。
【0100】
同一のモジュール412が、ハウジング444内に配置された作動部材またはピストン460を備える。各ピストン460は、ディスク・ピストン462とディスク・ピストン462から軸方向に遠ざかるように延びるハブ・ピストン464を備える。ピストン460は、駆動面468と対向して配置された従動面466と、それらの間に延びる通し孔470を備える。図24に示すように、従動面466は、半径方向外側のリング部分472と半径方向内側のディスク部分474を備える。これは、流体をピストン460の解放された部分473へ連絡するためのその中に形成された4つの半径方向に延びる溝476を備える。図23aを再び参照すると、ディスク部分462は、ワイパーまたはスカート・シール480をその中に収容している環状の密封溝478をその半径方向周縁に備える。底部ピストン・モジュール412bは、以下を例外として、他のモジュール412aとほぼ同一である。すなわち、作動部材またはピストン460’が、ハウジング444内に配置され、ピストン460’もまた、他のピストン460の通し孔470と比較して小さい内直径を有する段差付き部分463を備えることを除いて他のピストン460と同一である。
【0101】
いくつかの流体チャンバ482が、ピストン460、460’の従動面466と、様々なモジュールの第1の表面446、504の間に形成されている。さらに、排気チャンバ484が、ハウジング444とピストン460、460’の間に形成されている。以下でより詳細に説明するように、流体圧力が、ピストン460、460’を図示のような位置から、図23bに示すような進行した位置へ進行させるように、これらの流体チャバ482内で構成することを許されている。ピストン・モジュール412は、様々な排気チャンバ484によって大気圧と連絡し、それによってピストン460、460’を容易に進行または引込みさせる、排気ポート485(図20に示す)を備える。
【0102】
エンド・キャップ・リテーナ・モジュール416は、好ましくは矩形の形状であり、4つのボルト418とナット420によってアダプタ・モジュール414に固定され、それによってピストン・モジュール412を保持する。リテーナ・モジュール416は、第1の表面504と、対向して配置された第2の表面506を備える。第1の表面504は、底部ピストン・モジュール412bのOリング454に対する密封を提供し、底部ピストン・モジュール412bの環状の突起450と相互係合するためのその中の環状の溝508を備える。第2の表面506は、それとの標準的なパイプ固定具512の固定に対処するために内部にねじが切られたハブ部分510を軸方向の終点とする。第1の表面内の端ぐり514が、底部ピストン460’の後ろの流体チャンバ482に流体を連絡し、ナット487のための隙間とシャフト486の小さい直径488を提供する、一方、通し穴516は、エンド・キャップ・リテーナ・モジュール416の入り口端部となっている。
【0103】
図23aを参照すると、シャフト486が、ピストン460、460’を通って中央にかつ長手方向に配置されている。シャフト486は、シャフト486で小さい直径の部分488にねじが切られたナット487によってピストン・モジュール412のアセンブリ内に捕捉されている。シャフトは、小さい直径488とともに、ショルダ部分490を形成する外直径489を備える。小さい直径488は、底部ピストン・モジュール412bの段差付き部分463を通って延び、ショルダ490が段差付き部分463と当接する。複数の環状の溝(図示せず)が、シャフト486の外直径内に形成されている。同様に、複数の半径方向孔494が、シャフト486の環状の溝と連絡して、シャフト486の長手方向軸に対して横方向に形成され、通し孔492と連絡される。環状の溝と半径方向孔494は、様々な流体チャンバ482と位置合わせするように軸方向に離隔されている。
【0104】
作業支援部駆動部材496は、シャフト486の端部にねじ込まれたキャップねじ498、同一のピストン460の第1のものの駆動面468の間に捕捉されたリテーナ・プレート500、キャップねじ498の周りに螺合するナット502を備える。したがって、作業支援部駆動部材496の長さを調節するために、ナット502が緩められ、キャップねじ498が回転され、ナット502が締められてもよい。
【0105】
最初に、各ピストン・モジュール412a〜bが別々に組み立てられる。Oリング454とシール455、480が、ハウジング444内と、ピストン460、460’内のそのそれぞれの溝452、457、478内に配置される。次に、ピストン460、460’が、そのそれぞれのハウジング444に組み付けられる。シャフト486が次に、第1のピストン460内に挿入され、作業支援部駆動部材496に固定され、それによってピストン460をそれらの間で捕捉する。第2、第3、第4のピストン・モジュール412が、環状の突起450が、そのそれぞれの溝451内に正方形に嵌合することを確実にして、次々に互いに組み立てられる。シャフト486が次に、シャフト486の小さい直径488が、第4のピストン・モジュール412aの上に軸方向に延びるように第2、第3、第4のピストン・モジュール412を通って挿入される。それと同時に、第1のピストン・モジュール412aの環状の突起450が、第2のピストン・モジュール412aの環状の溝451内へ正方形に挿入される。リテーナ・ナット487が次に、ピストン・モジュール、サブアセンブリ・ステップを完了するためにシャフト486の小さい直径488上にねじ込まれる。次に、Oリング442が、アダプタ・モジュール414に組み付けられ、その後、4つのキャップねじ424を使用して、それらの間にスペーサ・ブロック422を備える作業支援部42’と固定される。次に、組み立てられたピストン・モジュール412が、アダプタ・モジュール414の環状の突起438が、第1のピストン・モジュール412aの環状の溝451と相互係合するように、および作業支援部駆動部材496のキャップねじ498が、作業支援部421の内部に延びるように、アダプタ・モジュール414と対合される。リテーナ・モジュール416が次に、第4のピストン・モジュール412bの環状の突起450が、リテーナ・モジュール416の環状の溝508と相互係合するように、組み立てられたピストン・モジュール412と対合される。最後に、4つのボルト418が、ボルト孔426内に挿入され、ナット420が、組立てを完了させるためにボルト418を締めつける。
【0106】
動作中、パイプ嵌合部512を通して流体圧力が供給され、リテーナ・モジュール416の端ぐり514と、シャフト486の通し孔492と連絡する。流体圧は、好ましくは、当業者に公知の複数の手段のいずれかによって供給され、制御される、空気圧である。流体は、シャフト486の通し孔492を通り、半径方向の孔494から出て、シャフト486の環状の溝に沿って流れ、様々な流体チャンバ482と連絡する。同様に、流体は、リテーナ・モジュール416の端ぐり514内に入り、ピストン460の半径方向溝476を通り、流体チャンバ482内へ流れる。したがって、流体圧力は、流体チャンバ482内に入り、ピストン460、460’を図23aに示すそれらの位置から図23bに示すようなそれらの進行した位置へ進行させるためにピストン460、460’の従動面466に作用する。図23bはまた、アダプタ・モジュール414のショルダ436上の底部とする作業支援部駆動部材496のナット502を示している。力付加器機410の力の出力は、ピストン460、460’の従動面466の表面積の関数であり、本発明は、ピストンが、集約力がシャフトなどの共通のキャリアのみでなく出力部材496に加えられるような列で互いに積み重ねられ、複数のピストンの集約力を捕捉するための新規なかつ自明でない構成を提供する。
【0107】
ピストン460、460’が、流体圧力によって作動させられるとき、これらは、ピストン460、460’の様々な駆動面468が、隣接して配置されたピストン460の従動面466と係合または当接するように進行する。したがって、流体圧力は、各ピストン上に個別に作用し、駆動面または従動面466、468の当接によって集約的にピストン460、460’上に作用する。したがって、個々のおよび集約的な力の最終的な結果、リテーナ・プレート500と作業支援部駆動部材のナット502を通じて、力が作業支援部駆動部材496のキャップねじ498に移動する。個々のおよび集約的な力は、図23bに示すように、ピストン460、460’と作業支援部駆動部材496を変位させることが可能である。作業支援部駆動部材496が作業支援部42’のシリンダ48’内へ延びるとき、合力が、作業支援部42’の内部スリーブ(図示せず)が収縮し、作業支援部プランジャ44’がロックされるように、作業支援部42’の可動ピストン(図示せず)に付加される。力付加器機410が空気圧によって活動化されるとき、力付加器機410は、その整列軸に沿って付加されるかなりの力に機械的に抵抗することができる。したがって、外力が、作業支援部プランジャ44’に付加されるとき、このような力が、作業支援部42’の可動ピストン(図示せず)を通って、その整列軸に沿って力付加器機410へ伝達される。
【0108】
本発明の力付加器機410は、従来技術の力付加器機よりも優れている。第1に、力付加器機410は、同様のサイズの従来技術の空気圧器機でこれまで可能であったよりもずっと大きい荷重下で作業支援部42’をロック状態に維持することが可能である。第2に、ピストン・モジュールは、収容するために、より大きな別個のハウジングまたはシリンダが必要とされないように内蔵型である。従来技術の器機のように、ピストンを収容するための別個のシリンダは、必然的に、比較的長く、それによってピストンのために必要とされる正確な孔を機械加工するのが困難な構成要素である。したがって、各ピストンは、それ自体の機械加工がより容易なハウジング内に含まれる。第3に、ピストン・モジュールの内蔵型の性質を与えれば、本発明は、柔軟性とモジュール性に適する。言い換えれば、ピストン・モジュールを、より大きな力が所与の用途で必要とされるため、力付加器機410全体に容易に追加することができる。たとえば、本発明の4つのピストン・モジュールが、所与の用途のために十分な力を付加することが見出された場合、ユーザは、アセンブリを簡単に外し、同一のピストン・モジュールの間に1つまたは複数の特別なモジュールを挿入し、ボルトとシャフトをより長いバージョンと交換し、再組立てすることができる。実際、シャフトを交換することを回避し、シャフトの長さの短縮を補うために作業支援部駆動部材496内でより長いキャップねじ498を使用することによって単純化することが可能であろう。このように、モジュールは、ピストンが、すべてのピストンが収容される別個のより長いハウジングまたはシリンダを必要とすることなく、ハウジング内へ進行および引き込みされるように、個別の動作可能である基本的に標準化されたユニットである。
【0109】
本発明の好ましい実施形態が開示されたが、特許請求の範囲に記載したような本発明に変更が行われてもよいことを当業者なら理解されよう。ある例では、本発明のある特徴が、他の特長の対応する使用なしで使用されてもよい。したがって、例示的かつ記述的な材料が、本発明のその範囲に限定されない原理を例示するために、本明細書で使用されるように意図されている。本明細書に開示した本発明の実施形態の形態は、好ましい形態を構成するが、他の形態が、それが追従する特許請求の範囲内にあるとして適用されてもよいことを理解されたい。
【図面の簡単な説明】
【0110】
【図1】ロボットに取り付けられて示されている、本発明による装置の好ましい実施形態の側面図である。
【図2】図1の装置の等角図である。
【図3】図2の装置の切断側面図である。
【図4】図2の線4−4に沿った断面図である。
【図5】図2の装置の成形とクリンチ構成要素を示す分解図である。
【図6a】図2の装置を使用する本発明の方法のステップを示す部分概略図である。
【図6b】本発明の方法の次のステップを示す図6aと同様の図である。
【図6c】本発明の方法の次のステップを示す図6a〜6bと同様の図である。
【図6d】本発明の方法の次のステップを示す図6a〜6cと同様の図である。
【図6e】本発明の方法の次のステップを示す図6a〜6dと同様の図である。
【図7】図6a〜6eの方法に従って図2の装置によって形成され、穿孔された内部車体パネルを示す部分等角図である。
【図8a】図2に示す装置の作業支援部および空気圧作業支援アクチュエータの分解等角図である。
【図8b】図8aに示す作業支援部および空気圧作業支援アクチュエータのトグル・ロック具の等角図である。
【図8c】図8aに示す作業支援部および空気圧作業支援アクチュエータのハウジングの等角図である。
【図9】図8aに示す作業支援部および空気圧作業支援アクチュエータの側面図である。
【図10】図8aに示す作業支援部および空気圧作業支援アクチュエータの平面図である。
【図11】ロック位置での図8bのトグル・ロック具を示す図10の線11−11に沿った断面図である。
【図12】非ロック位置での図8bのトグル・ロック具を示す図10の線11−11に沿った断面図である。
【図13】ロボットに取り付けられて示されている、本発明による装置の代替となる実施形態の側面図である。
【図14】図13の装置の等角図である。
【図15】図14の装置の切断側面図である。
【図16】図14の線16−16に沿った断面図である。
【図17】図14の装置の成形とクリンチ構成要素を示す分解図である。
【図18a】図14の装置を使用する本発明の代替となる方法のステップを示す部分概略図である。
【図18b】本発明の代替となる方法の次のステップを示す図18aと同様の図である。
【図18c】本発明の代替となる方法の次のステップを示す図18a〜18bと同様の図である。
【図18d】本発明の代替となる方法の次のステップを示す図18a〜18cと同様の図である。
【図18e】本発明の代替となる方法の次のステップを示す図18a〜18dと同様の図である。
【図18f】本発明の代替となる方法の次のステップを示す図18a〜18eと同様の図である。
【図19】図18a〜18fの代替となる方法に従って図14の装置によって形成され、穿孔された内部車体パネルを示す部分等角図である。
【図20】図14に示す装置の作業支援部および力付加器機の分解等角図である。
【図21】図20aの作業支援部および力付加器機の側面図である。
【図22】図20に示す作業支援部および力付加器機の上面図である。
【図23a】引込位置の図20の力付加器機を示す、図20の線23−23に沿った断面図または四分断面図である。
【図23b】進行位置の図20の力付加器機を示す、図23aと同様に断面図である。
【図24】図23aのピストンの1つの平面図である。
【関連出願】
【0001】
(関連出願の相互引用)
本出願は、2002年12月26日に提出され、本譲受人に譲渡された、Mark A.Savoyに対する係属中の米国特許出願第10/329,893号の一部係属出願である。
(政府委託研究または開発)
適用されない
(マイクロフィッシュ添付物の参照)
適用されない
【技術分野】
【0002】
本発明は、第1の部材の第2の部材への正確な取付けに関し、予め決められた正味基準位置に対する第2の部材の実際の位置に応じて変化する大きさによって第2の部材を再形成する方法とそのための装置を提供する。本発明は特に、内部車体パネル構造に不正確に配置された要素へ自動車の外部車体パネル部材を正確に取り付けることに関する。本発明はまた、車体パネル部材への固定具の正確な取付けと新規な力付加器機に特に関する。
【背景技術】
【0003】
自動車産業では、車両の組立ては、内部車体パネルまたは車体構造への外部車体パネルの取付けを含む。したがって、内部車体パネルの取付位置が事前に決められた3次元座標に対して正確に配置され、その変化が、外部車体パネルの取付けによって顧客の目に見えないようにすることが、重要である。
【0004】
