
転がり軸受用保持器およびその製造方法
【課題】 保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる転がり軸受用保持器およびその製造方法を提供する。
【解決手段】 この転がり軸受用保持器は、樹脂材料を芯金1と共に金型でインサート成形して成る。転がり軸受用保持器は、樹脂材料からなる樹脂部2内に芯金1を埋め込み、前記樹脂部2に、芯金1の前記金型のキャビティ内で支持させる支持箇所6を露出させた支持箇所露出部16を複数箇所に設けた。
【解決手段】 この転がり軸受用保持器は、樹脂材料を芯金1と共に金型でインサート成形して成る。転がり軸受用保持器は、樹脂材料からなる樹脂部2内に芯金1を埋め込み、前記樹脂部2に、芯金1の前記金型のキャビティ内で支持させる支持箇所6を露出させた支持箇所露出部16を複数箇所に設けた。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、転がり軸受用保持器およびその製造方法に関し、樹脂材料を芯金と共にインサート成形して成る技術に関する。
【背景技術】
【0002】
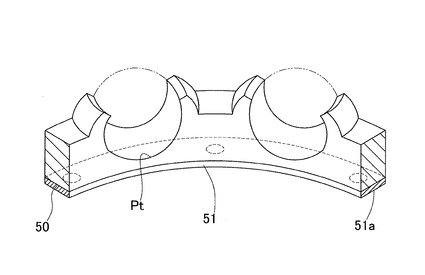
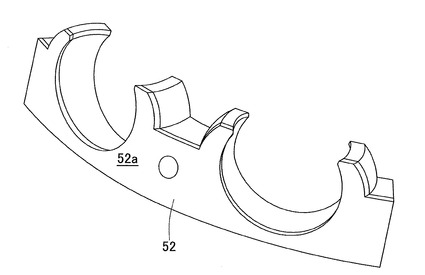
軸受に使用する樹脂製保持器として、例えば、樹脂材料のみをインサート成形したもの、樹脂材料を鉄板等から成るインサート部材と共にインサート成形したものがある(特許文献1〜5)。これらのうち図12に示す保持器は、樹脂製の冠型保持器における、ポケットPtの背面側の底面50に、インサート部材51が設けられている。図13に示す保持器は、冠型保持器の側面に、インサート部材52が設けられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−145061号公報
【特許文献2】特開平9−79265号公報
【特許文献3】特開2003−120684号公報
【特許文献4】特開2007−278418号公報
【特許文献5】特開2007−298164号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述の樹脂材料のみをインサート成形した樹脂製保持器では、次のような問題がある。
・成形品表面が不所望に凹むヒケが発生し、保持器の寸法精度を高精度に製作することが困難であった。
・成型時において、樹脂の結合部つまりウエルドラインが発生し、強度不足が生じる場合があった。
【0005】
図11,図12の樹脂製保持器では、インサート成形時において、金型のキャビティ内にインサート部材51,52を支持しなければならない。そのため、インサート部材51,52は、樹脂部内に埋め込むことができず、支持面51a,52aが保持器表面に露出するように、保持器底面または側面に設けられている。保持器底面や側面のように保持器表面部のみにインサート部材51,52が設けられていると、軸受使用時において、樹脂材料と、インサート部材(鉄板)との線膨張係数の差に起因して、高温時にインサート部材が樹脂から剥がれたり、振動によりインサート部材が樹脂から剥がれる等、樹脂との結合強度が不足するおそれがある。
また、従来のインサート技術では、環状体の一側面にポケットを形成した冠形保持器しか成形することができなかった。例えば、梯子形の保持器をインサート成形するとき、ポケットを形成することが困難であるうえ、インサート部材の形状が複雑化するからである。
【0006】
この発明の目的は、保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる転がり軸受用保持器およびその製造方法を提供することである。
【課題を解決するための手段】
【0007】
この発明の転がり軸受用保持器は、樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器において、前記樹脂材料からなる樹脂部内に前記芯金を埋め込み、前記樹脂部に、前記芯金の前記金型のキャビティ内で支持させる支持箇所を露出させた支持箇所露出部を複数箇所に設けたことを特徴とする。
【0008】
この構成によると、樹脂部内に芯金を埋め込んでいるため、樹脂部表面に芯金を設ける構成に比べて、保持器全体の強度が向上すると共に、樹脂部と芯金との密着性の向上を図ることができる。このため、軸受使用時に、保持器の温度上昇や振動等により、例えば、芯金の一表面と樹脂部との結合強度が低減したとしても、芯金の他表面が樹脂部に密着して支持される。したがって、芯金が樹脂部から不所望に剥がれるおそれがない。芯金は、樹脂部内に埋め込むが、樹脂部に複数の支持箇所露出部を設けるため、キャビティ内に芯金を安定して支持することができ、インサート成形が行える。さらに保持器全体に占める樹脂材料の割合を、樹脂材料のみから成る保持器よりも低減できる。これにより、樹脂特有の不具合であるヒケ等を低減することができ、寸法精度の高精度化を図ることが可能となる。また、芯金を樹脂部内に埋め込み、支持箇所露出部を設ける構成であるため、保持器表面に芯金を設けるものと異なり、種々の保持器形状に対応することができる。
【0009】
前記樹脂部は、環状体と、この環状体から軸方向に延びてそれぞれの間に転動体を保持するポケットを形成する複数の支柱体とを有し、前記芯金に、前記樹脂部の前記環状体に埋め込まれる環状体内埋め込み部と、この環状体内埋め込み部から延びて前記各支柱体に埋め込まれる複数の支柱体内埋め込み部とを設けたものであっても良い。このように、樹脂部の環状体および各支柱体にわたって芯金が埋め込まれることで、環状体および支柱体を含む全体の骨格を、芯金が形成することになる。したがって、ポケットの背面側の底面や側面にインサート部材が設けられている従来の保持器よりも、剛性を高めることができる。
【0010】
前記芯金が、金属板のプレス加工品であっても良い。この場合、金属板に、例えば、打ち抜き加工、曲げ加工、成形加工等のプレス加工を行い、所望の芯金形状にすることができる。
前記各支柱体内埋め込み部は、基端で前記環状体内埋め込み部に対して、曲げ加工された曲げ片からなるものであっても良い。
これらの場合、芯金を切削加工等により加工するものより、加工工数の低減を図り安価に製作することができる。
【0011】
前記芯金の支持箇所は、環状体内埋め込み部のうち、支柱体内埋め込み部の非突出側の軸方向外側面に形成された凹み部であっても良い。この場合、芯金に専用部品を追加することなく、芯金に凹み部を形成するだけで、金型のキャビティ内に芯金を簡単に支持することができる。
【0012】
前記保持器は、軸方向に間隔をあけて互いに対向させた一対の環状体と、これら環状体にわたって連結された複数の支柱体とで、梯子形に形成されたものであっても良い。
前記保持器は、1個の環状体と、この環状体の一側面から軸方向に延びてそれぞれの間に玉を保持する円形状のポケットを形成する複数の支柱体とで、冠形に形成されたものであっても良い。
