
転写シート
【課題】MDFボードなどの木質系材料とそのエッジ部分などを構成する樹脂含浸紙のいずれにも接着性よく転写することができかつ高い意匠性を有する化粧板を製造し得る転写シートを提供すること。
【解決手段】基材に、少なくとも剥離層、装飾層、オーバープリント層及び接着剤層を含む転写層を積層した転写シートであって、オーバープリント層は接着剤層と接触し、接着剤層はウレタン系樹脂とマレイン酸樹脂を含有し、かつ、接着剤層中のマレイン酸樹脂の含有量が20〜40質量%である転写シートである。
【解決手段】基材に、少なくとも剥離層、装飾層、オーバープリント層及び接着剤層を含む転写層を積層した転写シートであって、オーバープリント層は接着剤層と接触し、接着剤層はウレタン系樹脂とマレイン酸樹脂を含有し、かつ、接着剤層中のマレイン酸樹脂の含有量が20〜40質量%である転写シートである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は転写シートに関し、特に、樹脂含浸紙と木質基材の両方を有する基板に接着性よく転写することができ、意匠性の高い化粧板を製造し得る転写シートに関する。
【背景技術】
【0002】
従来、化粧板等の各種転写製品を、転写シートを用いて被転写基材に装飾層を含む転写層を転写して製造することが広く行われている。また、被転写基材への転写層の接着には熱融着型接着剤を用いることが多い(例えば特許文献1参照)。
そして、転写層で用いる接着剤については、転写する被転写体の種類に応じて適宜選択される。例えば、被転写体がポリエチレンなどの樹脂フィルムの場合には、ウレタン系樹脂を主成分とした接着剤が用いられ、MDF(中密度圧縮合板)、HDF(高密度圧縮合板)などの木質系材料には、ポリアミド系接着剤や塩化ビニル・酢酸ビニル共重合体などの接着剤が適当である。
【0003】
ところで、ドア材などはMDFボードなどの木質系材料で作られているが、そのエッジ部分に樹脂含浸紙を用い、かつ意匠性を向上させるためにR部分を作成することが試みられている。こうしたドア材などに転写箔を用いて装飾を施す場合には、木質系材料の部分に加えて、樹脂含浸紙の部分にも転写箔が転写される。しかしながら、樹脂含浸紙はポーラスであり、かつ、樹脂成分が存在するため、転写シートと被転写体を接着し、接着剤層を構成する樹脂組成物が樹脂含浸紙に浸透する際に、接着剤層の樹脂成分と樹脂含浸紙の樹脂成分との相性が悪く、十分な接着性が得られない場合があった。また、転写シートを転写した後に、表面に微小なクラック(マイクロクラック)が発生するといった問題があった。
【0004】
一方、転写シートなどの化粧材を構成する各層は、通常、樹脂材料をトルエンやキシレンなどの芳香族系溶媒に溶解し、これを塗布・乾燥して作製されるが、近年の環境問題により、これらの芳香族系溶媒を使用しないことが要望されている。
【0005】
【特許文献1】特公昭60−59876号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は上記問題点に鑑み、MDFボードなどの木質系材料とそのエッジ部分などを構成する樹脂含浸紙のいずれにも接着性よく転写することができかつ高い意匠性を有する化粧板を製造し得る転写シートを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、基材に、少なくとも剥離層、装飾層、オーバープリント層及び接着剤層を含む転写層を積層した転写シートであって、オーバープリント層を接着剤層と接触させ、かつ接着剤層にウレタン系樹脂と特定量のマレイン酸樹脂を含有させることによって、上記課題を解決し得ることを見出した。本発明は、かかる知見に基づいて完成したものである。
【0008】
すなわち、本発明は、