W.S.Zaydel他、米国特許第4,438,971号は、内部車体パネル構造の比較的不正確に配置された要素に、プラスチック製の自動車車体パネルを正確な位置で取り付けるための方法と装置を記載している。この特許の教示によると、プラスチックで充填された金属性の取付ブロックまたはパッドが、内部車体パネル構造に選択された位置で溶接される。次に、内部車体パネル構造が、位置決めされ、機械加工固定具に配置され、プラスチックで充填された取付ブロックのそれぞれが正確な位置にフライス加工される。パネル構造と、プラスチックで充填された取付ブロックのフライス加工された面との間の距離は、内部車体パネル構造の位置によって様々である。次に、プラスチック製の外部車体パネル部材が、プラスチック製の外部車体パネル部材の内部に取り付けられたねじ山付き固定具または固定具を受けるためにプラスチックで充填された取付ブロック内に孔を穿孔した後、プラスチックで充填された取付ブロックのフライス加工された面に取り付けられる。この方法と装置によって、このようなプラスチック製の外部車体パネル部材のそれぞれが、それぞれ隣接するプラスチック・パネルと正確に決定され、かつ正確な表面位置合わせで装着される。
【0005】
前記の米国特許第4,438,971号は、比較的不正確に配置された車両内部本体パネル構造に対するプラスチック製の外部車体パネルの位置決めの正確性をもたらすが、このことは、材料と処理コストを追加するプラスチックで充填された取付ブロックの内部本体パネル構造への取付けを必要とする。また、プラスチックで充填された取付ブロックのそれに続くフライス加工は、金属とプラスチック充填材材料の混合物であるスクラップを生成する。このようなスクラップを環境的に受け入れられるようにして廃棄するためには、追加の費用を必要とし、かつプラスチックで充填された取付ブロックのフライス加工は、プラスチック充填材の組成に主に対応する塵を発生させる。このこともまた、プラスチックで充填された取付ブロックのフライス加工と穿孔を行うことに厳格な予防措置が伴わない場合、環境や加工場所の健康と安全性に問題がある。
【0006】
外部車体パネル要素に取り付ける内部車体パネル要素の表面に1つまたは複数の金属シムを取り付けることによって、比較的不正確に配置された自動車の内部車体パネル要素が、より正確に決定された位置で外部車体パネル要素へ取り付けることができるようにすることも、従来技術で知られている。取り付けられるこのようなシムの数は内部車体パネル要素の元の位置に基づいている。しかし、このことは、時間を消費し、費用がかかる手法であり、このようなシムの取付けは、車両の重量を追加し、特に燃料節約から遠ざかるため、特に望ましくない態様である。
【0007】
Dacey,Jr.、米国特許第4,760,633号、第4,884,431号は、内部パネル部材の一部分を正確な位置に再形成する、車体パネル取付けのための方法と装置を開示している。この方法と装置は、内部パネル取付表面の所望の正確な配置を決めている知られている位置に動かされるアンビルを採用している。浮いている支持部材が係合し、それによって内部パネルを位置決めし、次に固定された位置でロックされる。
【0008】
油圧ラムが作動され、浮遊支持部材の間で内部パネルの一部分を変形させてアンビルと係合させるために内部パネルに対する力の下で、装着されたパッド形成部材を移動させる。その結果、表面が外部車体パネルなどの別の部材へ取り付けるために望まれる正確な位置に配置された内部パネルに、取付パッドが形成される。パッド形成部材はアンビルと係合している間に、パッド内に開口を形成するために穿孔作業が行われる。パンチが、開口を形成するためにパッドを通じて別個の油圧シリンダによって移動させられる。
【0009】
Dacey,Jr.は、外部車体パネルを不正確に配置された内部車体パネルに正確に組み立てるための代替となる方法を提供しているが、両特許は、ラムとパンチの油圧作動に頼っている。油圧装置は、かなりのコストの増加と維持の必要性、遅い動作と補助冷却の必要性という欠点がある。また、油圧器機は、圧縮された流体、通常オイルを含むが、これは、組立作業の環境での長期間の使用の結果として時々漏出する。油の漏出は、厄介で、発がん性があり、環境的に受け入れ難く、重大な火災の危険性を有する。最後に、油圧流体の加熱とそれに続く膨脹が、可変速度および/または可変ストローク油圧ラム器機の正確な制御のために考慮されなければならない。
【0010】
Jackson,米国特許第5,133,206号は、事前に決められた基準位置に対してパネル部材の一部分を形成するための方法と装置を開示している。装置は、パネル部材の実際の位置を位置決定する感知器機を備える。次に、伸長可能かつ引込み可能なロッドが、感知器機によって確立されたパネル部材の実際の位置に第1と第2のアームの対を備える保持手段を位置決めする。次に、駆動手段が、パネル部材の部分の隣接する側面を保持するために、事前に決められた基準位置に再形成される第1と第2の対のアームを移動させてパネル部材と係合させる。
【0011】
パネル部材を配置し、保持させた後、第4のアームの対を備える形成手段が、パネル部材の一部分を、事前に決められた基準位置へ再形成するために形成部材をパネル部材内へ押しやるように移動させる。開口が、第3のアームの対の端部に装着された穿孔ピンをパネル部材の再形成された部分内へ押しやることによって、パネル部材の再形成された部分内にオプションで穿孔される。
【0012】
Jacksonによって開示された発明は、第1と第2のアームの対を第1と第2の位置の間でカム運動させるステップと、第3と第4のアームを、形成部材と穿孔ピンがパネル部材と係合するように、パネル部材から離隔された第1の位置から第2の位置へカム運動させるステップを含む。保持手段を第1の位置から第2の位置へカム運動させるステップは、形成手段がパネル部材と係合する前に保持手段をパネル部材と係合させるように、形成手段をカム運動させるステップが開始される前に開始させる。
【0013】
Jacksonの発明は、Dacey,Jr.によって対処された同じ問題を特定し、Dacey,Jr.によって教示された同じ解決法を提供するように構成された装置を教示している。Jacksonは、改良された装置を主張しているが、このような主張のために提供される唯一の支援は、装置が、内部車体パネルを固定位置に支持するために単一の作動器機を採用していることである。しかし、Jacksonの発明は、以下の理由のために問題を残している。
【0014】
Jacksonによって教示された装置は、過度に複雑であり、そのため不必要に高価であり、故障しやすい。より具体的には、Jacksonは、伸長可能かつ引込み可能なロッドと、センサ・デバイスの出力に応答する油圧または空気圧駆動手段と、カム器機をそれぞれ有する4対の調節可能なアームとを有する位置決め手段を備える多数の動き構成要素を組み込んでおり、各動き構成要素がさらなる態様の故障を生じさせる。
【0015】
また、Jacksonは、パネル部材を配置し、対応する出力信号を制御される駆動手段へ送信するように構成された複雑なセンサ・デバイスを開示している。このセンサ・デバイスが開示の重要な特徴であり、いずれかの不正確さが内部車体パネルに形成された取付パッドに比例的に伝達され、潜在的に目に見えるずれた外部車体パネルを生じさせる。Jacksonの装置の効果は、多数のサイクルにわたって高度の正確性を維持するセンサ・デバイスに基づいており、器機はますます高価になる。最後に、Jacksonは、誤差の検査の目的のためのセンサ・デバイスの正確性を解析するための器機を開示しておらず、それによって、その正確性の損失が、それが認識され、対処される前に、多数の不完全に組み立てられた自動車を結果として生じさせる。
【0016】
Copeman、米国特許第5,440,912号は、ワークピース正味をある位置に形成し、ワークピース内に孔を穿孔するように構成された装置を開示している。装置は一般に、内側と外側スライド・アセンブリを備える。外部スライド・アセンブリは、ベースにスライド自在に装着された油圧形成シリンダを備え、形成シリンダは、1対の外側スライドレールを介して装着された形成パンチを有する。内側スライド・アセンブリは、形成バック・アップを備え、シリンダ装着ブロック延長部を介して形成シリンダ・ロッドと結合された油圧穿孔シリンダを備える。
【0017】
ワークピースが、内側スライド・アセンブリの形成バック・アップと外側スライド・アセンブリの形成パンチの間に位置決めされる。形成シリンダの作動が、形成バック・アップがワークピースと接触するまで、シリンダ装着ブロック延長部を内側スライド・アセンブリ正味に沿ってワークピースのほうへ移動させる。内側スライド・アセンブリと接続されたスラブ・シリンダは、内側スライド・アセンブリの形成バック・アップがワークピースと接触するとき、スラブ・シリンダが形成バック・アップを定位置にロックするように1方向バルブを通って充填可能である。
【0018】
形成シリンダが、形成シリンダ・ロッドの端部を押圧し続け、それによって形成パンチと外側スライドレールを介して接続されたアンビルをワークピースに向かって移動させる。形成シリンダが、ワークピースを最終位置へ打ち出し加工するために事前に決められた量だけ伸びる。ワークピースが打ち出し加工された後、内側スライド・アセンブリの穿孔シリンダが、ワークピース内に孔を穿孔するためにパンチを作動させる。Copemanによる油圧シリンダの使用は、Dacey,Jr.に関して説明したようなこの器機に対する同じ欠点を呈する。
【0019】
Dacey,Jr.、JacksonとCopemanの発明は、類似の器機を開示している。Jacksonの特許は、Dacey,Jr.よりも少ないステップを必要とし、Copemanの特許は、よりコンパクトであるが、器機は、ほぼ同じ方式で同じ目的を達成する。Dacey,Jr.、JacksonとCopemanの共通の特徴の1つは、一定の速度とストロークを有する作動器機を備える。様々な速度とストロークを含むより複雑なプログラム可能な穿孔と形成運動が、以下で詳細に説明されるいくつかの理由のために有利である。
【0020】
可変速度穿孔形成機は、ワークピースが到達したときや実際の穿孔または形成中に、より遅い速度と組み合わせた高速なラムの進行と引込みのサイクルにわたって、ラムの速度を変化させることによってサイクル時間を減少させる。可変速度は、単一の作動器機が、多種多様なサイズのダイおよび/またはパンチに対処できるよりも、および多種多様な材料と材料形状を形成および/または穿孔できるよりも、広い作業範囲を可能にする。
【0021】
可変ストローク形成機は、形成された形状の積極的な深さの制御が可能である。可変ストローク穿孔器機は、単一の切削工具で、多種多様なサイズと形状の孔を作製することが可能である。このことはたとえば、1次切削面と、そこから事前に決められた軸方向距離の第2の切削面を有する切削工具を設けることによって達成され、2次係合表面の有効直径が初期係合表面の有効直径よりも必然的に大きい。このような切削工具を組み込んでいる可変ストローク器機は、第2の切削面が穿孔される材料と接触しないように短いストロークを使用して小さい孔を形成することができる。同じ器機が、1次と2次切削面の両方が穿孔される材料を通過するように、より大きなストロークを使用することによって、より大きな孔を形成することもできる。
【0022】
最後に、プログラム可能な穿孔動きを有する装置が、直線状トランスデューサとともに、確実に孔を穿孔するためにプロセスの自動的な誤差検査を提供する。当業者に知られているように、パンチが出会う抵抗が、金属パネルとの係合中大いに増加し、電流スパイクが発生するため、直線状トランスデューサによって提供される電流痕跡は、穿孔/金属抵抗を表す。したがって、電流スパイクは、穿孔作業の成功を示し、逆に電流スパイクがないことは、所望の穿孔作業が行われなかった(すなわち、パンチが壊れており、パネルと係合していない)ことを示す。
【0023】
溶接機、クランプ、金属形成機などのより大きな正味器機内に組み込まれている作業支援器機をロックするために力を及ぼすための様々な装置が、開示されている。このような装置は通常、様々な力の要求に適合するように伸長可能ではなく、さらに極めて複雑であり、不必要に高価であり、多数の故障モードがありがちである。
【0024】
たとえば、Folmerに対する米国特許第2,661,599号は、空気圧で動作される溶接機ヘッドの使用を教示している。Folmerの溶接機ヘッドは、固定具によって一方の端部が閉鎖され、ブシュで反対側の端部が閉鎖された一様な薄壁シリンダを備える。シリンダは、シリンダ壁面内の段差またはショルダによって形成された、拡大された部分を備える孔を備える。スリーブが、シリンダ孔を2つの区画に分割するために、ショルダとブシュの間の孔の拡大された部分内に取り込まれている。2つのピストンが設けられ、2つの区画のそれぞれに1つ配置され、ピストンを互いに調和させて移動させるためにスリーブの仕切り壁を通って延びるロッドによって互いに接続されている。ロッドは、それを通って延びる軸方向通路とその軸方向通路と交差する半径方向通路を備える。半径方向通路は、両ピストンが完全に引き込まれたときスリーブによって閉じられる。不運なことに、Folmerのシリンダはコンパクトではなく、より大きいまたは小さい溶接機ヘッドの使用に容易に適応可能ではない。また、シリンダは、段差付きの広い穴を達成するために深い内部孔を必要とする。同様に、スリーブもまた、比較的深い内部孔を必要とする。このような穿孔動作は、孔内での滑らかなピストン運動のために正確にすることを必要とし、制御するのが難しく、したがって、時間を消費し、コストがかかる。同様に、複雑な器機が、以下の米国特許、すなわち、Grimesに対する第3,457,840号、Ott他に対する第3,485,141号、Rettererに対する第6,314,862号に記載されている。
【0025】
Seeloffに対する米国特許第2,983,256号は、他の器機を駆動するのに使用するための複数ピストン楕円流体シリンダの使用を教示している。Seeloffは、複数の壁要素とスペーサ要素から組み立てられたシリンダを開示している。シリンダは、壁とスペーサ要素を通って延びるタイ・ロッドを使用して、シリンダの両側で前方ヘッドと後方ヘッドに固定することによって完成される。壁とスペーサ要素が、それを通してピストン・ロッドを収容するために中央に開口されている。前方ヘッドと後方ヘッドおよび壁とスペーサ要素が、その中に配置され、スナップ・リングを使用してピストン・ロッドに固定されたピストンを備える流体チャンバをその間に設けている。複数のOリング・シールが、ピストン・ロッドとピストンまたはスペーサ要素の間、およびピストンと壁要素の間に必要とされる。Folmerの特許と同様に、Seeloffの発明は、コンパクトではなく、多種多様な用途に容易に適応可能ではない。同様に、Seeloffの発明は、多すぎる部品を必要とし、そのうちの大部分が、正確な機械加工と組立てを必要とし、そのうちの多くが、流体漏出故障モードを呈するシールである。
【発明の開示】
【発明が解決しようとする課題】
【0026】
上記のことから、事前に決められた正味基準位置に対して第2の部材の一部分を形成することによって、不正確に配置された第2の部材に、第1の部材を正確に位置決めし、取り付けるための従来技術の方法と装置は、完全に最適化されていないことが理解できるであろう。また、従技術の力付加器機もまた、複雑性とコストを減少させ、かつ信頼性と性能を増加させるように最適化されていない。したがって、必要であるのは、油圧作動に頼らない、簡単で、信頼性が高く、低価格で、環境に受け入れられる可変速度とストロークで形成し、穿孔することであり、さらに同様のクリンチ・ナット取付装置である。また、必要であるのは、よりコンパクトで、信頼性が高く、コストが少なく、様々な力が必要な広範囲の器機での使用のために容易に適応可能である力付加器機である。
【課題を解決するための手段】
【0027】
本発明の好ましい実施態様によると、相補的な部材を取り付けるために正確な位置に表面または1つまたは複数の選択された部分を置くために、可変な量だけワークピースをプログラム可能に再形成するための方法と装置が提供される。本方法と装置は、このような内部自動車車体パネルの本来の位置よりも正確に決定された位置で外部車体パネルを受けるために、内部自動車車体パネルの一部分を再形成するように特に構成されている。
【0028】