前記保持器は、1個の環状体と、この環状体の一側面から軸方向に延びてそれぞれの間にころを保持するポケットを形成する複数の支柱体とで、櫛形に形成されたものであっても良い。
【0013】
前記梯子形に形成された転がり軸受用保持器において、前記芯金は、一対の芯金分割体を軸方向に互いに対向させて組合せたものであり、各芯金分割体が、それぞれ、環状体内埋め込み部と、この環状体内埋め込み部から軸方向に延びる支柱体内埋め込み部とを有するものであっても良い。この場合、各芯金分割体における環状体内埋め込み部を、組合せられる金型の一方、他方にそれぞれ支持し、インサート成形し得る。
前記芯金は、前記一対の芯金分割体を互いに同一形状として互いに逆方向を向くように対向配置したものであっても良い。この場合、一対の芯金分割体を同一形状の兼用部品とすることが可能となり、製造コストの低減をさらに図ることができる。
【0014】
前記金型は、固定型と、この固定型に対し、型開き状態と型締め状態とにわたって可動に設けられる可動型とを有し、固定型および可動型のいずれか一方または両方に、キャビティ内に突出して前記芯金の支持箇所を支持する支持突部を設けたものであっても良い。可動型を固定型から離隔した型開き状態にし、前記キャビティ内に突出する支持突部に、芯金の支持箇所を支持する。その後、可動型を移動させて型締め状態にし、キャビティ内に樹脂材料を充填し硬化させることで、保持器を成形することができる。
この発明の転がり軸受は、前記いずれかの保持器を用いたものである。
【0015】
この発明における転がり軸受用保持器の製造方法は、樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器の製造方法において、前記金型は、キャビティ内から突出して前記芯金を支持する支持突部を、円周方向の少なくとも2箇所に有し、前記キャビティ内に樹脂材料を充填して硬化させて、前記支持突部で支持された芯金の支持箇所を除く芯金全体が樹脂部で埋め込まれ、前記支持箇所を露出させた支持箇所露出部を、前記樹脂部に有する形状に成形する。
この構成によると、芯金の支持箇所を除く芯金全体を樹脂部で埋め込むことで、樹脂部表面に芯金を設ける構成に比べて、保持器全体の強度が向上すると共に、樹脂部と芯金との密着性の向上を図ることができる。芯金は、樹脂部内に埋め込むが、樹脂部に複数の支持箇所露出部を設けるため、キャビティ内に芯金を安定して支持することができ、インサート成形が行える。さらに保持器全体に占める樹脂材料の割合を、樹脂材料のみから成る保持器よりも低減できる。これにより、樹脂特有の不具合であるヒケ等を低減することができ、寸法精度の高精度化を図ることが可能となる。また、芯金を樹脂部内に埋め込み、支持箇所露出部を設ける構成であるため、保持器表面に芯金を設けるものと異なり、種々の保持器形状に対応することができる。
【発明の効果】
【0016】
この発明の転がり軸受用保持器は、樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器において、前記樹脂材料からなる樹脂部内に前記芯金を埋め込み、前記樹脂部に、前記芯金の前記金型のキャビティ内で支持させる支持箇所を露出させた支持箇所露出部を複数箇所に設けたため、保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる。
【0017】
この発明の転がり軸受用保持器の製造方法は、樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器の製造方法において、前記金型は、キャビティ内から突出して前記芯金を支持する支持突部を、円周方向の少なくとも2箇所に有し、前記キャビティ内に樹脂材料を充填して硬化させて、前記支持突部で支持された芯金の支持箇所を除く芯金全体が樹脂部で埋め込まれ、前記支持箇所を露出させた支持箇所露出部を、前記樹脂部に有する形状に成形する。このため、保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる。
【図面の簡単な説明】
【0018】
【図1】この発明の第1の実施形態に係る転がり軸受用保持器の断面図である。
【図2】同転がり軸受用保持器を軸方向から見た一部破断した側面図である。
【図3】(A)は、同転がり軸受用保持器の芯金を軸方向一方から見た一側面図、(B)は、同芯金を概略示す斜視図である。
【図4】(A)は図1のIV(A) - IV(A)線断面図、(B)は図1のIV(B) - IV(B)線断面図である。
【図5】同転がり軸受用保持器の要部の拡大断面図である。
【図6】同転がり軸受用保持器の芯金を金型に支持した支持過程を示す図である。
【図7】同芯金の支持箇所を拡大して示す拡大断面図である。
【図8】同金型のキャビティ内に樹脂材料を充填した覆い過程を示す図である。
【図9】この発明の他の実施形態に係る転がり軸受用保持器の断面図である。
【図10】この発明のさらに他の実施形態に係る転がり軸受用保持器の断面図である。
【図11】この発明のさらに他の実施形態に係る転がり軸受用保持器の断面図である。
【図12】従来例の転がり軸受用保持器の斜視図である。
【図13】他の従来例の転がり軸受用保持器の斜視図である。
【発明を実施するための形態】
【0019】
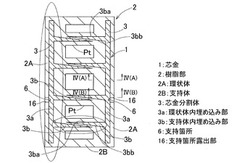
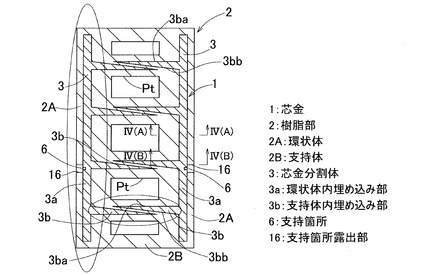
この発明の第1の実施形態に係る転がり軸受用保持器を図1ないし図8と共に説明する。以下の説明は、転がり軸受用保持器の製造方法についての説明をも含む。この実施形態に係る保持器は、ラジアル軸受のうちの円筒ころ軸受用の保持器であり、複数の転動体であるころを円周方向一定間隔おきに回転自在に保持する。この保持器は、図1に示すように、いわゆる梯子形の保持器であり、樹脂材料を芯金と共に金型(後述する)でインサート成形して成り、芯金1と、前記樹脂材料からなる樹脂部2とを有する。これらのうち芯金1は、前記金型のキャビティ内で支持する支持箇所6を有し、前記樹脂部2内に、前記支持箇所6を除く芯金全体を埋め込んでいる。樹脂部2は、一対の環状体2Aと、複数の支柱体2Bとを有する。樹脂部2のうち各環状体2Aに、後述の支持箇所露出部16を複数箇所に設けている。複数の支柱体2Bは、環状体2Aから軸方向に延びて、図2に示すように、それぞれの間に転動体Tを保持するポケットPtを形成する。
【0020】
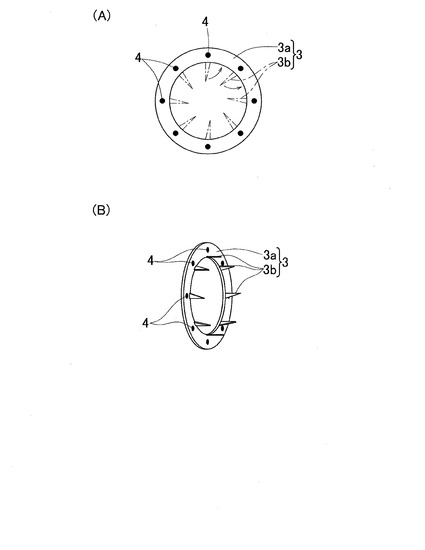
