
転がり軸受保持器
【課題】質量を著しく増大させずに保持器音の発生を抑制できる転がり軸受用合成樹脂製保持器を提供すること。
【解決手段】引張り強度が3〜8.5GPa、引張り弾性率が220〜700GPa、伸度が1.0〜2.2%である炭素繊維に熱硬化性樹脂を含浸させた後、円環状に形成して硬化させた炭素繊維強化樹脂からなる芯材10aを、保持器の射出成形時に保持器円環部10の少なくとも1箇所にインサートすることで、円環部10の全周にわたり炭素繊維強化樹脂の芯材10aがインサートされた合成樹脂製保持器1を得る。
【解決手段】引張り強度が3〜8.5GPa、引張り弾性率が220〜700GPa、伸度が1.0〜2.2%である炭素繊維に熱硬化性樹脂を含浸させた後、円環状に形成して硬化させた炭素繊維強化樹脂からなる芯材10aを、保持器の射出成形時に保持器円環部10の少なくとも1箇所にインサートすることで、円環部10の全周にわたり炭素繊維強化樹脂の芯材10aがインサートされた合成樹脂製保持器1を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、転がり軸受用の保持器、特に射出成形により製造される樹脂保持器に関するものである。
【背景技術】
【0002】
近年工作機械や自動車、鉄道等で使用される転がり軸受には、高回転速度で長時間安定して稼動することが要求されている。その為、転がり軸受の振動や音響の低減策が種々検討されている。
転がり軸受から発せられる振動のひとつとして、保持器音がある。 保持器音は、転がり軸受の回転に伴い保持器と、内輪や外輪、或いは転動体が接触することにより、保持器自体が振動して音を発するという課題があった。
【0003】
保持器音を低減を図る手法として、制振合金製の芯材にプラスチック材料を肉付けした樹脂保持器が開示されている(先行技術文献1)。また、保持器材料に、高剛性で制振性の高いマグネシウム合金を用いる手法が開示されている。(先行技術文献2)
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−294459号公報
【特許文献2】特開2000−240659号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記先行技術による手法では、制振材料に金属を用いる為、全合成樹脂製保持器に較べて質量が増大するという問題があった。
そこで、本発明は、質量の著しい増大なしに、保持器音の発生を抑えることができる樹脂製保持器を提供することを課題としている。
【課題を解決するための手段】
【0006】
上記問題を解決するために、請求項1に記載の発明は、転がり軸受用合成樹脂製保持器であって、円環状の基部の少なくとも1箇所に炭素繊維強化樹脂からなる芯材を、射出成形時にインサートすることにより前記基部の全周にわたり非分離に設けたことを特徴としている。
【0007】
また、請求項2に記載の発明は、請求項1に記載の転がり軸受用合成樹脂製保持器において、前記芯材で使用される炭素繊維の引張り強度が3〜8.5GPa、引張り弾性率が220〜700GPa、伸度が1.0〜2.2%であることを特徴としている。
【0008】
また、請求項3に記載の発明は、請求項1、2に記載の転がり軸受用合成樹脂製保持器において、使用される樹脂は、ポリアミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルケトン樹脂、ポリフタルアミド樹脂、熱可塑性ポリイミド樹脂の、いずれかの熱可塑性樹脂であることを特徴としている。
【0009】