単一のこのような装置が、各取付パッドの外側面が、許容可能な公差範囲内でワークピースの最初の位置にかかわらず予め決められた正味基準位置に正確に配置されるように、ワークピース上の特定の位置に1つまたは複数の取付パッドを形成し、その後各取付パッド内に孔またはスロットをオプションで穿孔するように構成される。各特定の位置のために予め決められた正味基準位置は、車両ごとに決められた位置に維持される。しかし、この決められた位置は、様々な輪郭の相補的な部材がワークピースに取り付けられるため、位置ごとに様々であることを当業者なら認識されよう。
【0029】
本発明の装置は、パンチ、固定アンビルの中空の部分、フェイス・プレート通路が同軸に位置合わせされるように、フェイス・プレート通路によって制限された固定アンビルの中空の部分内に配置されたパンチを備える。パンチは、その端部部分の第1の切削面と、そこから事前に決められた軸方向距離に配置された第2の切削面を有し、第2の切削面の輪郭は、第1の切削面の輪郭を包含する。固定アンビルは、その形成中取付パッドの外側面を配置し、支持するための固定された正味留め具となるバッド接触面を有する。フェイス・プレートは、支持面とそれを通る通路を備える。パンチは、ワークピースの係合部分に向かってまたは遠ざかるように、固定アンビルの中空の部分を通って平行移動可能である。フェイス・プレートは、内部車体パネルに対して配置するために固定アンビルから遠ざかる方向にバイアスされ、固定アンビルが、特定の位置に対して予め決められた正味基準位置へ動かされている間、内部車体パネルとの接触によってスライド可能に引き込まれる。
【0030】
フェイス・プレートは、支持面が、固定アンビルのパッド接触面の上方に軸方向に突き出すように、完全に伸長された位置にバイアスされる。パッド接触面は、フェイス・プレートの支持面がワークピースと早すぎる係合を確実にしないように十分な量だけワークピースから離れて最初に配置される。その後、本発明の装置が、ワークピースに向かって、それとほぼ垂直な方向に固定アンビルの軸に沿って移動される。パッド接触面が特定の位置に対して予め決められた正味基準位置に到達すると、完全に伸長したフェイス・プレートの支持面がワークピースと接触する。パッド接触面の予め決められた正味基準位置に向かうさらなる進行が、フェイス・プレートの完全に伸長したバイアスに打ち勝って、フェイス・プレートの支持面を固定アンビルのパッド接触面に対して引き込む。
【0031】
本発明の装置は、支持面とパッド接触面の間の軸方向距離が、内部車体パネル取付位置の最初の不正確な位置と、正確に配置された予め決められたそのための正味基準位置との差を表すように、固定アンビルのパッド接触面のすべての3つの軸を特定の位置に対して予め決められた正味基準位置に配置することによってワークピースを「検出」する。特定のワークピース位置に対する予め決められた正味基準位置に固定アンビルを配置した後、フェイス・プレートの支持面がワークピースと接触したままである位置でフェイス・プレートが空気圧でロックされる。空気圧で作動されるロッキング機構は、従来の油圧で作動される器機に代わるものであって、それによって上記した関連する不利点を回避する。
【0032】
本発明の装置は、ラムの速度、加速度、ストローク長さがプログラム可能であるように、ボールねじ装置と反転可能な電子サーボ・モータによって好ましく駆動される形成ラムをさらに備える。また、ラムの電気的作動は、上記で説明した同様の油圧作動に関連する不利点を回避する。中空の中央部分を備える形成ダイが、形成ラムに装着され、それによって形成ラムの作動によって、形成ダイと固定アンビルのパッド接触面の間にワークピースを形成する。フェイス・プレートの支持面は、形成ダイの周りの表面金属の位置を維持し、その結果盛り上がったパッドが形成される。
【0033】
したがって、ワークピースは、最初に許容可能な公差範囲内にある限り、予め決められた正味基準位置に正確に配置された外側面を有する取付パッドを備えることになる。それぞれのこのようなパッドの深さは、特定の位置に対する予め決められた正味基準位置と特定の位置でのワークピースの最初の位置と差に応じて様々である。本発明の方法によって形成された各パッドは、さらなる処理または最終的な手による嵌合がその最終的な取付位置を達成するために必要とされることなく、それへ相補的な部材の取付けの準備がなされる。
【0034】
本発明の装置は、固定具を受け、それによって相補的な部材の取付けを容易にするために、形成されたパッド内に孔または特殊輪郭のスロットを形成するようにオプションで構成されている。この目的のために、第2のボールねじ装置と上記で開示されたものと同様のサーボ・モータが、パンチを作動するために設けられる。形成ダイが取付パッドの内部表面と係合し、それによって支持している間、パンチが、ワークピースを通って、形成ダイの中空の中央部分内へ進行する。1次切削面のみがワークピースと係合するように、パンチのストローク長さを制限することによって孔が形成されてもよいが、ワークピースを通過する1次と2次切削面が特殊輪郭のスロットを形成するようにストローク長さを延長する。
【0035】
最後に、当業者に知られているように、本明細書に開示されたプログラム可能な穿孔動きは、実際に孔が穿孔されたことを確実にするために自動的な誤差検査を提供する。プログラム可能なパンチによって発生された電流痕跡は抵抗を表し、パンチが出会う抵抗がワークピースとの係合中大いに増加するとき、電流スパイクが生成される。したがって、電流スパイクは、穿孔動作の成功を示し、逆に、電流スパイクのないことは、所望の穿孔動作が適切に行われていない(すなわち、パンチが故障しているまたはワークピースWPと係合していない)ことを示す。
【0036】
別の実施態様によると、本発明はまた、構成要素を取付パッドに取り付けるための装置を備える。具体的には、形成ダイが、クリンチ・ナットを取り付けるように設けられ、それによって形成ダイが、取付パッドを形成し、同時にまたはほぼ同時にクリンチ・ナットを取付パッドにクリンチするために、その間のワークピースとともに固定アンビルと協働する。
【0037】
本発明のさらに別の実施態様によると、直列に配置された複数の内蔵型ピストン・モジュールを有する力付加部が提供される。複数の内蔵型ピストン・モジュールは、中に空隙を有するハウジングを備え、ハウジングの空隙の内部に装着されたピストンを備える。ピストンは、従動面と、その従動面とほぼ対向する駆動面を有し、ピストンが、ピストンの駆動面が複数の内蔵型ピストンの他のピストンの他の従動面と係合するように、ピストンを進行方向に動かすために従動面に対する流体圧力を受けるように構成されている。
【0038】
したがって、装置が可変速度とストロークを有する穿孔器機と形成器機を備え、不正確に配置された第2の部材に第1の部材を正確に配置し取付けるための方法と装置を提供することが、本発明の目的である。
【0039】
装置が、油圧で作動されず、したがって、上記で開示された関連する不利を受けない、不正確に配置された第2の部材に第1の部材を正確に配置し、取付けるための方法と装置を提供することが、別の目的である。
【0040】
正確に配置された第2の部材に第1の部材を正確に配置し、取り付けるために、簡単で、信頼性高く低価格な方法と装置を提供することが、さらに別の目的である。
【0041】
減少したサイクル時間を有する、予め決められた正味基準位置にパネル部材の一部分を形成するための方法と装置を提供することが、さらに別の目的である。
【0042】
装置が、単一の作動器機が、様々なサイズの形成ダイとパンチに対処することができ、多種多様な材料と材料構成を形成または穿孔することができるという点で広い作動範囲を有する、予め決められた正味基準位置にパネル部材の一部分を形成し、パネル部材の形成された部分内に孔を穿孔するための装置を提供することが、さらなる目的である。
【0043】
単一の切削工具で多種多様なサイズと形状の孔を作製することが可能な装置を提供することが、さらに別の目的である。
【0044】
穿孔動作が成功しなかった場合、または成功しなかったとき容易に明らかにされる、穿孔動作を誤差検査するための方法と装置を提供することが、さらに別の目的である。
【0045】
作業支援器機の内部ロッキング機構を空気圧で作動し、維持するための装置を提供することが、さらに別の目的である。
【0046】
自動的な作業環境での油圧に関連する費用を除去することが、別の目的である。
【0047】
自動的な作業環境での油圧オイルに関連する環境と安全性への危険を除去することが、別の目的である。
【0048】
テイル・ランプ、バンパー、計器板、ヘッド・ランプ、燃料給油口扉などの構成要素の正味取付けのための方法と装置を提供することが、別の目的である。
【0049】
装置が可変速度とストロークを有する成形器機とクリンチ器機を備える、部材を他の構成要素に正確に配置し、取り付けるための方法と装置を提供することが、本発明のさらなる目的である。
【0050】
装置が、油圧で作動されず、したがって上記で開示された関連する不利を受けない、部材を他の構成要素に正確に配置し、取り付けるための方法と装置を提供することが、本発明のさらなる目的である。
【0051】
簡単で、信頼性が高く、低価格な、部材を固定具に正確に配置し、取り付けるための方法と装置を提供することが、さらに別の目的である。
【0052】
本発明の目的とその他の特徴、態様、利点が、以下の詳細な説明、頭記の特許請求の範囲、添付の図面を読んだ後より明らかになるであろう。
【発明を実施するための最良の形態】
【0053】
ここで図面を詳細に参照すると、本発明に従って構成されたパッド形成機10の形態の配置器機が図1、2に示されている。好ましい実施形態によると、1つまたは複数のプログラム可能なロボット11が、パッド形成機10をワークピースWPと作動係合するようにかつ作動係合を解除するように移動させ、パッド形成器機10をワークピースWPの特定の位置に対して正確に位置決めする。パッド形成器機10は、ワークピースWP上の1つまたは複数の特定の位置で取付パッドP(図7に示す)を形成するように構成されており、取付パッドPの外側面が、各位置に対して独立に決められた所定の正味基準位置に正確に配置され、その後、取付パッドP内に孔H(図7に示す)またはスロット(図示せず)のいずれかを穿孔する。ワークピースWPは、受け入れ可能な公差範囲内にある限り、事前に決められた正味基準位置に正確に配置された外側面を有する取付パッドを備え、相補的な部材が、さらなる処理または調節なしでそれに取付可能である。
【0054】
好ましい実施形態の以下の詳細な説明の文脈では、ワークピースWPは、内部自動車車体パネルを表すが、ワークピースWPが、他の環境での他の構造要素も同様に包含するように意図されていることを理解されたい。また、ここに開示された好ましい実施形態は、外側自動車車体パネルの正味取付けに関するが、本発明は、テイル・ランプ、バンパー、計器板、ヘッド・ランプ、燃料給油口扉などの他の構成要素の正味取付けにも同様に適応される。最後に、前部、後部、上部、底部などの相対的な用語は、ダイ・ブロック130が前部を定義し、サーボ・モータ140、140’が後部を定義する、図2に見られるようなパッド形成器機10に適用される。
【0055】
図2〜4に示すように、パッド形成器機10は、開口12bとその下に配置された開口12aを備えるほぼ矩形のモータ・プレート12を備える。サーボ・モータ140、140’が、それぞれ開口12a、12bと位置合わせされ、以下でより完全に説明されるようにモータ・プレート12に装着される。また、パッド形成器機10は、モータ・プレート12に、サーボ・モータ140、140’と反対側に取り付けられ、そこから前方方向へ延びている、離隔されたほぼ平行なサイド・プレート14、16を備える。サイド・プレート14、16はそれぞれ、モータ・プレート12とほぼ平行であるショルダ14b(図示せず)、16bを形成するくぼんだ部分14a(図示せず)、16aを有する。サイド・プレート14、16がほぼ同一であり、くぼんだ部分14aとショルダ14bは、図中では同一ではないが、くぼんだ部分16aとショルダ16bにそれぞれ同様であることを理解されたい。
【0056】
前/後方向に延びている通路17aを有するリテーナ・ブロック17が、ショルダ14b、16bによって前/後方向に支持され、上/下方向にくぼんだ部分14a、16aに堅固に取り付けられるように、サイド・プレート14、16に装着されている。リテーナ・ブロック17の上/下調節を可能にするように構成されたスペーサ19が、リテーナ・ブロック17とくぼんだ部分14a、16aの間に配置され、リテーナ・ブロック17を越えて前方向に延びている。当業者に知られているように、スペーサ19は、最初は上/下方向で大きすぎ、それに対応して、リテーナ・ブロック17は、最初は調節部の上側端部にあり、その後、スペーサ19が、そのために位置合わせされた上/下位置までリテーナ・ブロック17を下降させるのに必要なある量だけ削られる。
【0057】
脚部分25aと足部分25bを有するL字型のスペーサ25が、サイド・プレート14、16の間に配置されており、脚部分25aがくぼんだ部分14a、16aの下に配置され、足部分25bが、サイド・プレート14、16のくぼんだ部分14a、16aの上方に延びるように、それに取り付けられている。図4および図5をここで参照すると、前面20、後面22、それを通る通路24を有するスライド・ブロック18が、通路17aが通路24と位置合わせされるようにリテーナ・ブロック17の前方に位置決めされる。スライド・ブロック18は、前/後方向に平行移動するように構成され、通路24を通って延びる固定アンビル36の周りで案内され、スライド・ブロック18をガイドし、その回転を防止するように構成された足部分25bの最上部面によって係合されている。スライド・ブロック18の上/下位置は、上記で開示されたリテーナ・ブロック17の上/下と同様の方式で構成され、スライド・ブロック18をそのために位置合わせされた上/下位置に下降させるのに必要な量だけL字型スペーサ25の足部分25bを削ることを特に含んでいる。スライド・ブロック18は、前進の終わりにL字型スペーサ25の足部分25bと、さらに後退の終わりにスペーサ19と係合することによって運動の範囲を制限するように構成された、下向きの方向に延びる突起18aを備える。
【0058】
支持面30とそれを通る通路28を有するフェイス・プレート26が、フェイス・プレート26の通路28とスライド・ブロック18の通路24が位置合わせされるように、スライド・ブロック18の前面20に装着される。固定アンビル36が、リテーナ・ブロック17の通路17a内に配置され、それに堅固に取り付けられている。固定アンビル36はスライド・ブロック18の通路24を通ってフェイス・プレート26の通路28内へ延び、その中にパッド接触面40が止まっている。固定アンビル36のパッド接触面40は、その形成中取付パッドP(図7に示す)の外部部分を支持し、そのため、衝撃中に発生した合力を受ける。固定アンビル36のパッド接触面40に、後方向に作用するこのような力を、モータ・プレート12、サイド・プレート14、16、リテーナ・ブロック17が吸収するように構成されていることを理解されたい。1次切削面34aと2次切削面34bを有するパンチ34が、固定アンビル36の中空部分38、リテーナ・ブロック17の通路17a、スライド・ブロック18の通路24、フェイス・プレート26の通路28を通って前/後方向に平行移動するように構成されている。
【0059】
図6a〜6eを参照すると、スライド・ブロック18は、後で詳細に説明されるように完全に伸長した位置にバイアスされている。したがって、フェイス・プレート26の支持面30は、特定の用途のための最大に許容可能なパッド深さと等しい量だけ固定アンビル36のバッド接触面40を越えて軸方向に突き出しており、L字型スペーサ25が突起18aと係合している。ロボット11とそれに付随するプログラム可能な運動制御部が、パッド形成器機10(図1に示す)をワークピースWPに対する位置へ迅速に移動させ、その結果固定アンビル36が、ワークピースWPの近傍に、そこから既知の距離で配置される。次に、プログラム可能な運動制御器機が、固定アンビル36のパッド接触面40のX、Y、Z軸が、ワークピースWPに対してほぼ垂直な方向に、固定アンビル36の軸に沿って器機を移動させることによって、パッド形成器機10を最終位置へ移動させる。
【0060】