図1に示すように、芯金1は、一対の芯金分割体3,3を軸方向に互いに対向させて組合せたものであり、これら芯金分割体3,3を、保持器内部の骨格となるように形成している。図3(A),(B)に示すように、各芯金分割体3は、それぞれ金属板のプレス加工品であって、互いに同一形状に形成され、互いに逆方向を向くように対向配置している。前記金属板として、例えば、冷間圧延鋼板などが用いられる。各芯金分割体3の表面粗さを1S以上5S以下としている。各芯金分割体3は、それぞれ平板状の環状体内埋め込み部3aと、複数の支柱体内埋め込み部3bとを有する。これらのうち複数の支柱体内埋め込み部3bは、一方の環状体内埋め込み部3aから対向する環状体内埋め込み部側つまり軸方向に延び、且つ、円周方向一定間隔おきに配設される。環状体内埋め込み部3aが、樹脂部2における環状体2Aに埋め込まれ、各支柱体内埋め込み部3bが、前記樹脂部2における各支柱体2Bに埋め込まれている。各支柱体内埋め込み部3bは、基端で環状体内埋め込み部3aに対して曲げ加工された曲げ片からなる。
【0021】
図3(A)の一点鎖線で示す支柱体内埋め込み部3bは、軸方向に折曲げる前の状態を表し、図3(B)の実線で示す支柱体内埋め込み部3bは、軸方向に折曲げた状態を表す。図3(A)の形状にプレスで打ち抜き加工されて、その後、各支柱体内埋め込み部3bがプレスで曲げ加工されることで、図3(B)に示す所望の形状に芯金が成形される。
各支柱体内埋め込み部3bは、各支柱体2Bの柱幅よりも狭く(図2)、円周方向に定められた幅寸法に規定されている。但し、この例の支柱体内埋め込み部3bは、環状体内埋め込み部3aの内径側縁部に繋がる基端部から、対向する環状体側に向かうに従って前記幅寸法が幅狭となる先細り状に形成されている。
【0022】
図1に示すように、支柱体内埋め込み部3bのうち、一方の辺3baが軸方向に平行で、且つ、他方の辺3bbが軸方向に傾斜する斜めに形成される。一方の環状体内埋め込み部3aに繋がる支柱体内埋め込み部3bにおける斜めの片3bbと、他方の環状体内埋め込み部3aに繋がる支柱体内埋め込み部3bにおける斜めの片3bbとが、円周方向に所定の隙間を介して隣り合うように配置される。このように一対の芯金分割体3,3における複数の支持体内埋め込み部3bは、互いに違いに微小角度位相をずらして組み合わされて、各支持体内埋め込み部3bの中間部から先端部にわたり定められた隙間を介して配置されている。
図3(A)に示すように、各芯金分割体3の環状体内埋め込み部3aには、樹脂材料を表裏に流動させる複数(この例では8個)の孔4が円周方向一定間隔おきに形成されている。各孔4は、例えば、直径0.5mm以上5.0mm以下の丸孔であり、環状体内埋め込み部3aにおける径方向中間部にそれぞれ形成されている。但し、各孔4は前記直径寸法に限定されるものではない。
【0023】
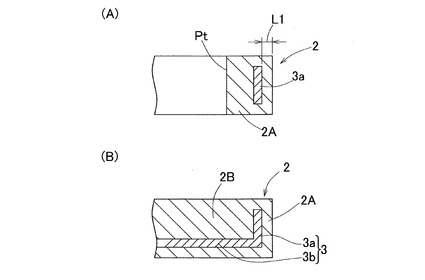
図4(A)は図1のIV(A) - IV(A)線断面図であり、図3(B)は図1のIV(B) - IV(B)線断面図である。図4(A),(B)に示すように、樹脂部2内に芯金を埋め込むことで、芯金1を保持器内部の骨格となるように形成している。一方の環状体内埋め込み部3aの外側面と、この環状体内埋め込み部3aを覆う環状体2Aの外側面との距離L1と、他方の環状体内埋め込み部3aの外側面と、この環状体内埋め込み部3aを覆う環状体2Aの外側面との距離L1とが同一寸法となるように規定されている。また図4(B)に示すように、環状体内埋め込み部3aと、支持体内埋め込み部3bとは、芯金1を断面L字状に曲げ加工してなる。
【0024】
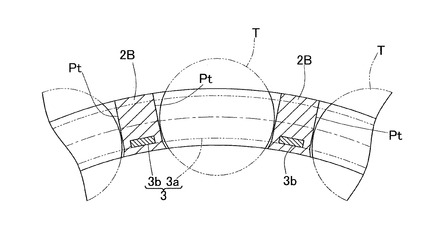
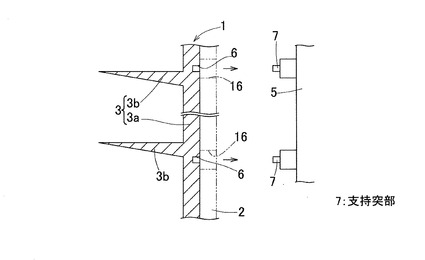
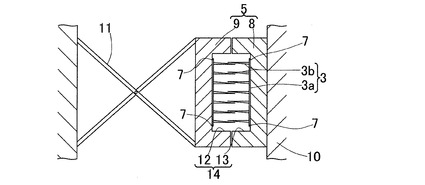
図5に示すように、芯金分割体3における環状体内埋め込み部3aの外側面には、金型5のキャビティ内で芯金1を支持する複数の支持箇所6が、円周方向に等配に設けられている。これら支持箇所6は、少なくとも2箇所円周等配に設けられる。各支持箇所6は、環状体内埋め込み部3aのうち、支持体内埋め込み部3bの非突出側の軸方向外側面に形成された凹み部である。前記凹み部はこの例では非貫通孔から成り、金型付設の支持突部7に、環状体内埋め込み部3aの支持箇所6を締嵌めで嵌合させることで、各芯金分割体3が金型5に対し位置決めされて支持される。樹脂部2には、前記支持箇所6を露出させた支持箇所露出部16を、各支持箇所6に対応する円周方向複数箇所に設けている。なお、一方の環状体内埋め込み部3aに設けられる支持箇所6と、他方の環状体内埋め込み部3aに設けられる支持箇所6とは、同数とされ、且つ、互いに同位相となるように設けられる。複数の支持箇所6を3箇所以上円周等配に設けても良い。また、複数の支持箇所6を非等配に設けることも可能である。前記凹み部を貫通孔としても良い。
【0025】
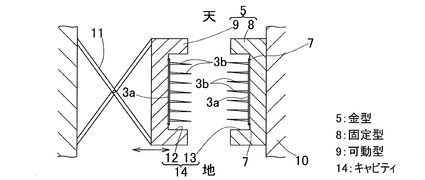
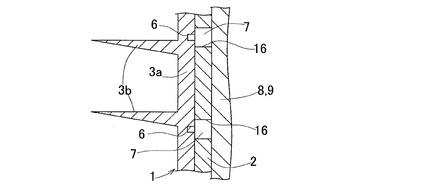
図6に示すように、金型5は、組み合わされる固定型8と可動型9とを有する。固定型8がフレーム10等に固定され、可動型9にパンタグラフ状の移動機構11が取り付けられている。可動型9のキャビティ部分12と固定型8のキャビティ部分13とが対向して配置される。これらキャビティ部分12,13が組み合わされた状態でキャビティ14が形成される。可動型9は、固定型8に対し、移動機構11を介して図6に示す型開き状態と、図8に示す型締め状態とにわたって可動に構成されている。図6の型開き状態において、図7に示すように、固定型8のキャビティ部分13内に突出する支持突部7に、一方の芯金分割体3の支持箇所6を嵌合させ、可動型9のキャビティ部分12内に突出する支持突部7に、他方の芯金分割体3の支持箇所6を嵌合させる。その後、可動型9を移動させ、図8に示す型締め状態において、キャビティ14内に樹脂材料を充填し硬化させる。この金型5による成形時に転動体のポケットPtも形成される。前記固定型8に、キャビティ14内に樹脂材料を充填するゲート(図示せず)が設けられている。なお成形品を金型5から取り外した後、ポケットPtを後加工しても良い。
【0026】
以上説明した転がり軸受用保持器によると、樹脂部2に芯金1を埋め込んでいるため、樹脂部表面に芯金を設ける構成に比べて、保持器全体の強度が向上すると共に、樹脂部2と芯金1との密着性の向上を図ることができる。このため、軸受使用時に、保持器の温度上昇や振動等により、例えば、芯金1の一表面と樹脂部2との結合強度が低減したとしても、芯金1の他表面が樹脂部2に密着して支持される。したがって、芯金1が樹脂部2から不所望に剥がれるおそれがない。芯金1は、樹脂部2内に埋め込むが、樹脂部2に複数の支持箇所露出部16を設けるため、キャビティ14内に芯金1を安定して支持することができ、インサート成形が行える。さらに保持器全体に占める樹脂材料の割合を、樹脂材料のみから成る保持器よりも低減できる。これにより、樹脂特有の不具合であるヒケ等を低減することができ、寸法精度の高精度化を図ることが可能となる。また、芯金1を樹脂部2内に埋め込み、支持箇所露出部16を設ける構成であるため、保持器表面に芯金を設けるものと異なり、種々の保持器形状に対応することができる。さらに、芯金全体を樹脂部2内に埋め込んでいるうえ、芯金1の支持箇所6が、円周方向に等配に設けられているため、保持器の重心が所期位置からずれることなく、回転時における振れ精度を規定値内に収めることができる。これにより、従来技術のものより保持器寿命を延ばすことが可能となる。
