
転がり軸受の軌道輪の製造方法
【課題】軌道輪の密封装置との対向面のみに撥水撥油膜を形成できる量産性に優れた方法を提供する。
【解決手段】高炭素クロム鋼第2種(SUJ2)製の素材を内輪1および外輪2の形状に加工した後、熱処理を施して硬さをHRC60に調整する。次に、内輪1および外輪2の全表面に、撥水撥油膜を形成する撥水撥油膜形成工程を行う。次に、内輪1のシールド5との対向面1b以外の部分を研削する。外輪2のシールド5を取り付ける溝2b以外の部分を研削する。これにより、内輪1のシールド5との対向面1bと、外輪2のシールド5を取り付ける溝2bにのみ、撥水撥油膜が形成された状態にする。
【解決手段】高炭素クロム鋼第2種(SUJ2)製の素材を内輪1および外輪2の形状に加工した後、熱処理を施して硬さをHRC60に調整する。次に、内輪1および外輪2の全表面に、撥水撥油膜を形成する撥水撥油膜形成工程を行う。次に、内輪1のシールド5との対向面1b以外の部分を研削する。外輪2のシールド5を取り付ける溝2b以外の部分を研削する。これにより、内輪1のシールド5との対向面1bと、外輪2のシールド5を取り付ける溝2bにのみ、撥水撥油膜が形成された状態にする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、密封装置を備えた転がり軸受を構成する軌道輪の製造方法に関する。
【背景技術】
【0002】
転がり軸受に低トルク性や低騒音性が求められる場合は、潤滑剤としてグリースでなく潤滑油を使用したり、非接触型の密封装置(シールド、非接触ゴムシール)を使用することが行われる。非接触型の密封装置を使用した場合は、軌道輪と密封装置との間に隙間があるため、そこから潤滑剤が漏出し易い。特に、潤滑剤として潤滑油を使用した場合には、粘性が低いため漏出が生じやすい。
【0003】
転がり軸受の軌道輪と密封装置との隙間から潤滑剤が漏出することを防止するために、軌道輪および密封装置の互いに対向する面に、潤滑剤を弾く撥油膜を形成することが提案されている(特許文献1〜22参照)。しかし、これらの提案は、潤滑油の封入量が少量(オイルプレーティング潤滑で使用される程度の量)である場合には有効であるが、潤滑油の封入量が多い場合、高速回転で使用される場合、高温下で使用される場合等には有効でない。
【0004】
これに対して、特許文献23および24には、高い撥水撥油性が求められる用途に好適な、撥水撥油膜の形成方法が開示されている。
特許文献23の方法は、被成膜部材を、水と少なくとも1種のアルコキシ金属塩とを必須成分とする第一の溶液に接触させた後、pH11〜13のアルカリ性溶液である第二の溶液と接触させることにより、前記被成膜部材の表面に金属酸化物層を形成する第1の工程と、前記第1の工程の後に、前記被成膜部材を、フッ素含有有機化合物を含む溶液である第三の溶液と接触させた後、pH9〜14のアルカリ性溶液である第四の溶液と接触させることにより、前記金属酸化物層の上に撥水撥油層を形成する第2の工程と、を含む撥水撥油膜の形成方法である。
【0005】
特許文献24の方法は、合成樹脂製部材の表面に撥水撥油膜を形成する方法であって、前記部材の表面を親水性にする親水化処理工程と、前記部材を、水と、金属種がシリコン、チタン、もしくはアルミニウムで、アルキル部分の炭素数が1〜6の低級アルキルであるアルキルアルコキシ金属塩、またはハロゲンアルコキシ金属塩と、炭素数1〜6の低級アルコールと、平均粒径が1nm以上200nm以下である金属酸化物微粒子(好ましくは、シリカ、チタニア、またはアルミナからなる微粒子であって、その含有率は0.1重量%以上5.0重量%以下)と、を必須成分とし、pHが6以下である第一の溶液に接触させた後、アルカリ金属塩を含有し、pHが11〜13である第二の溶液に接触させることにより、前記部材の表面に金属酸化物層を形成する金属酸化物層形成工程と、前記金属酸化物層形成工程の後に、前記部材を、シリコン、チタン、またはアルミニウムを含有するフッ素系カップリング剤と、水と、炭素数1〜6の低級アルコールと、を含有し、pHが6以下である第三の溶液に接触させた後に、アルカリ金属塩を含有し、pHが11〜13である第四の溶液に接触させることにより、前記金属酸化物層の上に撥水撥油層を形成する撥水撥油層形成工程と、を含む撥水撥油膜の形成方法である。
【0006】
特許文献24の方法における金属酸化物層形成工程は特許文献23の方法における第1の工程の好適な形態であり、特許文献24の方法における撥水撥油層形成工程は特許文献23の方法における第2の工程の好適な形態である。
また、特許文献24には、転がり軸受の内輪および外輪のシールを取り付けるシール溝に、処理液(前記第一〜第四溶液)を塗布する方法で撥水撥油膜を形成することが記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−226459号公報
【特許文献2】特開平2−78069号公報
【特許文献3】特開平5−34319号公報
【特許文献4】特開平6−66321号公報
【特許文献5】特開平8−210368号公報
【特許文献6】特開平9−166148号公報
【特許文献7】特開平11−62972号公報
【特許文献8】特開平11−62998号公報
【特許文献9】特開平11−257363号公報
【特許文献10】特開2002−221229号公報
【特許文献11】特開2003−254324号公報
【特許文献12】特開2007−10114号公報
【特許文献13】特開2007−57030号公報
【特許文献14】特開2007−162774号公報
【特許文献15】特開2007−333054号公報
【特許文献16】特開2007−255492号公報
【特許文献17】特開2008−256197号公報
【特許文献18】特開2008−223868号公報
【特許文献19】特開2009−115238号公報
【特許文献20】特開2009−121531号公報
【特許文献21】特開2009−12532号公報
【特許文献22】特開2009−174685号公報
【特許文献23】特開2009−220103号公報
【特許文献24】特開2010−162528号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
転がり軸受の軌道輪の密封装置との対向面に撥水撥油膜を形成する場合、撥水撥油膜が軌道輪の軌道面に形成されていると軌道面に潤滑剤が保持されないため、撥水撥油膜が軌道面に形成されないようにする必要がある。
しかし、軌道輪の密封装置との対向面を処理液と接触させる複数の処理液接触工程を経て撥水撥油膜を形成する方法では、前記複数の処理液接触工程として前記対向面のみに処理液を塗布する工程を採用すると、塗布量の制御が難しく、均一な撥水撥油膜を形成することが難しい。すなわち、軌道輪の密封装置との対向面を処理液と接触させる複数の処理液接触工程を経て撥水撥油膜を形成する方法として、量産性に優れた方法が求められている。
この発明の課題は、軌道輪の密封装置との対向面のみに撥水撥油膜を形成できる量産性に優れた方法を提供することである。
【課題を解決するための手段】
【0009】
