
車輌内装布帛

【課題】立体形状の内装表面に皺の発生を伴わずに施工し得る車輌内装布帛を提供する。
【解決手段】ポリエステル繊維と綿繊維を使用した二重緯編地によって車輌内装布帛を構成する。二重緯編地は、表糸と中糸によって編成される表地と、裏糸と中糸によって編成される裏地を、表地と裏地との双方にニードルループ61を形成する中糸のシンカーループ71によって接合して表裏一体にする。ポリエステル繊維は表糸と中糸に適用し、綿繊維は裏糸にのみ適用する。綿繊維が裏地に形成する綿ニードルループ81の数と中糸が裏地に形成するニードルループ61の数との合計ニードルループ数に占める綿ニードルループの数の比率を25%以下にする。中糸のニードルループ61を、綿ニードルループ81に左右前後に隣り合わせ、綿ニードルループを中糸のニードルループで囲む。二重緯編地全体に占める綿繊維の比率を5〜25質量%とする。
【解決手段】ポリエステル繊維と綿繊維を使用した二重緯編地によって車輌内装布帛を構成する。二重緯編地は、表糸と中糸によって編成される表地と、裏糸と中糸によって編成される裏地を、表地と裏地との双方にニードルループ61を形成する中糸のシンカーループ71によって接合して表裏一体にする。ポリエステル繊維は表糸と中糸に適用し、綿繊維は裏糸にのみ適用する。綿繊維が裏地に形成する綿ニードルループ81の数と中糸が裏地に形成するニードルループ61の数との合計ニードルループ数に占める綿ニードルループの数の比率を25%以下にする。中糸のニードルループ61を、綿ニードルループ81に左右前後に隣り合わせ、綿ニードルループを中糸のニードルループで囲む。二重緯編地全体に占める綿繊維の比率を5〜25質量%とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリエステル繊維で構成されていて、自動車や航空機の座席、天井、床、扉等の内装表面を被覆する車輌内装布帛に関するものである。
【背景技術】
【0002】
車輌内装布帛には、耐候性、耐光性、耐摩耗性等の面で他の素材に比して優れたポリエステル繊維が主として使用されている(例えば、特許文献1、特許文献2参照)。
【0003】
しかしながら、ポリエステル繊維は、車輌内装布帛の染色仕上過程における加熱処理による硬化を伴うことがあり、仕上がった車輌内装布帛の風合いを粗硬にする点で改良を必要としていた(例えば、特許文献3〜特許文献6)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平01−124694号公報
【特許文献2】特開2000−144583号公報
【特許文献3】特開平08−230130号公報
【特許文献4】特開2000−192367号公報
【特許文献5】特開2009−91676号公報
【特許文献6】特開2002−212878号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで本発明は、ポリエステル繊維によって編成された緯編地に成る車輌内装布帛において、耐候性、耐光性、耐摩耗性、セット性、耐熱性に優れたポリエステル繊維の物性品質と緯編地の柔らかな風合いを維持しながら、皺の発生を伴うことなく立体形状の内装表面に施工し得る車輌内装布帛を得ることを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る車輌内装布帛は、表糸と中糸によって編成される表地と、裏糸と中糸によって編成される裏地が、表地と裏地との双方にニードルループ(51・61)を形成する中糸のシンカーループ(71)によって接合されて表裏一体に編成され、ポリエステル繊維と綿繊維によって構成される二重緯編地によって構成されており、ポリエステル繊維が表糸と中糸に適用され、綿繊維が裏糸にのみ適用されており、綿繊維が適用されている綿裏糸が裏地に形成する綿ニードルループ(81)の数とポリエステル繊維が適用されているポリエステル中糸が裏地に形成するポリエステルニードルループ(61)の数を合計した裏地合計ニードルループ数に占める綿ニードルループ(81)の数の比率が25%以下であり、ポリエステル中糸が裏地に形成するポリエステルニードルループ(61)が、裏地のウェール方向において綿ニードルループ(81)に左右隣り合い、且つ、裏地のコース方向においても綿ニードルループ(81)に前後隣り合い、ポリエステル中糸が裏地に形成するポリエステルニードルループ(61)に綿ニードルループ(81)が囲まれており、二重緯編地の総質量に占める綿繊維の質量が5〜25質量%であることを第1の特徴とする。
【0007】
本発明に係る車輌内装布帛の第2の特徴は、上記第1の特徴に加えて、二重緯編地の単位面積において綿繊維が適用されている綿裏糸が裏地に形成する綿ニードルループ(81)の数とポリエステル繊維が適用されているポリエステル中糸が裏地に形成するポリエステルニードルループ(61)の数を合計した裏地合計ニードルループ数と、ポリエステル繊維が適用されているポリエステル表糸が表地に形成するポリエステルニードルループ(41)の数とポリエステル繊維が適用されているポリエステル中糸が表地に形成するポリエステルニードルループ(51)の数を合計した表地合計ニードルループ数とが異なっており、二重緯編地の単位面積における裏地のニードルループ密度と表地のニードルループ密度が異なっている点にある。
【0008】
本発明に係る車輌内装布帛の第3の特徴は、上記第1および第2の何れかの特徴に加えて、二重緯編地が分散染料によって染色されている点にある。
【0009】
本発明に係る車輌内装布帛の第4の特徴は、上記第1、第2および第3の何れかの特徴に加えて、裏地にのみニードルループを形成する一部の裏糸にポリエステル繊維が適用されている点にある。
【0010】
本発明に係る車輌内装布帛の第5の特徴は、上記第1、第2、第3および第4の何れかの特徴に加えて、綿繊維がポリエステル繊維と一緒になって裏糸にのみ適用されている点にある。
【発明の効果】
【0011】
本発明においては、ポリエステル繊維が熱セット性のある熱可塑性合成繊維であり、製造工程で受けるポリエステル繊維の熱履歴によって二重緯編地が硬化する場合でも、熱セット性を欠く植物性繊維である綿繊維がポリエステル繊維の熱履歴による硬化を緩和する。
その結果、自動車や航空機の座席、天井、床、扉等の内装表面への施工に伴う伸長後の残留歪みがなく、伸長施工箇所に皺が発生し難く、定荷重伸び率が適度で施工し易く、又、綿繊維が植物性繊維として吸湿性に富むことからしても感触の軟らかい車輌内装布帛が得られる。
その綿繊維の二重緯編地の総質量に占める質量比が25質量%以下であり、而も、その綿繊維の形成する綿ニードルループがポリエステルニードルループに囲まれて裏地に細かく分かれて分布している。
従って、本発明においては、高温での使用による引張強さの低下が少なく、耐摩耗性や耐光堅牢度等の点で優れたポリエステル繊維によって齎される車輌内装布帛の物性品質が綿繊維によって損なわれることがない。
【0012】
本発明によると、二重緯編地の単位面積における裏地のニードルループ密度と表地のニードルループ密度が異なっている。
従って、本発明によると、二重緯編地の表裏の強度的バランス(安定性)を欠くので表裏に折り曲げ易くなり、車輌内装基材の凹凸に沿って施工し易い車輌内装布帛が得られる。
【0013】
本発明においては、分散染料による二重緯編地の染色に伴って130℃前後で15〜30分間行われる加熱発色工程で受けるポリエステル繊維の熱履歴が熱セット性を欠く綿繊維によって緩和される。
従って、本発明によると、ポリエステル繊維が分散染料に染色されて鮮やかに発色した風合いの軟らかい車輌内装布帛を得ることが出来る。
【0014】
本発明において、裏地にのみニードルループを形成する一部の裏糸にポリエステル繊維を適用することによって、需要に応じた物性品質を具備する車輌内装布帛を提供することが出来る。
【0015】
綿繊維はポリエステル繊維に比して強度的安定性を欠く。
しかし、本発明では、その綿繊維をポリエステル繊維と一緒に裏糸に適用することによって、綿繊維とポリエステル繊維の欠点が相互に補完され、ポリエステル繊維による物性品質が損なわれることない。
従って、本発明によると、長時間にわたる高温加熱下の使用においても引張強さの変動率が少なく、綿繊維によって軟らかい触感が車輌内装布帛に付与される。
【図面の簡単な説明】
【0016】
【図1】本発明に係る車輌内装布帛と編組織との関係図である。
【図2】本発明に係る車輌内装布帛の裏面図である。
【図3】本発明に係る車輌内装布帛と編組織との関係図である。
【図4】本発明に係る車輌内装布帛の編組織図である。
【図5】本発明に対する比較例の車輌内装布帛の編組織図である。
【発明を実施するための形態】
【0017】
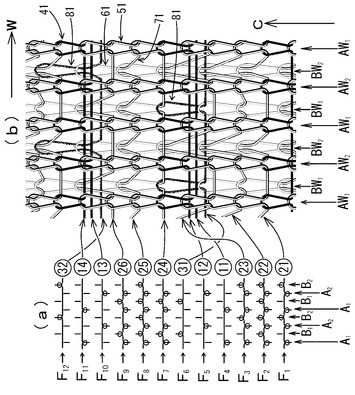
図1(a)は、本発明の第1具体例の車輌内装布帛の編組織を示す。
図1(b)は、本発明の第1具体例の車輌内装布帛の表面図を示す。
図2は、図1(b)に示した車輌内装布帛の裏面図を示す。図1と図2に示す第1具体例の車輌内装布帛は、繰り返して配列される前方針床の2本1組の前方編針(シリンダーニードル)A1・A2と繰り返して配列される後方針床の2本1組の後方編針(ダイヤルニードル)B1・B2を備えた緯編機(丸編機)のウェール方向Wに順次配置された12基のフィーダー(給糸口)F1〜F12から前方編針A1・A2と後方編針B1・B2に表糸11〜14と中糸21〜26と裏糸31〜32を選択的に給糸して編成されている。
【0018】
車輌内装布帛の編成過程において、前方編針A1は、フィーダーF1から給糸される中糸21によって表地中糸ニードルループ51を形成し、フィーダーF2から給糸される中糸22によって表地中糸ニードルループ51を形成し、フィーダーF3から給糸される中糸23によって表地中糸ニードルループ51を形成し、フィーダーF4から給糸される表糸11によって表糸ニードルループ41を形成し、フィーダーF7から給糸される中糸24によって表地中糸ニードルループ51を形成し、フィーダーF8から給糸される中糸25によって表地中糸ニードルループ51を形成し、フィーダーF9から給糸される中糸26によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が8個のニードルループによって構成される第1表地ウェールAW1を形成している。
【0019】
前方編針A2は、フィーダーF1から給糸される中糸21によって表地中糸ニードルループ51を形成し、フィーダーF2から給糸される中糸22によって表地中糸ニードルループ51を形成し、フィーダーF3から給糸される中糸23によって表地中糸ニードルループ51を形成し、フィーダーF5から給糸される表糸12によって表糸ニードルループ41を形成し、フィーダーF7から給糸される中糸24によって表地中糸ニードルループ51を形成し、フィーダーF8から給糸される中糸25によって表地中糸ニードルループ51を形成し、フィーダーF9から給糸される中糸26によって表地中糸ニードルループ51を形成し、フィーダーF10から給糸される表糸13によって表糸ニードルループ41を形成し、コース方向Cに続く繰り返し単位個数が8個のニードルループによって構成される第2表地ウェールAW2を形成している。
【0020】
後方編針B1は、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF6から給糸される裏糸31によって裏糸ニードルループ81を形成し、フィーダーF7から給糸される中糸24によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF9から給糸される中糸26によって裏地中糸ニードルループ61を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第1裏地ウェールBW1を形成している。
【0021】
後方編針B2は、フィーダーF1から給糸される中糸21によって裏地中糸ニードルループ61を形成し、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF3から給糸される中糸23によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF12から給糸される裏糸32によって裏糸ニードルループ81を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第2裏地ウェールBW2を形成している。
