
転写シートおよび真空圧着法による加飾成形品の製造方法

【課題】真空圧着法による加飾時にその表面が平らな被加飾成形品の表面に、転写シートから移転して凹凸を形成できる転写シートを得る。
【解決手段】真空圧着法による成形品の加飾に用いる転写シート1である。基材シート11の一方表面に層状の転写層12を設けている。基材シートの厚さ方向について、便宜上、転写層側を積層面側(矢印21)とし、基材シート側を基材面側(矢印22)とした。第一の活性エネルギー線硬化樹脂により転写層12の一の層であるハードコート層13を設け、ハードコート層13よりも積層面側(矢印21)に第二の活性エネルギー線硬化樹脂により、部分的に形成した部分凸層16を設け、部分凸層16よりも積層面側(矢印21)に接着層17を設けた転写シートである。
【解決手段】真空圧着法による成形品の加飾に用いる転写シート1である。基材シート11の一方表面に層状の転写層12を設けている。基材シートの厚さ方向について、便宜上、転写層側を積層面側(矢印21)とし、基材シート側を基材面側(矢印22)とした。第一の活性エネルギー線硬化樹脂により転写層12の一の層であるハードコート層13を設け、ハードコート層13よりも積層面側(矢印21)に第二の活性エネルギー線硬化樹脂により、部分的に形成した部分凸層16を設け、部分凸層16よりも積層面側(矢印21)に接着層17を設けた転写シートである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は成形品の加飾に用いる転写シートおよび真空圧着法による加飾成形品の製造方法に関するものである。
【背景技術】
【0002】
転写シートを用いて成形品に加飾を施す方法として真空圧着法(オーバーレイ法あるいは三次元表面加飾法と呼ばれることがある)が知られている(例えば、特許文献1、2参照)。真空圧着法は以下の(イ)〜(ニ)の工程からなる成形品の加飾方法である。
(イ)被加飾成形品の被転写面と転写シートを対面させて、転写シートを境界面とし、被加飾成形品を内部に収納し、転写シートの積層面側に位置する減圧室と転写シートの基材面側に位置する加圧室を作り出す工程
(ロ)被加飾成形品および/又は転写シートを加熱する工程
(ハ)前記減圧室を減圧および/又は前記加圧室を加圧して転写シートを被加飾成形品に密着する工程
(ニ)被加飾成形品と転写シート一体物から基材シートを取り除き、加飾成形品とする工程。
【0003】
しかし、加飾成形品の表面に凹凸を形成するためには、被加飾成形品自体に凹凸を形成する必要がある。このため被加飾成形品製造時に使用する金型にシボ入子を挿入して被加飾成形品を製造している。よって、所望の凹凸形状毎にシボ入子が必要となり、凹凸形状形成が煩雑である欠点があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭61−53098号公報
【特許文献2】特公平告07−110550号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
解決しようとする問題点は、真空圧着法による加飾時にその表面が平らな被加飾成形品の表面に凹凸を形成することにより、被加飾成形品に必要であった事前に形成する凹凸を不要とする点である。また、真空圧着法による加飾時に表面が平らな被加飾成形品の表面に凹凸を形成する転写シートを作成することにある。
【0006】
本発明のその他の課題は、本発明の説明により明らかになる。
【課題を解決するための手段】
【0007】
以下に課題を解決するための手段を述べる。理解を容易にするために、本発明の実施態様に対応する符号を付けて説明するが、本発明は当該実施態様に限定されるものではない。
【0008】
本発明にかかる転写シートは、真空圧着法による成形品の加飾に用いる転写シートにおいて、
基材シート(11)の一方表面に層状の転写層(12)を設けたものであり、
前記基材シートの厚さ方向について、前記転写層側を積層面側(矢印21)とし、前記基材シート側を基材面側(矢印22)とし、
第一の活性エネルギー線硬化樹脂により前記転写層の一の層であるハードコート層(13)を設け、前記ハードコート層よりも積層面側に第二の活性エネルギー線硬化樹脂により、部分的に形成した部分凸層(16)を設け、
前記部分凸層よりも積層面側に接着層(17)を設けた。
【0009】
本発明の好ましい実施態様にかかる転写シートは、本発明にかかる転写シートにおいて、
第二の活性エネルギー線硬化樹脂は第一の活性エネルギー線硬化樹脂と比較して小さい活性エネルギー線のエネルギー量で硬化するものであってもよい。
【0010】
本発明の他の好ましい実施態様にかかる転写シートは、本発明にかかる転写シートにおいて、
前記ハードコート層よりも積層面側であって、かつ、前記部分凸層よりも基材面側に透過抑制層(15)を設けたものであり、
前記透過抑制層は前記転写層の積層面側から照射された活性エネルギー線を前記透過抑制層よりも基材面側に透過しない材料で形成されているものであってもよい。
【0011】
本発明のその他の好ましい実施態様にかかる転写シートは、直前に記載した本発明の他の好ましい実施態様にかかる転写シートにおいて、
第一の活性エネルギー線硬化樹脂は紫外線硬化樹脂であり、
第二の活性エネルギー線硬化樹脂は紫外線硬化樹脂であり、
前記透過抑制層は紫外線反射材料又は紫外線吸収材料からなるものであってもよい。
【0012】
本発明の他の態様にかかる加飾成形品の製造方法は、
転写シートを用いて被加飾成形品を加飾する加飾成形品の製造方法であって、以下の(イ)〜(ニ)の工程からなる真空圧着法による加飾成形品の製造方法において、請求項1乃至4いずれかに記載した転写シートを用いる真空圧着法によるものであってもよい。
