
転写シート及び転写シートの製造方法
【課題】保護層が複数積層される転写シートにおいて保護層間の剥離を防止できる転写シート及び転写シートの製造方法を提供する。
【解決手段】基体シートの上に形成される第1保護層と、第1保護層の上に形成される第2保護層と、を備え、第1保護層及び第2保護層のうち少なくともいずれか一方に、分子量100〜500の下記式のシランカップリング剤を添加して両層を接着した。
【化1】

(式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つであり、Meはメチル基、Etはエチル基を示す。)
【解決手段】基体シートの上に形成される第1保護層と、第1保護層の上に形成される第2保護層と、を備え、第1保護層及び第2保護層のうち少なくともいずれか一方に、分子量100〜500の下記式のシランカップリング剤を添加して両層を接着した。
【化1】
(式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つであり、Meはメチル基、Etはエチル基を示す。)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基体シートの片面に積層された樹脂層や絵柄層を物品の表面に転写する際に用いる転写シートに関する。
【背景技術】
【0002】
転写シートを用いてプラスチック部品や外装品のような物品の表面を保護又は装飾する方法が従来から知られている。転写シートは、支持体である基体シートの片面上に転写層が設けられた構成であり、この転写層が基体シートから物品の表面に転写される。物品の表面に転写された転写層は樹脂や図柄等(保護層)が積層された積層体であり、物品表面に保護被覆や装飾被覆を形成する。
【0003】
例えば、特許文献1には、金属薄膜に隣接する基体シート側にアンカー層とハードコート層とを積層する転写シートが示されている。金属薄膜に隣接するアンカー層は、ハードコート層とともに、金属薄膜を傷等から保護して耐腐食性を向上させる役割を持つ。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−82963号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の転写シートでは、金属薄膜の上にアンカー層及びハードコート層の2層の保護層が形成されることとなる。こうした転写シートにおいては、被転写品に貼着してから基体シートのみを剥離するときに、ハードコート層とアンカー層との間で剥離が生じることがある。これは、転写層を薄膜にするためにアンカー層及びハードコート層を印刷法により形成する場合にも起こりうる。その原因としては、ハードコート層の上にアンカー層を形成する際には、ハードコート層を乾燥させてからアンカー層を形成することによるハードコート層とアンカー層との密着性の低下が考えられる。
【0006】
本発明は、保護層が複数積層される転写シートにおいて保護層間の剥離を防止できる転写シート及び転写シートの製造方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明の転写シートの第1特徴構成は、基体シートと、前記基体シートの上に形成される第1保護層と、前記第1保護層の上に形成される第2保護層と、を備え、前記第1保護層及び前記第2保護層のうち少なくともいずれか一方に、分子量100〜500の下記式で表されるシランカップリング剤を添加して両層を接着してある点にある。
【化1】
ここで、式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つであり、Meはメチル基、Etはエチル基を示す。
【0008】
本構成の如く、第1保護層及び第2保護層のうち少なくともいずれか一方に、分子量100〜500のシランカップリング剤を添加して両層を接着してあると、シランカップリング剤が添加された保護層において、シランカップリング剤と当該保護層における樹脂材料とが反応する。当該反応物は隣接する他方の保護層を構成する樹脂と接し、この反応物と樹脂との相互作用によって、第1保護層と第2保護層との密着性が向上する。その結果、転写シートにおける第1保護層と第2保護層との間での層間剥離を防止することができる。
【0009】
また、シランカップリング剤が添加された保護層の凝集力が向上することにより、当該保護層の硬度が向上する。その結果、保護層全体の硬度が向上する。
【0010】
本発明の転写シートの第2特徴構成は、前記第1保護層及び前記第2保護層が共に被転写品の表面を保護するハードコート層である点にある。
【0011】
本構成により、ハードコート層同士の密着性が向上するとともに、ハードコート層全体としての硬度が高いものとなる。
【0012】
本発明の転写シートの第3特徴構成は、前記第1保護層が被転写品の表面を保護するハードコート層であり、前記第2保護層が絵柄層であって、前記シランカップリング剤が前記ハードコート層のみに添加してある点にある。
【0013】
ハードコート層と絵柄層とが積層された転写シートが多湿やアルコールを使用する環境にさらされる場合、仮にハードコート層と絵柄層との間に水やアルコール等が入り込んでしまうと、絵柄層が膨潤して絵柄層を構成するデザインの形状が損なわれることがある。 しかし、本構成のように、基体シートの上に、シランカップリング剤を添加したハードコート層を形成すると、シランカップリング剤の一部はハードコート層の表面側(基体シートとは反対の側)に移動し、ハードコート層の表面張力が和らげられる。そして、シランカップリング剤に対向する形で絵柄層がハードコート層の上に形成される。このときに、シランカップリング剤が界面活性剤のようにハードコート層の表面に分布することでシランカップリング剤の作用効果が増し、ハードコート層と絵柄層との密着性を向上させる。これにより、ハードコート層によって絵柄層が確実に保護される。
【0014】
本発明の転写シートの第4特徴構成は、前記シランカップリング剤の添加量が、当該添加に係る保護層における樹脂成分の0.5〜5.0w%である点にある。
【0015】
シランカップリング剤の添加量が、当該添加に係る保護層における樹脂成分の0.5w%未満であると、第1保護層と第2保護層との密着性はほとんど向上しない。
一方、シランカップリング剤の添加量が、5.0w%を越えると、当該添加に係る保護層がゲル化するため、第1保護層と第2保護層とを適切に積層することができなくなる。
以上の点を鑑みて、シランカップリング剤の添加量は、当該添加に係る保護層における樹脂成分の0.5〜5.0w%であることが好ましい。
【0016】
本発明の転写シートの第5特徴構成は、前記シランカップリング剤が添加される保護層の厚みが0.5〜5μmである点にある。
【0017】
シランカップリング剤が添加される保護層の厚さが0.5μm未満であると、保護層の耐摩耗性、耐薬品性が弱くなる。
反対に、シランカップリング剤が添加される保護層の厚さが5μmを越えると、コスト高となり、また転写シートの箔切れが悪くなって、被転写品の不必要な部分に保護層が残ってしまう不具合が発生する。
以上の点を鑑みて、シランカップリング剤が添加される保護層の厚みが0.5〜5μmであることが好ましい。
【0018】
本発明の転写シートの第6特徴構成は、前記基体シートが、樹脂シート、金属箔、セルロース系シート、あるいは前記各シートの複合体である点にある。
【0019】
本構成の如く、基体シートが、樹脂シート、金属箔、セルロース系シート、あるいは前記各シートの複合体であると、シランカップリング剤の添加によって第1保護層と第2保護層との密着性が向上することと相俟って、第1保護層からの基体シートの剥離性が向上する。
【0020】
本発明の転写シートの製造方法の特徴手段は、基体シートの上に第1保護層を形成する工程と、前記第1保護層の上に第2保護層を形成する工程と、を備え、前記第1保護層及び前記第2保護層のうち少なくともいずれか一方であって、双方の積層時において未硬化の状態にある保護層に、分子量100〜500の下記式で表されるシランカップリング剤を添加してある点にある。
【化2】
ここで、式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つであり、Meはメチル基、Etはエチル基を示す。
【0021】
本構成の如く、第1保護層及び第2保護層のうち少なくともいずれか一方であって、双方の積層時において未硬化の状態にある保護層に、分子量100〜500のシランカップリング剤を添加してあると、シランカップリング剤が添加された保護層においては、シランカップリング剤と当該保護層における樹脂材料とが反応し、当該反応物が隣接する他方の保護層を構成する樹脂と接する。この反応物と隣接する他方の保護層を構成する樹脂との相互作用によって、第1保護層と第2保護層との密着性が向上する。その結果、第1保護層と第2保護層との間での層間剥離を防止する転写シートを製造することができる。
【図面の簡単な説明】
【0022】
【図1】第1実施形態の転写シートの模式断面図である。
【図2】第2実施形態の転写シートの模式断面図である。
【図3】本発明の転写シートを用いた成形品の製造工程を示す図である。
【図4】本発明の転写シートを用いた成形品の製造工程を示す図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態を図面に基づいて説明する。
【0024】
[第1実施形態]
[転写シート]
図1は本発明の本実施形態の転写シート1の構造を示す断面図である。基体シート2の片面に接する転写層3が設けられている。転写層3は基体シート2の側から順に積層された第1ハードコート層4、第2ハードコート層5及び接着層6を有している。本実施形態では、本発明の第1保護層が第1ハードコート層4であり、第2保護層が第2ハードコート層5となる。
【0025】
転写層3を構成する層のうち各樹脂層の形成は、特に断らない限り、従来と同様の方法によって行うことができる。従来の層形成方法の例には、グラビアコート法、ロールコート法、コンマコート法などのコート法、グラビア印刷法、スクリーン印刷法などの印刷法がある。
【0026】
[基体シート]
基体シート2は、絵柄層やハードコート層をシート上に支持する用途に従来から使用されるシート材料又はフィルム材料から構成される。フィルム材料は合成樹脂からなるシート材料をいう。合成樹脂としては、ポリプロピレン系樹脂、ポリエチレン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、アクリル系樹脂、ポリ塩化ビニル系樹脂などが使用できる。その他、アルミニウム箔、銅箔などの金属箔、グラシン紙、コート紙、セロハンなどのセルロース系シート、あるいは以上の各シートの複合体など、通常の転写シートの基体シートとして離型性を有するものを基体シートとして使用することができる。
【0027】
[転写層]
転写層3は基体シート2の片面に設けられて基体シート2から被転写体の表面に転写される層をいう。転写層3は、基体シート2の側から順に積層された第1ハードコート層(第1保護層)4、第2ハードコート層(第2保護層)5、及び接着層6を有する。
【0028】
