
軋み音低減用熱可塑性樹脂組成物、接触用部品及び構造体
【課題】部品同士が擦れ合うときに発生する軋み音が著しく低減され、かつ高温下に長時間置かれた場合においても軋み音低減効果が低下せずに維持され、さらには耐衝撃性及び成形外観に優れた構造体を与え得る熱可塑性樹脂組成物を提供する。
【解決手段】エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含有してなる熱可塑性樹脂組成物〔X〕であって、該〔a1〕の含有量が、該熱可塑性樹脂組成物〔X〕100質量%に対して5〜30質量%であり、該〔a1〕の引張強さ(TS )が0.5〜7MPa、切断時伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であり、該〔X〕中のフリーゴム含有量が1〜30質量%であることを特徴とする軋み音低減用熱可塑性樹脂組成物である。
【解決手段】エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含有してなる熱可塑性樹脂組成物〔X〕であって、該〔a1〕の含有量が、該熱可塑性樹脂組成物〔X〕100質量%に対して5〜30質量%であり、該〔a1〕の引張強さ(TS )が0.5〜7MPa、切断時伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であり、該〔X〕中のフリーゴム含有量が1〜30質量%であることを特徴とする軋み音低減用熱可塑性樹脂組成物である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は軋み音の発生を低減する熱可塑性樹脂組成物、該組成物からなる接触用部品及び該接触用部品を含む構造体に関し、さらに詳しくは、少なくとも2個の部品同士が接触して擦れ合うことにより発生する軋み音を大幅に低減させることのできる熱可塑性樹脂組成物、該組成物からなる接触用部品及び該接触用部品を含む構造体に関する。
【背景技術】
【0002】
ABS樹脂に代表されるスチレン系樹脂は、その優れた成形性、機械的特性、耐薬品性、二次加工性により、自動車、家電、OA機器等において広範囲に使用されている。
【0003】
しかし、ABS樹脂に代表されるスチレン系樹脂からなる部品をポリエチレン、ポリ塩化ビニル等の他の樹脂からなる部材や、クロロプレンゴム、天然ゴム、ポリエステル、ポリエチレン等の内張りシートやフォームなどの他の部材と接触して擦れ合うような部位に用いると、軋み音(擦れ音)が発生することがある。たとえばABS樹脂製の車両用ベンチレータには、風量を調整するためにクロロプレンゴム製フォームなどをシール材として使用したバルブシャッターが内部に装着されており、風量調整のためにバルブシャッターを回転させるとシール材とベンチレータのケースとが互いに擦れ合い、軋み音が発生する場合がある。
【0004】
さらに、スチレン系樹脂からなる部品同士を擦り合わせると、軋み音が発生することが知られている。そのため、例えば振動、回転等により、互いに接触する部品同士が擦り合わされる用途には、軋み音が発生する恐れが高いため、スチレン系樹脂からなる部品同士を組み合わせて使用することが忌避されている。
【0005】
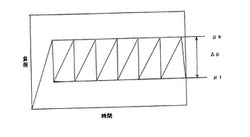
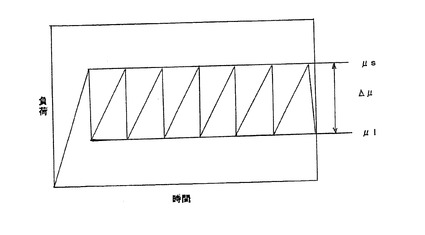
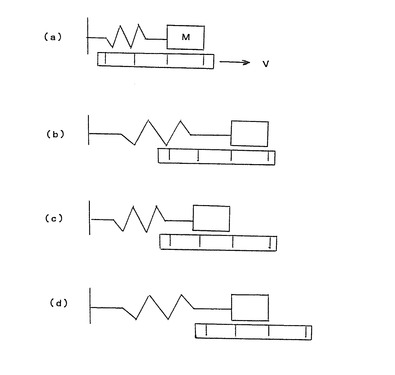
ABS樹脂、ASA樹脂等のスチレン系樹脂は非晶性樹脂であるため、結晶性樹脂であるポリエチレン、ポリプロピレン、ポリアセタールなどの樹脂と比較すると摩擦係数が高く、自動車内のエアコン吹き出し口やカーステレオのボタン等のように、他樹脂からなる部材と嵌合する場合に、摩擦係数が大きいために図1に示されるようなスティックスリップ現象が発生し、異音(軋み音)が発生することもよく知られている。スティックスリップ現象とは、2つの物体が擦れ合う時に発生するもので、図2(a)のモデルで示されるように駆動速度Vで動く駆動台の上にバネでつながれた物体Mが置かれた場合、物体Mは先ず静摩擦力の作用により駆動速度Vで移動する台とともに図2(b)のように右方向に移動する。そしてバネによって元に戻されようとする力が、この静摩擦力と等しくなったとき、物体Mは駆動速度Vと逆の方向に滑り出す。このときに、物体Mは動摩擦力を受けることになるので、バネの力とこの動摩擦力が等しくなった図2(c)の時点で滑りが止まり、すなわち駆動台に付着することになり、再び駆動速度Vと同じ方向に移動することになる(図2(d))。これをスティックスリップ現象といい、図1に示されるように、ノコギリ波形上端の静摩擦係数μsと、ノコギリ波形下端の摩擦係数μlの差のΔμが大きいと、軋み音が発生しやすくなるといわれている。尚、動摩擦係数はμsとμlの中間の値になる。
これらの軋み音は、例えば自動車内装等に用いた場合、乗車時の快適性、静粛性を損ねる大きな原因となり、軋み音の低減が強く要求されている。
【0006】
一方、アモントン・クーロンの法則により求めた摩擦係数の摩擦速度依存性が負の値をとると、スティックスリップ現象が顕著に現れることが知られている(非特許文献1参照)。そこで、上記摩擦係数の摩擦速度依存性をゼロに近づけるか、若しくはゼロ以上の正の値とすることで、スティックスリップ現象の発生を抑制し、軋み音の発生を低減させることが可能である。
【0007】
これらの軋み音を防止するため、部材表面にテフロン(登録商標)コーティングを施す方法、テフロン(登録商標)テープを装着する方法、シリコーンオイルを塗布する方法などが行なわれてきたが、装着、塗布といった工程は非常に煩雑で手間がかかるばかりでなく、高温下に長時間置かれた場合は効果が持続しないという問題があった。
【0008】
また、軋み音を低減させる為に材料自体を改質する方法として、ABS樹脂にシリコーンオイルを配合する方法、ABS樹脂にエポキシ含有オレフィン共重合体を配合する方法などが提案されている。たとえば、PC/ABS樹脂に有機ケイ素化合物を配合する技術(特許文献1参照)が、またABS樹脂に難燃剤、難燃助剤およびシリコーンオイルを配合する技術(特許文献2参照)が、またゴム変性ポリスチレン樹脂にシリコーンオイルを配合する技術(特許文献3参照)が、またABS樹脂にアルカンスルホン酸のアルカリ(土類)金属塩を配合する技術(特許文献4参照)が、さらにはABS樹脂にエポキシ基、カルボキシル基および酸無水物基から選ばれる少なくとも1種の反応基を含有する変性ポリオルガノシロキサンを配合する技術(特許文献5参照)が開示されている。
【0009】
しかしながら、これらの方法による軋み音の低減効果は十分とはいえず、成形直後にはある程度の軋み音防止効果を示しても効果の持続性が乏しく、特に、高温下に長時間置かれた場合にはその効果が大幅に低下するという問題があった。
さらに、ABS樹脂に代表されるスチレン系樹脂からなる部品同士を組み合わせて用いる場合には、これら方法を用いても、軋み音の低減効果が十分に得られず、その使用範囲が制限される問題があった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特公昭63−56267号公報
【特許文献2】特許第2798396号公報
【特許文献3】特許第2688619号公報
【特許文献4】特許第2659467号公報
【特許文献5】特開平10−316833号公報
【非特許文献】
【0011】
【非特許文献1】表面科学Vol.24, No.6, PP 328-333, 2003
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、かかる実情に鑑み、スチレン系樹脂からなる部材同士を互いに擦れ合う状況下で用いても、軋み音の発生が著しく低減され、かつ高温下に長時間置かれた場合においても軋み音低減効果が低下せずに維持され、さらには耐衝撃性および成形外観に優れたスチレン系樹脂製の部品を含む構造体を提供することが可能な樹脂組成物、該組成物からなる接触用部品及び該接触用部品を含む構造体を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは、上記課題を解決すべく鋭意研究を行った結果、特定のエチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含む熱可塑性樹脂組成物〔X〕であって、該熱可塑性樹脂組成物〔X〕中のフリーゴム含有量を特定範囲にすることで、スチレン系樹脂からなる部品同士を擦れあわせても、軋み音の発生が著しく低減され、かつ高温下に長時間置かれた場合においても軋み音低減効果が低下せずに維持され、さらには耐衝撃性および成形外観に優れていることを見出し、本発明を完成するに至った。
【0014】
本発明によれば、下記の軋み音低減用熱可塑性樹脂組成物、該組成物からなる接触用部品及び該接触用部品を含む構造体が提供される。
1. エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含有してなる熱可塑性樹脂組成物〔X〕であって、
該エチレン・α−オレフィン系ゴム質重合体〔a1〕の含有量が、該熱可塑性樹脂組成物〔X〕100質量%に対して5〜30質量%であり、
該エチレン・α−オレフィン系ゴム質重合体〔a1〕の引張強さ(TS )が0.5〜7MPa、切断時伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であり、
該熱可塑性樹脂組成物〔X〕中のフリーゴム含有量が1〜30質量%であることを特徴とする軋み音低減用熱可塑性樹脂組成物。
2. ゴム強化ビニル系樹脂〔A〕が、エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A1〕と、ビニル系単量体〔b2〕の(共)重合体〔B〕とを含有してなることを特徴とする上記1に記載の軋み音低減用熱可塑性樹脂組成物。
3. エチレン・α−オレフィン系ゴム質重合体〔a1〕が、エチレン・プロピレン共重合体であることを特徴とする上記1又は2に記載の軋み音低減用熱可塑性樹脂組成物。
4. エチレン・α−オレフィン系ゴム質重合体〔a1〕が、エチレン5〜95質量%及びα−オレフィン95〜5質量%(ただし、エチレン及びα−オレフィンの合計で100質量%)からなることを特徴とする上記1乃至3の何れかに記載の軋み音低減用熱可塑性樹脂組成物。
5. 上記1乃至4の何れかに記載の熱可塑性樹脂組成物〔X〕からなることを特徴とする接触用部品。
6. 下記条件で測定した接触用部品の異音リスク値が5以下であることを特徴とする上記5に記載の接触用部品。
〔測定条件〕
東芝機械製IS170FA射出成形機によりシリンダー温度250℃、射出圧力50MPa、金型温度60℃にて射出成形した、縦150mm、横100mm、厚さ4mmの射出成形プレートから、縦60mm、横100mm、厚さ4mm及び縦50mm、横25mm、厚さ4mmの大小試験片をディスクソーで切り出し、番手#100のサンドペーパーで端部を面取りした後、細かなバリをカッターナイフで除去し、大小2枚のプレートを接触用部品の試験片として準備する。前記大小2枚の試験片を80℃±5℃に調整したオーブンで400時間保持し、25℃で24時間冷却した後、ZIEGLER社製スティックスリップ試験機SSP−002に固定し、荷重40N、速度10mm/秒、振幅20mmの条件で3回擦り合わせて異音リスク値を測定し、その最も高い値を異音リスク値とする。
7. 少なくとも2個の接触用部品を含む構造体であって、該少なくとも2個の接触用部品が上記5又は6に記載の接触用部品を含むことを特徴とする軋み音低減構造体。
8. 接触用部品の全てが、上記5又は6に記載の接触用部品からなることを特徴とする軋み音低減構造体。
9. 自動車部品、事務機器用部品、住宅用部品、家電用部品であることを特徴とする上記7又は8に記載の軋み音低減構造体。
【発明の効果】
【0015】
本発明によれば、特定のエチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含有してなる熱可塑性樹脂組成物〔X〕であって、該熱可塑性樹脂組成物〔X〕中のフリーゴム含有量を特定の範囲にすることで、スチレン系樹脂からなる部品同士を擦れあわせても、軋み音の発生が著しく低減され、かつ高温下に長時間置かれた場合においても軋み音低減効果が低下せずに維持され、さらには耐衝撃性および成形外観に優れた、接触用部品及び該接触用部品を含む構造体を得ることが可能となる。
【図面の簡単な説明】
【0016】
【図1】図1はスティックスリップ現象の説明図である。
【図2】図2(a)、(b)、(c)、(d)はスティックスリップのモデル図である。
【発明を実施するための形態】
【0017】
以下、本発明を詳細に説明する。
本発明における軋み音低減用熱可塑性樹脂組成物は、引張強さ(TS )が0.5〜7MPa、切断時伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であるエチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含有してなる熱可塑性樹脂組成物〔X〕であって、該熱可塑性樹脂組成物〔X〕中のフリーゴム含有量が1〜30質量%であることを特徴とする。
【0018】
尚、本明細書において、「(共)重合」とは、単独重合および共重合を意味し、「(メタ)アクリル」とは、アクリル及び/又はメタクリルを意味し、「(メタ)アクリレート」とは、アクリレート及び/又はメタクリレートを意味する。
【0019】
1.ゴム強化ビニル系樹脂〔A〕(以下、「以下、成分〔A〕」ともいう。):
本発明で使用する成分〔A〕は、引張強さ(TS )が0.5〜7MPa、引張伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であるエチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A1〕単独、または、該ゴム強化ビニル系樹脂〔A1〕と、ビニル系単量体〔b2〕の(共)重合体〔B〕との混合物からなるゴム強化ビニル系樹脂である。(共)重合体〔B〕は、ゴム質重合体の非存在下にビニル系単量体〔b2〕を重合して得られる。
【0020】
1−1.エチレン・α−オレフィン系ゴム質重合体〔a1〕(以下「成分〔a1〕ともいう。):
本発明に用いられるエチレン・α−オレフィン系ゴム質重合体〔a1〕は、引張強さ(TS )が0.5〜7MPa、引張伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であることの他は特に制限はない。ここで、引張強さ(TS )及び引張伸び(EB )は、JIS K6251に準拠して測定した。また、硬度(タイプA型デュロメータ)は、JIS K6253に準拠して測定した。また、ムーニー粘度(ML1+4 、100 ℃)は、JIS K6300に準拠して測定した。
上記成分〔a1〕の引張強さ(Ts )は、0.5〜7MPa、好ましくは0.5〜5MPa、より好ましくは0.5〜3MPaである。引張強さ(TS )が上記範囲内にあると、軋み音の低減効果に優れる。
上記成分〔a1〕の引張伸び(EB )は、500%以上、好ましくは650%以上、より好ましくは750%以上、特に好ましくは800%以上である。引張伸び(EB )が500%未満では、軋み音の低減効果に劣る。上記成分( a1) の引張伸び(EB )の上限は、通常3,000%である。
上記成分〔a1〕の硬度(タイプAデュロメータ)は、40〜85、好ましくは45〜85、より好ましくは50〜85である。硬度(タイプAデュロメータ)が上記範囲内にあると、軋み音の低減効果に優れる。
さらに、上記成分〔a1〕のムーニー粘度(ML1+4 、100 ℃)は、5〜60、好ましくは5〜50、より好ましくは10〜45である。ムーニー粘度が上記範囲内にあると、軋み音の低減効果、得られる成形品の表面外観に優れる。
【0021】
上記成分〔a1〕を構成するα−オレフィンとしては、例えば、炭素数3〜20のα−オレフィンが挙げられ、具体的には、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−ヘプテン、1−オクテン、1−デセン、1−ドデセン、1−ヘキサデセン、1−エイコセンなどが挙げられる。これらのα−オレフィンは、単独でまたは2種以上を混合して使用することができる。α−オレフィンの炭素数は、好ましくは3〜20、より好ましくは3〜12、さらに好ましくは3〜8である。炭素数が20を超えると共重合性が低下し、成形品の表面外観が十分でなくなる場合がある。エチレン:α−オレフィンの質量比は、通常5〜95:95〜5、好ましくは50〜95:50〜5、より好ましくは60〜95:40〜5、特に好ましくは70〜90:30〜10である。エチレン及びα−オレフィンの質量比は、重合処方から計算することにより、また、13C−NMR法で測定すること等により求めることができる。
α−オレフィンの重量比が95を超えると、得られるゴム強化ビニル系樹脂の耐衝撃性が不十分となる傾向があるので好ましくない。また、5未満でも、ゴム質重合体〔a1〕のゴム弾性が十分でなくなるため、樹脂組成物の耐衝撃性が十分でなくなる傾向があるので好ましくない。
【0022】
また、上記成分〔a1〕は、Tm(融点)が存在することが好ましく、Tmが0℃以上であることが更に好ましい。ここで、Tmは、DSC(示差走査熱量計)を用い、1分間に20℃の一定昇温速度で吸熱変化を測定し、得られた吸熱パターンのピーク温度を読みとった値であり、詳細は、JIS K7121−1987に記載されている。上記Tmは、好ましくは0〜120℃、より好ましくは10〜100℃、特に好ましくは20〜80℃であり、Tmが0℃未満では、軋み音の低減効果に劣る。尚、DSCの測定において、吸熱変化のピークを明瞭に示さないものは、実質的にゴム質重合体に結晶性がないものであり、Tmを持たないものと判断し、上記Tmが0℃以上のゴム質重合体には含まれないものとする。よって、Tmが存在しないものも軋み音の低減効果に劣る。
また、ゴム質重合体のガラス転移温度(Tg)は、好ましくは、−20℃以下であり、より好ましくは、−30℃以下であり、特に好ましくは、−40℃以下である。ガラス転移温度が、−20℃を超えると、耐衝撃性が不十分になる場合がある。尚、上記ガラス転移温度は、Tm(融点)の測定と同様に、DSC(示差走査熱量計)を用い、JIS K7121−1987に準拠して求めることができる。
【0023】
さらに、上記成分〔a1〕の結晶化度は、通常1〜20%、好ましくは1〜15%、より好ましくは3〜15%である。結晶化度が1%未満では、軋み音の低減効果が十分に得られない場合がある。一方、結晶化度が20%を超えると、耐衝撃性が不十分になったり、ゴム強化ビニル系樹脂の製造が困難になる場合がある。結晶化度は、公知のX線回折法により測定することができる。
【0024】