上記課題を解決するために、この発明は、密封装置を備えた転がり軸受を構成する軌道輪の製造方法であって、軌道輪の密封装置との対向面を処理液と接触させる複数の処理液接触工程を経て、前記対向面に撥水撥油膜を形成する撥水撥油膜形成工程と、軌道輪の軌道面と軸方向端面と内周面または外周面を研削する研削工程とを有し、前記複数の処理液接触工程を軌道輪の全体を前記処理液に浸漬することにより行って、前記軌道輪の全表面に撥水撥油膜を形成した後に、前記研削工程を行って前記対向面に撥水撥油膜を残すことを特徴とする。
【0010】
この発明の方法では、前記複数の処理液接触工程を軌道輪の全体を前記処理液に浸漬することにより行うため、前記複数の処理液接触工程を前記対向面のみに処理液を塗布することにより行う方法で必要な、塗布量の制御が不要であり、容易に均一な撥水撥油膜を形成することができる。
【0011】
前記撥水撥油膜形成工程として、下記の構成(1) および(2) を有する方法を実施すれば、優れた撥水撥油膜を形成することができる。
(1) 前記軌道輪を、水と、金属種がシリコン、チタン、もしくはアルミニウムで、アルキル部分の炭素数が1〜6の低級アルキルであるアルキルアルコキシ金属塩、またはハロゲンアルコキシ金属塩と、炭素数1〜6の低級アルコールと、平均粒径が1nm以上200nm以下であり、シリカ、チタニア、またはアルミナからなる金属酸化物微粒子と、を必須成分とし、前記金属酸化物微粒子の含有率は0.1重量%以上5.0重量%以下であり、pHが6以下である第一の溶液に浸漬した後、アルカリ金属塩を含有し、pHが11〜13である第二の溶液に浸漬することにより、前記軌道輪の表面に金属酸化物層を形成する金属酸化物層形成工程。
【0012】
(2) 前記金属酸化物層形成工程の後に、前記軌道輪を、シリコン、チタン、またはアルミニウムを含有するフッ素系カップリング剤と、水と、炭素数1〜6の低級アルコールと、を含有し、pHが6以下である第三の溶液に浸漬した後に、アルカリ金属塩を含有し、pHが11〜13である第四の溶液に浸漬することにより、前記金属酸化物層の上に撥水撥油層を形成する撥水撥油層形成工程。
【0013】
前記構成(1) および(2) を有する方法によれば、金属酸化物層形成工程で使用する第一の溶液のpHを6以下とすることで、前記アルキルアルコキシ金属塩またはハロゲンアルコキシ金属塩の加水分解反応が促進される。また、第二の溶液のpHを11以上13以下とすることにより、前記加水分解反応生成物の水酸基(−OH)と前記部材の表面の水酸基(−OH)との脱水縮合反応が促進される。その結果、前記部材の表面に金属酸化物層が強固に化学結合された状態で形成される。
【0014】
また、撥水撥油層形成工程で使用する第三の溶液のpHを6以下とすることで、前記フッ素系カップリング剤の加水分解反応が促進される。また、第四の溶液のpHを11以上13以下とすることにより、前記加水分解反応生成物の水酸基(−OH)と前記金属酸化層表面の水酸基(−OH)との脱水縮合反応が促進される。その結果、前記金属酸化物層の表面に撥水撥油層が強固に化学結合された状態で形成される。
【0015】
さらに、金属酸化物層形成工程で、金属酸化物層(アルコキシ金属塩を構成する金属の酸化物からなる層)が被成膜部材表面に生成する際に、第一の溶液に含まれる金属酸化物微粒子が被成膜部材表面に結合することで、金属酸化物層が密に形成される。また、形成された金属酸化物層の表面に微粒子に起因する凹凸が形成されて、表面積率(表面が平滑面であると仮定した面積に対する実際の表面積の比率)が増大する。金属酸化物層の表面積率が増大すると、その上の層である撥水撥油層の表面積率も増大し、密な撥水撥油層が形成されることになるため、撥水撥油膜の撥水撥油性能が向上するとともに、撥水撥油膜が被成膜部材表面に対して強固に結合される。金属酸化物層および撥水撥油層の表面積率は1.1以上であることが好ましい。
【0016】
アルコキシ金属塩(前記アルキルアルコキシ金属塩およびハロゲンアルコキシ金属塩)の具体例としては、金属種がシリコンである、テトラメトキシシラン、テトラエトキシシラン、テトラプロポキシシラン、テトラブトキシシラン、テトラクロロシラン、金属種がチタンである、テトラメトキシチタネート、テトラエトキシチタネート、テトラプロポキシチタネート、テトラブトキシチタネート、金属種がアルミナである、トリメトキシアルミネート、トリエトキシアルミネート、トリプロポキシアルミネートが挙げられる。
【0017】
第一の溶液に含まれる金属酸化物微粒子をなす金属酸化物の金属種とアルコキシ金属塩の金属種は、同じであることが特に好ましい。
金属酸化物微粒子の平均一次粒径は、好ましくは2nm以上100nm以下、より好ましくは2nm以上80nm以下、さらに好ましくは10nm以上50nm以下である。また、平均一次粒径が異なる金属酸化物微粒子を混合して使用することも可能である。平均一次粒径が1nm未満では、表面積率の増大効果が少なく、200nmを超えると、被成膜部材表面から脱落しやすくなる。
【0018】
金属酸化物微粒子の溶液中の含有率は0.1以上3質量%以下とすることが好ましく、0.2質量%以上〜2.5質量%以下がさらに好ましい。金属酸化物微粒子の溶液中の含有率が0.1質量%未満では、金属酸化物層を密にする効果が少なく、5質量%を超えると、被成膜部材表面に金属酸化物の微粒子が過度に重なった状態で堆積することになり、これに伴って微粒子が脱落することで撥水撥油膜に欠陥が生じ易くなる。
【0019】
金属酸化物微粒子の形状は、特に限定はなく、球形、矩形、扁平形、繊維状、ウイスカー状のもの等を使用できる。例えば、繊維状のものであれば、繊維の長さを1nm以上200nm以下とすることができる。また、異なる形状のものを混合して使用してもよい。また、平均一次粒径が1nm以上200nm以下であれば、多孔質のもの等を使用することも可能である。
【0020】
第一の溶液の組成の一例を具体的に述べると、アルコキシ金属塩が1質量%以上10質量%以下、水が1質量%以上20質量%以下、アルコールが30質量%以上95質量%以下、金属酸化物の微粒子が0.1質量%以上5質量%以下であって、塩酸によりpHが6以下に調整されているものである。この場合、塩酸以外の成分をあらかじめ混合し、金属酸化物微粒子が均一になるよう数十分〜数時間攪拌した後、最後に塩酸を用いてpH調整を行うことが好ましい。
前記第二の溶液および第四の溶液は、特に、水酸化ナトリウム水溶液であることが好ましい。また、炭酸ナトリウム、炭酸カリウム、炭酸水素ナトリウム等のアルカリ金属の炭酸塩等も使用できる。また、各種のpH緩衝剤を併用してもよい。
【0021】
また、前記第一の溶液および第三の溶液が炭素数1〜6の低級アルコールを含むことにより、前記アルコキシ金属塩およびフッ素系カップリング剤の溶解度を高め、安定した溶液となる。炭素数1〜6の低級アルコールとしては、メタノール、エタノール、1−プロパノール、2−プロパノール、ブタノール、ヘキサノール、シクロヘキサノール等が好適に使用できる。より好ましくは、エタノールを用いる。
【0022】
前記第三の溶液に含まれる、シリコン、チタン、またはアルミニウムを含有するフッ素系カップリング剤としては、第一の溶液に含まれる金属酸化物微粒子の金属種、あるいは、第一の溶液に含まれるアルコキシ金属塩の金属種と同じ金属種を有するものであることが好ましい。また、金属種がシリコンであるフッ素系カップリング剤(フッ素系シランカップリング剤)を使用することが好ましい。
【0023】