(1)基材に少なくとも剥離層、装飾層、オーバープリント層及び接着剤層を含む転写層を積層した転写シートであって、オーバープリント層は接着剤層と接触し、接着剤層はウレタン系樹脂とマレイン酸樹脂を含有し、かつ、接着剤層中のマレイン酸樹脂の含有量が20〜40質量%である転写シート、
(2)前記各層のいずれにも芳香族系溶媒を含有しない上記(1)に記載の転写シート、
(3)前記ウレタン系樹脂の、JIS K7127に準拠した引張試験によって測定した破断伸度が900〜1400%である上記(1)又は(2)に記載の転写シート、
(4)前記ウレタン系樹脂がブロッキング防止剤を0.1〜5質量%含有する上記(1)〜(3)のいずれかに記載の転写シート、
(5)前記マレイン酸樹脂の軟化点が120〜185℃である上記(1)〜(4)のいずれかに記載の転写シート、
(6)剥離層と装飾層の間にプライマー層を有する上記(1)〜(5)のいずれかに記載の転写シート、及び
(7)被転写面が樹脂含浸紙と木質基材の両方を有する基板用である上記(1)〜(6)のいずれかに記載の転写シート、
を提供するものである。
【発明の効果】
【0009】
本発明によれば、木質系材料と樹脂含浸紙のいずれにも接着性よく転写することができ、かつ高い意匠性を有する化粧板を製造し得る転写シートを提供することができる。また、本発明の転写シートは、製造過程において、溶媒として芳香族系溶媒を用いることなく製造することができ、環境性能の高い転写シートである。
【発明を実施するための最良の形態】
【0010】
本発明は、基材に、少なくとも剥離層、装飾層、オーバープリント層及び接着剤層を含む転写層を積層した転写シートであって、オーバープリント層は接着剤層と接触し、接着剤層はウレタン系樹脂とマレイン酸樹脂を含有する転写シートである。
以下、図1を用いて本発明の転写シートについて詳細に説明する。
【0011】
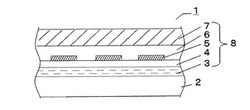
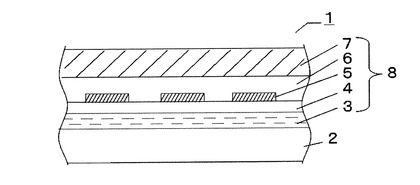
図1は本発明の転写シートの断面を示す模式図である。図1に例示される転写シート1は、基材2と、剥離層3、プライマー層4、装飾層5、オーバープリント層6、及び接着剤層7を含む転写層8から構成される。
基材2は、転写層8と離型性が有り、また被転写面に凹凸が有る場合は該凹凸への形状追従性があるものであれば、従来公知のものでよく特に制限はない。従って、被転写面が平面又は二次元的凹凸表面で転写シートが伸ばされない場合には、一般的な2軸延伸ポリエチレンテレフタレートフィルム(シート)、又は延伸性が無い紙等を用いることができる。
また、被転写面が三次元的凹凸表面で転写シートが伸ばされる場合には、少なくとも転写時には延伸性の有る基材を用いることが肝要である。延伸性のある基材としては、例えば熱可塑性樹脂を用いることができ、具体的には、ポリプロピレン、ポリエチレン、ポリメチルペンテン、エチレン−プロピレン−ブテン3元共重合体、オレフィン系熱可塑性エラストマー等のオレフィン樹脂;エチレンテレフタレートイソフタレート共重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等の熱可塑性ポリエステル樹脂;塩化ビニル樹脂;ポリアミド樹脂;ウレタン系熱可塑性エラストマー等のエラストマー等が挙げられる。
基材2は上述の材料からなるフィルム又はシートを単層で用いてもよいし、又は異種材料からなる積層体として用いてもよい。
基材2の厚さとしては特に限定されないが、通常は20〜200μm程度である。
【0012】
基材2は必要に応じ、その転写層側に転写層との剥離性を向上させるため、離型層を設けてもよい(図示せず)。この離型層は基材2を剥離する際に基材2と共に転写層から剥離除去される。離型層としては、例えば、アクリル樹脂、ブチラール樹脂、塩化ビニル樹脂、シリコーン樹脂、メラミン樹脂、ポリアミド樹脂、ウレタン樹脂、ポリオレフィン樹脂、ワックス等の単体又はこれらを含む混合物が用いられる。