上記エチレン・α−オレフィン系ゴム質重合体〔a1〕は、軋み音低減の観点から、通常、非共役ジエン成分を含有しないエチレン・α−オレフィン共重合体が用いられるが、必要に応じ、非共役ジエン成分を含有させることも可能である。非共役ジエン成分の配合量は、エチレン及びα−オレフィンを100質量%として、3質量%以下が好ましい。非共役ジエン成分の配合量が3質量%を超えると、ゴムの結晶性が低下し、軋み音の低減効果が十分でなくなる場合がある。また、上記成分〔a1〕のヨウ素価は、通常0〜10、好ましくは0〜5、より好ましくは0〜3である。ヨウ素価が10を超えると、軋み音の低減効果および高温下に長時間置かれた場合の軋み音低減効果の維持が不十分になる場合がある。上記成分〔a1〕は、エチレン・プロピレン共重合体、エチレン・1−ブテン共重合体、エチレン・1−オクテン共重合体がさらに好ましく、エチレン・プロピレン共重合体が特に好ましい。
【0025】
次に、本発明に使用されるエチレン−α−オレフィン系ゴム質重合体〔a1〕は、例えば、特公平06−018942、特公平07−103280に開示されているチーグラー系触媒を用いる方法等、公知の方法により得ることができる。
α−オレフィンとしては、炭素数3〜12のα−オレフィンであり、具体例としては、プロピレン、1−ブテン、4−メチル−1−ペンテン、1−オクテン等が挙げられる。これらのうち、好ましくはプロピレンおよび/または1−ブテン、特に好ましくはプロピレンである。これらのα−オレフィンは、1種単独で、あるいは2種以上を組み合わせて用いることもできる。
非共役ジエンとしては、1,4−ヘキサジエン、5−エチリデン−2−ノルボルネン(ENB)、ジシクロペンタジエン(DCP)等が挙げられる。これらは単独で、あるいは2種以上を組み合わせて用いることができる。
【0026】
前記エチレン−α−オレフィン系ゴム質重合体〔a1〕は、具体的には、次のような製造方法によって好適に得ることができる。
すなわち、エチレン−α−オレフィン系ゴム質重合体〔a1〕の製造に用いられる触媒成分としては、バナジウム化合物および/またはチタン化合物と周期律表第I〜IV族の金
属の有機金属化合物との組み合わせからなる触媒を用いる。
バナジウム化合物としては、不活性有機溶剤に可溶な3〜5価のバナジウム化合物が用いられる。
このバナジウム化合物としては、バナジウムのハライド、オキシハライド、含酸素化合物とのキレート錯体、バナジン酸エステルなどが好ましい。
これらの化合物を具体的に例示すれば、四塩化バナジウム、オキシ三塩化バナジウム、バナジウムトリスアセチルアセトナート、バナジン酸トリエトキシド、バナジン酸トリ−n−ブトキシド、バナジン酸ジ−n−ブトキシモノクロリド、バナジン酸エトキシジクロリド、四塩化バナジウムまたはオキシ三塩化バナジウムとアルコールとの反応生成物などが挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
これらの化合物のうちさらに好ましくは、四塩化バナジウム、オキシ三塩化バナジウムおよびこれらのバナジウム化合物とアルコールとの反応生成物である。
チタン化合物としては、固体または溶解した三塩化チタン触媒、塩化マグネシウムに担持した三塩化チタンまたは四塩化チタン触媒が用いられ、好ましくはバナジウム化合物である。
周期律表第I〜IV族の金属の有機金属化合物としては、有機リチウム化合物、有機亜鉛化合物、有機マグネシウム化合物および有機アルミニウム化合物を挙げることができる。そのうち、有機アルミニウム化合物が特に好ましい。
有機アルミニウム化合物としては、トリエチルアルミニウム、トリ−n−プロピルアルミニウム、トリ−イソプロピルアルミニウム、トリ−n−ブチルアルミニウム、トリイソブチルアルミニウム、トリ−n−ヘキシルアルミニウム、トリ−n−オクチルアルミニウム、トリ−n−デシルアルミニウム、トリ−n−ドデシルアルミニウム、ジエチルモノクロルアルミニウム、ジブチルモノクロルアルミニウム、ジ−n−ヘキシルモノクロルアルミニウム、ジ−n−オクチルモノクロルアルミニウム、エチルアルミニウムセスキクロリド、n−ブチルアルミニウムセスキクロリド、エチルアルミニウムジクロリド、n−ブチルアルミニウムジクロリド、イソブチルアルミニウムジクロリド、n−ヘキシルアルミニウムジクロリド、n−オクチルアルミニウムジクロリドなどが挙げられる。
【0027】
これらの有機アルミニウム化合物とアルコール、アミンなどの反応物を使用することもできる。
例えば、メタノール、エタノール、n−ブタノール、イソブタノール、t−ブタノール、n−ヘキサノール、n−オクタノール、2−エチル−ヘキサノール、n−デカノール、トリエチルアミン、トリ−n−プロピルアミン、トリ−n−ブチルアミン、トリ−イソブチルアミン、トリ−n−ヘキシルアミン、トリ−n−オクチルアミン、トリ−2−エチルヘキシルアミン、ジエチルアミン、ジ−n−ブチルアミン、ジ−イソブチルアミン、ジ−n−オクチルアミン、ジ−2−エチルヘキシルアミン、エチルアミン、n−プロピルアミン、n−ブチルアミン、イソブチルアミン、2−エチルヘキシルアミンなどである。これらの有機アルミニウム化合物と反応物の比は、アルミニウム化合物に対し0.01〜0.5、好ましくは0.05〜0.2(モル比)である。
これらの有機アルミニウム化合物または有機アルミニウム化合物の反応物は2種以上を組み合わせて用いることができる。
【0028】
重合反応は、通常、不活性炭化水素溶媒中で行われる。このような不活性炭化水素溶媒としては、ペンタン、へキサン、ヘプタン、オクタン、デカン、ドデカン等の脂肪族炭化水素;ベンゼン、トルエン、キシレン等の芳香族炭化水素等を挙げることができる。尚、これらの炭化水素を構成する水素の一部がハロゲン原子で置換された、塩化メチル、塩化エチル、塩化メチレン、塩化エチレン等であってもよい。これらの炭化水素溶媒は、単独でまたは2種以上を混合して使用することができる。
【0029】
重合反応に使用する重合溶媒は、n−へキサン、n−ヘプタン、n−オクタン、イソオクタン、n−デカン、シクロヘキサン、塩化メチル、塩化エチル、塩化メチレン、塩化エチレン等の不活性炭化水素溶媒が用いられる。
【0030】
重合温度は、通常、−50℃〜120℃、好ましくは0〜80℃である。重合温度が−50℃未満では、反応系の冷却に多量のエネルギーが必要で経済的に不利である。一方、重合温度が120℃より高い場合には、重合活性が低下し、さらにα−オレフィンの共重合性が低下するために、本発明における共重合体は得られない。
【0031】
エチレン−α−オレフィン系ゴム質重合体〔a1〕の製造における重合形態は、スラリー重合、均一溶液重合のどちらでもよい。また重合の反応操作は、回分式または連続式のどちらでも良い。使用する反応器は、単一または複数個を直列、または並列に連結し、各原料オレフィンを別個にあるいは予め混合して導入する。反応系における反応温度の維持は、外部冷却法あるいは溶媒モノマーの蒸発潜熱の利用等によって行なう。また圧力は減圧状態(100Pa程度)から加圧状態(15MPa程度)で行なうことができる。
【0032】
エチレン−α−オレフィン系ゴム質重合体〔a1〕の分子量は、先に述べた触媒組成比、触媒量、触媒種、重合温度を適当に選択することのみによっても制御できるが、さらに水素等の分子量調節剤を用いて行なうことができる。
生成した共重合体の反応媒体および未反応モノマーからの分離、用いた触媒の活性停止、触媒残査の除去、共重合体の乾燥および造粒等の処理は、当該業界で周知な一般的方法で行なうことが可能である。
【0033】
また、本発明に使用されるエチレン−α−オレフィン系ゴム質重合体〔a1〕は、例えば、特許3518081号に開示されているメタロセン触媒を用いる方法によっても得ることができる。上記メタロセン触媒は、有機金属錯体の分子構造、すなわち錯体の配位構造により活性点をデザインすることができ、分子量や組成が非常に均一なポリマーや、従来のチーグラー系触媒では困難であった、炭素数が大きなα−オレフィンとエチレンの共重合ゴム質重合体を製造することができる。
【0034】
1−2.ビニル系単量体〔b1〕、〔b2〕:
上記ビニル系単量体〔b1〕及び〔b2〕は、いずれも、不飽和結合を有する重合性化合物であれば、特に限定されない。
上記ビニル系単量体〔b1〕及び〔b2〕は、通常、芳香族ビニル化合物及びシアン化ビニル化合物を含む。その他、必要に応じて、(メタ)アクリル酸エステル、マレイミド化合物等の、他の共重合可能なビニル系単量体、カルボキシル基、酸無水物基、ヒドロキシル基、アミノ基、アミド基、エポキシ基、オキサゾリン基等の官能基を1種以上有する官能基含有ビニル系単量体を併用してもよい。
また、(共)重合体〔B〕の形成に用いるビニル系単量体〔b2〕は、上記ビニル系単量体〔b1〕と同一であってもよいし、異なっていてもよい。
【0035】
上記芳香族ビニル化合物としては、少なくとも1つのビニル結合と、少なくとも1つの芳香族環とを有する化合物であれば、特に限定されることなく用いることができる。その例としては、スチレン、α−メチルスチレン、o−メチルスチレン、p−メチルスチレン、ビニルトルエン、β−メチルスチレン、エチルスチレン、p−tert−ブチルスチレン、ビニルキシレン、ビニルナフタレン、モノクロロスチレン、ジクロロスチレン、モノブロモスチレン、ジブロモスチレン、フルオロスチレン等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、スチレン及びα−メチルスチレンが好ましい。
【0036】
上記シアン化ビニル化合物としては、アクリロニトリル、メタクリロニトリル等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、アクリロニトリルが好ましい。
【0037】
上記(メタ)アクリル酸エステルとしては、アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、アクリル酸ブチル、アクリル酸アミル、アクリル酸ヘキシル、アクリル酸オクチル、アクリル酸2−エチルヘキシル、アクリル酸シクロヘキシル、アクリル酸フェニル、アクリル酸ベンジル等のアクリル酸エステル;メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸ブチル、メタクリル酸アミル、メタクリル酸ヘキシル、メタクリル酸オクチル、メタクリル酸2−エチルヘキシル、メタクリル酸ドデシル、メタクリル酸オクタデシル、メタクリル酸シクロヘキシル、メタクリル酸フェニル、メタクリル酸ベンジル等のメタクリル酸エステルが挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、メタクリル酸メチルが好ましい。
【0038】
上記マレイミド化合物としては、マレイミド、N−メチルマレイミド、N−ブチルマレイミド、N−シクロヘキシルマレイミド、N−フェニルマレイミド等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、N−シクロヘキシルマレイミド及びN−フェニルマレイミドが好ましい。
尚、このマレイミド化合物からなる単量体単位を重合体に導入する方法としては、予め、無水マレイン酸を共重合させ、その後、イミド化する方法がある。
【0039】
上記の官能基含有ビニル系単量体のうち、カルボキシル基を有する不飽和化合物としては、アクリル酸、メタクリル酸、エタクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸、桂皮酸等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0040】
酸無水物基を有する不飽和化合物としては、無水マレイン酸、無水イタコン酸、無水シトラコン酸等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
ヒドロキシル基を有する不飽和化合物としては、ヒドロキシスチレン、3−ヒドロキシ−1−プロペン、4−ヒドロキシ−1−ブテン、シス−4−ヒドロキシ−2−ブテン、トランス−4−ヒドロキシ−2−ブテン、3−ヒドロキシ−2−メチル−1−プロペン、アクリル酸2−ヒドロキシエチル、メタクリル酸2−ヒドロキシエチル、N−(4−ヒドロキシフェニル)マレイミド等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0041】
アミノ基を有する不飽和化合物としては、アクリル酸アミノエチル、アクリル酸プロピルアミノエチル、アクリル酸ジメチルアミノメチル、アクリル酸ジエチルアミノメチル、アクリル酸2−ジメチルアミノエチル、メタクリル酸アミノエチル、メタクリル酸プロピルアミノエチル、メタクリル酸ジメチルアミノメチル、メタクリル酸ジエチルアミノメチル、メタクリル酸2−ジメチルアミノエチル、メタクリル酸フェニルアミノエチル、p−アミノスチレン、N−ビニルジエチルアミン、N−アセチルビニルアミン、アクリルアミン、メタクリルアミン、N−メチルアクリルアミン等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
アミド基を有する不飽和化合物としては、アクリルアミド、N−メチルアクリルアミド、メタクリルアミド、N−メチルメタクリルアミド等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0042】
エポキシ基を有する不飽和化合物としては、グリシジルアクリレート、グリシジルメタクリレート、アリルグリシジルエーテル等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0043】
オキサゾリン基を有する不飽和化合物としては、ビニルオキサゾリン等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0044】
上記ビニル系単量体〔b1〕及び〔b2〕は、目的、用途等に応じてその種類及び使用量が選択されるが、芳香族ビニル化合物及びシアン化ビニル化合物の合計量は、ビニル系単量体全量100質量%に対して、通常30〜100質量%、好ましくは50〜100質量%、より好ましくは70〜100質量%である。上記他の共重合可能なビニル系単量体の含有量は、ビニル系単量体全体100質量%に対して通常0〜70質量%、好ましくは0〜50質量%、より好ましくは0〜30質量%である。上記官能基含有ビニル系単量体の含有量は、ビニル系単量体全量100質量%に対して、通常0〜40質量%、好ましくは、0〜30質量%、より好ましくは0〜20質量%である。また、芳香族ビニル化合物及びシアン化ビニル化合物の使用比率(芳香族ビニル化合物/シアン化ビニル化合物)は、これらの合計を100質量%とした場合、通常40〜85質量%/15〜60質量%、好ましくは45〜85質量%/15〜55質量%、特に好ましくは60〜85質量%/15〜40質量%である。
【0045】
1−3.上記ゴム強化ビニル系樹脂〔A〕の製造方法:
上記ゴム強化ビニル系樹脂〔A〕は、エチレン・α−オレフィン系ゴム質重合体〔a1〕を含有する重合体成分であるが、その含有形態は特に限定されない。
上記ゴム強化ビニル系樹脂〔A〕には、通常、ビニル系単量体の(共)重合体がゴム質重合体にグラフトしているグラフト共重合体と、ゴム質重合体にグラフトしていないビニル系単量体の(共)重合体が含まれる。ただし、このグラフト共重合体に、ビニル系単量体の(共)重合体がグラフトしていない、ゴム質重合体が含まれていてもよい。
また、上記のエチレン・α−オレフィン系ゴム質重合体〔a1〕の含有態様は、以下に例示される。
(1)エチレン・α−オレフィン系ゴム質重合体〔a1〕が、グラフト共重合体として含有される場合。
(2)エチレン・α−オレフィン系ゴム質重合体〔a1〕が、未グラフトのゴム質重合体として含有される場合。
これらのうち、(1)が特に好ましい。
【0046】
上記態様(1)のゴム強化ビニル系樹脂〔A〕としては、以下に例示される。
[i]上記エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下に、ビニル系単量体〔b1〕を重合して得られたゴム強化ビニル系樹脂〔A1〕。
[ii]上記[i]と、ビニル系単量体〔b2〕の(共)重合体〔B〕(以下、「(共)重合体〔B〕」ともいう。)とからなる混合物。
これらのうち、ゴム強化ビニル系樹脂〔A〕中のエチレン・α−オレフィン系ゴム質重合体〔a1〕の量を自由に調整できる点で[ii]が特に好ましい。
尚、上記ゴム強化ビニル系樹脂〔A〕としては、上記[i]及び[ii]の組み合わせであってもよい。
【0047】
次に、上記のゴム強化ビニル系樹脂〔A1〕の製造方法について、説明する。
重合方法としては、乳化重合、溶液重合、懸濁重合、塊状重合等の公知の重合方法が挙げられる。いずれにおいても、ゴム質重合体の存在下に、ビニル系単量体を一括投入して反応させてもよいし、分割又は連続添加して反応させてもよい。また、ゴム質重合体は、全量又は一部を、ビニル系単量体との重合の途中で添加して反応させてもよい。
尚、ゴム質重合体の使用量は、ゴム質重合体とビニル系単量体の合計を100質量%とした場合、通常5〜80質量%、好ましくは10〜70質量%である。
【0048】
上記のゴム強化ビニル系樹脂〔A1〕の製造方法は、好ましくは乳化重合、溶液重合及び塊状重合、より好ましくは溶液重合であり、これらの方法を組み合わせたものであってもよい。上記ゴム強化ビニル系樹脂〔A1〕を乳化重合で製造する場合には、通常、重合開始剤、連鎖移動剤、乳化剤、水等が用いられる。尚、上記ゴム質重合体がラテックス状でなく、固形状である場合には、再乳化によりラテックス状として使用することができる。
【0049】
重合開始剤としては、クメンハイドロパーオキサイド、ジイソプロピルベンゼンハイドロパーオキサイド、パラメンタンハイドロパーオキサイド等の有機過酸化物と、含糖ピロリン酸処方、スルホキシレート処方等で代表される還元剤との組み合わせによるレドックス系重合開始剤;過硫酸カリウム等の過硫酸塩;ベンゾイルパーオキサイド(BPO)、ラウロイルパーオキサイド、tert−ブチルパーオキシラウレイト、tert−ブチルパーオキシモノカーボネート等の過酸化物;2,2’−アゾビス(イソブチロニトリル)等のアゾ系重合開始剤等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。上記重合開始剤の使用量は、上記ビニル系単量体〔b1〕に対し、通常、0.05〜5質量%、好ましくは0.1〜1質量%である。
上記重合開始剤は、通常、反応系に一括添加又は連続添加される。
【0050】
連鎖移動剤としては、オクチルメルカプタン、n−ドデシルメルカプタン、tert−ドデシルメルカプタン、n−ヘキシルメルカプタン、n−ヘキサデシルメルカプタン、n−テトラデシルメルカプタン、tert−テトラデシルメルカプタン等のメルカプタン類;ターピノーレン類、α−メチルスチレンのダイマー、テトラエチルチウラムスルフィド、アクロレイン、メタクロレイン、アリルアルコール、2−エチルヘキシルチオグリコール等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。上記連鎖移動剤の使用量は、上記ビニル系単量体〔b1〕に対し、通常、0.05〜2質量%である。
【0051】