【0027】
芯金1が金属板のプレス加工品であり、支柱体内埋め込み部3bは、基端で前記環状体内埋め込み部3に対して、曲げ加工された曲げ片からなるため、芯金を切削加工等により加工するものより、加工工数の低減を図り安価に製作することができる。一対の芯金分割体3,3を軸方向に互いに対向させて組合せるため、一対の芯金分割体3,3を同一形状の兼用部品とすることが可能となり、製造コストの低減をさらに図ることができる。
芯金1の支柱部3bが、環状体内埋め込み部3aの内径縁側に繋がる基端部から、対向する環状体内埋め込み部側に向かうに従って先細り状に形成されたものであるため、支柱体内埋め込み部3bの基端部の剛性を先端部よりも高め、芯金全体の強度をより高めることができる。
【0028】
芯金1の環状体内埋め込み部3aに、樹脂材料を流動させる孔4を設けた場合、保持器を金型5でインサート成形するとき、樹脂材料が環状体内埋め込み部3aの孔4を通って流動する。これにより樹脂材料の流動性が向上し、樹脂部2に空隙等の不具合が発生することを未然に防止することができる。したがって、樹脂部表面のヒケ等の低減をさらに図り、寸法精度の高精度化を図れる。樹脂部2の不具合を防止することで、歩留まりの向上を図り生産性も高めることができる。また環状体内埋め込み部3aの孔4に樹脂部2の一部が入り込むため、芯金1と樹脂部2との密着性を向上することができる。また、芯金1の表面粗さを1S以上5S以下としたため、芯金1と樹脂部2との結合強度の向上を図り、両者の密着性を向上し得る。
【0029】
他の実施形態について説明する。
以下の説明においては、各形態で先行する形態で説明している事項に対応している部分には同一の参照符を付し、重複する説明を略する。構成の一部のみを説明している場合、構成の他の部分は、先行して説明している形態と同様とする。
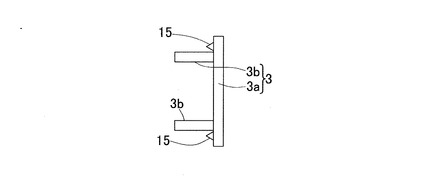
図8に示すように、芯金分割体3の環状体内埋め込み部3aのうち、支柱体内埋め込み部3bが延びる内側面に、軸方向に突出する複数の突起15を設けても良い。各突起15は、先端側に向かうに従って細くなる円錐状に形成されている。この場合、芯金1と樹脂部2との結合強度の向上をさらに図り、両者の密着性を向上し得る。
【0030】
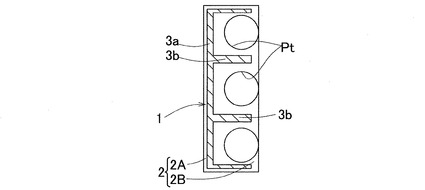
図9に示すように、保持器を、冠形の玉軸受用保持器に適用しても良い。この冠形の保持器は、一対の芯金分割体ではなく単体の芯金1と、キャビティ内で支持箇所6(図4)を除く芯金全体を覆う樹脂部2とを有する。また、この例の保持器では、金型による成形時に、転動体を保持するポケットPtが形成される。
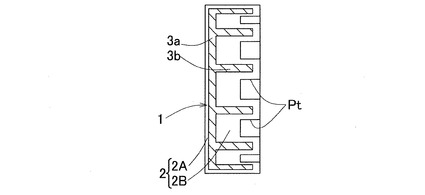
図10に示すように、保持器を、櫛形のころ軸受用保持器に適用しても良い。この櫛形のころ軸受用保持器も、単体の芯金1と、キャビティ内で支持箇所6を除く芯金全体を覆う樹脂部2とを有し、金型による成形時に、転動体を保持するポケットPtが形成される。
これらの保持器によると、芯金全体を支持箇所6を除き樹脂部2で覆っているため、保持器全体に占める樹脂材料の割合を、樹脂材料のみから成る保持器よりも低減できる。これにより、ヒケ等を低減することができ、寸法精度の高精度化を図ることが可能となる。また芯金全体を樹脂部2で覆うことで、強度不足の改善を図ると共に、樹脂部2と芯金1との密着性の向上を図ることができる。
各実施形態では、支持箇所6を凹み部とし、金型の支持突部7に凹み部を嵌合させているが、この構成に代えて、支持箇所6を軸方向外側に突出する凸部とし、金型のキャビティ内の凹部に前記凸部を嵌合させても良い。
【符号の説明】
【0031】
1…芯金
2…樹脂部
2A…環状体
2B…支持体
3…芯金分割体
3a…環状体内埋め込み部
3b…支柱体内埋め込み部
5…金型
7…支持突部
8…固定型
9…可動型
14…キャビティ
16…支持箇所露出部
【技術分野】
【0001】
この発明は、転がり軸受用保持器およびその製造方法に関し、樹脂材料を芯金と共にインサート成形して成る技術に関する。
【背景技術】
【0002】
軸受に使用する樹脂製保持器として、例えば、樹脂材料のみをインサート成形したもの、樹脂材料を鉄板等から成るインサート部材と共にインサート成形したものがある(特許文献1〜5)。これらのうち図12に示す保持器は、樹脂製の冠型保持器における、ポケットPtの背面側の底面50に、インサート部材51が設けられている。図13に示す保持器は、冠型保持器の側面に、インサート部材52が設けられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平8−145061号公報
【特許文献2】特開平9−79265号公報
【特許文献3】特開2003−120684号公報
【特許文献4】特開2007−278418号公報
【特許文献5】特開2007−298164号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述の樹脂材料のみをインサート成形した樹脂製保持器では、次のような問題がある。
・成形品表面が不所望に凹むヒケが発生し、保持器の寸法精度を高精度に製作することが困難であった。
・成型時において、樹脂の結合部つまりウエルドラインが発生し、強度不足が生じる場合があった。
【0005】
図11,図12の樹脂製保持器では、インサート成形時において、金型のキャビティ内にインサート部材51,52を支持しなければならない。そのため、インサート部材51,52は、樹脂部内に埋め込むことができず、支持面51a,52aが保持器表面に露出するように、保持器底面または側面に設けられている。保持器底面や側面のように保持器表面部のみにインサート部材51,52が設けられていると、軸受使用時において、樹脂材料と、インサート部材(鉄板)との線膨張係数の差に起因して、高温時にインサート部材が樹脂から剥がれたり、振動によりインサート部材が樹脂から剥がれる等、樹脂との結合強度が不足するおそれがある。
また、従来のインサート技術では、環状体の一側面にポケットを形成した冠形保持器しか成形することができなかった。例えば、梯子形の保持器をインサート成形するとき、ポケットを形成することが困難であるうえ、インサート部材の形状が複雑化するからである。
【0006】
この発明の目的は、保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる転がり軸受用保持器およびその製造方法を提供することである。
