
転がり軸受装置
【課題】生産性の向上およびアウトガスの低減を図るとともに共振周波数変動およびトルク変動の発生を防止する。
【解決手段】内輪軌道面30a,30bを有する内輪3a,3bおよび外輪軌道面50a,50bを有する外輪5a,5bと、これら内輪3a,3bと外輪5a,5bとの間に各軌道面30a,30b,50a,50bにより形成される円環状空間に周方向に間隔をあけて複数配置される転動体7とを備え、軸方向に間隔をあけて配列される2つの転がり軸受1A,1Bと、転がり軸受1A,1Bの内輪3a,3bに嵌合されるシャフト13と、転がり軸受1A,1Bの外輪5a,5bを嵌合させる嵌合孔25を有するスリーブ23とを備え、内輪3a,3bが、軸方向の一端に軌道面30a,30bから離れる方向に延び、レーザ溶接により局所的に熱変形してシャフト13に接合される突出部34a,34bを備える転がり軸受装置10を提供する。
【解決手段】内輪軌道面30a,30bを有する内輪3a,3bおよび外輪軌道面50a,50bを有する外輪5a,5bと、これら内輪3a,3bと外輪5a,5bとの間に各軌道面30a,30b,50a,50bにより形成される円環状空間に周方向に間隔をあけて複数配置される転動体7とを備え、軸方向に間隔をあけて配列される2つの転がり軸受1A,1Bと、転がり軸受1A,1Bの内輪3a,3bに嵌合されるシャフト13と、転がり軸受1A,1Bの外輪5a,5bを嵌合させる嵌合孔25を有するスリーブ23とを備え、内輪3a,3bが、軸方向の一端に軌道面30a,30bから離れる方向に延び、レーザ溶接により局所的に熱変形してシャフト13に接合される突出部34a,34bを備える転がり軸受装置10を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、転がり軸受装置に関するものである。
【背景技術】
【0002】
一般に、転がり軸受装置は、同軸に配置された内輪および外輪を備える転がり軸受と、転がり軸受の内輪に嵌合される内筒と、転がり軸受の外輪を嵌合させる外筒とにより構成され、内筒および外筒が転がり軸受により相対回転自在に支持されている(例えば、特許文献1および特許文献2参照。)。特許文献1に記載の転がり軸受装置は、シャフト(内筒)と内輪およびハウジング(外筒)と外輪がそれぞれ接着剤により接合され、特許文献2に記載の転がり軸受装置では、シャフトと内輪が嫌気性の接着剤により接合されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−182543号公報
【特許文献2】特開2000−346085号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、嫌気性接着剤にはアウトガス成分が多く、転がり軸受装置が使用されるハードディスクドライブ(HDD)の磁気ディスクにアウトガスが付着すると、記録や再生に影響を与えることがある。また、嫌気性接着剤は硬化時間が長いため、生産性が低いという不都合がある。さらに、従来の転がり軸受装置のようにシャフトと内輪およびハウジングと外輪をそれぞれ接着剤により接合した場合、温度変化によって接着剤の剛性が変動し、これにより予圧が変化して共振周波数やトルクが変動する不都合がある。
【0005】
本発明は上述した事情に鑑みてなされたものであって、生産性の向上およびアウトガスの低減を図るとともに共振周波数変動およびトルク変動の発生を防止した転がり軸受装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明は以下の手段を提供する。
本発明は、軌道面を有する内輪および外輪と、これら内輪と外輪との間に各前記軌道面により形成される円環状空間に周方向に間隔をあけて複数配置される転動体とを備え、軸方向に間隔をあけて配列される2つの転がり軸受と、該転がり軸受の前記内輪に嵌合される第1の部材と、前記転がり軸受の前記外輪を嵌合させる嵌合孔を有する第2の部材とを備え、前記内輪および前記外輪の少なくとも1つが、前記軸方向の一端に前記軌道面から離れる方向に延び、レーザ溶接により局所的に熱変形して前記第1の部材または前記第2の部材に接合される溶接接合部を備える転がり軸受装置を提供する。
【0007】
本発明によれば、第1の部材を各内輪に嵌合させた2つの転がり軸受の各外輪がそれぞれ第2の部材に嵌合されることにより、第1の部材と第2の部材とが転がり軸受によって相対回転可能に支持される。この場合において、内輪または外輪の軸方向の一端に設けられた溶接接合部が第1の部材または第2の部材にレーザ溶接されることにより、溶接時に軌道面に熱変形を生じさせて真円度を低下させることなく内輪または外輪と第1の部材または第2の部材との嵌合部分を固定することができる。
【0008】
また、レーザ溶接により嵌合部分を固定することで、嫌気性接着剤を用いて嵌合部分を固定する場合のようなアウトガスの発生を防止できるとともに、固定するのにかかる時間を短縮して生産性の向上を図ることができる。また、レーザ溶接によれば、接着剤を用いた場合のような温度変化による接着剤の剛性変動に起因する予圧変化を回避し、共振周波数およびトルクの安定化を図ることができる。
【0009】
上記発明においては、前記内輪または前記外輪が前記軌道面を有する厚肉部を備え、前記溶接接合部が前記厚肉部より半径方向厚さが薄く形成されていることとしてもよい。
このように構成することで、溶接接合部に施されたレーザ溶接により、溶接接合部を局所的に熱変形させて、その熱応力を厚肉部に伝達し難くすることができる。これにより、溶接接合部をレーザ溶接によって第1の部材または第2の部材に積極的に接合しつつ、厚肉部の軌道面に熱変形が及ぶのを防ぐことができる。
【0010】
また、上記発明においては、前記溶接接合部が、前記内輪または前記外輪の周方向に間隔をあけて複数配置されて前記軸方向に突出していることとしてもよい。
このように構成することで、レーザ溶接により熱変形が生じる範囲を溶接接合部に制限し、軌道面に熱変形が及ぶのを防ぐことができる。また、このような複数の溶接接合部により嵌合部分を周方向に安定的に固定することができる。
【0011】
本発明は、軌道面を有する内輪および外輪と、これら内輪と外輪との間に各前記軌道面により形成される円環状空間に周方向に間隔をあけて複数配置される転動体とを備え、軸方向に間隔をあけて配列される2つの転がり軸受と、該転がり軸受の前記内輪に嵌合される第1の部材と、前記転がり軸受の前記外輪を嵌合させる嵌合孔を有する第2の部材と、前記内輪および前記外輪の少なくとも1つに軸方向に隣接して配置され、レーザ溶接により前記第1の部材または前記第2の部材に接合されている固定部材とを備える転がり軸受装置を提供する。