乳化剤としては、アニオン系界面活性剤及びノニオン系界面活性剤が挙げられる。アニオン系界面活性剤としては、高級アルコールの硫酸エステル;ドデシルベンゼンスルホン酸ナトリウム等のアルキルベンゼンスルホン酸塩;ラウリル硫酸ナトリウム等の脂肪族スルホン酸塩;ロジン酸塩、リン酸塩等が挙げられる。また、ノニオン系界面活性剤としては、ポリエチレングリコールのアルキルエステル型化合物、アルキルエーテル型化合物等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。上記乳化剤の使用量は、上記ビニル系単量体〔b1〕に対し、通常、0.3〜5質量%である。
【0052】
乳化重合は、用いるビニル系単量体〔b1〕、重合開始剤等の種類、量に応じ、公知の条件で行うことができる。上記乳化重合により得られたラテックスは、通常、凝固剤により凝固させ、重合体成分を粉末状とし、その後、これを水洗、乾燥することによって精製される。この凝固剤としては、塩化カルシウム、硫酸マグネシウム、塩化マグネシウム、塩化ナトリウム等の無機塩;硫酸、塩酸等の無機酸;酢酸、乳酸、クエン酸等の有機酸等が用いられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。また、要求される性能に応じて、凝固後にアルカリ成分又は酸成分を添加し中和処理した後、洗浄してもよい。
【0053】
上記のゴム強化ビニル系樹脂〔A1〕を溶液重合により製造する場合には、通常、溶媒、重合開始剤、連鎖移動剤等が用いられる。
溶媒としては、公知のラジカル重合で使用される不活性重合溶媒、例えば、エチルベンゼン、トルエン等の芳香族炭化水素;メチルエチルケトン、アセトン等のケトン類;ジクロルメチレン、四塩化炭素等のハロゲン化炭化水素;アセトニトリル、ジメチルホルムアミド、N−メチルピロリドン等を用いることができる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0054】
重合開始剤としては、ケトンパーオキサイド、ジアルキルパーオキサイド、ジアシルパーオキサイド、パーオキシエステル、ハイドロパーオキサイド等の有機過酸化物が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
連鎖移動剤としては、メルカプタン類、ターピノーレン類、α−メチルスチレンのダイマー等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0055】
溶液重合は、用いるビニル系単量体〔b1〕、重合開始剤等の種類に応じ、公知の条件で行うことができる。重合温度は、通常80〜140℃の範囲である。尚、溶液重合に際し、重合開始剤を使用せずに製造することもできる。
【0056】
塊状重合及び懸濁重合による場合も、公知の方法を適用することができる。これらの方法において用いる重合開始剤、連鎖移動剤等は特に制限はないが、乳化重合、溶液重合において例示した化合物と同じものを用いることができる。
【0057】
1−5.ゴム強化ビニル系樹脂〔A〕の物性:
上記のようにして得られたゴム強化ビニル系樹脂〔A1〕のグラフト率は、通常10〜150質量%、好ましくは20〜120質量%、特に好ましくは30〜70質量%である。このグラフト率が10質量%未満では、グラフト共重合体とビニル系単量体〔b1〕の(共)重合体との界面強度が劣るため、耐衝撃性が十分でない場合がある。一方、150質量%を超えると、ゴム質重合体表面におけるビニル系単量体〔b1〕の(共)重合体からなる層が厚くなり、また、ゴム質重合体の内部にグラフトした上記(共)重合体からなる層が発達するため、ゴム弾性が低下し、その結果、耐衝撃性が低下したり、得られる成形品の外観が低下する場合がある。
【0058】
上記グラフト率は、下記式により求めることができる。
【0059】
グラフト率(質量%)={(S−T)/T}×100
【0060】
上記式中、Sはゴム強化ビニル系樹脂〔A1〕1グラムをアセトン20mlに投入し、25℃の温度条件下で、振とう機により2時間振とうした後、5℃の温度条件下で、遠心分離機(回転数;23,000rpm)で60分間遠心分離し、不溶分と可溶分とを分離して得られる不溶分の質量(g)であり、Tはゴム強化ビニル系樹脂〔A1〕1グラムに含まれるゴム質重合体の質量(g)である。このゴム質重合体の質量は、重合処方及び重合転化率から算出する方法、赤外線吸収スペクトル(IR)により求める方法等により得ることができる。
上記グラフト率は、製造時に用いる連鎖移動剤の種類及び使用量、重合開始剤の種類及び使用量、重合温度等を適宜選択することにより調整することができる。
【0061】
また、上記ゴム強化ビニル系樹脂〔A1〕のアセトン可溶分の極限粘度[η](メチルエチルケトン中、30℃で測定)は、いずれも、通常0.1〜1.5dl/g、好ましくは0.2〜0.8dl/gである。極限粘度[η]が上記範囲内にあれば、得られる成形品の外観、成形加工性及び耐衝撃性の物性バランスに優れ、好ましい。
【0062】
なお、上記極限粘度[η]の測定は下記方法で行った。まず、上記ゴム強化ビニル系樹脂〔A1〕のアセトン(ゴム質重合体がアクリル系ゴムの場合はアセトニトリル)可溶分をメチルエチルケトンに溶解させ、濃度の異なるものを5点作った。ウベローデ粘度管を用い、30℃で各濃度の還元粘度を測定した結果から、極限粘度[η]を求めた。単位は、dl/gである。
上記極限粘度は、製造時に用いる連鎖移動剤の種類及び使用量、重合開始剤の種類及び使用量、重合温度等を適宜選択することにより調整することができる。
【0063】
上記ゴム強化ビニル系樹脂〔A1〕中のフリーゴム含有量は、好ましくは1〜30質量%、より好ましくは1〜25質量%、さらに好ましくは2〜20質量%である。フリーゴム含有量が上記範囲内にあると、軋み音低減効果に優れ、好ましい。
ゴム強化ビニル系樹脂〔A1〕中のフリーゴム含有量は、用いるエチレン・α−オレフィン系ゴム質重合体〔a1〕の種類及びその使用量、成分〔A1〕重合時の重合処方、重合温度、重合時間、重合開始剤の種類及びその使用量等を適宜選択することにより調整することができる。例えば、重合開始剤の量を少なくすると、ゴムに対するグラフト反応が生じにくくなり、フリーゴム含有量の多いゴム強化ビニル系樹脂〔A1〕を得ることができる。
【0064】
2.(共)重合体〔B〕(以下、「成分〔B〕」ともいう。):
2−1.(共)重合体〔B〕の製造方法:
上記(共)重合体〔B〕は、ゴム質重合体の非存在下、ビニル系単量体〔b2〕を、溶液重合、塊状重合、乳化重合、懸濁重合等の公知の方法で重合することにより製造することができる。上記重合は、重合開始剤を用いない熱重合であってもよいし、重合開始剤を用いる触媒重合であってもよい。
【0065】
2−2.(共)重合体〔B〕の物性:
上記重合体〔B〕の極限粘度[η](メチルエチルケトン中、30℃で測定)は、通常0.1〜1.5dl/g、好ましくは0.2〜1.0dl/gである。極限粘度[η]が上記範囲内にあれば、成形加工性と耐衝撃性の物性バランスに優れ、好ましい。
【0066】
なお、上記極限粘度[η]の測定は下記方法で行った。まず、上記(共)重合体〔B〕をメチルエチルケトンに溶解させ、濃度の異なるものを5点作った。ウベローデ粘度管を用い、30℃で各濃度の還元粘度を測定した結果から、極限粘度[η]を求めた。単位は、dl/gである。
上記極限粘度は、製造時に用いる連鎖移動剤の種類及び使用量、重合開始剤の種類及び使用量、重合温度等を適宜選択することにより調整することができる。
【0067】
3.熱可塑性樹脂組成物〔X〕:
本発明における熱可塑性樹脂組成物〔X〕は、上記成分〔A1〕、所望により上記成分〔B〕を所定の配合比率で混合し、溶融混練することにより得られる。上記成分〔A1〕と上記成分〔B〕の配合量(成分〔A1〕/成分〔B〕)は、上記成分〔A1〕と上記成分〔B〕の合計100質量%に対して、好ましくは10〜90質量%/10〜90質量%、より好ましくは20〜80質量%/20〜80質量%である。
【0068】
本発明の熱可塑性樹脂組成物〔X〕は、部品同士が接触する界面に、ゴム強化ビニル系樹脂〔A〕中に存在する特定量のフリーゴムが存在することで、軋み音発生の原因となるスティックスリップ現象の発生を抑制するもの考えられる。また、エチレン・α−オレフィン系ゴム質重合体〔a1〕の引張強さ(TS )、切断時伸び(EB )、硬度(タイプAデュロメータ)及びムーニー粘度(ML1+4 、100 ℃)をそれぞれ特定の範囲にすることで、部品接触時にゴムが変形し、軋み音発生の原因となるスティックスリップ現象の発生を抑制するもの考えられる。
上記した、軋み音発生の原因と考えられるスティックスリップ現象は、従来の摺動試験では評価することが困難であったが、ZIEGLER社のスティックスリップ試験機「SSP−002」を用いることにより評価することが可能である。
上記熱可塑性樹脂組成物〔X〕のフリーゴム含有量は、1〜30質量%、好ましくは1〜25質量%、より好ましくは2〜20質量%である。フリーゴム含有量が上記範囲内にあると、軋み音低減効果に優れる。
熱可塑性樹脂組成物〔X〕中のフリーゴム含有量は、ゴム強化ビニル系樹脂〔A1〕のフリーゴム含有量を調整することにより、調整することができる。
【0069】
また、上記熱可塑性樹脂組成物〔X〕のアセトン可溶分の極限粘度[η](メチルエチルケトン中、30℃で測定)は、いずれも、通常0.1〜1.5dl/g、好ましくは0.3〜0.7dl/gである。極限粘度[η]が上記範囲内にあれば、成形加工性及び耐衝撃性の物性バランスに優れる。
上記極限粘度は、成分〔A1〕及び〔B〕の製造時に用いる連鎖移動剤の種類及び使用量、重合開始剤の種類及び使用量、重合温度等を適宜選択することにより調整することができる。
【0070】
なお、上記極限粘度[η]の測定は下記方法で行った。まず、上記熱可塑性樹脂組成物〔X〕のアセトン(ゴム質重合体がアクリル系ゴムの場合はアセトニトリル)可溶分をメチルエチルケトンに溶解させ、濃度の異なるものを5点作った。ウベローデ粘度管を用い、30℃で各濃度の還元粘度を測定した結果から、極限粘度[η]を求めた。単位は、dl/gである。
【0071】
上記熱可塑性樹脂組成物〔X〕中のエチレン・α−オレフィン系ゴム質重合体〔a1〕の含有量は、該熱可塑性樹脂組成物〔X〕100質量%に対して5〜30質量%であり、好ましくは5〜25質量%、特に好ましくは5〜20質量%である。成分〔a1〕の含有量が5質量%未満であると軋み音の低減効果、耐衝撃性に劣り、一方、30質量%を超えると耐熱性が低下する。
【0072】
本発明における熱可塑性樹脂組成物〔X〕は、必要に応じて、充填剤、造核剤、滑剤、熱安定剤、酸化防止剤、紫外線吸収剤、難燃剤、老化防止剤、可塑剤、抗菌剤、着色剤等の各種添加剤を、本発明の目的を損なわない範囲で含有することができる。
熱可塑性樹脂組成物〔X〕中のケイ素含有量は、該熱可塑性樹脂組成物100質量%に対して、好ましくは0.15質量%以下であり、より好ましくは0.1質量%以下、更に好ましくは0.07質量%以下、特に好ましくは0.03質量%以下である。熱可塑性樹脂組成物〔X〕中のケイ素含有量が0.15質量%を超えると、同種材からなる接触用部品を組み合わせて用いた場合に軋み音が発生したり、成形外観が不十分になる可能性がある。
【0073】
さらに、本発明の熱可塑性樹脂組成物〔X〕は、必要に応じて、他の樹脂、例えばポリエチレン、ポリプロピレン、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリフェニレンサルファイド、ポリアミド等を、本発明の目的を損なわない範囲で含有することができる。
【0074】
本発明の熱可塑性樹脂組成物〔X〕は、各成分を所定の配合比で、タンブラーミキサーやヘンシェルミキサーなどで混合した後、一軸押出機、二軸押出機、バンバリーミキサー、ニーダー、ロール、フィーダールーダー等の混合機を用いて、適当な条件下で溶融混練して製造することができる。好ましい混練機は、二軸押出機である。さらに、それぞれの成分を混練するに際しては、それぞれの成分を一括して混練しても、多段、分割配合して混練してもよい。尚、バンバリーミキサー、ニーダー等で混練した後、押出機によりペレット化することもできる。また、充填材のうち繊維状のものは、混練中での切断を防止するためにサイドフィーダーにより押出機の途中から供給する方が好ましい。溶融混練温度は、通常200〜300℃、好ましくは220〜280℃である。
【0075】
4. 接触用部品
本発明の熱可塑性樹脂組成物〔X〕は、後記する各種の接触用部品とされる。該熱可塑樹脂組成物〔X〕から接触用部品を製造する方法には何等制限はなく、射出成形、射出圧縮成形、ガスアシスト成形、プレス成形、カレンダー成形、Tダイ押出成形、異形押出成形、フィルム成形等公知の方法により製造することができる。
5. 構造体:
本発明における構造体は、少なくとも2個の接触用部品を接触するように組み付けてなるものである。本発明の構造体は、上記熱可塑性樹脂組成物〔X〕を成形して得られる接触用部品を含むもので、好ましくは、全ての接触用部品が上記熱可塑性樹脂組成物〔X〕の成形体からなる。
【0076】
本発明の構造体に含まれる接触用部品が接触する他の部品の素材に特に制限はなく、例えば、本発明の熱可塑性樹脂組成物〔X〕を含む熱可塑性樹脂、及び/又は熱硬化性樹脂、本発明の熱可塑性樹脂組成物〔X〕を含まない他の熱可塑性樹脂及び/又は熱硬化性樹脂、ゴム、有機質材料、無機質材料、金属材料等が挙げられるが、特に、少なくとも2個の接触用部品同士が本発明の熱可塑性樹脂組成物〔X〕からなる場合に効果的であり、更に、接触用部品の全てが本発明の熱可塑性樹脂組成物〔X〕からなる場合に一層効果的である。
熱可塑性樹脂としては、例えば、ポリ塩化ビニル、ポリエチレン、ポリプロピレン、AS樹脂、ABS樹脂、AES樹脂、ASA樹脂、PMMA、ポリスチレン、耐衝撃性ポリスチレン、EVA、ポリアミド(PA)、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート(PC)、ポリ乳酸、PC/ABS、PC/AES、PA/ABS、PA/AES等が挙げられる。これらは、単独で又は2種以上の組み合わせで使用できる。
熱硬化性樹脂としては、例えば、フェノール樹脂、エポキシ樹脂、尿素樹脂、メラミン樹脂、不飽和ポリエステル樹脂等が挙げられる。これらは、単独で又は2種以上を組み合わせて使用できる。
ゴムとしては、クロロプレンゴム、ポリブタジエンゴム、エチレン・プロピレンゴム、SEBS、SBS、SIS等の各種合成ゴム、天然ゴム等が挙げられる。これらは、単独で又は2種以上を組み合わせて使用できる。
有機質材料としては、例えば、インシュレーションボード、MDF(中質繊維板)、ハードボード、パーティクルボード、ランバーコア、LVL(単板積層材)、OSB(配向性ボード)、PSL(パララム)、WB(ウェハーボード)、硬質繊維板、軟質繊維板、ランバーコア合板、ボードコア合板、特殊コア−合板、ベニアコア−ベニヤ板、タップ樹脂を含浸させた紙の積層シート・板、(古)紙等を砕いた細かい小片・線状体に接着剤を混合して加熱圧縮したボード、各種の木材等が挙げられる。これらは、単独で又は2種以上を組み合わせて使用できる。
無機質材料としては、例えば、ケイ酸カルシウムボード、フレキシブルボード、ホモセメントボード、石膏ボード、シージング石膏ボード、強化石膏ボード、石膏ラスボード、化粧石膏ボード、複合石膏ボード、各種セラミック、ガラス等が挙げられる。これらは、単独で又は2種以上を組み合わせて使用できる。
更に、金属材料としては、鉄、アルミニウム、銅、各種の合金等が挙げられる。これらは、単独で又は2種以上を組み合わせて使用できる。
【0077】
本発明における接触用部品は、部品同士が接触、接合、嵌合する箇所を有する自動車用部品、事務用機器、住宅用部品、家電用部品等における各種構造体に好適に用いることができる。
自動車用部品は、例えば車両走行時の振動により、部品同士が接触し、擦れ合うことにより発生する軋み音を大幅に低減させることが可能である。さらには、耐衝撃性に優れることから、衝突時の安全性にも優れる。このような自動車用部品としてはドアトリム、ドアライニング、ピラーガーニッシュ、コンソール、ドアポケット、ベンチレータ、ダクト、エアコン、メーターバイザー、インパネアッパーガーニッシュ、インパネロアガーニッシュ、A/T インジケーター、オンオフスイッチ類(スライド部、スライドプレート)、グリルフロントデフロスター、グリルサイドデフロスター、リッドクラスター、カバーインストロアー、マスク類(マスクスイッチ、マスクラジオなど)、グローブボックス、ポケット類(ポケットデッキ、ポケットカードなど)、ステアリングホイールホーンパッド、スイッチ部品、カーナビゲーション用外装部品等を挙げることができる。その中でも、自動車用ベンチレータ、自動車用エアコンの板状羽根、バルブシャッター、ルーバー、スイッチ部品、カーナビゲーション用外装部品等として特に好適に用いることができる。
【0078】
事務用機器部品は、例えば機器作動時の振動、デスク引き出しの開閉により、他の部品と接触し、擦れ合うことにより発生する軋み音を大幅に低減させることが可能である。このような事務用機器部品としては、外装部品、内装部品、スイッチまわりの部品、可動部の部品、デスクロック部品、デスク引き出し等に好適に用いることができる。
【0079】
住宅用部品は、例えば扉、引き戸の開閉により、他の部品と接触し、擦れ合うことにより発生する軋み音を大幅に低減させることが可能である。このような住宅用部品としては、シェルフ扉、チェアダンパー、テーブル折りたたみ脚可動部品、扉開閉ダンパー、引き戸レール、カーテンレール等として好適に用いることができる。
【0080】
家電用部品は、例えば機器作動時の振動により、他の部品と接触し、擦れ合うことにより発生する軋み音を大幅に低減させることが可能である。このような家電用部品としては、ケース、ハウジング等の外装部品、内装部品、スイッチまわりの部品、可動部の部品等に好適に用いることができる。
【実施例】
【0081】
以下、実施例を挙げ、本発明をさらに具体的に説明するが、本発明はその要旨を越えない限り、以下の実施例に何等制約されるものではない。尚、実施例中、部および%は特に断らない限り質量基準である。
【0082】
(1) 評価方法:
(1−1) ヨウ素価
ヨウ素価赤外線吸収スペクトル法により測定した。
(1−2) ムーニー粘度
JIS K6300に準拠し,測定温度100℃、予熱1分、測定4分の条件で測定した。
(1−3)引張強さ(TS )及び切断時伸び(EB )
JIS K6251に準拠し、3号型試験片を用い、測定温度25℃、引張速度500mm/分の条件で、引張強さTS (MPa)及び引切断時伸びEB (%)を測定した。
(1−4)硬度(タイプAデュロメータ)
JIS K6253に準拠して測定した。
(1−5)グラフト率
前記方法を用いて測定した。
(1−6)極限粘度
前記方法を用いて測定した。
(1−7)フリーゴム含有量の測定