また、請求項4に記載の発明は、請求項1、2に記載の転がり軸受用合成樹脂製保持器において、使用される樹脂は、エポキシ樹脂、フェノール樹脂、芳香族ポリイミド樹脂の、いずれかの熱硬化性樹脂であることを特徴とする転がり軸受用合成樹脂製保持器を特徴としている。
【発明の効果】
【0010】
本発明は以上のような構成を有しており、質量の著しく増大することなしに、保持器に生じる振動を抑制して保持器音を低減することが可能であるという効果が有る。
【図面の簡単な説明】
【0011】
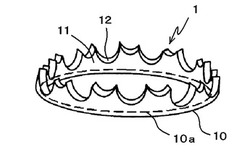
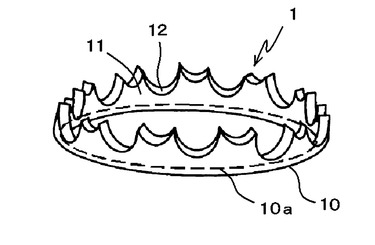
【図1】本発明による第一の実施例を示す図である。
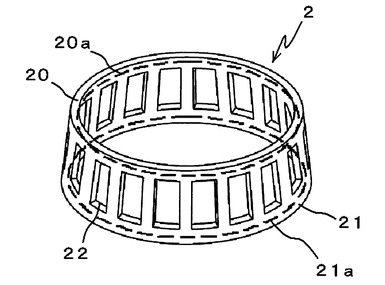
【図2】本発明による第二の実施例を示すものである。
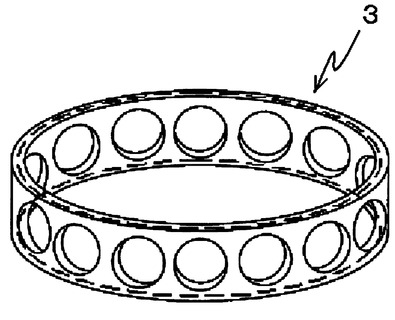
【図3】本発明による第二の実施例における保持器形状の一例を示すものである。
【図4】本発明による第二の実施例における保持器形状の一例を示すものである。
【図5】本発明による第二の実施例における保持器形状の一例を示すものである。
【図6】本発明による保持器の振動減衰曲線を示すものである。
【図7】比較例における保持器の振動減衰曲線を示すものである。
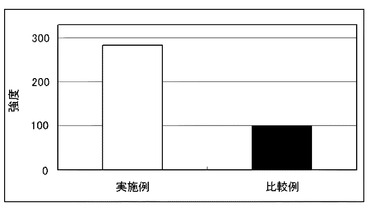
【図8】本発明による保持器の強度比較結果を示すものである。
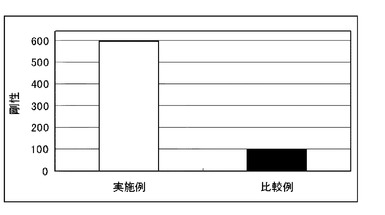
【図9】本発明による保持器の剛性比較結果を示すものである。
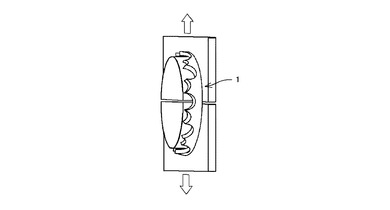
【図10】本発明の実施例と、比較例で製造した冠型保持器の強度測定方法を示す図である。
【発明を実施するための形態】
【0012】
図1に、本発明による第一の実施に係る合成樹脂製冠型保持器1の斜視図を示す。合成樹脂製で円環状の基部10の軸方向片面に複数の柱部11が等間隔で立設しており、隣接する一対の柱部11、11により、転動体(不図示)を保持するためのポケット12が形成されている。また、基部10の軸方向他面には、炭素繊維強化樹脂の芯材10aがインサートされている。芯材10aは、炭素繊維に熱硬化性樹脂を含浸させて環状に形成した後、加熱して熱硬化性樹脂を硬化させることにより形成される。形成した芯材10aを射出成形時にインサートすることより冠型保持器を1形成する。
【0013】
芯材10aに使用される炭素繊維強化樹脂には、エポキシに代表される熱硬化性樹脂を22〜50質量%、より好ましくは25〜40質量%含有する。熱硬化性樹脂の量が22質量%を下回ると、繊維間に樹脂が充分に行渡らないため、炭素繊維同士の接着性が低下したりボイドの発生を抑制できない。また、50質量%を越えると、繊維数が減少するため、強度や剛性の低下の原因となる。また、構成する炭素繊維は引張り強度3〜8.5GPa、引張り弾性率が220〜700GPa、伸度が1.0〜2.2%の範囲に入るものが望ましい。
【0014】
芯材10aに使用される炭素繊維は、炭素繊維を束にしたフィラメントや、炭素繊維が一方向に配向した一方向プリプレグの他、炭素繊維をシート状に織り込んだ織物プリプレグを用いることができる。
炭素繊維を環状に形成する方法は、使用する炭素繊維がフィラメントの場合はフィラメントワインディング法、一方向プリプレグの場合はRTM法、織物プリプレグの場合はシートワインディング法、が好ましい。
これらの中で、層間が発生しにくく、強度が均一になりやすいフィラメントワインディングが最も好適である。