また、剥離性を調整するために、基材2の転写層側の面に、コーティング処理、コロナ放電処理、オゾン処理などの表面処理を行ってもよい。
【0013】
また、基材2の転写層に接する側の面に、凹凸模様を設ければ、転写後の転写層表面に砂目、梨地、木目等の凹凸模様を賦形できる。凹凸模様は、エンボス加工、サンドブラスト、賦形層(離型層を兼用もできる)の盛り上げ印刷加工等の公知の方法で形成することができる。
さらには、基材2の転写層に接する面の反対側に、ごみの付着防止の目的で静電気防止層を設けることができる。静電気防止層としては、非イオン界面活性剤及び/又はカチオン界面活性剤を配合した水溶液などを用いることができる。
【0014】
本発明の転写シートにおける転写層8は、少なくとも、剥離層3、装飾層5、オーバープリント層6及び接着剤層7を含有し、所望に応じて、剥離層3と装飾層5の間にプライマー層4が設けられる。
剥離層3は基材2又は基材2に設けられた離型層と装飾層5との間の剥離性を調整するため、また、転写後の装飾層5の表面保護のために設けられる層である。
剥離層3としては、アクリル樹脂、塩化ビニル樹脂、ウレタン樹脂、塩化ビニル−酢酸ビニル共重合体、ブチラール樹脂、セルロース系樹脂等を単独で或いは2種以上混合したもの、及び電子線硬化性樹脂や紫外線硬化性樹脂を架橋硬化したものを用いることが好ましい。この場合、摩耗性、透明性を考慮すると、アクリル樹脂が好ましい。
【0015】
転写後に剥離層3に表面滑性を出現させるため、添加剤として、ポリエチレンワックス、テフロンワックス、カルナバワックス、パラフィンワックス等を添加することが好ましい。また、外装用途や太陽光にさらされる部位に使用される場合には、ベンゾトリアゾール系、ベンゾフェノン系、サリチル酸系紫外線吸収剤やヒンダードアミン系ラジカル捕捉剤等の光安定剤、フェノール系酸化防止剤や熱安定剤等を添加することが好ましい。
【0016】
剥離層3の厚さとしては特に限定されないが、通常は1〜20μm程度である。
また、剥離層3は、グラビア印刷、ロールコート、スクリーン印刷、オフセット印刷等の公知の手法により積層される。なお、本発明では剥離層3を構成する樹脂を基材2に塗布するに際し、溶媒としてトルエン、キシレン等の芳香族系溶媒を使用しないことが好ましい。
【0017】
次に、プライマー層4は、所望により、剥離層3と装飾層5の間に設けられる層であって、装飾層を保護する役割及び剥離層と装飾層の接着性を高める役割を担うものである。プライマー層4としては、アミノ基含有アクリル樹脂を用いることが好ましい。また、転写後の装飾層5の表面保護を考慮すると、シリコーン系化合物を硬化剤として用いる、2液型のシリコーン・アミノ基含有アクリル樹脂がより好ましい。
【0018】
アミノ基含有アクリル樹脂としては、3級アミノ基含有アクリル樹脂が好ましい。3級アミノ基含有アクリル樹脂とはジアルキルアミノ基を側鎖に有するアクリル樹脂であり、通常、3級アミノ基含有ラジカル重合性モノマーと、他のラジカル重合性モノマーとのモノマー組成物のラジカル共重合によって得ることができるものである。
【0019】
3級アミノ基含有ラジカル重合性モノマーとしては、2−ジメチルアミノエチル(メタ)アクリレート、2−ジエチルアミノエチル(メタ)アクリレ−ト、3−ジメチルアミノプロピル(メタ)アクリレート、3−ジエチルアミノプロピル(メタ)アクリレート、N−〔2−(メタ)アクリロイルオキシエチル〕ピペリジン、N−〔2−(メタ)アクリロイルオキシエチル〕ピロリジン、N−〔2−(メタ)アクリロイルオキシエチル〕モルホリンなどの(メタ)アクリル酸エステル系モノマー;4−(N,N−ジメチルアミノ)スチレン、4−(N,N−ジエチルアミノ)スチレン、4−ビニルピリジンなどの芳香族系モノマー;N−〔2−ジメチルアミノエチル〕(メタ)アクリルアミド、N−〔3−ジメチルアミノプロピル〕(メタ)アクリルアミド等の(メタ)アクリルアミド系モノマー;2−ジメチルアミノエチルビニルエーテル、2−ジエチルアミノエチルビニルエーテル、3−ジメチルアミノプロピルビニルエーテル、3−ジエチルアミノプロピルビニルエーテル、4−ジメチルアミノブチルビニルエーテル、6−ジメチルアミノヘキシルビニルエーテル等のビニルエーテル系モノマーなどを挙げることができる。