(イ)被加飾成形品の被転写面と転写シートを対面させて、転写シートを境界面とし、被加飾成形品を内部に収納し、転写シートの積層面側(矢印21)に位置する減圧室(32)と転写シートの基材面側(矢印22)に位置する加圧室(33)を作り出す工程
(ロ)被加飾成形品および/又は転写シートを加熱する工程
(ハ)前記減圧室を減圧および/又は前記加圧室を加圧して転写シートを被加飾成形品に密着する工程
(ニ)被加飾成形品を転写シート一体物から基材シートを取り除き、加飾成形品とする工程
【0013】
以上説明した本発明、本発明の好ましい実施態様、これらに含まれる構成要素は可能な限り組み合わせて実施することができる。
【発明の効果】
【0014】
本発明の転写シートは、その他の発明特定事項と共に、第二の活性エネルギー線硬化樹脂からなる部分凸層を設けているので、平らな被加飾成形品の表面に転写されると、部分凸層に由来する凹凸が転写層の表面にあるハードコート層に反映されて、加飾成形品の表面に凹凸が形成される。当該凹凸は転写シート作成時に印刷などの方法で作られるから、所望の凹凸が手軽にかつ安価に作成できる。また、凹凸を形成する被加飾面である平らな表面は、平面に限られず、曲面であってもよい。
【0015】
本発明の加飾成形品の製造方法は、その他の発明特定事項と共に、本発明にかかる転写シートを用いた真空圧着法を採用しているので、被加飾成形品の表面に部分凸層を設けた当該転写シートが完全に密着し、部分凸層に由来する凹凸がハードコート層に完全に反映されて、加飾成形品表面に設計意図通りの凹凸が形成される。そして、被加飾成形品の平らな表面は、平面に限られず曲面であってもよいので、特に曲面かつ平らな表面に凹凸を形成した加飾成形品の製造に好適である。
【図面の簡単な説明】
【0016】
【図1】図1は転写シートの断面説明図である。
【図2】図2は転写シート転写後の加飾成形品の説明図である。
【図3】図3は真空圧着法による加飾成形品の製造方法に使用する装置の説明図である。
【図4】図4は真空圧着法による加飾成形品の転写後の状態の説明図である。
【発明を実施するための形態】
【0017】
以下、図面を参照して本発明の実施例にかかる転写シートと加飾成形品の製造方法をさらに説明する。本明細書において参照する各図は、本発明の理解を容易にするため、一部の構成要素を誇張して表すなど模式的に表しているものがある。このため、構成要素間の寸法や比率などは実物と異なっている場合がある。また、本発明の実施例に記載した部材や部分の寸法、材質、形状、その相対位置などは、とくに特定的な記載のない限りは、この発明の範囲をそれらのみに限定する趣旨のものではなく、単なる説明例にすぎない。
【0018】
図1は本発明にかかる転写シート1の断面説明図である。転写シート1は基材シート11の一方表面に層状の転写層12を設けている。
【0019】
転写シート11の厚さ方向について、本発明とその詳細な説明中で便宜上、矢印21で示す転写層側を積層面側とし、矢印22で示す基材シート側を基材面側と呼ぶ。
【0020】
基材シート11の積層面側(矢印21側)表面は剥離性を有する。基材シート11の剥離性を向上させるため、基材シートの表面に離型層を設けてもよい。
【0021】
転写層12は基材シート11に接して形成されたハードコート層13から積層面側(矢印21)に向かい順に図柄層14、透過抑制層15、部分凸層16と接着層17が積層されている。
【0022】
ハードコート層13は第一の活性エネルギー線硬化樹脂からなる。ハードコート層13は転写後に加飾成形品の最表面に位置する層である。転写後のハードコート層に活性エネルギー線を照射して硬化することにより、加飾成形品表面は良好な耐摩耗性を示し、図柄などの消失がない。
【0023】
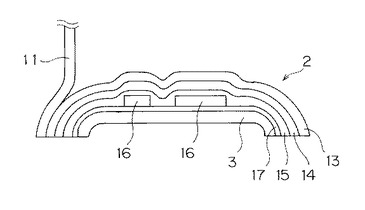
部分凸層16は第二の活性エネルギー線硬化樹脂からなる。部分凸層は凹凸形状形成を意図する領域内に不連続的に形成される。あるいは部分凸層は凹凸形状形成を意図する領域内の全領域にその厚さを変化させて形成される。図2は転写シート1転写後の加飾成形品2の説明図である。転写にあたり転写シート1の転写層12が被加飾成形品3の表面に移転され、その後基材シート11が取り除かれる。
【0024】
転写時に転写シートの部分凸層に由来する不連続な凸形状が、被加飾成形品の平らな面に押し付けられるとハードコート層13等に凸が伝達される。一方、部分凸層中で凸の無い部分は被加飾成形品の平らな面に押し付けられるとハードコート層13等が平らになる。このようにして、加飾成形品の表面に凹凸が形成される。
【0025】
例えば凹凸形状としてマット形状を意図する場合には複数の同一大きさの半球を密に形成した部分凸層16を設ければよい。また、例えば凹凸形状としてシボ形状を意図する場合には複数の長い半円筒を曲線状にして、これらを不規則に絡ませて並べた部分凸層16を設ければよい。
【0026】
その他、ヘアライン状、格子状、水玉状、山脈状などなど部分凸層により加飾成形品に形成する凹凸形状に制限はない。
【0027】
透過抑制層15はハードコート層13よりも積層面側(矢印21)であって、かつ、部分凸層16よりも基材面側(矢印22)に形成される。換言すれば透過抑制層15はハードコート層13と部分凸層16の間に位置する。透過抑制層15とハードコート層13は接していてもよいが、これらの中間に他の層があってもよい。同様に透過抑制層15と部分凸層16は接していてもよいが、これらの中間に他の層があってもよい。
【0028】