【0012】
本発明によれば、固定部材が第1の部材または第2の部材にレーザ溶接されることにより、固定部材に隣接して配置されている内輪または外輪が軸方向に固定される。この場合において、固定部材が内輪または外輪と物理的に分離されているので、溶接時に固定部材の熱変形が内輪または外輪に伝わらず、軌道面に熱変形が生じるのを防ぐことができる。したがって、軌道面の真円度を悪化させることなく嵌合部分を固定し、生産性の向上およびアウトガスの低減を図るとともに共振周波数変動およびトルク変動の発生を防止することができる。
【0013】
また、上記発明においては、前記固定部材が、前記第1の部材を嵌合させる内輪側リングまたは前記第2の部材に嵌合される外輪側リングであることとしてもよい。
このように構成することで、内輪側リングまたは外輪側リングにより内輪または外輪の周方向全体にわたり軸方向の位置ずれを防ぐことができる。
【0014】
また、上記発明においては、前記内輪間または前記外輪間の一方に軸方向に挟まれるスペーサ部を備え、他方の前記内輪または前記外輪が、軸方向に隣接する前記内輪または前記外輪に対して相対的に近接する方向に押圧された状態で前記第1の部材または前記第2の部材に固定されていることとしてもよい。
【0015】
このように構成することで、内輪間または外輪間の一方にスペーサ部が挟まれることにより、他方の外輪間または内輪間にスペーサ部の長さに応じた隙間ができるので、他方の内輪または外輪を軸方向に押圧するだけで内輪どうしまたは外輪どうしを近接させて2つの転がり軸受に予圧をかけることができる。したがって、内輪または外輪を押圧した状態でレーザ溶接を施すことにより、転がり軸受に予圧をかけた状態を簡易に維持することができる。
【発明の効果】
【0016】
本発明によれば、生産性の向上およびアウトガスの低減を図るとともに共振周波数変動およびトルク変動の発生を防止することができるという効果を奏する。
【図面の簡単な説明】
【0017】
【図1】本発明の第1の実施形態に係る転がり軸受装置の縦断面図である。
【図2】本発明の第1の実施形態の参考例に係る内輪とシャフトとの溶接箇所の縦断面図である。
【図3】図2の内輪とシャフトの溶接箇所を軸方向に直交する断面で切断した横断面図である。
【図4】参考例に係る図2に示す転がり軸受装置のトルクと回転角度との関係を示した図である。
【図5】本発明の第1の実施形態に係る転がり軸受装置の転がり軸受装置のトルクと回転角度との関係を示した図である。
【図6】本発明の第1の実施形態の第1の変形例に係る転がり軸受装置の縦断面図である。
【図7】本発明の第1の実施形態の第2の変形例に係る転がり軸受装置の内輪を示す斜視図である。
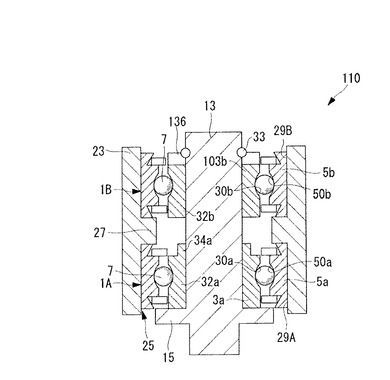
【図8】本発明の第2の実施形態に係る転がり軸受装置の縦断面図である。
【発明を実施するための形態】
【0018】
〔第1の実施形態〕
以下、本発明の第1の実施形態に係る転がり軸受装置について、図面を参照して説明する。
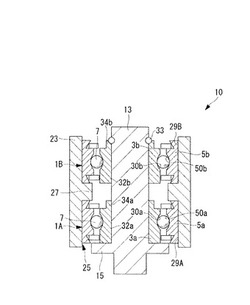
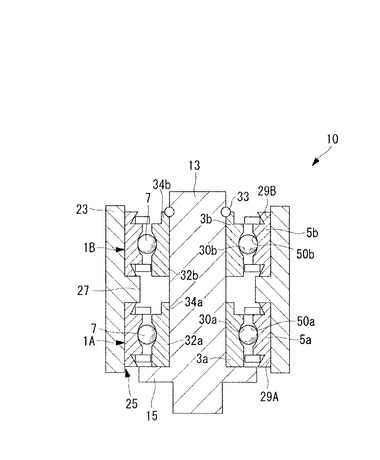
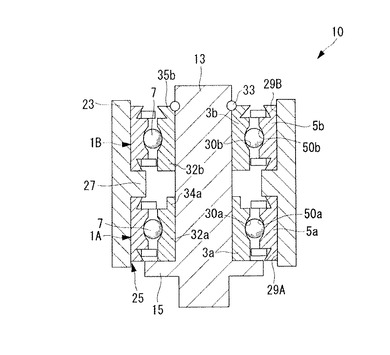
本実施形態に係る転がり軸受装置10は、例えば、図1に示すように、磁気記録装置(HDD)や光記録装置等に用いられるスイングアーム等を揺動するためのものである。この転がり軸受装置10は、軸方向に間隔をあけて同軸に配列される第1の転がり軸受1Aおよび第2の転がり軸受1B(以下、第1の転がり軸受1Aと第2の転がり軸受1Bを合わせて「転がり軸受1A,1B」という。)と、これら転がり軸受1A,1Bに嵌合されるシャフト(第1の部材)13と、転がり軸受1A,1Bを嵌合させる嵌合孔25を有するスリーブ(第2の部材)23とを備えている。
【0019】
転がり軸受1A,1Bは、シャフト13とスリーブ23とを相対的に回転させるためのものである。
第1の転がり軸受1Aは、同軸に配置された内輪3aおよび外輪5aと、これら内輪3aと外輪5aとの間の円環状空間に周方向に間隔をあけて内蔵される複数個の転動体7とを備えている。なお、転動体7は、図示しないリテーナにより等間隔配置された状態で転動可能に保持されている。
【0020】
内輪3aには、外周面に深溝型若しくはアンギュラ型の内輪軌道面(軌道面)30aが設けられている。また、外輪5aには、内周面に深溝型若しくはアンギュラ型の外輪軌道面(軌道面)50aが設けられている。これら内輪3aおよび外輪5aの各軌道面30a,50aにより前記円環状空間が形成されるようになっている。
【0021】
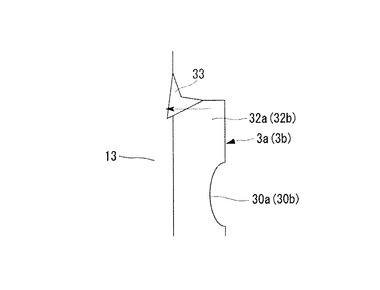
また、内輪3aは、内輪軌道面30aを有する厚肉部32aと、厚肉部32aの一端から周方向全体にわたり内輪軌道面30aに対して離れる方向に延びる突出部(溶接接合部)34aとにより構成されている。この突出部34aは、軸方向に略一定の厚さを有し、内径寸法が厚肉部32aの内径寸法と等しく、外形寸法が厚肉部32aの外径寸法より小さい薄肉形状となっている。
【0022】
このように構成された内輪3aにはシャフト13が嵌合されている。また、内輪3aとシャフト13との嵌合部分は、突出部34aの端面とシャフト13の外周面とが交差する部分におけるレーザ溶接により固定されている。図1において、符号33は溶接箇所を示している。なお、内輪3aの厚肉部32aとシャフト13との嵌合部分を接着または圧入により固定することとしてもよい。
【0023】
外輪5aは、内輪3aとほぼ同一の長さを有し、スリーブ23の嵌合孔25に嵌合されている。また、外輪5aと嵌合孔25との嵌合部分は接着またはレーザ溶接により固定されている。
第2の転がり軸受1Bは、第1の転がり軸受1Aと同じ構成であるので説明を省略する。
【0024】
シャフト13は、略円柱状部材または略円筒状部材であり、軸方向の一端に全周にわたって半径方向外方に突出する鍔状のフランジ部15が設けられている。このシャフト13には、フランジ部15側から順に第1の転がり軸受1Aおよび第2の転がり軸受1Bが嵌め込まれており、第1の転がり軸受1Aの内輪3aの端面がフランジ部15に突き当てられている。
【0025】