第1ハードコート層4及び第2ハードコート層5は、転写後、基体シート2を被転写体から剥離したときに、被転写体の表面に配置され、被転写体を保護するために一定以上の硬度を有している。ハードコート層の材質としては、シアノアクリレート系やウレタンアクリレートなどの電離放射線硬化性樹脂や、アクリル系やウレタン系などの熱硬化性樹脂が挙げられる。第1ハードコート層4と第2ハードコート層5とは同じ樹脂材料を用いる。第1ハードコート層4の樹脂材料と第2ハードコート層5の樹脂材料とが同じであると、両者の密着性が向上する。
【0029】
第2ハードコート層5には、下記の化学式で表されるシランカップリング剤が添加されている。
【化3】
ここで、式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つである。Meはメチル基、Etはエチル基を示す。
【0030】
保護層(ハードコート層)4,5に用いられるポリマーは、活性エネルギー線照射前後の保護層の物理的・化学的要求性能を考慮して、特定の配合量とされる。すなわち、活性エネルギー線照射時の硬化性の点から、(メタ)アクリル当量は100〜300g/eq、好ましくは150〜300g/eqとされる。(メタ)アクリル当量が300g/eqよりも大きい場合は、活性エネルギー線照射後の耐摩耗性が不十分であり、また100g/eq未満のものは得るのが難しい。また、併用する多官能イソシアネートとの反応性の点から、ポリマーの水酸基価は20〜500、好ましくは100〜300とされる。水酸基価が20未満の場合には、多官能イソシアネートとの反応が不十分であり、転写シート1の保護層(ハードコート層)4,5の熱架橋度が低い。そのため粘着性が残存したり、耐溶剤性が不足したりすることにより、転写シート1を刷り重ねたり巻き取ったりすることが難しくなるなどの不利がある。また、水酸基価が500を越えるものは得ることが難しい。ポリマーの重量平均分子量は、5000〜50000、好ましくは8000〜40000である。ポリマーの重量平均分子量が5000未満では転写シート1の保護層(ハードコート層)4,5の粘着性が残存したり、耐溶剤性が不足したりするため、やはり転写シート1を刷り重ねたり巻き取ったりすることが難しくなり、鮮明な絵柄が得られないなどの不利がある。また、50000を越える場合には樹脂粘度が高くなり過ぎ、インキの塗布作業性が低下する。
【0031】
ポリマーの製造方法としては、特に限定はなく、従来公知の方法を採用できる。例えば、[1]水酸基を含有する重合体の側鎖の一部に(メタ)アクリロイル基を導入する方法、[2]カルボキシル基を含有する共重合体に水酸基を含有するα,β−不飽和単量体を
縮合反応させる方法、[3]カルボキシル基を含有する共重合体にエポキシ基を含有するα,β−不飽和単量体を付加反応させる方法、[4]エポキシ基含有重合体にα,β−不飽和カルボン酸を反応させる方法などがある。
【0032】
方法[4]を例にとり、本発明で用いるポリマーの製造方法をより具体的に説明する。例えば、グリシジル基を有するポリマーにアクリル酸などのα,β−不飽和カルボン酸を反応させる方法により本発明で用いるポリマーを容易に得ることができる。グリシジル基
を有するポリマーとして好ましいのは、例えば、グリシジル(メタ)アクリレートの単独重合体、およびグリシジル(メタ)アクリレートとカルボキシル基を含有しないα,β−不飽和単量体との共重合体等が挙げられる。このカルボキシル基を含有しないα,β−不飽和単量体としては、各種の(メタ)アクリル酸エステル、スチレン、酢酸ビニル、アクリロニトリルなどが例示できる。カルボキシル基を含有するα,β−不飽和単量体を用い
ると、グリシジル(メタ)アクリレートとの共重合反応時に架橋が生じ、高粘度化やゲル化するため、好ましくない。
【0033】
いずれにしろ、前記[1]〜[4]の各方法を採用する際、ポリマーに関わる前記数値限定範囲を満足するよう、使用単量体や重合体の種類、これらの使用量などの条件設定を適宜に行う必要がある。かかる操作は当事者に周知である。
【0034】
本発明においてポリマーと併用する多官能イソシアネートとしては、格別の限定はなく、公知の各種を使用できる。たとえば、イソホロンジイソシアネート、キシリレンジイソシアネート、水添キシリレンジイソシアネート、トリレンジイソシアネート、ジフェニールメタンジイソシアネート、1,6−ヘキサンジイソシアネート、上記の3量体、多価アルコールと上記ジイソシアネートを反応させたプレポリマーなどを用いることができる。本発明で、多官能イソシアネートをポリマーと併用する理由は、保護層(ハードコート層)4,5上への絵柄層や接着層6の積層に際して、活性エネルギー線照射前の保護層の粘着性を低く保ち、かつ絵柄層や接着層6の形成インキに含まれる溶剤への耐性をある程度満足させることにある。すなわち、ポリマーに含有される水酸基と、多官能イソシアネートのイソシアネート基とを反応させ、軽度の熱架橋物を形成させて、上記性能を付与せんとするものである。
【0035】
ポリマーと多官能イソシアネートの使用割合は、ポリマー中の水酸基数とイソシアネート基数との割合が1/0.01〜1/1、好ましくは1/0.05〜1/0.8となるように決定される。
【0036】
また、保護層(ハードコート層)4,5に用いる活性エネルギー線硬化性樹脂組成物は、ポリマーおよび多官能イソシアネート以外に、必要に応じて以下のような成分を含有することができる。すなわち、反応性希釈モノマー、溶剤、着色剤などである。また、活性エネルギー線照射に際して電子線を用いる場合には、光重合開始剤を用いることなく充分な効果を発揮することができるが、紫外線を用いる場合には、公知各種の光重合開始剤を添加する必要がある。また、保護層(ハードコート層)4,5は、着色したものでも、未着色のものでもよい。
【0037】
保護層(ハードコート層)4,5に用いる活性エネルギー線硬化性樹脂組成物には、必要に応じて滑剤を含有させてもよい。保護層(ハードコート層)4,5の表面が粗面化されるので、シートとして巻きやすくなり、ブロッキングが生じ難くなるためである。また、擦れや引っ掻きに対する抵抗性を増すことができる。滑剤としては、例えば、ポリエチレンワックス、パラフィンワックス、合成ワックス、モンタンワックス等のワックス類、シリコーン系、フッ素系等の合成樹脂類を用いうる。滑剤は、0.5〜15重量%、好ましくは1〜6重量%の量で含有させる。滑剤の量が0.5重量%を下回るとブロッキングの防止や摩擦引っ掻き抵抗の効果が少なくなり、15重量%を上回ると保護層(ハードコート層)4,5の透明性が極端に悪くなる。
【0038】
保護層(ハードコート層)4,5に用いる活性エネルギー線硬化性樹脂組成物は、エチレン性不飽和基と水酸基とイソシアネート基とを含む。この活性エネルギー線硬化性樹脂組成物を加熱すると水酸基とイソシアネート基とが反応し、樹脂が架橋される。また、この活性エネルギー線硬化性樹脂組成物を活性エネルギー線に露出するとエチレン性不飽和基が重合し、樹脂が架橋される。つまり、保護層(ハードコート層)4,5に用いる活性エネルギー線硬化性樹脂組成物は、熱および活性エネルギー線の両方により架橋される。
【0039】
接着層6は、必要に応じて、転写層3において被転写体に最も近い面に設けられる。接着層6は、転写時に、転写層3と被転写体とを接着するものである。接着層6としては、被転写体に適した感熱性あるいは感圧性の樹脂を適宜使用する。たとえば、被転写体の材質がアクリル系樹脂の場合はアクリル系樹脂を用いるとよい。
【0040】
また、被転写体の材質がポリフェニレンオキシド・ポリスチレン系樹脂、ポリカーボネート系樹脂、スチレン共重合体系樹脂、ポリスチレン系ブレンド樹脂の場合は、これらの樹脂と親和性のあるアクリル系樹脂、ポリスチレン系樹脂、ポリアミド系樹脂などを使用すればよい。さらに、被装飾物の材質がポリプロピレン樹脂の場合は、塩素化ポリオレフィン樹脂、塩素化エチレン− 酢酸ビニル共重合体樹脂、環化ゴム、クマロンインデン樹脂が使用可能である。
【0041】
基体シート2と転写層3との間には更に離型層を形成してもよい。離型層は転写時に基体シート2と一緒になって転写層3から分離するものであってよく、基体シート2から分離して転写層3の最外表面を形成するものであってもよい。離型層の材質としては、メラミン系樹脂、シリコーン系樹脂、フッ素系樹脂、セルロース誘導体、尿素系樹脂、ポリオレフィン系樹脂、パラフィン系樹脂およびこれらの複合物などを用いることができる。
【0042】
[転写シートの製造方法]
本発明の転写シート1は、転写層3の第2ハードコート層(第2保護層)4にシランカップリング剤が添加されてあること以外は従来の転写シートと同様にして製造される。
【0043】
例えば、基体シート2を準備し、その片面に、転写層3を構成する層を順次形成する。転写層3を構成する層は、上述のように、第1ハードコート層4、第2ハードコート層5、接着層6である。転写層3が接する側の基体シート2の面には、要すれば離型層を形成しておく。
【0044】
基体シート2の片面に転写層3として第1ハードコート層4を形成し、第1ハードコート層4の上に未硬化の第2ハードコート層5を形成し、その上に接着層6を形成して、基体シート2の片面に転写層3が形成された本発明の転写シート1が得られる。
【0045】
[物品への転写方法]
本発明の転写シート1を使用して熱ロール転写やインモールド成形などにより、物品を装飾することができる。例えば、熱ロール転写においては、図3に示すように、転写シート1の接着層6側(基体シート2の反対側)の面を被転写体10の表面に重ね、ロール転写機11、アップダウン転写機などの転写機を用いて、転写シート1の基体シート2側から熱及び圧力をかける。こうすることにより、転写シート1が被転写体10の表面に接着する。次いで、冷却後に基体シート2を剥離すると、転写層3が被転写体10の表面に転写されて、物品の表面がコーティング(装飾)される。
【0046】
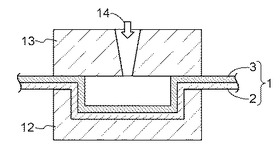
また、インモールド成形においては、図4に示すように、まず、成形用金型内に、基体シート2が金型(固定型12)の内面に接するような向きに転写シート1を送り込む。次いで、金型(固定型12、可動型13)を閉じ、溶融樹脂14が転写シート1の接着層6側(基体シート2の反対側)の面に接するように、すなわち、転写シート1が溶融樹脂14と金型(可動型13)の内面に挟まれるように、溶融樹脂14を金型内に充満させる。その結果、溶融樹脂14は成形され、同時に転写シート1は樹脂成形品の表面に接着される。樹脂成形品を冷却し、金型を開いて樹脂成形品を取り出す。最後に基体シート2を剥離すると、転写層3が樹脂成形品の表面に転写されて、樹脂成形品の表面がコーティング(装飾)される。
【0047】
被転写体10の材質は、従来から転写シート1によって転写されてきたもの、又は接着層6の成分を工夫して転写層3をその表面に接着させることができるものであれば特に限定されない。各種合成樹脂、金属、ガラス、木、紙でなる部材、これらの塗装物及び装飾物は、被転写体10として用いられる
【0048】
