
転がり軸受部材の製造方法及び転がり軸受部材
少なくとも表面層の範囲に所定の炭素勾配を持つ転がり軸受部材の製造方法において、支持体へ吹付け法で溶融した金属が吹付けられ、吹付けるべき金属の炭素含有量が吹付け過程の間に変化される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、少なくとも表面層の範囲に所定の炭素勾配を持つ転がり軸受部材の製造方法に関する。
【背景技術】
【0002】
転がり軸受は、公知のように少なくとも2つの部材即ち1つ以上のレースを含み、これらのレースの間に転動体例えばころが転動する。通常このような回転対称の転がり軸受部材は、例えば肌焼き鋼から切削により製造され、レース又はころが棒から旋削されるかまたは棒から鍛造される。表面層の範囲に所定の硬さを生じるため、滲炭処理により勾配組織が調節され、表面層における熱処理法によりこの勾配組織内で炭素が富化される。場合によっては炭窒化従って表面層の範囲における窒素富化も必要である。この表面層は、滲炭処理後少なくとも0.6%富化される炭素及び場合によっては更に富化される窒素のため硬くなり、硬度は転がり軸受レースでは通常58HRC以上である。富化されない芯が、最初の組成に応じて軟らかいままであり、使用される原料に応じて硬度は20〜45HRCである。従って例えば製造されるレースは、粘性の芯と硬い表面層を含み、表面層は更に有利に作用する圧縮内部応力を受ける。
【0003】
しかしこのような転がり軸受部材の応力のため、例えば滲炭の際2mm以上の大きい滲炭深さが必要であり、この滲炭深さがそのつど選ばれる材料に応じて数時間の熱処理期間を必要とする。従ってこの処理段階はかなりの時間消費を伴い、それが更に製造費にも不利に作用する。
【発明の開示】
【発明が解決しようとする課題】
【0004】
従って本発明の基礎になっている問題は、炭素に富みかつ炭素勾配を持つ表面層を時間のかかる滲炭処理なしに形成できる方法を提示することである。
【課題を解決するための手段】
【0005】
この問題を解決するため本発明による方法では、支持体へ吹付け法で溶融した金属が吹付けられ、吹付けるべき金属の炭素含有量が吹付け過程の間に変化される。
【0006】
本発明による転がり軸受部材は、通常の転がり軸受部材のように、均質な材料から加工され、続いて適当な熱処理を受けるのではなく、本発明によれば、通常のように転がり軸受転動面を形成する表面層が金属吹付け法で形成される。このような吹付け圧縮法では、ガス噴霧器において、保護ガス流中の溶融金属が玉状の小滴に散乱される。ガスにより金属小滴は、液相温度と固相温度との間にある温度に、しかもしばしば固相温度より少し下に速やかに冷却される。このように冷却される滴は高速で動き、塑性粘さを持っている。さて滴が高速で表面例えば部材の製造に使用される支持体環等に当たると、その高い固有運動エネルギのため圧縮される。こうして高密度の複合材料が形成される。均一な組織及び高い密度を持つ偏析なく気孔の少ない金属層の製造が、吹付け圧縮により可能である。本発明によれば、通常の回転対称な転がり軸受部材において半径方向に延びる吹付け金属層内に炭素勾配を形成するために、吹付け過程中に、吹付けるべき金属の炭素含有量が変化される。即ち所望の炭素勾配に応じて、吹付け過程中に任意のやり方で、吹付けられる粘性金属の炭素含有量が変化される。表面層が順次に層状に吹付けられた後、これから必然的に炭素含有量の行われた変化に応じて変化する炭素含有量が、製造の完了した表面層内にも生じる。これは次のことを意味する。即ち製造の終わった転がり軸受部材は、本発明により始めから炭素含有量を変化する吹付け圧縮法で製造されるため、結局任意に調節可能で従って要求に適合可能な炭素勾配を、少なくとも表面層の範囲に持っている。従って滲炭のため従来技術では非常に時間のかかる熱処理を完全になくすことができる。転がり軸受部材の常に実施される熱処理は、従って部材寸法従って重量に関係するだけで、修正すべき表面層の厚さにはもはや関係しない。
【0007】
こうして本発明による方法は、金属層の組成従って金属層の物理的、化学的及び機械的性質の調節に関して最高に融通性のある吹付け方の利点を利用し、それに応じて金属層の組成が、特に機械的、物理的及び化学的性質を決定する個々の成分に関して殆ど任意に変化される。即ち始めから原材料従って溶融される金属は、要求される性質に応じて選ぶことができる。更に炭素含有量の本発明による変化は試験過程内で行われるので、本発明による方法では一層広い自由度が与えられる。
【0008】
吹付け過程中における炭素含有量を変化するため、種々の方法が可能である。第1の実施形態によれば、炭素含有量を変化するため、吹付けられる金属が取出される溶融物へ炭素が入れられる。これは、例えば溶融物へ巻込まれてそこで溶解する炭素線の形で又は溶融物へ吹込まれる炭素粉末により行うことができる。本発明のこの構成では、溶融物自体が炭素で富化され、その際巻込まれる炭素線又は吹込まれる炭素粉末の量の適当な変化により、炭素含有量を任意に変化することができる。吹付けられる金属従って溶融する鋼の増大する富化により、吹付け過程の続行の際下にある層とは異なる炭素含有量を持つ層が必然的に成長し、滲炭後に存在するような所望の炭素含有量が得られるまで、炭素含有量が増大される。
【0009】
炭素を溶融物従って貯蔵溶融物自体へ入れる代わりに、炭素含有量を変化するため、炭素粉末を溶融した金属から成る吹付け円錐へ吹込むことができる。吹込まれる極めて微細な炭素粉末は、高速で不活性ガス中を連行される金属小滴及びガス流自体により連行され、こうして表面層へ入れられる。この場合も吹付けられる金属の炭素含有量は、吹付け円錐への炭素粉末付加により変化され、その際炭素含有量の変化を極めて速く行うことができる。なぜならば、吹込まれる炭素粉末量は、結局任意にあらゆる時点に変化できるからであり、変化が吹付けられる層の炭素含有量へ直接影響を及ぼす。