【0022】
前方編針A1・A2が12基のフィーダーF1〜F12から編糸が選択的に給糸されて形成する表地のニードルループの数は、第1表地ウェールAW1に形成される8個のニードルループと第2表地ウェールAW2に形成される8個のニードルループを合計した16個である。後方編針B1・B2が12基のフィーダーF1〜F12から編糸が選択的に給糸されて形成する裏地のニードルループの数は、第1裏地ウェールBW1に形成される5個のニードルループと第2裏地ウェールBW2に形成される5個のニードルループを合計した10個である。従って、第1具体例の車輌内装布帛の場合、表地のニードルループ密度は、裏地のニードルループ密度に比して緻密になる。
【0023】
表地は、コース方向Cに交互して続く第1表地ウェールAW1の8個のニードルループと第2表地ウェールAW2の8個のニードルループによって形成される。
裏地は、コース方向Cに交互して続く第1裏地ウェールBW1の5個のニードルループと第2裏地ウェールBW2の5個のニードルループによって形成される。
図1と図2が示す通り、第1裏地ウェールBW1の5個のニードルループの中の1個のニードルループは、フィーダーF6から給糸された綿裏糸31によって形成されており、又、第2裏地ウェールBW2の5個のニードルループの中の1個のニードルループは、フィーダーF12から給糸された綿裏糸32によって形成されている。
従って、第1具体例の車輌内装布帛の場合、裏地合計ニードルループ数に占める綿ニードルループの比率は20%となる。
【0024】
表地と裏地は、表地中糸ニードルループ51と裏地中糸ニードルループ61の間で続く中糸シンカーループ71に接合されて表裏一体になった車輌内装布帛を構成することになる。図2に示されるように、裏地に編み込まれた綿裏糸に綿裏糸ニードルループ81は、コース方向Cにおいてもウェール方向Wにおいてもポリエステル裏地中糸ニードルループ61に囲まれている。
【0025】
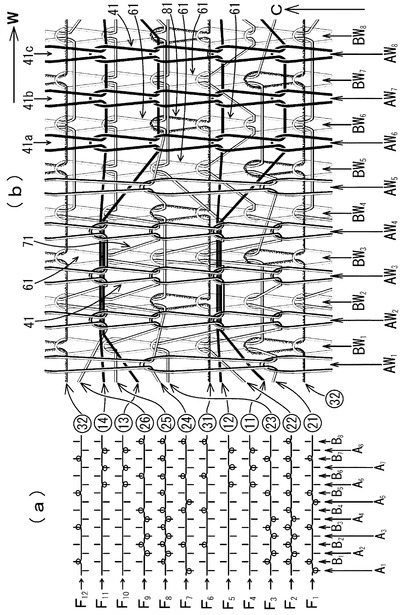
図3(a)は、本発明の第2具体例の車輌内装布帛の編組織を示す。図3(b)は、本発明の第2具体例の車輌内装布帛の表面図を示す。図3に示す第2具体例の車輌内装布帛は、繰り返して配列される前方針床の8本1組の前方編針(シリンダーニードル)A1・A2・A3・A4・A5・A6・A7・A8と、繰り返して配列される後方針床の8本1組の後方編針(ダイヤルニードル)B1・B2・B3・B4・B5・B6・B7・B8を備えた緯編機(丸編機)のウェール方向Wに順次配置された12基のフィーダー(給糸口)F1〜F12から前方編針A1・A2・A3・A4・A5・A6・A7・A8と後方編針B1・B2・B3・B4・B5・B6・B7・B8に表糸11〜14と中糸21〜26と裏糸31〜32を選択的に給糸して編成されている。
【0026】
編成過程において、前方編針A1は、フィーダーF1から給糸される中糸21によって表地中糸ニードルループ51を形成し、フィーダーF7から給糸される中糸24によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が2個のニードルループによって構成される第1表地ウェールAW1を形成している。
【0027】
前方編針A2は、フィーダーF2から給糸される中糸22によって表地中糸ニードルループ51を形成し、フィーダーF3から給糸される中糸23によって表地中糸ニードルループ51を形成し、フィーダーF8から給糸される中糸25によって表地中糸ニードルループ51を形成し、フィーダーF9から給糸される中糸26によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第2表地ウェールAW2を形成している。
【0028】
前方編針A3は、フィーダーF2から給糸される中糸22によって表地中糸ニードルループ51を形成し、フィーダーF3から給糸される中糸23によって表地中糸ニードルループ51を形成し、フィーダーF8から給糸される中糸25によって表地中糸ニードルループ51を形成し、フィーダーF9から給糸される中糸26によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第3表地ウェールAW3を形成している。
【0029】
前方編針A4は、フィーダーF2から給糸される中糸22によって表地中糸ニードルループ51を形成し、フィーダーF3から給糸される中糸23によって表地中糸ニードルループ51を形成し、フィーダーF8から給糸される中糸25によって表地中糸ニードルループ51を形成し、フィーダーF9から給糸される中糸26によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第4表地ウェールAW4を形成している。
【0030】
前方編針A5は、フィーダーF1から給糸される中糸21によって表地中糸ニードルループ51を形成し、フィーダーF7から給糸される中糸24によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が2個のニードルループによって構成される第5表地ウェールAW5を形成している。
【0031】
前方編針A6は、フィーダーF4から給糸される表糸11によって表糸ニードルループ41を形成し、フィーダーF5から給糸される表糸12によって表糸ニードルループ41を形成し、フィーダーF10から給糸される表糸13によって表糸ニードルループ41を形成し、フィーダーF11から給糸される表糸14によって表糸ニードルループ41を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第6表地ウェールAW6を形成している。
【0032】
前方編針A7は、フィーダーF4から給糸される表糸11によって表糸ニードルループ41を形成し、フィーダーF5から給糸される表糸12によって表糸ニードルループ41を形成し、フィーダーF10から給糸される表糸13によって表糸ニードルループ41を形成し、フィーダーF11から給糸される表糸14によって表糸ニードルループ41を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第7表地ウェールAW7を形成している。
【0033】
前方編針A8は、フィーダーF4から給糸される表糸11によって表糸ニードルループ41を形成し、フィーダーF5から給糸される表糸12によって表糸ニードルループ41を形成し、フィーダーF10から給糸される表糸13によって表糸ニードルループ41を形成し、フィーダーF11から給糸される表糸14によって表糸ニードルループ41を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第8表地ウェールAW8を形成している。
【0034】
後方編針B1は、フィーダーF1から給糸される中糸21によって裏地中糸ニードルループ61を形成し、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF3から給糸される中糸23によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF12から給糸される裏糸32によって裏糸ニードルループ81を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第1裏地ウェールBW1を形成している。
【0035】
後方編針B2は、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF7から給糸される中糸24によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF9から給糸される中糸26によって裏地中糸ニードルループ61を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第2裏地ウェールBW2を形成している。
【0036】
後方編針B3は、フィーダーF1から給糸される中糸21によって裏地中糸ニードルループ61を形成し、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF3から給糸される中糸23によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF12から給糸される裏糸32によって裏糸ニードルループ81を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第3裏地ウェールBW3を形成している。
【0037】
後方編針B4は、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF6から給糸される裏糸31によって裏糸ニードルループ81を形成し、フィーダーF7から給糸される中糸24によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF9から給糸される中糸26によって裏地中糸ニードルループ61を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第4裏地ウェールBW4を形成している。
【0038】
後方編針B5は、フィーダーF1から給糸される中糸21によって裏地中糸ニードルループ61を形成し、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF3から給糸される中糸23によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF12から給糸される裏糸32によって裏糸ニードルループ81を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第5裏地ウェールBW5を形成している。
【0039】
後方編針B6は、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF6から給糸される裏糸31によって裏糸ニードルループ81を形成し、フィーダーF7から給糸される中糸24によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF9から給糸される中糸26によって裏地中糸ニードルループ61を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第6裏地ウェールBW6を形成している。
【0040】
後方編針B7は、フィーダーF1から給糸される中糸21によって裏地中糸ニードルループ61を形成し、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF3から給糸される中糸23によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF12から給糸される裏糸32によって裏糸ニードルループ81を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第7裏地ウェールBW7を形成している。
【0041】
後方編針B8は、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF6から給糸される裏糸31によって裏糸ニードルループ81を形成し、フィーダーF7から給糸される中糸24によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF9から給糸される中糸26によって裏地中糸ニードルループ61を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第8裏地ウェールBW8を形成している。
【0042】
前方編針A1・A2・A3・A4・A5・A6・A7・A8が12基のフィーダーF1〜F12から編糸が選択的に給糸されて形成する表地のニードルループの数は、第1表地ウェールAW1に形成される2個のニードルループと、第2表地ウェールAW2に形成される4個のニードルループと、第3表地ウェールAW3に形成される4個のニードルループと、第4表地ウェールAW4に形成される4個のニードルループと、第5表地ウェールAW5に形成される2個のニードルループと、第6表地ウェールAW6に形成される4個のニードルループと、第7表地ウェールAW7に形成される4個のニードルループと、第8表地ウェールAW8に形成される4個のニードルループを合計した28個である。