透過抑制層15は第二の活性エネルギー線硬化樹脂により形成された部分凸層16に活性エネルギー線を照射して部分凸層を硬化する工程中に、照射活性エネルギー線が第一の活性エネルギー線硬化樹脂からなるハードコート層13に到達し、ハードコート層13を硬化することを抑制する働きをする。
【0029】
部分凸層16は転写時点で硬化していることが必要である。転写シート1と被加飾成形品3の転写面を密着させる力に抗して形成されている凸形状が変形せずその形状を保持することにより、ハードコート層13などに凹凸形状を作り出すためである。一方、ハードコート層13は転写時には、部分凸層の凸に追随し、また同時に、被加飾成形品の曲面など表面形状に追随する必要があり、未硬化あるいは半硬化状態であることが好ましい。
【0030】
本発明にかかる転写シートにあって透過抑制層15は選択的な構成要素である。ハードコート層13の材料である第一の活性エネルギー線硬化樹脂と部分凸層の材料である第二の活性エネルギー線硬化樹脂が同一組成あるいは近似組成の場合に透過抑制層15を設けることが必要となり、また、透過抑制層15が奏功する。
【0031】
例えば、第一の活性エネルギー線硬化樹脂に紫外線硬化樹脂を選択し、第二の活性エネルギー線硬化樹脂に紫外線硬化樹脂を選択した場合に透過抑制層15が必要となり、奏功する。
【0032】
透過抑制層15は、活性エネルギー線吸収材料で形成してもよく、活性エネルギー線反射材料で形成してもよい。紫外線硬化樹脂を選択する場合の紫外線吸収材料は、ベンゾトリアゾール系、ベンゾフェノン系、シアノアクリレート系等の有機系材料を選択してもよく、金属酸化物、特にZnO系、TiO2 系等の無機系材料を選択してもよい。紫外線反射材料は、粒径が200nm以下のケイ素および/または金属の酸化物微粒子が挙げられる。具体例としては、コロイダルシリカ、コロイダルチタニア、コロイダルアルミナ、コロイダルジルコニアなどがあり、これらの混合物でも良い。
【0033】
透過抑制層15はコート法や印刷法で層状に形成する。
【0034】
第一の活性エネルギー線硬化樹脂と第二の活性エネルギー線硬化樹脂は、紫外線硬化性樹脂などの光硬化性樹脂、電子線硬化性樹脂などの放射線硬化性樹脂などに代表される紫外線や電子線等で硬化する樹脂である。ハードコート層13は熱硬化性かつ活性エネルギー線硬化性の樹脂であってもよい。活性エネルギー線硬化性樹脂は、例えば、ウレタンアクリレート系樹脂やシアノアクリレート系樹脂である。熱硬化性かつ活性エネルギー線硬化性の樹脂は、例えば、ウレタンアクリレート系樹脂やシアノアクリレート系樹脂にイソシアネートなどの添加剤を加えた樹脂である。熱硬化性かつ活性エネルギー線硬化性の樹脂は加熱することにより、樹脂中のモノマーやオリゴマーの一部が架橋され半硬化状態に成る。なお、半硬化状態のハードコート層は、さらに紫外線などの活性エネルギー線を照射すれば硬化状態となる。
【0035】
第一の活性エネルギー線硬化樹脂と第二の活性エネルギー線硬化樹脂が近似し、両者を硬化する活性エネルギー線の種類が同一の場合には、第二の活性エネルギー線硬化樹脂は第一の活性エネルギー線硬化樹脂と比較して小さい活性エネルギー線のエネルギー量で硬化することが好ましい。転写シート1は部分凸層が硬化し、ハードコート層が半硬化ないし未硬化である状態が好ましいからである。
【0036】
第一の活性エネルギー線硬化樹脂と第二の活性エネルギー線硬化樹脂を紫外線硬化樹脂とすることができる。紫外線硬化樹脂は汎用されていて、入手が容易である。
【0037】
部分凸層16はスクリーン印刷法又はグラビア印刷法などにより作成する。部分凸層16の厚さの下限値は5μmである。ハードコート層などに凹凸を作り出すためである。部分凸層16の厚さの上限値は10μmである。印刷法によるインキ盛り上げの上限がほぼ10μmだからである。
【0038】
ハードコート層13は液体コーティング法で形成する。液体コーティング法として、グラビアコート法、ロールコート法、コンマコート法、リップコート法などを例示できる。ハードコート層4の厚さは、通常2μm以上40μm以下であり、より好ましくは2μm以上10μm以下である。上記の厚さ範囲にすれば、転写シート1を用いて得られる加飾成形品の表面は厚いハードコート層が転移するから、表面硬度に優れたものとすることができる。
【0039】
ハードコート層13として熱硬化性かつ活性エネルギー線硬化性の樹脂を選択する場合には、ハードコート層を形成した後に、加熱して半硬化状態とする。当該半硬化状態の転写シート1を用いて転写を行い被加飾成形品に転移した後に、活性エネルギー線を照射してハードコート層を完全硬化させる。
【0040】
部分凸層16の積層面側(矢印21)に接着層17を形成する。接着層17は被加飾面に転写層12を接着するものである。接着層5としては、被加飾成形品の素材に適した感熱性あるいは感圧性の樹脂を適宜使用する。接着層17の形成方法としては、グラビアコート法、ロールコート法、コンマコート法などのコート法、グラビア印刷法、スクリーン印刷法などの印刷法がある。
【0041】
つづいて、本発明にかかる転写シート1の任意的な追加構成である図柄層14の形成について説明する。
【0042】
図柄層14はハードコート層13の積層面側(矢印21)に全面または一部の面に形成する。図柄層14はの材質は、ポリビニル系樹脂、ポリアミド系樹脂、ポリアクリル系樹脂、ポリウレタン系樹脂、ポリビニルアセタール系樹脂、ポリエステルウレタン系樹脂、セルロースエステル系樹脂、アルキッド樹脂などの樹脂をバインダーとし、適切な色の顔料または染料を着色剤として含有する着色インキを用いるとよい。また、金属発色させる場合には、アルミニウム、チタン、ブロンズ等の金属粒子やマイカに酸化チタンをコーティングしたパール顔料を用いることもできる。