熱可塑性樹脂組成物〔X〕(ここで熱可塑性樹脂組成物(X)成分中のゴム量は、W1グラム。ゴム量は、配合処方からの計算、IR分析等により得ることができる。)を、ソックスレー抽出器を用いて、常圧下で、シクロヘキサンを8時間還流させる。シクロヘキサン溶液を乾固し、抽出物の重量を測定し(W2グラム)、下記式で、熱シクロヘキサン溶解量(フリーゴム含有量)を算出する。
フリーゴム含有量(%)=W2/W1×100
(1−8)軋み音評価I(異音リスク値):
表3に記載の各熱可塑性樹脂組成物〔X〕を東芝機械製IS170FA射出成形機によりシリンダー温度250℃、射出圧力50MPa、金型温度60℃にて射出成形した、縦150mm、横100mm、厚さ4mmの射出成形プレートから、縦60mm、横100mm、厚さ4mm及び縦50mm、横25mm、厚さ4mmの大小試験片をディスクソーで切り出し、番手#100のサンドペーパーで端部を面取りした後、細かなバリをカッターナイフで除去し、大小2枚のプレートを接触用部品の試験片として準備する。前記大小2枚の試験片を80℃±5℃に調整したオーブンで400時間保持し、25℃で24時間冷却した後、ZIEGLER社製スティックスリップ試験機SSP−002に固定し、荷重5N及び40N、速度1mm/秒及び10mm/秒、振幅20mmの条件で3回擦り合わせて異音リスク値を測定し、その最も高い値を異音リスク値とする。10段階で示される異音リスク値は、値が大きいほど軋み音の発生リスクは高くなる。結果を表3に示す。
○:試験した条件で最も高い異音リスク値 1〜3
△:試験した条件で最も高い異音リスク値 4〜5
×:試験した条件で最も高い異音リスク値 6〜10
【0083】
(1−9)軋み音評価II(実用評価):
表3に記載の各熱可塑性樹脂組成物〔X〕を株式会社日本製鋼所製の射出成形機「J−100E」(型式名)を用い、それぞれISOダンベル試験片10枚を射出成形し、その後、これらの試験片を80℃のギヤオーブンに400時間放置した。次に、接触用部品であるISOダンベル試験片10枚を重ね合わせて構造体とし、この両端を手でひねって軋み音の発生の状況を評価した。評価は5回行い、下記評価基準に基づき判定を行った。結果を表3に示す。
軋み音低減効果の評価:
○:5回の評価全てにおいて、軋み音の発生は僅かであった。
△:5回の評価において、軋み音の発生が顕著な場合が、1回以上、5回未満含まれていた。
×:5回の評価全てにおいて、軋み音の発生が顕著であった。
【0084】
(1−10)成形外観評価
表3に記載の各熱可塑性樹脂組成物〔X〕を東芝機械製EC40射出成形機を用い、直径1mmのセンターピンゲートをもつ直径80mm、厚さ2mmの円盤状試験片を各5枚射出成形した。射出成形の条件はシリンダー温度250℃、射出圧力80MPa、金型温度60℃であった。得られた5枚の試験片を目視観察し、下記評価基準により成形外観の判定を行なった。結果を表3に示す。
○:5枚の試験片の全てに成形不良は発生しなかった。
×:5枚の試験片の1枚以上に成形不良が発生した。
【0085】
(1−11)シャルピー衝撃強度
JIS K 7111に準拠して測定した。結果を表3に示す。
【0086】
(2─1)成分〔a1〕エチレン・α−オレフィン系ゴム質重合体:
表1に示すように、エチレン・α−オレフィン系ゴム質重合体〔a1〕(EP−1〜EP−6)を製造した。
【0087】
EP−1
チッ素置換した20Lオートクレーブにトルエン8L、トルエン40mlに溶解したアルミニウム原子換算で60mmolのメチルアルミノキサンを加え、40℃に昇温した後、エチレンを3.2L/時間、プロピレンを2.0L/時間で連続的に供給した。
次いで、トルエン12ml中に溶解したジシクロペンタジエニルジルコニウムジクロリド12μmolを添加して重合を開始した。
反応中は温度を40℃に保ち、連続的にエチレン、プロピレンを供給しつつ、20分間反応させた。その後、メタノールを添加して反応を停止させ、水蒸気蒸留にてクラム状のゴム質重合体(EP−1)を得た。
【0088】
EP−2
チッ素置換した20Lオートクレーブにトルエン8L、トルエン40mlに溶解したアルミニウム原子換算で60mmolのメチルアルミノキサンを加え、40℃に昇温した後、エチレンを3.1L/時間、プロピレンを2.1L/時間で連続的に供給した。
次いで、トルエン12ml中に溶解したジシクロペンタジエニルジルコニウムジクロリド12μmolを添加して重合を開始した。
反応中は温度を40℃に保ち、連続的にエチレン、プロピレンを供給しつつ、20分間反応させた。その後、メタノールを添加して反応を停止させ、水蒸気蒸留にてクラム状のゴム質重合体(EP−2)を得た。
【0089】
EP−3
内容積5Lの連続重合装置を用いて共重合を行った。チッ素ガスで充分に置換された重合容器に、エチルセスキアルミニウムクロライド15mmol/時間、三塩化オキシバナジウム1mol/時間、n−ヘキサン4L/時間、プロピレン2.5L/分、エチレン5L/分、水素0.05L/分の流量で連続供給し、温度35℃に維持し、かつ圧力を0.5MPaGになるようにした。重合中は、重合容器の内容物が2.5Lに保たれるように、連続的に反応物を抜き取った。このようにして得られた共重合体は、イソプロピルアルコールで反応を停止させ、酸化防止剤を含むアルコールで凝固し、100℃の熱ロールで乾燥することにより、ゴム質重合体(EP−3)を得た。
【0090】
EP−4
チッ素ガスで充分に置換された重合容器に、エチルセスキアルミニウムクロライド15mmol/時間、三塩化オキシバナジウム1mol/時間、n−ヘキサン4L/時間、プロピレン4.9L/分、エチレン2.25L/分、水素0.5L/分の流量で連続供給した以外はEP−3と同様の方法で、ゴム質重合体(EP−4)を得た。
【0091】
EP−5
チッ素ガスで充分に置換された重合容器に、エチルセスキアルミニウムクロライド15mmol/時間、三塩化オキシバナジウム1mol/時間、n−ヘキサン4L/時間、プロピレン2.5L/分、エチレン5L/分、水素0.05L/分、さらにジシクロペンタジエン25mmol/時間の流量で連続供給した以外はEP−3と同様の方法で、ゴム質重合体(EP−5)を得た。
【0092】
EP−6
チッ素ガスで充分に置換された重合容器に、エチルセスキアルミニウムクロライド15mmol/時間、三塩化オキシバナジウム1mol/時間、n−ヘキサン4L/時間、プロピレン2.5L/分、エチレン5L/分、水素0.05L/分、さらにエチリデンニルボルネン25mmol/時間の流量で連続供給した以外はEP−3と同様の方法で、ゴム質重合体(EP−6)を得た。
【0093】
(2─2)成分〔A〕ゴム強化ビニル系樹脂:
表2に示すように、表1のエチレン・α−オレフィン系ゴム質重合体〔a1〕(EP−1〜EP−6)を用い、ゴム強化ビニル系樹脂〔A〕(AES−1〜AES−9)を製造した。また、ブタジエン系ゴム質重合体(PBD)〔a2〕を用いたゴム強化ビニル系樹脂(ABS−1)を製造した。
AES−1
リボン型攪拌機翼、助剤連続添加装置、温度計などを装備した容積20リットルのステンレス製オートクレーブに、エチレン・α−オレフィン系ゴム質重合体〔EP−1〕22部、スチレン55部、アクリロニトリル23部、t−ドデシルメルカプタン0.5部、トルエン110部を仕込み、内温を75℃に昇温して、オートクレーブ内容物を1時間攪拌して均一溶液とした。その後、t−ブチルパーオキシイソプロピルモノカーボネート0.5部を添加し、内温を更に昇温して、100℃に達した後は、この温度を保持しながら、攪拌回転数100rpmとして重合反応を行った。重合反応開始後4時間目から、内温を120℃に昇温し、この温度を保持しながら更に2時間反応を行って重合反応を終了した。その後、内温を100℃まで冷却し、オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェノール)−プロピオネート0.2部、ジメチルシリコーンオイル;KF−96−100cSt(商品名:信越シリコーン株式会社製)0.02部を添加した後、反応混合物をオートクレーブより抜き出し、水蒸気蒸留により未反応物と溶媒を留去し、さらに40mmφベント付き押出機(シリンダー温度220℃、真空度760mmHg)を用いて揮発分を実質的に脱気させ、ペレット化した。
【0094】
AES−2
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕25部、スチレン53部、アクリロニトリル22部とした以外は、AES−1と同様にAES−2を製造した。
【0095】
AES−3
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕のかわりに、〔EP−2〕を用いた以外は、AES−1と同様にAES−3を製造した。
【0096】
AES−4
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕のかわりに、〔EP−3〕を用いた以外は、AES−1と同様にAES−4を製造した。
【0097】
AES−5
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕のかわりに、〔EP−4〕を用いた以外は、AES−1と同様にAES−5を製造した。
【0098】
AES−6
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕のかわりに、〔EP−5〕を用いた以外は、AES−1と同様にAES−6を製造した。
【0099】
AES−7
エチレン・α−オレフィン系ゴム質重合体〔EP−5〕30部、スチレン45部、アクリロニトリル25部、トルエン140部とした以外は、AES−1と同様にAES−7を製造した。
【0100】
AES−8
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕のかわりに、〔EP−6〕を用いた以外は、AES−1と同様にAES−8を製造した。
【0101】
AES−9
リボン型攪拌機翼、助剤連続添加装置、温度計などを装備した容積20リットルのステンレス製オートクレーブに、エチレン・α−オレフィン系ゴム質重合体〔EP−1〕22部、スチレン55部、アクリロニトリル23部、t−ドデシルメルカプタン0.5部、トルエン110部を仕込み、内温を75℃に昇温して、オートクレーブ内容物を1時間攪拌して均一溶液とした。その後、t−ブチルパーオキシイソプロピルモノカーボネート0.05部を添加し、内温を更に昇温して、85℃に達した後は、この温度を保持しながら、攪拌回転数100rpmとして重合反応を行った。この温度を保持しながら6時間反応を行って重合反応を終了した。その後、オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェノール)−プロピオネート0.2部、ジメチルシリコーンオイル;KF−96−100cSt(商品名:信越シリコーン株式会社製)0.02部を添加した後、反応混合物をオートクレーブより抜き出し、水蒸気蒸留により未反応物と溶媒を留去し、さらに40mmφベント付き押出機(シリンダー温度220℃、真空度760mmHg)を用いて揮発分を実質的に脱気させ、ペレット化した。
【0102】
ABS−1
攪拌機付き重合器に、水280部およびジエン系ゴム質重合体〔a2〕として、重量平均粒子径0.26μm、ゲル分率90%のポリブタジエンラテックス60部(固形分換算)、ナトリウムホルムアルデヒドスルホキシレート0.3部、硫酸第一鉄0.0025部、エチレンジアミン四酢酸二ナトリウム0.01部を仕込み、脱酸素後、窒素気流中で撹拌しながら60℃に加熱した後、アクリロニトリル10部、スチレン30部、t−ドデシルメルカプタン0.2部、クメンハイドロパーオキサイド0.3部からなる単量体混合物を60℃で5時間かけて連続的に滴下した。滴下終了後、重合温度を65℃にし、1時間撹拌続けた後、重合を終了させ、グラフト共重合体のラテックスを得た。重合転化率は98%であった。その後、得られたラテックスに、2,2′−メチレン−ビス(4−エチレン−6−t−ブチルフェノール)0.2部を添加し、塩化カルシウムを添加して凝固し、洗浄、濾過および乾燥工程を経てパウダー状の樹脂組成物を得た。この成分〔ABS−1〕の極限粘度は0.38dl/g、フリーゴム含有量は0%であった。
【0103】
(2─3)成分〔B〕共重合体:
表3に示す共重合体〔B〕を製造した。
共重合体〔B〕
リボン翼を備えたジャケット付き重合用反応器を、2基連結した合成装置を用いた。各反応器内に、窒素ガスをパージした後、1基目の反応器に、スチレン75部、アクリロニトリル25部及びトルエン20部からなる混合物と、分子量調節剤であるtert−ドデシルメルカプタン0.15部をトルエン5部に溶解した溶液と、重合開始剤であるジクミルパーオキサイド0.1部をトルエン5部に溶解した溶液とを連続的に供給し、110℃で重合を行った。供給した単量体等の平均滞留時間は2時間であり、2時間後の重合転化率は56%であった。
次いで、得られた重合体溶液を、1基目の反応器の外部に設けられたポンプにより、連続的に取り出して、2基目の反応器に供給した。連続的に取り出す量は、1基目の反応器に供給する量と同じである。尚、2基目の反応器においては、130℃で2時間重合を行い、2時間後の重合転化率は74%であった。
その後、2基目の反応器から、重合体溶液を回収し、これを、2軸3段ベント付き押出機に導入した。そして、直接、未反応単量体及びトルエン(重合用溶媒)を脱揮し、スチレン・アクリロニトリル共重合体を回収した。このスチレン・アクリロニトリル共重合体を、成分〔B〕として用いた。
この成分〔B〕の極限粘度[η](メチルエチルケトン中、30℃)は、0.60dl/gであった。
【0104】
(2−4)成分〔C〕添加剤:
C−1:エチレン・ビスステアリン酸アマイド;カオーワックス EB−P(商品名:花王株式会社製)
C−2:1,3,5−トリス(3,5−ジ−t−ブチル−4−ハイドロキシベンジル)−s−トリアジン−2,4,6−(1H,3H,5H)トリオン;アデカスタブ AO−20(商品名:株式会社ADEKA製)
C−3:ビス(2,4−ジ−t−ブチルフェニル)ペンタエリストールジホスファイト;アデカスタブ PEP−24G(商品名:株式会社ADEKA製)
【0105】
実施例1〜3及び比較例1〜8
表3に記載の配合割合で、上記成分〔A〕〜〔C〕をそれぞれヘンシェルミキサーにより混合した後、二軸押出機(日本製鋼所製、TEX44α、バレル設定温度250℃)で溶融混練し、ペレット化することにより熱可塑性樹脂組成物〔X〕を得た。
得られた熱可塑性樹脂組成物〔X〕について、前記の方法で各種物性、軋み音、成形外観及びシャルピー衝撃強度を評価した。評価結果を表3に示した。
【0106】
【表1】

【0107】
【表2】
【0108】
【表3】
【0109】
表3に示すように、実施例1〜3に示される熱可塑性樹脂組成物〔X〕は、いずれも軋み音低減効果に優れ、成形外観、衝撃強度も良好である。
これに対し、比較例1は、成分〔a1〕のムーニー粘度が本発明の範囲よりも高い例であるが、成形品表面にブツが発生し、成形外観に劣る。また、軋み音低減効果も不十分である。
比較例2は、成分〔a1〕の引張強さ及び硬度が本発明の範囲よりも低い例であるが、軋み音の低減効果に劣る。
比較例3、4は、成分〔a1〕の引張強さが本発明の範囲よりも高く、切断時伸びが本発明の範囲よりも低い例であるが、軋み音の低減効果に劣る。
比較例5は、成分〔a1〕の引張強さが本発明の範囲よりも高い例であるが、軋み音の低減効果に劣る。
比較例6は、ゴム強化ビニル系樹脂〔A〕中のフリーゴム含有量が本発明の範囲よりも多い例であるが、軋み音低減効果、耐衝撃性に劣る。また、成形品表面にシルバーストリーク、剥離が発生し、成形外観も劣る。
比較例7は、成分〔a1〕の含有量が本発明の範囲よりも少ない例であるが、軋み音の低減効果に劣る。
比較例8は、成分〔a1〕がエチレン・α−オレフィン系ゴム以外のポリブタジエンゴムを用いた例であるが、軋み音の低減効果に劣る。
【0110】
以上から明らかなように、本発明の熱可塑性樹脂組成物は、部品同士の接触、接合、嵌合する箇所を有する自動車用部品、事務用機器、住宅用部品、家電用部品等に好適であることがわかる。
【産業上の利用可能性】
【0111】
本発明の軋み音低減用熱可塑性樹脂組成物は、2個以上の部品が擦れ合うときに発生する軋み音が著しく低減され、かつ高温下に長時間置かれた場合においても軋み音低減効果が低下せずに維持され、さらには耐衝撃性に優れた接触用部品からなる構造体を提供することができ、部品同士が接触、接合、嵌合する箇所を有する自動車用部品、事務用機器、住宅用部品、家電用部品等に好適に用いることができる。
【符号の説明】
【0112】
M 物体
V 駆動速度
μs ノコギリ波形上端の静摩擦係数
μl ノコギリ波形下端の摩擦係数
Δμ μs−μl
【技術分野】
【0001】
本発明は軋み音の発生を低減する熱可塑性樹脂組成物、該組成物からなる接触用部品及び該接触用部品を含む構造体に関し、さらに詳しくは、少なくとも2個の部品同士が接触して擦れ合うことにより発生する軋み音を大幅に低減させることのできる熱可塑性樹脂組成物、該組成物からなる接触用部品及び該接触用部品を含む構造体に関する。
【背景技術】
【0002】
ABS樹脂に代表されるスチレン系樹脂は、その優れた成形性、機械的特性、耐薬品性、二次加工性により、自動車、家電、OA機器等において広範囲に使用されている。
【0003】
しかし、ABS樹脂に代表されるスチレン系樹脂からなる部品をポリエチレン、ポリ塩化ビニル等の他の樹脂からなる部材や、クロロプレンゴム、天然ゴム、ポリエステル、ポリエチレン等の内張りシートやフォームなどの他の部材と接触して擦れ合うような部位に用いると、軋み音(擦れ音)が発生することがある。たとえばABS樹脂製の車両用ベンチレータには、風量を調整するためにクロロプレンゴム製フォームなどをシール材として使用したバルブシャッターが内部に装着されており、風量調整のためにバルブシャッターを回転させるとシール材とベンチレータのケースとが互いに擦れ合い、軋み音が発生する場合がある。
【0004】
さらに、スチレン系樹脂からなる部品同士を擦り合わせると、軋み音が発生することが知られている。そのため、例えば振動、回転等により、互いに接触する部品同士が擦り合わされる用途には、軋み音が発生する恐れが高いため、スチレン系樹脂からなる部品同士を組み合わせて使用することが忌避されている。
【0005】
ABS樹脂、ASA樹脂等のスチレン系樹脂は非晶性樹脂であるため、結晶性樹脂であるポリエチレン、ポリプロピレン、ポリアセタールなどの樹脂と比較すると摩擦係数が高く、自動車内のエアコン吹き出し口やカーステレオのボタン等のように、他樹脂からなる部材と嵌合する場合に、摩擦係数が大きいために図1に示されるようなスティックスリップ現象が発生し、異音(軋み音)が発生することもよく知られている。スティックスリップ現象とは、2つの物体が擦れ合う時に発生するもので、図2(a)のモデルで示されるように駆動速度Vで動く駆動台の上にバネでつながれた物体Mが置かれた場合、物体Mは先ず静摩擦力の作用により駆動速度Vで移動する台とともに図2(b)のように右方向に移動する。そしてバネによって元に戻されようとする力が、この静摩擦力と等しくなったとき、物体Mは駆動速度Vと逆の方向に滑り出す。このときに、物体Mは動摩擦力を受けることになるので、バネの力とこの動摩擦力が等しくなった図2(c)の時点で滑りが止まり、すなわち駆動台に付着することになり、再び駆動速度Vと同じ方向に移動することになる(図2(d))。これをスティックスリップ現象といい、図1に示されるように、ノコギリ波形上端の静摩擦係数μsと、ノコギリ波形下端の摩擦係数μlの差のΔμが大きいと、軋み音が発生しやすくなるといわれている。尚、動摩擦係数はμsとμlの中間の値になる。