【0020】
上記3級アミノ基含有ラジカル重合性モノマーと共重合反応させる他のラジカル重合性モノマーとしては特に限定されず、(メタ)アクリル酸、マレイン酸、イタコン酸等のカルボン酸基含有モノマー;グリシジル(メタ)アクリレート等のエポキシ基含有モノマー;その他、メチル(メタ)アクリレート、エチル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、スチレン、ビニルトルエン、酢酸ビニル、α−メチルスチレン等を挙げることができる。なお、これらは、単独で用いてもよく、2種以上を併用してもよい。また、上記3級アミノ基含有アクリル樹脂の重合方法は特に限定されず、公知の方法によって行うことができる。
【0021】
硬化剤として用いるシリコーン系化合物としては、1分子中に1個以上のエポキシ基、あるいはトリアルコキシシリル基を有する化合物が好ましく、さらには、1分子中にエポキシ基とトリアルコキシシリル基をそれぞれ1個以上有する化合物が好ましい。アルコキシ基の例としては、メトキシ基、エトキシ基、n−プロポキシ基、i−プロポキシ基などの低級アルコキシ基などが好ましい。
【0022】
プライマー層4の厚さとしては特に限定されないが、通常は1〜10μm程度である。
なお、プライマー層4は、剥離層3と同様の方法で積層することができ、また、溶媒としては同様に芳香族系溶媒を用いないことが好ましい。
【0023】
次に装飾層5は被転写体に装飾性を与えるものであり、種々の模様をインキと印刷機を使用して剥離層3又はプライマー層4の上に印刷することにより形成される。印刷方法としては特に限定されず、例えば、グラビア印刷、オフセット印刷、スクリーン印刷等公知の方法で行うことができる。なお、ここでも溶媒としては芳香族系溶媒を用いないことが好ましい。また、装飾層5の厚さとしては特に限定されないが、通常は1〜10μm程度である。
模様としては、木目模様、大理石模様(例えばトラバーチン大理石模様)等の岩石の表面を模した石目模様、布目や布状の模様を模した布地模様、タイル貼模様、煉瓦積模様等があり、これらを複合した寄木、パッチワーク等の模様もある。これらの模様は通常の黄色、赤色、青色、および黒色のプロセスカラーによる多色印刷によって形成される他、模様を構成する個々の色の版を用意して行う特色による多色印刷等によっても形成される。
また、印刷は部分印刷でもベタ印刷でもよく、部分印刷とベタ印刷の両方を行ってもよい。また、剥離層へのエンボス加工等による凹凸模様であってもよい。
【0024】
装飾層5に用いるインキとしては、バインダーに顔料、染料などの着色剤、体質顔料、溶剤、安定剤、可塑剤、触媒、硬化剤などを適宜混合したものが使用される。該バインダーとしては特に制限はなく、例えば、ポリウレタン系樹脂、塩化ビニル/酢酸ビニル系共重合体樹脂、塩化ビニル/酢酸ビニル/アクリル系共重合体樹脂、塩素化ポリプロピレン系樹脂、アクリル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ブチラール系樹脂、ポリスチレン系樹脂、ニトロセルロース系樹脂、酢酸セルロース系樹脂などの中から任意のものが、1種単独で又は2種以上を混合して用いられる。