【0043】
図柄層14の形成方法としては、オフセット印刷法、グラビア印刷法、スクリーン印刷法などの通常の印刷法などを用いるとよい。
【0044】
図柄層14は、金属薄膜からなるもの、あるいは印刷膜と金属薄膜との組み合わせからなるものでもよい。金属薄膜は、真空蒸着法、スパッターリング法、イオンプレーティング法、鍍金法などで形成する。表現したい金属光沢色に応じて、アルミニウム、ニッケル、金、白金、クロム、鉄、銅、スズ、インジウム、銀、チタニウム、鉛、亜鉛などの金属、これらの合金または化合物を使用する。
【0045】
また、必要に応じて図柄層14とハードコート層13との間や、図柄層14、部分凸層16と接着層17との間に各層の層間密着性を向上させるアンカー層を形成してもよい。
【0046】
基材シート1の材質としては、ポリプロピレン系樹脂、ポリエチレン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、アクリル系樹脂、ポリ塩化ビニル系樹脂などの樹脂シート、アルミニウム箔、銅箔などの金属箔、グラシン紙、コート紙、セロハンなどのセルロース系シート、あるいは以上の各シートの複合体などを使用することができる。
【0047】
基材シート1の剥離性を向上させるために、基材シート1の表面に離型層を設けてもよい。離型層の材質としては、メラミン系樹脂、シリコーン系樹脂、フッ素系樹脂、セルロース誘導体、尿素系樹脂、ポリオレフィン系樹脂、パラフィン系樹脂およびこれらの複合物などを用いることができる。離型層の形成方法としては、ロールコート法、スプレーコート法などのコート法、グラビア印刷法、スクリーン印刷法などの印刷法があげられる。
【0048】
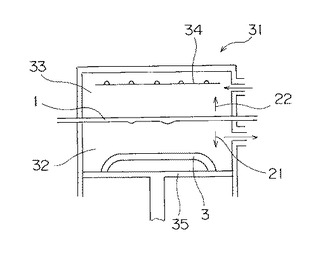
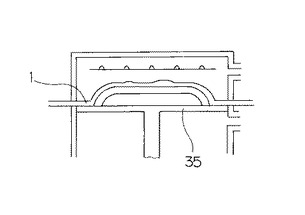
続いて、転写シート1を用いる真空圧着法による加飾成形品の製造方法を説明する。図3は真空圧着法による加飾成形品の製造方法に使用する転写装置31の説明図であり、図4は転写装置31内における加飾成形品の転写後の状態の説明図である。
【0049】
転写装置31は真空圧着法を実施する製造装置である。
【0050】
まず、転写装置31内の架台35に被加飾成形品3を載置する。また、転写装置31内に転写シート1を配置する。転写シート1は積層面側(矢印21)を被加飾成形品3に対面させて配置する。
【0051】
転写装置内部は転写シート1により2室に区画される。一の室は減圧室32である。減圧室32の中に被加飾成形品3が位置している。減圧室32の一の内側面は転写シート1の積層面側(矢印21)表面である。
【0052】
他の室は加圧室33である。加圧室33の一の内側面は転写シート1の基材面側(矢印22)表面である。
【0053】
次に、架台35を上方に移動し、被加飾成形品3の加飾面と転写シート1を接近させる。ヒータ34を稼動して被加飾成形品3および/又は転写シート1を加熱する。
【0054】
減圧室32を減圧して、被加飾成形品の加飾面と転写シート1を密着させる。減圧と同時に、加圧室33を加圧してもよく、また加熱気体を加圧室33に送り込んでもよい。この工程により、転写シート1の転写層12が被加飾成形品3の表面に移転する。その後、冷却あるいは放冷して加飾成形品の表面が一定温度以下になれば、基材シート11を取り除く。
【0055】
このようにして、表面が凹凸となった加飾成形品を得ることができる。
【符号の説明】
【0056】
1 転写シート
2 加飾成形品
3 被加飾成形品
11 基材シート
12 転写層
13 ハードコート層
14 図柄層
15 透過抑制層
16 部分凸層
17 接着層
21 積層面側
22 基材面側
31 転写装置(真空圧着法を実施する製造装置)
32 減圧室
33 加圧室
34 ヒータ
35 架台
【技術分野】
【0001】
本発明は成形品の加飾に用いる転写シートおよび真空圧着法による加飾成形品の製造方法に関するものである。
【背景技術】
【0002】
転写シートを用いて成形品に加飾を施す方法として真空圧着法(オーバーレイ法あるいは三次元表面加飾法と呼ばれることがある)が知られている(例えば、特許文献1、2参照)。真空圧着法は以下の(イ)〜(ニ)の工程からなる成形品の加飾方法である。
(イ)被加飾成形品の被転写面と転写シートを対面させて、転写シートを境界面とし、被加飾成形品を内部に収納し、転写シートの積層面側に位置する減圧室と転写シートの基材面側に位置する加圧室を作り出す工程
(ロ)被加飾成形品および/又は転写シートを加熱する工程
(ハ)前記減圧室を減圧および/又は前記加圧室を加圧して転写シートを被加飾成形品に密着する工程
(ニ)被加飾成形品と転写シート一体物から基材シートを取り除き、加飾成形品とする工程。
【0003】
しかし、加飾成形品の表面に凹凸を形成するためには、被加飾成形品自体に凹凸を形成する必要がある。このため被加飾成形品製造時に使用する金型にシボ入子を挿入して被加飾成形品を製造している。よって、所望の凹凸形状毎にシボ入子が必要となり、凹凸形状形成が煩雑である欠点があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭61−53098号公報
【特許文献2】特公平告07−110550号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