【0010】
別の方法では、異なる炭素含有量を持つ2種類以上の溶融物が使用されて、吹付けられる金属が取出される溶融物を形成するため、互いに混合される。別個の溶融物容器から取出し可能な種類の溶融物は、吹付け装置の一体な構成部分とすることができる分配器へ供給され、そこで第1の溶融物の100%と第2の溶融物の100%との間の任意の混合比で互いに混合される。従ってこの場合も一方の溶融物の最小炭素含有量と他方の溶融物の最大炭素含有量との間の任意の炭素含有量を混合技術的に得ることができる。
【0011】
本発明による別の方法によれば、2つ以上の別個の吹付け装置を使用して、異なる炭素含有量を持つ2種類以上の溶融物が吹付けられ、その際吹付け円錐が重なり、吹付け装置の放出量が変化される。この場合第1の吹付け装置を介して低い炭素含有量を持つ鋼が吹付けられ、第2の吹付け装置を介して高い炭素含有量を持つ鋼が吹付けられる。吹付け円錐はなるべく完全に重なり、従って同時に吹付ける場合完全に互いに移行し合う。その結果吹付けられる溶融物も任意に互いに混合される。第1の吹付け装置のみを作動させる場合、これを介して吹付け可能な金属のみが被覆される。さて第2の吹付け装置が次第に付加されると、その吹付け出力に応じて、最終的に製造されて両方の原溶融物の混合物から成る表面層の炭素含有量が増大し、第2の吹付け装置が付加される程度に応じて、第1の吹付け装置がその吹付け出力を減少するように、吹付け制御を行うことができる。炭素含有量は、第1の溶融物の最小炭素含有量と第2の溶融物の炭素含有量との間で任意に変化できることは明らかである。これについても、必ずしも表面層でなくてもよい吹付け層にわたって、任意に炭素含有量勾配が形成される。
【0012】
溶融した金属を吹付けるための搬送ガスとして、窒素又は窒素を添加されるガスが使用される。これについて炭窒化に従って吹付けられる金属層の窒素富化を同時に行うことができるので、吹付け圧縮法による別個の処理段階はもはや必要でない。
【0013】
本発明の好ましい展開では、特に耐摩耗性表面層を部材に形成するため、吹付け円錐に1種類以上の硬質材料が吹込まれて、吹付けられる金属層へ一体化される。硬質材料は炭化物、窒化物又は酸化物であってもよく、粉末状で吹付け円錐へ送り込まれ、1nm〜200μmの微小粒度を持っているようにする。これにより炭素含有量による硬度増大のほかに、摩耗も減少することができる。
【0014】
溶融金像は、本発明の第1の構成によれば、前もって製造される部材の形特に硬化可能な材料から成る管又は棒の形の支持体へ吹付けられ、この部材が続いて製造される転がり軸受部材の一体の構成部分となる。ここで前もって製造され場合によっては最初の成形を受ける支持体が使用される。このような支持体として、前述したように適当に硬化可能な金属から成る棒又は管を使用できるが、最終的に製造される転がり軸受部材例えば内レース又は外レースの重要な輪郭を持つこともでき、適当に寸法を定められている。このような場合前もって製造されて最終輪郭に近い部材が、再び使用可能な支持体上に設けられ、この支持体が吹付け過程の間保持され、部材が支持体から取外される。
【0015】
前もって製造される支持体部分を使用する代わりに、再び使用可能名支持体を始めから使用し、部材全体を形成するため、支持体に吹付け法で金属を吹付けることも可能である。本発明のこの構成では、表面層が吹付け圧縮法で製造されるだけでなく、部材全体例えば内レース又は外レース自体が製造される。このため再び使用可能な支持体例えばセラミック管又はコンクリート管が使用され、重要な部材主要部を形成するためこの支持体へ、この中心の部材主要部が持たねばならない組成の溶融物が吹付けられる。最初に述べたように、このため通常は肌焼き鋼が使用される。それから表面層を形成するため、本発明による炭素変化が行われる。転がり軸受部材が内レースであり、その転動面が外側である場合、このように行われる。転がり軸受部材が外レースである場合、本発明による炭素変化により、再び使用可能な支持体への最初の吹付けが直ちに開始され、この内側表面層の形成後に、重要な部材主要部を形成する材料が吹付けられる。更に富化される外側表面層を形成する場合、吹付け過程の終わりに、再び本発明による炭素添加が最後の吹付け過程中に行われる。
【0016】
明らかに本発明による方法では、組成及び性質が異なる転がり軸受部材の製造を可能にする非常に大きい程度の融通性があり、滲炭または炭窒化のため時間のかかる熱処理法が有利でなくなる。本発明による方法の範囲内で転がり軸受部材の仕上げ後、鍛造及び/又はリングローリングのような次の仕上げ段階における残留気孔の再圧縮が、転がり軸受転動層の時間がかかる拡散制御される形成なしの普通の熱処理により続けられて、必要なだけである。前もって形成されてなるべく最終輪郭に近い素材(前もって製造される支持体)を使用すると、この再処理段階も簡単化することができる。
【0017】
本発明による方法のほかに、本発明は特にレース又はころの形の転がり軸受部材に関し、その少なくとも1つの表面層が、溶融した金属の吹付けによって形成され、この表面層内で少なくとも部分的に炭素含有量が変化される。転がり軸受部材は、特に最初に述べた方法により製造されている。転がり軸受部材自体が前もって製造された金属の支持体例え場最終輪郭に近いレース等を持ち、この支持体上に表面層が形成されている。その代わりに転がり軸受部材が全体として完全に吹付け法で製造される吹付け圧縮部材である。更に、少なくとも吹付けられる表面層に、少なくとも部分的に1つ以上の硬質材料が含まれ、そこに吹付けの間に入れられる高い窒素含有量も存在することができる。
【0018】
本発明のそれ以外の利点及び詳細は、図面を参照して実施例により以下に説明される。
【発明を実施するための最良の形態】
【0019】