図6aに見られるように、パッド接触面40が、最初に、予め決められた基準位置で位置合わせされ、フェイス・プレート26の支持面30がワークピースWPと早すぎた係合をしないことを確実にするのに十分な量だけワークピースWPから離れて配置される。その後、ロボット11が、パッド接触面40のX、Y、Z軸を予め決められた正味基準位置のX、Y、Z軸と位置合わせするために、パッド形成器機10(図1に示す)を固定アンビル36の軸に沿ってワークピースWPに向かって、それとほぼ垂直な方向へ移動させる。パッド接触面40がワークピースWPに到達するとき、フェイス・プレート26の完全に伸長した支持面30がワークピースWPと接触する(図6bに示す)。パッド接触面40のワークピースWPに向かうさらなる進行が、スライド・ブロック18の完全に伸長したバイアスに打ち勝ち、固定アンビル36が予め決められた正味基準位置に到達するまで、フェイス・プレート26の支持面30を固定アンビル36のパッド接触面40に対して引き込む。
【0061】
図6cに見られるように、パッド形成器機10が、支持面30とパッド接触面40の間の軸方向距離が、内部車体パネル取付位置の最初の不正確な位置と、正確に配置された予め決められたそのための正味基準位置との差を表すように、パッド接触面40のすべての3つの軸を予め決められた正味基準位置に配置することによって、ワークピースWPを「検出する」。ワークピースWPを「検出」した後、フェイス・プレート26の支持面30がワークピースWPと接触したままであるように、以下で詳細に説明するように、スライド・ブロック18が固定位置にロックされる。パッド形成器機10はここでパッドPを形成するための位置になり、孔Hを穿孔する。
【0062】
図6dに見られるように、いったんパッド形成器機10がワークピースWPを「検出」し、スライド・ブロック18が位置にロックされた後、フェイス・プレート26の支持面30の半径方向内側のワークピースWPの部分が、取付パッドPを形成するために固定アンビル36のパッド接触面40と接触するまで、外向きに変形する。図5で最も良くわかるように、この変形は、それを通る中空の中央部分128を有する形成ダイ126によって加えられる荷重下で達成される。図6eを参照すると、形成ダイ126がワークピースWPと接触している間、パンチ34は、孔Hを穿孔するために、半径方向内側であり、したがって形成ダイ126によって支持されていない取付パッドPの部分を通り、その中央部分128内へ通過する。
【0063】
図2を再び参照すると、スライド・ブロック18の往復運動が、従来の方式で第1と第2の側部板14、16にそれぞれ取り付けられた、既知のタイプ、すなわち、Hytec Hydraulic Work Support No.100998ばね進行タイプ作業支援ポンプ、第1と第2の油圧作業支援器機42、42’によって作動させられる。Solie他の名での米国特許第3,938,798号は、類似の作業支援器機に関する詳細な開示を提供しており、したがってその全体において本明細書に組み込まれる。
【0064】
わかりやすくするために、第1の作業支援部42の構成と動作のみを開示するが、パッド形成器機10の好ましい実施形態は、第2の同一の作業支援部42’を備えることを理解されたい。図8aに示すように、作業支援部42は、その中に移動可能に装着された、パッド46を終点とするプランジャまたはピストン・ロッド44を備える。プランジャ44は通常、内部ばね(図示せず)によって完全に伸長した位置へバイアスされている。作業支援部42は、プランジャ44の周縁部分(図示せず)をその前進した位置でロックするように把持するために、内部スリーブまたはコレット(図示せず)を引き締めることによってプランジャ44を定位置にロックするように構成されている。図9、10を参照すると、本発明の好ましい実施形態は、油圧装置がパッド形成器機10を動作させる必要がないように、作業支援部42、42’のロッキング機構を空気圧で作動するように構成された空気圧作業支援アクチュエータ60、60’を備える。
【0065】
図8aを再び参照すると、内部スリーブ(図示せず)が、作業支援部42のシリンダ48内の可動ピストン(図示せず)に力を付加することによってプランジャ44をロックするために引き締められる。可動ピストンによって付加される力は、従来では油圧によって付加されるが、作業支援部ロッキング機構が、このような目的のために同様に構成された代替となるソースによって付加された力に応答して作動されてもよいことを理解されたい。また、このような作動は、公称初期荷重に打ち勝つのに十分な大きさの力のみを必要とするが、作業支援部をロックされた状態に維持するために必要な大きさは、プランジャに外部から加えられた反力を足した初期荷重に比例することを理解されたい。この理由のため、空気の圧縮性が空気圧器機を使用できなくするため、大きな外力を受ける作業支援部は、油圧作動を通常必要としていた。
【0066】
再びわかりやすくするために、第1の空気圧作業支援アクチュエータ60の構成および動作のみが開示されるが、パッド形成器機10は、第2の作業支援部42’を作動するように構成された第2の同一の空気圧作業支援アクチュエータ60’を備えることを理解されたい。図8a〜8cに示すように、空気圧作業支援アクチュエータ60は、作業支援部の内部ロッキング機構(図示せず)を作動するように構成されたトグル・ロック具94を実装しており、それによってプランジャを定位置にロックし、その後外部からプランジャに付加された反力に機械的に抵抗し、それによって空気圧作業支援アクチュエータ60が、従来の空気圧器機で今まで可能であったよりもかなり大きい力に抵抗することが可能である。
【0067】
空気圧作業支援アクチュエータ60は、入り口端部64と開いている出口端部66を有するハウジング62を備える。ハウジングの開いた出口端部66は、図8aに示されているキャップねじなどの従来の方式で作業支援シリンダ48に取り付けられる。ブラケット76、78が、その入り口端部64の近くのハウジング62の対向する側面68、70に同様に取り付けられ、ハウジング62の入り口端部64から遠ざかる方向に延びている。既知のタイプの空気圧シリンダ80、すなわち、Bimbaモデル・ナンバーFM−1740−2FMTが、ハウジング62の入り口端部64の近くのブラケット76、78の間に枢動自在に配置され、それに取り付けられている。空気圧シリンダ80は、本体部分82、空気圧に応答して伸長可能かつ引込み可能なピストン・ロッド84、そのピストン・ロッド84の露出された端部に取り付けられた結合部材86を備える。ほぼ平坦な面90とチャネル部92を備える反対側の面を有する固定されたスペーサ・ブロック88がハウジング62内に、平坦な面90が入り口端部64の内側部分にキャップねじで取り付けられ、チャネル部92がハウジングの対向する側面68、70の間を走るように、配置され、装着されている。
【0068】
空気圧作業支援アクチュエータ60のトグル・ロック部分94が、ハウジング内に配置され、第1のリンク部材96と第2のリンク部材104を好ましくは備える。リンク部材96、104は、相補的な半径方向端部部分を備えるほぼ矩形である。第1のリンク部材96は、固定されたスペーサ・ブロック88のチャネル部92内に枢動自在に係合された凸状の端部98、第2のリンク部材104を収容するように構成された反対側の凹状の端部100、空気圧シリンダ80の結合部材86に枢動自在に取り付けられた一体型レバー・アーム102を備える。第2のリンク部材104は、第1のリンク部材96およびピストン係合部材110にそれぞれ枢動自在に係合するように構成された対向する凸状の端部106、108を備える。ピストン係合部材110は、第2のリンク部材104を収容するように構成されたチャネル部112を有する面と作業支援部42の可動ピストン(図示せず)と係合するように構成された、反対側の平らな表面とを備える。支持ピン116が、支持ピン116の尖った係合端部118が、トグル・ロック具94の行き過ぎを防止するためにそれを支持するように、ハウジングの底部部分72の孔73を通って挿入される。支持ピン116の頭部部分120とハウジング62の底部部分72の間に配置されたスペーサ要素122が、リンク部材96、104が、トグル・ロック具94が支持されるとき、±.3°以内の同一平面上配置にあるように、支持ピン116の尖った係合端部118の挿入を正確に制限する幅に好ましくは研磨される。ハウジング62の開いている上部部分74に取り付けられた上部プレート124が、好ましくはキャップねじによって、リンク部材96、104をハウジング62内に保持し、トグル・ロック具94の行き過ぎをさらに防止する。
【0069】
空気圧シリンダ・ピストン・ロッド84とそれに間接的に取り付けられたレバー・アーム102の延長は、固定されたスペーサ・ブロック88のチャネル部92内に枢動自在に係合された第1のリンク部材の凸状の端部98の周りの慣性モーメントを付加し、リンク部材96、104を位置合わせする傾向があり、それによってトグル・ロック具94と係合する。逆に、ピストン・ロッド84の引込みは、リンク部材96、104を位置合わせから外そうとする逆の慣性モーメントを付加し、それによってトグル・ロック具94を分離させる。図11、12はそれぞれ、ロックされた、およびロック解除されたトグル・ロック具94のピストンを示している。
【0070】
図8a〜8cを再び参照すると、空気圧シリンダ・ピストン・ロッド84が伸長されたとき、リンク部材96、104の対応する位置合わせが、可動ピストン(図示せず)に力が付加されるように、作業支援部42のピストン係合部材110をシリンダ48内へ進める効果を有し、作業支援部42の内部スリーブ(図示せず)が、収縮され、作業支援プランジャ44がロックされる。トグル・ロック具94が係合されたとき、いずれかのこのような力が可動ピストンを通って、その位置合わせ軸に沿ってトグル・ロック具94に伝達されるという点で、作業支援プランジャ44に付加される外力がそうであるようにその位置合わせ軸に沿って付加されるかなりの力に機械的に抵抗することができる。このようにして、空気圧作業支援アクチュエータ60は、排他的に空気圧に頼っている器機で前に可能であったよりもずっと大きな荷重の下でロックされた状態で作業支援部42を維持することが可能である。
【0071】
図6dを再び参照すると、パッド形成器機10が上記で説明したようにワークピースWPを「検出」した後、フェイス・プレート26の支持面30の半径方向内側のワークピースWPの部分が、固定アンビル36のパッド接触面40と接触するまで外向きに変形させられる。図2〜5で最も良く見られるように、この変形は、ダイ・ブロック130に取り付けられた形成ダイ126によって加えられる荷重の下で達成される。ダイ・ブロック130は、後で詳細に説明するボールねじ装置134によって駆動される形成ラム132によって、図4に示す破線位置と実線位置の間で往復運動する。
【0072】
図4で最も良く見られるように、反転可能な電子サーボ・モータ140が、そのサーボ・モータ140の回転を直進運動に変換するように構成されたボールねじ装置134と駆動的に係合させるように、開口12aと位置合わせしてモータ・プレート12の背部に装着される。ボールねじ装置134は、ねじ部材136、ねじが切られたナット部材138、それらの間の複数のボール(図示せず)を備える。ボールねじ装置134は、第1と第2のサイド・プレート14、16とほぼ平行に、それらの間に配置され、サーボ・モータ140と係合するためにモータ・プレート12の開口12aを通って第1の方向に延びており、さらに反対方向にも延びて形成ラム132と係合している。ナット部材138が、形成ラム132の中空の係合部分132a(図示せず)内に配置され、それに取り付けられ、サーボ・モータ140に応答して、ねじ部材136の長さに沿って前/後ろ方向に平行移動する。サーボ・モータ140の作動は、一般に公知であり、いずれかの適切なプログラム可能なマイクロ・プロセッサの形態をとるプログラム可能な制御器機(図示せず)によって制御される。
【0073】
形成ラム132と動作可能に接続された線形トランスデューサ(図示せず)が、形成ダイ126に対する所望の位置と動きを達成するためにプログラム可能な制御器機によって使用される位置フィードバック信号を発生させる。したがって、サーボ・モータ140が、ラム位置、速度、加速度が、ストロークの行程にわたって変化するように制御可能であり、同時に監視される、様々なストローク・モードを通じて形成ラム132を駆動するためにプログラム制御によって操作される。上記で開示した、より複雑なプログラム可能な形成運動が、単一のパッド形成器機10が多種多様な用途に対処することができるように柔軟性を追加する。たとえば、単一のパッド形成器機10が、より遅いストローク速度を使用してワークピースWPの比較的薄い部分で第1のパッドPを形成し、その後、より速いストローク速度を使用してワークピースWPの比較的より薄い部分で第2のパッドPを形成する。別の例として、実際の形成および/または穿刺中に、遅い速度と組み合わせた高速のラムの進行と引込みによって形成サイクルにわたって形成ラム132の速度を変化させることによって、サイクル時間を減少させることができる。
【0074】
取付パッドP(図7に示す)が、上記で説明した方式で形成された後で、形成ラム132が、ワークピースWPから形成ダイ126を引っ込めるために伸長される前に、外部車体パネルのそれに続く取付けを容易にするように構成された孔H(図7に示す)などの取付開口とするために、開口を突くこと、スラグを穿孔すること、または穿刺することによって、上昇した取付パッドP内に開口を形成することがしばしば望ましい。上昇した取付パッドPの切開、穿孔または穿刺は、パッド形成器機10がワークピースWPから引き出される前に、パッド形成器機10によって最も好都合に行われる。この目的のために、第2のボールねじ装置134’が、形成ダイ126がボールねじ装置134によって駆動されるのと同様の方式でパンチ34を駆動するために設けられている。第2の反転可能な電子サーボ・モータ140’が、第2のボールねじ装置134’と駆動的に係合するために開口12bと位置合わせしてモータ・プレート12の背部に装着される。第2のボールねじ装置134’が、第1と第2のサイド・プレートの間にほぼ平行に配置され、第2のサーボ・モータ140’と係合するようにモータ・プレート12の開口12bを通って第1の方向に延び、さらに反対方向に延びてパンチ・ラム142と係合する。第2のボールねじ装置134’のナット部材138’が、パンチ・ラム142の中空の係合部分142a(図示せず)内に配置され、それに取り付けられ、サーボ・モータ140’に応答して、前/後方向にねじ部材136’の長さに沿って平行移動する。台車146が、パンチ・ラム142に装着され、そこから上向きの方向に延びている。バック・アップ148が、パンチ34がそれらの間に取外し可能に固定されるように台車146に装着されている。したがって、図6eに示すように、第2のサーボ・モータ140’の作動が、孔Hを穿孔するために、形成ダイ126の半径方向内側にあり、したがって形成ダイによって支持されていない上昇した取付パッドPの部分を通って、その中空の中央部分128内へパンチ34を駆動する(図7に示す)。
【0075】
パンチ・ラム142と動作可能に接続された第2の線形トランスデューサ(図示せず)が、パンチ34に対する所望の位置と動きを達成するためにプログラム可能な制御器機によって使用される位置フィードバック信号を発生させる。第2のサーボ・モータ140’が、パンチ位置、速度、加速度が、ストロークの行程にわたって変化するように制御可能であり、同時に監視される、様々なストローク・モードを通じてパンチ142を駆動するためにプログラム制御によって操作される。パンチ34のストローク長さが可変であるため、単一のパッド形成器機10が、異なる用途のために、様々な孔サイズおよび/または形状を穿孔するように構成できる。この目的のために、図5に示すように、パンチ34は、その端部部分に1次切削面34aと、そこから予め決められた軸方向距離で配置された第2の切削面34bを備える。一実施例では、1次切削面34aが円であり、2次切削面34bが、1次切削面34aによって形成された円を包含する楕円である。1次切削面34aのみがワークピースWPと係合するようにパンチ34のストローク長さを制限することによって、丸い孔を形成させてもよいが、1次と2次切削面34a、34bの両方がワークピースWPを通過するようにストローク長さを延長することは、細長いスロットをもたらす。