解決しようとする問題点は、真空圧着法による加飾時にその表面が平らな被加飾成形品の表面に凹凸を形成することにより、被加飾成形品に必要であった事前に形成する凹凸を不要とする点である。また、真空圧着法による加飾時に表面が平らな被加飾成形品の表面に凹凸を形成する転写シートを作成することにある。
【0006】
本発明のその他の課題は、本発明の説明により明らかになる。
【課題を解決するための手段】
【0007】
以下に課題を解決するための手段を述べる。理解を容易にするために、本発明の実施態様に対応する符号を付けて説明するが、本発明は当該実施態様に限定されるものではない。
【0008】
本発明にかかる転写シートは、真空圧着法による成形品の加飾に用いる転写シートにおいて、
基材シート(11)の一方表面に層状の転写層(12)を設けたものであり、
前記基材シートの厚さ方向について、前記転写層側を積層面側(矢印21)とし、前記基材シート側を基材面側(矢印22)とし、
第一の活性エネルギー線硬化樹脂により前記転写層の一の層であるハードコート層(13)を設け、前記ハードコート層よりも積層面側に第二の活性エネルギー線硬化樹脂により、部分的に形成した部分凸層(16)を設け、
前記部分凸層よりも積層面側に接着層(17)を設けた。
【0009】
本発明の好ましい実施態様にかかる転写シートは、本発明にかかる転写シートにおいて、
第二の活性エネルギー線硬化樹脂は第一の活性エネルギー線硬化樹脂と比較して小さい活性エネルギー線のエネルギー量で硬化するものであってもよい。
【0010】
本発明の他の好ましい実施態様にかかる転写シートは、本発明にかかる転写シートにおいて、
前記ハードコート層よりも積層面側であって、かつ、前記部分凸層よりも基材面側に透過抑制層(15)を設けたものであり、
前記透過抑制層は前記転写層の積層面側から照射された活性エネルギー線を前記透過抑制層よりも基材面側に透過しない材料で形成されているものであってもよい。
【0011】
本発明のその他の好ましい実施態様にかかる転写シートは、直前に記載した本発明の他の好ましい実施態様にかかる転写シートにおいて、
第一の活性エネルギー線硬化樹脂は紫外線硬化樹脂であり、
第二の活性エネルギー線硬化樹脂は紫外線硬化樹脂であり、
前記透過抑制層は紫外線反射材料又は紫外線吸収材料からなるものであってもよい。
【0012】
本発明の他の態様にかかる加飾成形品の製造方法は、
転写シートを用いて被加飾成形品を加飾する加飾成形品の製造方法であって、以下の(イ)〜(ニ)の工程からなる真空圧着法による加飾成形品の製造方法において、請求項1乃至4いずれかに記載した転写シートを用いる真空圧着法によるものであってもよい。
(イ)被加飾成形品の被転写面と転写シートを対面させて、転写シートを境界面とし、被加飾成形品を内部に収納し、転写シートの積層面側(矢印21)に位置する減圧室(32)と転写シートの基材面側(矢印22)に位置する加圧室(33)を作り出す工程
(ロ)被加飾成形品および/又は転写シートを加熱する工程
(ハ)前記減圧室を減圧および/又は前記加圧室を加圧して転写シートを被加飾成形品に密着する工程
(ニ)被加飾成形品を転写シート一体物から基材シートを取り除き、加飾成形品とする工程
【0013】
以上説明した本発明、本発明の好ましい実施態様、これらに含まれる構成要素は可能な限り組み合わせて実施することができる。
【発明の効果】
【0014】
本発明の転写シートは、その他の発明特定事項と共に、第二の活性エネルギー線硬化樹脂からなる部分凸層を設けているので、平らな被加飾成形品の表面に転写されると、部分凸層に由来する凹凸が転写層の表面にあるハードコート層に反映されて、加飾成形品の表面に凹凸が形成される。当該凹凸は転写シート作成時に印刷などの方法で作られるから、所望の凹凸が手軽にかつ安価に作成できる。また、凹凸を形成する被加飾面である平らな表面は、平面に限られず、曲面であってもよい。
【0015】
本発明の加飾成形品の製造方法は、その他の発明特定事項と共に、本発明にかかる転写シートを用いた真空圧着法を採用しているので、被加飾成形品の表面に部分凸層を設けた当該転写シートが完全に密着し、部分凸層に由来する凹凸がハードコート層に完全に反映されて、加飾成形品表面に設計意図通りの凹凸が形成される。そして、被加飾成形品の平らな表面は、平面に限られず曲面であってもよいので、特に曲面かつ平らな表面に凹凸を形成した加飾成形品の製造に好適である。
【図面の簡単な説明】
【0016】
【図1】図1は転写シートの断面説明図である。
【図2】図2は転写シート転写後の加飾成形品の説明図である。
【図3】図3は真空圧着法による加飾成形品の製造方法に使用する装置の説明図である。
【図4】図4は真空圧着法による加飾成形品の転写後の状態の説明図である。
【発明を実施するための形態】
【0017】
以下、図面を参照して本発明の実施例にかかる転写シートと加飾成形品の製造方法をさらに説明する。本明細書において参照する各図は、本発明の理解を容易にするため、一部の構成要素を誇張して表すなど模式的に表しているものがある。このため、構成要素間の寸法や比率などは実物と異なっている場合がある。また、本発明の実施例に記載した部材や部分の寸法、材質、形状、その相対位置などは、とくに特定的な記載のない限りは、この発明の範囲をそれらのみに限定する趣旨のものではなく、単なる説明例にすぎない。
【0018】
図1は本発明にかかる転写シート1の断面説明図である。転写シート1は基材シート11の一方表面に層状の転写層12を設けている。
【0019】
転写シート11の厚さ方向について、本発明とその詳細な説明中で便宜上、矢印21で示す転写層側を積層面側とし、矢印22で示す基材シート側を基材面側と呼ぶ。
【0020】