これらの軋み音は、例えば自動車内装等に用いた場合、乗車時の快適性、静粛性を損ねる大きな原因となり、軋み音の低減が強く要求されている。
【0006】
一方、アモントン・クーロンの法則により求めた摩擦係数の摩擦速度依存性が負の値をとると、スティックスリップ現象が顕著に現れることが知られている(非特許文献1参照)。そこで、上記摩擦係数の摩擦速度依存性をゼロに近づけるか、若しくはゼロ以上の正の値とすることで、スティックスリップ現象の発生を抑制し、軋み音の発生を低減させることが可能である。
【0007】
これらの軋み音を防止するため、部材表面にテフロン(登録商標)コーティングを施す方法、テフロン(登録商標)テープを装着する方法、シリコーンオイルを塗布する方法などが行なわれてきたが、装着、塗布といった工程は非常に煩雑で手間がかかるばかりでなく、高温下に長時間置かれた場合は効果が持続しないという問題があった。
【0008】
また、軋み音を低減させる為に材料自体を改質する方法として、ABS樹脂にシリコーンオイルを配合する方法、ABS樹脂にエポキシ含有オレフィン共重合体を配合する方法などが提案されている。たとえば、PC/ABS樹脂に有機ケイ素化合物を配合する技術(特許文献1参照)が、またABS樹脂に難燃剤、難燃助剤およびシリコーンオイルを配合する技術(特許文献2参照)が、またゴム変性ポリスチレン樹脂にシリコーンオイルを配合する技術(特許文献3参照)が、またABS樹脂にアルカンスルホン酸のアルカリ(土類)金属塩を配合する技術(特許文献4参照)が、さらにはABS樹脂にエポキシ基、カルボキシル基および酸無水物基から選ばれる少なくとも1種の反応基を含有する変性ポリオルガノシロキサンを配合する技術(特許文献5参照)が開示されている。
【0009】
しかしながら、これらの方法による軋み音の低減効果は十分とはいえず、成形直後にはある程度の軋み音防止効果を示しても効果の持続性が乏しく、特に、高温下に長時間置かれた場合にはその効果が大幅に低下するという問題があった。
さらに、ABS樹脂に代表されるスチレン系樹脂からなる部品同士を組み合わせて用いる場合には、これら方法を用いても、軋み音の低減効果が十分に得られず、その使用範囲が制限される問題があった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特公昭63−56267号公報
【特許文献2】特許第2798396号公報
【特許文献3】特許第2688619号公報
【特許文献4】特許第2659467号公報
【特許文献5】特開平10−316833号公報
【非特許文献】
【0011】
【非特許文献1】表面科学Vol.24, No.6, PP 328-333, 2003
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、かかる実情に鑑み、スチレン系樹脂からなる部材同士を互いに擦れ合う状況下で用いても、軋み音の発生が著しく低減され、かつ高温下に長時間置かれた場合においても軋み音低減効果が低下せずに維持され、さらには耐衝撃性および成形外観に優れたスチレン系樹脂製の部品を含む構造体を提供することが可能な樹脂組成物、該組成物からなる接触用部品及び該接触用部品を含む構造体を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは、上記課題を解決すべく鋭意研究を行った結果、特定のエチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含む熱可塑性樹脂組成物〔X〕であって、該熱可塑性樹脂組成物〔X〕中のフリーゴム含有量を特定範囲にすることで、スチレン系樹脂からなる部品同士を擦れあわせても、軋み音の発生が著しく低減され、かつ高温下に長時間置かれた場合においても軋み音低減効果が低下せずに維持され、さらには耐衝撃性および成形外観に優れていることを見出し、本発明を完成するに至った。
【0014】
本発明によれば、下記の軋み音低減用熱可塑性樹脂組成物、該組成物からなる接触用部品及び該接触用部品を含む構造体が提供される。
1. エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含有してなる熱可塑性樹脂組成物〔X〕であって、
該エチレン・α−オレフィン系ゴム質重合体〔a1〕の含有量が、該熱可塑性樹脂組成物〔X〕100質量%に対して5〜30質量%であり、
該エチレン・α−オレフィン系ゴム質重合体〔a1〕の引張強さ(TS )が0.5〜7MPa、切断時伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であり、
該熱可塑性樹脂組成物〔X〕中のフリーゴム含有量が1〜30質量%であることを特徴とする軋み音低減用熱可塑性樹脂組成物。
2. ゴム強化ビニル系樹脂〔A〕が、エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A1〕と、ビニル系単量体〔b2〕の(共)重合体〔B〕とを含有してなることを特徴とする上記1に記載の軋み音低減用熱可塑性樹脂組成物。
3. エチレン・α−オレフィン系ゴム質重合体〔a1〕が、エチレン・プロピレン共重合体であることを特徴とする上記1又は2に記載の軋み音低減用熱可塑性樹脂組成物。
4. エチレン・α−オレフィン系ゴム質重合体〔a1〕が、エチレン5〜95質量%及びα−オレフィン95〜5質量%(ただし、エチレン及びα−オレフィンの合計で100質量%)からなることを特徴とする上記1乃至3の何れかに記載の軋み音低減用熱可塑性樹脂組成物。
5. 上記1乃至4の何れかに記載の熱可塑性樹脂組成物〔X〕からなることを特徴とする接触用部品。
6. 下記条件で測定した接触用部品の異音リスク値が5以下であることを特徴とする上記5に記載の接触用部品。
〔測定条件〕
東芝機械製IS170FA射出成形機によりシリンダー温度250℃、射出圧力50MPa、金型温度60℃にて射出成形した、縦150mm、横100mm、厚さ4mmの射出成形プレートから、縦60mm、横100mm、厚さ4mm及び縦50mm、横25mm、厚さ4mmの大小試験片をディスクソーで切り出し、番手#100のサンドペーパーで端部を面取りした後、細かなバリをカッターナイフで除去し、大小2枚のプレートを接触用部品の試験片として準備する。前記大小2枚の試験片を80℃±5℃に調整したオーブンで400時間保持し、25℃で24時間冷却した後、ZIEGLER社製スティックスリップ試験機SSP−002に固定し、荷重40N、速度10mm/秒、振幅20mmの条件で3回擦り合わせて異音リスク値を測定し、その最も高い値を異音リスク値とする。
7. 少なくとも2個の接触用部品を含む構造体であって、該少なくとも2個の接触用部品が上記5又は6に記載の接触用部品を含むことを特徴とする軋み音低減構造体。
8. 接触用部品の全てが、上記5又は6に記載の接触用部品からなることを特徴とする軋み音低減構造体。
9. 自動車部品、事務機器用部品、住宅用部品、家電用部品であることを特徴とする上記7又は8に記載の軋み音低減構造体。
【発明の効果】
【0015】
本発明によれば、特定のエチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含有してなる熱可塑性樹脂組成物〔X〕であって、該熱可塑性樹脂組成物〔X〕中のフリーゴム含有量を特定の範囲にすることで、スチレン系樹脂からなる部品同士を擦れあわせても、軋み音の発生が著しく低減され、かつ高温下に長時間置かれた場合においても軋み音低減効果が低下せずに維持され、さらには耐衝撃性および成形外観に優れた、接触用部品及び該接触用部品を含む構造体を得ることが可能となる。
【図面の簡単な説明】
【0016】
【図1】図1はスティックスリップ現象の説明図である。
【図2】図2(a)、(b)、(c)、(d)はスティックスリップのモデル図である。
【発明を実施するための形態】
【0017】
以下、本発明を詳細に説明する。
本発明における軋み音低減用熱可塑性樹脂組成物は、引張強さ(TS )が0.5〜7MPa、切断時伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であるエチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含有してなる熱可塑性樹脂組成物〔X〕であって、該熱可塑性樹脂組成物〔X〕中のフリーゴム含有量が1〜30質量%であることを特徴とする。
【0018】
尚、本明細書において、「(共)重合」とは、単独重合および共重合を意味し、「(メタ)アクリル」とは、アクリル及び/又はメタクリルを意味し、「(メタ)アクリレート」とは、アクリレート及び/又はメタクリレートを意味する。
【0019】
1.ゴム強化ビニル系樹脂〔A〕(以下、「以下、成分〔A〕」ともいう。):
本発明で使用する成分〔A〕は、引張強さ(TS )が0.5〜7MPa、引張伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であるエチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A1〕単独、または、該ゴム強化ビニル系樹脂〔A1〕と、ビニル系単量体〔b2〕の(共)重合体〔B〕との混合物からなるゴム強化ビニル系樹脂である。(共)重合体〔B〕は、ゴム質重合体の非存在下にビニル系単量体〔b2〕を重合して得られる。
【0020】
1−1.エチレン・α−オレフィン系ゴム質重合体〔a1〕(以下「成分〔a1〕ともいう。):
本発明に用いられるエチレン・α−オレフィン系ゴム質重合体〔a1〕は、引張強さ(TS )が0.5〜7MPa、引張伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であることの他は特に制限はない。ここで、引張強さ(TS )及び引張伸び(EB )は、JIS K6251に準拠して測定した。また、硬度(タイプA型デュロメータ)は、JIS K6253に準拠して測定した。また、ムーニー粘度(ML1+4 、100 ℃)は、JIS K6300に準拠して測定した。
上記成分〔a1〕の引張強さ(Ts )は、0.5〜7MPa、好ましくは0.5〜5MPa、より好ましくは0.5〜3MPaである。引張強さ(TS )が上記範囲内にあると、軋み音の低減効果に優れる。
上記成分〔a1〕の引張伸び(EB )は、500%以上、好ましくは650%以上、より好ましくは750%以上、特に好ましくは800%以上である。引張伸び(EB )が500%未満では、軋み音の低減効果に劣る。上記成分( a1) の引張伸び(EB )の上限は、通常3,000%である。
上記成分〔a1〕の硬度(タイプAデュロメータ)は、40〜85、好ましくは45〜85、より好ましくは50〜85である。硬度(タイプAデュロメータ)が上記範囲内にあると、軋み音の低減効果に優れる。
さらに、上記成分〔a1〕のムーニー粘度(ML1+4 、100 ℃)は、5〜60、好ましくは5〜50、より好ましくは10〜45である。ムーニー粘度が上記範囲内にあると、軋み音の低減効果、得られる成形品の表面外観に優れる。
【0021】
上記成分〔a1〕を構成するα−オレフィンとしては、例えば、炭素数3〜20のα−オレフィンが挙げられ、具体的には、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−ヘプテン、1−オクテン、1−デセン、1−ドデセン、1−ヘキサデセン、1−エイコセンなどが挙げられる。これらのα−オレフィンは、単独でまたは2種以上を混合して使用することができる。α−オレフィンの炭素数は、好ましくは3〜20、より好ましくは3〜12、さらに好ましくは3〜8である。炭素数が20を超えると共重合性が低下し、成形品の表面外観が十分でなくなる場合がある。エチレン:α−オレフィンの質量比は、通常5〜95:95〜5、好ましくは50〜95:50〜5、より好ましくは60〜95:40〜5、特に好ましくは70〜90:30〜10である。エチレン及びα−オレフィンの質量比は、重合処方から計算することにより、また、13C−NMR法で測定すること等により求めることができる。
α−オレフィンの重量比が95を超えると、得られるゴム強化ビニル系樹脂の耐衝撃性が不十分となる傾向があるので好ましくない。また、5未満でも、ゴム質重合体〔a1〕のゴム弾性が十分でなくなるため、樹脂組成物の耐衝撃性が十分でなくなる傾向があるので好ましくない。
【0022】
また、上記成分〔a1〕は、Tm(融点)が存在することが好ましく、Tmが0℃以上であることが更に好ましい。ここで、Tmは、DSC(示差走査熱量計)を用い、1分間に20℃の一定昇温速度で吸熱変化を測定し、得られた吸熱パターンのピーク温度を読みとった値であり、詳細は、JIS K7121−1987に記載されている。上記Tmは、好ましくは0〜120℃、より好ましくは10〜100℃、特に好ましくは20〜80℃であり、Tmが0℃未満では、軋み音の低減効果に劣る。尚、DSCの測定において、吸熱変化のピークを明瞭に示さないものは、実質的にゴム質重合体に結晶性がないものであり、Tmを持たないものと判断し、上記Tmが0℃以上のゴム質重合体には含まれないものとする。よって、Tmが存在しないものも軋み音の低減効果に劣る。
また、ゴム質重合体のガラス転移温度(Tg)は、好ましくは、−20℃以下であり、より好ましくは、−30℃以下であり、特に好ましくは、−40℃以下である。ガラス転移温度が、−20℃を超えると、耐衝撃性が不十分になる場合がある。尚、上記ガラス転移温度は、Tm(融点)の測定と同様に、DSC(示差走査熱量計)を用い、JIS K7121−1987に準拠して求めることができる。
【0023】
さらに、上記成分〔a1〕の結晶化度は、通常1〜20%、好ましくは1〜15%、より好ましくは3〜15%である。結晶化度が1%未満では、軋み音の低減効果が十分に得られない場合がある。一方、結晶化度が20%を超えると、耐衝撃性が不十分になったり、ゴム強化ビニル系樹脂の製造が困難になる場合がある。結晶化度は、公知のX線回折法により測定することができる。
【0024】
上記エチレン・α−オレフィン系ゴム質重合体〔a1〕は、軋み音低減の観点から、通常、非共役ジエン成分を含有しないエチレン・α−オレフィン共重合体が用いられるが、必要に応じ、非共役ジエン成分を含有させることも可能である。非共役ジエン成分の配合量は、エチレン及びα−オレフィンを100質量%として、3質量%以下が好ましい。非共役ジエン成分の配合量が3質量%を超えると、ゴムの結晶性が低下し、軋み音の低減効果が十分でなくなる場合がある。また、上記成分〔a1〕のヨウ素価は、通常0〜10、好ましくは0〜5、より好ましくは0〜3である。ヨウ素価が10を超えると、軋み音の低減効果および高温下に長時間置かれた場合の軋み音低減効果の維持が不十分になる場合がある。上記成分〔a1〕は、エチレン・プロピレン共重合体、エチレン・1−ブテン共重合体、エチレン・1−オクテン共重合体がさらに好ましく、エチレン・プロピレン共重合体が特に好ましい。
【0025】
次に、本発明に使用されるエチレン−α−オレフィン系ゴム質重合体〔a1〕は、例えば、特公平06−018942、特公平07−103280に開示されているチーグラー系触媒を用いる方法等、公知の方法により得ることができる。
α−オレフィンとしては、炭素数3〜12のα−オレフィンであり、具体例としては、プロピレン、1−ブテン、4−メチル−1−ペンテン、1−オクテン等が挙げられる。これらのうち、好ましくはプロピレンおよび/または1−ブテン、特に好ましくはプロピレンである。これらのα−オレフィンは、1種単独で、あるいは2種以上を組み合わせて用いることもできる。
非共役ジエンとしては、1,4−ヘキサジエン、5−エチリデン−2−ノルボルネン(ENB)、ジシクロペンタジエン(DCP)等が挙げられる。これらは単独で、あるいは2種以上を組み合わせて用いることができる。
【0026】
前記エチレン−α−オレフィン系ゴム質重合体〔a1〕は、具体的には、次のような製造方法によって好適に得ることができる。
すなわち、エチレン−α−オレフィン系ゴム質重合体〔a1〕の製造に用いられる触媒成分としては、バナジウム化合物および/またはチタン化合物と周期律表第I〜IV族の金
属の有機金属化合物との組み合わせからなる触媒を用いる。
バナジウム化合物としては、不活性有機溶剤に可溶な3〜5価のバナジウム化合物が用いられる。
このバナジウム化合物としては、バナジウムのハライド、オキシハライド、含酸素化合物とのキレート錯体、バナジン酸エステルなどが好ましい。
これらの化合物を具体的に例示すれば、四塩化バナジウム、オキシ三塩化バナジウム、バナジウムトリスアセチルアセトナート、バナジン酸トリエトキシド、バナジン酸トリ−n−ブトキシド、バナジン酸ジ−n−ブトキシモノクロリド、バナジン酸エトキシジクロリド、四塩化バナジウムまたはオキシ三塩化バナジウムとアルコールとの反応生成物などが挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
これらの化合物のうちさらに好ましくは、四塩化バナジウム、オキシ三塩化バナジウムおよびこれらのバナジウム化合物とアルコールとの反応生成物である。
チタン化合物としては、固体または溶解した三塩化チタン触媒、塩化マグネシウムに担持した三塩化チタンまたは四塩化チタン触媒が用いられ、好ましくはバナジウム化合物である。
周期律表第I〜IV族の金属の有機金属化合物としては、有機リチウム化合物、有機亜鉛化合物、有機マグネシウム化合物および有機アルミニウム化合物を挙げることができる。そのうち、有機アルミニウム化合物が特に好ましい。
有機アルミニウム化合物としては、トリエチルアルミニウム、トリ−n−プロピルアルミニウム、トリ−イソプロピルアルミニウム、トリ−n−ブチルアルミニウム、トリイソブチルアルミニウム、トリ−n−ヘキシルアルミニウム、トリ−n−オクチルアルミニウム、トリ−n−デシルアルミニウム、トリ−n−ドデシルアルミニウム、ジエチルモノクロルアルミニウム、ジブチルモノクロルアルミニウム、ジ−n−ヘキシルモノクロルアルミニウム、ジ−n−オクチルモノクロルアルミニウム、エチルアルミニウムセスキクロリド、n−ブチルアルミニウムセスキクロリド、エチルアルミニウムジクロリド、n−ブチルアルミニウムジクロリド、イソブチルアルミニウムジクロリド、n−ヘキシルアルミニウムジクロリド、n−オクチルアルミニウムジクロリドなどが挙げられる。
【0027】
これらの有機アルミニウム化合物とアルコール、アミンなどの反応物を使用することもできる。