具体的には、1H,1H,2H,2H−パーフルオロデシルトリエトキシシラン、1H,1H,2H,2H−パーフルオロデシルトリメトキシシラン、1H,1H,2H,2H−パーフルオロデシルトリクロロシラン−3−ヘプタフルオロイソプロポキシプロピルトリクロロシラン、1H,1H,2H,2H−パーフルオロドデシルトリエトキシシラン、3−トリフルオロアセトキシプロピルトリメトキシシラン等が使用できる。
【発明の効果】
【0024】
この発明の方法は、軌道輪の密封装置との対向面のみに撥水撥油膜を形成できる量産性に優れた方法である。
【図面の簡単な説明】
【0025】
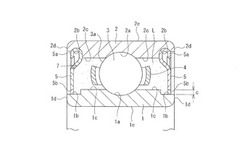
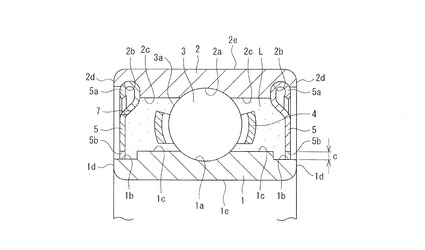
【図1】この発明の一実施形態に相当する方法で製造された内輪および外輪を有する転がり軸受を示す断面図である。
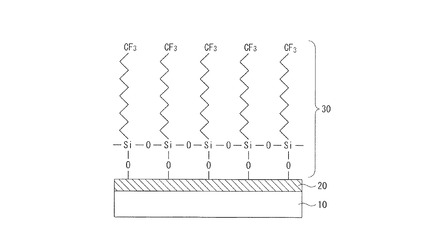
【図2】実施形態の方法で形成された撥水撥油膜の構造を示す図である。
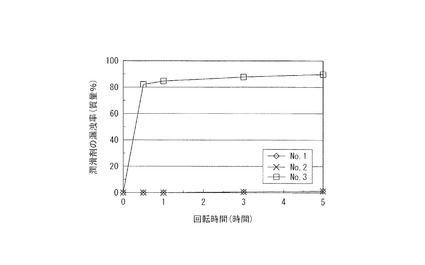
【図3】潤滑油の漏洩試験の結果を示すグラフである。
【発明を実施するための形態】
【0026】
以下、この発明の実施形態について説明する。
図1の転がり軸受は、内輪(軌道輪)1、外輪(軌道輪)2、複数個のボール(転動体)3、保持器4、および2枚のシールド(非接触型の密封装置)5からなる深溝玉軸受である。
内輪1の外周面の軸方向中央に軌道面1aが形成され、内輪1の内周面の軸方向両端部に、シールド5の内縁部5bと対向させる溝1bが形成されている。外輪2の内周面の軸方向中央に軌道面2aが形成され、外輪2の外周面の軸方向両端部に、シールド5の外縁部5bを嵌入する溝2bが形成されている。シールド5の外縁部5aが外輪2の溝2bに加締めにより嵌入され、シールド5の内縁部5bが内輪1の対向面1bと隙間Cを空けて対向している。
【0027】
図1の構造を有する呼び番号6203の深溝玉軸受の内輪1および外輪2を、以下の方法で製造した。
先ず、高炭素クロム鋼第2種(SUJ2)製の素材を内輪1および外輪2の形状に加工した後、熱処理を施して硬さをHRC60に調整した。次に、以下に示す方法で、内輪1および外輪2の全表面に撥水撥油膜を形成する撥水撥油膜形成工程を行った後、研削工程を行った。
【0028】
<撥水撥油膜形成工程>
溶液A〜Cを処理液として用意する。溶液Aは、前記構成(1) と(2) を有する好適な撥水撥油膜形成工程の第一の溶液に相当し、テトラエトキシシラン6.1質量%、水6.1質量%、エタノール87.0質量%、平均一次粒径が30nmのシリカ粒子0.8質量%を含有し、塩酸によりpHを3.0に調整されたものである。なお、溶液Aは、まずエタノールにシリカ粒子を加えて防爆型ホモジナイザーで撹拌した後に、テトラエトキシシランと水と塩酸を加えることにより調製した。
【0029】
溶液Bは、前記構成(1) と(2) を有する好適な撥水撥油膜形成工程の第二および第四の溶液に相当し、pH12の水酸化ナトリウム水溶液である。溶液Cは、前記構成(1) と(2) を有する好適な撥水撥油膜形成工程の第三の溶液に相当し、1H,1H,2H,2H−パーフルオロデシルトリエトキシシラン16.0質量%、水5.5質量%、エタノール78.5質量%を含有し、塩酸によりpHを3.0に調整されたものである。
【0030】
先ず、内輪1および外輪2をメタノール中で超音波洗浄した後、乾燥させた。その直後に、内輪1および外輪2を約25℃の溶液A(調製後30分経過したもの)に30分間浸漬した。浸漬中は緩やかに溶液Aを攪拌した。30分間の浸漬後、内輪1および外輪2を引き上げて、溶液Aの揮発成分が蒸発した後、速やかに約25℃の溶液Bに30分間浸漬した。浸漬中は緩やかに溶液Bを攪拌した。これにより、テトラエトキシシランは加水分解を受けてシラノールになり、続いてシラノールの脱水縮重合によりシリカとなる。
【0031】
次に、内輪1および外輪2を引き上げてエタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、内輪1および外輪2の全表面に、表面が凹凸状のシリカ被膜(金属酸化物層)が形成されている。
次に、内輪1および外輪2を約25℃の溶液C(調製後30分経過したもの)に30分間浸漬した。浸漬中は緩やかに溶液Cを攪拌した。30分間の浸漬後、内輪1および外輪2を引き上げて、速やかに約25℃の溶液B(第四の溶液)に30分間浸漬した。浸漬中は緩やかに溶液Bを攪拌した。30分間の浸漬後、内輪1および外輪2を引き上げてエタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、内輪1および外輪2の全表面には、前述のシリカ被膜(金属酸化物層)の上に撥水撥油層が形成されている。
【0032】
このようにして、図2に示すように、SUJ2製の軌道輪(内輪1および外輪2)10の表面に、シリカ被膜からなり表面が凹凸状の金属酸化物層20が化学結合された状態で形成され、その上に、フルオロアルキルトリシロキサンの単分子膜からなる撥水撥油層30が化学結合された状態で形成された状態となる。
【0033】
<研削工程>
内輪1については、シールド5との対向面1b以外の部分、すなわち、軌道面1a、外周面の軌道面1aと対向面1b以外の部分1cと、軸方向両端面1dと、内周面1eを研削した。外輪2ついては、シールド5を取り付ける溝2b以外の部分、すなわち、軌道面2a、内周面の軌道面2aと対向面2b以外の部分2cと、軸方向両端面2dと、外周面2eを研削した。
これにより、内輪1のシールド5との対向面1bと、外輪2のシールド5を取り付ける溝2bにのみ、撥水撥油膜が形成された状態となる。
【0034】
この実施形態の方法は、前記各工程で処理液の接触を、内輪1のシールド5との対向面1bと外輪2のシールド5を取り付ける溝2bのみに処理液を塗布する方法で撥水撥油膜を形成する方法で必要な、処理液の塗布量の制御が不要であり、容易に均一な撥水撥油膜を形成することができる。よって、この実施形態の方法は量産性に優れている。
【0035】
また、この実施形態の方法では、前記構成(1) と(2) を有する好適な撥水撥油膜形成工程を採用しているため、内輪1のシールド5との対向面1bと外輪2のシールド5を取り付ける溝2bに、優れた撥水撥油性能を有する撥水撥油膜が形成される。
さらに、図1の深溝玉軸受は、一方のシールド5にブリーザー構造が形成されているため、温度上昇等による内圧の上昇が抑制される。
【0036】
[密封軸受としての性能]
次に、上述の実施形態の方法で撥水撥油膜を形成した内輪1と外輪2、特許文献24に記載された方法で撥水撥油膜を形成した内輪1と外輪2、および撥水撥油膜を形成しない内輪1と外輪2を用いて、それぞれ図1の深溝玉軸受を組み立てて、密封軸受としての性能を調べる試験を行った。
【0037】
<サンプルNo.1>
サンプルNo.1の軸受として、上述の実施形態の方法で製造した内輪1および外輪2と、以下の方法で製造したシールド5と、別途用意したボール(転動体)3および保持器4を用いて、図1の構造を有する呼び番号6203の深溝玉軸受を組み立てた。