基材シート11の積層面側(矢印21側)表面は剥離性を有する。基材シート11の剥離性を向上させるため、基材シートの表面に離型層を設けてもよい。
【0021】
転写層12は基材シート11に接して形成されたハードコート層13から積層面側(矢印21)に向かい順に図柄層14、透過抑制層15、部分凸層16と接着層17が積層されている。
【0022】
ハードコート層13は第一の活性エネルギー線硬化樹脂からなる。ハードコート層13は転写後に加飾成形品の最表面に位置する層である。転写後のハードコート層に活性エネルギー線を照射して硬化することにより、加飾成形品表面は良好な耐摩耗性を示し、図柄などの消失がない。
【0023】
部分凸層16は第二の活性エネルギー線硬化樹脂からなる。部分凸層は凹凸形状形成を意図する領域内に不連続的に形成される。あるいは部分凸層は凹凸形状形成を意図する領域内の全領域にその厚さを変化させて形成される。図2は転写シート1転写後の加飾成形品2の説明図である。転写にあたり転写シート1の転写層12が被加飾成形品3の表面に移転され、その後基材シート11が取り除かれる。
【0024】
転写時に転写シートの部分凸層に由来する不連続な凸形状が、被加飾成形品の平らな面に押し付けられるとハードコート層13等に凸が伝達される。一方、部分凸層中で凸の無い部分は被加飾成形品の平らな面に押し付けられるとハードコート層13等が平らになる。このようにして、加飾成形品の表面に凹凸が形成される。
【0025】
例えば凹凸形状としてマット形状を意図する場合には複数の同一大きさの半球を密に形成した部分凸層16を設ければよい。また、例えば凹凸形状としてシボ形状を意図する場合には複数の長い半円筒を曲線状にして、これらを不規則に絡ませて並べた部分凸層16を設ければよい。
【0026】
その他、ヘアライン状、格子状、水玉状、山脈状などなど部分凸層により加飾成形品に形成する凹凸形状に制限はない。
【0027】
透過抑制層15はハードコート層13よりも積層面側(矢印21)であって、かつ、部分凸層16よりも基材面側(矢印22)に形成される。換言すれば透過抑制層15はハードコート層13と部分凸層16の間に位置する。透過抑制層15とハードコート層13は接していてもよいが、これらの中間に他の層があってもよい。同様に透過抑制層15と部分凸層16は接していてもよいが、これらの中間に他の層があってもよい。
【0028】
透過抑制層15は第二の活性エネルギー線硬化樹脂により形成された部分凸層16に活性エネルギー線を照射して部分凸層を硬化する工程中に、照射活性エネルギー線が第一の活性エネルギー線硬化樹脂からなるハードコート層13に到達し、ハードコート層13を硬化することを抑制する働きをする。
【0029】
部分凸層16は転写時点で硬化していることが必要である。転写シート1と被加飾成形品3の転写面を密着させる力に抗して形成されている凸形状が変形せずその形状を保持することにより、ハードコート層13などに凹凸形状を作り出すためである。一方、ハードコート層13は転写時には、部分凸層の凸に追随し、また同時に、被加飾成形品の曲面など表面形状に追随する必要があり、未硬化あるいは半硬化状態であることが好ましい。
【0030】
本発明にかかる転写シートにあって透過抑制層15は選択的な構成要素である。ハードコート層13の材料である第一の活性エネルギー線硬化樹脂と部分凸層の材料である第二の活性エネルギー線硬化樹脂が同一組成あるいは近似組成の場合に透過抑制層15を設けることが必要となり、また、透過抑制層15が奏功する。
【0031】
例えば、第一の活性エネルギー線硬化樹脂に紫外線硬化樹脂を選択し、第二の活性エネルギー線硬化樹脂に紫外線硬化樹脂を選択した場合に透過抑制層15が必要となり、奏功する。
【0032】
透過抑制層15は、活性エネルギー線吸収材料で形成してもよく、活性エネルギー線反射材料で形成してもよい。紫外線硬化樹脂を選択する場合の紫外線吸収材料は、ベンゾトリアゾール系、ベンゾフェノン系、シアノアクリレート系等の有機系材料を選択してもよく、金属酸化物、特にZnO系、TiO2 系等の無機系材料を選択してもよい。紫外線反射材料は、粒径が200nm以下のケイ素および/または金属の酸化物微粒子が挙げられる。具体例としては、コロイダルシリカ、コロイダルチタニア、コロイダルアルミナ、コロイダルジルコニアなどがあり、これらの混合物でも良い。
【0033】
透過抑制層15はコート法や印刷法で層状に形成する。
【0034】
第一の活性エネルギー線硬化樹脂と第二の活性エネルギー線硬化樹脂は、紫外線硬化性樹脂などの光硬化性樹脂、電子線硬化性樹脂などの放射線硬化性樹脂などに代表される紫外線や電子線等で硬化する樹脂である。ハードコート層13は熱硬化性かつ活性エネルギー線硬化性の樹脂であってもよい。活性エネルギー線硬化性樹脂は、例えば、ウレタンアクリレート系樹脂やシアノアクリレート系樹脂である。熱硬化性かつ活性エネルギー線硬化性の樹脂は、例えば、ウレタンアクリレート系樹脂やシアノアクリレート系樹脂にイソシアネートなどの添加剤を加えた樹脂である。熱硬化性かつ活性エネルギー線硬化性の樹脂は加熱することにより、樹脂中のモノマーやオリゴマーの一部が架橋され半硬化状態に成る。なお、半硬化状態のハードコート層は、さらに紫外線などの活性エネルギー線を照射すれば硬化状態となる。
【0035】
第一の活性エネルギー線硬化樹脂と第二の活性エネルギー線硬化樹脂が近似し、両者を硬化する活性エネルギー線の種類が同一の場合には、第二の活性エネルギー線硬化樹脂は第一の活性エネルギー線硬化樹脂と比較して小さい活性エネルギー線のエネルギー量で硬化することが好ましい。転写シート1は部分凸層が硬化し、ハードコート層が半硬化ないし未硬化である状態が好ましいからである。