【0076】
また、第2の線形トランスデューサを、当業者に知られているように、穿孔プロセスを誤差検査するために使用することができるパンチ34のための電流痕跡を供給するように構成させてもよい。ワークピースWPと係合している間のパンチの抵抗が、動作の成功を示す電流スパイクを発生させ、逆に、電流スパイクのないことは、所望の穿孔動作が適切に行われていない(すなわち、パンチが故障しているまたはワークピースWPと係合していない)ことを示している。このようにして、最初に穿孔動作が成功しなかったとき、パッド形成器機10を、自動的にシャット・ダウンし、オペレータに警告するようにプログラムさせると、いずれかの関連する問題に直ちに対処することができる。
【0077】
ここで代替となる実施形態を参照すると、本発明に従って構成された、配置器機、または形成とクリンチ器機210の全体が、図13、14に示されている。成形とクリンチ器機210のサブ・アセンブリとその構成要素は、前に説明した実施形態のサブ・アセンブリと構成要素と同一である。したがって、本実施形態を説明するために使用される符号の多くは、前に説明した実施形態で使用されたものと同じである。
【0078】
1つまたは複数のプログラム可能なロボット11が、成形とクリンチ器機210をワークピースWPと係合させたり、係合分離させたりし、かつ、成形とクリンチ器機210をワークピースWP上の特定の位置に対して正確に配置する。成形とクリンチ器機210は、各取付パッドPの外側面Sが、各位置のために別個に決められた、予め決められた正味基準位置に適切に配置され、その後ナットN(図19に示す)を取付パッドPにクリンチするように、ワークピースWP上の1つまたは複数の特定の位置に取付パッドP(図19に示す)を形成するように構成されている。ワークピースWPが許容可能な公差の範囲内にある限り、予め決められた正味基準位置に正確に配置された取付パッドPを備え、相補的な部材または構成要素が、さらなる処理または調節なしでそれに取付可能である。
【0079】
再び、ワークピースWPは、自動車車体パネルを表すとみなされるべきであるが、しかし、ワークピースWPは、他の環境での他の構造要素を同様に包含するように意図されていることを理解されたい。また、ここに開示した本実施形態は、自動車車体パネルの固定具の正味取付けに関するが、本発明は、ヒンジ、ラッチなどの他の構成要素の、テイル・ランプ、バンパー、計器板、ヘッド・ランプ燃料給油口扉などの他の構成要素への正味取付けに等しく適応される。最後に、前部、後部、上部、底部などの相対的な用語は、ダイ・ブロック130が前部を定義し、サーボ・モータ140が後部を定義する、図14に見られるようなパッド形成器機210に適用される。
【0080】
図14〜16をここで全体的に参照すると、成形とクリンチ器機210は、開口12aを有するほぼ矩形のモータ・プレート12を備える(図16参照)。サーボ・モータ140が、それぞれ開口12aと位置合わせされ、以下でより完全に説明されるようにモータ・プレート12に装着される。成形とクリンチ器機210もまた、モータ・プレート12のサーボ・モータ140と反対側に取り付けられ、そこから前方方向へ延びている、離隔されたほぼ平行なサイド・プレート14、16を備える。サイド・プレート14、16はそれぞれ、モータ・プレート12とほぼ平行であるショルダ(16bによって例示される)を形成するくぼんだ部分(16aによって例示される)を有する。サイド・プレート14、16がほぼ同一であり、サイド・プレート14のくぼんだ部分とショルダは図中では同一ではないが、くぼんだ部分16aとショルダ16bとにそれぞれ同様であることを理解されたい。
【0081】
リテーナ・ブロック17が、ショルダ16bによって前/後方向に支持され、上/下方向にくぼんだ部分16aに堅固に取り付けられるように、サイド・プレート14、16に装着されている。図16で最も良く示されているように、リテーナ・ブロック17は、その中に通路17aを備える。リテーナ・ブロック17は、このようにしてサイド・プレート14、16に堅固に固定され、図示のように、位置決めねじ構成を介して、固定アンビル36’をそれに対して保持するように設けられている。
【0082】
脚部分25aと足部分25bを有するL字型のスペーサ25が、サイド・プレート14、16の間に配置されており、脚部分25aがくぼんだ部分14a、16aの下に配置され、足部分25bが、サイド・プレート14、16のくぼんだ部分14a、16aの上方に延びるように、それに取り付けられている。図16、図17を参照すると、スライド・ブロック18’が、前面20’、後面22’、それを通る通路24’、外部溝23’を備える。スライド・ブロック18’は、堅固に固定されたリテーナ・ブロック17に対して自由に移動可能であり、前/後方向に平行移動するように構成されている。また、スライド・ブロック18’は、通路24を通って延びる固定アンビル36の周りで案内され、スライド・ブロック18’をガイドし、その回転を防止するように構成された足部分25bの最上部面によって係合されている。スライド・ブロック18’の上/下位置を調節することができ、このことは、スライド・ブロック18’をそのための上/下位置に下降させるのに必要な量だけL字型スペーサ25の足部分25bを削ることを特に含んでいる。スライド・ブロック18’は、前進の終わりにL字型スペーサ25の足部分25bの一方の面と、後退の終わりに足部分25bの別の面と係合することによってスライド・ブロック18’の運動の範囲を制限するように構成された、環状の溝23’を備える。
【0083】
前に開示した実施形態と同様に、支持面30’とそれを通る通路28’を有するフェイス・プレート26’が、フェイス・プレート26’の通路28’とスライド・ブロック18’の通路24’が位置合わせされるように、スライド・ブロック18’の前面20’に装着される。固定アンビル36’が、リテーナ・ブロック17の通路17a内に配置され、固定アンビル36’がスライド・ブロック18’の通路24’を通ってフェイス・プレート26’の通路28’内へ延び、パッド接触面40’がその中で終わっているようにそれに堅固に取り付けられる(図18a参照)。固定アンビル36’のパッド接触面40’は、パッドの形成中、取付パッドP(図19に示す)の表面Sを支持し、そのため、衝撃中に発生した合力を受ける。モータ・プレート12、サイド・プレート14、16、リテーナ・ブロック17が、固定アンビル36’のパッド接触面40’に、後方向に作用するこのような力を吸収するように構成されていることを理解されたい。クリンチ・ナット取付装置が、ナットNを保持する形成ダイ32によって形成されている。形成ダイ32は、それを通って長手方向に延びる通し孔33を備える。
【0084】
図16に最も良く見られるように、反転可能な電子サーボ・モータ140が、サーボ・モータ140の回転を直進運動に変換するように構成されたボールねじ装置134と駆動的に係合するために、開口12aと位置合わせしてモータ・プレート12の背部に装着される。ボールねじ装置134は、ねじ部材136、ねじが切られたナット部材138、それらの間の複数のボール(図示せず)を備える。ボールねじ装置134は、第1と第2のサイド・プレート14、16とほぼ平行に、それらの間に配置され、サーボ・モータ140と係合するためにモータ・プレート12の開口12aを通って第1の方向に延び、さらにその反対方向に延びて形成ラム132と係合している。ナット部材138が、形成ラム132の中空の係合部分(図示せず)内に配置され、それに取り付けられ、サーボ・モータ140に応答して、ねじ部材136の長さに沿って前/後ろ方向に平行移動する。サーボ・モータ140の作動は、一般に公知であり、いずれかの適切なプログラム可能なマイクロ・プロセッサの形態をとるプログラム可能な制御器機(図示せず)によって制御される。
【0085】
形成ラム132と動作可能に接続された線形トランスデューサ(図示せず)が、形成ダイ32に対する所望の位置と動きを達成するためにプログラム可能な制御器機によって使用される位置フィードバック信号を発生させる。したがって、サーボ・モータ140が、ラム位置、速度、加速度が、ストロークの行程にわたって変化するように制御可能であり、同時に監視される、様々なストローク・モードを通じて形成ラム132を駆動するためにプログラム制御によって操作される。上記で開示した、より複雑なプログラム可能な形成運動が、単一のパッド形成器機210が多種多様な用途に対処することができるように柔軟性を追加する。たとえば、単一の成形とクリンチ器機210が、より遅いストローク速度を使用してワークピースWPの比較的薄い部分で第1のパッドPを形成し、その後、より速いストローク速度を使用してワークピースWPの比較的より薄い部分で第2のパッドPを形成する。別の例のとして、実際の形成および/または穿刺中に、遅い速度と組み合わせた高速のラムの進行と引込みによる形成サイクルにわたって形成ラム132の速度を変化させることによって、そのサイクル時間を減少させることができる。
【0086】
図18a〜18eを参照すると、スライド・ブロック18’は、後で詳細に説明されるように完全に伸長した位置に、作業支援部42、42’(図14に示す)によってバイアスされている。したがって、フェイス・プレート26’の支持面30’は、特定の用途のための最大に許容可能なパッド深さと等しい量だけ固定アンビル36’のバッド接触面40’を越えて軸方向に突き出しており、L字型スペーサ25が外部溝23’と係合している。ロボット11とそれに付随するプログラム可能な運動制御部が、成形とクリンチ器機210をワークピースWPに対する位置へ迅速に移動させる(図13に最も良く示されている)。図18aに示すように、この運動の結果、固定アンビル36’が、ワークピースWPの近傍に、そこから既知の距離で配置される。次に、ロボットが、固定アンビル36’のパッド接触面40’のX、Y、Z軸が、作動が行われるワークピースWP上の特定の位置に対して、予め決められた正味基準位置のX、Y、Z軸に対して正確に配置されるように、固定アンビル36’の軸に沿って器機を移動させ、成形とクリンチ器機210を最終位置へ移動させる。
【0087】
図18aに見られるように、パッド接触面40’が、最初に、予め決められた基準位置で位置合わせされ、フェイス・プレート26’の支持面30’がワークピースWPと早すぎる係合を確実にしない十分な量だけワークピースWPから離れて配置される。その後、ロボット11が、パッド接触面40’のX、Y、Z軸を予め決められた正味基準位置のX、Y、Z軸と位置合わせするために、成形とクリンチ器機210(図13に示す)を固定アンビル36’の軸に沿ってワークピースWPに向かって、それとほぼ垂直な方向へ移動させる。パッド接触面40’がワークピースWPに到達すると、図18bに示すように、フェイス・プレート26’の完全に伸長した支持面30’がワークピースWPと最初に接触する。
【0088】
図18cに見られるように、パッド接触面40’のワークピースWPに向かうさらなる進行が、スライド・ブロック18’の完全に伸長したバイアスに打ち勝って、固定アンビル36’が予め決められた正味基準位置に到達するまで、フェイス・プレート26’の支持面30’を固定アンビル36’のパッド接触面40’に対して引き込む。図18cに見られるように、成形とクリンチ器機210が、支持面30’とパッド接触面40’の間の軸方向距離が、内部車体パネル取付位置の最初の不正確な位置と、正確に配置された予め決められたそのための正味基準位置との差を表すように、パッド接触面40’のすべての3つの軸を予め決められた正味基準位置に配置することによって、ワークピースWPを「検出する」。ワークピースWPを「検出」した後、フェイス・プレート26’の支持面30’がワークピースWPと接触したままであるように、以下で詳細に説明するように、スライド・ブロック18’が固定位置にロックされる。成形とクリンチ器機210はここでパッドPを形成するための開始位置になり、ナットNをクリンチする。ナットは、形成ダイのポケットの内に保持され、ワークピースWPが、アンビル36’のパッド接触面40’を横切って配置される。
【0089】
図18dに見られるように、成形とクリンチ器機210がワークピースWPを「検出」した後、ダイ・ブロックが、ワークピースWPに向かってストロークする。したがって、ナットNがワークピースWPと接触し、当業者に知られているように、ナットNの突起がワークピースWP内に穴を穿孔し、それによってブランク(図示せず)を作成する。このようなクリンチ・ナットは、ARNOLD&SHINJO GmbH &Co.KGから入手可能である。ブランクが、形成ダイ32の通し孔33を通って落下する。別法として、ブランクは、アンビル36’の中空部分38’を通って落下してもよく、この場合、逃げ通路(図示せず)を、アンビル36’の中空部分38’と同心であるリテーナ・ブロック17内に設けることができる。ナットNがワークピースWPを穿孔するとき、パッド接触面40’がワークピースWPの環状の部分を変形させて、ナットN内の環状の通路とロックされた相互係合になる。公知のナット・クリンチ技術と組み合わせて、本発明は、フェイス・プレート26’の支持面30’の半径方向内側のワークピースWPの部分が、固定アンビル36’のパッド接触面40’と接触するまで外向きに変形することを独自に提供する。図14〜17で最も良く見られるように、この変形は、ダイ・ブロック130’に取り付けられた形成ダイ126’によって加えられる荷重下で達成される。ダイ・ブロック130’は、前に詳細に説明されたボールねじ装置134によって駆動される形成ラム132によって、図16に示す破線位置と実線位置の間で往復運動する。
【0090】
図18eおよび18fをここで参照すると、ダイ・ブロック130が引き込まれ、次にロボット11が、プロセスを完了させるためにワークピースWPから遠ざかるように成形とクリンチ器機210を引っ込める。
【0091】
図14を参照すると、スライド・ブロック18’の往復運動は、それぞれ第1と第2のサイド・プレート14、16に取り付けられた、Hytec Hydraulic Work Support No.100998ばね進行タイプ作業支援部を一部備える、第1と第2の作業支援器機42、42’によって作動される。Solie他の名での米国特許第3,938,798号は、類似の作業支援器機に関する詳細な開示を提供しており、したがってその全体が本明細書に組み込まれる。
【0092】
わかりやすくするために、第1の作業支援部42’の構成と動作のみを開示するが、成形とクリンチ器機210の好ましい実施形態は、第2の同一の作業支援部42を備えることを理解されたい。図20に示すように、作業支援部42’は、パッド46’を終点とする、移動可能に装着されたプランジャまたはピストン・ロッド44’を備える。プランジャ44’は通常、内部ばね(図示せず)または図示のような外部ばねによって完全に伸長した位置へバイアスされている。図14に示すように、作業支援部42’のプランジャ・パッド46’が、側部ブロック18’を進行した位置へバイアスさせるために、スライド・ブロック18’の後部表面に対してバイアスされる。
【0093】
作業支援部42’は、プランジャ44’の周縁部分(図示せず)を、その進行した位置でロックするように把持するために、内部スリーブまたはコレット(図示せず)を引き締めることによってプランジャ44’を定位置にロックするように構成されている。図21、22を参照すると、本発明の好ましい実施形態は、油圧装置が成形とクリンチ器機210を動作させる必要がないように、作業支援部42’のロッキング機構を空気圧で作動するように構成された力付加器機410を備える。
【0094】
図20を再び参照すると、内部スリーブ(図示せず)が、作業支援部42のシリンダ48内の可動ピストン(図示せず)に力を付加することによってプランジャ44’をロックするためにプランジャ44’の一部分の周りで引き締められる。可動ピストンによって付加される力は、従来では油圧によって付加されるが、作業支援部ロッキング機構が、このような目的のために同様に構成された代替となるソースによって付加された力に応答して作動されてもよいことを理解されたい。また、このような作動は、公称初期荷重に打ち勝つのに十分な大きさの力のみを必要とするが、作業支援部をロックされた状態に維持するために必要な大きさは、プランジャ44’に外部から加えられた反力を足した初期荷重に比例することを理解されたい。過去に、作業支援部は、油圧ユニットによってほぼ普遍的に作動されていた。このことは高い力出力を提供する。比較的低い力出力のみが空気圧器機で可能であったため。空気圧作動は、実用的でないと以前に考えられていた。