【課題を解決するための手段】
【0007】
この発明の転がり軸受用保持器は、樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器において、前記樹脂材料からなる樹脂部内に前記芯金を埋め込み、前記樹脂部に、前記芯金の前記金型のキャビティ内で支持させる支持箇所を露出させた支持箇所露出部を複数箇所に設けたことを特徴とする。
【0008】
この構成によると、樹脂部内に芯金を埋め込んでいるため、樹脂部表面に芯金を設ける構成に比べて、保持器全体の強度が向上すると共に、樹脂部と芯金との密着性の向上を図ることができる。このため、軸受使用時に、保持器の温度上昇や振動等により、例えば、芯金の一表面と樹脂部との結合強度が低減したとしても、芯金の他表面が樹脂部に密着して支持される。したがって、芯金が樹脂部から不所望に剥がれるおそれがない。芯金は、樹脂部内に埋め込むが、樹脂部に複数の支持箇所露出部を設けるため、キャビティ内に芯金を安定して支持することができ、インサート成形が行える。さらに保持器全体に占める樹脂材料の割合を、樹脂材料のみから成る保持器よりも低減できる。これにより、樹脂特有の不具合であるヒケ等を低減することができ、寸法精度の高精度化を図ることが可能となる。また、芯金を樹脂部内に埋め込み、支持箇所露出部を設ける構成であるため、保持器表面に芯金を設けるものと異なり、種々の保持器形状に対応することができる。
【0009】
前記樹脂部は、環状体と、この環状体から軸方向に延びてそれぞれの間に転動体を保持するポケットを形成する複数の支柱体とを有し、前記芯金に、前記樹脂部の前記環状体に埋め込まれる環状体内埋め込み部と、この環状体内埋め込み部から延びて前記各支柱体に埋め込まれる複数の支柱体内埋め込み部とを設けたものであっても良い。このように、樹脂部の環状体および各支柱体にわたって芯金が埋め込まれることで、環状体および支柱体を含む全体の骨格を、芯金が形成することになる。したがって、ポケットの背面側の底面や側面にインサート部材が設けられている従来の保持器よりも、剛性を高めることができる。
【0010】
前記芯金が、金属板のプレス加工品であっても良い。この場合、金属板に、例えば、打ち抜き加工、曲げ加工、成形加工等のプレス加工を行い、所望の芯金形状にすることができる。
前記各支柱体内埋め込み部は、基端で前記環状体内埋め込み部に対して、曲げ加工された曲げ片からなるものであっても良い。
これらの場合、芯金を切削加工等により加工するものより、加工工数の低減を図り安価に製作することができる。
【0011】
前記芯金の支持箇所は、環状体内埋め込み部のうち、支柱体内埋め込み部の非突出側の軸方向外側面に形成された凹み部であっても良い。この場合、芯金に専用部品を追加することなく、芯金に凹み部を形成するだけで、金型のキャビティ内に芯金を簡単に支持することができる。
【0012】
前記保持器は、軸方向に間隔をあけて互いに対向させた一対の環状体と、これら環状体にわたって連結された複数の支柱体とで、梯子形に形成されたものであっても良い。
前記保持器は、1個の環状体と、この環状体の一側面から軸方向に延びてそれぞれの間に玉を保持する円形状のポケットを形成する複数の支柱体とで、冠形に形成されたものであっても良い。
前記保持器は、1個の環状体と、この環状体の一側面から軸方向に延びてそれぞれの間にころを保持するポケットを形成する複数の支柱体とで、櫛形に形成されたものであっても良い。
【0013】
前記梯子形に形成された転がり軸受用保持器において、前記芯金は、一対の芯金分割体を軸方向に互いに対向させて組合せたものであり、各芯金分割体が、それぞれ、環状体内埋め込み部と、この環状体内埋め込み部から軸方向に延びる支柱体内埋め込み部とを有するものであっても良い。この場合、各芯金分割体における環状体内埋め込み部を、組合せられる金型の一方、他方にそれぞれ支持し、インサート成形し得る。
前記芯金は、前記一対の芯金分割体を互いに同一形状として互いに逆方向を向くように対向配置したものであっても良い。この場合、一対の芯金分割体を同一形状の兼用部品とすることが可能となり、製造コストの低減をさらに図ることができる。
【0014】
前記金型は、固定型と、この固定型に対し、型開き状態と型締め状態とにわたって可動に設けられる可動型とを有し、固定型および可動型のいずれか一方または両方に、キャビティ内に突出して前記芯金の支持箇所を支持する支持突部を設けたものであっても良い。可動型を固定型から離隔した型開き状態にし、前記キャビティ内に突出する支持突部に、芯金の支持箇所を支持する。その後、可動型を移動させて型締め状態にし、キャビティ内に樹脂材料を充填し硬化させることで、保持器を成形することができる。
この発明の転がり軸受は、前記いずれかの保持器を用いたものである。
【0015】
この発明における転がり軸受用保持器の製造方法は、樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器の製造方法において、前記金型は、キャビティ内から突出して前記芯金を支持する支持突部を、円周方向の少なくとも2箇所に有し、前記キャビティ内に樹脂材料を充填して硬化させて、前記支持突部で支持された芯金の支持箇所を除く芯金全体が樹脂部で埋め込まれ、前記支持箇所を露出させた支持箇所露出部を、前記樹脂部に有する形状に成形する。
この構成によると、芯金の支持箇所を除く芯金全体を樹脂部で埋め込むことで、樹脂部表面に芯金を設ける構成に比べて、保持器全体の強度が向上すると共に、樹脂部と芯金との密着性の向上を図ることができる。芯金は、樹脂部内に埋め込むが、樹脂部に複数の支持箇所露出部を設けるため、キャビティ内に芯金を安定して支持することができ、インサート成形が行える。さらに保持器全体に占める樹脂材料の割合を、樹脂材料のみから成る保持器よりも低減できる。これにより、樹脂特有の不具合であるヒケ等を低減することができ、寸法精度の高精度化を図ることが可能となる。また、芯金を樹脂部内に埋め込み、支持箇所露出部を設ける構成であるため、保持器表面に芯金を設けるものと異なり、種々の保持器形状に対応することができる。
【発明の効果】
【0016】
この発明の転がり軸受用保持器は、樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器において、前記樹脂材料からなる樹脂部内に前記芯金を埋め込み、前記樹脂部に、前記芯金の前記金型のキャビティ内で支持させる支持箇所を露出させた支持箇所露出部を複数箇所に設けたため、保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる。
【0017】