また、転がり軸受1A,1Bの内輪3a,3bが相互に近接する方向に押圧された状態でシャフト13に固定されている。これにより、転がり軸受1A,1Bに予圧がかけられた状態となり、内輪3a,3bおよび外輪5a,5bと転動体7とが隙間なく接触させられている。
【0026】
スリーブ23の嵌合孔25の内面には、軸方向の略中央に内側に向かって突出する凸部(以下、「スペーサ部」という。)27が設けられている。この嵌合孔25には、スペーサ部27を挟んで軸方向の一方に第1の転がり軸受1A、他方に第2の転がり軸受1Bがそれぞれ嵌め込まれており、外輪5a,5bの互いに対向する端面がそれぞれスペーサ部27に突き当てられている。以下、嵌合孔25の第1の転がり軸受1Aが嵌め込まれている部分を「第1の嵌合部29A」といい、第2の転がり軸受が嵌め込まれている部分を「第2の嵌合部29B」という。
【0027】
次に、このように構成された本実施形態に係る転がり軸受装置10の組み立て方法について説明する。
まず、第1の転がり軸受1Aの内輪3aにシャフト13を嵌合させ、内輪3aの端面をフランジ部15に突き当てる。そして、レーザ溶接により、内輪3aの突出部34aの端面とシャフト13の外周面とを接合する。
【0028】
この場合に、突出部34aの半径方向厚さが厚肉部32aの半径方向厚さより薄いので、レーザ溶接により突出部34aを局所的に熱変形させ、その熱応力を厚肉部32aに伝達し難くすることができる。したがって、突出部34aを内輪3aに積極的に接合しつつ厚肉部32aの内輪軌道面30aに熱変形が及ぶのを防ぐことができる。
【0029】
次に、スリーブ23の第2の嵌合部29Bに第2の転がり軸受1Bの外輪5bを嵌合させ、外輪5bの端面を嵌合孔25のスペーサ部27に突き当てる。ここで、第2の嵌合部29Bに予め接着剤を塗布しておき、外輪5bと第2の嵌合部29Bとを接着することとしてもよい。また、接着に代えて、外輪5bと第2の嵌合部29Bとをレーザ溶接することとしてもよい。
【0030】
続いて、第1の転がり軸受1Aに嵌め込まれたシャフト13をフランジ部15が鉛直下向きになるように固定した状態で、第2の転がり軸受1Bが嵌め込まれたスリーブ23を嵌め合わせる。具体的には、スリーブ23に嵌め込まれている第2の転がり軸受1Bの内輪3bにシャフト13を嵌合させるとともに、シャフト13が嵌め込まれている第1の転がり軸受1Aの外輪5aを第1の嵌合部29Aに嵌合させて、外輪5aの端面をスペーサ部27に突き当てる。外輪5bと第2の嵌合部29Bとの嵌合部分と同様に、外輪5aと第1の嵌合部29Aとを接着またはレーザ溶接により固定することとしてもよい。
【0031】
次に、転がり軸受1Aの内輪3bの突出部34bとシャフト13とを接合する。
ここで、転がり軸受1A,1Bの外輪5a,5b間に挟まれたスペーサ部27により、内輪3a,3b間にはスペーサ部27の長さに応じた隙間が形成されている。そこで、内輪3aと内輪3bとを相互に近接させる方向に押圧して転がり軸受1A,1Bに予圧をかける。
【0032】
この場合に、第1の転がり軸受1Aの内輪3aがフランジ部15に突き当てられているので、内輪3aに対して軸方向の反対側に配置された第2の転がり軸受1Bの内輪3bを軸方向に押圧するだけで、転がり軸受1A,1Bに予圧をかけることができる。
【0033】
そこで、内輪3bを軸方向に押圧し、第1の転がり軸受1Aおよび第2の転がり軸受1Bに予圧をかけた状態で、レーザ溶接により、内輪3bの突出部34bの端面とシャフト13の外周面とを接合する。これにより、転がり軸受1A,1Bに予圧をかけた状態で転がり軸受1A,1Bとシャフト13およびスリーブ23との各嵌合部分が固定された転がり軸受装置10が完成する。この場合に、内輪3aと同様に、レーザ溶接により、内輪3bの突出部34bをシャフト13に積極的に接合しつつ厚肉部32bの内輪軌道面30bに熱変形が及ぶのを防ぐことができる。
【0034】
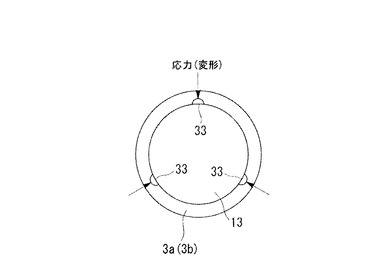
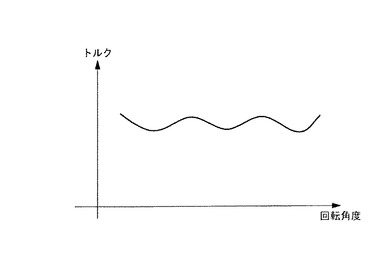
ここで、本実施形態に係る転がり軸受装置10の参考例として、例えば、図2および図3に示すように、内輪3a,3bが突出部34a,34bを備えず、厚肉部32a,32bの端面とシャフト13の外周面とをレーザ溶接することとした場合には、溶融した溶接箇所33が硬化する際の収縮により被溶接材(図2および図3においては、内輪3a,3bとシャフト13)が相互に引き寄せられる力が働く。そのため、図4に示すように、転がり軸受1A,1Bの内輪軌道面30a,30bの真円度が低下してトルク変動が発生することとなる。同図において、縦軸はトルクを示し、横軸は回転角度を示している(図5において同様である)。
【0035】
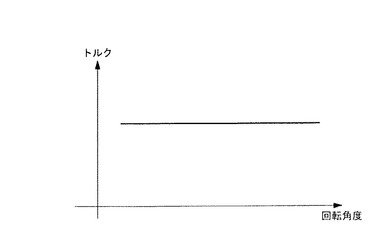
これに対し、本実施形態に係る転がり軸受装置10によれば、レーザ溶接により突出部34a、34bを局所的に熱変形させることにより、溶接時に内輪軌道面30a,30bに熱変形が生じるのを防ぎ、内輪軌道面30a,30bの真円度を低下させることなく内輪3a,3bとシャフト13とを固定することができる。これにより、図5に示すように、トルク変動の発生を防止することができる。
【0036】
また、レーザ溶接により内輪3a,3bとシャフト13との嵌合部分を固定することで、従来のように嫌気性接着剤を用いて嵌合部分を固定する場合のようなアウトガスの発生を防止できるとともに、固定するのにかかる時間を短縮して生産性の向上を図ることができる。また、レーザ溶接によれば、接着剤を用いた場合のような温度変化による接着剤の剛性変動に起因する予圧変化を回避し、共振周波数およびトルクの安定化を図ることができる。
【0037】
なお、本実施形態は以下のように変形することができる。
例えば、本実施形態においては、突出部34bが軸方向に略一定の厚さを有する形状であるとしたが、第1の変形例としては、図6に示すように、突出部35bの形状が厚肉部32b近傍においては半径方向厚さが薄く、内輪軌道面30bから離れるにしたがい徐々に半径方向厚さが厚くなるものであってもよい。突出部35bの端面の半径方向厚さを厚くすることで溶接箇所33に極端な熱変形を生じ難くするとともに、厚肉部32b近傍の厚さを薄くすることで厚肉部32bへ熱応力が伝達され難くし、熱変形が生じる範囲を突出部35bに制限することができる。突出部35aについても同様である。
【0038】
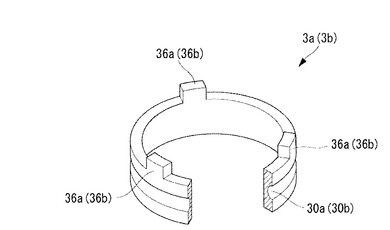