【0095】
再びわかりやすくするために、第1の力付加器機410の構成と動作のみが、作業支援部42’に関連して開示されるが、成形とクリンチ器機210は、他の作業支援部42を作動するように構成された第2の同一の空気圧作業支援アクチュエータ(図示せず)を備えることを理解されたい。図20〜22に示すように、力付加器機410は、作業支援部の内部ロッキング機構(図示せず)を作動するように構成された複数の内蔵型ピストン・アセンブリを実装しており、それによって作業支援プランジャ46’を定位置にロックし、その後外部からプランジャ46’に付加された反力に機械的に抵抗し、それによって力付加器機410が、従来の空気圧器機で今まで可能であったよりもかなり大きい力に抵抗することが可能である。
【0096】
力付加器機410は、以下の副構成要素、作業支援部に固定するためのリテーナまたはアダプタ・モジュール414を、作業支援部に付加される駆動力を発生させるための複数のピストン・モジュール412、それらの間で複数のピストン・モジュール41を保持するためのアダプタ・モジュールの反対側に配置されたエンド・キャップ・リテーナ・モジュール416、ピストン・モジュール412に対して流体を支持するためにモジュール412、414、416を通って中央に配置されたシャフト(図示せず)、ピストン・モジュール412から作業支援部42’へ圧力を連絡するための作業支援部駆動部材(図示せず)、モジュール412、414、416を互いに挟むために4つのリテーナ・ナット420にねじ込まれる、モジュール412、414、416を通って延びる4つのタイ・ロッドまたはリテーナ・ボルト418を一般に備える。
【0097】
図23a、23bをここで参照すると、4分の1の力付加器機が示されており、わかりやすくするために斜線が省略されている。アダプタ・モジュール414は、4つのキャップねじ424によって、その間のスペーサ・ブロック422とともに、作業支援部42’に固定されている。アダプタ・モジュール414は、好ましくは矩形の形状であり、リテーナ・ブロック418を受けるためにそれを通るボルト通路426を備える。アダプタ・モジュール414は、スペーサ・ブロック422に対して平坦に装着する第1の表面428を備え、第1の表面に対向して配置された第2の表面430を備える。通し孔432が、第1の表面と第2の表面の間の中央に配置され、端ぐり434が、キャップねじ424のための逃げ角を提供するために第2の表面内に配置されている。通し孔432と端ぐり434は、図示のように作業支援部42’への取付けを有するショルダ436となっている。環状の舌部または突起438が、第2の表面430から軸方向に遠ざかる方向に延びており、環状の密封溝440が、環状の突起438に対して、直径方向のすぐ外側におよび同心状に配置されている。Oリング442などのシールが、環状の密封溝内に配置されている。
【0098】
ピストン・モジュール412は、3つの同一のモジュール412aと1つの底部ピストン・モジュール412bを備える。同一のピストン・モジュール412aは、モジュール412aが互いに直接接触し、実際に互いに相互係合するように、同軸の直列配置で積み重ねられる。アダプタ・モジュール414のように、同一のモジュール412は、好ましくは矩形の形状であり、それを通るボルト通路426を備える。
【0099】
同一のモジュール412は、ボルト通路426が通っている同一のハウジング444を備える。各ハウジング444は、隣接モジュールに対して平らに装着し、隣接するモジュールのOリング454に対して密封する第1の表面446を備える。各ハウジング444は、第1の表面416の反対側に配置された第2の表面448を備える。環状の舌部または突起450が、第2の表面448から軸方向に遠ざかる方向に延びており、環状の密封溝452が、環状の突起450に対して、直径方向のすぐ外側におよび同心状に配置されている。Oリング454が、環状の密封溝452内に配置されている。第1の表面446は、隣接するモジュールの環状の突起450の受け入れまたはそれとの相互係合のためにその中に形成された環状の溝451を備える。空隙または通し孔456が、第1と第2の表面446、448の間の中央に配置されている。半径方向密封溝457が、通し孔456を有するハウジング444内に形成され、スカート・シール455がその中に配置されている。
【0100】
同一のモジュール412が、ハウジング444内に配置された作動部材またはピストン460を備える。各ピストン460は、ディスク・ピストン462とディスク・ピストン462から軸方向に遠ざかるように延びるハブ・ピストン464を備える。ピストン460は、駆動面468と対向して配置された従動面466と、それらの間に延びる通し孔470を備える。図24に示すように、従動面466は、半径方向外側のリング部分472と半径方向内側のディスク部分474を備える。これは、流体をピストン460の解放された部分473へ連絡するためのその中に形成された4つの半径方向に延びる溝476を備える。図23aを再び参照すると、ディスク部分462は、ワイパーまたはスカート・シール480をその中に収容している環状の密封溝478をその半径方向周縁に備える。底部ピストン・モジュール412bは、以下を例外として、他のモジュール412aとほぼ同一である。すなわち、作動部材またはピストン460’が、ハウジング444内に配置され、ピストン460’もまた、他のピストン460の通し孔470と比較して小さい内直径を有する段差付き部分463を備えることを除いて他のピストン460と同一である。
【0101】
いくつかの流体チャンバ482が、ピストン460、460’の従動面466と、様々なモジュールの第1の表面446、504の間に形成されている。さらに、排気チャンバ484が、ハウジング444とピストン460、460’の間に形成されている。以下でより詳細に説明するように、流体圧力が、ピストン460、460’を図示のような位置から、図23bに示すような進行した位置へ進行させるように、これらの流体チャバ482内で構成することを許されている。ピストン・モジュール412は、様々な排気チャンバ484によって大気圧と連絡し、それによってピストン460、460’を容易に進行または引込みさせる、排気ポート485(図20に示す)を備える。
【0102】
エンド・キャップ・リテーナ・モジュール416は、好ましくは矩形の形状であり、4つのボルト418とナット420によってアダプタ・モジュール414に固定され、それによってピストン・モジュール412を保持する。リテーナ・モジュール416は、第1の表面504と、対向して配置された第2の表面506を備える。第1の表面504は、底部ピストン・モジュール412bのOリング454に対する密封を提供し、底部ピストン・モジュール412bの環状の突起450と相互係合するためのその中の環状の溝508を備える。第2の表面506は、それとの標準的なパイプ固定具512の固定に対処するために内部にねじが切られたハブ部分510を軸方向の終点とする。第1の表面内の端ぐり514が、底部ピストン460’の後ろの流体チャンバ482に流体を連絡し、ナット487のための隙間とシャフト486の小さい直径488を提供する、一方、通し穴516は、エンド・キャップ・リテーナ・モジュール416の入り口端部となっている。
【0103】
図23aを参照すると、シャフト486が、ピストン460、460’を通って中央にかつ長手方向に配置されている。シャフト486は、シャフト486で小さい直径の部分488にねじが切られたナット487によってピストン・モジュール412のアセンブリ内に捕捉されている。シャフトは、小さい直径488とともに、ショルダ部分490を形成する外直径489を備える。小さい直径488は、底部ピストン・モジュール412bの段差付き部分463を通って延び、ショルダ490が段差付き部分463と当接する。複数の環状の溝(図示せず)が、シャフト486の外直径内に形成されている。同様に、複数の半径方向孔494が、シャフト486の環状の溝と連絡して、シャフト486の長手方向軸に対して横方向に形成され、通し孔492と連絡される。環状の溝と半径方向孔494は、様々な流体チャンバ482と位置合わせするように軸方向に離隔されている。
【0104】
作業支援部駆動部材496は、シャフト486の端部にねじ込まれたキャップねじ498、同一のピストン460の第1のものの駆動面468の間に捕捉されたリテーナ・プレート500、キャップねじ498の周りに螺合するナット502を備える。したがって、作業支援部駆動部材496の長さを調節するために、ナット502が緩められ、キャップねじ498が回転され、ナット502が締められてもよい。
【0105】
最初に、各ピストン・モジュール412a〜bが別々に組み立てられる。Oリング454とシール455、480が、ハウジング444内と、ピストン460、460’内のそのそれぞれの溝452、457、478内に配置される。次に、ピストン460、460’が、そのそれぞれのハウジング444に組み付けられる。シャフト486が次に、第1のピストン460内に挿入され、作業支援部駆動部材496に固定され、それによってピストン460をそれらの間で捕捉する。第2、第3、第4のピストン・モジュール412が、環状の突起450が、そのそれぞれの溝451内に正方形に嵌合することを確実にして、次々に互いに組み立てられる。シャフト486が次に、シャフト486の小さい直径488が、第4のピストン・モジュール412aの上に軸方向に延びるように第2、第3、第4のピストン・モジュール412を通って挿入される。それと同時に、第1のピストン・モジュール412aの環状の突起450が、第2のピストン・モジュール412aの環状の溝451内へ正方形に挿入される。リテーナ・ナット487が次に、ピストン・モジュール、サブアセンブリ・ステップを完了するためにシャフト486の小さい直径488上にねじ込まれる。次に、Oリング442が、アダプタ・モジュール414に組み付けられ、その後、4つのキャップねじ424を使用して、それらの間にスペーサ・ブロック422を備える作業支援部42’と固定される。次に、組み立てられたピストン・モジュール412が、アダプタ・モジュール414の環状の突起438が、第1のピストン・モジュール412aの環状の溝451と相互係合するように、および作業支援部駆動部材496のキャップねじ498が、作業支援部421の内部に延びるように、アダプタ・モジュール414と対合される。リテーナ・モジュール416が次に、第4のピストン・モジュール412bの環状の突起450が、リテーナ・モジュール416の環状の溝508と相互係合するように、組み立てられたピストン・モジュール412と対合される。最後に、4つのボルト418が、ボルト孔426内に挿入され、ナット420が、組立てを完了させるためにボルト418を締めつける。
【0106】
動作中、パイプ嵌合部512を通して流体圧力が供給され、リテーナ・モジュール416の端ぐり514と、シャフト486の通し孔492と連絡する。流体圧は、好ましくは、当業者に公知の複数の手段のいずれかによって供給され、制御される、空気圧である。流体は、シャフト486の通し孔492を通り、半径方向の孔494から出て、シャフト486の環状の溝に沿って流れ、様々な流体チャンバ482と連絡する。同様に、流体は、リテーナ・モジュール416の端ぐり514内に入り、ピストン460の半径方向溝476を通り、流体チャンバ482内へ流れる。したがって、流体圧力は、流体チャンバ482内に入り、ピストン460、460’を図23aに示すそれらの位置から図23bに示すようなそれらの進行した位置へ進行させるためにピストン460、460’の従動面466に作用する。図23bはまた、アダプタ・モジュール414のショルダ436上の底部とする作業支援部駆動部材496のナット502を示している。力付加器機410の力の出力は、ピストン460、460’の従動面466の表面積の関数であり、本発明は、ピストンが、集約力がシャフトなどの共通のキャリアのみでなく出力部材496に加えられるような列で互いに積み重ねられ、複数のピストンの集約力を捕捉するための新規なかつ自明でない構成を提供する。
【0107】
ピストン460、460’が、流体圧力によって作動させられるとき、これらは、ピストン460、460’の様々な駆動面468が、隣接して配置されたピストン460の従動面466と係合または当接するように進行する。したがって、流体圧力は、各ピストン上に個別に作用し、駆動面または従動面466、468の当接によって集約的にピストン460、460’上に作用する。したがって、個々のおよび集約的な力の最終的な結果、リテーナ・プレート500と作業支援部駆動部材のナット502を通じて、力が作業支援部駆動部材496のキャップねじ498に移動する。個々のおよび集約的な力は、図23bに示すように、ピストン460、460’と作業支援部駆動部材496を変位させることが可能である。作業支援部駆動部材496が作業支援部42’のシリンダ48’内へ延びるとき、合力が、作業支援部42’の内部スリーブ(図示せず)が収縮し、作業支援部プランジャ44’がロックされるように、作業支援部42’の可動ピストン(図示せず)に付加される。力付加器機410が空気圧によって活動化されるとき、力付加器機410は、その整列軸に沿って付加されるかなりの力に機械的に抵抗することができる。したがって、外力が、作業支援部プランジャ44’に付加されるとき、このような力が、作業支援部42’の可動ピストン(図示せず)を通って、その整列軸に沿って力付加器機410へ伝達される。
【0108】
本発明の力付加器機410は、従来技術の力付加器機よりも優れている。第1に、力付加器機410は、同様のサイズの従来技術の空気圧器機でこれまで可能であったよりもずっと大きい荷重下で作業支援部42’をロック状態に維持することが可能である。第2に、ピストン・モジュールは、収容するために、より大きな別個のハウジングまたはシリンダが必要とされないように内蔵型である。従来技術の器機のように、ピストンを収容するための別個のシリンダは、必然的に、比較的長く、それによってピストンのために必要とされる正確な孔を機械加工するのが困難な構成要素である。したがって、各ピストンは、それ自体の機械加工がより容易なハウジング内に含まれる。第3に、ピストン・モジュールの内蔵型の性質を与えれば、本発明は、柔軟性とモジュール性に適する。言い換えれば、ピストン・モジュールを、より大きな力が所与の用途で必要とされるため、力付加器機410全体に容易に追加することができる。たとえば、本発明の4つのピストン・モジュールが、所与の用途のために十分な力を付加することが見出された場合、ユーザは、アセンブリを簡単に外し、同一のピストン・モジュールの間に1つまたは複数の特別なモジュールを挿入し、ボルトとシャフトをより長いバージョンと交換し、再組立てすることができる。実際、シャフトを交換することを回避し、シャフトの長さの短縮を補うために作業支援部駆動部材496内でより長いキャップねじ498を使用することによって単純化することが可能であろう。このように、モジュールは、ピストンが、すべてのピストンが収容される別個のより長いハウジングまたはシリンダを必要とすることなく、ハウジング内へ進行および引き込みされるように、個別の動作可能である基本的に標準化されたユニットである。
【0109】
本発明の好ましい実施形態が開示されたが、特許請求の範囲に記載したような本発明に変更が行われてもよいことを当業者なら理解されよう。ある例では、本発明のある特徴が、他の特長の対応する使用なしで使用されてもよい。したがって、例示的かつ記述的な材料が、本発明のその範囲に限定されない原理を例示するために、本明細書で使用されるように意図されている。本明細書に開示した本発明の実施形態の形態は、好ましい形態を構成するが、他の形態が、それが追従する特許請求の範囲内にあるとして適用されてもよいことを理解されたい。
【図面の簡単な説明】
【0110】