この発明の転がり軸受用保持器の製造方法は、樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器の製造方法において、前記金型は、キャビティ内から突出して前記芯金を支持する支持突部を、円周方向の少なくとも2箇所に有し、前記キャビティ内に樹脂材料を充填して硬化させて、前記支持突部で支持された芯金の支持箇所を除く芯金全体が樹脂部で埋め込まれ、前記支持箇所を露出させた支持箇所露出部を、前記樹脂部に有する形状に成形する。このため、保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる。
【図面の簡単な説明】
【0018】
【図1】この発明の第1の実施形態に係る転がり軸受用保持器の断面図である。
【図2】同転がり軸受用保持器を軸方向から見た一部破断した側面図である。
【図3】(A)は、同転がり軸受用保持器の芯金を軸方向一方から見た一側面図、(B)は、同芯金を概略示す斜視図である。
【図4】(A)は図1のIV(A) - IV(A)線断面図、(B)は図1のIV(B) - IV(B)線断面図である。
【図5】同転がり軸受用保持器の要部の拡大断面図である。
【図6】同転がり軸受用保持器の芯金を金型に支持した支持過程を示す図である。
【図7】同芯金の支持箇所を拡大して示す拡大断面図である。
【図8】同金型のキャビティ内に樹脂材料を充填した覆い過程を示す図である。
【図9】この発明の他の実施形態に係る転がり軸受用保持器の断面図である。
【図10】この発明のさらに他の実施形態に係る転がり軸受用保持器の断面図である。
【図11】この発明のさらに他の実施形態に係る転がり軸受用保持器の断面図である。
【図12】従来例の転がり軸受用保持器の斜視図である。
【図13】他の従来例の転がり軸受用保持器の斜視図である。
【発明を実施するための形態】
【0019】
この発明の第1の実施形態に係る転がり軸受用保持器を図1ないし図8と共に説明する。以下の説明は、転がり軸受用保持器の製造方法についての説明をも含む。この実施形態に係る保持器は、ラジアル軸受のうちの円筒ころ軸受用の保持器であり、複数の転動体であるころを円周方向一定間隔おきに回転自在に保持する。この保持器は、図1に示すように、いわゆる梯子形の保持器であり、樹脂材料を芯金と共に金型(後述する)でインサート成形して成り、芯金1と、前記樹脂材料からなる樹脂部2とを有する。これらのうち芯金1は、前記金型のキャビティ内で支持する支持箇所6を有し、前記樹脂部2内に、前記支持箇所6を除く芯金全体を埋め込んでいる。樹脂部2は、一対の環状体2Aと、複数の支柱体2Bとを有する。樹脂部2のうち各環状体2Aに、後述の支持箇所露出部16を複数箇所に設けている。複数の支柱体2Bは、環状体2Aから軸方向に延びて、図2に示すように、それぞれの間に転動体Tを保持するポケットPtを形成する。
【0020】
図1に示すように、芯金1は、一対の芯金分割体3,3を軸方向に互いに対向させて組合せたものであり、これら芯金分割体3,3を、保持器内部の骨格となるように形成している。図3(A),(B)に示すように、各芯金分割体3は、それぞれ金属板のプレス加工品であって、互いに同一形状に形成され、互いに逆方向を向くように対向配置している。前記金属板として、例えば、冷間圧延鋼板などが用いられる。各芯金分割体3の表面粗さを1S以上5S以下としている。各芯金分割体3は、それぞれ平板状の環状体内埋め込み部3aと、複数の支柱体内埋め込み部3bとを有する。これらのうち複数の支柱体内埋め込み部3bは、一方の環状体内埋め込み部3aから対向する環状体内埋め込み部側つまり軸方向に延び、且つ、円周方向一定間隔おきに配設される。環状体内埋め込み部3aが、樹脂部2における環状体2Aに埋め込まれ、各支柱体内埋め込み部3bが、前記樹脂部2における各支柱体2Bに埋め込まれている。各支柱体内埋め込み部3bは、基端で環状体内埋め込み部3aに対して曲げ加工された曲げ片からなる。
【0021】
図3(A)の一点鎖線で示す支柱体内埋め込み部3bは、軸方向に折曲げる前の状態を表し、図3(B)の実線で示す支柱体内埋め込み部3bは、軸方向に折曲げた状態を表す。図3(A)の形状にプレスで打ち抜き加工されて、その後、各支柱体内埋め込み部3bがプレスで曲げ加工されることで、図3(B)に示す所望の形状に芯金が成形される。
各支柱体内埋め込み部3bは、各支柱体2Bの柱幅よりも狭く(図2)、円周方向に定められた幅寸法に規定されている。但し、この例の支柱体内埋め込み部3bは、環状体内埋め込み部3aの内径側縁部に繋がる基端部から、対向する環状体側に向かうに従って前記幅寸法が幅狭となる先細り状に形成されている。
【0022】
図1に示すように、支柱体内埋め込み部3bのうち、一方の辺3baが軸方向に平行で、且つ、他方の辺3bbが軸方向に傾斜する斜めに形成される。一方の環状体内埋め込み部3aに繋がる支柱体内埋め込み部3bにおける斜めの片3bbと、他方の環状体内埋め込み部3aに繋がる支柱体内埋め込み部3bにおける斜めの片3bbとが、円周方向に所定の隙間を介して隣り合うように配置される。このように一対の芯金分割体3,3における複数の支持体内埋め込み部3bは、互いに違いに微小角度位相をずらして組み合わされて、各支持体内埋め込み部3bの中間部から先端部にわたり定められた隙間を介して配置されている。
図3(A)に示すように、各芯金分割体3の環状体内埋め込み部3aには、樹脂材料を表裏に流動させる複数(この例では8個)の孔4が円周方向一定間隔おきに形成されている。各孔4は、例えば、直径0.5mm以上5.0mm以下の丸孔であり、環状体内埋め込み部3aにおける径方向中間部にそれぞれ形成されている。但し、各孔4は前記直径寸法に限定されるものではない。
【0023】
図4(A)は図1のIV(A) - IV(A)線断面図であり、図3(B)は図1のIV(B) - IV(B)線断面図である。図4(A),(B)に示すように、樹脂部2内に芯金を埋め込むことで、芯金1を保持器内部の骨格となるように形成している。一方の環状体内埋め込み部3aの外側面と、この環状体内埋め込み部3aを覆う環状体2Aの外側面との距離L1と、他方の環状体内埋め込み部3aの外側面と、この環状体内埋め込み部3aを覆う環状体2Aの外側面との距離L1とが同一寸法となるように規定されている。また図4(B)に示すように、環状体内埋め込み部3aと、支持体内埋め込み部3bとは、芯金1を断面L字状に曲げ加工してなる。
【0024】
図5に示すように、芯金分割体3における環状体内埋め込み部3aの外側面には、金型5のキャビティ内で芯金1を支持する複数の支持箇所6が、円周方向に等配に設けられている。これら支持箇所6は、少なくとも2箇所円周等配に設けられる。各支持箇所6は、環状体内埋め込み部3aのうち、支持体内埋め込み部3bの非突出側の軸方向外側面に形成された凹み部である。前記凹み部はこの例では非貫通孔から成り、金型付設の支持突部7に、環状体内埋め込み部3aの支持箇所6を締嵌めで嵌合させることで、各芯金分割体3が金型5に対し位置決めされて支持される。樹脂部2には、前記支持箇所6を露出させた支持箇所露出部16を、各支持箇所6に対応する円周方向複数箇所に設けている。なお、一方の環状体内埋め込み部3aに設けられる支持箇所6と、他方の環状体内埋め込み部3aに設けられる支持箇所6とは、同数とされ、且つ、互いに同位相となるように設けられる。複数の支持箇所6を3箇所以上円周等配に設けても良い。また、複数の支持箇所6を非等配に設けることも可能である。前記凹み部を貫通孔としても良い。