【0015】
本発明に使用される、保持器を構成する合成樹脂は、ポリアミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂、ポリフタルアミド樹脂、熱可塑性ポリイミド樹脂、といった熱可塑性樹脂や、エポキシ樹脂、フェノール樹脂、芳香族ポリイミド樹脂といった熱硬化性樹脂が好ましい。
図2に、本発明による第二の実施に係る合成樹脂製保持器2の斜視図を示す。合成樹脂製で円環状の軸方向端面部にある小径側基部20及び、大径側基部21に炭素繊維強化樹脂製の芯材20a、21aがインサートされている。合成樹脂製保持器2及び芯材20a、20bの形成方法及び材質は、第一の実施例における合成樹脂製保持器1及び、芯材10aと同様である。
【0016】
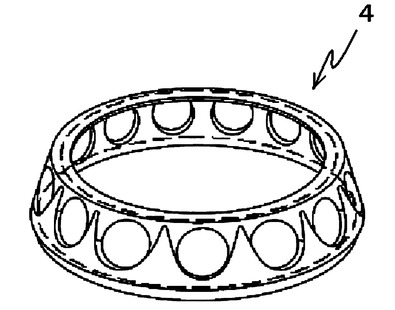
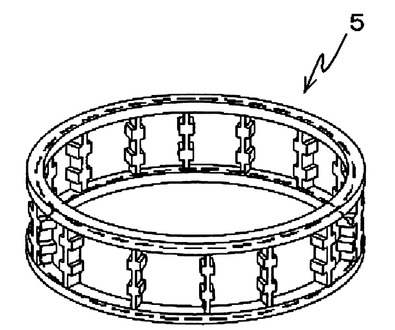
図3乃至図5に、他の実施例を示す。図3はアンギュラ玉軸受用の椀型合成樹脂製保持器3、図4はアンギュラ玉軸受用の円筒型合成樹脂製保持器4、図5は円錐ころ軸受用の合成樹脂製保持器5のである。これらは、第二の実施例と同様の構成である。
以下に第一の実施例と比較例との比較結果を示す。
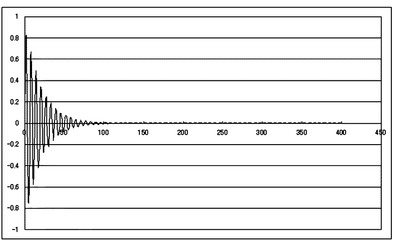
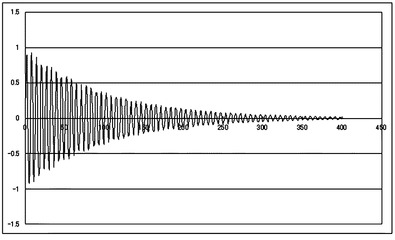
芯材を炭素繊維強化樹脂で形成した図1に示す冠型保持器を実施例、全合成樹脂製の冠型保持器を比較例として、実施例の振動減衰曲線を図6、比較例の振動減衰曲線を図7、比較例の強度を100したときの比較結果を図8、比較例の剛性を100としたときの剛性の比較結果を図9に示す。
【0017】
実施例に用いた合成樹脂の材料はポリアミド46を用いた。芯材は、フィラメントワインディング装置のマンドレルに外径面に離型テープを巻きつけた後、マンドレルを回転させ、液状エポキシ樹脂を含浸させた炭素繊維フィラメント束を、張力を掛けながらマンドレルに巻きつけた。その後、マンドレルを外して加熱炉に入れ、130℃で2時間保持し、エポキシ樹脂を完全に硬化させた。硬化後にマンドレルから外して切断、切削加工を行うことで芯材を形成した。
【0018】
形成した芯材を金型にセットし、射出成形機でインサート成形を行い冠型合成樹脂製保持器1を形成し、実施例とした。
また、材質をポリアミド46とした全合成樹脂製の冠型保持器を射出成形により作成し、比較例とした。
保持器の強度、剛性は、図10に示すような分割板試験により評価した。
図6、図7に示すように、炭素繊維強化樹脂製の芯材をインサートすることにより、振動の減衰を早く収めることができている。また、図8、図9に示すように強度及び剛性についても、比較例に較べて強化されている。
【産業上の利用可能性】
【0019】
転がり軸受保持器として利用できる。
【符号の説明】
【0020】
1 冠型樹脂保持器
2 円すいころ軸受用樹脂保持器
3 アンギュラ玉軸受用樹脂保持器
4 アンギュラ玉軸受用樹脂保持器
5 円筒ころ軸受樹脂保持器
10 基部
10a 芯材
11 柱部
12 ポケット
20 小径側基部
20a 芯材
21 大径側基部
21a 芯材
22 ポケット
【技術分野】
【0001】
本発明は、転がり軸受用の保持器、特に射出成形により製造される樹脂保持器に関するものである。
【背景技術】
【0002】
近年工作機械や自動車、鉄道等で使用される転がり軸受には、高回転速度で長時間安定して稼動することが要求されている。その為、転がり軸受の振動や音響の低減策が種々検討されている。