また、例えば、本実施形態においては、突出部34a,34bが周方向全体にわたり軸方向に延びる形状であるとしたが、第2の変形例としては、図7に示すように、突出部36a,36bの形状が、内輪3a,3bの周方向に間隔をあけて複数(本変形例では3箇所)配置されて軸方向に櫛歯状に突出するものであってもよい。このようにすることで、レーザ溶接により熱変形が生じる範囲を突出部36a,36bに制限し、内輪軌道面30a,30bに熱変形が及ぶのを防ぐことができる。また、このような複数の突出部36a,36bを周方向に間隔をあけて配置することで嵌合部分を周方向に安定的に固定することができる。
【0039】
〔第2の実施形態〕
以下、本発明の第2の実施形態に係る転がり軸受装置について説明する。
本実施形態に係る転がり軸受装置110は、図8に示すように、内輪103bが突出部34bを備えず、また、シャフト13を嵌合させる環状の内輪側リング(固定部材)136が内輪103bの軸方向に隣接して配置されている点で第1の実施形態と異なる。
以下、本実施形態の説明において、第1の実施形態に係る転がり軸受装置10の構成を共通する箇所には、同一符号を付して説明を省略する。
【0040】
内輪側リング136は、軸方向に略一定の厚さを有し、厚肉部32bの内径寸法および外形寸法と略等しい筒状部材である。この内輪側リング136は、シャフト13を嵌合させて内輪103bの端面に突き当てられた状態で、レーザ溶接によりシャフト13に接合されている。これにより、内輪側リング136によって内輪103bの軸方向の移動や周方向全体にわたる位置ずれが規制されるようになっている。
【0041】
このように構成された転がり軸受装置110の組み立て方法としては、第1の転がり軸受1Aに嵌め込まれたシャフト13と第2の転がり軸受1Bが嵌め込まれたスリーブ23とを嵌合させた後、内輪側リング136にシャフト13を嵌合させ、内輪103bの端面に内輪側リング136を突き当てる。
【0042】
続いて、内輪側リング136および内輪103bを内輪3aに近接させる方向に押圧し、この状態で、内輪側リング136の内輪103bに突き当てられた端面とは軸方向の反対側の端面とシャフト13の外周面とをレーザ溶接により接合する。これにより、内輪103bの軸方向の移動を規制し、転がり軸受1A,1Bに予圧をかけた状態で転がり軸受1A,1Bとシャフト13およびスリーブ23との各嵌合部分が固定された転がり軸受装置110が完成する。
【0043】
以上説明したように、本実施形態に係る転がり軸受装置110によれば、内輪側リング136が内輪103bと物理的に分離されているので、溶接時に内輪側リング136の熱変形が内輪103bに伝わらず、内輪軌道面30bに熱変形が生じるのを防ぐことができる。したがって、内輪軌道面30bの真円度を低下させることなく内輪103bとシャフト13との嵌合部分を固定することができる。
【0044】
なお、本実施形態においては、固定部材として内輪側リング136を例示して説明したが、例えば、内輪3aとして突出部35aを備えない形状のものを採用し、固定部材として内輪3aの軸方向に隣接して配置される外輪側リングを採用することとしてもよい。
また、本実施形態においては、内輪側リング136が厚肉部32aの内径寸法および外形寸法と略等しい筒状部材であるとしたが、これに代えて、例えば、一端の半径方向厚さが薄く、軸方向に徐々に半径方向厚さが厚くなる形状であってもよい。この場合、半径方向厚さが薄い一端を内輪103bに突き当てて配置することとすればよい。また、例えば、内輪側リング136の形状が、周方向に間隔をあけて複数配置されて軸方向に櫛歯状に突出する突出部を備えるものであってもよい。
【0045】
以上、本発明の実施形態について図面を参照して詳述してきたが、具体的な構成はこの実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
例えば、上記各実施形態においては、第2の部材として、嵌合孔25の内面にスペーサ部27を備えるスリーブ23を例示して説明したが、これに代えて、例えば、スペーサ部27を備えないスリーブを採用し、転がり軸受1A,1Bの内輪3a,3b間にリング状の間座を挟む構成としてもよい。この場合、外輪5a,5b間に間座の長さに応じた隙間が形成されるので、外輪5a,5bどうしを近接させる方向に押圧することとすればよい。また、外輪3a,3bが突出部(溶接接合部)を備える構成にしたり、あるいは、外輪5bの軸方向の一端に配置され、スリーブ23の嵌合孔25に嵌合される環状の外輪側リング(固定部材)を採用したりすることとすればよい。
【0046】
また、上記各実施形態においては、突出部34a,34b,35a,35b,36a,36bまたは内輪側リング136とシャフト13とのレーザ溶接により嵌合部分を固定することとしたが、例えば、嵌合部分におけるシャフト13の外周面やスリーブ23の嵌合孔25等に接着剤を塗布し、レーザ溶接による接合と接着剤による接合とを併用することとしてもよい。
【符号の説明】
【0047】
1A 第1の転がり軸受
1B 第2の転がり軸受
3a,3b,103b 内輪
5a,5b 外輪
7 転動体
10,110 転がり軸受装置
13 シャフト(第1の部材)
23 スリーブ(第2の部材)
25 嵌合孔
27 スペーサ部
30a,30b 内輪軌道面(軌道面)
32a,32b 厚肉部
34a,34b,35a,35b,36a,36b 突出部(溶接接合部)
50a,50b 外輪軌道面(軌道面)
136 内輪側リング(固定部材)
【技術分野】
【0001】
本発明は、転がり軸受装置に関するものである。
【背景技術】
【0002】
一般に、転がり軸受装置は、同軸に配置された内輪および外輪を備える転がり軸受と、転がり軸受の内輪に嵌合される内筒と、転がり軸受の外輪を嵌合させる外筒とにより構成され、内筒および外筒が転がり軸受により相対回転自在に支持されている(例えば、特許文献1および特許文献2参照。)。特許文献1に記載の転がり軸受装置は、シャフト(内筒)と内輪およびハウジング(外筒)と外輪がそれぞれ接着剤により接合され、特許文献2に記載の転がり軸受装置では、シャフトと内輪が嫌気性の接着剤により接合されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−182543号公報
【特許文献2】特開2000−346085号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、嫌気性接着剤にはアウトガス成分が多く、転がり軸受装置が使用されるハードディスクドライブ(HDD)の磁気ディスクにアウトガスが付着すると、記録や再生に影響を与えることがある。また、嫌気性接着剤は硬化時間が長いため、生産性が低いという不都合がある。さらに、従来の転がり軸受装置のようにシャフトと内輪およびハウジングと外輪をそれぞれ接着剤により接合した場合、温度変化によって接着剤の剛性が変動し、これにより予圧が変化して共振周波数やトルクが変動する不都合がある。