第1保護層4及び第2保護層5のうち、双方の積層時において未硬化の状態にある少なくとも一方の保護層にシランカップリング剤を添加すればよい。第1保護層4及び第2保護層5のうち双方の積層時において未硬化の状態にある保護層に、分子量100〜500のシランカップリング剤を添加して両層を接着してあると、シランカップリング剤が添加された保護層において、シランカップリング剤と当該保護層における樹脂材料とが反応する。当該反応物は隣接する保護層を構成する樹脂と接し、この反応物と樹脂との相互作用によって、第1保護層4と第2保護層5との密着性が向上する。その結果、転写シート1における第1保護層4と第2保護層5との間での層間剥離を防止することができる。
【0049】
また、シランカップリング剤が添加された保護層の凝集力が向上することにより、当該保護層の硬度が向上する。その結果、保護層4,5全体の硬度が向上する。
さらに、第1保護層4と第2保護層5との密着性が向上することにより、シランカップリング剤が添加された保護層を他方の保護層に隣接させることで3層以上の保護層を形成したとしても層間剥離を抑制することができる。こうして保護層を3層以上形成すると、保護層全体の硬度は非常に高いものとなる。
【0050】
第1保護層4及び第2保護層5が共に被転写体10の表面を保護するハードコート層であると、ハードコート層同士の密着性が向上するとともに、ハードコート層全体としての硬度が高いものとなる。
【0051】
シランカップリング剤の添加量は、当該添加に係る保護層における樹脂成分の0.5〜5.0w%であることが好ましい。シランカップリング剤の添加量が、当該添加に係る保護層における樹脂成分の0.5w%未満であると、第1保護層4と第2保護層5との密着性はほとんど向上しない。一方、シランカップリング剤の添加量が、5.0w%を越えると、当該添加に係る保護層がゲル化するため、第1保護層4と第2保護層5とを適切に積層することができなくなる。
【0052】
シランカップリング剤が添加される保護層の厚みは0.5〜5μmであることが好ましい。シランカップリング剤が添加される保護層の厚さが0.5μm未満であると、保護層4,5の耐摩耗性、耐薬品性が弱くなる。反対に、シランカップリング剤が添加される保護層の厚さが5μmを越えると、コスト高となり、また転写シート1の箔切れが悪くなって、被転写体10に不必要な部分に保護層4,5が残ってしまう不具合が発生する。
【0053】
基体シート2が、樹脂シート、金属箔、セルロース系シート、あるいは前記各シートの複合体であると、シランカップリング剤の添加によって第1ハードコート層(第1保護層)4と第2保護層(第2ハードコート層)5との密着性が向上することと相俟って、第1保護層4からの基体シート2の剥離性が向上する。
【0054】
[第2実施形態]
本実施形態では、第1実施形態と同様に、転写層3が、基体シート2の側から順に積層された第1ハードコート層(第1保護層)4、第2ハードコート層(第2保護層)5、及び接着層6を有する。
【0055】
但し、第1ハードコート層(第1保護層)4については、第1実施形態とは異なり、以下のポリマーによって構成され、シランカップリング剤は添加されない。第1ハードコート層(第1保護層)4に用いられるポリマーとしては、ポリエステル(メタ)アクリレート、ウレタン(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリオール(メタ)アクリレート、メラミン(メタ)アクリレート、トリアジン系アクリレート、エポキシ変性(メタ)アクリレート、ウレタン変性(メタ)アクリレート、(メタ)アクリル変性ポリエステル等の不飽和エチレン系オリゴマーや不飽和エチレン系モノマーとを適宜混合したものに重合開始剤や増感剤を添加した組成物等が挙げられる。
【0056】
また、反応性二重結合を有する化合物である、(メタ)アクリロイル基を有する例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ベンジル(メタ)アクリレート、2‐エトキシエチル(メタ)クリレート、フェノキシジエチレングリコール(メタ)アクリレートなどの1官能タイプや、1,6‐ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ポリプロピレングリコールジ(メタ)アクリレート、トリメチルプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート等の多官能タイプであってもよい。
【0057】
また、ポリエステルアクリレート、ポリウレタンアクリレート、エポキシアクリレート、ポリエーテルアクリレート、オリゴアクリレート、アルキドアクリレート、ポリオールアクリレート等のオリゴマー等であってもよい。さらに、ビニル基やアリル基を有する例えば、スチレンモノマー、α−メチルスチレン、ジビニルベンゼン、酢酸ビニル、ペンテン、ヘキセン、不飽和化合物等であってもよい。これらの化合物には、さらに、印刷面(後述)との密着性や下地保護材料との相溶性を改善のために、水酸基、アミノ基、カルボキシル基、カルボニル基、エポキシ基等の極性基を導入することがある。
【0058】
なお、シランカップリング剤が添加される第2ハードコート層(第2保護層)5については、第1実施形態と同様のポリマーが用いられる。
【0059】
[第3実施形態]
本実施形態では、転写層3に絵柄層8が追加されている。図2に示すように、転写シート1における第1保護層をハードコート層7とし、第2保護層を絵柄層8で形成すれば、絵柄層8がハードコート層7によって十分に保護される。
【0060】
絵柄層8の材質としては、ポリビニル系樹脂、ポリアミド系樹脂、ポリアクリル系樹脂、ポリウレタン系樹脂、ポリビニルアセタール系樹脂、ポリエステルウレタン系樹脂、セルロースエステル系樹脂、アルキッド樹脂などの樹脂をバインダーとし、適切な色の顔料または染料を着色剤として含有する着色インキを用いるとよい。また、金属発色させる場合には、アルミニウム、チタン、ブロンズ等の金属粒子やマイカに酸化チタンをコーティングしたパール顔料を用いることもできる。
【0061】
絵柄層8の形成方法としては、オフセット印刷法、グラビア印刷法、スクリーン印刷法などの通常の印刷法などを用いるとよい。特に、多色刷りや階調表現を行うには、オフセット印刷法やグラビア印刷法が適している。また、単色の場合には、グラビアコート法、ロールコート法、コンマコート法などのコート法を採用することもできる。
【0062】
ハードコート層7と絵柄層8とが積層された転写シート1が多湿やアルコールを使用する環境にさらされる場合、仮にハードコート層7と絵柄層8との間に水やアルコール等が入り込んでしまうと、絵柄層8が膨潤して絵柄層8を構成するデザインの形状が損なわれることがある。
【0063】
しかし、本構成のように、基体シート2の上に、シランカップリング剤を添加したハードコート層7を形成すると、シランカップリング剤の一部はハードコート層7の表面側(基体シート2とは反対の側)に移動し、ハードコート層7の表面張力が和らげられる。そして、シランカップリング剤に対向する形で絵柄層8がハードコート層7の上に形成される。このとき、シランカップリング剤が界面活性剤のようにハードコート層7の表面に分布することでシランカップリング剤の作用効果が増し、ハードコート層7と絵柄層8との密着性を向上させる。これにより、ハードコート層7によって絵柄層8が確実に保護される。
【実施例】
【0064】
以下の実施例により本発明を具体的に説明するが、本発明はこれらに限定されない。尚、実施例中「部」又は「%」で表される量は特に断りなき限り重量基準である。
実施例及び比較例は、以下の評価基準に基づいて評価した。
【0065】
(1)鉛筆硬度
ハードコート層の硬度評価として、JIS K 5400に準拠した方法で、加飾成形品の表面に配置されているハードコート層の鉛筆硬度を測定した。
【0066】
(2)密着性(クロスカット)
加飾成形品における第1保護層(第1ハードコート層、ハードコート層)と第2保護層(第2ハードコート層、絵柄層)との密着性について測定した。密着性の測定方法は、JIS K5600−5−6に記載されているクロスカット法に準拠して行った。
なお、第1保護層と第2保護層との密着性評価は以下のいずれかで評価した。
○:カットの縁が完全に滑らかでどの格子の目にも剥がれがない。
△:カットの交差点における塗膜に小さな剥がれが確認でき、その剥がれは第1保護層と第2保護層との間で発生していた。剥がれは、クロスカットを行った部分の5%未満。
×:カットの交差点における塗膜に小さな剥がれが確認でき、その剥がれはハードコート層とハードコート補助層との間で発生していた。剥がれは、クロスカットを行った部分の5%以上。
【0067】
(3)クラック性
転写シートを金型に入れて、ポリカーボネート/ABSアロイ樹脂のインモールド射出成形を行ったのち、基体シートを除去して、パソコンの部品であるKEYDECKの成形品を得た。得られたKEYDECKの成形品のハードコート層が存在する表面の面積は120cm2である。そして、成形品のハードコート層の表面を目視で観察してクラックの有無を確認し、以下のいずれかで評価した。
○:クラックは確認されず。
△:50cm2の成形品中に1〜3箇所クラックを確認。
×:50cm2の成形品中に4箇所以上クラックを確認。
【0068】
(4)耐ブロッキング性
転写シートにおけるハードコート層の耐ブロッキングについて測定した。密着性の測定方法は、JIS K5701−1の6.2.2に記載されている耐ブロッキング性に準拠して行った。なお、ハードコート層の耐ブロッキング性評価は、以下のいずれかで評価した。
○:重ね合わされた複数の転写シートから、転写シートを1枚ずつ剥がし取ったとき、各転写シートは、基体シートと接着層との間で剥がれ、第1保護層(第1ハードコート層又はハードコート層)と第2保護層(第2ハードコート又は絵柄層)との間で剥離なし。
×:重ね合わされた複数の転写シートから、転写シートを1枚ずつ剥がし取ったとき、各転写シートまたは一部の転写シートは、基体シートと接着層との間で剥がれず、第1保護層(第1ハードコート層又はハードコート層)と第2保護層(第2ハードコート又は絵柄層)との間で剥離が発生。
【0069】
(5)耐アルコール性
加飾成形品をメタノール溶液に10分間浸漬させたのち、60分間自然乾燥させた。次に自然乾燥させた加飾成形品について、JIS K5600−5−6に記載されているクロスカット法に準拠して試験を行った。なお、絵柄層とハードコート層の耐アルコール性は、上記の結果を受けて下記のいずれかで評価した。
○:カットの縁が完全に滑らかであり、どの格子の目にも剥がれがない。
△:カットの交差点における塗膜に小さな剥がれが確認でき、その剥がれはハードコート層と絵柄層との間で発生していた。剥がれは、クロスカットを行った部分の30%未満であった。
×:カットの交差点における塗膜に小さな剥がれが確認でき、その剥がれはハードコート層と絵柄層との間で発生していた。剥がれは、クロスカットを行った部分の30%以上であった。
【0070】
(6)耐摩耗性
JIS K7204に準拠し、(株)安田精機製作所製のテーバー摩擦試験機(摩耗輪:CS−10、荷重:1Kg/arm、回転数:500回転)を用いて、加飾成形品の表面に配置されているハードコート層を摩擦した。そして、ハードコート層が摩耗して貫通するまでの摩耗輪の回転数を測定した。なお、ハードコート層の耐摩耗性は、下記のいずれかで評価した。