後方編針B1・B2・B3・B4・B5・B6・B7・B8が12基のフィーダーF1〜F12から編糸が選択的に給糸されて形成する裏地のニードルループの数は、第1裏地ウェールBW1に形成される5個のニードルループと、第2裏地ウェールBW2に形成される5個のニードルループと、第3裏地ウェールBW3に形成される5個のニードルループと、第4裏地ウェールBW4に形成される5個のニードルループと、第5裏地ウェールBW5に形成される5個のニードルループと、第6裏地ウェールBW6に形成される5個のニードルループと、第7裏地ウェールBW7に形成される5個のニードルループと、第8裏地ウェールBW8に形成される5個のニードルループを合計した40個である。
従って、第1具体例の車輌内装布帛の場合、表地のニードルループ密度は、裏地のニードルループ密度に比して粗くなる。
【0043】
表地は、コース方向Cに交互して続く第1表地ウェールAW1の2個のニードルループと、第2表地ウェールAW2の4個のニードルループと、第3表地ウェールAW3の4個のニードルループと、第4表地ウェールAW4の4個のニードルループと、第5表地ウェールAW5の2個のニードルループと、第6表地ウェールAW6の4個のニードルループと、第7表地ウェールAW7の4個のニードルループと、第8表地ウェールAW8の4個のニードルループによって形成される。
裏地は、コース方向Cに交互して続く第1裏地ウェールBW1の5個のニードルループと、第2裏地ウェールBW2の5個のニードルループと、第3裏地ウェールBW3の5個のニードルループと、第4裏地ウェールBW4の5個のニードルループと、第5裏地ウェールBW5の5個のニードルループと、第6裏地ウェールBW6の5個のニードルループと、第7裏地ウェールBW7の5個のニードルループと、第8裏地ウェールBW8の5個のニードルループによって形成される。
図3が示す通り、第1裏地ウェールBW1の5個のニードルループの中の1個のニードルループと、第3裏地ウェールBW3の5個のニードルループの中の1個のニードルループと、第5裏地ウェールBW5の5個のニードルループの中の1個のニードルループと、第7裏地ウェールBW7の5個のニードルループの中の1個のニードルループは、フィーダーF12から給糸された綿裏糸32によって形成されている。
又、第2裏地ウェールBW2の5個のニードルループの中の1個のニードルループと、第4裏地ウェールBW4の5個のニードルループの中の1個のニードルループと、第6裏地ウェールBW6の5個のニードルループの中の1個のニードルループと、第8裏地ウェールBW8の5個のニードルループの中の1個のニードルループは、フィーダーF6から給糸された綿裏糸31によって形成されている。
従って、第2具体例の車輌内装布帛の場合、裏地合計ニードルループ数に占める綿ニードルループの比率は20%となる。
【0044】
表地と裏地は、表地中糸ニードルループ51と裏地中糸ニードルループ61の間で続く中糸シンカーループ71に接合されて表裏一体になった車輌内装布帛を構成することになる。
図3に示されるように、裏地に編み込まれた綿裏糸の綿裏糸ニードルループ81は、コース方向Cにおいてもウェール方向Wにおいてもポリエステル裏地中糸ニードルループ61に囲まれている。
【0045】
12基のフィーダーF1〜F12から編糸が選択的に給糸されて後方編針B1・B2・B3・B4・B5・B6・B7・B8がコース方向Cに繰り返し形成するニードルループの単位個数は、それぞれ5個で同数になっている。
しかし、12基のフィーダーF1〜F12から編糸が選択的に給糸されて前方編針A1・A2・A3・A4・A5・A6・A7・A8がコース方向Cに繰り返し形成するニードルループの単位個数は、前方編針によって異なり、同数になっていない。
即ち、前方編針A1・A5がコース方向Cに繰り返し形成するニードルループの単位個数は2個であるが、前方編針A2・A3・A4・A6・A7・A8がコース方向Cに繰り返し形成するニードルループの単位個数は4個であり、前方編針A1・A5がコース方向Cに繰り返し形成するニードルループの単位個数と前方編針A2・A3・A4・A6・A7・A8がコース方向Cに繰り返し形成するニードルループの単位個数は同数になっていない。
このように、緯編地においてコース方向Cに繰り返し形成するニードルループの単位個数は、ウェール毎(AW1〜AW8、BW1〜BW8)に異なることが多い。
そのように、緯編地のコース方向Cの単位寸法内に繰り返し形成されるニードルループの個数によって表示されるコース密度は、必ずしも一定しない。
従って、緯編地のコース密度は、ニードルループの個数の多いウェールにおける最大コース密度とニードルループの個数の少ないウェールにおける最少コース密度によって表示される。
【0046】
図1(a)が示す第1具体例の車輌内装布帛のように、ウェール方向Wに繰り返して形成される表地の単位ウェールが第1表地ウェールAW1と第2表地ウェールAW2との2ウェールであり、裏地の単位ウェールが第1裏地ウェールBW1と第2裏地ウェールBW2との2ウェールである場合には、表地と裏地とは強く密着し、表地と裏地の間に隙間は発生し難い。
【0047】
しかし、図3(a)が示す第2具体例の車輌内装布帛のように、ウェール方向Wに繰り返して形成される表地の単位ウェールが第1表地ウェールAW1と第2表地ウェールAW2と第3表地ウェールAW3と第4表地ウェールAW4と第5表地ウェールAW5と第6表地ウェールAW6と第7表地ウェールAW7と第8表地ウェールAW8との8ウェールとなり、裏地の単位ウェールが第1裏地ウェールBW1と第2裏地ウェールBW2と第3裏地ウェールBW3と第4裏地ウェールBW4と第5裏地ウェールBW5と第6裏地ウェールBW6と第7裏地ウェールBW7と第8裏地ウェールBW8との8ウェールとなる場合のように、ウェール方向Wに繰り返される編組織のワンパターンのウェール数が多く、その第6表地ウェールAW6と第7表地ウェールAW7と第8表地ウェールAW8の表糸ニードルループのようにウェール方向Wに隣り合う表糸ニードルループ41の数も多くなり、その隣り合う3ウェールAW6・AW7・AW8の表糸ニードルループ41a・41b・41cがコース方向Cに連続する場合には、その複数個の表糸ニードルループ41がウェール方向Wに隣り合う部分(図3−bの右側部分)は、隆起してコース方向Cに連続する畝模様を形成することになる。
【0048】
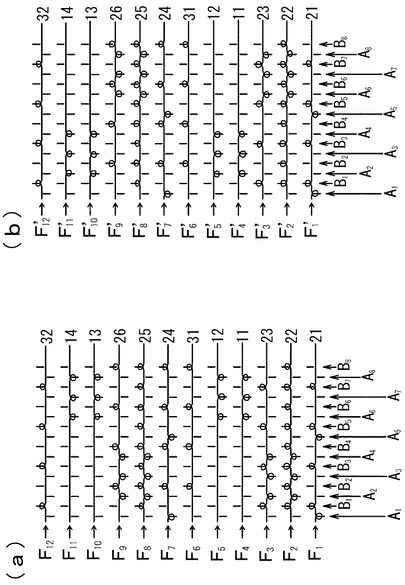
その図3(a)の示す第2具体例の編組織を、図4(b)に示す編組織のように、4ウェール移動させ、図3(b)の第5表地ウェールAW5を第1表地ウェールAW1に変え、図3(b)の第5裏地ウェールBW5を第1裏地ウェールBW1に変え図3(a)の第6表地ウェールAW6を第2表地ウェールAW2に変え、図3(b)の第6裏地ウェールBW6を第2裏地ウェールBW2に変え、図3(b)の第7表地ウェールAW7を第3表地ウェールAW3に変え、図3(b)の第7裏地ウェールBW7を第3裏地ウェールBW3に変え、図3(b)の第8表地ウェールAW8を第4表地ウェールAW4に変え、図3(b)の第8裏地ウェールBW8を第4裏地ウェールBW4に変え、図3(b)の第1表地ウェールAW1を第5表地ウェールAW5に変え、図3(b)の第1裏地ウェールBW1を第5裏地ウェールBW5に変え、図3(b)の第2表地ウェールAW2を第6表地ウェールAW6に変え、図3(b)の第2裏地ウェールBW2を第6裏地ウェールBW6に変え、図3(b)の第3表地ウェールAW3を第7表地ウェールAW7に変え、図3(b)の第3裏地ウェールBW3を第7裏地ウェールBW7に変え、図3(b)の第4表地ウェールAW4を第8表地ウェールAW8に変え、図3(b)の第4裏地ウェールBW4を第8裏地ウェールBW8に変え、図4(a)として示す図3(a)の編組織と図4(b)の編組織に交互に従って編成する場合、複数個の表糸ニードルループ41がウェール方向Wに隣り合う部分が図4(a)の編組織と図4(b)の編組織の間で左右に入れ替わって隆起した市松模様が表地表面に描出されることになる。
【0049】
図4に記載の編組織が示すように、12基のフィーダーF1とF2とF3とF7とF8とF9とF’1とF’2とF’3とF’7とF’8とF’9から中糸を給糸し、8基のフィーダーF4とF5とF10とF11とF’4とF’5とF’10とF’11から表糸を給糸し、4基のフィーダーF6とF12とF’6とF’12から裏糸を給糸し、図4(a)の編組織のパターンと図4(b)の編組織のパターンとの2パターンにわたって続けて車輌内装布帛を編成する場合、12基のフィーダーF1とF2とF3とF7とF8とF9とF’1とF’2とF’3とF’7とF’8とF’9から給糸される中糸の繊度その他の仕様を各フィーダー毎に変えることが出来る。
又、図4(a)の編組織のパターンと図4(b)の編組織のパターンとの2パターンにわたって続けて車輌内装布帛を編成する場合、8基のフィーダーF4とF5とF10とF11とF’4とF’5とF’10とF’11から給糸される表糸の繊度その他の仕様を各フィーダー毎に変え、或いは又、4基のフィーダーF6とF12とF’6とF’12から給糸される裏糸の繊度その他の仕様を各フィーダー毎に変えることが出来る。
【0050】
そのように、複数基のフィーダーF6とF12とF’6とF’12から給糸される裏糸の繊度その他の仕様を各フィーダー毎に変えることによって、二重緯編地の総質量に占める綿繊維の質量を変えることが出来る。
又、複数基のフィーダーF6とF12とF’6とF’12から裏糸を給糸する場合、その全てのフィーダーF6とF12とF’6とF’12から給糸される全ての裏糸に綿繊維を適用することは必ずしも必要ではなく、一部のフィーダーFから給糸される裏糸にだけ綿繊維を適用することも出来る。
そのように複数基のフィーダーF6とF12とF’6とF’12から給糸される裏糸に綿繊維を選択的に適用することによって、裏地合計ニードルループ数に占める綿ニードルループ数の比率、および、二重緯編地の総質量に占める綿繊維の質量を変えることも出来る。
【0051】
裏糸を綿繊維とポリエステル繊維によって構成する場合、その裏糸は、綿糸条とポリエステル繊維糸条が引き揃えられた引き揃え糸であってもよいし、綿糸条とポリエステル繊維糸条が合撚された合撚糸であってもよい。
【実施例】
【0052】
緯編機には、ダイヤルニードルゲージとシリンダーニードルゲージが20本/25.4mm、シリンダー直径が30×25.4mmの株式会社福原精機製作所製の機種「LEC−48」型丸編機が使用される。
前記第2具体例の車輌内装布帛と同様に図3(a)に示す編組織に従い、8本1組の前方編針A1・A2・A3・A4・A5・A6・A7・A8と8本1組の後方編針B1・B2・B3・B4・B5・B6・B7・B8に、12基のフィーダーF1〜F12の中の6基のフィーダーF1とF2とF3とF7とF8とF9からは中糸21・22・23・24・25・26を給糸し、4基のフィーダーF4とF5とF10とF11からは表糸11・12・13・14を給糸し、2基のフィーダーF6とF12からは裏糸31・32を給糸して、ウェール方向Wの寸法25.4mm当たりの表裏合計平均ニードルループ数(ウェール密度)が30個/25.4mm、コース方向Cの寸法25.4mm当たりの表糸の最大平均ニードルループ数(表地の最大平均コース密度)が45個/25.4mm、コース方向Cの寸法25.4mm当たりの表糸の最少平均ニードルループ数(表地の最少平均コース密度)が23個/25.4mm、コース方向Cの寸法25.4mm当たりの裏糸の平均ニードルループ数(表糸の平均コース密度)が56個/25.4mmの二重緯編地を編成する。
編成後、二重緯編地は、分散染料によって染色され、その分散染料の加熱発色工程において130℃にて30分間加熱処理される。
【0053】
(実施例1)
フィーダーF6から給糸される裏糸31には、総繊度330デシテックス(フィラメント数96本)ポリエステルマルチフイラメン捲縮加工糸が適用され、フィーダーF12から給糸される裏糸32には、図4(b)の編組織のワンパターン毎に総繊度365デシテックス相当16番手綿繊維糸と総繊度330デシテックス(フィラメント数96本)ポリエステルマルチフイラメン捲縮加工糸が交互に適用される。
フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14には、総繊度334デシテックス(フィラメント数72本)ポリエステルマルチフイラメン捲縮加工糸が適用される。
フィーダーF1とF3とF7とF9から給糸される中糸21と中糸23と中糸24と中糸26には、総繊度167デシテックス(フィラメント数36本)ポリエステルマルチフイラメン捲縮加工糸が適用される。
フィーダーF2とF8から給糸される中糸22と中糸25には、総繊度167デシテックス(フィラメント数36本)ポリエステルマルチフイラメン無捲縮糸が適用される。
【0054】
(実施例2)
フィーダーF12から給糸される裏糸32に、総繊度330デシテックス(フィラメント数96本)ポリエステルマルチフイラメン捲縮加工糸を適用することなく、総繊度365デシテックス相当16番手綿繊維糸だけを適用することとしたほか、フィーダーF6から給糸される裏糸31と、フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14と、フィーダーF1とF2とF3とF7とF8とF9から給糸される中糸21と中糸22と中糸23と中糸24と中糸25と中糸26については実施例1と同様の糸条が適用される。
【0055】
(実施例3)
フィーダーF6とF12から給糸される全ての裏糸31と裏糸32に、総繊度365デシテックス相当16番手綿繊維糸だけを適用することとしたほか、フィーダーF6から給糸される裏糸31と、フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14と、フィーダーF1とF2とF3とF7とF8とF9から給糸される中糸21と中糸22と中糸23と中糸24と中糸25と中糸26については実施例1と同様の糸条が適用される。
【0056】
(実施例4)
フィーダーF6とF12から給糸される全ての裏糸31と裏糸32に、総繊度365デシテックス相当16番手綿繊維糸と総繊度55デシテックス(フィラメント数24本)ポリエステルマルチフイラメン捲縮加工糸を引き揃えた綿繊維/ポリエステルマルチフイラメン引揃糸だけを適用することとしたほか、フィーダーF6から給糸される裏糸31と、フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14と、フィーダーF1とF2とF3とF7とF8とF9から給糸される中糸21と中糸22と中糸23と中糸24と中糸25と中糸26については実施例1と同様の糸条が適用される。
【0057】
(比較例1)
フィーダーF6とF12から給糸される全ての裏糸31と裏糸32に、総繊度330デシテックス(フィラメント数96本)ポリエステルマルチフイラメン捲縮加工糸だけを適用することとしたほか、フィーダーF6から給糸される裏糸31と、フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14と、フィーダーF1とF2とF3とF7とF8とF9から給糸される中糸21と中糸22と中糸23と中糸24と中糸25と中糸26については実施例1と同様の糸条が適用される。
【0058】
(比較例2)
前記第2具体例の車輌内装布帛と同様に図5に示す編組織に従い、8本1組の前方編針A1・A2・A3・A4・A5・A6・A7・A8と8本1組の後方編針B1・B2・B3・B4・B5・B6・B7・B8に、12基のフィーダーF1〜F12の中の6基のフィーダーF1とF2とF3とF7とF8とF9からは中糸21・22・23・24・25・26を給糸し、4基のフィーダーF4とF5とF10とF11からは表糸11・12・13・14を給糸し、2基のフィーダーF6とF12からは裏糸31・32を給糸して、ウェール方向Wの寸法25.4mm当たりの表裏合計平均ニードルループ数(ウェール密度)が30個/25.4mm、コース方向Cの寸法25.4mm当たりの表糸の最大平均ニードルループ数(表地の最大平均コース密度)が42個/25.4mm、コース方向Cの寸法25.4mm当たりの表糸の最少平均ニードルループ数(表地の最少平均コース密度)が21個/25.4mm、コース方向Cの寸法25.4mm当たりの裏糸の平均ニードルループ数(表糸の平均コース密度)が52個/25.4mmの二重緯編地を編成する。
給糸する編糸には、実施例3と同様に、フィーダーF6とF12から給糸される全ての裏糸31と裏糸32に、総繊度365デシテックス相当16番手綿繊維糸だけを適用することとしたほか、フィーダーF6から給糸される裏糸31と、フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14と、フィーダーF1とF2とF3とF7とF8とF9から給糸される中糸21と中糸22と中糸23と中糸24と中糸25と中糸26については実施例1と同様の糸条が適用される。
【0059】
実施例1〜4と比較例1〜2に係る二重緯編地の染色過程の130℃での30分間にわたる分散染料の加熱発色処理後のJIS−L1096−8.21.1−A法カンチレバー剛軟度(mm)と定荷重伸び率(%)と定荷重セット率(%)とJIS−L1096−8.14.1−A法タテ引張強さが計測される。
【0060】
二重緯編地の定荷重伸び率α(%)と定荷重セット率β(%)は、次の手順で計測される。
(ステップ 1) 二重緯編地からウェール方向50mmとコース方向250mmのタテ試験片5枚と、ウェール方向250mmとコース方向50mmのヨコ試験片5枚を採取する。
(ステップ 2) 各試験片の長さ方向(250mm)の中心から、その長さ方向に前後50mmそれぞれ離れた位置に標点を記入する。
(ステップ 3) 各試験片の長さ方向(250mm)の両端に治具を取り付ける。
(ステップ 4) 治具の重量を含む8kgfの荷重を掛けて、各試験片を縦長に吊るす。
(ステップ 5) 10分間経過後の試験片の上下の標点間の距離yを測定する。
(ステップ 6) 測定前の標点間の標準距離xと測定距離yの差(δ=y−x)を標準距離xで除し、100を掛けて定荷重伸び率α(=100×δ/x)とする。
(ステップ 7) 伸び率計測後、荷重を取り除いて試験片を平らな板の上に広げて置く。
(ステップ 8) 10分間経過後の試験片の上下の標点間の距離zを測定する。
(ステップ 9) 測定前の標点間の標準距離xと測定距離zの差(φ=z−x)を標準距離xで除し、100を掛けて定荷重セット率β(=100×φ/x)とする。
【0061】
実施例1〜4と比較例1〜2に係る二重緯編地の編成仕様、二重緯編地に占める綿繊維とポリエステル繊維の質量比率、および、物性品質は、[表1]に示す通りである。
【0062】
【表1】

【0063】
[評価基準]
車輛内装布帛の130℃での30分間にわたる分散染料の加熱発色処理過程での熱履歴による硬化度合いはJIS−L1096−8.21.1−A法カンチレバー剛軟度(mm)と定荷重伸び率(%)と定荷重セット率(%)によって評価され、その剛軟度が50(mm)以下であり、定荷重伸び率が30〜60(%)であり、定荷重セット率が8(%)以下であることをもって、染色過程での熱履歴による影響がなく、自動車や航空機の座席等の内装表面に施工し易い車輛内装布帛と評価される。
又、100℃にて200時間加熱後の車輛内装布帛のJIS−L1096−8.14.1−A法タテ引張強さの変動率が20(%)以下であることをもって綿繊維を裏糸に適用したことによっては車輛内装布帛の物性品質が悪影響を受けないと評価される。
【0064】
[評価]
[表1]の物性品質データが示す通り、実施例1〜4に係る車輛内装布帛は、剛軟度が40.5〜46.1(mm)であり、定荷重伸び率が41.7〜53.2(%)であり、定荷重セット率が5.2〜6.8(%)であり、130℃での30分間にわたる分散染料の加熱発色処理過程での熱履歴による影響がなく、自動車や航空機の座席等の内装表面に施工し易い。
特に、綿繊維糸だけではなく、綿繊維糸とポリエステルマルチフイラメン捲縮加工糸を引き揃えた綿繊維/ポリエステルマルチフイラメン引揃糸を裏糸に使用した実施例4に係る車輛内装布帛では、100℃にて200時間加熱後の引張強さの変動率が少なく、綿繊維とポリエステル繊維の相互補完による相乗効果が認められ、長時間にわたる高温加熱下での耐久性に優れた車輛内装布帛と評価される。
【0065】
比較例1に係る車輛内装布帛は、定荷重伸び率が41.0〜51.2(%)であり、定荷重セット率が4.2〜5.4(%)である。
しかし、比較例1に係る車輛内装布帛は、裏糸に綿繊維が適用されておらず、ポリエステル繊維100%の布帛であり、100℃にて200時間加熱後の引張強さの変動率が少なく耐久性に優れていると認められるものの、剛軟度が評価基準値の50(mm)を超える55〜56.8(mm)である。
従って、比較例1に係る車輛内装布帛は、130℃での30分間にわたる分散染料の加熱発色処理過程での熱履歴によって硬化しているものと認められ、自動車や航空機の座席等の内装表面に施工し難く、車輛内装布帛としては不適と評価される。
【0066】
比較例2に係る車輛内装布帛は、剛軟度が評価基準値の50(mm)以下の40.5〜47.0(mm)であって染色過程での熱履歴による硬化は認められず、定荷重伸び率も44.0〜54.1(%)であって自動車や航空機の座席等の内装表面への施工時に伸び易いものと評価される。
しかし、比較例2に係る車輛内装布帛は、ヨコ方向での定荷重セット率が評価基準値の8(%)を超える9.0(%)であり、緊張される施工時の伸長歪みが回復されることなく残留歪みとなって現われ、寸法安定性を欠き、又、100℃にて200時間加熱後の引張強さの変動率も高く、耐久性を欠き、車輛内装布帛としては不適と評価される。
【産業上の利用可能性】
【0067】
本発明の車輌内装布帛は、自動車や航空機の内装表面に利用することが出来、又、パーティションその他の屋内装置品の表面装飾地として利用することも出来る。
【符号の説明】
【0068】
11〜14:表糸
21〜26:中糸
31〜32:裏糸
41:表糸ニードルループ
51:表地中糸ニードルループ
61:裏地中糸ニードルループ
71:中糸シンカーループ
81:裏糸ニードルループ
41:表糸ニードルループ
A :前方編針
B :後方編針
C :コース方向
F :フィーダー
W :ウェール方向
AW:表地ウェール
BW:裏地ウェール
【技術分野】
【0001】
本発明は、ポリエステル繊維で構成されていて、自動車や航空機の座席、天井、床、扉等の内装表面を被覆する車輌内装布帛に関するものである。
【背景技術】
【0002】
車輌内装布帛には、耐候性、耐光性、耐摩耗性等の面で他の素材に比して優れたポリエステル繊維が主として使用されている(例えば、特許文献1、特許文献2参照)。
【0003】
しかしながら、ポリエステル繊維は、車輌内装布帛の染色仕上過程における加熱処理による硬化を伴うことがあり、仕上がった車輌内装布帛の風合いを粗硬にする点で改良を必要としていた(例えば、特許文献3〜特許文献6)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平01−124694号公報
【特許文献2】特開2000−144583号公報
【特許文献3】特開平08−230130号公報
【特許文献4】特開2000−192367号公報
【特許文献5】特開2009−91676号公報