【0005】
本発明は上述した事情に鑑みてなされたものであって、生産性の向上およびアウトガスの低減を図るとともに共振周波数変動およびトルク変動の発生を防止した転がり軸受装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明は以下の手段を提供する。
本発明は、軌道面を有する内輪および外輪と、これら内輪と外輪との間に各前記軌道面により形成される円環状空間に周方向に間隔をあけて複数配置される転動体とを備え、軸方向に間隔をあけて配列される2つの転がり軸受と、該転がり軸受の前記内輪に嵌合される第1の部材と、前記転がり軸受の前記外輪を嵌合させる嵌合孔を有する第2の部材とを備え、前記内輪および前記外輪の少なくとも1つが、前記軸方向の一端に前記軌道面から離れる方向に延び、レーザ溶接により局所的に熱変形して前記第1の部材または前記第2の部材に接合される溶接接合部を備える転がり軸受装置を提供する。
【0007】
本発明によれば、第1の部材を各内輪に嵌合させた2つの転がり軸受の各外輪がそれぞれ第2の部材に嵌合されることにより、第1の部材と第2の部材とが転がり軸受によって相対回転可能に支持される。この場合において、内輪または外輪の軸方向の一端に設けられた溶接接合部が第1の部材または第2の部材にレーザ溶接されることにより、溶接時に軌道面に熱変形を生じさせて真円度を低下させることなく内輪または外輪と第1の部材または第2の部材との嵌合部分を固定することができる。
【0008】
また、レーザ溶接により嵌合部分を固定することで、嫌気性接着剤を用いて嵌合部分を固定する場合のようなアウトガスの発生を防止できるとともに、固定するのにかかる時間を短縮して生産性の向上を図ることができる。また、レーザ溶接によれば、接着剤を用いた場合のような温度変化による接着剤の剛性変動に起因する予圧変化を回避し、共振周波数およびトルクの安定化を図ることができる。
【0009】
上記発明においては、前記内輪または前記外輪が前記軌道面を有する厚肉部を備え、前記溶接接合部が前記厚肉部より半径方向厚さが薄く形成されていることとしてもよい。
このように構成することで、溶接接合部に施されたレーザ溶接により、溶接接合部を局所的に熱変形させて、その熱応力を厚肉部に伝達し難くすることができる。これにより、溶接接合部をレーザ溶接によって第1の部材または第2の部材に積極的に接合しつつ、厚肉部の軌道面に熱変形が及ぶのを防ぐことができる。
【0010】
また、上記発明においては、前記溶接接合部が、前記内輪または前記外輪の周方向に間隔をあけて複数配置されて前記軸方向に突出していることとしてもよい。
このように構成することで、レーザ溶接により熱変形が生じる範囲を溶接接合部に制限し、軌道面に熱変形が及ぶのを防ぐことができる。また、このような複数の溶接接合部により嵌合部分を周方向に安定的に固定することができる。
【0011】
本発明は、軌道面を有する内輪および外輪と、これら内輪と外輪との間に各前記軌道面により形成される円環状空間に周方向に間隔をあけて複数配置される転動体とを備え、軸方向に間隔をあけて配列される2つの転がり軸受と、該転がり軸受の前記内輪に嵌合される第1の部材と、前記転がり軸受の前記外輪を嵌合させる嵌合孔を有する第2の部材と、前記内輪および前記外輪の少なくとも1つに軸方向に隣接して配置され、レーザ溶接により前記第1の部材または前記第2の部材に接合されている固定部材とを備える転がり軸受装置を提供する。
【0012】
本発明によれば、固定部材が第1の部材または第2の部材にレーザ溶接されることにより、固定部材に隣接して配置されている内輪または外輪が軸方向に固定される。この場合において、固定部材が内輪または外輪と物理的に分離されているので、溶接時に固定部材の熱変形が内輪または外輪に伝わらず、軌道面に熱変形が生じるのを防ぐことができる。したがって、軌道面の真円度を悪化させることなく嵌合部分を固定し、生産性の向上およびアウトガスの低減を図るとともに共振周波数変動およびトルク変動の発生を防止することができる。
【0013】
また、上記発明においては、前記固定部材が、前記第1の部材を嵌合させる内輪側リングまたは前記第2の部材に嵌合される外輪側リングであることとしてもよい。
このように構成することで、内輪側リングまたは外輪側リングにより内輪または外輪の周方向全体にわたり軸方向の位置ずれを防ぐことができる。
【0014】
また、上記発明においては、前記内輪間または前記外輪間の一方に軸方向に挟まれるスペーサ部を備え、他方の前記内輪または前記外輪が、軸方向に隣接する前記内輪または前記外輪に対して相対的に近接する方向に押圧された状態で前記第1の部材または前記第2の部材に固定されていることとしてもよい。
【0015】
このように構成することで、内輪間または外輪間の一方にスペーサ部が挟まれることにより、他方の外輪間または内輪間にスペーサ部の長さに応じた隙間ができるので、他方の内輪または外輪を軸方向に押圧するだけで内輪どうしまたは外輪どうしを近接させて2つの転がり軸受に予圧をかけることができる。したがって、内輪または外輪を押圧した状態でレーザ溶接を施すことにより、転がり軸受に予圧をかけた状態を簡易に維持することができる。
【発明の効果】
【0016】
本発明によれば、生産性の向上およびアウトガスの低減を図るとともに共振周波数変動およびトルク変動の発生を防止することができるという効果を奏する。
【図面の簡単な説明】
【0017】
【図1】本発明の第1の実施形態に係る転がり軸受装置の縦断面図である。
【図2】本発明の第1の実施形態の参考例に係る内輪とシャフトとの溶接箇所の縦断面図である。
【図3】図2の内輪とシャフトの溶接箇所を軸方向に直交する断面で切断した横断面図である。
【図4】参考例に係る図2に示す転がり軸受装置のトルクと回転角度との関係を示した図である。
【図5】本発明の第1の実施形態に係る転がり軸受装置の転がり軸受装置のトルクと回転角度との関係を示した図である。
【図6】本発明の第1の実施形態の第1の変形例に係る転がり軸受装置の縦断面図である。
【図7】本発明の第1の実施形態の第2の変形例に係る転がり軸受装置の内輪を示す斜視図である。
【図8】本発明の第2の実施形態に係る転がり軸受装置の縦断面図である。
【発明を実施するための形態】
【0018】