着色剤としては、カーボンブラック(墨)、鉄黒、チタン白、アンチモン白、黄鉛、チタン黄、弁柄、群青、コバルトブルー等の無機顔料、キナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー等の有機顔料又は染料、アルミニウム、真鍮等の鱗片状箔片からなる金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛等の鱗片状箔片からなる真珠光沢(パール)顔料等が用いられる。
【0025】
次に、オーバープリント層6は接着剤層と接触し、後に詳述する接着剤層7と装飾層5との密着性を良好にするとともに、転写シートを被転写体に転写する過程で、装飾層等を構成する樹脂組成物が樹脂含浸紙に浸透しないようにする、いわゆる目止め層としての働きをも有する。このような目止め効果を有することから、オーバープリント層6を設けることによって、転写シートを転写した化粧板表面の微小なクラック(マイクロクラック)を抑制することができる。
オーバープリント層6を構成する成分としては、目止め層としての効果を有するものであれば特に制限はなく、例えば、1液硬化型ウレタン樹脂、2液硬化型ウレタン樹脂、エポキシ樹脂、アクリル樹脂、酢酸ビニル樹脂等が例示される。1液硬化型ウレタン樹脂及び2液硬化型ウレタン樹脂としては、後に詳述する接着剤層7を構成する転写用接着剤として用いられるものと同様のものを用いることができる。
また、アクリル樹脂としては、前述のプライマー層4に用いられるアミノ基含有アクリル樹脂、シリコーン系化合物を硬化剤として用いる、2液型のシリコーン・アミノ基含有アクリル樹脂などが好適に用いられる。
なお、オーバープリント層6は、剥離層3と同様の方法で積層することができ、また、溶媒としては同様に芳香族系溶媒を用いないことが好ましい。
【0026】
本発明の転写シートにおける、接着剤層7を構成する転写用接着剤としてはウレタン系樹脂とマレイン酸樹脂を含有する。
ウレタン系樹脂としては、2液硬化型ウレタン樹脂、又は1液硬化型ウレタン樹脂等が使用できる。
2液硬化型ウレタン樹脂は、ポリオールを主剤とし、イソシアネートを架橋剤(硬化剤)とするウレタン樹脂である。ポリオールとしては、分子中に2個以上の水酸基を有するもので、例えばポリエチレングリコール、ポリプロピレングリコール、アクリルポリオール、ポリエステルポリオール、ポリエーテルポリオール、ポリカーボネートポリオール、ポリウレタンポリオール等が用いられる。また、イソシアネートとしては、分子中に2個以上のイソシアネート基を有する多価イソシアネートが用いられる。例えば、2,4−トリレンジイソシアネート、キシレンジイソシアネート、4,4′−ジフェニルメタンジイソシアネート等の芳香族イソシアネート、あるいは、1,6−ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネート、水素添加ジフェニルメタンジイソシアネート等の脂肪族(乃至は脂環式)イソシアネート、さらには上記各種イソシアネートの付加体、又は多量体を用いることもできる。例えば、トリレンジイソシアネートの付加体、トリレンジイソシアネート3量体(trimer)等がある。
【0027】
また、上記イソシアネートをブロック化したブロックイソシアネートとして用い、転写時の熱により、ブロックを解除して反応を開始させるようにしてもよい。ブロックイソシアネートは、上記イソシアネートを、アルコール類、フェノール類、アミン類等のブロック剤と一時的に反応させ、イソシアネート基の反応性を阻止(ブロック)した化合物である。通常、ブロック剤の解離温度を適度な温度領域まで低下させる為に、解離触媒として、金属石鹸、アミン類等の公知のものを用いる。
【0028】