転がり軸受から発せられる振動のひとつとして、保持器音がある。 保持器音は、転がり軸受の回転に伴い保持器と、内輪や外輪、或いは転動体が接触することにより、保持器自体が振動して音を発するという課題があった。
【0003】
保持器音を低減を図る手法として、制振合金製の芯材にプラスチック材料を肉付けした樹脂保持器が開示されている(先行技術文献1)。また、保持器材料に、高剛性で制振性の高いマグネシウム合金を用いる手法が開示されている。(先行技術文献2)
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−294459号公報
【特許文献2】特開2000−240659号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記先行技術による手法では、制振材料に金属を用いる為、全合成樹脂製保持器に較べて質量が増大するという問題があった。
そこで、本発明は、質量の著しい増大なしに、保持器音の発生を抑えることができる樹脂製保持器を提供することを課題としている。
【課題を解決するための手段】
【0006】
上記問題を解決するために、請求項1に記載の発明は、転がり軸受用合成樹脂製保持器であって、円環状の基部の少なくとも1箇所に炭素繊維強化樹脂からなる芯材を、射出成形時にインサートすることにより前記基部の全周にわたり非分離に設けたことを特徴としている。
【0007】
また、請求項2に記載の発明は、請求項1に記載の転がり軸受用合成樹脂製保持器において、前記芯材で使用される炭素繊維の引張り強度が3〜8.5GPa、引張り弾性率が220〜700GPa、伸度が1.0〜2.2%であることを特徴としている。
【0008】
また、請求項3に記載の発明は、請求項1、2に記載の転がり軸受用合成樹脂製保持器において、使用される樹脂は、ポリアミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルケトン樹脂、ポリフタルアミド樹脂、熱可塑性ポリイミド樹脂の、いずれかの熱可塑性樹脂であることを特徴としている。
【0009】
また、請求項4に記載の発明は、請求項1、2に記載の転がり軸受用合成樹脂製保持器において、使用される樹脂は、エポキシ樹脂、フェノール樹脂、芳香族ポリイミド樹脂の、いずれかの熱硬化性樹脂であることを特徴とする転がり軸受用合成樹脂製保持器を特徴としている。
【発明の効果】
【0010】
本発明は以上のような構成を有しており、質量の著しく増大することなしに、保持器に生じる振動を抑制して保持器音を低減することが可能であるという効果が有る。
【図面の簡単な説明】
【0011】
【図1】本発明による第一の実施例を示す図である。
【図2】本発明による第二の実施例を示すものである。
【図3】本発明による第二の実施例における保持器形状の一例を示すものである。
【図4】本発明による第二の実施例における保持器形状の一例を示すものである。
【図5】本発明による第二の実施例における保持器形状の一例を示すものである。
【図6】本発明による保持器の振動減衰曲線を示すものである。
【図7】比較例における保持器の振動減衰曲線を示すものである。
【図8】本発明による保持器の強度比較結果を示すものである。
【図9】本発明による保持器の剛性比較結果を示すものである。
【図10】本発明の実施例と、比較例で製造した冠型保持器の強度測定方法を示す図である。
【発明を実施するための形態】
【0012】