【0036】
第一の活性エネルギー線硬化樹脂と第二の活性エネルギー線硬化樹脂を紫外線硬化樹脂とすることができる。紫外線硬化樹脂は汎用されていて、入手が容易である。
【0037】
部分凸層16はスクリーン印刷法又はグラビア印刷法などにより作成する。部分凸層16の厚さの下限値は5μmである。ハードコート層などに凹凸を作り出すためである。部分凸層16の厚さの上限値は10μmである。印刷法によるインキ盛り上げの上限がほぼ10μmだからである。
【0038】
ハードコート層13は液体コーティング法で形成する。液体コーティング法として、グラビアコート法、ロールコート法、コンマコート法、リップコート法などを例示できる。ハードコート層4の厚さは、通常2μm以上40μm以下であり、より好ましくは2μm以上10μm以下である。上記の厚さ範囲にすれば、転写シート1を用いて得られる加飾成形品の表面は厚いハードコート層が転移するから、表面硬度に優れたものとすることができる。
【0039】
ハードコート層13として熱硬化性かつ活性エネルギー線硬化性の樹脂を選択する場合には、ハードコート層を形成した後に、加熱して半硬化状態とする。当該半硬化状態の転写シート1を用いて転写を行い被加飾成形品に転移した後に、活性エネルギー線を照射してハードコート層を完全硬化させる。
【0040】
部分凸層16の積層面側(矢印21)に接着層17を形成する。接着層17は被加飾面に転写層12を接着するものである。接着層5としては、被加飾成形品の素材に適した感熱性あるいは感圧性の樹脂を適宜使用する。接着層17の形成方法としては、グラビアコート法、ロールコート法、コンマコート法などのコート法、グラビア印刷法、スクリーン印刷法などの印刷法がある。
【0041】
つづいて、本発明にかかる転写シート1の任意的な追加構成である図柄層14の形成について説明する。
【0042】
図柄層14はハードコート層13の積層面側(矢印21)に全面または一部の面に形成する。図柄層14はの材質は、ポリビニル系樹脂、ポリアミド系樹脂、ポリアクリル系樹脂、ポリウレタン系樹脂、ポリビニルアセタール系樹脂、ポリエステルウレタン系樹脂、セルロースエステル系樹脂、アルキッド樹脂などの樹脂をバインダーとし、適切な色の顔料または染料を着色剤として含有する着色インキを用いるとよい。また、金属発色させる場合には、アルミニウム、チタン、ブロンズ等の金属粒子やマイカに酸化チタンをコーティングしたパール顔料を用いることもできる。
【0043】
図柄層14の形成方法としては、オフセット印刷法、グラビア印刷法、スクリーン印刷法などの通常の印刷法などを用いるとよい。
【0044】
図柄層14は、金属薄膜からなるもの、あるいは印刷膜と金属薄膜との組み合わせからなるものでもよい。金属薄膜は、真空蒸着法、スパッターリング法、イオンプレーティング法、鍍金法などで形成する。表現したい金属光沢色に応じて、アルミニウム、ニッケル、金、白金、クロム、鉄、銅、スズ、インジウム、銀、チタニウム、鉛、亜鉛などの金属、これらの合金または化合物を使用する。
【0045】
また、必要に応じて図柄層14とハードコート層13との間や、図柄層14、部分凸層16と接着層17との間に各層の層間密着性を向上させるアンカー層を形成してもよい。
【0046】
基材シート1の材質としては、ポリプロピレン系樹脂、ポリエチレン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、アクリル系樹脂、ポリ塩化ビニル系樹脂などの樹脂シート、アルミニウム箔、銅箔などの金属箔、グラシン紙、コート紙、セロハンなどのセルロース系シート、あるいは以上の各シートの複合体などを使用することができる。
【0047】
基材シート1の剥離性を向上させるために、基材シート1の表面に離型層を設けてもよい。離型層の材質としては、メラミン系樹脂、シリコーン系樹脂、フッ素系樹脂、セルロース誘導体、尿素系樹脂、ポリオレフィン系樹脂、パラフィン系樹脂およびこれらの複合物などを用いることができる。離型層の形成方法としては、ロールコート法、スプレーコート法などのコート法、グラビア印刷法、スクリーン印刷法などの印刷法があげられる。
【0048】
続いて、転写シート1を用いる真空圧着法による加飾成形品の製造方法を説明する。図3は真空圧着法による加飾成形品の製造方法に使用する転写装置31の説明図であり、図4は転写装置31内における加飾成形品の転写後の状態の説明図である。
【0049】
転写装置31は真空圧着法を実施する製造装置である。
【0050】
まず、転写装置31内の架台35に被加飾成形品3を載置する。また、転写装置31内に転写シート1を配置する。転写シート1は積層面側(矢印21)を被加飾成形品3に対面させて配置する。
【0051】
転写装置内部は転写シート1により2室に区画される。一の室は減圧室32である。減圧室32の中に被加飾成形品3が位置している。減圧室32の一の内側面は転写シート1の積層面側(矢印21)表面である。
【0052】
他の室は加圧室33である。加圧室33の一の内側面は転写シート1の基材面側(矢印22)表面である。
【0053】
次に、架台35を上方に移動し、被加飾成形品3の加飾面と転写シート1を接近させる。ヒータ34を稼動して被加飾成形品3および/又は転写シート1を加熱する。
【0054】
減圧室32を減圧して、被加飾成形品の加飾面と転写シート1を密着させる。減圧と同時に、加圧室33を加圧してもよく、また加熱気体を加圧室33に送り込んでもよい。この工程により、転写シート1の転写層12が被加飾成形品3の表面に移転する。その後、冷却あるいは放冷して加飾成形品の表面が一定温度以下になれば、基材シート11を取り除く。