例えば、メタノール、エタノール、n−ブタノール、イソブタノール、t−ブタノール、n−ヘキサノール、n−オクタノール、2−エチル−ヘキサノール、n−デカノール、トリエチルアミン、トリ−n−プロピルアミン、トリ−n−ブチルアミン、トリ−イソブチルアミン、トリ−n−ヘキシルアミン、トリ−n−オクチルアミン、トリ−2−エチルヘキシルアミン、ジエチルアミン、ジ−n−ブチルアミン、ジ−イソブチルアミン、ジ−n−オクチルアミン、ジ−2−エチルヘキシルアミン、エチルアミン、n−プロピルアミン、n−ブチルアミン、イソブチルアミン、2−エチルヘキシルアミンなどである。これらの有機アルミニウム化合物と反応物の比は、アルミニウム化合物に対し0.01〜0.5、好ましくは0.05〜0.2(モル比)である。
これらの有機アルミニウム化合物または有機アルミニウム化合物の反応物は2種以上を組み合わせて用いることができる。
【0028】
重合反応は、通常、不活性炭化水素溶媒中で行われる。このような不活性炭化水素溶媒としては、ペンタン、へキサン、ヘプタン、オクタン、デカン、ドデカン等の脂肪族炭化水素;ベンゼン、トルエン、キシレン等の芳香族炭化水素等を挙げることができる。尚、これらの炭化水素を構成する水素の一部がハロゲン原子で置換された、塩化メチル、塩化エチル、塩化メチレン、塩化エチレン等であってもよい。これらの炭化水素溶媒は、単独でまたは2種以上を混合して使用することができる。
【0029】
重合反応に使用する重合溶媒は、n−へキサン、n−ヘプタン、n−オクタン、イソオクタン、n−デカン、シクロヘキサン、塩化メチル、塩化エチル、塩化メチレン、塩化エチレン等の不活性炭化水素溶媒が用いられる。
【0030】
重合温度は、通常、−50℃〜120℃、好ましくは0〜80℃である。重合温度が−50℃未満では、反応系の冷却に多量のエネルギーが必要で経済的に不利である。一方、重合温度が120℃より高い場合には、重合活性が低下し、さらにα−オレフィンの共重合性が低下するために、本発明における共重合体は得られない。
【0031】
エチレン−α−オレフィン系ゴム質重合体〔a1〕の製造における重合形態は、スラリー重合、均一溶液重合のどちらでもよい。また重合の反応操作は、回分式または連続式のどちらでも良い。使用する反応器は、単一または複数個を直列、または並列に連結し、各原料オレフィンを別個にあるいは予め混合して導入する。反応系における反応温度の維持は、外部冷却法あるいは溶媒モノマーの蒸発潜熱の利用等によって行なう。また圧力は減圧状態(100Pa程度)から加圧状態(15MPa程度)で行なうことができる。
【0032】
エチレン−α−オレフィン系ゴム質重合体〔a1〕の分子量は、先に述べた触媒組成比、触媒量、触媒種、重合温度を適当に選択することのみによっても制御できるが、さらに水素等の分子量調節剤を用いて行なうことができる。
生成した共重合体の反応媒体および未反応モノマーからの分離、用いた触媒の活性停止、触媒残査の除去、共重合体の乾燥および造粒等の処理は、当該業界で周知な一般的方法で行なうことが可能である。
【0033】
また、本発明に使用されるエチレン−α−オレフィン系ゴム質重合体〔a1〕は、例えば、特許3518081号に開示されているメタロセン触媒を用いる方法によっても得ることができる。上記メタロセン触媒は、有機金属錯体の分子構造、すなわち錯体の配位構造により活性点をデザインすることができ、分子量や組成が非常に均一なポリマーや、従来のチーグラー系触媒では困難であった、炭素数が大きなα−オレフィンとエチレンの共重合ゴム質重合体を製造することができる。
【0034】
1−2.ビニル系単量体〔b1〕、〔b2〕:
上記ビニル系単量体〔b1〕及び〔b2〕は、いずれも、不飽和結合を有する重合性化合物であれば、特に限定されない。
上記ビニル系単量体〔b1〕及び〔b2〕は、通常、芳香族ビニル化合物及びシアン化ビニル化合物を含む。その他、必要に応じて、(メタ)アクリル酸エステル、マレイミド化合物等の、他の共重合可能なビニル系単量体、カルボキシル基、酸無水物基、ヒドロキシル基、アミノ基、アミド基、エポキシ基、オキサゾリン基等の官能基を1種以上有する官能基含有ビニル系単量体を併用してもよい。
また、(共)重合体〔B〕の形成に用いるビニル系単量体〔b2〕は、上記ビニル系単量体〔b1〕と同一であってもよいし、異なっていてもよい。
【0035】
上記芳香族ビニル化合物としては、少なくとも1つのビニル結合と、少なくとも1つの芳香族環とを有する化合物であれば、特に限定されることなく用いることができる。その例としては、スチレン、α−メチルスチレン、o−メチルスチレン、p−メチルスチレン、ビニルトルエン、β−メチルスチレン、エチルスチレン、p−tert−ブチルスチレン、ビニルキシレン、ビニルナフタレン、モノクロロスチレン、ジクロロスチレン、モノブロモスチレン、ジブロモスチレン、フルオロスチレン等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、スチレン及びα−メチルスチレンが好ましい。
【0036】
上記シアン化ビニル化合物としては、アクリロニトリル、メタクリロニトリル等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、アクリロニトリルが好ましい。
【0037】
上記(メタ)アクリル酸エステルとしては、アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、アクリル酸ブチル、アクリル酸アミル、アクリル酸ヘキシル、アクリル酸オクチル、アクリル酸2−エチルヘキシル、アクリル酸シクロヘキシル、アクリル酸フェニル、アクリル酸ベンジル等のアクリル酸エステル;メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸ブチル、メタクリル酸アミル、メタクリル酸ヘキシル、メタクリル酸オクチル、メタクリル酸2−エチルヘキシル、メタクリル酸ドデシル、メタクリル酸オクタデシル、メタクリル酸シクロヘキシル、メタクリル酸フェニル、メタクリル酸ベンジル等のメタクリル酸エステルが挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、メタクリル酸メチルが好ましい。
【0038】
上記マレイミド化合物としては、マレイミド、N−メチルマレイミド、N−ブチルマレイミド、N−シクロヘキシルマレイミド、N−フェニルマレイミド等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。また、これらのうち、N−シクロヘキシルマレイミド及びN−フェニルマレイミドが好ましい。
尚、このマレイミド化合物からなる単量体単位を重合体に導入する方法としては、予め、無水マレイン酸を共重合させ、その後、イミド化する方法がある。
【0039】
上記の官能基含有ビニル系単量体のうち、カルボキシル基を有する不飽和化合物としては、アクリル酸、メタクリル酸、エタクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸、桂皮酸等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0040】
酸無水物基を有する不飽和化合物としては、無水マレイン酸、無水イタコン酸、無水シトラコン酸等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
ヒドロキシル基を有する不飽和化合物としては、ヒドロキシスチレン、3−ヒドロキシ−1−プロペン、4−ヒドロキシ−1−ブテン、シス−4−ヒドロキシ−2−ブテン、トランス−4−ヒドロキシ−2−ブテン、3−ヒドロキシ−2−メチル−1−プロペン、アクリル酸2−ヒドロキシエチル、メタクリル酸2−ヒドロキシエチル、N−(4−ヒドロキシフェニル)マレイミド等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0041】
アミノ基を有する不飽和化合物としては、アクリル酸アミノエチル、アクリル酸プロピルアミノエチル、アクリル酸ジメチルアミノメチル、アクリル酸ジエチルアミノメチル、アクリル酸2−ジメチルアミノエチル、メタクリル酸アミノエチル、メタクリル酸プロピルアミノエチル、メタクリル酸ジメチルアミノメチル、メタクリル酸ジエチルアミノメチル、メタクリル酸2−ジメチルアミノエチル、メタクリル酸フェニルアミノエチル、p−アミノスチレン、N−ビニルジエチルアミン、N−アセチルビニルアミン、アクリルアミン、メタクリルアミン、N−メチルアクリルアミン等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
アミド基を有する不飽和化合物としては、アクリルアミド、N−メチルアクリルアミド、メタクリルアミド、N−メチルメタクリルアミド等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0042】
エポキシ基を有する不飽和化合物としては、グリシジルアクリレート、グリシジルメタクリレート、アリルグリシジルエーテル等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0043】
オキサゾリン基を有する不飽和化合物としては、ビニルオキサゾリン等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0044】
上記ビニル系単量体〔b1〕及び〔b2〕は、目的、用途等に応じてその種類及び使用量が選択されるが、芳香族ビニル化合物及びシアン化ビニル化合物の合計量は、ビニル系単量体全量100質量%に対して、通常30〜100質量%、好ましくは50〜100質量%、より好ましくは70〜100質量%である。上記他の共重合可能なビニル系単量体の含有量は、ビニル系単量体全体100質量%に対して通常0〜70質量%、好ましくは0〜50質量%、より好ましくは0〜30質量%である。上記官能基含有ビニル系単量体の含有量は、ビニル系単量体全量100質量%に対して、通常0〜40質量%、好ましくは、0〜30質量%、より好ましくは0〜20質量%である。また、芳香族ビニル化合物及びシアン化ビニル化合物の使用比率(芳香族ビニル化合物/シアン化ビニル化合物)は、これらの合計を100質量%とした場合、通常40〜85質量%/15〜60質量%、好ましくは45〜85質量%/15〜55質量%、特に好ましくは60〜85質量%/15〜40質量%である。
【0045】
1−3.上記ゴム強化ビニル系樹脂〔A〕の製造方法:
上記ゴム強化ビニル系樹脂〔A〕は、エチレン・α−オレフィン系ゴム質重合体〔a1〕を含有する重合体成分であるが、その含有形態は特に限定されない。
上記ゴム強化ビニル系樹脂〔A〕には、通常、ビニル系単量体の(共)重合体がゴム質重合体にグラフトしているグラフト共重合体と、ゴム質重合体にグラフトしていないビニル系単量体の(共)重合体が含まれる。ただし、このグラフト共重合体に、ビニル系単量体の(共)重合体がグラフトしていない、ゴム質重合体が含まれていてもよい。
また、上記のエチレン・α−オレフィン系ゴム質重合体〔a1〕の含有態様は、以下に例示される。
(1)エチレン・α−オレフィン系ゴム質重合体〔a1〕が、グラフト共重合体として含有される場合。
(2)エチレン・α−オレフィン系ゴム質重合体〔a1〕が、未グラフトのゴム質重合体として含有される場合。
これらのうち、(1)が特に好ましい。
【0046】
上記態様(1)のゴム強化ビニル系樹脂〔A〕としては、以下に例示される。
[i]上記エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下に、ビニル系単量体〔b1〕を重合して得られたゴム強化ビニル系樹脂〔A1〕。
[ii]上記[i]と、ビニル系単量体〔b2〕の(共)重合体〔B〕(以下、「(共)重合体〔B〕」ともいう。)とからなる混合物。
これらのうち、ゴム強化ビニル系樹脂〔A〕中のエチレン・α−オレフィン系ゴム質重合体〔a1〕の量を自由に調整できる点で[ii]が特に好ましい。
尚、上記ゴム強化ビニル系樹脂〔A〕としては、上記[i]及び[ii]の組み合わせであってもよい。
【0047】
次に、上記のゴム強化ビニル系樹脂〔A1〕の製造方法について、説明する。
重合方法としては、乳化重合、溶液重合、懸濁重合、塊状重合等の公知の重合方法が挙げられる。いずれにおいても、ゴム質重合体の存在下に、ビニル系単量体を一括投入して反応させてもよいし、分割又は連続添加して反応させてもよい。また、ゴム質重合体は、全量又は一部を、ビニル系単量体との重合の途中で添加して反応させてもよい。
尚、ゴム質重合体の使用量は、ゴム質重合体とビニル系単量体の合計を100質量%とした場合、通常5〜80質量%、好ましくは10〜70質量%である。
【0048】
上記のゴム強化ビニル系樹脂〔A1〕の製造方法は、好ましくは乳化重合、溶液重合及び塊状重合、より好ましくは溶液重合であり、これらの方法を組み合わせたものであってもよい。上記ゴム強化ビニル系樹脂〔A1〕を乳化重合で製造する場合には、通常、重合開始剤、連鎖移動剤、乳化剤、水等が用いられる。尚、上記ゴム質重合体がラテックス状でなく、固形状である場合には、再乳化によりラテックス状として使用することができる。
【0049】
重合開始剤としては、クメンハイドロパーオキサイド、ジイソプロピルベンゼンハイドロパーオキサイド、パラメンタンハイドロパーオキサイド等の有機過酸化物と、含糖ピロリン酸処方、スルホキシレート処方等で代表される還元剤との組み合わせによるレドックス系重合開始剤;過硫酸カリウム等の過硫酸塩;ベンゾイルパーオキサイド(BPO)、ラウロイルパーオキサイド、tert−ブチルパーオキシラウレイト、tert−ブチルパーオキシモノカーボネート等の過酸化物;2,2’−アゾビス(イソブチロニトリル)等のアゾ系重合開始剤等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。上記重合開始剤の使用量は、上記ビニル系単量体〔b1〕に対し、通常、0.05〜5質量%、好ましくは0.1〜1質量%である。
上記重合開始剤は、通常、反応系に一括添加又は連続添加される。
【0050】
連鎖移動剤としては、オクチルメルカプタン、n−ドデシルメルカプタン、tert−ドデシルメルカプタン、n−ヘキシルメルカプタン、n−ヘキサデシルメルカプタン、n−テトラデシルメルカプタン、tert−テトラデシルメルカプタン等のメルカプタン類;ターピノーレン類、α−メチルスチレンのダイマー、テトラエチルチウラムスルフィド、アクロレイン、メタクロレイン、アリルアルコール、2−エチルヘキシルチオグリコール等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。上記連鎖移動剤の使用量は、上記ビニル系単量体〔b1〕に対し、通常、0.05〜2質量%である。
【0051】
乳化剤としては、アニオン系界面活性剤及びノニオン系界面活性剤が挙げられる。アニオン系界面活性剤としては、高級アルコールの硫酸エステル;ドデシルベンゼンスルホン酸ナトリウム等のアルキルベンゼンスルホン酸塩;ラウリル硫酸ナトリウム等の脂肪族スルホン酸塩;ロジン酸塩、リン酸塩等が挙げられる。また、ノニオン系界面活性剤としては、ポリエチレングリコールのアルキルエステル型化合物、アルキルエーテル型化合物等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。上記乳化剤の使用量は、上記ビニル系単量体〔b1〕に対し、通常、0.3〜5質量%である。
【0052】
乳化重合は、用いるビニル系単量体〔b1〕、重合開始剤等の種類、量に応じ、公知の条件で行うことができる。上記乳化重合により得られたラテックスは、通常、凝固剤により凝固させ、重合体成分を粉末状とし、その後、これを水洗、乾燥することによって精製される。この凝固剤としては、塩化カルシウム、硫酸マグネシウム、塩化マグネシウム、塩化ナトリウム等の無機塩;硫酸、塩酸等の無機酸;酢酸、乳酸、クエン酸等の有機酸等が用いられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。また、要求される性能に応じて、凝固後にアルカリ成分又は酸成分を添加し中和処理した後、洗浄してもよい。
【0053】
上記のゴム強化ビニル系樹脂〔A1〕を溶液重合により製造する場合には、通常、溶媒、重合開始剤、連鎖移動剤等が用いられる。
溶媒としては、公知のラジカル重合で使用される不活性重合溶媒、例えば、エチルベンゼン、トルエン等の芳香族炭化水素;メチルエチルケトン、アセトン等のケトン類;ジクロルメチレン、四塩化炭素等のハロゲン化炭化水素;アセトニトリル、ジメチルホルムアミド、N−メチルピロリドン等を用いることができる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0054】
重合開始剤としては、ケトンパーオキサイド、ジアルキルパーオキサイド、ジアシルパーオキサイド、パーオキシエステル、ハイドロパーオキサイド等の有機過酸化物が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
連鎖移動剤としては、メルカプタン類、ターピノーレン類、α−メチルスチレンのダイマー等が挙げられる。これらは、単独であるいは2種以上を組み合わせて用いることができる。
【0055】
溶液重合は、用いるビニル系単量体〔b1〕、重合開始剤等の種類に応じ、公知の条件で行うことができる。重合温度は、通常80〜140℃の範囲である。尚、溶液重合に際し、重合開始剤を使用せずに製造することもできる。
【0056】
塊状重合及び懸濁重合による場合も、公知の方法を適用することができる。これらの方法において用いる重合開始剤、連鎖移動剤等は特に制限はないが、乳化重合、溶液重合において例示した化合物と同じものを用いることができる。
【0057】
1−5.ゴム強化ビニル系樹脂〔A〕の物性:
上記のようにして得られたゴム強化ビニル系樹脂〔A1〕のグラフト率は、通常10〜150質量%、好ましくは20〜120質量%、特に好ましくは30〜70質量%である。このグラフト率が10質量%未満では、グラフト共重合体とビニル系単量体〔b1〕の(共)重合体との界面強度が劣るため、耐衝撃性が十分でない場合がある。一方、150質量%を超えると、ゴム質重合体表面におけるビニル系単量体〔b1〕の(共)重合体からなる層が厚くなり、また、ゴム質重合体の内部にグラフトした上記(共)重合体からなる層が発達するため、ゴム弾性が低下し、その結果、耐衝撃性が低下したり、得られる成形品の外観が低下する場合がある。
【0058】
上記グラフト率は、下記式により求めることができる。
【0059】
グラフト率(質量%)={(S−T)/T}×100
【0060】
上記式中、Sはゴム強化ビニル系樹脂〔A1〕1グラムをアセトン20mlに投入し、25℃の温度条件下で、振とう機により2時間振とうした後、5℃の温度条件下で、遠心分離機(回転数;23,000rpm)で60分間遠心分離し、不溶分と可溶分とを分離して得られる不溶分の質量(g)であり、Tはゴム強化ビニル系樹脂〔A1〕1グラムに含まれるゴム質重合体の質量(g)である。このゴム質重合体の質量は、重合処方及び重合転化率から算出する方法、赤外線吸収スペクトル(IR)により求める方法等により得ることができる。