○:貫通させるのに1000回以上の回転数を要した。
△:貫通させるのに500〜1000回の回転数を要した。
×:貫通させるのに500未満の回転数を要した。
[実施形態1の実施例]
【0071】
〔実施例1〕
基体シートとして厚さ38μmのポリエステル樹脂フィルムを用い、基体シート上に、メラミン樹脂系離型剤をグラビア印刷法にて1μmの厚さに塗布し離型層を形成した後、その上に下記ワニスA200部(固形分100部)、1,6−ヘキサンジイソシアネート3量体(商品名コロネートHX、日本ポリウレタン工業株式会社製)5部および光重合開始剤(商品名イルガキュアー184、チバガイギー社製)5部を配合した第1ハードコート層(第1保護層)をグラビア印刷法にて形成した。第1ハードコート層(第1保護層)の厚さは4μmとした。150℃で20秒間加熱することにより第1ハードコート層を半ば架橋硬化させ、第1ハードコート層の上に、下記ワニスA200部(固形分100部)、1,6−ヘキサンジイソシアネート3量体(商品名コロネートHX、日本ポリウレタン工業株式会社製)5部、光重合開始剤(商品名イルガキュアー184、チバガイギー社製)5部およびビニルトリメトキシシラン(シランカップリング剤、品名KBM−1003、信越化学工業株式会社製)1部を配合した第2ハードコート層(第2保護層)をグラビア印刷法にて形成した。第2ハードコート層の厚さは0.7μmとした。さらに、150℃で20秒間加熱することにより第2ハードコート層を半ば架橋硬化させ、第2ハードコート層の上に接着層としてアクリル樹脂をグラビア印刷法にて印刷形成して転写シートを得た。
【0072】
なお、ワニスAは、以下のようにして得た。まず、撹拌装置、冷却管、滴下ロートおよび窒素導入管を備えた反応装置に、グリシジルメタアクリレート(以下、GMAという)175部、メチルメタクリレート(以下、MMAという)75部、ラウリルメルカプタン1.3部、酢酸ブチル1000部および2,2´−アゾビスイソブチロニトリル(以下、
AIBNという)7.5部を仕込んだ後、窒素気流下に約1時間かけて系内温度が約90℃になるまで昇温し、1時間保温した。次いで、あらかじめGMA525部、MMA225部、ラウリルメルカプタン3.7部およびAIBN22.5部からなる混合液を仕込んだ滴下ロートより、窒素気流下に混合液を約2時間を要して系内に滴下し、3時間同温度に保温後、AIBN10部を仕込み、1時間保温した。その後、120℃に昇温し、2時間保温した。60℃まで冷却後、窒素導入管を空気導入管につけ替え、アクリル酸(以下、AAという)355部、メトキノン2.0部およびトリフェニルフォスフィン5.4部を仕込み混合した後、空気バブリング下にて、110℃まで昇温した。同温度にて8時間保温後、メトキノン1.4部を仕込み、冷却して、不揮発分が50%となるよう酢酸エチルを加え、ワニスAを得た。ワニスAに含まれるポリマーは、アクリル当量270g/eq、水酸基価204、重量平均分子量18000(GPCによるスチレン換算による)であった。
【0073】
この転写シートを用い成形同時転写法を利用して成形品の表面に転写した後、基体シートを剥がし、紫外線を照射して第1ハードコート層及び第2ハードコート層を完全に架橋硬化した。なお、成形条件は、樹脂温度240℃、金型温度55℃、樹脂圧力約300kg/cm2とした。成形品は、材質をアクリル樹脂とし、縦95mm、横65mm、立ち上がり4.5mm、コーナー部のR2.5mmのトレー状に成形した。照射条件は、120w/cm、6灯、ランプ高さ10cm、ベルトスピード15m/minとした。転写シート及び転写された成形品(加飾成形品)について各種評価をした。評価結果は表1に示す。
【0074】
〔実施例2〜9及び比較例1〜9〕
第1ハードコート層の樹脂、第2ハードコート層の樹脂、シランカップリング剤の種類と添加量、第1ハードコート層及び第2ハードコート層の厚みを表1に示すように変更したこと以外は実施例1と同様にして転写シートを作製し、転写された成形品(加飾成形品)を得て、各種評価をした。評価結果は表1に示す。
【0075】
【表1】
【0076】
表1の評価結果から次のことが明らかである。第2ハードコート層(第2保護層)にシランカップリング剤をポリマー比0.5〜5.0w%添加した実施例1〜9では、鉛筆硬度もH以上であって、密着性、クラックともにおおむね良好であり、耐ブロッキング性に優れている。
一方、第2ハードコート層にシランカップリング剤が添加されていない比較例1,6では、第2ハードコート層の厚みに関わらず、密着性、クラック、耐ブロッキング性において満足すべき結果が得られていない。
シランカップリング剤の分子量が500を越える比較例2では密着性、耐ブロッキング性において満足な結果が得られず、シランカップリング剤の分子量が100未満の比較例3では、第2ハードコート層の塗装工程自体が行えなかった。
第2ハードコート層に実施例1〜4と同じシランカップリング剤を添加した比較例4,5においては、シランカップリング剤の量が過少な比較例4では密着性、耐ブロッキング性において満足な結果が得られず、シランカップリング剤の量が過大な比較例5では第2ハードコート層の塗装工程自体が行えなかった。
また、アミノシラン、ウレイドシラン、イソシアネートシランを官能基とするシランカップリング剤を添加した比較例7〜9では、第2ハードコート層の塗装工程が行えなかった。
[実施形態2の実施例]
【0077】
〔実施例1〕
基体シートとして厚さ38μmのポリエステル樹脂フィルムを用い、基体シート上に、メラミン樹脂系離型剤をグラビア印刷法にて1μmの厚さに塗布し離型層を形成した後、その上に上記ワニスA200部(固形分100部)、1,6−ヘキサンジイソシアネート3量体(商品名コロネートHX、日本ポリウレタン工業株式会社製)5部および光重合開始剤(商品名イルガキュアー184、チバガイギー社製)5部を配合したハードコート層(第1保護層)をグラビア印刷法にて形成した。ハードコート層の厚さは0.5μmとした。150℃で20秒間加熱することによりハードコート層を半ば架橋硬化させ、ハードコート層の上に絵柄層としてポリカーボネート(PC)/ABSインキ、接着層としてアクリル樹脂をグラビア印刷法にて順次印刷形成して転写シートを得た。
【0078】
この転写シートを用い成形同時転写法を利用して成形品の表面に転写した後、基体シートを剥がし、紫外線を照射して保護層を完全に架橋硬化した。なお、成形条件は、樹脂温度240℃、金型温度55℃、樹脂圧力約300kg/cm2とした。成形品は、材質をアクリル樹脂とし、縦95mm、横65mm、立ち上がり4.5mm、コーナー部のR2.5mmのトレー状に成形した。照射条件は、120w/cm、6灯、ランプ高さ10cm、ベルトスピード15m/minとした。転写シート及び転写された成形品(加飾成形品)について各種評価をした。評価結果は表2に示す。
【0079】
〔実施例2〜10及び比較例1〜9〕
ハードコート層の樹脂、シランカップリング剤の種類と添加量、絵柄層の樹脂を表2に示すように変更したこと以外は実施例1と同様にして転写シートを作製し、転写された成形品(加飾成形品)を得て、各種評価をした。評価結果は表2に示す。
【0080】
【表2】
【0081】
表2の評価結果から次のことが明らかである。ハードコート層(第1保護層)にシランカップリング剤をポリマー比0.5〜5.0w%添加した実施例1〜10では、鉛筆硬度が2B以上であって、耐アルコール性、耐摩耗性、密着性がおおむね良好であり、耐ブロッキング性に優れている。
一方、ハードコート層にシランカップリング剤が添加されていない比較例1では、耐アルコール性及び密着性において満足すべき結果が得られていない。
シランカップリング剤の分子量が500を越える比較例2では密着性、耐ブロッキング性において満足な結果が得られず、シランカップリング剤の分子量が100未満の比較例3では、ハードコート層の塗装工程自体が行えなかった。
ハードコート層に実施例1〜4と同じシランカップリング剤を添加した比較例4〜6においては、シランカップリング剤の量が過少な比較例4では密着性、耐ブロッキング性において満足な結果が得られず、シランカップリング剤の量が過大な比較例5ではハードコート層の塗装工程自体が行えなかった。比較例6では、シランカップリング剤の量が実施例2,4と略同じであっても絵柄層がABS樹脂単体である場合、耐摩耗性、密着性において満足な結果が得られなかった。
また、アミノシラン、ウレイドシラン、イソシアネートシランを官能基とするシランカップリング剤を添加した比較例7〜9では、ハードコート層の塗装工程が行えなかった。
【産業上の利用可能性】
【0082】
本発明は、自動車、家庭用電化製品、携帯電話、パーソナルコンピュータ等、さまざまな分野において、内装品、外装品を問わず、使用される金属製品において、金属体の表面に加飾層が形成する際に広く利用可能である。
【符号の説明】
【0083】
1 転写シート
2 基体シート
3 転写層
4 第1ハードコート層(第1保護層)
5 第2ハードコート層(第2保護層)
6 接着層
7 ハードコート層(第1保護層)
8 絵柄層(第2保護層)
10 被転写体
【技術分野】
【0001】
本発明は、基体シートの片面に積層された樹脂層や絵柄層を物品の表面に転写する際に用いる転写シートに関する。
【背景技術】
【0002】
転写シートを用いてプラスチック部品や外装品のような物品の表面を保護又は装飾する方法が従来から知られている。転写シートは、支持体である基体シートの片面上に転写層が設けられた構成であり、この転写層が基体シートから物品の表面に転写される。物品の表面に転写された転写層は樹脂や図柄等(保護層)が積層された積層体であり、物品表面に保護被覆や装飾被覆を形成する。
【0003】
例えば、特許文献1には、金属薄膜に隣接する基体シート側にアンカー層とハードコート層とを積層する転写シートが示されている。金属薄膜に隣接するアンカー層は、ハードコート層とともに、金属薄膜を傷等から保護して耐腐食性を向上させる役割を持つ。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−82963号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の転写シートでは、金属薄膜の上にアンカー層及びハードコート層の2層の保護層が形成されることとなる。こうした転写シートにおいては、被転写品に貼着してから基体シートのみを剥離するときに、ハードコート層とアンカー層との間で剥離が生じることがある。これは、転写層を薄膜にするためにアンカー層及びハードコート層を印刷法により形成する場合にも起こりうる。その原因としては、ハードコート層の上にアンカー層を形成する際には、ハードコート層を乾燥させてからアンカー層を形成することによるハードコート層とアンカー層との密着性の低下が考えられる。
【0006】