【0055】
このようにして、表面が凹凸となった加飾成形品を得ることができる。
【符号の説明】
【0056】
1 転写シート
2 加飾成形品
3 被加飾成形品
11 基材シート
12 転写層
13 ハードコート層
14 図柄層
15 透過抑制層
16 部分凸層
17 接着層
21 積層面側
22 基材面側
31 転写装置(真空圧着法を実施する製造装置)
32 減圧室
33 加圧室
34 ヒータ
35 架台
【特許請求の範囲】
【請求項1】
真空圧着法による成形品の加飾に用いる転写シートにおいて、
基材シートの一方表面に層状の転写層を設けたものであり、
前記基材シートの厚さ方向について、前記転写層側を積層面側とし、前記基材シート側を基材面側とし、
第一の活性エネルギー線硬化樹脂により前記転写層の一の層であるハードコート層を設け、
前記ハードコート層よりも積層面側に第二の活性エネルギー線硬化樹脂により、部分的に形成した部分凸層を設け、
前記部分凸層よりも積層面側に接着層を設けた転写シート。
【請求項2】
請求項1に記載した転写シートにおいて、
第二の活性エネルギー線硬化樹脂は第一の活性エネルギー線硬化樹脂と比較して小さい活性エネルギー線のエネルギー量で硬化する転写シート。
【請求項3】
請求項1に記載した転写シートにおいて、
前記ハードコート層よりも積層面側であって、かつ、前記部分凸層よりも基材面側に透過抑制層を設けたものであり、
前記透過抑制層は前記転写層の積層面側から照射された活性エネルギー線を前記透過抑制層よりも基材面側に透過しない材料で形成されている転写シート。
【請求項4】
請求項3に記載した転写シートにおいて、
第一の活性エネルギー線硬化樹脂は紫外線硬化樹脂であり、
第二の活性エネルギー線硬化樹脂は紫外線硬化樹脂であり、
前記透過抑制層は紫外線反射材料又は紫外線吸収材料からなる転写シート。
【請求項5】
転写シートを用いて被加飾成形品を加飾する加飾成形品の製造方法であって、以下の(イ)〜(ニ)の工程からなる真空圧着法による加飾成形品の製造方法において、請求項1乃至4いずれかに記載した転写シートを用いる真空圧着法による加飾成形品の製造方法。
(イ)被加飾成形品の被転写面と転写シートを対面させて、転写シートを境界面とし、被加飾成形品を内部に収納し、転写シートの積層面側に位置する減圧室と転写シートの基材面側に位置する加圧室を作り出す工程
(ロ)被加飾成形品および/又は転写シートを加熱する工程
(ハ)前記減圧室を減圧および/又は前記加圧室を加圧して転写シートを被加飾成形品に密着する工程
(ニ)被加飾成形品を転写シート一体物から基材シートを取り除き、加飾成形品とする工程
【請求項1】
真空圧着法による成形品の加飾に用いる転写シートにおいて、
基材シートの一方表面に層状の転写層を設けたものであり、
前記基材シートの厚さ方向について、前記転写層側を積層面側とし、前記基材シート側を基材面側とし、
第一の活性エネルギー線硬化樹脂により前記転写層の一の層であるハードコート層を設け、
前記ハードコート層よりも積層面側に第二の活性エネルギー線硬化樹脂により、部分的に形成した部分凸層を設け、
前記部分凸層よりも積層面側に接着層を設けた転写シート。
【請求項2】
請求項1に記載した転写シートにおいて、
第二の活性エネルギー線硬化樹脂は第一の活性エネルギー線硬化樹脂と比較して小さい活性エネルギー線のエネルギー量で硬化する転写シート。
【請求項3】
請求項1に記載した転写シートにおいて、
前記ハードコート層よりも積層面側であって、かつ、前記部分凸層よりも基材面側に透過抑制層を設けたものであり、
前記透過抑制層は前記転写層の積層面側から照射された活性エネルギー線を前記透過抑制層よりも基材面側に透過しない材料で形成されている転写シート。
【請求項4】
請求項3に記載した転写シートにおいて、
第一の活性エネルギー線硬化樹脂は紫外線硬化樹脂であり、
第二の活性エネルギー線硬化樹脂は紫外線硬化樹脂であり、
前記透過抑制層は紫外線反射材料又は紫外線吸収材料からなる転写シート。
【請求項5】
転写シートを用いて被加飾成形品を加飾する加飾成形品の製造方法であって、以下の(イ)〜(ニ)の工程からなる真空圧着法による加飾成形品の製造方法において、請求項1乃至4いずれかに記載した転写シートを用いる真空圧着法による加飾成形品の製造方法。
(イ)被加飾成形品の被転写面と転写シートを対面させて、転写シートを境界面とし、被加飾成形品を内部に収納し、転写シートの積層面側に位置する減圧室と転写シートの基材面側に位置する加圧室を作り出す工程
(ロ)被加飾成形品および/又は転写シートを加熱する工程
(ハ)前記減圧室を減圧および/又は前記加圧室を加圧して転写シートを被加飾成形品に密着する工程
(ニ)被加飾成形品を転写シート一体物から基材シートを取り除き、加飾成形品とする工程
【図1】



【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−99909(P2013−99909A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−246046(P2011−246046)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000231361)日本写真印刷株式会社 (477)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000231361)日本写真印刷株式会社 (477)
【Fターム(参考)】
[ Back to top ]