図1に、本発明による第一の実施に係る合成樹脂製冠型保持器1の斜視図を示す。合成樹脂製で円環状の基部10の軸方向片面に複数の柱部11が等間隔で立設しており、隣接する一対の柱部11、11により、転動体(不図示)を保持するためのポケット12が形成されている。また、基部10の軸方向他面には、炭素繊維強化樹脂の芯材10aがインサートされている。芯材10aは、炭素繊維に熱硬化性樹脂を含浸させて環状に形成した後、加熱して熱硬化性樹脂を硬化させることにより形成される。形成した芯材10aを射出成形時にインサートすることより冠型保持器を1形成する。
【0013】
芯材10aに使用される炭素繊維強化樹脂には、エポキシに代表される熱硬化性樹脂を22〜50質量%、より好ましくは25〜40質量%含有する。熱硬化性樹脂の量が22質量%を下回ると、繊維間に樹脂が充分に行渡らないため、炭素繊維同士の接着性が低下したりボイドの発生を抑制できない。また、50質量%を越えると、繊維数が減少するため、強度や剛性の低下の原因となる。また、構成する炭素繊維は引張り強度3〜8.5GPa、引張り弾性率が220〜700GPa、伸度が1.0〜2.2%の範囲に入るものが望ましい。
【0014】
芯材10aに使用される炭素繊維は、炭素繊維を束にしたフィラメントや、炭素繊維が一方向に配向した一方向プリプレグの他、炭素繊維をシート状に織り込んだ織物プリプレグを用いることができる。
炭素繊維を環状に形成する方法は、使用する炭素繊維がフィラメントの場合はフィラメントワインディング法、一方向プリプレグの場合はRTM法、織物プリプレグの場合はシートワインディング法、が好ましい。
これらの中で、層間が発生しにくく、強度が均一になりやすいフィラメントワインディングが最も好適である。
【0015】
本発明に使用される、保持器を構成する合成樹脂は、ポリアミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂、ポリフタルアミド樹脂、熱可塑性ポリイミド樹脂、といった熱可塑性樹脂や、エポキシ樹脂、フェノール樹脂、芳香族ポリイミド樹脂といった熱硬化性樹脂が好ましい。
図2に、本発明による第二の実施に係る合成樹脂製保持器2の斜視図を示す。合成樹脂製で円環状の軸方向端面部にある小径側基部20及び、大径側基部21に炭素繊維強化樹脂製の芯材20a、21aがインサートされている。合成樹脂製保持器2及び芯材20a、20bの形成方法及び材質は、第一の実施例における合成樹脂製保持器1及び、芯材10aと同様である。
【0016】
図3乃至図5に、他の実施例を示す。図3はアンギュラ玉軸受用の椀型合成樹脂製保持器3、図4はアンギュラ玉軸受用の円筒型合成樹脂製保持器4、図5は円錐ころ軸受用の合成樹脂製保持器5のである。これらは、第二の実施例と同様の構成である。
以下に第一の実施例と比較例との比較結果を示す。
芯材を炭素繊維強化樹脂で形成した図1に示す冠型保持器を実施例、全合成樹脂製の冠型保持器を比較例として、実施例の振動減衰曲線を図6、比較例の振動減衰曲線を図7、比較例の強度を100したときの比較結果を図8、比較例の剛性を100としたときの剛性の比較結果を図9に示す。
【0017】
実施例に用いた合成樹脂の材料はポリアミド46を用いた。芯材は、フィラメントワインディング装置のマンドレルに外径面に離型テープを巻きつけた後、マンドレルを回転させ、液状エポキシ樹脂を含浸させた炭素繊維フィラメント束を、張力を掛けながらマンドレルに巻きつけた。その後、マンドレルを外して加熱炉に入れ、130℃で2時間保持し、エポキシ樹脂を完全に硬化させた。硬化後にマンドレルから外して切断、切削加工を行うことで芯材を形成した。
【0018】
形成した芯材を金型にセットし、射出成形機でインサート成形を行い冠型合成樹脂製保持器1を形成し、実施例とした。