本発明は、保護層が複数積層される転写シートにおいて保護層間の剥離を防止できる転写シート及び転写シートの製造方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明の転写シートの第1特徴構成は、基体シートと、前記基体シートの上に形成される第1保護層と、前記第1保護層の上に形成される第2保護層と、を備え、前記第1保護層及び前記第2保護層のうち少なくともいずれか一方に、分子量100〜500の下記式で表されるシランカップリング剤を添加して両層を接着してある点にある。
【化1】
ここで、式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つであり、Meはメチル基、Etはエチル基を示す。
【0008】
本構成の如く、第1保護層及び第2保護層のうち少なくともいずれか一方に、分子量100〜500のシランカップリング剤を添加して両層を接着してあると、シランカップリング剤が添加された保護層において、シランカップリング剤と当該保護層における樹脂材料とが反応する。当該反応物は隣接する他方の保護層を構成する樹脂と接し、この反応物と樹脂との相互作用によって、第1保護層と第2保護層との密着性が向上する。その結果、転写シートにおける第1保護層と第2保護層との間での層間剥離を防止することができる。
【0009】
また、シランカップリング剤が添加された保護層の凝集力が向上することにより、当該保護層の硬度が向上する。その結果、保護層全体の硬度が向上する。
【0010】
本発明の転写シートの第2特徴構成は、前記第1保護層及び前記第2保護層が共に被転写品の表面を保護するハードコート層である点にある。
【0011】
本構成により、ハードコート層同士の密着性が向上するとともに、ハードコート層全体としての硬度が高いものとなる。
【0012】
本発明の転写シートの第3特徴構成は、前記第1保護層が被転写品の表面を保護するハードコート層であり、前記第2保護層が絵柄層であって、前記シランカップリング剤が前記ハードコート層のみに添加してある点にある。
【0013】
ハードコート層と絵柄層とが積層された転写シートが多湿やアルコールを使用する環境にさらされる場合、仮にハードコート層と絵柄層との間に水やアルコール等が入り込んでしまうと、絵柄層が膨潤して絵柄層を構成するデザインの形状が損なわれることがある。 しかし、本構成のように、基体シートの上に、シランカップリング剤を添加したハードコート層を形成すると、シランカップリング剤の一部はハードコート層の表面側(基体シートとは反対の側)に移動し、ハードコート層の表面張力が和らげられる。そして、シランカップリング剤に対向する形で絵柄層がハードコート層の上に形成される。このときに、シランカップリング剤が界面活性剤のようにハードコート層の表面に分布することでシランカップリング剤の作用効果が増し、ハードコート層と絵柄層との密着性を向上させる。これにより、ハードコート層によって絵柄層が確実に保護される。
【0014】
本発明の転写シートの第4特徴構成は、前記シランカップリング剤の添加量が、当該添加に係る保護層における樹脂成分の0.5〜5.0w%である点にある。
【0015】
シランカップリング剤の添加量が、当該添加に係る保護層における樹脂成分の0.5w%未満であると、第1保護層と第2保護層との密着性はほとんど向上しない。
一方、シランカップリング剤の添加量が、5.0w%を越えると、当該添加に係る保護層がゲル化するため、第1保護層と第2保護層とを適切に積層することができなくなる。
以上の点を鑑みて、シランカップリング剤の添加量は、当該添加に係る保護層における樹脂成分の0.5〜5.0w%であることが好ましい。
【0016】
本発明の転写シートの第5特徴構成は、前記シランカップリング剤が添加される保護層の厚みが0.5〜5μmである点にある。
【0017】
シランカップリング剤が添加される保護層の厚さが0.5μm未満であると、保護層の耐摩耗性、耐薬品性が弱くなる。
反対に、シランカップリング剤が添加される保護層の厚さが5μmを越えると、コスト高となり、また転写シートの箔切れが悪くなって、被転写品の不必要な部分に保護層が残ってしまう不具合が発生する。
以上の点を鑑みて、シランカップリング剤が添加される保護層の厚みが0.5〜5μmであることが好ましい。
【0018】
本発明の転写シートの第6特徴構成は、前記基体シートが、樹脂シート、金属箔、セルロース系シート、あるいは前記各シートの複合体である点にある。
【0019】
本構成の如く、基体シートが、樹脂シート、金属箔、セルロース系シート、あるいは前記各シートの複合体であると、シランカップリング剤の添加によって第1保護層と第2保護層との密着性が向上することと相俟って、第1保護層からの基体シートの剥離性が向上する。
【0020】
本発明の転写シートの製造方法の特徴手段は、基体シートの上に第1保護層を形成する工程と、前記第1保護層の上に第2保護層を形成する工程と、を備え、前記第1保護層及び前記第2保護層のうち少なくともいずれか一方であって、双方の積層時において未硬化の状態にある保護層に、分子量100〜500の下記式で表されるシランカップリング剤を添加してある点にある。
【化2】
ここで、式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つであり、Meはメチル基、Etはエチル基を示す。
【0021】
本構成の如く、第1保護層及び第2保護層のうち少なくともいずれか一方であって、双方の積層時において未硬化の状態にある保護層に、分子量100〜500のシランカップリング剤を添加してあると、シランカップリング剤が添加された保護層においては、シランカップリング剤と当該保護層における樹脂材料とが反応し、当該反応物が隣接する他方の保護層を構成する樹脂と接する。この反応物と隣接する他方の保護層を構成する樹脂との相互作用によって、第1保護層と第2保護層との密着性が向上する。その結果、第1保護層と第2保護層との間での層間剥離を防止する転写シートを製造することができる。
【図面の簡単な説明】
【0022】
【図1】第1実施形態の転写シートの模式断面図である。
【図2】第2実施形態の転写シートの模式断面図である。
【図3】本発明の転写シートを用いた成形品の製造工程を示す図である。
【図4】本発明の転写シートを用いた成形品の製造工程を示す図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態を図面に基づいて説明する。
【0024】
[第1実施形態]
[転写シート]
図1は本発明の本実施形態の転写シート1の構造を示す断面図である。基体シート2の片面に接する転写層3が設けられている。転写層3は基体シート2の側から順に積層された第1ハードコート層4、第2ハードコート層5及び接着層6を有している。本実施形態では、本発明の第1保護層が第1ハードコート層4であり、第2保護層が第2ハードコート層5となる。
【0025】
転写層3を構成する層のうち各樹脂層の形成は、特に断らない限り、従来と同様の方法によって行うことができる。従来の層形成方法の例には、グラビアコート法、ロールコート法、コンマコート法などのコート法、グラビア印刷法、スクリーン印刷法などの印刷法がある。
【0026】
[基体シート]
基体シート2は、絵柄層やハードコート層をシート上に支持する用途に従来から使用されるシート材料又はフィルム材料から構成される。フィルム材料は合成樹脂からなるシート材料をいう。合成樹脂としては、ポリプロピレン系樹脂、ポリエチレン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、アクリル系樹脂、ポリ塩化ビニル系樹脂などが使用できる。その他、アルミニウム箔、銅箔などの金属箔、グラシン紙、コート紙、セロハンなどのセルロース系シート、あるいは以上の各シートの複合体など、通常の転写シートの基体シートとして離型性を有するものを基体シートとして使用することができる。
【0027】
[転写層]
転写層3は基体シート2の片面に設けられて基体シート2から被転写体の表面に転写される層をいう。転写層3は、基体シート2の側から順に積層された第1ハードコート層(第1保護層)4、第2ハードコート層(第2保護層)5、及び接着層6を有する。
【0028】
第1ハードコート層4及び第2ハードコート層5は、転写後、基体シート2を被転写体から剥離したときに、被転写体の表面に配置され、被転写体を保護するために一定以上の硬度を有している。ハードコート層の材質としては、シアノアクリレート系やウレタンアクリレートなどの電離放射線硬化性樹脂や、アクリル系やウレタン系などの熱硬化性樹脂が挙げられる。第1ハードコート層4と第2ハードコート層5とは同じ樹脂材料を用いる。第1ハードコート層4の樹脂材料と第2ハードコート層5の樹脂材料とが同じであると、両者の密着性が向上する。
【0029】
第2ハードコート層5には、下記の化学式で表されるシランカップリング剤が添加されている。
【化3】
ここで、式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つである。Meはメチル基、Etはエチル基を示す。
【0030】
保護層(ハードコート層)4,5に用いられるポリマーは、活性エネルギー線照射前後の保護層の物理的・化学的要求性能を考慮して、特定の配合量とされる。すなわち、活性エネルギー線照射時の硬化性の点から、(メタ)アクリル当量は100〜300g/eq、好ましくは150〜300g/eqとされる。(メタ)アクリル当量が300g/eqよりも大きい場合は、活性エネルギー線照射後の耐摩耗性が不十分であり、また100g/eq未満のものは得るのが難しい。また、併用する多官能イソシアネートとの反応性の点から、ポリマーの水酸基価は20〜500、好ましくは100〜300とされる。水酸基価が20未満の場合には、多官能イソシアネートとの反応が不十分であり、転写シート1の保護層(ハードコート層)4,5の熱架橋度が低い。そのため粘着性が残存したり、耐溶剤性が不足したりすることにより、転写シート1を刷り重ねたり巻き取ったりすることが難しくなるなどの不利がある。また、水酸基価が500を越えるものは得ることが難しい。ポリマーの重量平均分子量は、5000〜50000、好ましくは8000〜40000である。ポリマーの重量平均分子量が5000未満では転写シート1の保護層(ハードコート層)4,5の粘着性が残存したり、耐溶剤性が不足したりするため、やはり転写シート1を刷り重ねたり巻き取ったりすることが難しくなり、鮮明な絵柄が得られないなどの不利がある。また、50000を越える場合には樹脂粘度が高くなり過ぎ、インキの塗布作業性が低下する。
【0031】
ポリマーの製造方法としては、特に限定はなく、従来公知の方法を採用できる。例えば、[1]水酸基を含有する重合体の側鎖の一部に(メタ)アクリロイル基を導入する方法、[2]カルボキシル基を含有する共重合体に水酸基を含有するα,β−不飽和単量体を
縮合反応させる方法、[3]カルボキシル基を含有する共重合体にエポキシ基を含有するα,β−不飽和単量体を付加反応させる方法、[4]エポキシ基含有重合体にα,β−不飽和カルボン酸を反応させる方法などがある。
【0032】
方法[4]を例にとり、本発明で用いるポリマーの製造方法をより具体的に説明する。例えば、グリシジル基を有するポリマーにアクリル酸などのα,β−不飽和カルボン酸を反応させる方法により本発明で用いるポリマーを容易に得ることができる。グリシジル基