図1の深溝玉軸受の2枚のシールド5は、冷間圧延鋼板をプレス成形したものであり、一方のシールド5には、軸受内外を連通する直径200μmの貫通孔7が1個、ピンバイスにより形成されている。これにより、一方のシールド5にブリーザー構造が形成されている。この貫通孔7は、内輪1よりも外輪2に近い径方向位置に形成されており、その位置は、内輪1の外周面と外輪2の内周面との間の径方向距離の5/6の位置である。
【0038】
2枚のシールド5に、以下に示す方法で撥水撥油膜を形成した。
先ず、シールド5をメタノール中で超音波洗浄した後、乾燥させた。その直後に、シールド5を約25℃の溶液A(調製後30分経過したもの)に30分間浸漬した。浸漬中は緩やかに溶液Aを攪拌した。30分間の浸漬後、シールド5を引き上げて、溶液Aの揮発成分が蒸発した後、速やかに約25℃の溶液Bに30分間浸漬した。浸漬中は緩やかに溶液Bを攪拌した。これにより、テトラエトキシシランは加水分解を受けてシラノールになり、続いてシラノールの脱水縮重合によりシリカとなる。
【0039】
次に、シールド5を引き上げてエタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、シールド5の全表面に、表面が凹凸状のシリカ被膜(金属酸化物層)が形成されている。
【0040】
次に、シールド5を約25℃の溶液C(調製後30分経過したもの)に30分間浸漬した。浸漬中は緩やかに溶液Cを攪拌した。30分間の浸漬後、シールド5を引き上げて、速やかに約25℃の溶液B(第四の溶液)に30分間浸漬した。浸漬中は緩やかに溶液Bを攪拌した。30分間の浸漬後、シールド5を引き上げてエタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、シールド5の全表面に、前述のシリカ被膜(金属酸化物層)の上に撥水撥油層が形成されている。
【0041】
<サンプルNo.2>
サンプルNo.2の軸受として、下記の方法で製造した内輪1および外輪2と、上述の方法で製造したシールド5と、別途用意したボール(転動体)3および保持器4を用いて、図1の構造を有する呼び番号6203の深溝玉軸受を組み立てた。
内輪1および外輪2は以下の方法で製造した。
先ず、高炭素クロム鋼第2種(SUJ2)製の素材を内輪1および外輪2の形状に加工した後、熱処理を施して硬さをHRC60に調整した。次に、内輪1および外輪2の全表面に研削工程を行った。次に、以下の方法で撥水撥油膜を形成した。
【0042】
先ず、内輪1および外輪2をメタノール中で超音波洗浄した後、乾燥させた。その直後に、内輪1の対向面1bと外輪2の溝2bのみに、約25℃の溶液A(調製後30分経過したもの)を塗布した。溶液Aの揮発成分が蒸発した後、速やかに約25℃の溶液Bを塗布して、30分間放置した。これにより、テトラエトキシシランは加水分解を受けてシラノールになり、続いてシラノールの脱水縮重合によりシリカとなる。
【0043】
次に、内輪1および外輪を2エタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、内輪1の対向面1bと外輪2の溝2bのみに、表面が凹凸状のシリカ被膜(金属酸化物層)が形成されている。
【0044】
次に、内輪1の対向面1bと外輪2の溝2bのみに、約25℃の溶液C(調製後30分経過したもの)を塗布した後、速やかに約25℃の溶液Bをさらに塗布して、30分間放置した。次に、内輪1および外輪2をエタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、内輪1の対向面1bと外輪2の溝2bのみに、前述のシリカ被膜(金属酸化物層)の上に撥水撥油層が形成されている。
これにより、内輪1のシールド5との対向面1bと、外輪2のシールド5を取り付ける溝2bにのみ、撥水撥油膜が形成された状態とした。
【0045】
<サンプルNo.3>
また、撥水撥油膜を形成しない以外は上記と同じ方法で製造した内輪1および外輪2と、撥水撥油膜を形成しない以外は上記と同じ方法で製造したシールド5と、別途用意したボール(転動体)3および保持器4を用いて、No.3の深溝玉軸受を組み立てた。
【0046】
<潤滑油の漏洩試験>
No.1〜No.3の深溝玉軸受の軸受内部空間に0.25gのエステル油を封入して、潤滑油の漏洩試験を行った。このエステル油は、100℃における動粘度が31mm2 /sであり、アミン系酸化防止剤、フェノール系酸化防止剤、防錆剤、および金属不活性化剤が配合されている。
漏洩試験は、No.1〜No.3の深溝玉軸受を、回転速度:5000min-1、アキシアル荷重:19.6N、試験温度:室温の条件で5時間回転させ、この間に転がり軸受から漏洩した潤滑油の量を逐次測定し、潤滑油の漏洩率(潤滑油の漏洩量/封入量)を算出した。その結果を図3のグラフに示す。
【0047】
図3のグラフから分かるように、内輪1、外輪2、およびシールド5のいずれにも撥水撥油膜が形成されていないNo.3の深溝玉軸受は、回転5時間後の潤滑油の漏洩率が約90質量%であった。これに対して、内輪1、外輪2、およびシールド5のいずれにも撥水撥油膜が形成されているNo.1およびNo.2の深溝玉軸受は、回転5時間後の潤滑油の漏洩率が10質量%未満であった。また、研削工程の前に撥水撥油膜を形成したNo.1の深溝玉軸受と、研削工程の後に撥水撥油膜を形成したNo.2の深溝玉軸受とで、潤滑油の漏洩率に違いはなかった。
【符号の説明】
【0048】
1 内輪(軌道輪)
1a 軌道面
1b シールドの内縁部と対向させる溝(密封軸受との対向面)
1c 内輪外周面の軌道面と対向面以外の部分
1d 内輪の軸方向端面
1e 内輪の内周面
2 外輪(軌道輪)
2a 軌道面
2b シールドの外縁部を嵌入する溝(密封軸受との対向面)
2c 外輪内周面の軌道面と溝以外の部分
2d 外輪の軸方向端面
2e 外輪の外周面
3 ボール(転動体)
4 保持器
5 シールド(密封装置)
5a 外縁部
5b 内縁部
7 貫通孔
10 軌道輪
20 金属酸化物層
30 撥水撥油層
C シールドと内輪との隙間
L 潤滑剤
【技術分野】
【0001】
この発明は、密封装置を備えた転がり軸受を構成する軌道輪の製造方法に関する。
【背景技術】
【0002】
転がり軸受に低トルク性や低騒音性が求められる場合は、潤滑剤としてグリースでなく潤滑油を使用したり、非接触型の密封装置(シールド、非接触ゴムシール)を使用することが行われる。非接触型の密封装置を使用した場合は、軌道輪と密封装置との間に隙間があるため、そこから潤滑剤が漏出し易い。特に、潤滑剤として潤滑油を使用した場合には、粘性が低いため漏出が生じやすい。
【0003】
転がり軸受の軌道輪と密封装置との隙間から潤滑剤が漏出することを防止するために、軌道輪および密封装置の互いに対向する面に、潤滑剤を弾く撥油膜を形成することが提案されている(特許文献1〜22参照)。しかし、これらの提案は、潤滑油の封入量が少量(オイルプレーティング潤滑で使用される程度の量)である場合には有効であるが、潤滑油の封入量が多い場合、高速回転で使用される場合、高温下で使用される場合等には有効でない。
【0004】
これに対して、特許文献23および24には、高い撥水撥油性が求められる用途に好適な、撥水撥油膜の形成方法が開示されている。