【特許文献6】特開2002−212878号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで本発明は、ポリエステル繊維によって編成された緯編地に成る車輌内装布帛において、耐候性、耐光性、耐摩耗性、セット性、耐熱性に優れたポリエステル繊維の物性品質と緯編地の柔らかな風合いを維持しながら、皺の発生を伴うことなく立体形状の内装表面に施工し得る車輌内装布帛を得ることを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る車輌内装布帛は、表糸と中糸によって編成される表地と、裏糸と中糸によって編成される裏地が、表地と裏地との双方にニードルループ(51・61)を形成する中糸のシンカーループ(71)によって接合されて表裏一体に編成され、ポリエステル繊維と綿繊維によって構成される二重緯編地によって構成されており、ポリエステル繊維が表糸と中糸に適用され、綿繊維が裏糸にのみ適用されており、綿繊維が適用されている綿裏糸が裏地に形成する綿ニードルループ(81)の数とポリエステル繊維が適用されているポリエステル中糸が裏地に形成するポリエステルニードルループ(61)の数を合計した裏地合計ニードルループ数に占める綿ニードルループ(81)の数の比率が25%以下であり、ポリエステル中糸が裏地に形成するポリエステルニードルループ(61)が、裏地のウェール方向において綿ニードルループ(81)に左右隣り合い、且つ、裏地のコース方向においても綿ニードルループ(81)に前後隣り合い、ポリエステル中糸が裏地に形成するポリエステルニードルループ(61)に綿ニードルループ(81)が囲まれており、二重緯編地の総質量に占める綿繊維の質量が5〜25質量%であることを第1の特徴とする。
【0007】
本発明に係る車輌内装布帛の第2の特徴は、上記第1の特徴に加えて、二重緯編地の単位面積において綿繊維が適用されている綿裏糸が裏地に形成する綿ニードルループ(81)の数とポリエステル繊維が適用されているポリエステル中糸が裏地に形成するポリエステルニードルループ(61)の数を合計した裏地合計ニードルループ数と、ポリエステル繊維が適用されているポリエステル表糸が表地に形成するポリエステルニードルループ(41)の数とポリエステル繊維が適用されているポリエステル中糸が表地に形成するポリエステルニードルループ(51)の数を合計した表地合計ニードルループ数とが異なっており、二重緯編地の単位面積における裏地のニードルループ密度と表地のニードルループ密度が異なっている点にある。
【0008】
本発明に係る車輌内装布帛の第3の特徴は、上記第1および第2の何れかの特徴に加えて、二重緯編地が分散染料によって染色されている点にある。
【0009】
本発明に係る車輌内装布帛の第4の特徴は、上記第1、第2および第3の何れかの特徴に加えて、裏地にのみニードルループを形成する一部の裏糸にポリエステル繊維が適用されている点にある。
【0010】
本発明に係る車輌内装布帛の第5の特徴は、上記第1、第2、第3および第4の何れかの特徴に加えて、綿繊維がポリエステル繊維と一緒になって裏糸にのみ適用されている点にある。
【発明の効果】
【0011】
本発明においては、ポリエステル繊維が熱セット性のある熱可塑性合成繊維であり、製造工程で受けるポリエステル繊維の熱履歴によって二重緯編地が硬化する場合でも、熱セット性を欠く植物性繊維である綿繊維がポリエステル繊維の熱履歴による硬化を緩和する。
その結果、自動車や航空機の座席、天井、床、扉等の内装表面への施工に伴う伸長後の残留歪みがなく、伸長施工箇所に皺が発生し難く、定荷重伸び率が適度で施工し易く、又、綿繊維が植物性繊維として吸湿性に富むことからしても感触の軟らかい車輌内装布帛が得られる。
その綿繊維の二重緯編地の総質量に占める質量比が25質量%以下であり、而も、その綿繊維の形成する綿ニードルループがポリエステルニードルループに囲まれて裏地に細かく分かれて分布している。
従って、本発明においては、高温での使用による引張強さの低下が少なく、耐摩耗性や耐光堅牢度等の点で優れたポリエステル繊維によって齎される車輌内装布帛の物性品質が綿繊維によって損なわれることがない。
【0012】
本発明によると、二重緯編地の単位面積における裏地のニードルループ密度と表地のニードルループ密度が異なっている。
従って、本発明によると、二重緯編地の表裏の強度的バランス(安定性)を欠くので表裏に折り曲げ易くなり、車輌内装基材の凹凸に沿って施工し易い車輌内装布帛が得られる。
【0013】
本発明においては、分散染料による二重緯編地の染色に伴って130℃前後で15〜30分間行われる加熱発色工程で受けるポリエステル繊維の熱履歴が熱セット性を欠く綿繊維によって緩和される。
従って、本発明によると、ポリエステル繊維が分散染料に染色されて鮮やかに発色した風合いの軟らかい車輌内装布帛を得ることが出来る。
【0014】
本発明において、裏地にのみニードルループを形成する一部の裏糸にポリエステル繊維を適用することによって、需要に応じた物性品質を具備する車輌内装布帛を提供することが出来る。
【0015】
綿繊維はポリエステル繊維に比して強度的安定性を欠く。
しかし、本発明では、その綿繊維をポリエステル繊維と一緒に裏糸に適用することによって、綿繊維とポリエステル繊維の欠点が相互に補完され、ポリエステル繊維による物性品質が損なわれることない。
従って、本発明によると、長時間にわたる高温加熱下の使用においても引張強さの変動率が少なく、綿繊維によって軟らかい触感が車輌内装布帛に付与される。
【図面の簡単な説明】
【0016】
【図1】本発明に係る車輌内装布帛と編組織との関係図である。
【図2】本発明に係る車輌内装布帛の裏面図である。
【図3】本発明に係る車輌内装布帛と編組織との関係図である。
【図4】本発明に係る車輌内装布帛の編組織図である。
【図5】本発明に対する比較例の車輌内装布帛の編組織図である。
【発明を実施するための形態】
【0017】
図1(a)は、本発明の第1具体例の車輌内装布帛の編組織を示す。
図1(b)は、本発明の第1具体例の車輌内装布帛の表面図を示す。
図2は、図1(b)に示した車輌内装布帛の裏面図を示す。図1と図2に示す第1具体例の車輌内装布帛は、繰り返して配列される前方針床の2本1組の前方編針(シリンダーニードル)A1・A2と繰り返して配列される後方針床の2本1組の後方編針(ダイヤルニードル)B1・B2を備えた緯編機(丸編機)のウェール方向Wに順次配置された12基のフィーダー(給糸口)F1〜F12から前方編針A1・A2と後方編針B1・B2に表糸11〜14と中糸21〜26と裏糸31〜32を選択的に給糸して編成されている。
【0018】
車輌内装布帛の編成過程において、前方編針A1は、フィーダーF1から給糸される中糸21によって表地中糸ニードルループ51を形成し、フィーダーF2から給糸される中糸22によって表地中糸ニードルループ51を形成し、フィーダーF3から給糸される中糸23によって表地中糸ニードルループ51を形成し、フィーダーF4から給糸される表糸11によって表糸ニードルループ41を形成し、フィーダーF7から給糸される中糸24によって表地中糸ニードルループ51を形成し、フィーダーF8から給糸される中糸25によって表地中糸ニードルループ51を形成し、フィーダーF9から給糸される中糸26によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が8個のニードルループによって構成される第1表地ウェールAW1を形成している。
【0019】
前方編針A2は、フィーダーF1から給糸される中糸21によって表地中糸ニードルループ51を形成し、フィーダーF2から給糸される中糸22によって表地中糸ニードルループ51を形成し、フィーダーF3から給糸される中糸23によって表地中糸ニードルループ51を形成し、フィーダーF5から給糸される表糸12によって表糸ニードルループ41を形成し、フィーダーF7から給糸される中糸24によって表地中糸ニードルループ51を形成し、フィーダーF8から給糸される中糸25によって表地中糸ニードルループ51を形成し、フィーダーF9から給糸される中糸26によって表地中糸ニードルループ51を形成し、フィーダーF10から給糸される表糸13によって表糸ニードルループ41を形成し、コース方向Cに続く繰り返し単位個数が8個のニードルループによって構成される第2表地ウェールAW2を形成している。
【0020】
後方編針B1は、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF6から給糸される裏糸31によって裏糸ニードルループ81を形成し、フィーダーF7から給糸される中糸24によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF9から給糸される中糸26によって裏地中糸ニードルループ61を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第1裏地ウェールBW1を形成している。
【0021】
後方編針B2は、フィーダーF1から給糸される中糸21によって裏地中糸ニードルループ61を形成し、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF3から給糸される中糸23によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF12から給糸される裏糸32によって裏糸ニードルループ81を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第2裏地ウェールBW2を形成している。
【0022】
前方編針A1・A2が12基のフィーダーF1〜F12から編糸が選択的に給糸されて形成する表地のニードルループの数は、第1表地ウェールAW1に形成される8個のニードルループと第2表地ウェールAW2に形成される8個のニードルループを合計した16個である。後方編針B1・B2が12基のフィーダーF1〜F12から編糸が選択的に給糸されて形成する裏地のニードルループの数は、第1裏地ウェールBW1に形成される5個のニードルループと第2裏地ウェールBW2に形成される5個のニードルループを合計した10個である。従って、第1具体例の車輌内装布帛の場合、表地のニードルループ密度は、裏地のニードルループ密度に比して緻密になる。
【0023】
表地は、コース方向Cに交互して続く第1表地ウェールAW1の8個のニードルループと第2表地ウェールAW2の8個のニードルループによって形成される。
裏地は、コース方向Cに交互して続く第1裏地ウェールBW1の5個のニードルループと第2裏地ウェールBW2の5個のニードルループによって形成される。
図1と図2が示す通り、第1裏地ウェールBW1の5個のニードルループの中の1個のニードルループは、フィーダーF6から給糸された綿裏糸31によって形成されており、又、第2裏地ウェールBW2の5個のニードルループの中の1個のニードルループは、フィーダーF12から給糸された綿裏糸32によって形成されている。
従って、第1具体例の車輌内装布帛の場合、裏地合計ニードルループ数に占める綿ニードルループの比率は20%となる。
【0024】
表地と裏地は、表地中糸ニードルループ51と裏地中糸ニードルループ61の間で続く中糸シンカーループ71に接合されて表裏一体になった車輌内装布帛を構成することになる。図2に示されるように、裏地に編み込まれた綿裏糸に綿裏糸ニードルループ81は、コース方向Cにおいてもウェール方向Wにおいてもポリエステル裏地中糸ニードルループ61に囲まれている。
【0025】
図3(a)は、本発明の第2具体例の車輌内装布帛の編組織を示す。図3(b)は、本発明の第2具体例の車輌内装布帛の表面図を示す。図3に示す第2具体例の車輌内装布帛は、繰り返して配列される前方針床の8本1組の前方編針(シリンダーニードル)A1・A2・A3・A4・A5・A6・A7・A8と、繰り返して配列される後方針床の8本1組の後方編針(ダイヤルニードル)B1・B2・B3・B4・B5・B6・B7・B8を備えた緯編機(丸編機)のウェール方向Wに順次配置された12基のフィーダー(給糸口)F1〜F12から前方編針A1・A2・A3・A4・A5・A6・A7・A8と後方編針B1・B2・B3・B4・B5・B6・B7・B8に表糸11〜14と中糸21〜26と裏糸31〜32を選択的に給糸して編成されている。
【0026】
編成過程において、前方編針A1は、フィーダーF1から給糸される中糸21によって表地中糸ニードルループ51を形成し、フィーダーF7から給糸される中糸24によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が2個のニードルループによって構成される第1表地ウェールAW1を形成している。
【0027】
前方編針A2は、フィーダーF2から給糸される中糸22によって表地中糸ニードルループ51を形成し、フィーダーF3から給糸される中糸23によって表地中糸ニードルループ51を形成し、フィーダーF8から給糸される中糸25によって表地中糸ニードルループ51を形成し、フィーダーF9から給糸される中糸26によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第2表地ウェールAW2を形成している。