上記グラフト率は、製造時に用いる連鎖移動剤の種類及び使用量、重合開始剤の種類及び使用量、重合温度等を適宜選択することにより調整することができる。
【0061】
また、上記ゴム強化ビニル系樹脂〔A1〕のアセトン可溶分の極限粘度[η](メチルエチルケトン中、30℃で測定)は、いずれも、通常0.1〜1.5dl/g、好ましくは0.2〜0.8dl/gである。極限粘度[η]が上記範囲内にあれば、得られる成形品の外観、成形加工性及び耐衝撃性の物性バランスに優れ、好ましい。
【0062】
なお、上記極限粘度[η]の測定は下記方法で行った。まず、上記ゴム強化ビニル系樹脂〔A1〕のアセトン(ゴム質重合体がアクリル系ゴムの場合はアセトニトリル)可溶分をメチルエチルケトンに溶解させ、濃度の異なるものを5点作った。ウベローデ粘度管を用い、30℃で各濃度の還元粘度を測定した結果から、極限粘度[η]を求めた。単位は、dl/gである。
上記極限粘度は、製造時に用いる連鎖移動剤の種類及び使用量、重合開始剤の種類及び使用量、重合温度等を適宜選択することにより調整することができる。
【0063】
上記ゴム強化ビニル系樹脂〔A1〕中のフリーゴム含有量は、好ましくは1〜30質量%、より好ましくは1〜25質量%、さらに好ましくは2〜20質量%である。フリーゴム含有量が上記範囲内にあると、軋み音低減効果に優れ、好ましい。
ゴム強化ビニル系樹脂〔A1〕中のフリーゴム含有量は、用いるエチレン・α−オレフィン系ゴム質重合体〔a1〕の種類及びその使用量、成分〔A1〕重合時の重合処方、重合温度、重合時間、重合開始剤の種類及びその使用量等を適宜選択することにより調整することができる。例えば、重合開始剤の量を少なくすると、ゴムに対するグラフト反応が生じにくくなり、フリーゴム含有量の多いゴム強化ビニル系樹脂〔A1〕を得ることができる。
【0064】
2.(共)重合体〔B〕(以下、「成分〔B〕」ともいう。):
2−1.(共)重合体〔B〕の製造方法:
上記(共)重合体〔B〕は、ゴム質重合体の非存在下、ビニル系単量体〔b2〕を、溶液重合、塊状重合、乳化重合、懸濁重合等の公知の方法で重合することにより製造することができる。上記重合は、重合開始剤を用いない熱重合であってもよいし、重合開始剤を用いる触媒重合であってもよい。
【0065】
2−2.(共)重合体〔B〕の物性:
上記重合体〔B〕の極限粘度[η](メチルエチルケトン中、30℃で測定)は、通常0.1〜1.5dl/g、好ましくは0.2〜1.0dl/gである。極限粘度[η]が上記範囲内にあれば、成形加工性と耐衝撃性の物性バランスに優れ、好ましい。
【0066】
なお、上記極限粘度[η]の測定は下記方法で行った。まず、上記(共)重合体〔B〕をメチルエチルケトンに溶解させ、濃度の異なるものを5点作った。ウベローデ粘度管を用い、30℃で各濃度の還元粘度を測定した結果から、極限粘度[η]を求めた。単位は、dl/gである。
上記極限粘度は、製造時に用いる連鎖移動剤の種類及び使用量、重合開始剤の種類及び使用量、重合温度等を適宜選択することにより調整することができる。
【0067】
3.熱可塑性樹脂組成物〔X〕:
本発明における熱可塑性樹脂組成物〔X〕は、上記成分〔A1〕、所望により上記成分〔B〕を所定の配合比率で混合し、溶融混練することにより得られる。上記成分〔A1〕と上記成分〔B〕の配合量(成分〔A1〕/成分〔B〕)は、上記成分〔A1〕と上記成分〔B〕の合計100質量%に対して、好ましくは10〜90質量%/10〜90質量%、より好ましくは20〜80質量%/20〜80質量%である。
【0068】
本発明の熱可塑性樹脂組成物〔X〕は、部品同士が接触する界面に、ゴム強化ビニル系樹脂〔A〕中に存在する特定量のフリーゴムが存在することで、軋み音発生の原因となるスティックスリップ現象の発生を抑制するもの考えられる。また、エチレン・α−オレフィン系ゴム質重合体〔a1〕の引張強さ(TS )、切断時伸び(EB )、硬度(タイプAデュロメータ)及びムーニー粘度(ML1+4 、100 ℃)をそれぞれ特定の範囲にすることで、部品接触時にゴムが変形し、軋み音発生の原因となるスティックスリップ現象の発生を抑制するもの考えられる。
上記した、軋み音発生の原因と考えられるスティックスリップ現象は、従来の摺動試験では評価することが困難であったが、ZIEGLER社のスティックスリップ試験機「SSP−002」を用いることにより評価することが可能である。
上記熱可塑性樹脂組成物〔X〕のフリーゴム含有量は、1〜30質量%、好ましくは1〜25質量%、より好ましくは2〜20質量%である。フリーゴム含有量が上記範囲内にあると、軋み音低減効果に優れる。
熱可塑性樹脂組成物〔X〕中のフリーゴム含有量は、ゴム強化ビニル系樹脂〔A1〕のフリーゴム含有量を調整することにより、調整することができる。
【0069】
また、上記熱可塑性樹脂組成物〔X〕のアセトン可溶分の極限粘度[η](メチルエチルケトン中、30℃で測定)は、いずれも、通常0.1〜1.5dl/g、好ましくは0.3〜0.7dl/gである。極限粘度[η]が上記範囲内にあれば、成形加工性及び耐衝撃性の物性バランスに優れる。
上記極限粘度は、成分〔A1〕及び〔B〕の製造時に用いる連鎖移動剤の種類及び使用量、重合開始剤の種類及び使用量、重合温度等を適宜選択することにより調整することができる。
【0070】
なお、上記極限粘度[η]の測定は下記方法で行った。まず、上記熱可塑性樹脂組成物〔X〕のアセトン(ゴム質重合体がアクリル系ゴムの場合はアセトニトリル)可溶分をメチルエチルケトンに溶解させ、濃度の異なるものを5点作った。ウベローデ粘度管を用い、30℃で各濃度の還元粘度を測定した結果から、極限粘度[η]を求めた。単位は、dl/gである。
【0071】
上記熱可塑性樹脂組成物〔X〕中のエチレン・α−オレフィン系ゴム質重合体〔a1〕の含有量は、該熱可塑性樹脂組成物〔X〕100質量%に対して5〜30質量%であり、好ましくは5〜25質量%、特に好ましくは5〜20質量%である。成分〔a1〕の含有量が5質量%未満であると軋み音の低減効果、耐衝撃性に劣り、一方、30質量%を超えると耐熱性が低下する。
【0072】
本発明における熱可塑性樹脂組成物〔X〕は、必要に応じて、充填剤、造核剤、滑剤、熱安定剤、酸化防止剤、紫外線吸収剤、難燃剤、老化防止剤、可塑剤、抗菌剤、着色剤等の各種添加剤を、本発明の目的を損なわない範囲で含有することができる。
熱可塑性樹脂組成物〔X〕中のケイ素含有量は、該熱可塑性樹脂組成物100質量%に対して、好ましくは0.15質量%以下であり、より好ましくは0.1質量%以下、更に好ましくは0.07質量%以下、特に好ましくは0.03質量%以下である。熱可塑性樹脂組成物〔X〕中のケイ素含有量が0.15質量%を超えると、同種材からなる接触用部品を組み合わせて用いた場合に軋み音が発生したり、成形外観が不十分になる可能性がある。
【0073】
さらに、本発明の熱可塑性樹脂組成物〔X〕は、必要に応じて、他の樹脂、例えばポリエチレン、ポリプロピレン、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリフェニレンサルファイド、ポリアミド等を、本発明の目的を損なわない範囲で含有することができる。
【0074】
本発明の熱可塑性樹脂組成物〔X〕は、各成分を所定の配合比で、タンブラーミキサーやヘンシェルミキサーなどで混合した後、一軸押出機、二軸押出機、バンバリーミキサー、ニーダー、ロール、フィーダールーダー等の混合機を用いて、適当な条件下で溶融混練して製造することができる。好ましい混練機は、二軸押出機である。さらに、それぞれの成分を混練するに際しては、それぞれの成分を一括して混練しても、多段、分割配合して混練してもよい。尚、バンバリーミキサー、ニーダー等で混練した後、押出機によりペレット化することもできる。また、充填材のうち繊維状のものは、混練中での切断を防止するためにサイドフィーダーにより押出機の途中から供給する方が好ましい。溶融混練温度は、通常200〜300℃、好ましくは220〜280℃である。
【0075】
4. 接触用部品
本発明の熱可塑性樹脂組成物〔X〕は、後記する各種の接触用部品とされる。該熱可塑樹脂組成物〔X〕から接触用部品を製造する方法には何等制限はなく、射出成形、射出圧縮成形、ガスアシスト成形、プレス成形、カレンダー成形、Tダイ押出成形、異形押出成形、フィルム成形等公知の方法により製造することができる。
5. 構造体:
本発明における構造体は、少なくとも2個の接触用部品を接触するように組み付けてなるものである。本発明の構造体は、上記熱可塑性樹脂組成物〔X〕を成形して得られる接触用部品を含むもので、好ましくは、全ての接触用部品が上記熱可塑性樹脂組成物〔X〕の成形体からなる。
【0076】
本発明の構造体に含まれる接触用部品が接触する他の部品の素材に特に制限はなく、例えば、本発明の熱可塑性樹脂組成物〔X〕を含む熱可塑性樹脂、及び/又は熱硬化性樹脂、本発明の熱可塑性樹脂組成物〔X〕を含まない他の熱可塑性樹脂及び/又は熱硬化性樹脂、ゴム、有機質材料、無機質材料、金属材料等が挙げられるが、特に、少なくとも2個の接触用部品同士が本発明の熱可塑性樹脂組成物〔X〕からなる場合に効果的であり、更に、接触用部品の全てが本発明の熱可塑性樹脂組成物〔X〕からなる場合に一層効果的である。
熱可塑性樹脂としては、例えば、ポリ塩化ビニル、ポリエチレン、ポリプロピレン、AS樹脂、ABS樹脂、AES樹脂、ASA樹脂、PMMA、ポリスチレン、耐衝撃性ポリスチレン、EVA、ポリアミド(PA)、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート(PC)、ポリ乳酸、PC/ABS、PC/AES、PA/ABS、PA/AES等が挙げられる。これらは、単独で又は2種以上の組み合わせで使用できる。
熱硬化性樹脂としては、例えば、フェノール樹脂、エポキシ樹脂、尿素樹脂、メラミン樹脂、不飽和ポリエステル樹脂等が挙げられる。これらは、単独で又は2種以上を組み合わせて使用できる。
ゴムとしては、クロロプレンゴム、ポリブタジエンゴム、エチレン・プロピレンゴム、SEBS、SBS、SIS等の各種合成ゴム、天然ゴム等が挙げられる。これらは、単独で又は2種以上を組み合わせて使用できる。
有機質材料としては、例えば、インシュレーションボード、MDF(中質繊維板)、ハードボード、パーティクルボード、ランバーコア、LVL(単板積層材)、OSB(配向性ボード)、PSL(パララム)、WB(ウェハーボード)、硬質繊維板、軟質繊維板、ランバーコア合板、ボードコア合板、特殊コア−合板、ベニアコア−ベニヤ板、タップ樹脂を含浸させた紙の積層シート・板、(古)紙等を砕いた細かい小片・線状体に接着剤を混合して加熱圧縮したボード、各種の木材等が挙げられる。これらは、単独で又は2種以上を組み合わせて使用できる。
無機質材料としては、例えば、ケイ酸カルシウムボード、フレキシブルボード、ホモセメントボード、石膏ボード、シージング石膏ボード、強化石膏ボード、石膏ラスボード、化粧石膏ボード、複合石膏ボード、各種セラミック、ガラス等が挙げられる。これらは、単独で又は2種以上を組み合わせて使用できる。
更に、金属材料としては、鉄、アルミニウム、銅、各種の合金等が挙げられる。これらは、単独で又は2種以上を組み合わせて使用できる。
【0077】
本発明における接触用部品は、部品同士が接触、接合、嵌合する箇所を有する自動車用部品、事務用機器、住宅用部品、家電用部品等における各種構造体に好適に用いることができる。
自動車用部品は、例えば車両走行時の振動により、部品同士が接触し、擦れ合うことにより発生する軋み音を大幅に低減させることが可能である。さらには、耐衝撃性に優れることから、衝突時の安全性にも優れる。このような自動車用部品としてはドアトリム、ドアライニング、ピラーガーニッシュ、コンソール、ドアポケット、ベンチレータ、ダクト、エアコン、メーターバイザー、インパネアッパーガーニッシュ、インパネロアガーニッシュ、A/T インジケーター、オンオフスイッチ類(スライド部、スライドプレート)、グリルフロントデフロスター、グリルサイドデフロスター、リッドクラスター、カバーインストロアー、マスク類(マスクスイッチ、マスクラジオなど)、グローブボックス、ポケット類(ポケットデッキ、ポケットカードなど)、ステアリングホイールホーンパッド、スイッチ部品、カーナビゲーション用外装部品等を挙げることができる。その中でも、自動車用ベンチレータ、自動車用エアコンの板状羽根、バルブシャッター、ルーバー、スイッチ部品、カーナビゲーション用外装部品等として特に好適に用いることができる。
【0078】
事務用機器部品は、例えば機器作動時の振動、デスク引き出しの開閉により、他の部品と接触し、擦れ合うことにより発生する軋み音を大幅に低減させることが可能である。このような事務用機器部品としては、外装部品、内装部品、スイッチまわりの部品、可動部の部品、デスクロック部品、デスク引き出し等に好適に用いることができる。
【0079】
住宅用部品は、例えば扉、引き戸の開閉により、他の部品と接触し、擦れ合うことにより発生する軋み音を大幅に低減させることが可能である。このような住宅用部品としては、シェルフ扉、チェアダンパー、テーブル折りたたみ脚可動部品、扉開閉ダンパー、引き戸レール、カーテンレール等として好適に用いることができる。
【0080】
家電用部品は、例えば機器作動時の振動により、他の部品と接触し、擦れ合うことにより発生する軋み音を大幅に低減させることが可能である。このような家電用部品としては、ケース、ハウジング等の外装部品、内装部品、スイッチまわりの部品、可動部の部品等に好適に用いることができる。
【実施例】
【0081】
以下、実施例を挙げ、本発明をさらに具体的に説明するが、本発明はその要旨を越えない限り、以下の実施例に何等制約されるものではない。尚、実施例中、部および%は特に断らない限り質量基準である。
【0082】
(1) 評価方法:
(1−1) ヨウ素価
ヨウ素価赤外線吸収スペクトル法により測定した。
(1−2) ムーニー粘度
JIS K6300に準拠し,測定温度100℃、予熱1分、測定4分の条件で測定した。
(1−3)引張強さ(TS )及び切断時伸び(EB )
JIS K6251に準拠し、3号型試験片を用い、測定温度25℃、引張速度500mm/分の条件で、引張強さTS (MPa)及び引切断時伸びEB (%)を測定した。
(1−4)硬度(タイプAデュロメータ)
JIS K6253に準拠して測定した。
(1−5)グラフト率
前記方法を用いて測定した。
(1−6)極限粘度
前記方法を用いて測定した。
(1−7)フリーゴム含有量の測定
熱可塑性樹脂組成物〔X〕(ここで熱可塑性樹脂組成物(X)成分中のゴム量は、W1グラム。ゴム量は、配合処方からの計算、IR分析等により得ることができる。)を、ソックスレー抽出器を用いて、常圧下で、シクロヘキサンを8時間還流させる。シクロヘキサン溶液を乾固し、抽出物の重量を測定し(W2グラム)、下記式で、熱シクロヘキサン溶解量(フリーゴム含有量)を算出する。
フリーゴム含有量(%)=W2/W1×100
(1−8)軋み音評価I(異音リスク値):
表3に記載の各熱可塑性樹脂組成物〔X〕を東芝機械製IS170FA射出成形機によりシリンダー温度250℃、射出圧力50MPa、金型温度60℃にて射出成形した、縦150mm、横100mm、厚さ4mmの射出成形プレートから、縦60mm、横100mm、厚さ4mm及び縦50mm、横25mm、厚さ4mmの大小試験片をディスクソーで切り出し、番手#100のサンドペーパーで端部を面取りした後、細かなバリをカッターナイフで除去し、大小2枚のプレートを接触用部品の試験片として準備する。前記大小2枚の試験片を80℃±5℃に調整したオーブンで400時間保持し、25℃で24時間冷却した後、ZIEGLER社製スティックスリップ試験機SSP−002に固定し、荷重5N及び40N、速度1mm/秒及び10mm/秒、振幅20mmの条件で3回擦り合わせて異音リスク値を測定し、その最も高い値を異音リスク値とする。10段階で示される異音リスク値は、値が大きいほど軋み音の発生リスクは高くなる。結果を表3に示す。
○:試験した条件で最も高い異音リスク値 1〜3
△:試験した条件で最も高い異音リスク値 4〜5
×:試験した条件で最も高い異音リスク値 6〜10
【0083】
(1−9)軋み音評価II(実用評価):
表3に記載の各熱可塑性樹脂組成物〔X〕を株式会社日本製鋼所製の射出成形機「J−100E」(型式名)を用い、それぞれISOダンベル試験片10枚を射出成形し、その後、これらの試験片を80℃のギヤオーブンに400時間放置した。次に、接触用部品であるISOダンベル試験片10枚を重ね合わせて構造体とし、この両端を手でひねって軋み音の発生の状況を評価した。評価は5回行い、下記評価基準に基づき判定を行った。結果を表3に示す。
軋み音低減効果の評価:
○:5回の評価全てにおいて、軋み音の発生は僅かであった。
△:5回の評価において、軋み音の発生が顕著な場合が、1回以上、5回未満含まれていた。
×:5回の評価全てにおいて、軋み音の発生が顕著であった。
【0084】
(1−10)成形外観評価
表3に記載の各熱可塑性樹脂組成物〔X〕を東芝機械製EC40射出成形機を用い、直径1mmのセンターピンゲートをもつ直径80mm、厚さ2mmの円盤状試験片を各5枚射出成形した。射出成形の条件はシリンダー温度250℃、射出圧力80MPa、金型温度60℃であった。得られた5枚の試験片を目視観察し、下記評価基準により成形外観の判定を行なった。結果を表3に示す。
○:5枚の試験片の全てに成形不良は発生しなかった。
×:5枚の試験片の1枚以上に成形不良が発生した。
【0085】
(1−11)シャルピー衝撃強度
JIS K 7111に準拠して測定した。結果を表3に示す。
【0086】
(2─1)成分〔a1〕エチレン・α−オレフィン系ゴム質重合体:
表1に示すように、エチレン・α−オレフィン系ゴム質重合体〔a1〕(EP−1〜EP−6)を製造した。
【0087】
EP−1
チッ素置換した20Lオートクレーブにトルエン8L、トルエン40mlに溶解したアルミニウム原子換算で60mmolのメチルアルミノキサンを加え、40℃に昇温した後、エチレンを3.2L/時間、プロピレンを2.0L/時間で連続的に供給した。
次いで、トルエン12ml中に溶解したジシクロペンタジエニルジルコニウムジクロリド12μmolを添加して重合を開始した。
反応中は温度を40℃に保ち、連続的にエチレン、プロピレンを供給しつつ、20分間反応させた。その後、メタノールを添加して反応を停止させ、水蒸気蒸留にてクラム状のゴム質重合体(EP−1)を得た。
【0088】
EP−2
チッ素置換した20Lオートクレーブにトルエン8L、トルエン40mlに溶解したアルミニウム原子換算で60mmolのメチルアルミノキサンを加え、40℃に昇温した後、エチレンを3.1L/時間、プロピレンを2.1L/時間で連続的に供給した。
次いで、トルエン12ml中に溶解したジシクロペンタジエニルジルコニウムジクロリド12μmolを添加して重合を開始した。
反応中は温度を40℃に保ち、連続的にエチレン、プロピレンを供給しつつ、20分間反応させた。その後、メタノールを添加して反応を停止させ、水蒸気蒸留にてクラム状のゴム質重合体(EP−2)を得た。