【図1】ロボットに取り付けられて示されている、本発明による装置の好ましい実施形態の側面図である。
【図2】図1の装置の等角図である。
【図3】図2の装置の切断側面図である。
【図4】図2の線4−4に沿った断面図である。
【図5】図2の装置の成形とクリンチ構成要素を示す分解図である。
【図6a】図2の装置を使用する本発明の方法のステップを示す部分概略図である。
【図6b】本発明の方法の次のステップを示す図6aと同様の図である。
【図6c】本発明の方法の次のステップを示す図6a〜6bと同様の図である。
【図6d】本発明の方法の次のステップを示す図6a〜6cと同様の図である。
【図6e】本発明の方法の次のステップを示す図6a〜6dと同様の図である。
【図7】図6a〜6eの方法に従って図2の装置によって形成され、穿孔された内部車体パネルを示す部分等角図である。
【図8a】図2に示す装置の作業支援部および空気圧作業支援アクチュエータの分解等角図である。
【図8b】図8aに示す作業支援部および空気圧作業支援アクチュエータのトグル・ロック具の等角図である。
【図8c】図8aに示す作業支援部および空気圧作業支援アクチュエータのハウジングの等角図である。
【図9】図8aに示す作業支援部および空気圧作業支援アクチュエータの側面図である。
【図10】図8aに示す作業支援部および空気圧作業支援アクチュエータの平面図である。
【図11】ロック位置での図8bのトグル・ロック具を示す図10の線11−11に沿った断面図である。
【図12】非ロック位置での図8bのトグル・ロック具を示す図10の線11−11に沿った断面図である。
【図13】ロボットに取り付けられて示されている、本発明による装置の代替となる実施形態の側面図である。
【図14】図13の装置の等角図である。
【図15】図14の装置の切断側面図である。
【図16】図14の線16−16に沿った断面図である。
【図17】図14の装置の成形とクリンチ構成要素を示す分解図である。
【図18a】図14の装置を使用する本発明の代替となる方法のステップを示す部分概略図である。
【図18b】本発明の代替となる方法の次のステップを示す図18aと同様の図である。
【図18c】本発明の代替となる方法の次のステップを示す図18a〜18bと同様の図である。
【図18d】本発明の代替となる方法の次のステップを示す図18a〜18cと同様の図である。
【図18e】本発明の代替となる方法の次のステップを示す図18a〜18dと同様の図である。
【図18f】本発明の代替となる方法の次のステップを示す図18a〜18eと同様の図である。
【図19】図18a〜18fの代替となる方法に従って図14の装置によって形成され、穿孔された内部車体パネルを示す部分等角図である。
【図20】図14に示す装置の作業支援部および力付加器機の分解等角図である。
【図21】図20aの作業支援部および力付加器機の側面図である。
【図22】図20に示す作業支援部および力付加器機の上面図である。
【図23a】引込位置の図20の力付加器機を示す、図20の線23−23に沿った断面図または四分断面図である。
【図23b】進行位置の図20の力付加器機を示す、図23aと同様に断面図である。
【図24】図23aのピストンの1つの平面図である。
【特許請求の範囲】
【請求項1】
予め決められた正味基準位置に正確に配置され、前記表面に構成要素を取り付けるように構成された表面を確立するために車体部材を再形成するためのプログラム可能な装置であって、前記プログラム可能な手段が、
アンビルと、
前記車体部材に対する前記予め決められた正味基準位置への前記アンビルの選択的な動きのためのプログラム可能な手段と、
前記車体部材を係合するための手段と、
前記車体部材と係合させるための前記手段をロックし、維持するための手段と、
前記アンビルと位置合わせされ形成ラムであって、前記形成ラムがそれに取り付けられたバッド形成ダイを有し、前記パッド形成ダイが、前記構成要素をそれに装着するように構成されている形成ラムと、
その平行移動を行うために前記形成ラムに接続され、それによって前記形成ラムの前記平行移動が、前記事前に決められた正味基準位置に正確に配置された前記表面を形成し、前記構成要素を前記表面にクリンチするために前記パッド形成ダイと前記アンビルの間で前記車体部材を再形成する、回転運動を直進運動に変換するための駆動手段と
を備える装置。
【請求項2】
前記形成ラムをプログラム可能に作動するための手段をさらに備え、前記プログラム可能な作動手段が、
前記駆動手段と係合された、回転運動を直進運動に変換するためのサーボ・モータと、
回転運動を直進運動に変換するために、前記駆動手段のストローク長さをプログラミングするための手段と、
前記ストロークの行程にわたって変化させるために形成ラム速度、加速度をプログラミングするための手段とを備える請求項1に記載のプログラム可能な装置。
【請求項3】
ロックし、維持するための前記手段が、
内部ロッキング機構を有する作業支援部と、
前記作業支援部の前記内部ロッキング機構を空気圧で作動し、維持するための手段とを備える請求項1に記載のプログラム可能な装置。
【請求項4】
前記空気圧で作動し、維持するための前記手段が、
縦に配置された複数の内蔵型ピストン・モジュールを備え、
前記複数の内蔵型ピストン・モジュールの少なくとも1つが、
中に空隙を有するハウジングと、
前記ハウジングの前記空隙内に装着され、従動面と駆動面を有するピストンとを備え、前記ピストンが、前記ピストンの駆動面が、前記複数の内蔵型ピストン・モジュールの別のピストンと当接するように、進行した方向で前記ピストンを駆動するために前記従動面に対する流体圧力を受けるように構成されている請求項3に記載のプログラム可能な装置。
【請求項5】
作業支援器機に固定されるように構成された第1の表面を有し、前記複数の内蔵型ピストン・モジュールをそれに装着するように構成された第2の表面をさらに有するアダプタ・モジュールをさらに備える請求項4に記載のプログラム可能な装置。
【請求項6】
前記アダプタ・モジュールの反対側に配置されたリテーナ・モジュールをさらに備え、それにより前記複数の内臓式ピストン・モジュールが、前記リテーナとアダプタ・モジュールの間に配置され、前記リテーナ・モジュールが、前記複数の内蔵型のピストン・モジュールへ流体を連絡するためにそれを通る通路を有する請求項5に記載のプログラム可能な装置。
【請求項7】
前記ピストンの前記従動面に流体を連絡するために前記ピストンを通って中央に配置されたシャフトをさらに備える請求項4に記載のプログラム可能な装置。
【請求項8】
前記シャフトが、通し孔と、前記シャフトを通ってそこから出て前記ピストンの前記従動面と連絡するために前記通し孔と連絡している少なくとも1つの半径方向の孔とを備える請求項7に記載のプログラム可能な装置。
【請求項9】
前記シャフトが、小さい直径の部分をさらに備える請求項8に記載のプログラム可能な装置。
【請求項10】
前記シャフトの前記小さい直径の部分にねじが切られたナットをさらに備える請求項9に記載のプログラム可能な装置。
【請求項11】
前記複数の内蔵型ピストン・モジュールが、少なくとも1つのハウジングを備え、前記少なくとも1つのハウジングが、
第1の表面と、
前記第1の表面に対向する第2の表面と、
前記第1の表面と第2の表面の間の空隙と、
前記第1の表面から軸方向に延びる環状の突起と、
前記複数の内蔵型ピストン・モジュールの別のハウジングからの別の環状の突起を受けるための前記第2の表面内の環状の溝と、
中にシールを受けるための前記第1と第2の表面の少なくとも1つの中の第2の環状の溝とを備える請求項4に記載のプログラム可能な装置。
【請求項12】
前記ピストンが、排気チャンバが前記ピストンと前記ハウジングの間に長手方向に形成されるように長手方向に前記ハウジング内にスライド自在に配置されている請求項4に記載のプログラム可能な装置。
【請求項13】
前記ハウジングが、第1の表面とそれと反対側に配置された第2の表面を備え、前記ピストンの前記駆動面と隣接して配置されたハウジングの前記第1の表面がそれらの間に流体チャンバを形成する請求項4に記載のプログラム可能な装置。
【請求項14】
流体圧力が、前記ピストンを前記ハウジング内で定位置から進行位置へスライド自在に変位させるように、前記流体チャンバ内に蓄積する請求項13に記載のプログラム可能な装置。
【請求項15】
前記アンビルが、中空部分とパッド接触面を備え、さらに前記パッド形成ダイが通し孔を備える請求項1に記載のプログラム可能な装置。
【請求項16】
前記車体部材と係合するための前記手段が、
通路と支持面とを備え、前記支持面が前記車体部材と係合するように構成されているフェイス・プレートと、
前記第1の車体パネルとの係合が、前記完全に伸長した位置を越え、前記パッド接触面を前記予め決められた正味基準位置と位置合わせするために必要な量だけ前記フェイス・プレートの前記支持面を引き込むように構成されている、前記アンビルに対して完全に伸長した位置で前記フェイス・プレートを引込み可能にバイアスさせるための手段とを備える請求項1に記載のプログラム可能な装置。
【請求項17】
予め決められた正味基準位置に正確に配置され、構成要素を表面に取り付けるように構成された前記表面を達成するために車体部材を再形成するための装置であって、
中空の部分とパッド接触面を有する固定アンビルと、
前記固定アンビルをプログラム可能に移動させるための手段であって、前記予め決められた正味基準位置に前記固定アンビルを配置するように構成されている手段と、
前記車体部材と係合するように構成された支持面を有し、前記固定アンビルが配置される通路をさらに有するフェイス・プレートと、
完全に伸長した位置の前記フェイス・プレートを前記固定アンビルに対して引込み可能にバイアスさせ、それによって前記第1の車体パネルとの係合が、前記完全に伸長された位置を越え、前記フェイス・プレートの前記支持面を、前記予め決められた正味基準位置に前記パッド接触面を配置するのに必要な量だけ引き込まれた位置に引き込むように構成される手段と、
前記支持面が前記車体部材の前記表面と接触したままであるように前記フェイス・プレートを前記引き込まれた位置に空気圧でロックし、維持するための手段と、
前記アンビルと位置合わせされた形成ラムであって、前記形成ラムがそれに取り付けられた形成ダイを有し、前記形成ダイが通し孔を有し、前記形成ダイが、前記構成要素をそれに取り付けるように構成されている、形成ラムと、
前記形成ダイを前記固定アンビルに向かって進行させ、それによって、前記第1の部材の再形成された部分の前記外側面が前記予め決められた正味基準位置に正確に配置されるように前記形成ダイと前記固定アンビルの間で前記車体部材を再形成するために、前記形成ラムをプログラム可能に平行移動させるための手段とを備える装置。
【請求項18】
前記フェイス・プレートを空気圧でロックし、維持するための前記手段が、
内部ロッキング機構を有する作業支援部と、
前記作業支援部の前記内部ロッキング機構を係合および維持するように構成された力付加器機とを備える請求項17に記載の装置。
【請求項19】
前記力付加器機が、
互いに直接当接されている複数の内蔵型ピストン・モジュールを備え、前記複数の内蔵型ピストン・モジュールの少なくとも1つが、
第1の表面と、
前記第1の表面に対向する第2の表面と、
前記第1の表面と第2の表面の間の空隙と、
前記第1の表面から軸方向に延びる環状の突起と、
前記複数の内蔵型ピストン・モジュールの別のハウジングから別の環状の突起を受けるための前記第2の表面内の環状の溝と、
中にシールを受けるための前記第1と第2の表面内の少なくとも1つの中の第2の環状の溝とを
備えるハウジングと、
従動面と、
前記従動面にほぼ対向する駆動面とを備え、前記駆動面が、前記複数の内蔵型ピストン・モジュールの別のピストンと直接当接している、前記ハウジングの前記空隙内に配置されたピストンとを備える請求項18に記載の装置。
【請求項20】
作業支援器機に固定されるように構成された第1の表面を有し、前記複数の内蔵型ピストン・モジュールをそれに装着するように構成された第2の表面をさらに有するアダプタ・モジュールをさらに備える請求項19に記載の装置。
【請求項21】
前記アダプタ・モジュールの反対側に配置されたリテーナ・モジュールをさらに備え、それにより前記複数の内蔵型ピストン・モジュールが、前記リテーナとアダプタ・モジュールの間に配置され、前記リテーナ・モジュールが、前記複数の内蔵型ピストン・モジュールに流体を連絡するためにそれを通る通路を有する請求項20に記載の装置。
【請求項22】
前記ピストンの前記従動面に流体を連絡するために前記ピストンを通って中央に配置されたシャフトをさらに備える請求項19に記載の装置。
【請求項23】
前記シャフトが、通し孔と、前記シャフトを通り、前記シャフトから前記ピストンの前記従動面へ流体を連絡するために前記通し孔と連絡している少なくとも1つの半径方向の孔とを備える請求項22に記載の装置。
【請求項24】
前記シャフトが、小さい直径部分をさらに備える請求項23に記載の装置。
【請求項25】
前記シャフトの前記小さい直径部分が、ねじが切られたナットをさらに備える請求項24に記載の装置。
【請求項26】
前記ピストンが、排気チャンバが、前記ピストンと前記ハウジングの間に長手方向に形成されるように長手方向に前記ハウジング内にスライド自在に配置されている請求項19に記載の装置。
【請求項27】
前記ピストンの前記駆動面および隣接して配置されたハウジングの前記第1の表面が、それらの間に流体チャンバを形成している請求項19に記載の装置。
【請求項28】
流体圧力が、定位置から進行位置へ前記ハウジング内の前記ピストンをスライド自在に配置するように前記流体チャンバ内に蓄積する請求項27に記載の装置。
【請求項29】
予め決められた正味参照位置に正確に配置された表面を確立し、構成要素を前記表面に取り付けるためにパネル部材を再形成する方法であって、
固定アンビルを有する正味配置装置を用意するステップと、
前記固定アンビルが、前記予め決められた正味参照位置に位置合わせされるように、前記正味配置装置を移動させて前記パネル部材と係合させるステップと、
配置手段を使用して前記パネル部材を前記予め決められた正味参照位置に対して配置するステップと、
前記配置手段を定位置に機械的にロックするステップと、
前記アンビルと位置合わせされた形成ラムを用意するステップであって、前記形成ラムが、それに取り付けられた形成ダイを有し、前記形成ダイが、前記構成要素をそれに装着するように構成されているステップと、
前記形成ダイを前記固定アンビルに向かって進行させ、それによって、前記パネル部材の前記表面が、前記予め決められた正味参照位置に正確に配置されるように、かつ前記構成要素が前記表面にクリンチされるように、前記形成ダイと前記固定アンビルの間で前記パネル部材を再形成するために、前記形成ラムをプログラム可能に平行移動させるステップとを含む方法。
【請求項30】
前記機械的にロックするステップが、
複数の内蔵型ピストン・モジュールの直列配置を前記配置手段の少なくとも一部分に装着するステップと、
前記配置手段を作動するために前記複数の内蔵型ピストン・モジュールの前記直列配置に流体圧力を付加するステップとを含む請求項29に記載の方法。
【請求項1】
予め決められた正味基準位置に正確に配置され、前記表面に構成要素を取り付けるように構成された表面を確立するために車体部材を再形成するためのプログラム可能な装置であって、前記プログラム可能な手段が、
アンビルと、
前記車体部材に対する前記予め決められた正味基準位置への前記アンビルの選択的な動きのためのプログラム可能な手段と、
前記車体部材を係合するための手段と、
前記車体部材と係合させるための前記手段をロックし、維持するための手段と、
前記アンビルと位置合わせされ形成ラムであって、前記形成ラムがそれに取り付けられたバッド形成ダイを有し、前記パッド形成ダイが、前記構成要素をそれに装着するように構成されている形成ラムと、
その平行移動を行うために前記形成ラムに接続され、それによって前記形成ラムの前記平行移動が、前記事前に決められた正味基準位置に正確に配置された前記表面を形成し、前記構成要素を前記表面にクリンチするために前記パッド形成ダイと前記アンビルの間で前記車体部材を再形成する、回転運動を直進運動に変換するための駆動手段と
を備える装置。