【0028】
前方編針A3は、フィーダーF2から給糸される中糸22によって表地中糸ニードルループ51を形成し、フィーダーF3から給糸される中糸23によって表地中糸ニードルループ51を形成し、フィーダーF8から給糸される中糸25によって表地中糸ニードルループ51を形成し、フィーダーF9から給糸される中糸26によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第3表地ウェールAW3を形成している。
【0029】
前方編針A4は、フィーダーF2から給糸される中糸22によって表地中糸ニードルループ51を形成し、フィーダーF3から給糸される中糸23によって表地中糸ニードルループ51を形成し、フィーダーF8から給糸される中糸25によって表地中糸ニードルループ51を形成し、フィーダーF9から給糸される中糸26によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第4表地ウェールAW4を形成している。
【0030】
前方編針A5は、フィーダーF1から給糸される中糸21によって表地中糸ニードルループ51を形成し、フィーダーF7から給糸される中糸24によって表地中糸ニードルループ51を形成し、コース方向Cに続く繰り返し単位個数が2個のニードルループによって構成される第5表地ウェールAW5を形成している。
【0031】
前方編針A6は、フィーダーF4から給糸される表糸11によって表糸ニードルループ41を形成し、フィーダーF5から給糸される表糸12によって表糸ニードルループ41を形成し、フィーダーF10から給糸される表糸13によって表糸ニードルループ41を形成し、フィーダーF11から給糸される表糸14によって表糸ニードルループ41を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第6表地ウェールAW6を形成している。
【0032】
前方編針A7は、フィーダーF4から給糸される表糸11によって表糸ニードルループ41を形成し、フィーダーF5から給糸される表糸12によって表糸ニードルループ41を形成し、フィーダーF10から給糸される表糸13によって表糸ニードルループ41を形成し、フィーダーF11から給糸される表糸14によって表糸ニードルループ41を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第7表地ウェールAW7を形成している。
【0033】
前方編針A8は、フィーダーF4から給糸される表糸11によって表糸ニードルループ41を形成し、フィーダーF5から給糸される表糸12によって表糸ニードルループ41を形成し、フィーダーF10から給糸される表糸13によって表糸ニードルループ41を形成し、フィーダーF11から給糸される表糸14によって表糸ニードルループ41を形成し、コース方向Cに続く繰り返し単位個数が4個のニードルループによって構成される第8表地ウェールAW8を形成している。
【0034】
後方編針B1は、フィーダーF1から給糸される中糸21によって裏地中糸ニードルループ61を形成し、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF3から給糸される中糸23によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF12から給糸される裏糸32によって裏糸ニードルループ81を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第1裏地ウェールBW1を形成している。
【0035】
後方編針B2は、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF7から給糸される中糸24によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF9から給糸される中糸26によって裏地中糸ニードルループ61を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第2裏地ウェールBW2を形成している。
【0036】
後方編針B3は、フィーダーF1から給糸される中糸21によって裏地中糸ニードルループ61を形成し、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF3から給糸される中糸23によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF12から給糸される裏糸32によって裏糸ニードルループ81を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第3裏地ウェールBW3を形成している。
【0037】
後方編針B4は、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF6から給糸される裏糸31によって裏糸ニードルループ81を形成し、フィーダーF7から給糸される中糸24によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF9から給糸される中糸26によって裏地中糸ニードルループ61を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第4裏地ウェールBW4を形成している。
【0038】
後方編針B5は、フィーダーF1から給糸される中糸21によって裏地中糸ニードルループ61を形成し、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF3から給糸される中糸23によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF12から給糸される裏糸32によって裏糸ニードルループ81を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第5裏地ウェールBW5を形成している。
【0039】
後方編針B6は、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF6から給糸される裏糸31によって裏糸ニードルループ81を形成し、フィーダーF7から給糸される中糸24によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF9から給糸される中糸26によって裏地中糸ニードルループ61を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第6裏地ウェールBW6を形成している。
【0040】
後方編針B7は、フィーダーF1から給糸される中糸21によって裏地中糸ニードルループ61を形成し、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF3から給糸される中糸23によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF12から給糸される裏糸32によって裏糸ニードルループ81を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第7裏地ウェールBW7を形成している。
【0041】
後方編針B8は、フィーダーF2から給糸される中糸22によって裏地中糸ニードルループ61を形成し、フィーダーF6から給糸される裏糸31によって裏糸ニードルループ81を形成し、フィーダーF7から給糸される中糸24によって裏地中糸ニードルループ61を形成し、フィーダーF8から給糸される中糸25によって裏地中糸ニードルループ61を形成し、フィーダーF9から給糸される中糸26によって裏地中糸ニードルループ61を形成し、コース方向Cに続く繰り返し単位個数が5個のニードルループによって構成される第8裏地ウェールBW8を形成している。
【0042】
前方編針A1・A2・A3・A4・A5・A6・A7・A8が12基のフィーダーF1〜F12から編糸が選択的に給糸されて形成する表地のニードルループの数は、第1表地ウェールAW1に形成される2個のニードルループと、第2表地ウェールAW2に形成される4個のニードルループと、第3表地ウェールAW3に形成される4個のニードルループと、第4表地ウェールAW4に形成される4個のニードルループと、第5表地ウェールAW5に形成される2個のニードルループと、第6表地ウェールAW6に形成される4個のニードルループと、第7表地ウェールAW7に形成される4個のニードルループと、第8表地ウェールAW8に形成される4個のニードルループを合計した28個である。
後方編針B1・B2・B3・B4・B5・B6・B7・B8が12基のフィーダーF1〜F12から編糸が選択的に給糸されて形成する裏地のニードルループの数は、第1裏地ウェールBW1に形成される5個のニードルループと、第2裏地ウェールBW2に形成される5個のニードルループと、第3裏地ウェールBW3に形成される5個のニードルループと、第4裏地ウェールBW4に形成される5個のニードルループと、第5裏地ウェールBW5に形成される5個のニードルループと、第6裏地ウェールBW6に形成される5個のニードルループと、第7裏地ウェールBW7に形成される5個のニードルループと、第8裏地ウェールBW8に形成される5個のニードルループを合計した40個である。
従って、第1具体例の車輌内装布帛の場合、表地のニードルループ密度は、裏地のニードルループ密度に比して粗くなる。
【0043】
表地は、コース方向Cに交互して続く第1表地ウェールAW1の2個のニードルループと、第2表地ウェールAW2の4個のニードルループと、第3表地ウェールAW3の4個のニードルループと、第4表地ウェールAW4の4個のニードルループと、第5表地ウェールAW5の2個のニードルループと、第6表地ウェールAW6の4個のニードルループと、第7表地ウェールAW7の4個のニードルループと、第8表地ウェールAW8の4個のニードルループによって形成される。
裏地は、コース方向Cに交互して続く第1裏地ウェールBW1の5個のニードルループと、第2裏地ウェールBW2の5個のニードルループと、第3裏地ウェールBW3の5個のニードルループと、第4裏地ウェールBW4の5個のニードルループと、第5裏地ウェールBW5の5個のニードルループと、第6裏地ウェールBW6の5個のニードルループと、第7裏地ウェールBW7の5個のニードルループと、第8裏地ウェールBW8の5個のニードルループによって形成される。
図3が示す通り、第1裏地ウェールBW1の5個のニードルループの中の1個のニードルループと、第3裏地ウェールBW3の5個のニードルループの中の1個のニードルループと、第5裏地ウェールBW5の5個のニードルループの中の1個のニードルループと、第7裏地ウェールBW7の5個のニードルループの中の1個のニードルループは、フィーダーF12から給糸された綿裏糸32によって形成されている。
又、第2裏地ウェールBW2の5個のニードルループの中の1個のニードルループと、第4裏地ウェールBW4の5個のニードルループの中の1個のニードルループと、第6裏地ウェールBW6の5個のニードルループの中の1個のニードルループと、第8裏地ウェールBW8の5個のニードルループの中の1個のニードルループは、フィーダーF6から給糸された綿裏糸31によって形成されている。
従って、第2具体例の車輌内装布帛の場合、裏地合計ニードルループ数に占める綿ニードルループの比率は20%となる。
【0044】
表地と裏地は、表地中糸ニードルループ51と裏地中糸ニードルループ61の間で続く中糸シンカーループ71に接合されて表裏一体になった車輌内装布帛を構成することになる。
図3に示されるように、裏地に編み込まれた綿裏糸の綿裏糸ニードルループ81は、コース方向Cにおいてもウェール方向Wにおいてもポリエステル裏地中糸ニードルループ61に囲まれている。
【0045】
12基のフィーダーF1〜F12から編糸が選択的に給糸されて後方編針B1・B2・B3・B4・B5・B6・B7・B8がコース方向Cに繰り返し形成するニードルループの単位個数は、それぞれ5個で同数になっている。