〔第1の実施形態〕
以下、本発明の第1の実施形態に係る転がり軸受装置について、図面を参照して説明する。
本実施形態に係る転がり軸受装置10は、例えば、図1に示すように、磁気記録装置(HDD)や光記録装置等に用いられるスイングアーム等を揺動するためのものである。この転がり軸受装置10は、軸方向に間隔をあけて同軸に配列される第1の転がり軸受1Aおよび第2の転がり軸受1B(以下、第1の転がり軸受1Aと第2の転がり軸受1Bを合わせて「転がり軸受1A,1B」という。)と、これら転がり軸受1A,1Bに嵌合されるシャフト(第1の部材)13と、転がり軸受1A,1Bを嵌合させる嵌合孔25を有するスリーブ(第2の部材)23とを備えている。
【0019】
転がり軸受1A,1Bは、シャフト13とスリーブ23とを相対的に回転させるためのものである。
第1の転がり軸受1Aは、同軸に配置された内輪3aおよび外輪5aと、これら内輪3aと外輪5aとの間の円環状空間に周方向に間隔をあけて内蔵される複数個の転動体7とを備えている。なお、転動体7は、図示しないリテーナにより等間隔配置された状態で転動可能に保持されている。
【0020】
内輪3aには、外周面に深溝型若しくはアンギュラ型の内輪軌道面(軌道面)30aが設けられている。また、外輪5aには、内周面に深溝型若しくはアンギュラ型の外輪軌道面(軌道面)50aが設けられている。これら内輪3aおよび外輪5aの各軌道面30a,50aにより前記円環状空間が形成されるようになっている。
【0021】
また、内輪3aは、内輪軌道面30aを有する厚肉部32aと、厚肉部32aの一端から周方向全体にわたり内輪軌道面30aに対して離れる方向に延びる突出部(溶接接合部)34aとにより構成されている。この突出部34aは、軸方向に略一定の厚さを有し、内径寸法が厚肉部32aの内径寸法と等しく、外形寸法が厚肉部32aの外径寸法より小さい薄肉形状となっている。
【0022】
このように構成された内輪3aにはシャフト13が嵌合されている。また、内輪3aとシャフト13との嵌合部分は、突出部34aの端面とシャフト13の外周面とが交差する部分におけるレーザ溶接により固定されている。図1において、符号33は溶接箇所を示している。なお、内輪3aの厚肉部32aとシャフト13との嵌合部分を接着または圧入により固定することとしてもよい。
【0023】
外輪5aは、内輪3aとほぼ同一の長さを有し、スリーブ23の嵌合孔25に嵌合されている。また、外輪5aと嵌合孔25との嵌合部分は接着またはレーザ溶接により固定されている。
第2の転がり軸受1Bは、第1の転がり軸受1Aと同じ構成であるので説明を省略する。
【0024】
シャフト13は、略円柱状部材または略円筒状部材であり、軸方向の一端に全周にわたって半径方向外方に突出する鍔状のフランジ部15が設けられている。このシャフト13には、フランジ部15側から順に第1の転がり軸受1Aおよび第2の転がり軸受1Bが嵌め込まれており、第1の転がり軸受1Aの内輪3aの端面がフランジ部15に突き当てられている。
【0025】
また、転がり軸受1A,1Bの内輪3a,3bが相互に近接する方向に押圧された状態でシャフト13に固定されている。これにより、転がり軸受1A,1Bに予圧がかけられた状態となり、内輪3a,3bおよび外輪5a,5bと転動体7とが隙間なく接触させられている。
【0026】
スリーブ23の嵌合孔25の内面には、軸方向の略中央に内側に向かって突出する凸部(以下、「スペーサ部」という。)27が設けられている。この嵌合孔25には、スペーサ部27を挟んで軸方向の一方に第1の転がり軸受1A、他方に第2の転がり軸受1Bがそれぞれ嵌め込まれており、外輪5a,5bの互いに対向する端面がそれぞれスペーサ部27に突き当てられている。以下、嵌合孔25の第1の転がり軸受1Aが嵌め込まれている部分を「第1の嵌合部29A」といい、第2の転がり軸受が嵌め込まれている部分を「第2の嵌合部29B」という。
【0027】
次に、このように構成された本実施形態に係る転がり軸受装置10の組み立て方法について説明する。
まず、第1の転がり軸受1Aの内輪3aにシャフト13を嵌合させ、内輪3aの端面をフランジ部15に突き当てる。そして、レーザ溶接により、内輪3aの突出部34aの端面とシャフト13の外周面とを接合する。
【0028】
この場合に、突出部34aの半径方向厚さが厚肉部32aの半径方向厚さより薄いので、レーザ溶接により突出部34aを局所的に熱変形させ、その熱応力を厚肉部32aに伝達し難くすることができる。したがって、突出部34aを内輪3aに積極的に接合しつつ厚肉部32aの内輪軌道面30aに熱変形が及ぶのを防ぐことができる。
【0029】
次に、スリーブ23の第2の嵌合部29Bに第2の転がり軸受1Bの外輪5bを嵌合させ、外輪5bの端面を嵌合孔25のスペーサ部27に突き当てる。ここで、第2の嵌合部29Bに予め接着剤を塗布しておき、外輪5bと第2の嵌合部29Bとを接着することとしてもよい。また、接着に代えて、外輪5bと第2の嵌合部29Bとをレーザ溶接することとしてもよい。
【0030】
続いて、第1の転がり軸受1Aに嵌め込まれたシャフト13をフランジ部15が鉛直下向きになるように固定した状態で、第2の転がり軸受1Bが嵌め込まれたスリーブ23を嵌め合わせる。具体的には、スリーブ23に嵌め込まれている第2の転がり軸受1Bの内輪3bにシャフト13を嵌合させるとともに、シャフト13が嵌め込まれている第1の転がり軸受1Aの外輪5aを第1の嵌合部29Aに嵌合させて、外輪5aの端面をスペーサ部27に突き当てる。外輪5bと第2の嵌合部29Bとの嵌合部分と同様に、外輪5aと第1の嵌合部29Aとを接着またはレーザ溶接により固定することとしてもよい。
【0031】
次に、転がり軸受1Aの内輪3bの突出部34bとシャフト13とを接合する。
ここで、転がり軸受1A,1Bの外輪5a,5b間に挟まれたスペーサ部27により、内輪3a,3b間にはスペーサ部27の長さに応じた隙間が形成されている。そこで、内輪3aと内輪3bとを相互に近接させる方向に押圧して転がり軸受1A,1Bに予圧をかける。
【0032】
この場合に、第1の転がり軸受1Aの内輪3aがフランジ部15に突き当てられているので、内輪3aに対して軸方向の反対側に配置された第2の転がり軸受1Bの内輪3bを軸方向に押圧するだけで、転がり軸受1A,1Bに予圧をかけることができる。
【0033】