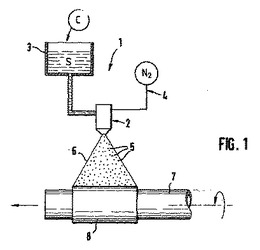
図1は、原理図の形で吹付け装置1を示し、この装置により本発明による方法が実施可能である。吹付け装置1は、吹付けユニット2と金属溶融物Sを収容する溶融物貯蔵容器3とを持っている。溶融物貯蔵容器3から吹付けるべき溶融金属が連続的に取り出され、最小の金属小滴5の形で搬送ガスを介して吹付け円錐6をなして、支持体7、図示した例では硬化可能な金属から成る管へ吹付けられる。支持体7は回転し、軸線方向へ移動可能である。増大する回転及び吹付け期間と共に、ますます厚くなる吹付け圧縮層が支持体7上に形成される。吹付けられる層8内の炭素含有量を変化できるようにするため、図示した例では、炭素Cが適当な時点に溶融物Sへ入れられる。これは、炭素線の巻込み又は炭素粉末の吹込みにより行うことができる。その結果溶融物は炭素で富化され、従って形成される層8も必然的に富化される。図1による例では、炭素Cが直接溶融物貯蔵容器3へ入れられるが、これを吹付けユニット2の直前の溶融物入口又は吹付けユニット2自体へ入れることも当然可能である。いずれにせよこの実施例では、炭素Cが均質な溶融物へ入れられる。
【0020】
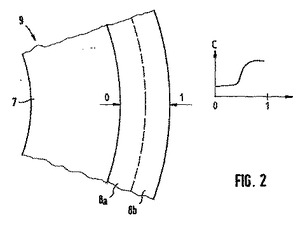
具体的な方法では、例えば支持体7、ここでは上述したように例えば硬化可能な肌焼き鋼から成る管へ、まず最初の溶融物S従って炭素含有量を変化されない組成の溶融物を使用して、吹付け過程が開始される。溶融物Sは例えば肌焼き鋼の組成を持ち、即ち炭素含有量は0.35%以下であり、場合によってはCr(最大4%)、Mo(最大2%)、Ni及び/又はMn(それぞれ最大4%)及びSi(最大1.5%)及び他の鋼不純物のような合金元素も同様に含まれている。この原組成を使用して、吹付け過程中に、まず数mmなるべく少なくとも5mmの第1の層8a(図2参照)が吹付けられる。それから炭素で富化された表面層が吹付け過程中に形成され、そのため上述したように溶融物の炭素含有量を高めるため、炭素Cが溶融物Sへ入れられる。その結果次に形成される第2の表面層8b中で、図2に原理グラフで示すように、炭素が一層豊富になる。そこには両方の層8a,8bの断面にわたって炭素含有量が記入され、ここで再度指摘すべきことは、それが原理図にすぎないことである。表面層8bに最大に存在する炭素含有量は、ここでは必要でない滲炭段階後に通常存在するような所望の炭素含有量に相当している。
【0021】
支持体7は製造される転がり軸受部材の一体な構成部分を形成している。図示した例では、支持体7から転がり軸受部材を形成するため個々のレースが裁断され、図2は、このような裁断された転がり軸受部材9の切断された部分図を、ここではレースの形で示している。連続する管の代わりに、前もって製造されて最終輪郭に近い個々の部材ここではレースを使用することも可能であり、これらのレースは、ここには図示してないが再び使用可能な支持体上に順番に設けられており、この支持体から取外すことができる。
【0022】
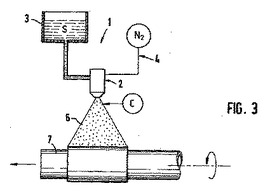
図3は、炭素勾配を持つ層を形成する別の実施例を示す。吹付けユニット2及び原組成の溶融物Sを収容する溶融物貯蔵容器3及び搬送ガス供給装置4を含む図示した吹付け装置1では、必要な時点に炭素Cの添加が直接溶融物円錐6へ行われ、そこで吹込まれる炭素粉末が、直ちに高速で吹付けユニット2から出る金属小滴及び搬送ガス(N2)により連行され、形成される表面層(図2の実施例では表面層8b)に分散される。ここでも変化しない溶融物組成を使用してまず第1の層を形成し、後の時点に始めて炭素富化を行うことができる。本発明のこの構成では、吹付け円錐6へ直接入れるため、炭素含有量の極めて速やかな変化が可能である。更に吹付け円錐へ、微細な粉末状の酸化物、炭化物又は窒化物の形の摩耗を阻止する硬質材料を入れて、層8bに一体化することができる。
【0023】
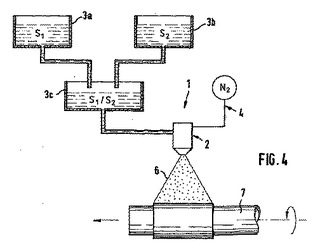
図4は別の方法の実施例を説明するための原理図を示す。ここに示す吹付け装置1も同様に、吹付けユニット2及び全部で3つの溶融物貯蔵容器3a,3b,3cを含んでいる。溶融物貯蔵容器3aには、図示した例では、低い炭素含有量を持つ第1の溶融物S1が存在し、溶融物貯蔵容器3bには高い炭素含有量を持つ溶融物S2がある。これらの溶融物は交互にまたは同時に第3の溶融物貯蔵容器3cへ注入され、そこに純粋な溶融物S1、純粋な溶融物S2又は溶融物S1とS2の混合溶融物が存在する。大きな容器でなくてもよく、小さい寸法の分配器であってもよいこの溶融物貯蔵容器3cから、吹付けるべき最終的な溶融組成物が取出され、搬送ガス供給装置4を経て供給される不活性ガスにより溶融物円錐6として吹付けられる。
【0024】
図4の支持体は、前述したものとは異なる、例えば再び使用可能な支持体例えばセラミック管又はコンクリート管である。この管上へ、転がり軸受部材全体ここではレースが吹付け圧縮法で設けられる。この目的のため、例えば第1の吹付け段階で、高い炭素含有量を持つ溶融物S2をもっぱら使用して、所望の層厚が得られるまで、内側表面層が吹付けられる。それから溶融物S1が多く添加され、それから重要な部材主要部を形成するため、純粋な溶融物S1が吹付けられる。外側にあって炭素に富んだ表面層を形成するため、最後の吹付け段階において、再び溶融物S2の割合が最大100%まで高められるので、そこでも炭素勾配が形成される。従ってここでは転がり軸受部材全体が吹付け圧縮法で製造され、上述した例では内側及び外側の表面層が炭素勾配を持っている。その際内側又は外側の表面層のみを適当に形成することも可能である。
【0025】
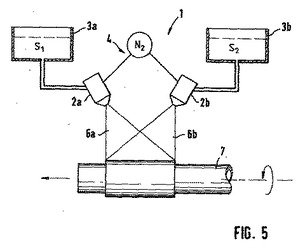