特許文献23の方法は、被成膜部材を、水と少なくとも1種のアルコキシ金属塩とを必須成分とする第一の溶液に接触させた後、pH11〜13のアルカリ性溶液である第二の溶液と接触させることにより、前記被成膜部材の表面に金属酸化物層を形成する第1の工程と、前記第1の工程の後に、前記被成膜部材を、フッ素含有有機化合物を含む溶液である第三の溶液と接触させた後、pH9〜14のアルカリ性溶液である第四の溶液と接触させることにより、前記金属酸化物層の上に撥水撥油層を形成する第2の工程と、を含む撥水撥油膜の形成方法である。
【0005】
特許文献24の方法は、合成樹脂製部材の表面に撥水撥油膜を形成する方法であって、前記部材の表面を親水性にする親水化処理工程と、前記部材を、水と、金属種がシリコン、チタン、もしくはアルミニウムで、アルキル部分の炭素数が1〜6の低級アルキルであるアルキルアルコキシ金属塩、またはハロゲンアルコキシ金属塩と、炭素数1〜6の低級アルコールと、平均粒径が1nm以上200nm以下である金属酸化物微粒子(好ましくは、シリカ、チタニア、またはアルミナからなる微粒子であって、その含有率は0.1重量%以上5.0重量%以下)と、を必須成分とし、pHが6以下である第一の溶液に接触させた後、アルカリ金属塩を含有し、pHが11〜13である第二の溶液に接触させることにより、前記部材の表面に金属酸化物層を形成する金属酸化物層形成工程と、前記金属酸化物層形成工程の後に、前記部材を、シリコン、チタン、またはアルミニウムを含有するフッ素系カップリング剤と、水と、炭素数1〜6の低級アルコールと、を含有し、pHが6以下である第三の溶液に接触させた後に、アルカリ金属塩を含有し、pHが11〜13である第四の溶液に接触させることにより、前記金属酸化物層の上に撥水撥油層を形成する撥水撥油層形成工程と、を含む撥水撥油膜の形成方法である。
【0006】
特許文献24の方法における金属酸化物層形成工程は特許文献23の方法における第1の工程の好適な形態であり、特許文献24の方法における撥水撥油層形成工程は特許文献23の方法における第2の工程の好適な形態である。
また、特許文献24には、転がり軸受の内輪および外輪のシールを取り付けるシール溝に、処理液(前記第一〜第四溶液)を塗布する方法で撥水撥油膜を形成することが記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2006−226459号公報
【特許文献2】特開平2−78069号公報
【特許文献3】特開平5−34319号公報
【特許文献4】特開平6−66321号公報
【特許文献5】特開平8−210368号公報
【特許文献6】特開平9−166148号公報
【特許文献7】特開平11−62972号公報
【特許文献8】特開平11−62998号公報
【特許文献9】特開平11−257363号公報
【特許文献10】特開2002−221229号公報
【特許文献11】特開2003−254324号公報
【特許文献12】特開2007−10114号公報
【特許文献13】特開2007−57030号公報
【特許文献14】特開2007−162774号公報
【特許文献15】特開2007−333054号公報
【特許文献16】特開2007−255492号公報
【特許文献17】特開2008−256197号公報
【特許文献18】特開2008−223868号公報
【特許文献19】特開2009−115238号公報
【特許文献20】特開2009−121531号公報
【特許文献21】特開2009−12532号公報
【特許文献22】特開2009−174685号公報
【特許文献23】特開2009−220103号公報
【特許文献24】特開2010−162528号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
転がり軸受の軌道輪の密封装置との対向面に撥水撥油膜を形成する場合、撥水撥油膜が軌道輪の軌道面に形成されていると軌道面に潤滑剤が保持されないため、撥水撥油膜が軌道面に形成されないようにする必要がある。
しかし、軌道輪の密封装置との対向面を処理液と接触させる複数の処理液接触工程を経て撥水撥油膜を形成する方法では、前記複数の処理液接触工程として前記対向面のみに処理液を塗布する工程を採用すると、塗布量の制御が難しく、均一な撥水撥油膜を形成することが難しい。すなわち、軌道輪の密封装置との対向面を処理液と接触させる複数の処理液接触工程を経て撥水撥油膜を形成する方法として、量産性に優れた方法が求められている。
この発明の課題は、軌道輪の密封装置との対向面のみに撥水撥油膜を形成できる量産性に優れた方法を提供することである。
【課題を解決するための手段】
【0009】
上記課題を解決するために、この発明は、密封装置を備えた転がり軸受を構成する軌道輪の製造方法であって、軌道輪の密封装置との対向面を処理液と接触させる複数の処理液接触工程を経て、前記対向面に撥水撥油膜を形成する撥水撥油膜形成工程と、軌道輪の軌道面と軸方向端面と内周面または外周面を研削する研削工程とを有し、前記複数の処理液接触工程を軌道輪の全体を前記処理液に浸漬することにより行って、前記軌道輪の全表面に撥水撥油膜を形成した後に、前記研削工程を行って前記対向面に撥水撥油膜を残すことを特徴とする。
【0010】
この発明の方法では、前記複数の処理液接触工程を軌道輪の全体を前記処理液に浸漬することにより行うため、前記複数の処理液接触工程を前記対向面のみに処理液を塗布することにより行う方法で必要な、塗布量の制御が不要であり、容易に均一な撥水撥油膜を形成することができる。
【0011】
前記撥水撥油膜形成工程として、下記の構成(1) および(2) を有する方法を実施すれば、優れた撥水撥油膜を形成することができる。
(1) 前記軌道輪を、水と、金属種がシリコン、チタン、もしくはアルミニウムで、アルキル部分の炭素数が1〜6の低級アルキルであるアルキルアルコキシ金属塩、またはハロゲンアルコキシ金属塩と、炭素数1〜6の低級アルコールと、平均粒径が1nm以上200nm以下であり、シリカ、チタニア、またはアルミナからなる金属酸化物微粒子と、を必須成分とし、前記金属酸化物微粒子の含有率は0.1重量%以上5.0重量%以下であり、pHが6以下である第一の溶液に浸漬した後、アルカリ金属塩を含有し、pHが11〜13である第二の溶液に浸漬することにより、前記軌道輪の表面に金属酸化物層を形成する金属酸化物層形成工程。
【0012】
(2) 前記金属酸化物層形成工程の後に、前記軌道輪を、シリコン、チタン、またはアルミニウムを含有するフッ素系カップリング剤と、水と、炭素数1〜6の低級アルコールと、を含有し、pHが6以下である第三の溶液に浸漬した後に、アルカリ金属塩を含有し、pHが11〜13である第四の溶液に浸漬することにより、前記金属酸化物層の上に撥水撥油層を形成する撥水撥油層形成工程。
【0013】
前記構成(1) および(2) を有する方法によれば、金属酸化物層形成工程で使用する第一の溶液のpHを6以下とすることで、前記アルキルアルコキシ金属塩またはハロゲンアルコキシ金属塩の加水分解反応が促進される。また、第二の溶液のpHを11以上13以下とすることにより、前記加水分解反応生成物の水酸基(−OH)と前記部材の表面の水酸基(−OH)との脱水縮合反応が促進される。その結果、前記部材の表面に金属酸化物層が強固に化学結合された状態で形成される。
【0014】