を有するポリマーとして好ましいのは、例えば、グリシジル(メタ)アクリレートの単独重合体、およびグリシジル(メタ)アクリレートとカルボキシル基を含有しないα,β−不飽和単量体との共重合体等が挙げられる。このカルボキシル基を含有しないα,β−不飽和単量体としては、各種の(メタ)アクリル酸エステル、スチレン、酢酸ビニル、アクリロニトリルなどが例示できる。カルボキシル基を含有するα,β−不飽和単量体を用い
ると、グリシジル(メタ)アクリレートとの共重合反応時に架橋が生じ、高粘度化やゲル化するため、好ましくない。
【0033】
いずれにしろ、前記[1]〜[4]の各方法を採用する際、ポリマーに関わる前記数値限定範囲を満足するよう、使用単量体や重合体の種類、これらの使用量などの条件設定を適宜に行う必要がある。かかる操作は当事者に周知である。
【0034】
本発明においてポリマーと併用する多官能イソシアネートとしては、格別の限定はなく、公知の各種を使用できる。たとえば、イソホロンジイソシアネート、キシリレンジイソシアネート、水添キシリレンジイソシアネート、トリレンジイソシアネート、ジフェニールメタンジイソシアネート、1,6−ヘキサンジイソシアネート、上記の3量体、多価アルコールと上記ジイソシアネートを反応させたプレポリマーなどを用いることができる。本発明で、多官能イソシアネートをポリマーと併用する理由は、保護層(ハードコート層)4,5上への絵柄層や接着層6の積層に際して、活性エネルギー線照射前の保護層の粘着性を低く保ち、かつ絵柄層や接着層6の形成インキに含まれる溶剤への耐性をある程度満足させることにある。すなわち、ポリマーに含有される水酸基と、多官能イソシアネートのイソシアネート基とを反応させ、軽度の熱架橋物を形成させて、上記性能を付与せんとするものである。
【0035】
ポリマーと多官能イソシアネートの使用割合は、ポリマー中の水酸基数とイソシアネート基数との割合が1/0.01〜1/1、好ましくは1/0.05〜1/0.8となるように決定される。
【0036】
また、保護層(ハードコート層)4,5に用いる活性エネルギー線硬化性樹脂組成物は、ポリマーおよび多官能イソシアネート以外に、必要に応じて以下のような成分を含有することができる。すなわち、反応性希釈モノマー、溶剤、着色剤などである。また、活性エネルギー線照射に際して電子線を用いる場合には、光重合開始剤を用いることなく充分な効果を発揮することができるが、紫外線を用いる場合には、公知各種の光重合開始剤を添加する必要がある。また、保護層(ハードコート層)4,5は、着色したものでも、未着色のものでもよい。
【0037】
保護層(ハードコート層)4,5に用いる活性エネルギー線硬化性樹脂組成物には、必要に応じて滑剤を含有させてもよい。保護層(ハードコート層)4,5の表面が粗面化されるので、シートとして巻きやすくなり、ブロッキングが生じ難くなるためである。また、擦れや引っ掻きに対する抵抗性を増すことができる。滑剤としては、例えば、ポリエチレンワックス、パラフィンワックス、合成ワックス、モンタンワックス等のワックス類、シリコーン系、フッ素系等の合成樹脂類を用いうる。滑剤は、0.5〜15重量%、好ましくは1〜6重量%の量で含有させる。滑剤の量が0.5重量%を下回るとブロッキングの防止や摩擦引っ掻き抵抗の効果が少なくなり、15重量%を上回ると保護層(ハードコート層)4,5の透明性が極端に悪くなる。
【0038】
保護層(ハードコート層)4,5に用いる活性エネルギー線硬化性樹脂組成物は、エチレン性不飽和基と水酸基とイソシアネート基とを含む。この活性エネルギー線硬化性樹脂組成物を加熱すると水酸基とイソシアネート基とが反応し、樹脂が架橋される。また、この活性エネルギー線硬化性樹脂組成物を活性エネルギー線に露出するとエチレン性不飽和基が重合し、樹脂が架橋される。つまり、保護層(ハードコート層)4,5に用いる活性エネルギー線硬化性樹脂組成物は、熱および活性エネルギー線の両方により架橋される。
【0039】
接着層6は、必要に応じて、転写層3において被転写体に最も近い面に設けられる。接着層6は、転写時に、転写層3と被転写体とを接着するものである。接着層6としては、被転写体に適した感熱性あるいは感圧性の樹脂を適宜使用する。たとえば、被転写体の材質がアクリル系樹脂の場合はアクリル系樹脂を用いるとよい。
【0040】
また、被転写体の材質がポリフェニレンオキシド・ポリスチレン系樹脂、ポリカーボネート系樹脂、スチレン共重合体系樹脂、ポリスチレン系ブレンド樹脂の場合は、これらの樹脂と親和性のあるアクリル系樹脂、ポリスチレン系樹脂、ポリアミド系樹脂などを使用すればよい。さらに、被装飾物の材質がポリプロピレン樹脂の場合は、塩素化ポリオレフィン樹脂、塩素化エチレン− 酢酸ビニル共重合体樹脂、環化ゴム、クマロンインデン樹脂が使用可能である。
【0041】
基体シート2と転写層3との間には更に離型層を形成してもよい。離型層は転写時に基体シート2と一緒になって転写層3から分離するものであってよく、基体シート2から分離して転写層3の最外表面を形成するものであってもよい。離型層の材質としては、メラミン系樹脂、シリコーン系樹脂、フッ素系樹脂、セルロース誘導体、尿素系樹脂、ポリオレフィン系樹脂、パラフィン系樹脂およびこれらの複合物などを用いることができる。
【0042】
[転写シートの製造方法]
本発明の転写シート1は、転写層3の第2ハードコート層(第2保護層)4にシランカップリング剤が添加されてあること以外は従来の転写シートと同様にして製造される。
【0043】
例えば、基体シート2を準備し、その片面に、転写層3を構成する層を順次形成する。転写層3を構成する層は、上述のように、第1ハードコート層4、第2ハードコート層5、接着層6である。転写層3が接する側の基体シート2の面には、要すれば離型層を形成しておく。
【0044】
基体シート2の片面に転写層3として第1ハードコート層4を形成し、第1ハードコート層4の上に未硬化の第2ハードコート層5を形成し、その上に接着層6を形成して、基体シート2の片面に転写層3が形成された本発明の転写シート1が得られる。
【0045】
[物品への転写方法]
本発明の転写シート1を使用して熱ロール転写やインモールド成形などにより、物品を装飾することができる。例えば、熱ロール転写においては、図3に示すように、転写シート1の接着層6側(基体シート2の反対側)の面を被転写体10の表面に重ね、ロール転写機11、アップダウン転写機などの転写機を用いて、転写シート1の基体シート2側から熱及び圧力をかける。こうすることにより、転写シート1が被転写体10の表面に接着する。次いで、冷却後に基体シート2を剥離すると、転写層3が被転写体10の表面に転写されて、物品の表面がコーティング(装飾)される。
【0046】
また、インモールド成形においては、図4に示すように、まず、成形用金型内に、基体シート2が金型(固定型12)の内面に接するような向きに転写シート1を送り込む。次いで、金型(固定型12、可動型13)を閉じ、溶融樹脂14が転写シート1の接着層6側(基体シート2の反対側)の面に接するように、すなわち、転写シート1が溶融樹脂14と金型(可動型13)の内面に挟まれるように、溶融樹脂14を金型内に充満させる。その結果、溶融樹脂14は成形され、同時に転写シート1は樹脂成形品の表面に接着される。樹脂成形品を冷却し、金型を開いて樹脂成形品を取り出す。最後に基体シート2を剥離すると、転写層3が樹脂成形品の表面に転写されて、樹脂成形品の表面がコーティング(装飾)される。
【0047】
被転写体10の材質は、従来から転写シート1によって転写されてきたもの、又は接着層6の成分を工夫して転写層3をその表面に接着させることができるものであれば特に限定されない。各種合成樹脂、金属、ガラス、木、紙でなる部材、これらの塗装物及び装飾物は、被転写体10として用いられる
【0048】
第1保護層4及び第2保護層5のうち、双方の積層時において未硬化の状態にある少なくとも一方の保護層にシランカップリング剤を添加すればよい。第1保護層4及び第2保護層5のうち双方の積層時において未硬化の状態にある保護層に、分子量100〜500のシランカップリング剤を添加して両層を接着してあると、シランカップリング剤が添加された保護層において、シランカップリング剤と当該保護層における樹脂材料とが反応する。当該反応物は隣接する保護層を構成する樹脂と接し、この反応物と樹脂との相互作用によって、第1保護層4と第2保護層5との密着性が向上する。その結果、転写シート1における第1保護層4と第2保護層5との間での層間剥離を防止することができる。
【0049】
また、シランカップリング剤が添加された保護層の凝集力が向上することにより、当該保護層の硬度が向上する。その結果、保護層4,5全体の硬度が向上する。
さらに、第1保護層4と第2保護層5との密着性が向上することにより、シランカップリング剤が添加された保護層を他方の保護層に隣接させることで3層以上の保護層を形成したとしても層間剥離を抑制することができる。こうして保護層を3層以上形成すると、保護層全体の硬度は非常に高いものとなる。
【0050】
第1保護層4及び第2保護層5が共に被転写体10の表面を保護するハードコート層であると、ハードコート層同士の密着性が向上するとともに、ハードコート層全体としての硬度が高いものとなる。
【0051】
シランカップリング剤の添加量は、当該添加に係る保護層における樹脂成分の0.5〜5.0w%であることが好ましい。シランカップリング剤の添加量が、当該添加に係る保護層における樹脂成分の0.5w%未満であると、第1保護層4と第2保護層5との密着性はほとんど向上しない。一方、シランカップリング剤の添加量が、5.0w%を越えると、当該添加に係る保護層がゲル化するため、第1保護層4と第2保護層5とを適切に積層することができなくなる。
【0052】
シランカップリング剤が添加される保護層の厚みは0.5〜5μmであることが好ましい。シランカップリング剤が添加される保護層の厚さが0.5μm未満であると、保護層4,5の耐摩耗性、耐薬品性が弱くなる。反対に、シランカップリング剤が添加される保護層の厚さが5μmを越えると、コスト高となり、また転写シート1の箔切れが悪くなって、被転写体10に不必要な部分に保護層4,5が残ってしまう不具合が発生する。
【0053】
基体シート2が、樹脂シート、金属箔、セルロース系シート、あるいは前記各シートの複合体であると、シランカップリング剤の添加によって第1ハードコート層(第1保護層)4と第2保護層(第2ハードコート層)5との密着性が向上することと相俟って、第1保護層4からの基体シート2の剥離性が向上する。
【0054】
[第2実施形態]
本実施形態では、第1実施形態と同様に、転写層3が、基体シート2の側から順に積層された第1ハードコート層(第1保護層)4、第2ハードコート層(第2保護層)5、及び接着層6を有する。
【0055】