最後に図5は、本発明による方法を実施するための吹付け装置の別の原理図を示す。この装置は別々に作動可能な2つの吹付け装置2a,2bを含み、これらの吹付け装置にそれぞれ別個の溶融物貯蔵容器3a,3bが付属している。溶融物容器3aには低い炭素含有量を持つ溶融物S1があり、溶融物容器3bには高い炭素含有量を持つ溶融物S2がある。図示した例では共通な搬送ガス供給装置4を介して供給される2つの吹付けユニット2a,2bは、図示した例ではそのそれぞれの吹付け円錐6a,6bが支持体7の近くで完全に重なるように、配置されている。ここでも支持体7がセラミック管等の再び使用可能な支持体であるものと仮定されている。例えば内側表面層及び炭素勾配を持つ外側表面層を持つレースを製造する場合、まず吹付けユニット2bが、高い炭素含有量を持つ溶融物S2から成る第1の層の吹付けを開始する。数mmの最小厚さに達した後、吹付けユニット2bの吹付け出力が連続的に低下され、吹付けユニット2aが付加されて、その吹付け出力を連続的に高める。それぞれの出力の低下及び上昇はなるべく同時に行われるので、各時点に100%の全吹付け出力が与えられる。重要な部材主要部を形成するため、100%の溶融物S1が吹付けられ、即ち転動体が溶融物S1の材料のみから成る。外側表面層を形成するため、過程が再び反転され、即ち吹付けユニット2aの吹付け出力が連続的に戻され、吹付けユニット2aの吹付け出力が連続的に増大される。硬化可能な穴、少し硬化可能な芯及び再び大きく硬化可能な外側表面層を持つレース又はレースが生じる。
【0026】
全体として本発明による方法は、内側又は外側の表面層の範囲に炭素勾配組織の簡単な製造を可能にする。非常に長く続く特別な滲炭段階はもはや必要でない。同様に製造費のこの割合及びこの熱処理段階に割当てられる遅れ割合もなくなるので、後処理(研削)が安価にされる。更にリングローリングの際、そうしない場合レース重量の約25%である内側鍛造塊の初めに行われる穴あけが不要になる。最後に全体として製造連鎖が時間的に著しく短縮される。なぜならば、そうしない場合製鋼所における棒−半製品製造について通常の行程、鍛造のためのボルトの裁断及び滲炭過程がなくなるからである。
【図面の簡単な説明】
【0027】
【図1】方法の第1の実施形態を説明する原理図を示す。
【図2】本発明による転がり軸受部材の部分図を炭素勾配の図と共に示す。
【図3】方法の第2の実施形態を説明する原理図を示す。
【図4】方法の第3の実施形態を説明する原理図を示す。
【図5】方法の第4の実施形態を説明する原理図を示す。
【符号の説明】
【0028】
1 吹付け装置
2,2a,2b 吹付けユニット
3,3a,3b,3c 溶融物貯蔵容器
4 支持体供給装置
6,6a,6b 吹付け円錐
7 支持体
8,8a,8b 層
9 転がり軸受部材
S,S1,S2 金属溶融物
C 炭素
N2 搬送ガス
【技術分野】
【0001】
本発明は、少なくとも表面層の範囲に所定の炭素勾配を持つ転がり軸受部材の製造方法に関する。
【背景技術】
【0002】
転がり軸受は、公知のように少なくとも2つの部材即ち1つ以上のレースを含み、これらのレースの間に転動体例えばころが転動する。通常このような回転対称の転がり軸受部材は、例えば肌焼き鋼から切削により製造され、レース又はころが棒から旋削されるかまたは棒から鍛造される。表面層の範囲に所定の硬さを生じるため、滲炭処理により勾配組織が調節され、表面層における熱処理法によりこの勾配組織内で炭素が富化される。場合によっては炭窒化従って表面層の範囲における窒素富化も必要である。この表面層は、滲炭処理後少なくとも0.6%富化される炭素及び場合によっては更に富化される窒素のため硬くなり、硬度は転がり軸受レースでは通常58HRC以上である。富化されない芯が、最初の組成に応じて軟らかいままであり、使用される原料に応じて硬度は20〜45HRCである。従って例えば製造されるレースは、粘性の芯と硬い表面層を含み、表面層は更に有利に作用する圧縮内部応力を受ける。
【0003】
しかしこのような転がり軸受部材の応力のため、例えば滲炭の際2mm以上の大きい滲炭深さが必要であり、この滲炭深さがそのつど選ばれる材料に応じて数時間の熱処理期間を必要とする。従ってこの処理段階はかなりの時間消費を伴い、それが更に製造費にも不利に作用する。
【発明の開示】
【発明が解決しようとする課題】
【0004】
従って本発明の基礎になっている問題は、炭素に富みかつ炭素勾配を持つ表面層を時間のかかる滲炭処理なしに形成できる方法を提示することである。
【課題を解決するための手段】
【0005】
この問題を解決するため本発明による方法では、支持体へ吹付け法で溶融した金属が吹付けられ、吹付けるべき金属の炭素含有量が吹付け過程の間に変化される。
【0006】
本発明による転がり軸受部材は、通常の転がり軸受部材のように、均質な材料から加工され、続いて適当な熱処理を受けるのではなく、本発明によれば、通常のように転がり軸受転動面を形成する表面層が金属吹付け法で形成される。このような吹付け圧縮法では、ガス噴霧器において、保護ガス流中の溶融金属が玉状の小滴に散乱される。ガスにより金属小滴は、液相温度と固相温度との間にある温度に、しかもしばしば固相温度より少し下に速やかに冷却される。このように冷却される滴は高速で動き、塑性粘さを持っている。さて滴が高速で表面例えば部材の製造に使用される支持体環等に当たると、その高い固有運動エネルギのため圧縮される。こうして高密度の複合材料が形成される。均一な組織及び高い密度を持つ偏析なく気孔の少ない金属層の製造が、吹付け圧縮により可能である。本発明によれば、通常の回転対称な転がり軸受部材において半径方向に延びる吹付け金属層内に炭素勾配を形成するために、吹付け過程中に、吹付けるべき金属の炭素含有量が変化される。即ち所望の炭素勾配に応じて、吹付け過程中に任意のやり方で、吹付けられる粘性金属の炭素含有量が変化される。表面層が順次に層状に吹付けられた後、これから必然的に炭素含有量の行われた変化に応じて変化する炭素含有量が、製造の完了した表面層内にも生じる。これは次のことを意味する。即ち製造の終わった転がり軸受部材は、本発明により始めから炭素含有量を変化する吹付け圧縮法で製造されるため、結局任意に調節可能で従って要求に適合可能な炭素勾配を、少なくとも表面層の範囲に持っている。従って滲炭のため従来技術では非常に時間のかかる熱処理を完全になくすことができる。転がり軸受部材の常に実施される熱処理は、従って部材寸法従って重量に関係するだけで、修正すべき表面層の厚さにはもはや関係しない。