また、撥水撥油層形成工程で使用する第三の溶液のpHを6以下とすることで、前記フッ素系カップリング剤の加水分解反応が促進される。また、第四の溶液のpHを11以上13以下とすることにより、前記加水分解反応生成物の水酸基(−OH)と前記金属酸化層表面の水酸基(−OH)との脱水縮合反応が促進される。その結果、前記金属酸化物層の表面に撥水撥油層が強固に化学結合された状態で形成される。
【0015】
さらに、金属酸化物層形成工程で、金属酸化物層(アルコキシ金属塩を構成する金属の酸化物からなる層)が被成膜部材表面に生成する際に、第一の溶液に含まれる金属酸化物微粒子が被成膜部材表面に結合することで、金属酸化物層が密に形成される。また、形成された金属酸化物層の表面に微粒子に起因する凹凸が形成されて、表面積率(表面が平滑面であると仮定した面積に対する実際の表面積の比率)が増大する。金属酸化物層の表面積率が増大すると、その上の層である撥水撥油層の表面積率も増大し、密な撥水撥油層が形成されることになるため、撥水撥油膜の撥水撥油性能が向上するとともに、撥水撥油膜が被成膜部材表面に対して強固に結合される。金属酸化物層および撥水撥油層の表面積率は1.1以上であることが好ましい。
【0016】
アルコキシ金属塩(前記アルキルアルコキシ金属塩およびハロゲンアルコキシ金属塩)の具体例としては、金属種がシリコンである、テトラメトキシシラン、テトラエトキシシラン、テトラプロポキシシラン、テトラブトキシシラン、テトラクロロシラン、金属種がチタンである、テトラメトキシチタネート、テトラエトキシチタネート、テトラプロポキシチタネート、テトラブトキシチタネート、金属種がアルミナである、トリメトキシアルミネート、トリエトキシアルミネート、トリプロポキシアルミネートが挙げられる。
【0017】
第一の溶液に含まれる金属酸化物微粒子をなす金属酸化物の金属種とアルコキシ金属塩の金属種は、同じであることが特に好ましい。
金属酸化物微粒子の平均一次粒径は、好ましくは2nm以上100nm以下、より好ましくは2nm以上80nm以下、さらに好ましくは10nm以上50nm以下である。また、平均一次粒径が異なる金属酸化物微粒子を混合して使用することも可能である。平均一次粒径が1nm未満では、表面積率の増大効果が少なく、200nmを超えると、被成膜部材表面から脱落しやすくなる。
【0018】
金属酸化物微粒子の溶液中の含有率は0.1以上3質量%以下とすることが好ましく、0.2質量%以上〜2.5質量%以下がさらに好ましい。金属酸化物微粒子の溶液中の含有率が0.1質量%未満では、金属酸化物層を密にする効果が少なく、5質量%を超えると、被成膜部材表面に金属酸化物の微粒子が過度に重なった状態で堆積することになり、これに伴って微粒子が脱落することで撥水撥油膜に欠陥が生じ易くなる。
【0019】
金属酸化物微粒子の形状は、特に限定はなく、球形、矩形、扁平形、繊維状、ウイスカー状のもの等を使用できる。例えば、繊維状のものであれば、繊維の長さを1nm以上200nm以下とすることができる。また、異なる形状のものを混合して使用してもよい。また、平均一次粒径が1nm以上200nm以下であれば、多孔質のもの等を使用することも可能である。
【0020】
第一の溶液の組成の一例を具体的に述べると、アルコキシ金属塩が1質量%以上10質量%以下、水が1質量%以上20質量%以下、アルコールが30質量%以上95質量%以下、金属酸化物の微粒子が0.1質量%以上5質量%以下であって、塩酸によりpHが6以下に調整されているものである。この場合、塩酸以外の成分をあらかじめ混合し、金属酸化物微粒子が均一になるよう数十分〜数時間攪拌した後、最後に塩酸を用いてpH調整を行うことが好ましい。
前記第二の溶液および第四の溶液は、特に、水酸化ナトリウム水溶液であることが好ましい。また、炭酸ナトリウム、炭酸カリウム、炭酸水素ナトリウム等のアルカリ金属の炭酸塩等も使用できる。また、各種のpH緩衝剤を併用してもよい。
【0021】
また、前記第一の溶液および第三の溶液が炭素数1〜6の低級アルコールを含むことにより、前記アルコキシ金属塩およびフッ素系カップリング剤の溶解度を高め、安定した溶液となる。炭素数1〜6の低級アルコールとしては、メタノール、エタノール、1−プロパノール、2−プロパノール、ブタノール、ヘキサノール、シクロヘキサノール等が好適に使用できる。より好ましくは、エタノールを用いる。
【0022】
前記第三の溶液に含まれる、シリコン、チタン、またはアルミニウムを含有するフッ素系カップリング剤としては、第一の溶液に含まれる金属酸化物微粒子の金属種、あるいは、第一の溶液に含まれるアルコキシ金属塩の金属種と同じ金属種を有するものであることが好ましい。また、金属種がシリコンであるフッ素系カップリング剤(フッ素系シランカップリング剤)を使用することが好ましい。
【0023】
具体的には、1H,1H,2H,2H−パーフルオロデシルトリエトキシシラン、1H,1H,2H,2H−パーフルオロデシルトリメトキシシラン、1H,1H,2H,2H−パーフルオロデシルトリクロロシラン−3−ヘプタフルオロイソプロポキシプロピルトリクロロシラン、1H,1H,2H,2H−パーフルオロドデシルトリエトキシシラン、3−トリフルオロアセトキシプロピルトリメトキシシラン等が使用できる。
【発明の効果】
【0024】
この発明の方法は、軌道輪の密封装置との対向面のみに撥水撥油膜を形成できる量産性に優れた方法である。
【図面の簡単な説明】
【0025】
【図1】この発明の一実施形態に相当する方法で製造された内輪および外輪を有する転がり軸受を示す断面図である。
【図2】実施形態の方法で形成された撥水撥油膜の構造を示す図である。
【図3】潤滑油の漏洩試験の結果を示すグラフである。
【発明を実施するための形態】
【0026】
以下、この発明の実施形態について説明する。
図1の転がり軸受は、内輪(軌道輪)1、外輪(軌道輪)2、複数個のボール(転動体)3、保持器4、および2枚のシールド(非接触型の密封装置)5からなる深溝玉軸受である。
内輪1の外周面の軸方向中央に軌道面1aが形成され、内輪1の内周面の軸方向両端部に、シールド5の内縁部5bと対向させる溝1bが形成されている。外輪2の内周面の軸方向中央に軌道面2aが形成され、外輪2の外周面の軸方向両端部に、シールド5の外縁部5bを嵌入する溝2bが形成されている。シールド5の外縁部5aが外輪2の溝2bに加締めにより嵌入され、シールド5の内縁部5bが内輪1の対向面1bと隙間Cを空けて対向している。
【0027】
図1の構造を有する呼び番号6203の深溝玉軸受の内輪1および外輪2を、以下の方法で製造した。
先ず、高炭素クロム鋼第2種(SUJ2)製の素材を内輪1および外輪2の形状に加工した後、熱処理を施して硬さをHRC60に調整した。次に、以下に示す方法で、内輪1および外輪2の全表面に撥水撥油膜を形成する撥水撥油膜形成工程を行った後、研削工程を行った。
【0028】
<撥水撥油膜形成工程>
溶液A〜Cを処理液として用意する。溶液Aは、前記構成(1) と(2) を有する好適な撥水撥油膜形成工程の第一の溶液に相当し、テトラエトキシシラン6.1質量%、水6.1質量%、エタノール87.0質量%、平均一次粒径が30nmのシリカ粒子0.8質量%を含有し、塩酸によりpHを3.0に調整されたものである。なお、溶液Aは、まずエタノールにシリカ粒子を加えて防爆型ホモジナイザーで撹拌した後に、テトラエトキシシランと水と塩酸を加えることにより調製した。