但し、第1ハードコート層(第1保護層)4については、第1実施形態とは異なり、以下のポリマーによって構成され、シランカップリング剤は添加されない。第1ハードコート層(第1保護層)4に用いられるポリマーとしては、ポリエステル(メタ)アクリレート、ウレタン(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリオール(メタ)アクリレート、メラミン(メタ)アクリレート、トリアジン系アクリレート、エポキシ変性(メタ)アクリレート、ウレタン変性(メタ)アクリレート、(メタ)アクリル変性ポリエステル等の不飽和エチレン系オリゴマーや不飽和エチレン系モノマーとを適宜混合したものに重合開始剤や増感剤を添加した組成物等が挙げられる。
【0056】
また、反応性二重結合を有する化合物である、(メタ)アクリロイル基を有する例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ベンジル(メタ)アクリレート、2‐エトキシエチル(メタ)クリレート、フェノキシジエチレングリコール(メタ)アクリレートなどの1官能タイプや、1,6‐ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ポリプロピレングリコールジ(メタ)アクリレート、トリメチルプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート等の多官能タイプであってもよい。
【0057】
また、ポリエステルアクリレート、ポリウレタンアクリレート、エポキシアクリレート、ポリエーテルアクリレート、オリゴアクリレート、アルキドアクリレート、ポリオールアクリレート等のオリゴマー等であってもよい。さらに、ビニル基やアリル基を有する例えば、スチレンモノマー、α−メチルスチレン、ジビニルベンゼン、酢酸ビニル、ペンテン、ヘキセン、不飽和化合物等であってもよい。これらの化合物には、さらに、印刷面(後述)との密着性や下地保護材料との相溶性を改善のために、水酸基、アミノ基、カルボキシル基、カルボニル基、エポキシ基等の極性基を導入することがある。
【0058】
なお、シランカップリング剤が添加される第2ハードコート層(第2保護層)5については、第1実施形態と同様のポリマーが用いられる。
【0059】
[第3実施形態]
本実施形態では、転写層3に絵柄層8が追加されている。図2に示すように、転写シート1における第1保護層をハードコート層7とし、第2保護層を絵柄層8で形成すれば、絵柄層8がハードコート層7によって十分に保護される。
【0060】
絵柄層8の材質としては、ポリビニル系樹脂、ポリアミド系樹脂、ポリアクリル系樹脂、ポリウレタン系樹脂、ポリビニルアセタール系樹脂、ポリエステルウレタン系樹脂、セルロースエステル系樹脂、アルキッド樹脂などの樹脂をバインダーとし、適切な色の顔料または染料を着色剤として含有する着色インキを用いるとよい。また、金属発色させる場合には、アルミニウム、チタン、ブロンズ等の金属粒子やマイカに酸化チタンをコーティングしたパール顔料を用いることもできる。
【0061】
絵柄層8の形成方法としては、オフセット印刷法、グラビア印刷法、スクリーン印刷法などの通常の印刷法などを用いるとよい。特に、多色刷りや階調表現を行うには、オフセット印刷法やグラビア印刷法が適している。また、単色の場合には、グラビアコート法、ロールコート法、コンマコート法などのコート法を採用することもできる。
【0062】
ハードコート層7と絵柄層8とが積層された転写シート1が多湿やアルコールを使用する環境にさらされる場合、仮にハードコート層7と絵柄層8との間に水やアルコール等が入り込んでしまうと、絵柄層8が膨潤して絵柄層8を構成するデザインの形状が損なわれることがある。
【0063】
しかし、本構成のように、基体シート2の上に、シランカップリング剤を添加したハードコート層7を形成すると、シランカップリング剤の一部はハードコート層7の表面側(基体シート2とは反対の側)に移動し、ハードコート層7の表面張力が和らげられる。そして、シランカップリング剤に対向する形で絵柄層8がハードコート層7の上に形成される。このとき、シランカップリング剤が界面活性剤のようにハードコート層7の表面に分布することでシランカップリング剤の作用効果が増し、ハードコート層7と絵柄層8との密着性を向上させる。これにより、ハードコート層7によって絵柄層8が確実に保護される。
【実施例】
【0064】
以下の実施例により本発明を具体的に説明するが、本発明はこれらに限定されない。尚、実施例中「部」又は「%」で表される量は特に断りなき限り重量基準である。
実施例及び比較例は、以下の評価基準に基づいて評価した。
【0065】
(1)鉛筆硬度
ハードコート層の硬度評価として、JIS K 5400に準拠した方法で、加飾成形品の表面に配置されているハードコート層の鉛筆硬度を測定した。
【0066】
(2)密着性(クロスカット)
加飾成形品における第1保護層(第1ハードコート層、ハードコート層)と第2保護層(第2ハードコート層、絵柄層)との密着性について測定した。密着性の測定方法は、JIS K5600−5−6に記載されているクロスカット法に準拠して行った。
なお、第1保護層と第2保護層との密着性評価は以下のいずれかで評価した。
○:カットの縁が完全に滑らかでどの格子の目にも剥がれがない。
△:カットの交差点における塗膜に小さな剥がれが確認でき、その剥がれは第1保護層と第2保護層との間で発生していた。剥がれは、クロスカットを行った部分の5%未満。
×:カットの交差点における塗膜に小さな剥がれが確認でき、その剥がれはハードコート層とハードコート補助層との間で発生していた。剥がれは、クロスカットを行った部分の5%以上。
【0067】
(3)クラック性
転写シートを金型に入れて、ポリカーボネート/ABSアロイ樹脂のインモールド射出成形を行ったのち、基体シートを除去して、パソコンの部品であるKEYDECKの成形品を得た。得られたKEYDECKの成形品のハードコート層が存在する表面の面積は120cm2である。そして、成形品のハードコート層の表面を目視で観察してクラックの有無を確認し、以下のいずれかで評価した。
○:クラックは確認されず。
△:50cm2の成形品中に1〜3箇所クラックを確認。
×:50cm2の成形品中に4箇所以上クラックを確認。
【0068】
(4)耐ブロッキング性
転写シートにおけるハードコート層の耐ブロッキングについて測定した。密着性の測定方法は、JIS K5701−1の6.2.2に記載されている耐ブロッキング性に準拠して行った。なお、ハードコート層の耐ブロッキング性評価は、以下のいずれかで評価した。
○:重ね合わされた複数の転写シートから、転写シートを1枚ずつ剥がし取ったとき、各転写シートは、基体シートと接着層との間で剥がれ、第1保護層(第1ハードコート層又はハードコート層)と第2保護層(第2ハードコート又は絵柄層)との間で剥離なし。
×:重ね合わされた複数の転写シートから、転写シートを1枚ずつ剥がし取ったとき、各転写シートまたは一部の転写シートは、基体シートと接着層との間で剥がれず、第1保護層(第1ハードコート層又はハードコート層)と第2保護層(第2ハードコート又は絵柄層)との間で剥離が発生。
【0069】
(5)耐アルコール性
加飾成形品をメタノール溶液に10分間浸漬させたのち、60分間自然乾燥させた。次に自然乾燥させた加飾成形品について、JIS K5600−5−6に記載されているクロスカット法に準拠して試験を行った。なお、絵柄層とハードコート層の耐アルコール性は、上記の結果を受けて下記のいずれかで評価した。
○:カットの縁が完全に滑らかであり、どの格子の目にも剥がれがない。
△:カットの交差点における塗膜に小さな剥がれが確認でき、その剥がれはハードコート層と絵柄層との間で発生していた。剥がれは、クロスカットを行った部分の30%未満であった。
×:カットの交差点における塗膜に小さな剥がれが確認でき、その剥がれはハードコート層と絵柄層との間で発生していた。剥がれは、クロスカットを行った部分の30%以上であった。
【0070】
(6)耐摩耗性
JIS K7204に準拠し、(株)安田精機製作所製のテーバー摩擦試験機(摩耗輪:CS−10、荷重:1Kg/arm、回転数:500回転)を用いて、加飾成形品の表面に配置されているハードコート層を摩擦した。そして、ハードコート層が摩耗して貫通するまでの摩耗輪の回転数を測定した。なお、ハードコート層の耐摩耗性は、下記のいずれかで評価した。
○:貫通させるのに1000回以上の回転数を要した。
△:貫通させるのに500〜1000回の回転数を要した。
×:貫通させるのに500未満の回転数を要した。
[実施形態1の実施例]
【0071】
〔実施例1〕
基体シートとして厚さ38μmのポリエステル樹脂フィルムを用い、基体シート上に、メラミン樹脂系離型剤をグラビア印刷法にて1μmの厚さに塗布し離型層を形成した後、その上に下記ワニスA200部(固形分100部)、1,6−ヘキサンジイソシアネート3量体(商品名コロネートHX、日本ポリウレタン工業株式会社製)5部および光重合開始剤(商品名イルガキュアー184、チバガイギー社製)5部を配合した第1ハードコート層(第1保護層)をグラビア印刷法にて形成した。第1ハードコート層(第1保護層)の厚さは4μmとした。150℃で20秒間加熱することにより第1ハードコート層を半ば架橋硬化させ、第1ハードコート層の上に、下記ワニスA200部(固形分100部)、1,6−ヘキサンジイソシアネート3量体(商品名コロネートHX、日本ポリウレタン工業株式会社製)5部、光重合開始剤(商品名イルガキュアー184、チバガイギー社製)5部およびビニルトリメトキシシラン(シランカップリング剤、品名KBM−1003、信越化学工業株式会社製)1部を配合した第2ハードコート層(第2保護層)をグラビア印刷法にて形成した。第2ハードコート層の厚さは0.7μmとした。さらに、150℃で20秒間加熱することにより第2ハードコート層を半ば架橋硬化させ、第2ハードコート層の上に接着層としてアクリル樹脂をグラビア印刷法にて印刷形成して転写シートを得た。
【0072】
なお、ワニスAは、以下のようにして得た。まず、撹拌装置、冷却管、滴下ロートおよび窒素導入管を備えた反応装置に、グリシジルメタアクリレート(以下、GMAという)175部、メチルメタクリレート(以下、MMAという)75部、ラウリルメルカプタン1.3部、酢酸ブチル1000部および2,2´−アゾビスイソブチロニトリル(以下、
AIBNという)7.5部を仕込んだ後、窒素気流下に約1時間かけて系内温度が約90℃になるまで昇温し、1時間保温した。次いで、あらかじめGMA525部、MMA225部、ラウリルメルカプタン3.7部およびAIBN22.5部からなる混合液を仕込んだ滴下ロートより、窒素気流下に混合液を約2時間を要して系内に滴下し、3時間同温度に保温後、AIBN10部を仕込み、1時間保温した。その後、120℃に昇温し、2時間保温した。60℃まで冷却後、窒素導入管を空気導入管につけ替え、アクリル酸(以下、AAという)355部、メトキノン2.0部およびトリフェニルフォスフィン5.4部を仕込み混合した後、空気バブリング下にて、110℃まで昇温した。同温度にて8時間保温後、メトキノン1.4部を仕込み、冷却して、不揮発分が50%となるよう酢酸エチルを加え、ワニスAを得た。ワニスAに含まれるポリマーは、アクリル当量270g/eq、水酸基価204、重量平均分子量18000(GPCによるスチレン換算による)であった。