【0025】
図6に示すように、金型5は、組み合わされる固定型8と可動型9とを有する。固定型8がフレーム10等に固定され、可動型9にパンタグラフ状の移動機構11が取り付けられている。可動型9のキャビティ部分12と固定型8のキャビティ部分13とが対向して配置される。これらキャビティ部分12,13が組み合わされた状態でキャビティ14が形成される。可動型9は、固定型8に対し、移動機構11を介して図6に示す型開き状態と、図8に示す型締め状態とにわたって可動に構成されている。図6の型開き状態において、図7に示すように、固定型8のキャビティ部分13内に突出する支持突部7に、一方の芯金分割体3の支持箇所6を嵌合させ、可動型9のキャビティ部分12内に突出する支持突部7に、他方の芯金分割体3の支持箇所6を嵌合させる。その後、可動型9を移動させ、図8に示す型締め状態において、キャビティ14内に樹脂材料を充填し硬化させる。この金型5による成形時に転動体のポケットPtも形成される。前記固定型8に、キャビティ14内に樹脂材料を充填するゲート(図示せず)が設けられている。なお成形品を金型5から取り外した後、ポケットPtを後加工しても良い。
【0026】
以上説明した転がり軸受用保持器によると、樹脂部2に芯金1を埋め込んでいるため、樹脂部表面に芯金を設ける構成に比べて、保持器全体の強度が向上すると共に、樹脂部2と芯金1との密着性の向上を図ることができる。このため、軸受使用時に、保持器の温度上昇や振動等により、例えば、芯金1の一表面と樹脂部2との結合強度が低減したとしても、芯金1の他表面が樹脂部2に密着して支持される。したがって、芯金1が樹脂部2から不所望に剥がれるおそれがない。芯金1は、樹脂部2内に埋め込むが、樹脂部2に複数の支持箇所露出部16を設けるため、キャビティ14内に芯金1を安定して支持することができ、インサート成形が行える。さらに保持器全体に占める樹脂材料の割合を、樹脂材料のみから成る保持器よりも低減できる。これにより、樹脂特有の不具合であるヒケ等を低減することができ、寸法精度の高精度化を図ることが可能となる。また、芯金1を樹脂部2内に埋め込み、支持箇所露出部16を設ける構成であるため、保持器表面に芯金を設けるものと異なり、種々の保持器形状に対応することができる。さらに、芯金全体を樹脂部2内に埋め込んでいるうえ、芯金1の支持箇所6が、円周方向に等配に設けられているため、保持器の重心が所期位置からずれることなく、回転時における振れ精度を規定値内に収めることができる。これにより、従来技術のものより保持器寿命を延ばすことが可能となる。
【0027】
芯金1が金属板のプレス加工品であり、支柱体内埋め込み部3bは、基端で前記環状体内埋め込み部3に対して、曲げ加工された曲げ片からなるため、芯金を切削加工等により加工するものより、加工工数の低減を図り安価に製作することができる。一対の芯金分割体3,3を軸方向に互いに対向させて組合せるため、一対の芯金分割体3,3を同一形状の兼用部品とすることが可能となり、製造コストの低減をさらに図ることができる。
芯金1の支柱部3bが、環状体内埋め込み部3aの内径縁側に繋がる基端部から、対向する環状体内埋め込み部側に向かうに従って先細り状に形成されたものであるため、支柱体内埋め込み部3bの基端部の剛性を先端部よりも高め、芯金全体の強度をより高めることができる。
【0028】
芯金1の環状体内埋め込み部3aに、樹脂材料を流動させる孔4を設けた場合、保持器を金型5でインサート成形するとき、樹脂材料が環状体内埋め込み部3aの孔4を通って流動する。これにより樹脂材料の流動性が向上し、樹脂部2に空隙等の不具合が発生することを未然に防止することができる。したがって、樹脂部表面のヒケ等の低減をさらに図り、寸法精度の高精度化を図れる。樹脂部2の不具合を防止することで、歩留まりの向上を図り生産性も高めることができる。また環状体内埋め込み部3aの孔4に樹脂部2の一部が入り込むため、芯金1と樹脂部2との密着性を向上することができる。また、芯金1の表面粗さを1S以上5S以下としたため、芯金1と樹脂部2との結合強度の向上を図り、両者の密着性を向上し得る。
【0029】
他の実施形態について説明する。
以下の説明においては、各形態で先行する形態で説明している事項に対応している部分には同一の参照符を付し、重複する説明を略する。構成の一部のみを説明している場合、構成の他の部分は、先行して説明している形態と同様とする。
図8に示すように、芯金分割体3の環状体内埋め込み部3aのうち、支柱体内埋め込み部3bが延びる内側面に、軸方向に突出する複数の突起15を設けても良い。各突起15は、先端側に向かうに従って細くなる円錐状に形成されている。この場合、芯金1と樹脂部2との結合強度の向上をさらに図り、両者の密着性を向上し得る。
【0030】
図9に示すように、保持器を、冠形の玉軸受用保持器に適用しても良い。この冠形の保持器は、一対の芯金分割体ではなく単体の芯金1と、キャビティ内で支持箇所6(図4)を除く芯金全体を覆う樹脂部2とを有する。また、この例の保持器では、金型による成形時に、転動体を保持するポケットPtが形成される。
図10に示すように、保持器を、櫛形のころ軸受用保持器に適用しても良い。この櫛形のころ軸受用保持器も、単体の芯金1と、キャビティ内で支持箇所6を除く芯金全体を覆う樹脂部2とを有し、金型による成形時に、転動体を保持するポケットPtが形成される。
これらの保持器によると、芯金全体を支持箇所6を除き樹脂部2で覆っているため、保持器全体に占める樹脂材料の割合を、樹脂材料のみから成る保持器よりも低減できる。これにより、ヒケ等を低減することができ、寸法精度の高精度化を図ることが可能となる。また芯金全体を樹脂部2で覆うことで、強度不足の改善を図ると共に、樹脂部2と芯金1との密着性の向上を図ることができる。
各実施形態では、支持箇所6を凹み部とし、金型の支持突部7に凹み部を嵌合させているが、この構成に代えて、支持箇所6を軸方向外側に突出する凸部とし、金型のキャビティ内の凹部に前記凸部を嵌合させても良い。
【符号の説明】
【0031】
1…芯金
2…樹脂部
2A…環状体
2B…支持体
3…芯金分割体
3a…環状体内埋め込み部
3b…支柱体内埋め込み部
5…金型
7…支持突部
8…固定型
9…可動型
14…キャビティ
16…支持箇所露出部
【特許請求の範囲】
【請求項1】
樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器において、
前記樹脂材料からなる樹脂部内に前記芯金を埋め込み、前記樹脂部に、前記芯金の前記金型のキャビティ内で支持させる支持箇所を露出させた支持箇所露出部を複数箇所に設けたことを特徴とする転がり軸受用保持器。
【請求項2】