【0007】
こうして本発明による方法は、金属層の組成従って金属層の物理的、化学的及び機械的性質の調節に関して最高に融通性のある吹付け方の利点を利用し、それに応じて金属層の組成が、特に機械的、物理的及び化学的性質を決定する個々の成分に関して殆ど任意に変化される。即ち始めから原材料従って溶融される金属は、要求される性質に応じて選ぶことができる。更に炭素含有量の本発明による変化は試験過程内で行われるので、本発明による方法では一層広い自由度が与えられる。
【0008】
吹付け過程中における炭素含有量を変化するため、種々の方法が可能である。第1の実施形態によれば、炭素含有量を変化するため、吹付けられる金属が取出される溶融物へ炭素が入れられる。これは、例えば溶融物へ巻込まれてそこで溶解する炭素線の形で又は溶融物へ吹込まれる炭素粉末により行うことができる。本発明のこの構成では、溶融物自体が炭素で富化され、その際巻込まれる炭素線又は吹込まれる炭素粉末の量の適当な変化により、炭素含有量を任意に変化することができる。吹付けられる金属従って溶融する鋼の増大する富化により、吹付け過程の続行の際下にある層とは異なる炭素含有量を持つ層が必然的に成長し、滲炭後に存在するような所望の炭素含有量が得られるまで、炭素含有量が増大される。
【0009】
炭素を溶融物従って貯蔵溶融物自体へ入れる代わりに、炭素含有量を変化するため、炭素粉末を溶融した金属から成る吹付け円錐へ吹込むことができる。吹込まれる極めて微細な炭素粉末は、高速で不活性ガス中を連行される金属小滴及びガス流自体により連行され、こうして表面層へ入れられる。この場合も吹付けられる金属の炭素含有量は、吹付け円錐への炭素粉末付加により変化され、その際炭素含有量の変化を極めて速く行うことができる。なぜならば、吹込まれる炭素粉末量は、結局任意にあらゆる時点に変化できるからであり、変化が吹付けられる層の炭素含有量へ直接影響を及ぼす。
【0010】
別の方法では、異なる炭素含有量を持つ2種類以上の溶融物が使用されて、吹付けられる金属が取出される溶融物を形成するため、互いに混合される。別個の溶融物容器から取出し可能な種類の溶融物は、吹付け装置の一体な構成部分とすることができる分配器へ供給され、そこで第1の溶融物の100%と第2の溶融物の100%との間の任意の混合比で互いに混合される。従ってこの場合も一方の溶融物の最小炭素含有量と他方の溶融物の最大炭素含有量との間の任意の炭素含有量を混合技術的に得ることができる。
【0011】
本発明による別の方法によれば、2つ以上の別個の吹付け装置を使用して、異なる炭素含有量を持つ2種類以上の溶融物が吹付けられ、その際吹付け円錐が重なり、吹付け装置の放出量が変化される。この場合第1の吹付け装置を介して低い炭素含有量を持つ鋼が吹付けられ、第2の吹付け装置を介して高い炭素含有量を持つ鋼が吹付けられる。吹付け円錐はなるべく完全に重なり、従って同時に吹付ける場合完全に互いに移行し合う。その結果吹付けられる溶融物も任意に互いに混合される。第1の吹付け装置のみを作動させる場合、これを介して吹付け可能な金属のみが被覆される。さて第2の吹付け装置が次第に付加されると、その吹付け出力に応じて、最終的に製造されて両方の原溶融物の混合物から成る表面層の炭素含有量が増大し、第2の吹付け装置が付加される程度に応じて、第1の吹付け装置がその吹付け出力を減少するように、吹付け制御を行うことができる。炭素含有量は、第1の溶融物の最小炭素含有量と第2の溶融物の炭素含有量との間で任意に変化できることは明らかである。これについても、必ずしも表面層でなくてもよい吹付け層にわたって、任意に炭素含有量勾配が形成される。
【0012】
溶融した金属を吹付けるための搬送ガスとして、窒素又は窒素を添加されるガスが使用される。これについて炭窒化に従って吹付けられる金属層の窒素富化を同時に行うことができるので、吹付け圧縮法による別個の処理段階はもはや必要でない。
【0013】
本発明の好ましい展開では、特に耐摩耗性表面層を部材に形成するため、吹付け円錐に1種類以上の硬質材料が吹込まれて、吹付けられる金属層へ一体化される。硬質材料は炭化物、窒化物又は酸化物であってもよく、粉末状で吹付け円錐へ送り込まれ、1nm〜200μmの微小粒度を持っているようにする。これにより炭素含有量による硬度増大のほかに、摩耗も減少することができる。
【0014】
溶融金像は、本発明の第1の構成によれば、前もって製造される部材の形特に硬化可能な材料から成る管又は棒の形の支持体へ吹付けられ、この部材が続いて製造される転がり軸受部材の一体の構成部分となる。ここで前もって製造され場合によっては最初の成形を受ける支持体が使用される。このような支持体として、前述したように適当に硬化可能な金属から成る棒又は管を使用できるが、最終的に製造される転がり軸受部材例えば内レース又は外レースの重要な輪郭を持つこともでき、適当に寸法を定められている。このような場合前もって製造されて最終輪郭に近い部材が、再び使用可能な支持体上に設けられ、この支持体が吹付け過程の間保持され、部材が支持体から取外される。
【0015】