【0073】
この転写シートを用い成形同時転写法を利用して成形品の表面に転写した後、基体シートを剥がし、紫外線を照射して第1ハードコート層及び第2ハードコート層を完全に架橋硬化した。なお、成形条件は、樹脂温度240℃、金型温度55℃、樹脂圧力約300kg/cm2とした。成形品は、材質をアクリル樹脂とし、縦95mm、横65mm、立ち上がり4.5mm、コーナー部のR2.5mmのトレー状に成形した。照射条件は、120w/cm、6灯、ランプ高さ10cm、ベルトスピード15m/minとした。転写シート及び転写された成形品(加飾成形品)について各種評価をした。評価結果は表1に示す。
【0074】
〔実施例2〜9及び比較例1〜9〕
第1ハードコート層の樹脂、第2ハードコート層の樹脂、シランカップリング剤の種類と添加量、第1ハードコート層及び第2ハードコート層の厚みを表1に示すように変更したこと以外は実施例1と同様にして転写シートを作製し、転写された成形品(加飾成形品)を得て、各種評価をした。評価結果は表1に示す。
【0075】
【表1】
【0076】
表1の評価結果から次のことが明らかである。第2ハードコート層(第2保護層)にシランカップリング剤をポリマー比0.5〜5.0w%添加した実施例1〜9では、鉛筆硬度もH以上であって、密着性、クラックともにおおむね良好であり、耐ブロッキング性に優れている。
一方、第2ハードコート層にシランカップリング剤が添加されていない比較例1,6では、第2ハードコート層の厚みに関わらず、密着性、クラック、耐ブロッキング性において満足すべき結果が得られていない。
シランカップリング剤の分子量が500を越える比較例2では密着性、耐ブロッキング性において満足な結果が得られず、シランカップリング剤の分子量が100未満の比較例3では、第2ハードコート層の塗装工程自体が行えなかった。
第2ハードコート層に実施例1〜4と同じシランカップリング剤を添加した比較例4,5においては、シランカップリング剤の量が過少な比較例4では密着性、耐ブロッキング性において満足な結果が得られず、シランカップリング剤の量が過大な比較例5では第2ハードコート層の塗装工程自体が行えなかった。
また、アミノシラン、ウレイドシラン、イソシアネートシランを官能基とするシランカップリング剤を添加した比較例7〜9では、第2ハードコート層の塗装工程が行えなかった。
[実施形態2の実施例]
【0077】
〔実施例1〕
基体シートとして厚さ38μmのポリエステル樹脂フィルムを用い、基体シート上に、メラミン樹脂系離型剤をグラビア印刷法にて1μmの厚さに塗布し離型層を形成した後、その上に上記ワニスA200部(固形分100部)、1,6−ヘキサンジイソシアネート3量体(商品名コロネートHX、日本ポリウレタン工業株式会社製)5部および光重合開始剤(商品名イルガキュアー184、チバガイギー社製)5部を配合したハードコート層(第1保護層)をグラビア印刷法にて形成した。ハードコート層の厚さは0.5μmとした。150℃で20秒間加熱することによりハードコート層を半ば架橋硬化させ、ハードコート層の上に絵柄層としてポリカーボネート(PC)/ABSインキ、接着層としてアクリル樹脂をグラビア印刷法にて順次印刷形成して転写シートを得た。
【0078】
この転写シートを用い成形同時転写法を利用して成形品の表面に転写した後、基体シートを剥がし、紫外線を照射して保護層を完全に架橋硬化した。なお、成形条件は、樹脂温度240℃、金型温度55℃、樹脂圧力約300kg/cm2とした。成形品は、材質をアクリル樹脂とし、縦95mm、横65mm、立ち上がり4.5mm、コーナー部のR2.5mmのトレー状に成形した。照射条件は、120w/cm、6灯、ランプ高さ10cm、ベルトスピード15m/minとした。転写シート及び転写された成形品(加飾成形品)について各種評価をした。評価結果は表2に示す。
【0079】
〔実施例2〜10及び比較例1〜9〕
ハードコート層の樹脂、シランカップリング剤の種類と添加量、絵柄層の樹脂を表2に示すように変更したこと以外は実施例1と同様にして転写シートを作製し、転写された成形品(加飾成形品)を得て、各種評価をした。評価結果は表2に示す。
【0080】
【表2】
【0081】
表2の評価結果から次のことが明らかである。ハードコート層(第1保護層)にシランカップリング剤をポリマー比0.5〜5.0w%添加した実施例1〜10では、鉛筆硬度が2B以上であって、耐アルコール性、耐摩耗性、密着性がおおむね良好であり、耐ブロッキング性に優れている。
一方、ハードコート層にシランカップリング剤が添加されていない比較例1では、耐アルコール性及び密着性において満足すべき結果が得られていない。
シランカップリング剤の分子量が500を越える比較例2では密着性、耐ブロッキング性において満足な結果が得られず、シランカップリング剤の分子量が100未満の比較例3では、ハードコート層の塗装工程自体が行えなかった。
ハードコート層に実施例1〜4と同じシランカップリング剤を添加した比較例4〜6においては、シランカップリング剤の量が過少な比較例4では密着性、耐ブロッキング性において満足な結果が得られず、シランカップリング剤の量が過大な比較例5ではハードコート層の塗装工程自体が行えなかった。比較例6では、シランカップリング剤の量が実施例2,4と略同じであっても絵柄層がABS樹脂単体である場合、耐摩耗性、密着性において満足な結果が得られなかった。
また、アミノシラン、ウレイドシラン、イソシアネートシランを官能基とするシランカップリング剤を添加した比較例7〜9では、ハードコート層の塗装工程が行えなかった。
【産業上の利用可能性】
【0082】
本発明は、自動車、家庭用電化製品、携帯電話、パーソナルコンピュータ等、さまざまな分野において、内装品、外装品を問わず、使用される金属製品において、金属体の表面に加飾層が形成する際に広く利用可能である。
【符号の説明】
【0083】
1 転写シート
2 基体シート
3 転写層
4 第1ハードコート層(第1保護層)
5 第2ハードコート層(第2保護層)
6 接着層
7 ハードコート層(第1保護層)
8 絵柄層(第2保護層)
10 被転写体
【特許請求の範囲】
【請求項1】
基体シートと、
前記基体シートの上に形成される第1保護層と、
前記第1保護層の上に形成される第2保護層と、を備え、
前記第1保護層及び前記第2保護層のうち少なくともいずれか一方に、分子量100〜500の下記式で表されるシランカップリング剤を添加して両層を接着してある転写シート。
【化1】
(式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つであり、Meはメチル基、Etはエチル基を示す。)
【請求項2】
前記第1保護層及び前記第2保護層が共に被転写品の表面を保護するハードコート層である請求項1記載の転写シート。
【請求項3】
前記第1保護層が被転写品の表面を保護するハードコート層であり、前記第2保護層が絵柄層であって、前記シランカップリング剤が少なくとも前記第1保護層に添加してある請求項1記載の転写シート。
【請求項4】
前記シランカップリング剤の添加量が、当該添加に係る保護層における樹脂成分の0.5〜5.0w%である請求項1〜3のいずれか一項に記載の転写シート。
【請求項5】
前記シランカップリング剤が添加される保護層の厚みが0.5〜5μmである請求項1〜4のいずれか一項に記載の転写シート。
【請求項6】
前記基体シートが、樹脂シート、金属箔、セルロース系シート、あるいは前記各シートの複合体である請求項1〜5のいずれか一項に記載の転写シート。
【請求項7】
基体シートの上に第1保護層を形成する工程と、
前記第1保護層の上に第2保護層を形成する工程と、を備え、
前記第1保護層及び前記第2保護層のうち少なくともいずれか一方であって、双方の積層時において未硬化の状態にある保護層に、分子量100〜500の下記式で表されるシランカップリング剤を添加してある転写シートの製造方法。
【化2】
(式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つであり、Meはメチル基、Etはエチル基を示す。)
【請求項1】
基体シートと、
前記基体シートの上に形成される第1保護層と、
前記第1保護層の上に形成される第2保護層と、を備え、
前記第1保護層及び前記第2保護層のうち少なくともいずれか一方に、分子量100〜500の下記式で表されるシランカップリング剤を添加して両層を接着してある転写シート。
【化1】
(式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つであり、Meはメチル基、Etはエチル基を示す。)
【請求項2】
前記第1保護層及び前記第2保護層が共に被転写品の表面を保護するハードコート層である請求項1記載の転写シート。
【請求項3】
前記第1保護層が被転写品の表面を保護するハードコート層であり、前記第2保護層が絵柄層であって、前記シランカップリング剤が少なくとも前記第1保護層に添加してある請求項1記載の転写シート。
【請求項4】
前記シランカップリング剤の添加量が、当該添加に係る保護層における樹脂成分の0.5〜5.0w%である請求項1〜3のいずれか一項に記載の転写シート。
【請求項5】
前記シランカップリング剤が添加される保護層の厚みが0.5〜5μmである請求項1〜4のいずれか一項に記載の転写シート。
【請求項6】
前記基体シートが、樹脂シート、金属箔、セルロース系シート、あるいは前記各シートの複合体である請求項1〜5のいずれか一項に記載の転写シート。
【請求項7】
基体シートの上に第1保護層を形成する工程と、
前記第1保護層の上に第2保護層を形成する工程と、を備え、
前記第1保護層及び前記第2保護層のうち少なくともいずれか一方であって、双方の積層時において未硬化の状態にある保護層に、分子量100〜500の下記式で表されるシランカップリング剤を添加してある転写シートの製造方法。
【化2】
(式中のRは、エポキシ基、ビニル基、メタクリル基、メルカプト基、スチリル基のいずれかを少なくとも1以上含むアルキル直鎖であり、Dは、OMe、OEt、OEtOMe、OEtOEtのいずれか1つであり、Meはメチル基、Etはエチル基を示す。)
【図1】


【図2】

【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−75466(P2013−75466A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−217697(P2011−217697)
【出願日】平成23年9月30日(2011.9.30)
【特許番号】特許第5060648号(P5060648)
【特許公報発行日】平成24年10月31日(2012.10.31)
【出願人】(000231361)日本写真印刷株式会社 (477)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【特許番号】特許第5060648号(P5060648)
【特許公報発行日】平成24年10月31日(2012.10.31)
【出願人】(000231361)日本写真印刷株式会社 (477)
【Fターム(参考)】
[ Back to top ]