【請求項2】
前記形成ラムをプログラム可能に作動するための手段をさらに備え、前記プログラム可能な作動手段が、
前記駆動手段と係合された、回転運動を直進運動に変換するためのサーボ・モータと、
回転運動を直進運動に変換するために、前記駆動手段のストローク長さをプログラミングするための手段と、
前記ストロークの行程にわたって変化させるために形成ラム速度、加速度をプログラミングするための手段とを備える請求項1に記載のプログラム可能な装置。
【請求項3】
ロックし、維持するための前記手段が、
内部ロッキング機構を有する作業支援部と、
前記作業支援部の前記内部ロッキング機構を空気圧で作動し、維持するための手段とを備える請求項1に記載のプログラム可能な装置。
【請求項4】
前記空気圧で作動し、維持するための前記手段が、
縦に配置された複数の内蔵型ピストン・モジュールを備え、
前記複数の内蔵型ピストン・モジュールの少なくとも1つが、
中に空隙を有するハウジングと、
前記ハウジングの前記空隙内に装着され、従動面と駆動面を有するピストンとを備え、前記ピストンが、前記ピストンの駆動面が、前記複数の内蔵型ピストン・モジュールの別のピストンと当接するように、進行した方向で前記ピストンを駆動するために前記従動面に対する流体圧力を受けるように構成されている請求項3に記載のプログラム可能な装置。
【請求項5】
作業支援器機に固定されるように構成された第1の表面を有し、前記複数の内蔵型ピストン・モジュールをそれに装着するように構成された第2の表面をさらに有するアダプタ・モジュールをさらに備える請求項4に記載のプログラム可能な装置。
【請求項6】
前記アダプタ・モジュールの反対側に配置されたリテーナ・モジュールをさらに備え、それにより前記複数の内臓式ピストン・モジュールが、前記リテーナとアダプタ・モジュールの間に配置され、前記リテーナ・モジュールが、前記複数の内蔵型のピストン・モジュールへ流体を連絡するためにそれを通る通路を有する請求項5に記載のプログラム可能な装置。
【請求項7】
前記ピストンの前記従動面に流体を連絡するために前記ピストンを通って中央に配置されたシャフトをさらに備える請求項4に記載のプログラム可能な装置。
【請求項8】
前記シャフトが、通し孔と、前記シャフトを通ってそこから出て前記ピストンの前記従動面と連絡するために前記通し孔と連絡している少なくとも1つの半径方向の孔とを備える請求項7に記載のプログラム可能な装置。
【請求項9】
前記シャフトが、小さい直径の部分をさらに備える請求項8に記載のプログラム可能な装置。
【請求項10】
前記シャフトの前記小さい直径の部分にねじが切られたナットをさらに備える請求項9に記載のプログラム可能な装置。
【請求項11】
前記複数の内蔵型ピストン・モジュールが、少なくとも1つのハウジングを備え、前記少なくとも1つのハウジングが、
第1の表面と、
前記第1の表面に対向する第2の表面と、
前記第1の表面と第2の表面の間の空隙と、
前記第1の表面から軸方向に延びる環状の突起と、
前記複数の内蔵型ピストン・モジュールの別のハウジングからの別の環状の突起を受けるための前記第2の表面内の環状の溝と、
中にシールを受けるための前記第1と第2の表面の少なくとも1つの中の第2の環状の溝とを備える請求項4に記載のプログラム可能な装置。
【請求項12】
前記ピストンが、排気チャンバが前記ピストンと前記ハウジングの間に長手方向に形成されるように長手方向に前記ハウジング内にスライド自在に配置されている請求項4に記載のプログラム可能な装置。
【請求項13】
前記ハウジングが、第1の表面とそれと反対側に配置された第2の表面を備え、前記ピストンの前記駆動面と隣接して配置されたハウジングの前記第1の表面がそれらの間に流体チャンバを形成する請求項4に記載のプログラム可能な装置。
【請求項14】
流体圧力が、前記ピストンを前記ハウジング内で定位置から進行位置へスライド自在に変位させるように、前記流体チャンバ内に蓄積する請求項13に記載のプログラム可能な装置。
【請求項15】
前記アンビルが、中空部分とパッド接触面を備え、さらに前記パッド形成ダイが通し孔を備える請求項1に記載のプログラム可能な装置。
【請求項16】
前記車体部材と係合するための前記手段が、
通路と支持面とを備え、前記支持面が前記車体部材と係合するように構成されているフェイス・プレートと、
前記第1の車体パネルとの係合が、前記完全に伸長した位置を越え、前記パッド接触面を前記予め決められた正味基準位置と位置合わせするために必要な量だけ前記フェイス・プレートの前記支持面を引き込むように構成されている、前記アンビルに対して完全に伸長した位置で前記フェイス・プレートを引込み可能にバイアスさせるための手段とを備える請求項1に記載のプログラム可能な装置。
【請求項17】
予め決められた正味基準位置に正確に配置され、構成要素を表面に取り付けるように構成された前記表面を達成するために車体部材を再形成するための装置であって、
中空の部分とパッド接触面を有する固定アンビルと、
前記固定アンビルをプログラム可能に移動させるための手段であって、前記予め決められた正味基準位置に前記固定アンビルを配置するように構成されている手段と、
前記車体部材と係合するように構成された支持面を有し、前記固定アンビルが配置される通路をさらに有するフェイス・プレートと、
完全に伸長した位置の前記フェイス・プレートを前記固定アンビルに対して引込み可能にバイアスさせ、それによって前記第1の車体パネルとの係合が、前記完全に伸長された位置を越え、前記フェイス・プレートの前記支持面を、前記予め決められた正味基準位置に前記パッド接触面を配置するのに必要な量だけ引き込まれた位置に引き込むように構成される手段と、
前記支持面が前記車体部材の前記表面と接触したままであるように前記フェイス・プレートを前記引き込まれた位置に空気圧でロックし、維持するための手段と、
前記アンビルと位置合わせされた形成ラムであって、前記形成ラムがそれに取り付けられた形成ダイを有し、前記形成ダイが通し孔を有し、前記形成ダイが、前記構成要素をそれに取り付けるように構成されている、形成ラムと、
前記形成ダイを前記固定アンビルに向かって進行させ、それによって、前記第1の部材の再形成された部分の前記外側面が前記予め決められた正味基準位置に正確に配置されるように前記形成ダイと前記固定アンビルの間で前記車体部材を再形成するために、前記形成ラムをプログラム可能に平行移動させるための手段とを備える装置。
【請求項18】
前記フェイス・プレートを空気圧でロックし、維持するための前記手段が、
内部ロッキング機構を有する作業支援部と、
前記作業支援部の前記内部ロッキング機構を係合および維持するように構成された力付加器機とを備える請求項17に記載の装置。
【請求項19】
前記力付加器機が、
互いに直接当接されている複数の内蔵型ピストン・モジュールを備え、前記複数の内蔵型ピストン・モジュールの少なくとも1つが、
第1の表面と、
前記第1の表面に対向する第2の表面と、
前記第1の表面と第2の表面の間の空隙と、
前記第1の表面から軸方向に延びる環状の突起と、
前記複数の内蔵型ピストン・モジュールの別のハウジングから別の環状の突起を受けるための前記第2の表面内の環状の溝と、
中にシールを受けるための前記第1と第2の表面内の少なくとも1つの中の第2の環状の溝とを
備えるハウジングと、
従動面と、
前記従動面にほぼ対向する駆動面とを備え、前記駆動面が、前記複数の内蔵型ピストン・モジュールの別のピストンと直接当接している、前記ハウジングの前記空隙内に配置されたピストンとを備える請求項18に記載の装置。
【請求項20】
作業支援器機に固定されるように構成された第1の表面を有し、前記複数の内蔵型ピストン・モジュールをそれに装着するように構成された第2の表面をさらに有するアダプタ・モジュールをさらに備える請求項19に記載の装置。
【請求項21】
前記アダプタ・モジュールの反対側に配置されたリテーナ・モジュールをさらに備え、それにより前記複数の内蔵型ピストン・モジュールが、前記リテーナとアダプタ・モジュールの間に配置され、前記リテーナ・モジュールが、前記複数の内蔵型ピストン・モジュールに流体を連絡するためにそれを通る通路を有する請求項20に記載の装置。
【請求項22】
前記ピストンの前記従動面に流体を連絡するために前記ピストンを通って中央に配置されたシャフトをさらに備える請求項19に記載の装置。
【請求項23】
前記シャフトが、通し孔と、前記シャフトを通り、前記シャフトから前記ピストンの前記従動面へ流体を連絡するために前記通し孔と連絡している少なくとも1つの半径方向の孔とを備える請求項22に記載の装置。
【請求項24】
前記シャフトが、小さい直径部分をさらに備える請求項23に記載の装置。
【請求項25】
前記シャフトの前記小さい直径部分が、ねじが切られたナットをさらに備える請求項24に記載の装置。
【請求項26】
前記ピストンが、排気チャンバが、前記ピストンと前記ハウジングの間に長手方向に形成されるように長手方向に前記ハウジング内にスライド自在に配置されている請求項19に記載の装置。
【請求項27】
前記ピストンの前記駆動面および隣接して配置されたハウジングの前記第1の表面が、それらの間に流体チャンバを形成している請求項19に記載の装置。
【請求項28】
流体圧力が、定位置から進行位置へ前記ハウジング内の前記ピストンをスライド自在に配置するように前記流体チャンバ内に蓄積する請求項27に記載の装置。
【請求項29】
予め決められた正味参照位置に正確に配置された表面を確立し、構成要素を前記表面に取り付けるためにパネル部材を再形成する方法であって、
固定アンビルを有する正味配置装置を用意するステップと、
前記固定アンビルが、前記予め決められた正味参照位置に位置合わせされるように、前記正味配置装置を移動させて前記パネル部材と係合させるステップと、
配置手段を使用して前記パネル部材を前記予め決められた正味参照位置に対して配置するステップと、
前記配置手段を定位置に機械的にロックするステップと、
前記アンビルと位置合わせされた形成ラムを用意するステップであって、前記形成ラムが、それに取り付けられた形成ダイを有し、前記形成ダイが、前記構成要素をそれに装着するように構成されているステップと、
前記形成ダイを前記固定アンビルに向かって進行させ、それによって、前記パネル部材の前記表面が、前記予め決められた正味参照位置に正確に配置されるように、かつ前記構成要素が前記表面にクリンチされるように、前記形成ダイと前記固定アンビルの間で前記パネル部材を再形成するために、前記形成ラムをプログラム可能に平行移動させるステップとを含む方法。
【請求項30】
前記機械的にロックするステップが、
複数の内蔵型ピストン・モジュールの直列配置を前記配置手段の少なくとも一部分に装着するステップと、
前記配置手段を作動するために前記複数の内蔵型ピストン・モジュールの前記直列配置に流体圧力を付加するステップとを含む請求項29に記載の方法。
【図1】

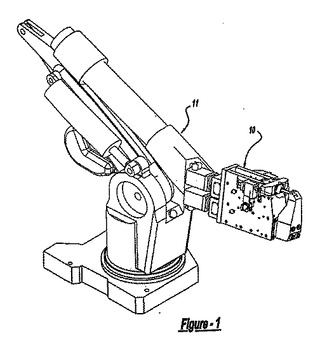
【図2】
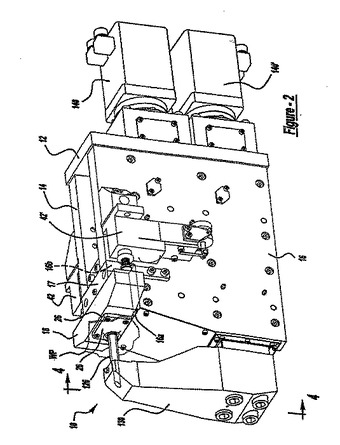
【図3】
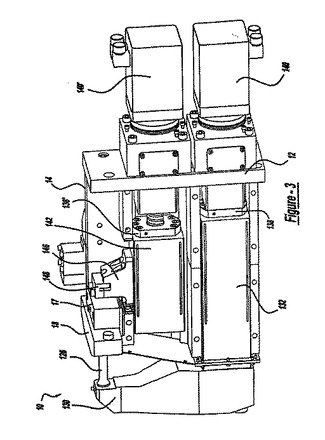
【図4】
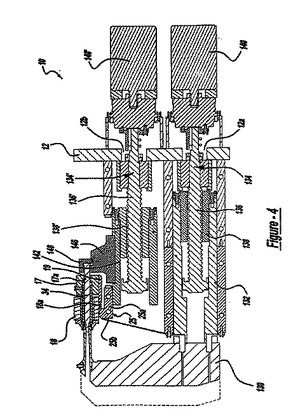
【図5】
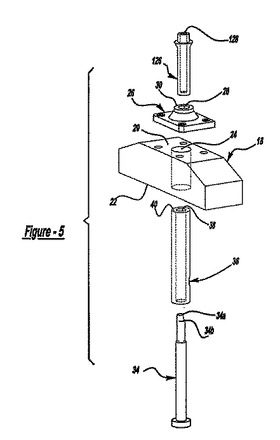
【図6a】
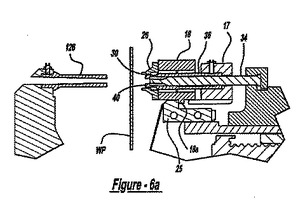
【図6b】
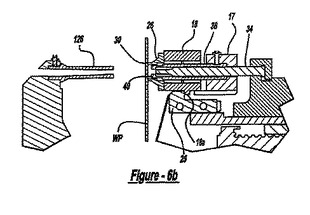
【図6c】
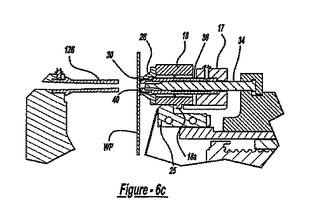
【図6d】
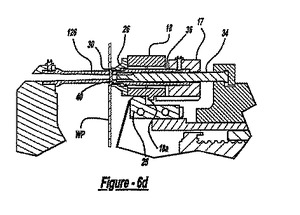
【図6e】
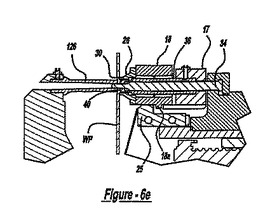
【図7】
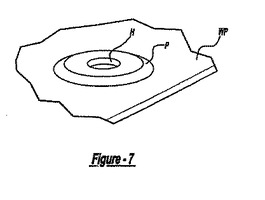
【図8a】
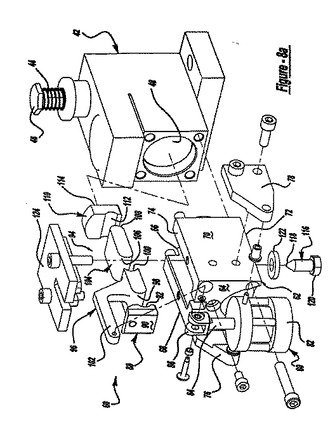
【図8b】
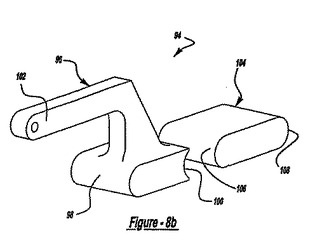
【図8c】
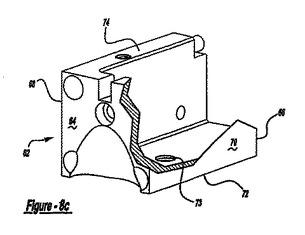
【図9】
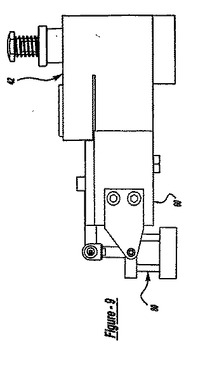
【図10】
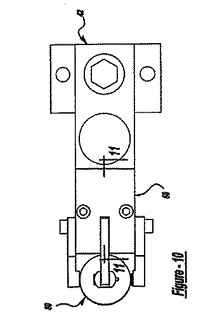
【図11】
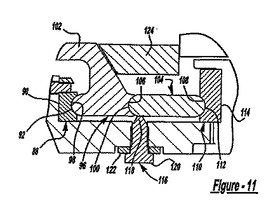
【図12】
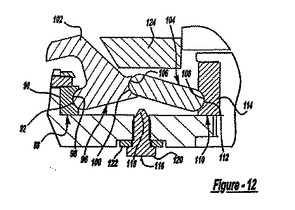
【図13】
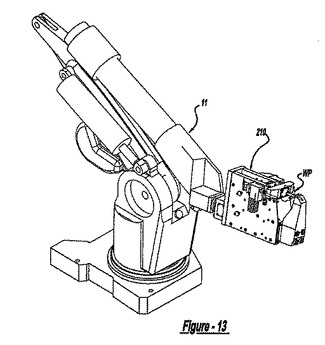
【図14】
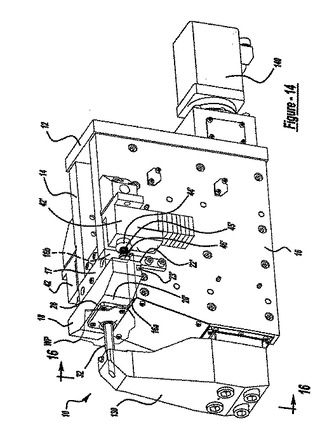
【図15】
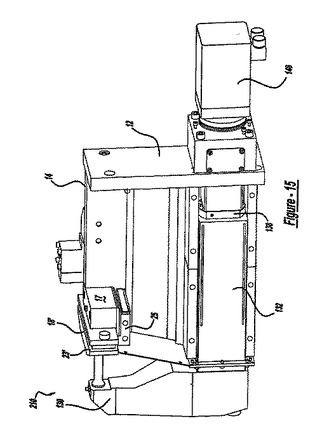
【図16】
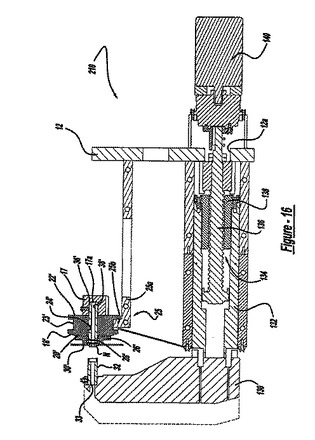
【図17】
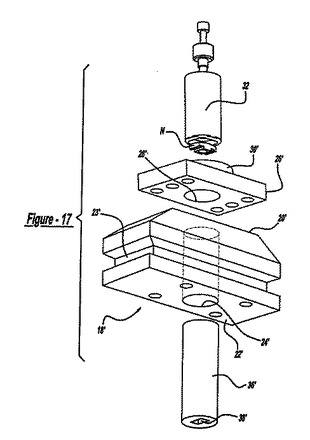
【図18a】
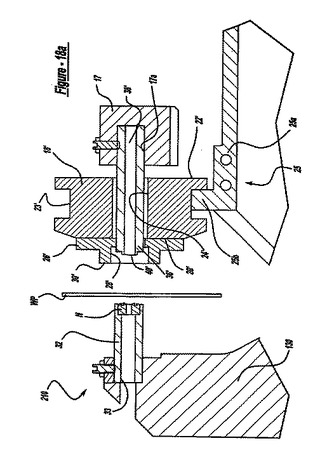
【図18b】
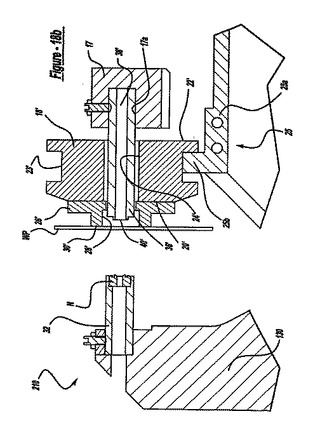
【図18c】
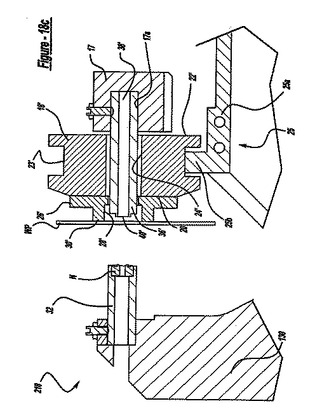
【図18d】
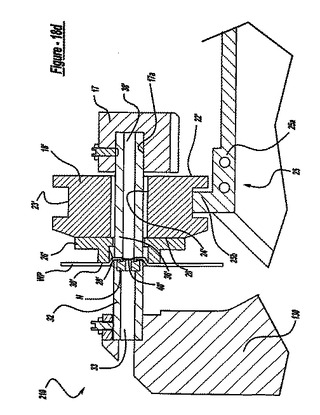
【図18e】
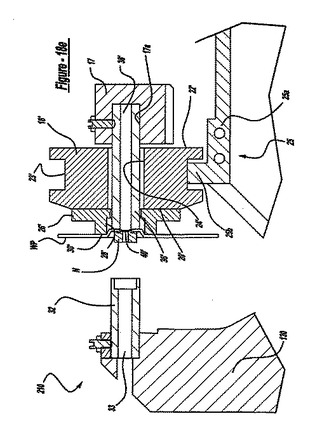
【図18f】
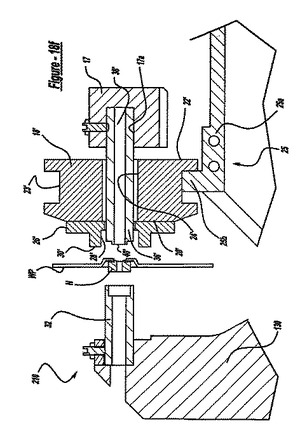
【図19】
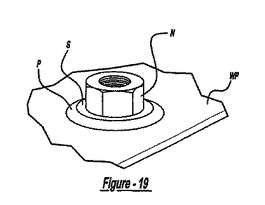
【図20】
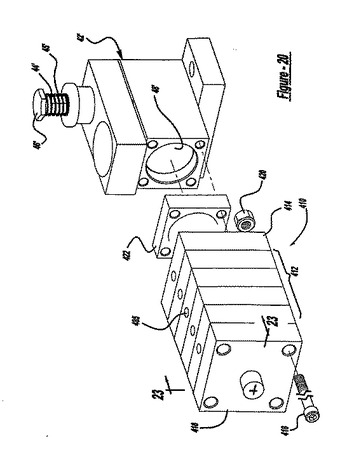
【図21】
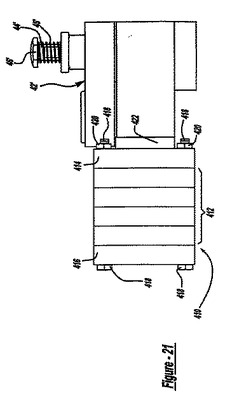
【図22】
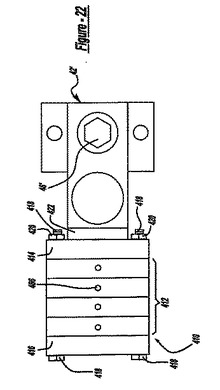
【図23a】
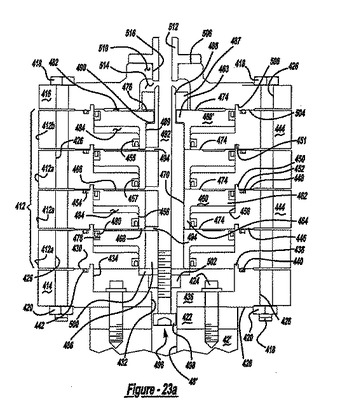
【図23b】
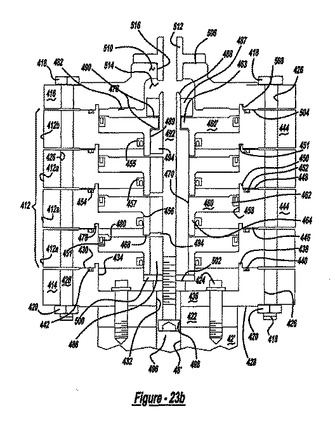
【図24】
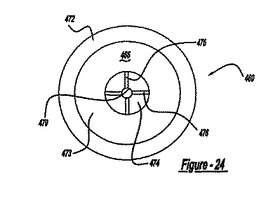
【図2】
【図3】
【図4】
【図5】
【図6a】
【図6b】
【図6c】
【図6d】
【図6e】
【図7】
【図8a】
【図8b】
【図8c】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18a】
【図18b】
【図18c】
【図18d】
【図18e】
【図18f】
【図19】
【図20】
【図21】
【図22】
【図23a】
【図23b】
【図24】
【公表番号】特表2007−513768(P2007−513768A)
【公表日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願番号】特願2006−523420(P2006−523420)
【出願日】平成16年8月13日(2004.8.13)
【国際出願番号】PCT/US2004/026416
【国際公開番号】WO2005/016694
【国際公開日】平成17年2月24日(2005.2.24)
【出願人】(506051706)
【出願人】(506051717)
【Fターム(参考)】
【公表日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願日】平成16年8月13日(2004.8.13)
【国際出願番号】PCT/US2004/026416
【国際公開番号】WO2005/016694
【国際公開日】平成17年2月24日(2005.2.24)
【出願人】(506051706)
【出願人】(506051717)
【Fターム(参考)】
[ Back to top ]