【0029】
溶液Bは、前記構成(1) と(2) を有する好適な撥水撥油膜形成工程の第二および第四の溶液に相当し、pH12の水酸化ナトリウム水溶液である。溶液Cは、前記構成(1) と(2) を有する好適な撥水撥油膜形成工程の第三の溶液に相当し、1H,1H,2H,2H−パーフルオロデシルトリエトキシシラン16.0質量%、水5.5質量%、エタノール78.5質量%を含有し、塩酸によりpHを3.0に調整されたものである。
【0030】
先ず、内輪1および外輪2をメタノール中で超音波洗浄した後、乾燥させた。その直後に、内輪1および外輪2を約25℃の溶液A(調製後30分経過したもの)に30分間浸漬した。浸漬中は緩やかに溶液Aを攪拌した。30分間の浸漬後、内輪1および外輪2を引き上げて、溶液Aの揮発成分が蒸発した後、速やかに約25℃の溶液Bに30分間浸漬した。浸漬中は緩やかに溶液Bを攪拌した。これにより、テトラエトキシシランは加水分解を受けてシラノールになり、続いてシラノールの脱水縮重合によりシリカとなる。
【0031】
次に、内輪1および外輪2を引き上げてエタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、内輪1および外輪2の全表面に、表面が凹凸状のシリカ被膜(金属酸化物層)が形成されている。
次に、内輪1および外輪2を約25℃の溶液C(調製後30分経過したもの)に30分間浸漬した。浸漬中は緩やかに溶液Cを攪拌した。30分間の浸漬後、内輪1および外輪2を引き上げて、速やかに約25℃の溶液B(第四の溶液)に30分間浸漬した。浸漬中は緩やかに溶液Bを攪拌した。30分間の浸漬後、内輪1および外輪2を引き上げてエタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、内輪1および外輪2の全表面には、前述のシリカ被膜(金属酸化物層)の上に撥水撥油層が形成されている。
【0032】
このようにして、図2に示すように、SUJ2製の軌道輪(内輪1および外輪2)10の表面に、シリカ被膜からなり表面が凹凸状の金属酸化物層20が化学結合された状態で形成され、その上に、フルオロアルキルトリシロキサンの単分子膜からなる撥水撥油層30が化学結合された状態で形成された状態となる。
【0033】
<研削工程>
内輪1については、シールド5との対向面1b以外の部分、すなわち、軌道面1a、外周面の軌道面1aと対向面1b以外の部分1cと、軸方向両端面1dと、内周面1eを研削した。外輪2ついては、シールド5を取り付ける溝2b以外の部分、すなわち、軌道面2a、内周面の軌道面2aと対向面2b以外の部分2cと、軸方向両端面2dと、外周面2eを研削した。
これにより、内輪1のシールド5との対向面1bと、外輪2のシールド5を取り付ける溝2bにのみ、撥水撥油膜が形成された状態となる。
【0034】
この実施形態の方法は、前記各工程で処理液の接触を、内輪1のシールド5との対向面1bと外輪2のシールド5を取り付ける溝2bのみに処理液を塗布する方法で撥水撥油膜を形成する方法で必要な、処理液の塗布量の制御が不要であり、容易に均一な撥水撥油膜を形成することができる。よって、この実施形態の方法は量産性に優れている。
【0035】
また、この実施形態の方法では、前記構成(1) と(2) を有する好適な撥水撥油膜形成工程を採用しているため、内輪1のシールド5との対向面1bと外輪2のシールド5を取り付ける溝2bに、優れた撥水撥油性能を有する撥水撥油膜が形成される。
さらに、図1の深溝玉軸受は、一方のシールド5にブリーザー構造が形成されているため、温度上昇等による内圧の上昇が抑制される。
【0036】
[密封軸受としての性能]
次に、上述の実施形態の方法で撥水撥油膜を形成した内輪1と外輪2、特許文献24に記載された方法で撥水撥油膜を形成した内輪1と外輪2、および撥水撥油膜を形成しない内輪1と外輪2を用いて、それぞれ図1の深溝玉軸受を組み立てて、密封軸受としての性能を調べる試験を行った。
【0037】
<サンプルNo.1>
サンプルNo.1の軸受として、上述の実施形態の方法で製造した内輪1および外輪2と、以下の方法で製造したシールド5と、別途用意したボール(転動体)3および保持器4を用いて、図1の構造を有する呼び番号6203の深溝玉軸受を組み立てた。
図1の深溝玉軸受の2枚のシールド5は、冷間圧延鋼板をプレス成形したものであり、一方のシールド5には、軸受内外を連通する直径200μmの貫通孔7が1個、ピンバイスにより形成されている。これにより、一方のシールド5にブリーザー構造が形成されている。この貫通孔7は、内輪1よりも外輪2に近い径方向位置に形成されており、その位置は、内輪1の外周面と外輪2の内周面との間の径方向距離の5/6の位置である。
【0038】
2枚のシールド5に、以下に示す方法で撥水撥油膜を形成した。
先ず、シールド5をメタノール中で超音波洗浄した後、乾燥させた。その直後に、シールド5を約25℃の溶液A(調製後30分経過したもの)に30分間浸漬した。浸漬中は緩やかに溶液Aを攪拌した。30分間の浸漬後、シールド5を引き上げて、溶液Aの揮発成分が蒸発した後、速やかに約25℃の溶液Bに30分間浸漬した。浸漬中は緩やかに溶液Bを攪拌した。これにより、テトラエトキシシランは加水分解を受けてシラノールになり、続いてシラノールの脱水縮重合によりシリカとなる。
【0039】
次に、シールド5を引き上げてエタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、シールド5の全表面に、表面が凹凸状のシリカ被膜(金属酸化物層)が形成されている。
【0040】
次に、シールド5を約25℃の溶液C(調製後30分経過したもの)に30分間浸漬した。浸漬中は緩やかに溶液Cを攪拌した。30分間の浸漬後、シールド5を引き上げて、速やかに約25℃の溶液B(第四の溶液)に30分間浸漬した。浸漬中は緩やかに溶液Bを攪拌した。30分間の浸漬後、シールド5を引き上げてエタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、シールド5の全表面に、前述のシリカ被膜(金属酸化物層)の上に撥水撥油層が形成されている。
【0041】
<サンプルNo.2>
サンプルNo.2の軸受として、下記の方法で製造した内輪1および外輪2と、上述の方法で製造したシールド5と、別途用意したボール(転動体)3および保持器4を用いて、図1の構造を有する呼び番号6203の深溝玉軸受を組み立てた。
内輪1および外輪2は以下の方法で製造した。
先ず、高炭素クロム鋼第2種(SUJ2)製の素材を内輪1および外輪2の形状に加工した後、熱処理を施して硬さをHRC60に調整した。次に、内輪1および外輪2の全表面に研削工程を行った。次に、以下の方法で撥水撥油膜を形成した。
【0042】
先ず、内輪1および外輪2をメタノール中で超音波洗浄した後、乾燥させた。その直後に、内輪1の対向面1bと外輪2の溝2bのみに、約25℃の溶液A(調製後30分経過したもの)を塗布した。溶液Aの揮発成分が蒸発した後、速やかに約25℃の溶液Bを塗布して、30分間放置した。これにより、テトラエトキシシランは加水分解を受けてシラノールになり、続いてシラノールの脱水縮重合によりシリカとなる。
【0043】