しかし、12基のフィーダーF1〜F12から編糸が選択的に給糸されて前方編針A1・A2・A3・A4・A5・A6・A7・A8がコース方向Cに繰り返し形成するニードルループの単位個数は、前方編針によって異なり、同数になっていない。
即ち、前方編針A1・A5がコース方向Cに繰り返し形成するニードルループの単位個数は2個であるが、前方編針A2・A3・A4・A6・A7・A8がコース方向Cに繰り返し形成するニードルループの単位個数は4個であり、前方編針A1・A5がコース方向Cに繰り返し形成するニードルループの単位個数と前方編針A2・A3・A4・A6・A7・A8がコース方向Cに繰り返し形成するニードルループの単位個数は同数になっていない。
このように、緯編地においてコース方向Cに繰り返し形成するニードルループの単位個数は、ウェール毎(AW1〜AW8、BW1〜BW8)に異なることが多い。
そのように、緯編地のコース方向Cの単位寸法内に繰り返し形成されるニードルループの個数によって表示されるコース密度は、必ずしも一定しない。
従って、緯編地のコース密度は、ニードルループの個数の多いウェールにおける最大コース密度とニードルループの個数の少ないウェールにおける最少コース密度によって表示される。
【0046】
図1(a)が示す第1具体例の車輌内装布帛のように、ウェール方向Wに繰り返して形成される表地の単位ウェールが第1表地ウェールAW1と第2表地ウェールAW2との2ウェールであり、裏地の単位ウェールが第1裏地ウェールBW1と第2裏地ウェールBW2との2ウェールである場合には、表地と裏地とは強く密着し、表地と裏地の間に隙間は発生し難い。
【0047】
しかし、図3(a)が示す第2具体例の車輌内装布帛のように、ウェール方向Wに繰り返して形成される表地の単位ウェールが第1表地ウェールAW1と第2表地ウェールAW2と第3表地ウェールAW3と第4表地ウェールAW4と第5表地ウェールAW5と第6表地ウェールAW6と第7表地ウェールAW7と第8表地ウェールAW8との8ウェールとなり、裏地の単位ウェールが第1裏地ウェールBW1と第2裏地ウェールBW2と第3裏地ウェールBW3と第4裏地ウェールBW4と第5裏地ウェールBW5と第6裏地ウェールBW6と第7裏地ウェールBW7と第8裏地ウェールBW8との8ウェールとなる場合のように、ウェール方向Wに繰り返される編組織のワンパターンのウェール数が多く、その第6表地ウェールAW6と第7表地ウェールAW7と第8表地ウェールAW8の表糸ニードルループのようにウェール方向Wに隣り合う表糸ニードルループ41の数も多くなり、その隣り合う3ウェールAW6・AW7・AW8の表糸ニードルループ41a・41b・41cがコース方向Cに連続する場合には、その複数個の表糸ニードルループ41がウェール方向Wに隣り合う部分(図3−bの右側部分)は、隆起してコース方向Cに連続する畝模様を形成することになる。
【0048】
その図3(a)の示す第2具体例の編組織を、図4(b)に示す編組織のように、4ウェール移動させ、図3(b)の第5表地ウェールAW5を第1表地ウェールAW1に変え、図3(b)の第5裏地ウェールBW5を第1裏地ウェールBW1に変え図3(a)の第6表地ウェールAW6を第2表地ウェールAW2に変え、図3(b)の第6裏地ウェールBW6を第2裏地ウェールBW2に変え、図3(b)の第7表地ウェールAW7を第3表地ウェールAW3に変え、図3(b)の第7裏地ウェールBW7を第3裏地ウェールBW3に変え、図3(b)の第8表地ウェールAW8を第4表地ウェールAW4に変え、図3(b)の第8裏地ウェールBW8を第4裏地ウェールBW4に変え、図3(b)の第1表地ウェールAW1を第5表地ウェールAW5に変え、図3(b)の第1裏地ウェールBW1を第5裏地ウェールBW5に変え、図3(b)の第2表地ウェールAW2を第6表地ウェールAW6に変え、図3(b)の第2裏地ウェールBW2を第6裏地ウェールBW6に変え、図3(b)の第3表地ウェールAW3を第7表地ウェールAW7に変え、図3(b)の第3裏地ウェールBW3を第7裏地ウェールBW7に変え、図3(b)の第4表地ウェールAW4を第8表地ウェールAW8に変え、図3(b)の第4裏地ウェールBW4を第8裏地ウェールBW8に変え、図4(a)として示す図3(a)の編組織と図4(b)の編組織に交互に従って編成する場合、複数個の表糸ニードルループ41がウェール方向Wに隣り合う部分が図4(a)の編組織と図4(b)の編組織の間で左右に入れ替わって隆起した市松模様が表地表面に描出されることになる。
【0049】
図4に記載の編組織が示すように、12基のフィーダーF1とF2とF3とF7とF8とF9とF’1とF’2とF’3とF’7とF’8とF’9から中糸を給糸し、8基のフィーダーF4とF5とF10とF11とF’4とF’5とF’10とF’11から表糸を給糸し、4基のフィーダーF6とF12とF’6とF’12から裏糸を給糸し、図4(a)の編組織のパターンと図4(b)の編組織のパターンとの2パターンにわたって続けて車輌内装布帛を編成する場合、12基のフィーダーF1とF2とF3とF7とF8とF9とF’1とF’2とF’3とF’7とF’8とF’9から給糸される中糸の繊度その他の仕様を各フィーダー毎に変えることが出来る。
又、図4(a)の編組織のパターンと図4(b)の編組織のパターンとの2パターンにわたって続けて車輌内装布帛を編成する場合、8基のフィーダーF4とF5とF10とF11とF’4とF’5とF’10とF’11から給糸される表糸の繊度その他の仕様を各フィーダー毎に変え、或いは又、4基のフィーダーF6とF12とF’6とF’12から給糸される裏糸の繊度その他の仕様を各フィーダー毎に変えることが出来る。
【0050】
そのように、複数基のフィーダーF6とF12とF’6とF’12から給糸される裏糸の繊度その他の仕様を各フィーダー毎に変えることによって、二重緯編地の総質量に占める綿繊維の質量を変えることが出来る。
又、複数基のフィーダーF6とF12とF’6とF’12から裏糸を給糸する場合、その全てのフィーダーF6とF12とF’6とF’12から給糸される全ての裏糸に綿繊維を適用することは必ずしも必要ではなく、一部のフィーダーFから給糸される裏糸にだけ綿繊維を適用することも出来る。
そのように複数基のフィーダーF6とF12とF’6とF’12から給糸される裏糸に綿繊維を選択的に適用することによって、裏地合計ニードルループ数に占める綿ニードルループ数の比率、および、二重緯編地の総質量に占める綿繊維の質量を変えることも出来る。
【0051】
裏糸を綿繊維とポリエステル繊維によって構成する場合、その裏糸は、綿糸条とポリエステル繊維糸条が引き揃えられた引き揃え糸であってもよいし、綿糸条とポリエステル繊維糸条が合撚された合撚糸であってもよい。
【実施例】
【0052】
緯編機には、ダイヤルニードルゲージとシリンダーニードルゲージが20本/25.4mm、シリンダー直径が30×25.4mmの株式会社福原精機製作所製の機種「LEC−48」型丸編機が使用される。
前記第2具体例の車輌内装布帛と同様に図3(a)に示す編組織に従い、8本1組の前方編針A1・A2・A3・A4・A5・A6・A7・A8と8本1組の後方編針B1・B2・B3・B4・B5・B6・B7・B8に、12基のフィーダーF1〜F12の中の6基のフィーダーF1とF2とF3とF7とF8とF9からは中糸21・22・23・24・25・26を給糸し、4基のフィーダーF4とF5とF10とF11からは表糸11・12・13・14を給糸し、2基のフィーダーF6とF12からは裏糸31・32を給糸して、ウェール方向Wの寸法25.4mm当たりの表裏合計平均ニードルループ数(ウェール密度)が30個/25.4mm、コース方向Cの寸法25.4mm当たりの表糸の最大平均ニードルループ数(表地の最大平均コース密度)が45個/25.4mm、コース方向Cの寸法25.4mm当たりの表糸の最少平均ニードルループ数(表地の最少平均コース密度)が23個/25.4mm、コース方向Cの寸法25.4mm当たりの裏糸の平均ニードルループ数(表糸の平均コース密度)が56個/25.4mmの二重緯編地を編成する。
編成後、二重緯編地は、分散染料によって染色され、その分散染料の加熱発色工程において130℃にて30分間加熱処理される。
【0053】
(実施例1)
フィーダーF6から給糸される裏糸31には、総繊度330デシテックス(フィラメント数96本)ポリエステルマルチフイラメン捲縮加工糸が適用され、フィーダーF12から給糸される裏糸32には、図4(b)の編組織のワンパターン毎に総繊度365デシテックス相当16番手綿繊維糸と総繊度330デシテックス(フィラメント数96本)ポリエステルマルチフイラメン捲縮加工糸が交互に適用される。
フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14には、総繊度334デシテックス(フィラメント数72本)ポリエステルマルチフイラメン捲縮加工糸が適用される。
フィーダーF1とF3とF7とF9から給糸される中糸21と中糸23と中糸24と中糸26には、総繊度167デシテックス(フィラメント数36本)ポリエステルマルチフイラメン捲縮加工糸が適用される。
フィーダーF2とF8から給糸される中糸22と中糸25には、総繊度167デシテックス(フィラメント数36本)ポリエステルマルチフイラメン無捲縮糸が適用される。
【0054】
(実施例2)
フィーダーF12から給糸される裏糸32に、総繊度330デシテックス(フィラメント数96本)ポリエステルマルチフイラメン捲縮加工糸を適用することなく、総繊度365デシテックス相当16番手綿繊維糸だけを適用することとしたほか、フィーダーF6から給糸される裏糸31と、フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14と、フィーダーF1とF2とF3とF7とF8とF9から給糸される中糸21と中糸22と中糸23と中糸24と中糸25と中糸26については実施例1と同様の糸条が適用される。
【0055】
(実施例3)
フィーダーF6とF12から給糸される全ての裏糸31と裏糸32に、総繊度365デシテックス相当16番手綿繊維糸だけを適用することとしたほか、フィーダーF6から給糸される裏糸31と、フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14と、フィーダーF1とF2とF3とF7とF8とF9から給糸される中糸21と中糸22と中糸23と中糸24と中糸25と中糸26については実施例1と同様の糸条が適用される。
【0056】
(実施例4)
フィーダーF6とF12から給糸される全ての裏糸31と裏糸32に、総繊度365デシテックス相当16番手綿繊維糸と総繊度55デシテックス(フィラメント数24本)ポリエステルマルチフイラメン捲縮加工糸を引き揃えた綿繊維/ポリエステルマルチフイラメン引揃糸だけを適用することとしたほか、フィーダーF6から給糸される裏糸31と、フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14と、フィーダーF1とF2とF3とF7とF8とF9から給糸される中糸21と中糸22と中糸23と中糸24と中糸25と中糸26については実施例1と同様の糸条が適用される。
【0057】
(比較例1)
フィーダーF6とF12から給糸される全ての裏糸31と裏糸32に、総繊度330デシテックス(フィラメント数96本)ポリエステルマルチフイラメン捲縮加工糸だけを適用することとしたほか、フィーダーF6から給糸される裏糸31と、フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14と、フィーダーF1とF2とF3とF7とF8とF9から給糸される中糸21と中糸22と中糸23と中糸24と中糸25と中糸26については実施例1と同様の糸条が適用される。
【0058】
(比較例2)
前記第2具体例の車輌内装布帛と同様に図5に示す編組織に従い、8本1組の前方編針A1・A2・A3・A4・A5・A6・A7・A8と8本1組の後方編針B1・B2・B3・B4・B5・B6・B7・B8に、12基のフィーダーF1〜F12の中の6基のフィーダーF1とF2とF3とF7とF8とF9からは中糸21・22・23・24・25・26を給糸し、4基のフィーダーF4とF5とF10とF11からは表糸11・12・13・14を給糸し、2基のフィーダーF6とF12からは裏糸31・32を給糸して、ウェール方向Wの寸法25.4mm当たりの表裏合計平均ニードルループ数(ウェール密度)が30個/25.4mm、コース方向Cの寸法25.4mm当たりの表糸の最大平均ニードルループ数(表地の最大平均コース密度)が42個/25.4mm、コース方向Cの寸法25.4mm当たりの表糸の最少平均ニードルループ数(表地の最少平均コース密度)が21個/25.4mm、コース方向Cの寸法25.4mm当たりの裏糸の平均ニードルループ数(表糸の平均コース密度)が52個/25.4mmの二重緯編地を編成する。