また、材質をポリアミド46とした全合成樹脂製の冠型保持器を射出成形により作成し、比較例とした。
保持器の強度、剛性は、図10に示すような分割板試験により評価した。
図6、図7に示すように、炭素繊維強化樹脂製の芯材をインサートすることにより、振動の減衰を早く収めることができている。また、図8、図9に示すように強度及び剛性についても、比較例に較べて強化されている。
【産業上の利用可能性】
【0019】
転がり軸受保持器として利用できる。
【符号の説明】
【0020】
1 冠型樹脂保持器
2 円すいころ軸受用樹脂保持器
3 アンギュラ玉軸受用樹脂保持器
4 アンギュラ玉軸受用樹脂保持器
5 円筒ころ軸受樹脂保持器
10 基部
10a 芯材
11 柱部
12 ポケット
20 小径側基部
20a 芯材
21 大径側基部
21a 芯材
22 ポケット
【特許請求の範囲】
【請求項1】
転がり軸受用の合成樹脂製保持器であって、円環状の基部の少なくとも1箇所に炭素繊維強化樹脂からなる芯材を、射出成形時にインサートすることにより、前記基部の全周にわたり非分離に設けたことを特徴とする転がり軸受用合成樹脂製保持器
【請求項2】
請求項1に記載の転がり軸受用合成樹脂製保持器において、前記芯材で使用される炭素繊維の引張り強度が3〜8.5GPa、引張り弾性率が220〜700GPa、伸度が1.0〜2.2%であることと特徴とする転がり軸受用合成樹脂製保持器
【請求項3】
請求項1、2に記載の転がり軸受用合成樹脂製保持器において、使用される樹脂は、ポリアミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルケトン樹脂、ポリフタルアミド樹脂、熱可塑性ポリイミド樹脂の、いずれかの熱可塑性樹脂であることを特徴とする転がり軸受用合成樹脂製保持器
【請求項4】
請求項1、2に記載の転がり軸受用合成樹脂製保持器において、使用される樹脂は、エポキシ樹脂、フェノール樹脂、芳香族ポリイミド樹脂の、いずれかの熱硬化性樹脂であることを特徴とする転がり軸受用合成樹脂製保持器
【請求項1】
転がり軸受用の合成樹脂製保持器であって、円環状の基部の少なくとも1箇所に炭素繊維強化樹脂からなる芯材を、射出成形時にインサートすることにより、前記基部の全周にわたり非分離に設けたことを特徴とする転がり軸受用合成樹脂製保持器
【請求項2】
請求項1に記載の転がり軸受用合成樹脂製保持器において、前記芯材で使用される炭素繊維の引張り強度が3〜8.5GPa、引張り弾性率が220〜700GPa、伸度が1.0〜2.2%であることと特徴とする転がり軸受用合成樹脂製保持器
【請求項3】
請求項1、2に記載の転がり軸受用合成樹脂製保持器において、使用される樹脂は、ポリアミド樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルケトン樹脂、ポリフタルアミド樹脂、熱可塑性ポリイミド樹脂の、いずれかの熱可塑性樹脂であることを特徴とする転がり軸受用合成樹脂製保持器
【請求項4】
請求項1、2に記載の転がり軸受用合成樹脂製保持器において、使用される樹脂は、エポキシ樹脂、フェノール樹脂、芳香族ポリイミド樹脂の、いずれかの熱硬化性樹脂であることを特徴とする転がり軸受用合成樹脂製保持器
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−211622(P2012−211622A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−76930(P2011−76930)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]