そこで、内輪3bを軸方向に押圧し、第1の転がり軸受1Aおよび第2の転がり軸受1Bに予圧をかけた状態で、レーザ溶接により、内輪3bの突出部34bの端面とシャフト13の外周面とを接合する。これにより、転がり軸受1A,1Bに予圧をかけた状態で転がり軸受1A,1Bとシャフト13およびスリーブ23との各嵌合部分が固定された転がり軸受装置10が完成する。この場合に、内輪3aと同様に、レーザ溶接により、内輪3bの突出部34bをシャフト13に積極的に接合しつつ厚肉部32bの内輪軌道面30bに熱変形が及ぶのを防ぐことができる。
【0034】
ここで、本実施形態に係る転がり軸受装置10の参考例として、例えば、図2および図3に示すように、内輪3a,3bが突出部34a,34bを備えず、厚肉部32a,32bの端面とシャフト13の外周面とをレーザ溶接することとした場合には、溶融した溶接箇所33が硬化する際の収縮により被溶接材(図2および図3においては、内輪3a,3bとシャフト13)が相互に引き寄せられる力が働く。そのため、図4に示すように、転がり軸受1A,1Bの内輪軌道面30a,30bの真円度が低下してトルク変動が発生することとなる。同図において、縦軸はトルクを示し、横軸は回転角度を示している(図5において同様である)。
【0035】
これに対し、本実施形態に係る転がり軸受装置10によれば、レーザ溶接により突出部34a、34bを局所的に熱変形させることにより、溶接時に内輪軌道面30a,30bに熱変形が生じるのを防ぎ、内輪軌道面30a,30bの真円度を低下させることなく内輪3a,3bとシャフト13とを固定することができる。これにより、図5に示すように、トルク変動の発生を防止することができる。
【0036】
また、レーザ溶接により内輪3a,3bとシャフト13との嵌合部分を固定することで、従来のように嫌気性接着剤を用いて嵌合部分を固定する場合のようなアウトガスの発生を防止できるとともに、固定するのにかかる時間を短縮して生産性の向上を図ることができる。また、レーザ溶接によれば、接着剤を用いた場合のような温度変化による接着剤の剛性変動に起因する予圧変化を回避し、共振周波数およびトルクの安定化を図ることができる。
【0037】
なお、本実施形態は以下のように変形することができる。
例えば、本実施形態においては、突出部34bが軸方向に略一定の厚さを有する形状であるとしたが、第1の変形例としては、図6に示すように、突出部35bの形状が厚肉部32b近傍においては半径方向厚さが薄く、内輪軌道面30bから離れるにしたがい徐々に半径方向厚さが厚くなるものであってもよい。突出部35bの端面の半径方向厚さを厚くすることで溶接箇所33に極端な熱変形を生じ難くするとともに、厚肉部32b近傍の厚さを薄くすることで厚肉部32bへ熱応力が伝達され難くし、熱変形が生じる範囲を突出部35bに制限することができる。突出部35aについても同様である。
【0038】
また、例えば、本実施形態においては、突出部34a,34bが周方向全体にわたり軸方向に延びる形状であるとしたが、第2の変形例としては、図7に示すように、突出部36a,36bの形状が、内輪3a,3bの周方向に間隔をあけて複数(本変形例では3箇所)配置されて軸方向に櫛歯状に突出するものであってもよい。このようにすることで、レーザ溶接により熱変形が生じる範囲を突出部36a,36bに制限し、内輪軌道面30a,30bに熱変形が及ぶのを防ぐことができる。また、このような複数の突出部36a,36bを周方向に間隔をあけて配置することで嵌合部分を周方向に安定的に固定することができる。
【0039】
〔第2の実施形態〕
以下、本発明の第2の実施形態に係る転がり軸受装置について説明する。
本実施形態に係る転がり軸受装置110は、図8に示すように、内輪103bが突出部34bを備えず、また、シャフト13を嵌合させる環状の内輪側リング(固定部材)136が内輪103bの軸方向に隣接して配置されている点で第1の実施形態と異なる。
以下、本実施形態の説明において、第1の実施形態に係る転がり軸受装置10の構成を共通する箇所には、同一符号を付して説明を省略する。
【0040】
内輪側リング136は、軸方向に略一定の厚さを有し、厚肉部32bの内径寸法および外形寸法と略等しい筒状部材である。この内輪側リング136は、シャフト13を嵌合させて内輪103bの端面に突き当てられた状態で、レーザ溶接によりシャフト13に接合されている。これにより、内輪側リング136によって内輪103bの軸方向の移動や周方向全体にわたる位置ずれが規制されるようになっている。
【0041】
このように構成された転がり軸受装置110の組み立て方法としては、第1の転がり軸受1Aに嵌め込まれたシャフト13と第2の転がり軸受1Bが嵌め込まれたスリーブ23とを嵌合させた後、内輪側リング136にシャフト13を嵌合させ、内輪103bの端面に内輪側リング136を突き当てる。
【0042】
続いて、内輪側リング136および内輪103bを内輪3aに近接させる方向に押圧し、この状態で、内輪側リング136の内輪103bに突き当てられた端面とは軸方向の反対側の端面とシャフト13の外周面とをレーザ溶接により接合する。これにより、内輪103bの軸方向の移動を規制し、転がり軸受1A,1Bに予圧をかけた状態で転がり軸受1A,1Bとシャフト13およびスリーブ23との各嵌合部分が固定された転がり軸受装置110が完成する。
【0043】
以上説明したように、本実施形態に係る転がり軸受装置110によれば、内輪側リング136が内輪103bと物理的に分離されているので、溶接時に内輪側リング136の熱変形が内輪103bに伝わらず、内輪軌道面30bに熱変形が生じるのを防ぐことができる。したがって、内輪軌道面30bの真円度を低下させることなく内輪103bとシャフト13との嵌合部分を固定することができる。
【0044】
なお、本実施形態においては、固定部材として内輪側リング136を例示して説明したが、例えば、内輪3aとして突出部35aを備えない形状のものを採用し、固定部材として内輪3aの軸方向に隣接して配置される外輪側リングを採用することとしてもよい。
また、本実施形態においては、内輪側リング136が厚肉部32aの内径寸法および外形寸法と略等しい筒状部材であるとしたが、これに代えて、例えば、一端の半径方向厚さが薄く、軸方向に徐々に半径方向厚さが厚くなる形状であってもよい。この場合、半径方向厚さが薄い一端を内輪103bに突き当てて配置することとすればよい。また、例えば、内輪側リング136の形状が、周方向に間隔をあけて複数配置されて軸方向に櫛歯状に突出する突出部を備えるものであってもよい。
【0045】
以上、本発明の実施形態について図面を参照して詳述してきたが、具体的な構成はこの実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