給糸する編糸には、実施例3と同様に、フィーダーF6とF12から給糸される全ての裏糸31と裏糸32に、総繊度365デシテックス相当16番手綿繊維糸だけを適用することとしたほか、フィーダーF6から給糸される裏糸31と、フィーダーF4とF5とF10とF11から給糸される表糸11と表糸12と表糸13と表糸14と、フィーダーF1とF2とF3とF7とF8とF9から給糸される中糸21と中糸22と中糸23と中糸24と中糸25と中糸26については実施例1と同様の糸条が適用される。
【0059】
実施例1〜4と比較例1〜2に係る二重緯編地の染色過程の130℃での30分間にわたる分散染料の加熱発色処理後のJIS−L1096−8.21.1−A法カンチレバー剛軟度(mm)と定荷重伸び率(%)と定荷重セット率(%)とJIS−L1096−8.14.1−A法タテ引張強さが計測される。
【0060】
二重緯編地の定荷重伸び率α(%)と定荷重セット率β(%)は、次の手順で計測される。
(ステップ 1) 二重緯編地からウェール方向50mmとコース方向250mmのタテ試験片5枚と、ウェール方向250mmとコース方向50mmのヨコ試験片5枚を採取する。
(ステップ 2) 各試験片の長さ方向(250mm)の中心から、その長さ方向に前後50mmそれぞれ離れた位置に標点を記入する。
(ステップ 3) 各試験片の長さ方向(250mm)の両端に治具を取り付ける。
(ステップ 4) 治具の重量を含む8kgfの荷重を掛けて、各試験片を縦長に吊るす。
(ステップ 5) 10分間経過後の試験片の上下の標点間の距離yを測定する。
(ステップ 6) 測定前の標点間の標準距離xと測定距離yの差(δ=y−x)を標準距離xで除し、100を掛けて定荷重伸び率α(=100×δ/x)とする。
(ステップ 7) 伸び率計測後、荷重を取り除いて試験片を平らな板の上に広げて置く。
(ステップ 8) 10分間経過後の試験片の上下の標点間の距離zを測定する。
(ステップ 9) 測定前の標点間の標準距離xと測定距離zの差(φ=z−x)を標準距離xで除し、100を掛けて定荷重セット率β(=100×φ/x)とする。
【0061】
実施例1〜4と比較例1〜2に係る二重緯編地の編成仕様、二重緯編地に占める綿繊維とポリエステル繊維の質量比率、および、物性品質は、[表1]に示す通りである。
【0062】
【表1】
【0063】
[評価基準]
車輛内装布帛の130℃での30分間にわたる分散染料の加熱発色処理過程での熱履歴による硬化度合いはJIS−L1096−8.21.1−A法カンチレバー剛軟度(mm)と定荷重伸び率(%)と定荷重セット率(%)によって評価され、その剛軟度が50(mm)以下であり、定荷重伸び率が30〜60(%)であり、定荷重セット率が8(%)以下であることをもって、染色過程での熱履歴による影響がなく、自動車や航空機の座席等の内装表面に施工し易い車輛内装布帛と評価される。
又、100℃にて200時間加熱後の車輛内装布帛のJIS−L1096−8.14.1−A法タテ引張強さの変動率が20(%)以下であることをもって綿繊維を裏糸に適用したことによっては車輛内装布帛の物性品質が悪影響を受けないと評価される。
【0064】
[評価]
[表1]の物性品質データが示す通り、実施例1〜4に係る車輛内装布帛は、剛軟度が40.5〜46.1(mm)であり、定荷重伸び率が41.7〜53.2(%)であり、定荷重セット率が5.2〜6.8(%)であり、130℃での30分間にわたる分散染料の加熱発色処理過程での熱履歴による影響がなく、自動車や航空機の座席等の内装表面に施工し易い。
特に、綿繊維糸だけではなく、綿繊維糸とポリエステルマルチフイラメン捲縮加工糸を引き揃えた綿繊維/ポリエステルマルチフイラメン引揃糸を裏糸に使用した実施例4に係る車輛内装布帛では、100℃にて200時間加熱後の引張強さの変動率が少なく、綿繊維とポリエステル繊維の相互補完による相乗効果が認められ、長時間にわたる高温加熱下での耐久性に優れた車輛内装布帛と評価される。
【0065】
比較例1に係る車輛内装布帛は、定荷重伸び率が41.0〜51.2(%)であり、定荷重セット率が4.2〜5.4(%)である。
しかし、比較例1に係る車輛内装布帛は、裏糸に綿繊維が適用されておらず、ポリエステル繊維100%の布帛であり、100℃にて200時間加熱後の引張強さの変動率が少なく耐久性に優れていると認められるものの、剛軟度が評価基準値の50(mm)を超える55〜56.8(mm)である。
従って、比較例1に係る車輛内装布帛は、130℃での30分間にわたる分散染料の加熱発色処理過程での熱履歴によって硬化しているものと認められ、自動車や航空機の座席等の内装表面に施工し難く、車輛内装布帛としては不適と評価される。
【0066】
比較例2に係る車輛内装布帛は、剛軟度が評価基準値の50(mm)以下の40.5〜47.0(mm)であって染色過程での熱履歴による硬化は認められず、定荷重伸び率も44.0〜54.1(%)であって自動車や航空機の座席等の内装表面への施工時に伸び易いものと評価される。
しかし、比較例2に係る車輛内装布帛は、ヨコ方向での定荷重セット率が評価基準値の8(%)を超える9.0(%)であり、緊張される施工時の伸長歪みが回復されることなく残留歪みとなって現われ、寸法安定性を欠き、又、100℃にて200時間加熱後の引張強さの変動率も高く、耐久性を欠き、車輛内装布帛としては不適と評価される。
【産業上の利用可能性】
【0067】
本発明の車輌内装布帛は、自動車や航空機の内装表面に利用することが出来、又、パーティションその他の屋内装置品の表面装飾地として利用することも出来る。
【符号の説明】
【0068】
11〜14:表糸
21〜26:中糸
31〜32:裏糸
41:表糸ニードルループ
51:表地中糸ニードルループ
61:裏地中糸ニードルループ
71:中糸シンカーループ
81:裏糸ニードルループ
41:表糸ニードルループ
A :前方編針
B :後方編針
C :コース方向
F :フィーダー
W :ウェール方向
AW:表地ウェール
BW:裏地ウェール
【特許請求の範囲】
【請求項1】
(a−1) 表糸と中糸によって編成される表地と、裏糸と中糸によって編成される裏地が、表地と裏地との双方にニードルループ(51・61)を形成する中糸のシンカーループ(71)によって接合されて表裏一体に編成され、
(a−2) ポリエステル繊維と綿繊維によって構成される二重緯編地によって構成されており、
(b−1) ポリエステル繊維が表糸と中糸に適用され、綿繊維が裏糸にのみ適用されており、
(b−2) 綿繊維が適用されている綿裏糸が裏地に形成する綿ニードルループ(81)の数とポリエステル繊維が適用されているポリエステル中糸が裏地に形成するポリエステルニードルループ(61)の数を合計した裏地合計ニードルループ数に占める綿ニードルループ(81)の数の比率が25%以下であり、
(b−3) ポリエステル中糸が裏地に形成するポリエステルニードルループ(61)が、裏地のウェール方向において綿ニードルループ(81)に左右隣り合い、且つ、裏地のコース方向においても綿ニードルループ(81)に前後隣り合い、ポリエステル中糸が裏地に形成するポリエステルニードルループ(61)に綿ニードルループ(81)が囲まれており、
(b−4) 二重緯編地の総質量に占める綿繊維の質量が5〜25質量%である車輌内装布帛。
【請求項2】
(c−1) 二重緯編地の単位面積において綿繊維が適用されている綿裏糸が裏地に形成する綿ニードルループ(81)の数とポリエステル繊維が適用されているポリエステル中糸が裏地に形成するポリエステルニードルループ(61)の数を合計した裏地合計ニードルループ数と、ポリエステル繊維が適用されているポリエステル表糸が表地に形成するポリエステルニードルループ(41)の数とポリエステル繊維が適用されているポリエステル中糸が表地に形成するポリエステルニードルループ(51)の数を合計した表地合計ニードルループ数とが異なっており、
(c−2) 二重緯編地の単位面積における裏地のニードルループ密度と表地のニードルループ密度が異なっている請求項1に記載の車輌内装布帛。
【請求項3】
二重緯編地が分散染料によって染色されている請求項1と2の何れかに記載の車輌内装布帛。
【請求項4】
裏地にのみニードルループを形成する一部の裏糸にポリエステル繊維が適用されている請求項1と2と3の何れかに記載の車輌内装布帛。
【請求項5】
綿繊維がポリエステル繊維と一緒になって裏糸にのみ適用されている請求項1と2と3と4の何れかに記載の車輌内装布帛。
【請求項1】
(a−1) 表糸と中糸によって編成される表地と、裏糸と中糸によって編成される裏地が、表地と裏地との双方にニードルループ(51・61)を形成する中糸のシンカーループ(71)によって接合されて表裏一体に編成され、
(a−2) ポリエステル繊維と綿繊維によって構成される二重緯編地によって構成されており、
(b−1) ポリエステル繊維が表糸と中糸に適用され、綿繊維が裏糸にのみ適用されており、
(b−2) 綿繊維が適用されている綿裏糸が裏地に形成する綿ニードルループ(81)の数とポリエステル繊維が適用されているポリエステル中糸が裏地に形成するポリエステルニードルループ(61)の数を合計した裏地合計ニードルループ数に占める綿ニードルループ(81)の数の比率が25%以下であり、
(b−3) ポリエステル中糸が裏地に形成するポリエステルニードルループ(61)が、裏地のウェール方向において綿ニードルループ(81)に左右隣り合い、且つ、裏地のコース方向においても綿ニードルループ(81)に前後隣り合い、ポリエステル中糸が裏地に形成するポリエステルニードルループ(61)に綿ニードルループ(81)が囲まれており、
(b−4) 二重緯編地の総質量に占める綿繊維の質量が5〜25質量%である車輌内装布帛。
【請求項2】
(c−1) 二重緯編地の単位面積において綿繊維が適用されている綿裏糸が裏地に形成する綿ニードルループ(81)の数とポリエステル繊維が適用されているポリエステル中糸が裏地に形成するポリエステルニードルループ(61)の数を合計した裏地合計ニードルループ数と、ポリエステル繊維が適用されているポリエステル表糸が表地に形成するポリエステルニードルループ(41)の数とポリエステル繊維が適用されているポリエステル中糸が表地に形成するポリエステルニードルループ(51)の数を合計した表地合計ニードルループ数とが異なっており、
(c−2) 二重緯編地の単位面積における裏地のニードルループ密度と表地のニードルループ密度が異なっている請求項1に記載の車輌内装布帛。
【請求項3】
二重緯編地が分散染料によって染色されている請求項1と2の何れかに記載の車輌内装布帛。
【請求項4】
裏地にのみニードルループを形成する一部の裏糸にポリエステル繊維が適用されている請求項1と2と3の何れかに記載の車輌内装布帛。
【請求項5】
綿繊維がポリエステル繊維と一緒になって裏糸にのみ適用されている請求項1と2と3と4の何れかに記載の車輌内装布帛。
【図1】

【図2】

【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−184513(P2012−184513A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2011−46159(P2011−46159)
【出願日】平成23年3月3日(2011.3.3)
【出願人】(000006286)三菱自動車工業株式会社 (2,892)
【出願人】(510045438)TBカワシマ株式会社 (16)
【Fターム(参考)】
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成23年3月3日(2011.3.3)
【出願人】(000006286)三菱自動車工業株式会社 (2,892)
【出願人】(510045438)TBカワシマ株式会社 (16)
【Fターム(参考)】
[ Back to top ]