請求項1において、前記樹脂部は、環状体と、この環状体から軸方向に延びてそれぞれの間に転動体を保持するポケットを形成する複数の支柱体とを有し、前記芯金に、前記樹脂部の前記環状体に埋め込まれる環状体内埋め込み部と、この環状体内埋め込み部から延びて前記各支柱体に埋め込まれる複数の支柱体内埋め込み部とを設けた転がり軸受用保持器。
【請求項3】
請求項2において、前記芯金が、金属板のプレス加工品である転がり軸受用保持器。
【請求項4】
請求項2または請求項3において、前記各支柱体内埋め込み部は、基端で前記環状体内埋め込み部に対して、曲げ加工された曲げ片からなる転がり軸受用保持器。
【請求項5】
請求項2ないし請求項4のいずれか1項において、前記芯金の支持箇所は、環状体内埋め込み部のうち、支柱体内埋め込み部の非突出側の軸方向外側面に形成された凹み部である転がり軸受用保持器。
【請求項6】
請求項2ないし請求項5のいずれか1項において、前記保持器は、軸方向に間隔をあけて互いに対向させた一対の環状体と、これら環状体にわたって連結された複数の支柱体とで、梯子形に形成された転がり軸受用保持器。
【請求項7】
請求項2ないし請求項5のいずれか1項において、前記保持器は、1個の環状体と、この環状体の一側面から軸方向に延びてそれぞれの間に玉を保持する円形状のポケットを形成する複数の支柱体とで、冠形に形成された転がり軸受用保持器。
【請求項8】
請求項2ないし請求項5のいずれか1項において、前記保持器は、1個の環状体と、この環状体の一側面から軸方向に延びてそれぞれの間にころを保持するポケットを形成する複数の支柱体とで、櫛形に形成された転がり軸受用保持器。
【請求項9】
請求項6において、前記芯金は、一対の芯金分割体を軸方向に互いに対向させて組合せたものであり、各芯金分割体が、それぞれ、環状体内埋め込み部と、この環状体内埋め込み部から軸方向に延びる支柱体内埋め込み部とを有する転がり軸受用保持器。
【請求項10】
請求項9において、前記芯金は、前記一対の芯金分割体を互いに同一形状として互いに逆方向を向くように対向配置した転がり軸受用保持器。
【請求項11】
請求項1ないし請求項10のいずれか1項において、前記金型は、固定型と、この固定型に対し、型開き状態と型締め状態とにわたって可動に設けられる可動型とを有し、固定型および可動型のいずれか一方または両方に、キャビティ内に突出して前記芯金の支持箇所を支持する支持突部を設けた転がり軸受用保持器。
【請求項12】
請求項1ないし請求項11のいずれか1項の保持器を用いた転がり軸受。
【請求項13】
樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器の製造方法において、
前記金型は、キャビティ内から突出して前記芯金を支持する支持突部を、円周方向の少なくとも2箇所に有し、前記キャビティ内に樹脂材料を充填して硬化させて、前記支持突部で支持された芯金の支持箇所を除く芯金全体が樹脂部で埋め込まれ、前記支持箇所を露出させた支持箇所露出部を、前記樹脂部に有する形状に成形する転がり軸受用保持器の製造方法。
【請求項1】
樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器において、
前記樹脂材料からなる樹脂部内に前記芯金を埋め込み、前記樹脂部に、前記芯金の前記金型のキャビティ内で支持させる支持箇所を露出させた支持箇所露出部を複数箇所に設けたことを特徴とする転がり軸受用保持器。
【請求項2】
請求項1において、前記樹脂部は、環状体と、この環状体から軸方向に延びてそれぞれの間に転動体を保持するポケットを形成する複数の支柱体とを有し、前記芯金に、前記樹脂部の前記環状体に埋め込まれる環状体内埋め込み部と、この環状体内埋め込み部から延びて前記各支柱体に埋め込まれる複数の支柱体内埋め込み部とを設けた転がり軸受用保持器。
【請求項3】
請求項2において、前記芯金が、金属板のプレス加工品である転がり軸受用保持器。
【請求項4】
請求項2または請求項3において、前記各支柱体内埋め込み部は、基端で前記環状体内埋め込み部に対して、曲げ加工された曲げ片からなる転がり軸受用保持器。
【請求項5】
請求項2ないし請求項4のいずれか1項において、前記芯金の支持箇所は、環状体内埋め込み部のうち、支柱体内埋め込み部の非突出側の軸方向外側面に形成された凹み部である転がり軸受用保持器。
【請求項6】
請求項2ないし請求項5のいずれか1項において、前記保持器は、軸方向に間隔をあけて互いに対向させた一対の環状体と、これら環状体にわたって連結された複数の支柱体とで、梯子形に形成された転がり軸受用保持器。
【請求項7】
請求項2ないし請求項5のいずれか1項において、前記保持器は、1個の環状体と、この環状体の一側面から軸方向に延びてそれぞれの間に玉を保持する円形状のポケットを形成する複数の支柱体とで、冠形に形成された転がり軸受用保持器。
【請求項8】
請求項2ないし請求項5のいずれか1項において、前記保持器は、1個の環状体と、この環状体の一側面から軸方向に延びてそれぞれの間にころを保持するポケットを形成する複数の支柱体とで、櫛形に形成された転がり軸受用保持器。
【請求項9】
請求項6において、前記芯金は、一対の芯金分割体を軸方向に互いに対向させて組合せたものであり、各芯金分割体が、それぞれ、環状体内埋め込み部と、この環状体内埋め込み部から軸方向に延びる支柱体内埋め込み部とを有する転がり軸受用保持器。
【請求項10】
請求項9において、前記芯金は、前記一対の芯金分割体を互いに同一形状として互いに逆方向を向くように対向配置した転がり軸受用保持器。
【請求項11】
請求項1ないし請求項10のいずれか1項において、前記金型は、固定型と、この固定型に対し、型開き状態と型締め状態とにわたって可動に設けられる可動型とを有し、固定型および可動型のいずれか一方または両方に、キャビティ内に突出して前記芯金の支持箇所を支持する支持突部を設けた転がり軸受用保持器。
【請求項12】
請求項1ないし請求項11のいずれか1項の保持器を用いた転がり軸受。
【請求項13】
樹脂材料を芯金と共に金型でインサート成形して成る転がり軸受用保持器の製造方法において、
前記金型は、キャビティ内から突出して前記芯金を支持する支持突部を、円周方向の少なくとも2箇所に有し、前記キャビティ内に樹脂材料を充填して硬化させて、前記支持突部で支持された芯金の支持箇所を除く芯金全体が樹脂部で埋め込まれ、前記支持箇所を露出させた支持箇所露出部を、前記樹脂部に有する形状に成形する転がり軸受用保持器の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2013−68264(P2013−68264A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−206715(P2011−206715)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
[ Back to top ]