前もって製造される支持体部分を使用する代わりに、再び使用可能名支持体を始めから使用し、部材全体を形成するため、支持体に吹付け法で金属を吹付けることも可能である。本発明のこの構成では、表面層が吹付け圧縮法で製造されるだけでなく、部材全体例えば内レース又は外レース自体が製造される。このため再び使用可能な支持体例えばセラミック管又はコンクリート管が使用され、重要な部材主要部を形成するためこの支持体へ、この中心の部材主要部が持たねばならない組成の溶融物が吹付けられる。最初に述べたように、このため通常は肌焼き鋼が使用される。それから表面層を形成するため、本発明による炭素変化が行われる。転がり軸受部材が内レースであり、その転動面が外側である場合、このように行われる。転がり軸受部材が外レースである場合、本発明による炭素変化により、再び使用可能な支持体への最初の吹付けが直ちに開始され、この内側表面層の形成後に、重要な部材主要部を形成する材料が吹付けられる。更に富化される外側表面層を形成する場合、吹付け過程の終わりに、再び本発明による炭素添加が最後の吹付け過程中に行われる。
【0016】
明らかに本発明による方法では、組成及び性質が異なる転がり軸受部材の製造を可能にする非常に大きい程度の融通性があり、滲炭または炭窒化のため時間のかかる熱処理法が有利でなくなる。本発明による方法の範囲内で転がり軸受部材の仕上げ後、鍛造及び/又はリングローリングのような次の仕上げ段階における残留気孔の再圧縮が、転がり軸受転動層の時間がかかる拡散制御される形成なしの普通の熱処理により続けられて、必要なだけである。前もって形成されてなるべく最終輪郭に近い素材(前もって製造される支持体)を使用すると、この再処理段階も簡単化することができる。
【0017】
本発明による方法のほかに、本発明は特にレース又はころの形の転がり軸受部材に関し、その少なくとも1つの表面層が、溶融した金属の吹付けによって形成され、この表面層内で少なくとも部分的に炭素含有量が変化される。転がり軸受部材は、特に最初に述べた方法により製造されている。転がり軸受部材自体が前もって製造された金属の支持体例え場最終輪郭に近いレース等を持ち、この支持体上に表面層が形成されている。その代わりに転がり軸受部材が全体として完全に吹付け法で製造される吹付け圧縮部材である。更に、少なくとも吹付けられる表面層に、少なくとも部分的に1つ以上の硬質材料が含まれ、そこに吹付けの間に入れられる高い窒素含有量も存在することができる。
【0018】
本発明のそれ以外の利点及び詳細は、図面を参照して実施例により以下に説明される。
【発明を実施するための最良の形態】
【0019】
図1は、原理図の形で吹付け装置1を示し、この装置により本発明による方法が実施可能である。吹付け装置1は、吹付けユニット2と金属溶融物Sを収容する溶融物貯蔵容器3とを持っている。溶融物貯蔵容器3から吹付けるべき溶融金属が連続的に取り出され、最小の金属小滴5の形で搬送ガスを介して吹付け円錐6をなして、支持体7、図示した例では硬化可能な金属から成る管へ吹付けられる。支持体7は回転し、軸線方向へ移動可能である。増大する回転及び吹付け期間と共に、ますます厚くなる吹付け圧縮層が支持体7上に形成される。吹付けられる層8内の炭素含有量を変化できるようにするため、図示した例では、炭素Cが適当な時点に溶融物Sへ入れられる。これは、炭素線の巻込み又は炭素粉末の吹込みにより行うことができる。その結果溶融物は炭素で富化され、従って形成される層8も必然的に富化される。図1による例では、炭素Cが直接溶融物貯蔵容器3へ入れられるが、これを吹付けユニット2の直前の溶融物入口又は吹付けユニット2自体へ入れることも当然可能である。いずれにせよこの実施例では、炭素Cが均質な溶融物へ入れられる。
【0020】
具体的な方法では、例えば支持体7、ここでは上述したように例えば硬化可能な肌焼き鋼から成る管へ、まず最初の溶融物S従って炭素含有量を変化されない組成の溶融物を使用して、吹付け過程が開始される。溶融物Sは例えば肌焼き鋼の組成を持ち、即ち炭素含有量は0.35%以下であり、場合によってはCr(最大4%)、Mo(最大2%)、Ni及び/又はMn(それぞれ最大4%)及びSi(最大1.5%)及び他の鋼不純物のような合金元素も同様に含まれている。この原組成を使用して、吹付け過程中に、まず数mmなるべく少なくとも5mmの第1の層8a(図2参照)が吹付けられる。それから炭素で富化された表面層が吹付け過程中に形成され、そのため上述したように溶融物の炭素含有量を高めるため、炭素Cが溶融物Sへ入れられる。その結果次に形成される第2の表面層8b中で、図2に原理グラフで示すように、炭素が一層豊富になる。そこには両方の層8a,8bの断面にわたって炭素含有量が記入され、ここで再度指摘すべきことは、それが原理図にすぎないことである。表面層8bに最大に存在する炭素含有量は、ここでは必要でない滲炭段階後に通常存在するような所望の炭素含有量に相当している。
【0021】
支持体7は製造される転がり軸受部材の一体な構成部分を形成している。図示した例では、支持体7から転がり軸受部材を形成するため個々のレースが裁断され、図2は、このような裁断された転がり軸受部材9の切断された部分図を、ここではレースの形で示している。連続する管の代わりに、前もって製造されて最終輪郭に近い個々の部材ここではレースを使用することも可能であり、これらのレースは、ここには図示してないが再び使用可能な支持体上に順番に設けられており、この支持体から取外すことができる。
【0022】
図3は、炭素勾配を持つ層を形成する別の実施例を示す。吹付けユニット2及び原組成の溶融物Sを収容する溶融物貯蔵容器3及び搬送ガス供給装置4を含む図示した吹付け装置1では、必要な時点に炭素Cの添加が直接溶融物円錐6へ行われ、そこで吹込まれる炭素粉末が、直ちに高速で吹付けユニット2から出る金属小滴及び搬送ガス(N2)により連行され、形成される表面層(図2の実施例では表面層8b)に分散される。ここでも変化しない溶融物組成を使用してまず第1の層を形成し、後の時点に始めて炭素富化を行うことができる。本発明のこの構成では、吹付け円錐6へ直接入れるため、炭素含有量の極めて速やかな変化が可能である。更に吹付け円錐へ、微細な粉末状の酸化物、炭化物又は窒化物の形の摩耗を阻止する硬質材料を入れて、層8bに一体化することができる。