次に、内輪1および外輪を2エタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、内輪1の対向面1bと外輪2の溝2bのみに、表面が凹凸状のシリカ被膜(金属酸化物層)が形成されている。
【0044】
次に、内輪1の対向面1bと外輪2の溝2bのみに、約25℃の溶液C(調製後30分経過したもの)を塗布した後、速やかに約25℃の溶液Bをさらに塗布して、30分間放置した。次に、内輪1および外輪2をエタノールで洗浄した後、160℃のクリーンオーブン中で30分間乾燥を行った。そして、冷却後に、エタノール中で超音波洗浄を行った。この段階で、内輪1の対向面1bと外輪2の溝2bのみに、前述のシリカ被膜(金属酸化物層)の上に撥水撥油層が形成されている。
これにより、内輪1のシールド5との対向面1bと、外輪2のシールド5を取り付ける溝2bにのみ、撥水撥油膜が形成された状態とした。
【0045】
<サンプルNo.3>
また、撥水撥油膜を形成しない以外は上記と同じ方法で製造した内輪1および外輪2と、撥水撥油膜を形成しない以外は上記と同じ方法で製造したシールド5と、別途用意したボール(転動体)3および保持器4を用いて、No.3の深溝玉軸受を組み立てた。
【0046】
<潤滑油の漏洩試験>
No.1〜No.3の深溝玉軸受の軸受内部空間に0.25gのエステル油を封入して、潤滑油の漏洩試験を行った。このエステル油は、100℃における動粘度が31mm2 /sであり、アミン系酸化防止剤、フェノール系酸化防止剤、防錆剤、および金属不活性化剤が配合されている。
漏洩試験は、No.1〜No.3の深溝玉軸受を、回転速度:5000min-1、アキシアル荷重:19.6N、試験温度:室温の条件で5時間回転させ、この間に転がり軸受から漏洩した潤滑油の量を逐次測定し、潤滑油の漏洩率(潤滑油の漏洩量/封入量)を算出した。その結果を図3のグラフに示す。
【0047】
図3のグラフから分かるように、内輪1、外輪2、およびシールド5のいずれにも撥水撥油膜が形成されていないNo.3の深溝玉軸受は、回転5時間後の潤滑油の漏洩率が約90質量%であった。これに対して、内輪1、外輪2、およびシールド5のいずれにも撥水撥油膜が形成されているNo.1およびNo.2の深溝玉軸受は、回転5時間後の潤滑油の漏洩率が10質量%未満であった。また、研削工程の前に撥水撥油膜を形成したNo.1の深溝玉軸受と、研削工程の後に撥水撥油膜を形成したNo.2の深溝玉軸受とで、潤滑油の漏洩率に違いはなかった。
【符号の説明】
【0048】
1 内輪(軌道輪)
1a 軌道面
1b シールドの内縁部と対向させる溝(密封軸受との対向面)
1c 内輪外周面の軌道面と対向面以外の部分
1d 内輪の軸方向端面
1e 内輪の内周面
2 外輪(軌道輪)
2a 軌道面
2b シールドの外縁部を嵌入する溝(密封軸受との対向面)
2c 外輪内周面の軌道面と溝以外の部分
2d 外輪の軸方向端面
2e 外輪の外周面
3 ボール(転動体)
4 保持器
5 シールド(密封装置)
5a 外縁部
5b 内縁部
7 貫通孔
10 軌道輪
20 金属酸化物層
30 撥水撥油層
C シールドと内輪との隙間
L 潤滑剤
【特許請求の範囲】
【請求項1】
密封装置を備えた転がり軸受を構成する軌道輪の製造方法であって、
軌道輪の密封装置との対向面を処理液と接触させる複数の処理液接触工程を経て、前記対向面に撥水撥油膜を形成する撥水撥油膜形成工程と、軌道輪の軌道面と軸方向端面と内周面または外周面を研削する研削工程とを有し、
前記複数の処理液接触工程を軌道輪の全体を前記処理液に浸漬することにより行って、前記軌道輪の全表面に撥水撥油膜を形成した後に、前記研削工程を行って前記対向面に撥水撥油膜を残すことを特徴とする転がり軸受の軌道輪の製造方法。
【請求項2】
前記撥水撥油膜形成工程は、
前記軌道輪を、水と、金属種がシリコン、チタン、もしくはアルミニウムで、アルキル部分の炭素数が1〜6の低級アルキルであるアルキルアルコキシ金属塩、またはハロゲンアルコキシ金属塩と、炭素数1〜6の低級アルコールと、平均粒径が1nm以上200nm以下であり、シリカ、チタニア、またはアルミナからなる金属酸化物微粒子と、を必須成分とし、前記金属酸化物微粒子の含有率は0.1重量%以上5.0重量%以下であり、pHが6以下である第一の溶液に浸漬した後、アルカリ金属塩を含有し、pHが11〜13である第二の溶液に浸漬することにより、前記軌道輪の表面に金属酸化物層を形成する金属酸化物層形成工程と、
前記金属酸化物層形成工程の後に、前記軌道輪を、シリコン、チタン、またはアルミニウムを含有するフッ素系カップリング剤と、水と、炭素数1〜6の低級アルコールと、を含有し、pHが6以下である第三の溶液に浸漬した後に、アルカリ金属塩を含有し、pHが11〜13である第四の溶液に浸漬することにより、前記金属酸化物層の上に撥水撥油層を形成する撥水撥油層形成工程と、を有する方法である請求項1記載の転がり軸受の軌道輪の製造方法。
【請求項1】
密封装置を備えた転がり軸受を構成する軌道輪の製造方法であって、
軌道輪の密封装置との対向面を処理液と接触させる複数の処理液接触工程を経て、前記対向面に撥水撥油膜を形成する撥水撥油膜形成工程と、軌道輪の軌道面と軸方向端面と内周面または外周面を研削する研削工程とを有し、
前記複数の処理液接触工程を軌道輪の全体を前記処理液に浸漬することにより行って、前記軌道輪の全表面に撥水撥油膜を形成した後に、前記研削工程を行って前記対向面に撥水撥油膜を残すことを特徴とする転がり軸受の軌道輪の製造方法。
【請求項2】
前記撥水撥油膜形成工程は、
前記軌道輪を、水と、金属種がシリコン、チタン、もしくはアルミニウムで、アルキル部分の炭素数が1〜6の低級アルキルであるアルキルアルコキシ金属塩、またはハロゲンアルコキシ金属塩と、炭素数1〜6の低級アルコールと、平均粒径が1nm以上200nm以下であり、シリカ、チタニア、またはアルミナからなる金属酸化物微粒子と、を必須成分とし、前記金属酸化物微粒子の含有率は0.1重量%以上5.0重量%以下であり、pHが6以下である第一の溶液に浸漬した後、アルカリ金属塩を含有し、pHが11〜13である第二の溶液に浸漬することにより、前記軌道輪の表面に金属酸化物層を形成する金属酸化物層形成工程と、
前記金属酸化物層形成工程の後に、前記軌道輪を、シリコン、チタン、またはアルミニウムを含有するフッ素系カップリング剤と、水と、炭素数1〜6の低級アルコールと、を含有し、pHが6以下である第三の溶液に浸漬した後に、アルカリ金属塩を含有し、pHが11〜13である第四の溶液に浸漬することにより、前記金属酸化物層の上に撥水撥油層を形成する撥水撥油層形成工程と、を有する方法である請求項1記載の転がり軸受の軌道輪の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−15178(P2013−15178A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−147624(P2011−147624)
【出願日】平成23年7月1日(2011.7.1)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月1日(2011.7.1)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]