【0089】
EP−3
内容積5Lの連続重合装置を用いて共重合を行った。チッ素ガスで充分に置換された重合容器に、エチルセスキアルミニウムクロライド15mmol/時間、三塩化オキシバナジウム1mol/時間、n−ヘキサン4L/時間、プロピレン2.5L/分、エチレン5L/分、水素0.05L/分の流量で連続供給し、温度35℃に維持し、かつ圧力を0.5MPaGになるようにした。重合中は、重合容器の内容物が2.5Lに保たれるように、連続的に反応物を抜き取った。このようにして得られた共重合体は、イソプロピルアルコールで反応を停止させ、酸化防止剤を含むアルコールで凝固し、100℃の熱ロールで乾燥することにより、ゴム質重合体(EP−3)を得た。
【0090】
EP−4
チッ素ガスで充分に置換された重合容器に、エチルセスキアルミニウムクロライド15mmol/時間、三塩化オキシバナジウム1mol/時間、n−ヘキサン4L/時間、プロピレン4.9L/分、エチレン2.25L/分、水素0.5L/分の流量で連続供給した以外はEP−3と同様の方法で、ゴム質重合体(EP−4)を得た。
【0091】
EP−5
チッ素ガスで充分に置換された重合容器に、エチルセスキアルミニウムクロライド15mmol/時間、三塩化オキシバナジウム1mol/時間、n−ヘキサン4L/時間、プロピレン2.5L/分、エチレン5L/分、水素0.05L/分、さらにジシクロペンタジエン25mmol/時間の流量で連続供給した以外はEP−3と同様の方法で、ゴム質重合体(EP−5)を得た。
【0092】
EP−6
チッ素ガスで充分に置換された重合容器に、エチルセスキアルミニウムクロライド15mmol/時間、三塩化オキシバナジウム1mol/時間、n−ヘキサン4L/時間、プロピレン2.5L/分、エチレン5L/分、水素0.05L/分、さらにエチリデンニルボルネン25mmol/時間の流量で連続供給した以外はEP−3と同様の方法で、ゴム質重合体(EP−6)を得た。
【0093】
(2─2)成分〔A〕ゴム強化ビニル系樹脂:
表2に示すように、表1のエチレン・α−オレフィン系ゴム質重合体〔a1〕(EP−1〜EP−6)を用い、ゴム強化ビニル系樹脂〔A〕(AES−1〜AES−9)を製造した。また、ブタジエン系ゴム質重合体(PBD)〔a2〕を用いたゴム強化ビニル系樹脂(ABS−1)を製造した。
AES−1
リボン型攪拌機翼、助剤連続添加装置、温度計などを装備した容積20リットルのステンレス製オートクレーブに、エチレン・α−オレフィン系ゴム質重合体〔EP−1〕22部、スチレン55部、アクリロニトリル23部、t−ドデシルメルカプタン0.5部、トルエン110部を仕込み、内温を75℃に昇温して、オートクレーブ内容物を1時間攪拌して均一溶液とした。その後、t−ブチルパーオキシイソプロピルモノカーボネート0.5部を添加し、内温を更に昇温して、100℃に達した後は、この温度を保持しながら、攪拌回転数100rpmとして重合反応を行った。重合反応開始後4時間目から、内温を120℃に昇温し、この温度を保持しながら更に2時間反応を行って重合反応を終了した。その後、内温を100℃まで冷却し、オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェノール)−プロピオネート0.2部、ジメチルシリコーンオイル;KF−96−100cSt(商品名:信越シリコーン株式会社製)0.02部を添加した後、反応混合物をオートクレーブより抜き出し、水蒸気蒸留により未反応物と溶媒を留去し、さらに40mmφベント付き押出機(シリンダー温度220℃、真空度760mmHg)を用いて揮発分を実質的に脱気させ、ペレット化した。
【0094】
AES−2
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕25部、スチレン53部、アクリロニトリル22部とした以外は、AES−1と同様にAES−2を製造した。
【0095】
AES−3
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕のかわりに、〔EP−2〕を用いた以外は、AES−1と同様にAES−3を製造した。
【0096】
AES−4
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕のかわりに、〔EP−3〕を用いた以外は、AES−1と同様にAES−4を製造した。
【0097】
AES−5
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕のかわりに、〔EP−4〕を用いた以外は、AES−1と同様にAES−5を製造した。
【0098】
AES−6
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕のかわりに、〔EP−5〕を用いた以外は、AES−1と同様にAES−6を製造した。
【0099】
AES−7
エチレン・α−オレフィン系ゴム質重合体〔EP−5〕30部、スチレン45部、アクリロニトリル25部、トルエン140部とした以外は、AES−1と同様にAES−7を製造した。
【0100】
AES−8
エチレン・α−オレフィン系ゴム質重合体〔EP−1〕のかわりに、〔EP−6〕を用いた以外は、AES−1と同様にAES−8を製造した。
【0101】
AES−9
リボン型攪拌機翼、助剤連続添加装置、温度計などを装備した容積20リットルのステンレス製オートクレーブに、エチレン・α−オレフィン系ゴム質重合体〔EP−1〕22部、スチレン55部、アクリロニトリル23部、t−ドデシルメルカプタン0.5部、トルエン110部を仕込み、内温を75℃に昇温して、オートクレーブ内容物を1時間攪拌して均一溶液とした。その後、t−ブチルパーオキシイソプロピルモノカーボネート0.05部を添加し、内温を更に昇温して、85℃に達した後は、この温度を保持しながら、攪拌回転数100rpmとして重合反応を行った。この温度を保持しながら6時間反応を行って重合反応を終了した。その後、オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェノール)−プロピオネート0.2部、ジメチルシリコーンオイル;KF−96−100cSt(商品名:信越シリコーン株式会社製)0.02部を添加した後、反応混合物をオートクレーブより抜き出し、水蒸気蒸留により未反応物と溶媒を留去し、さらに40mmφベント付き押出機(シリンダー温度220℃、真空度760mmHg)を用いて揮発分を実質的に脱気させ、ペレット化した。
【0102】
ABS−1
攪拌機付き重合器に、水280部およびジエン系ゴム質重合体〔a2〕として、重量平均粒子径0.26μm、ゲル分率90%のポリブタジエンラテックス60部(固形分換算)、ナトリウムホルムアルデヒドスルホキシレート0.3部、硫酸第一鉄0.0025部、エチレンジアミン四酢酸二ナトリウム0.01部を仕込み、脱酸素後、窒素気流中で撹拌しながら60℃に加熱した後、アクリロニトリル10部、スチレン30部、t−ドデシルメルカプタン0.2部、クメンハイドロパーオキサイド0.3部からなる単量体混合物を60℃で5時間かけて連続的に滴下した。滴下終了後、重合温度を65℃にし、1時間撹拌続けた後、重合を終了させ、グラフト共重合体のラテックスを得た。重合転化率は98%であった。その後、得られたラテックスに、2,2′−メチレン−ビス(4−エチレン−6−t−ブチルフェノール)0.2部を添加し、塩化カルシウムを添加して凝固し、洗浄、濾過および乾燥工程を経てパウダー状の樹脂組成物を得た。この成分〔ABS−1〕の極限粘度は0.38dl/g、フリーゴム含有量は0%であった。
【0103】
(2─3)成分〔B〕共重合体:
表3に示す共重合体〔B〕を製造した。
共重合体〔B〕
リボン翼を備えたジャケット付き重合用反応器を、2基連結した合成装置を用いた。各反応器内に、窒素ガスをパージした後、1基目の反応器に、スチレン75部、アクリロニトリル25部及びトルエン20部からなる混合物と、分子量調節剤であるtert−ドデシルメルカプタン0.15部をトルエン5部に溶解した溶液と、重合開始剤であるジクミルパーオキサイド0.1部をトルエン5部に溶解した溶液とを連続的に供給し、110℃で重合を行った。供給した単量体等の平均滞留時間は2時間であり、2時間後の重合転化率は56%であった。
次いで、得られた重合体溶液を、1基目の反応器の外部に設けられたポンプにより、連続的に取り出して、2基目の反応器に供給した。連続的に取り出す量は、1基目の反応器に供給する量と同じである。尚、2基目の反応器においては、130℃で2時間重合を行い、2時間後の重合転化率は74%であった。
その後、2基目の反応器から、重合体溶液を回収し、これを、2軸3段ベント付き押出機に導入した。そして、直接、未反応単量体及びトルエン(重合用溶媒)を脱揮し、スチレン・アクリロニトリル共重合体を回収した。このスチレン・アクリロニトリル共重合体を、成分〔B〕として用いた。
この成分〔B〕の極限粘度[η](メチルエチルケトン中、30℃)は、0.60dl/gであった。
【0104】
(2−4)成分〔C〕添加剤:
C−1:エチレン・ビスステアリン酸アマイド;カオーワックス EB−P(商品名:花王株式会社製)
C−2:1,3,5−トリス(3,5−ジ−t−ブチル−4−ハイドロキシベンジル)−s−トリアジン−2,4,6−(1H,3H,5H)トリオン;アデカスタブ AO−20(商品名:株式会社ADEKA製)
C−3:ビス(2,4−ジ−t−ブチルフェニル)ペンタエリストールジホスファイト;アデカスタブ PEP−24G(商品名:株式会社ADEKA製)
【0105】
実施例1〜3及び比較例1〜8
表3に記載の配合割合で、上記成分〔A〕〜〔C〕をそれぞれヘンシェルミキサーにより混合した後、二軸押出機(日本製鋼所製、TEX44α、バレル設定温度250℃)で溶融混練し、ペレット化することにより熱可塑性樹脂組成物〔X〕を得た。
得られた熱可塑性樹脂組成物〔X〕について、前記の方法で各種物性、軋み音、成形外観及びシャルピー衝撃強度を評価した。評価結果を表3に示した。
【0106】
【表1】
【0107】
【表2】
【0108】
【表3】
【0109】
表3に示すように、実施例1〜3に示される熱可塑性樹脂組成物〔X〕は、いずれも軋み音低減効果に優れ、成形外観、衝撃強度も良好である。
これに対し、比較例1は、成分〔a1〕のムーニー粘度が本発明の範囲よりも高い例であるが、成形品表面にブツが発生し、成形外観に劣る。また、軋み音低減効果も不十分である。
比較例2は、成分〔a1〕の引張強さ及び硬度が本発明の範囲よりも低い例であるが、軋み音の低減効果に劣る。
比較例3、4は、成分〔a1〕の引張強さが本発明の範囲よりも高く、切断時伸びが本発明の範囲よりも低い例であるが、軋み音の低減効果に劣る。
比較例5は、成分〔a1〕の引張強さが本発明の範囲よりも高い例であるが、軋み音の低減効果に劣る。
比較例6は、ゴム強化ビニル系樹脂〔A〕中のフリーゴム含有量が本発明の範囲よりも多い例であるが、軋み音低減効果、耐衝撃性に劣る。また、成形品表面にシルバーストリーク、剥離が発生し、成形外観も劣る。
比較例7は、成分〔a1〕の含有量が本発明の範囲よりも少ない例であるが、軋み音の低減効果に劣る。
比較例8は、成分〔a1〕がエチレン・α−オレフィン系ゴム以外のポリブタジエンゴムを用いた例であるが、軋み音の低減効果に劣る。
【0110】
以上から明らかなように、本発明の熱可塑性樹脂組成物は、部品同士の接触、接合、嵌合する箇所を有する自動車用部品、事務用機器、住宅用部品、家電用部品等に好適であることがわかる。
【産業上の利用可能性】
【0111】
本発明の軋み音低減用熱可塑性樹脂組成物は、2個以上の部品が擦れ合うときに発生する軋み音が著しく低減され、かつ高温下に長時間置かれた場合においても軋み音低減効果が低下せずに維持され、さらには耐衝撃性に優れた接触用部品からなる構造体を提供することができ、部品同士が接触、接合、嵌合する箇所を有する自動車用部品、事務用機器、住宅用部品、家電用部品等に好適に用いることができる。
【符号の説明】
【0112】
M 物体
V 駆動速度
μs ノコギリ波形上端の静摩擦係数
μl ノコギリ波形下端の摩擦係数
Δμ μs−μl
【特許請求の範囲】
【請求項1】
エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含有してなる熱可塑性樹脂組成物〔X〕であって、
該エチレン・α−オレフィン系ゴム質重合体〔a1〕の含有量が、該熱可塑性樹脂組成物〔X〕100質量%に対して5〜30質量%であり、
該エチレン・α−オレフィン系ゴム質重合体〔a1〕の引張強さ(TS )が0.5〜7MPa、切断時伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であり、
該熱可塑性樹脂組成物〔X〕中のフリーゴム含有量が1〜30質量%であることを特徴とする軋み音低減用熱可塑性樹脂組成物。
【請求項2】
ゴム強化ビニル系樹脂〔A〕が、エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A1〕と、ビニル系単量体〔b2〕の(共)重合体〔B〕とを含有してなることを特徴とする請求項1に記載の軋み音低減用熱可塑性樹脂組成物。
【請求項3】
エチレン・α−オレフィン系ゴム質重合体〔a1〕が、エチレン・プロピレン共重合体であることを特徴とする請求項1又は2に記載の軋み音低減用熱可塑性樹脂組成物。
【請求項4】
エチレン・α−オレフィン系ゴム質重合体〔a1〕が、エチレン5〜95質量%及びα−オレフィン95〜5質量%(ただし、エチレン及びα−オレフィンの合計で100質量%)からなることを特徴とする請求項1乃至3の何れか1項に記載の軋み音低減用熱可塑性樹脂組成物。
【請求項5】
請求項1乃至4の何れかに記載の熱可塑性樹脂組成物〔X〕からなることを特徴とする接触用部品。
【請求項6】
下記条件で測定した接触用部品の異音リスク値が5以下であることを特徴とする請求項5に記載の接触用部品。
〔測定条件〕
東芝機械製IS170FA射出成形機によりシリンダー温度250℃、射出圧力50MPa、金型温度60℃にて射出成形した、縦150mm、横100mm、厚さ4mmの射出成形プレートから、縦60mm、横100mm、厚さ4mm及び縦50mm、横25mm、厚さ4mmの大小試験片をディスクソーで切り出し、番手#100のサンドペーパーで端部を面取りした後、細かなバリをカッターナイフで除去し、大小2枚のプレートを接触用部品の試験片として準備する。前記大小2枚の試験片を80℃±5℃に調整したオーブンで400時間保持し、25℃で24時間冷却した後、ZIEGLER社製スティックスリップ試験機SSP−002に固定し、荷重40N、速度10mm/秒、振幅20mmの条件で3回擦り合わせて異音リスク値を測定し、その最も高い値を異音リスク値とする。
【請求項7】
少なくとも2個の接触用部品を含む構造体であって、該少なくとも2個の接触用部品が請求項5又は6に記載の接触用部品を含むことを特徴とする軋み音低減構造体。
【請求項8】
接触用部品の全てが、請求項5又は6に記載の接触用部品からなることを特徴とする軋み音低減構造体。
【請求項9】
自動車部品、事務機器用部品、住宅用部品、家電用部品であることを特徴とする請求項7又は8に記載の軋み音低減構造体。
【請求項1】
エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A〕を含有してなる熱可塑性樹脂組成物〔X〕であって、
該エチレン・α−オレフィン系ゴム質重合体〔a1〕の含有量が、該熱可塑性樹脂組成物〔X〕100質量%に対して5〜30質量%であり、
該エチレン・α−オレフィン系ゴム質重合体〔a1〕の引張強さ(TS )が0.5〜7MPa、切断時伸び(EB )が500%以上、硬度(タイプAデュロメータ)が40〜85、ムーニー粘度(ML1+4 、100 ℃)が5〜60であり、
該熱可塑性樹脂組成物〔X〕中のフリーゴム含有量が1〜30質量%であることを特徴とする軋み音低減用熱可塑性樹脂組成物。
【請求項2】
ゴム強化ビニル系樹脂〔A〕が、エチレン・α−オレフィン系ゴム質重合体〔a1〕の存在下にビニル系単量体〔b1〕を重合して得られるゴム強化ビニル系樹脂〔A1〕と、ビニル系単量体〔b2〕の(共)重合体〔B〕とを含有してなることを特徴とする請求項1に記載の軋み音低減用熱可塑性樹脂組成物。
【請求項3】
エチレン・α−オレフィン系ゴム質重合体〔a1〕が、エチレン・プロピレン共重合体であることを特徴とする請求項1又は2に記載の軋み音低減用熱可塑性樹脂組成物。
【請求項4】
エチレン・α−オレフィン系ゴム質重合体〔a1〕が、エチレン5〜95質量%及びα−オレフィン95〜5質量%(ただし、エチレン及びα−オレフィンの合計で100質量%)からなることを特徴とする請求項1乃至3の何れか1項に記載の軋み音低減用熱可塑性樹脂組成物。
【請求項5】
請求項1乃至4の何れかに記載の熱可塑性樹脂組成物〔X〕からなることを特徴とする接触用部品。
【請求項6】
下記条件で測定した接触用部品の異音リスク値が5以下であることを特徴とする請求項5に記載の接触用部品。
〔測定条件〕
東芝機械製IS170FA射出成形機によりシリンダー温度250℃、射出圧力50MPa、金型温度60℃にて射出成形した、縦150mm、横100mm、厚さ4mmの射出成形プレートから、縦60mm、横100mm、厚さ4mm及び縦50mm、横25mm、厚さ4mmの大小試験片をディスクソーで切り出し、番手#100のサンドペーパーで端部を面取りした後、細かなバリをカッターナイフで除去し、大小2枚のプレートを接触用部品の試験片として準備する。前記大小2枚の試験片を80℃±5℃に調整したオーブンで400時間保持し、25℃で24時間冷却した後、ZIEGLER社製スティックスリップ試験機SSP−002に固定し、荷重40N、速度10mm/秒、振幅20mmの条件で3回擦り合わせて異音リスク値を測定し、その最も高い値を異音リスク値とする。
【請求項7】
少なくとも2個の接触用部品を含む構造体であって、該少なくとも2個の接触用部品が請求項5又は6に記載の接触用部品を含むことを特徴とする軋み音低減構造体。
【請求項8】
接触用部品の全てが、請求項5又は6に記載の接触用部品からなることを特徴とする軋み音低減構造体。
【請求項9】
自動車部品、事務機器用部品、住宅用部品、家電用部品であることを特徴とする請求項7又は8に記載の軋み音低減構造体。
【図1】

【図2】
【図2】
【公開番号】特開2013−112812(P2013−112812A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−263491(P2011−263491)
【出願日】平成23年12月1日(2011.12.1)
【出願人】(396021575)テクノポリマー株式会社 (278)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年12月1日(2011.12.1)
【出願人】(396021575)テクノポリマー株式会社 (278)
【Fターム(参考)】
[ Back to top ]