例えば、上記各実施形態においては、第2の部材として、嵌合孔25の内面にスペーサ部27を備えるスリーブ23を例示して説明したが、これに代えて、例えば、スペーサ部27を備えないスリーブを採用し、転がり軸受1A,1Bの内輪3a,3b間にリング状の間座を挟む構成としてもよい。この場合、外輪5a,5b間に間座の長さに応じた隙間が形成されるので、外輪5a,5bどうしを近接させる方向に押圧することとすればよい。また、外輪3a,3bが突出部(溶接接合部)を備える構成にしたり、あるいは、外輪5bの軸方向の一端に配置され、スリーブ23の嵌合孔25に嵌合される環状の外輪側リング(固定部材)を採用したりすることとすればよい。
【0046】
また、上記各実施形態においては、突出部34a,34b,35a,35b,36a,36bまたは内輪側リング136とシャフト13とのレーザ溶接により嵌合部分を固定することとしたが、例えば、嵌合部分におけるシャフト13の外周面やスリーブ23の嵌合孔25等に接着剤を塗布し、レーザ溶接による接合と接着剤による接合とを併用することとしてもよい。
【符号の説明】
【0047】
1A 第1の転がり軸受
1B 第2の転がり軸受
3a,3b,103b 内輪
5a,5b 外輪
7 転動体
10,110 転がり軸受装置
13 シャフト(第1の部材)
23 スリーブ(第2の部材)
25 嵌合孔
27 スペーサ部
30a,30b 内輪軌道面(軌道面)
32a,32b 厚肉部
34a,34b,35a,35b,36a,36b 突出部(溶接接合部)
50a,50b 外輪軌道面(軌道面)
136 内輪側リング(固定部材)
【特許請求の範囲】
【請求項1】
軌道面を有する内輪および外輪と、これら内輪と外輪との間に各前記軌道面により形成される円環状空間に周方向に間隔をあけて複数配置される転動体とを備え、軸方向に間隔をあけて配列される2つの転がり軸受と、
該転がり軸受の前記内輪に嵌合される第1の部材と、
前記転がり軸受の前記外輪を嵌合させる嵌合孔を有する第2の部材とを備え、
前記内輪および前記外輪の少なくとも1つが、前記軸方向の一端に前記軌道面から離れる方向に延び、レーザ溶接により局所的に熱変形して前記第1の部材または前記第2の部材に接合される溶接接合部を備える転がり軸受装置。
【請求項2】
前記内輪または前記外輪が前記軌道面を有する厚肉部を備え、前記溶接接合部が前記厚肉部より半径方向厚さが薄く形成されている請求項1に記載の転がり軸受装置。
【請求項3】
前記溶接接合部が、前記内輪または前記外輪の周方向に間隔をあけて複数配置されて前記軸方向に突出している請求項1または請求項2に記載の転がり軸受装置。
【請求項4】
軌道面を有する内輪および外輪と、これら内輪と外輪との間に各前記軌道面により形成される円環状空間に周方向に間隔をあけて複数配置される転動体とを備え、軸方向に間隔をあけて配列される2つの転がり軸受と、
該転がり軸受の前記内輪に嵌合される第1の部材と、
前記転がり軸受の前記外輪を嵌合させる嵌合孔を有する第2の部材と、
前記内輪および前記外輪の少なくとも1つに軸方向に隣接して配置され、レーザ溶接により前記第1の部材または前記第2の部材に接合されている固定部材とを備える転がり軸受装置。
【請求項5】
前記固定部材が、前記第1の部材を嵌合させる内輪側リングまたは前記第2の部材に嵌合される外輪側リングである請求項4に記載の転がり軸受装置。
【請求項6】
前記内輪間または前記外輪間の一方に軸方向に挟まれるスペーサ部を備え、
他方の前記内輪または前記外輪が、軸方向に隣接する前記内輪または前記外輪に対して相対的に近接する方向に押圧された状態で前記第1の部材または前記第2の部材に固定されている請求項1から請求項5のいずれかに記載の転がり軸受装置。
【請求項1】
軌道面を有する内輪および外輪と、これら内輪と外輪との間に各前記軌道面により形成される円環状空間に周方向に間隔をあけて複数配置される転動体とを備え、軸方向に間隔をあけて配列される2つの転がり軸受と、
該転がり軸受の前記内輪に嵌合される第1の部材と、
前記転がり軸受の前記外輪を嵌合させる嵌合孔を有する第2の部材とを備え、
前記内輪および前記外輪の少なくとも1つが、前記軸方向の一端に前記軌道面から離れる方向に延び、レーザ溶接により局所的に熱変形して前記第1の部材または前記第2の部材に接合される溶接接合部を備える転がり軸受装置。
【請求項2】
前記内輪または前記外輪が前記軌道面を有する厚肉部を備え、前記溶接接合部が前記厚肉部より半径方向厚さが薄く形成されている請求項1に記載の転がり軸受装置。
【請求項3】
前記溶接接合部が、前記内輪または前記外輪の周方向に間隔をあけて複数配置されて前記軸方向に突出している請求項1または請求項2に記載の転がり軸受装置。
【請求項4】
軌道面を有する内輪および外輪と、これら内輪と外輪との間に各前記軌道面により形成される円環状空間に周方向に間隔をあけて複数配置される転動体とを備え、軸方向に間隔をあけて配列される2つの転がり軸受と、
該転がり軸受の前記内輪に嵌合される第1の部材と、
前記転がり軸受の前記外輪を嵌合させる嵌合孔を有する第2の部材と、
前記内輪および前記外輪の少なくとも1つに軸方向に隣接して配置され、レーザ溶接により前記第1の部材または前記第2の部材に接合されている固定部材とを備える転がり軸受装置。
【請求項5】
前記固定部材が、前記第1の部材を嵌合させる内輪側リングまたは前記第2の部材に嵌合される外輪側リングである請求項4に記載の転がり軸受装置。
【請求項6】
前記内輪間または前記外輪間の一方に軸方向に挟まれるスペーサ部を備え、
他方の前記内輪または前記外輪が、軸方向に隣接する前記内輪または前記外輪に対して相対的に近接する方向に押圧された状態で前記第1の部材または前記第2の部材に固定されている請求項1から請求項5のいずれかに記載の転がり軸受装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−74977(P2011−74977A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−225465(P2009−225465)
【出願日】平成21年9月29日(2009.9.29)
【出願人】(000002325)セイコーインスツル株式会社 (3,629)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月29日(2009.9.29)
【出願人】(000002325)セイコーインスツル株式会社 (3,629)
【Fターム(参考)】
[ Back to top ]