【0023】
図4は別の方法の実施例を説明するための原理図を示す。ここに示す吹付け装置1も同様に、吹付けユニット2及び全部で3つの溶融物貯蔵容器3a,3b,3cを含んでいる。溶融物貯蔵容器3aには、図示した例では、低い炭素含有量を持つ第1の溶融物S1が存在し、溶融物貯蔵容器3bには高い炭素含有量を持つ溶融物S2がある。これらの溶融物は交互にまたは同時に第3の溶融物貯蔵容器3cへ注入され、そこに純粋な溶融物S1、純粋な溶融物S2又は溶融物S1とS2の混合溶融物が存在する。大きな容器でなくてもよく、小さい寸法の分配器であってもよいこの溶融物貯蔵容器3cから、吹付けるべき最終的な溶融組成物が取出され、搬送ガス供給装置4を経て供給される不活性ガスにより溶融物円錐6として吹付けられる。
【0024】
図4の支持体は、前述したものとは異なる、例えば再び使用可能な支持体例えばセラミック管又はコンクリート管である。この管上へ、転がり軸受部材全体ここではレースが吹付け圧縮法で設けられる。この目的のため、例えば第1の吹付け段階で、高い炭素含有量を持つ溶融物S2をもっぱら使用して、所望の層厚が得られるまで、内側表面層が吹付けられる。それから溶融物S1が多く添加され、それから重要な部材主要部を形成するため、純粋な溶融物S1が吹付けられる。外側にあって炭素に富んだ表面層を形成するため、最後の吹付け段階において、再び溶融物S2の割合が最大100%まで高められるので、そこでも炭素勾配が形成される。従ってここでは転がり軸受部材全体が吹付け圧縮法で製造され、上述した例では内側及び外側の表面層が炭素勾配を持っている。その際内側又は外側の表面層のみを適当に形成することも可能である。
【0025】
最後に図5は、本発明による方法を実施するための吹付け装置の別の原理図を示す。この装置は別々に作動可能な2つの吹付け装置2a,2bを含み、これらの吹付け装置にそれぞれ別個の溶融物貯蔵容器3a,3bが付属している。溶融物容器3aには低い炭素含有量を持つ溶融物S1があり、溶融物容器3bには高い炭素含有量を持つ溶融物S2がある。図示した例では共通な搬送ガス供給装置4を介して供給される2つの吹付けユニット2a,2bは、図示した例ではそのそれぞれの吹付け円錐6a,6bが支持体7の近くで完全に重なるように、配置されている。ここでも支持体7がセラミック管等の再び使用可能な支持体であるものと仮定されている。例えば内側表面層及び炭素勾配を持つ外側表面層を持つレースを製造する場合、まず吹付けユニット2bが、高い炭素含有量を持つ溶融物S2から成る第1の層の吹付けを開始する。数mmの最小厚さに達した後、吹付けユニット2bの吹付け出力が連続的に低下され、吹付けユニット2aが付加されて、その吹付け出力を連続的に高める。それぞれの出力の低下及び上昇はなるべく同時に行われるので、各時点に100%の全吹付け出力が与えられる。重要な部材主要部を形成するため、100%の溶融物S1が吹付けられ、即ち転動体が溶融物S1の材料のみから成る。外側表面層を形成するため、過程が再び反転され、即ち吹付けユニット2aの吹付け出力が連続的に戻され、吹付けユニット2aの吹付け出力が連続的に増大される。硬化可能な穴、少し硬化可能な芯及び再び大きく硬化可能な外側表面層を持つレース又はレースが生じる。
【0026】
全体として本発明による方法は、内側又は外側の表面層の範囲に炭素勾配組織の簡単な製造を可能にする。非常に長く続く特別な滲炭段階はもはや必要でない。同様に製造費のこの割合及びこの熱処理段階に割当てられる遅れ割合もなくなるので、後処理(研削)が安価にされる。更にリングローリングの際、そうしない場合レース重量の約25%である内側鍛造塊の初めに行われる穴あけが不要になる。最後に全体として製造連鎖が時間的に著しく短縮される。なぜならば、そうしない場合製鋼所における棒−半製品製造について通常の行程、鍛造のためのボルトの裁断及び滲炭過程がなくなるからである。
【図面の簡単な説明】
【0027】
【図1】方法の第1の実施形態を説明する原理図を示す。
【図2】本発明による転がり軸受部材の部分図を炭素勾配の図と共に示す。
【図3】方法の第2の実施形態を説明する原理図を示す。
【図4】方法の第3の実施形態を説明する原理図を示す。
【図5】方法の第4の実施形態を説明する原理図を示す。
【符号の説明】
【0028】
1 吹付け装置
2,2a,2b 吹付けユニット
3,3a,3b,3c 溶融物貯蔵容器
4 支持体供給装置
6,6a,6b 吹付け円錐
7 支持体
8,8a,8b 層
9 転がり軸受部材
S,S1,S2 金属溶融物
C 炭素
N2 搬送ガス
【特許請求の範囲】
【請求項1】
少なくとも表面層の範囲に所定の炭素勾配を持つ転がり軸受部材の製造方法において、支持体へ吹付け法で溶融した金属が吹付けられ、吹付けるべき金属の炭素含有量が吹付け過程の間に変化されることを特徴とする方法。
【請求項2】
炭素含有量を変化するため、吹付けられる金属が取出される溶融物へ炭素が入れられることを特徴とする、請求項1に記載の方法。
【請求項3】
線の形の炭素が溶融物へ巻込まれるか又は粉末として溶融物へ吹込まれることを特徴とする、請求項2に記載の方法。
【請求項4】
炭素含有量を変化するため、炭素粉末が溶融した金属から成る吹付け円錐へ吹込まれることを特徴とする、請求項1に記載の方法。
【請求項5】
異なる炭素含有量を持つ2種類以上の溶融物が使用されて、吹付けられる金属が取出される溶融物を形成するため、互いに混合されることを特徴とする、請求項1に記載の方法。
【請求項6】
2つ以上の別個の吹付け装置を使用して、異なる炭素含有量を持つ2種類以上の溶融物が吹付けられ、その際吹付け円錐が重なり、吹付け装置の放出量が変化されることを特徴とする、請求項1に記載の方法。
【請求項7】
吹付けるための搬送ガスとして、窒素又は窒素を添加されるガスが使用されることを特徴とする、先行する請求項の1つに記載の方法。
【請求項8】
特に耐摩耗性表面層を部材に形成するため、吹付け円錐に1種類以上の硬質材料が吹込まれることを特徴とする、先行する請求項の1つに記載の方法。
【請求項9】
1nm〜200μmの粒度を持つ粉末が使用されることを特徴とする、請求項8に記載の方法。
【請求項10】
支持体として前もって製造された部材特に管が使用され、この部材が製造される転がり軸受部材の一体な構成部分になることを特徴とする、先行する請求項の1つに記載の方法。
【請求項11】
支持体が再使用される支持体であり、部材全体を形成するため吹付け法で金属が吹付けられることを特徴とする、請求項1〜9の1つに記載の方法。
【請求項12】
特にレーシ又はころの形の転がり軸受部材において、少なくとも1つの表面層(8b)が、溶融した金属(5)の吹付けによって形成され、この表面層内で少なくとも部分的に炭素含有量が変化され、特に請求項1〜11に記載の方法によって製造されることを特徴とする、転がり軸受部材。
【請求項13】
転がり軸受部材が前もって製造された金属の支持体(7)を持ち、この支持体上に表面層が形成されていることを特徴とする、請求項12に記載の転がり軸受部材。
【請求項14】
転がり軸受部材が完全に吹付け法で製造される吹付け圧縮部材であることを特徴とする、請求項12に記載の転がり軸受部材。
【請求項15】
少なくとも吹付けられる表面層(8b)に、少なくとも部分的に1つ以上の硬質材料が含まれていることを特徴とする、請求項12〜14の1つに記載の転がり軸受部材。
【請求項1】
少なくとも表面層の範囲に所定の炭素勾配を持つ転がり軸受部材の製造方法において、支持体へ吹付け法で溶融した金属が吹付けられ、吹付けるべき金属の炭素含有量が吹付け過程の間に変化されることを特徴とする方法。
【請求項2】
炭素含有量を変化するため、吹付けられる金属が取出される溶融物へ炭素が入れられることを特徴とする、請求項1に記載の方法。
【請求項3】
線の形の炭素が溶融物へ巻込まれるか又は粉末として溶融物へ吹込まれることを特徴とする、請求項2に記載の方法。
【請求項4】
炭素含有量を変化するため、炭素粉末が溶融した金属から成る吹付け円錐へ吹込まれることを特徴とする、請求項1に記載の方法。
【請求項5】
異なる炭素含有量を持つ2種類以上の溶融物が使用されて、吹付けられる金属が取出される溶融物を形成するため、互いに混合されることを特徴とする、請求項1に記載の方法。
【請求項6】
2つ以上の別個の吹付け装置を使用して、異なる炭素含有量を持つ2種類以上の溶融物が吹付けられ、その際吹付け円錐が重なり、吹付け装置の放出量が変化されることを特徴とする、請求項1に記載の方法。
【請求項7】
吹付けるための搬送ガスとして、窒素又は窒素を添加されるガスが使用されることを特徴とする、先行する請求項の1つに記載の方法。
【請求項8】
特に耐摩耗性表面層を部材に形成するため、吹付け円錐に1種類以上の硬質材料が吹込まれることを特徴とする、先行する請求項の1つに記載の方法。
【請求項9】
1nm〜200μmの粒度を持つ粉末が使用されることを特徴とする、請求項8に記載の方法。
【請求項10】
支持体として前もって製造された部材特に管が使用され、この部材が製造される転がり軸受部材の一体な構成部分になることを特徴とする、先行する請求項の1つに記載の方法。
【請求項11】
支持体が再使用される支持体であり、部材全体を形成するため吹付け法で金属が吹付けられることを特徴とする、請求項1〜9の1つに記載の方法。
【請求項12】
特にレーシ又はころの形の転がり軸受部材において、少なくとも1つの表面層(8b)が、溶融した金属(5)の吹付けによって形成され、この表面層内で少なくとも部分的に炭素含有量が変化され、特に請求項1〜11に記載の方法によって製造されることを特徴とする、転がり軸受部材。
【請求項13】
転がり軸受部材が前もって製造された金属の支持体(7)を持ち、この支持体上に表面層が形成されていることを特徴とする、請求項12に記載の転がり軸受部材。
【請求項14】
転がり軸受部材が完全に吹付け法で製造される吹付け圧縮部材であることを特徴とする、請求項12に記載の転がり軸受部材。
【請求項15】
少なくとも吹付けられる表面層(8b)に、少なくとも部分的に1つ以上の硬質材料が含まれていることを特徴とする、請求項12〜14の1つに記載の転がり軸受部材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2009−537334(P2009−537334A)
【公表日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願番号】特願2009−514627(P2009−514627)
【出願日】平成19年5月10日(2007.5.10)
【国際出願番号】PCT/DE2007/000854
【国際公開番号】WO2007/134571
【国際公開日】平成19年11月29日(2007.11.29)
【出願人】(506420843)シエフレル・コマンデイトゲゼルシヤフト (80)
【Fターム(参考)】
【公表日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願日】平成19年5月10日(2007.5.10)
【国際出願番号】PCT/DE2007/000854
【国際公開番号】WO2007/134571
【国際公開日】平成19年11月29日(2007.11.29)
【出願人】(506420843)シエフレル・コマンデイトゲゼルシヤフト (80)
【Fターム(参考)】
[ Back to top ]