また、上記1液硬化型ウレタン樹脂は、分子末端にイソシアネート基を有するプレポリマーを必須成分とする組成物である。前記プレポリマーは、通常は分子両末端に各々イソシアネート基を1個以上有するポリイソシアネートプレポリマーであり、常温で固体の熱可塑性樹脂の状態にあるものである。イソシアネート基同士が空気中の水分により反応して鎖延長反応を起こして、その結果、分子鎖中に尿素結合を有する反応物を生じて、この尿素結合に更に分子末端のイソシアネート基が反応して、ビウレット結合を起こして分岐し、架橋反応を起こす。分子末端にイソシアネート基を有するプレポリマーの分子鎖の骨格構造は任意であるが、具体的には、ウレタン結合を有するポリウレタン骨格、エステル結合を有するポリエステル骨格、ポリブタジエン骨格等である。適宜これら1種又は2種以上の骨格構造を採用する。なお、分子鎖中にウレタン結合がある場合は、このウレタン結合とも末端イソシアネート基が反応して、アロファネート結合を生じて、このアロファネート結合によっても架橋反応を起こす。
【0029】
本発明で使用するウレタン系樹脂は、幅6mm、厚さ0.7mmのフィルムとし、JIS K7127に準拠した引張試験(引張速度45mm/分)において、破断伸度が900〜1400%の範囲であることが好ましい。破断伸度が900%以上であると、ポーラスな樹脂含浸紙に対しても浸透性を抑制することができ、一方、1400%以下であるとマイクロクラックが発生しない。以上の点から、破断伸度はさらに1200〜1400%であることがより好ましい。
【0030】
また、本発明で使用するウレタン系樹脂は、粘着性(タック性)を有するものを選択することが好ましい。粘着性を有するものを選択することで、木質系材料と樹脂含浸紙のいずれにも良好に接着し得る転写用接着剤が設計しやすくなる。
但し、この粘着性がウレタン系樹脂のハンドリングを悪くするので、これを防止することを目的にブロッキング防止剤を含有させることが好ましい。
【0031】
上記ブロッキング防止剤としては通常化粧シート等に用いられるものであれば特に限定されるものではなく、例えば、シリカ、アルミナ、水酸化アルミニウム、硫酸バリウム、タルク、炭酸カルシウム等の透明性の高い無機粒子が好適に用いられる。
ブロッキング防止剤の粒径としては、効果の点から通常0.1〜5μm程度が好ましく、さらには0.5〜3μmの範囲が好ましい。
ブロッキング防止剤の含有量としては、ウレタン系樹脂中に0.1〜5質量%の範囲で含有されることが好ましい。0.1質量%以上であると粘着性を十分に抑制することができ、好適なハンドリング性が得られる。一方、5質量%以下であると、ブロッキングを抑制することができる。
【0032】
次に、接着剤層7を構成する転写用接着剤に含有するマレイン酸樹脂は無水マレイン酸又はマレイン酸エステルと他のモノマーを共重合させて得られるコポリマーである。無水マレイン酸と共重合させるモノマーは、共重合可能なモノマーであればいずれを用いてもよく、多種併用してもよい。
特に有用なモノマーとしてはスチレン、イソブチレン、(メタ)アクリル酸アルキルエステル、ベンジル(メタ)アクリレート等が挙げられる。
無水マレイン酸と、これに共重合させるモノマーの割合は、無水マレイン酸1molに対し、共重合させるモノマーの合計が1〜5molの範囲であることが好ましく、さらには1〜3molの範囲が好ましい。無水マレイン酸と、これに共重合させるモノマーは、酢酸エステル、ジオキサンなどの重合を阻害しない有機溶剤(非芳香族系溶媒が好ましい)に溶解させ、アゾビスイソブチロニトリル、ベンゾイルパーオキサイド、ラウロイルパーオキサイドなどのラジカル発生剤を、無水マレイン酸と、これに共重合させるモノマーの合計100質量部に対して、通常0.1〜5質量部、好ましくは0.5〜2質量部の範囲で加え、70℃〜150℃の温度範囲で、2〜10時間反応させることにより共重合体が得られる。
マレイン酸樹脂の平均分子量としては2000〜50000の範囲が好ましく、さらには5000〜30000の範囲が好ましい。
【0033】
また、本発明におけるマレイン酸樹脂にはロジン変性マレイン酸樹脂も包含される。ロジン変性マレイン酸樹脂は、ロジンと無水マレイン酸から三塩基酸の付加物を作り、多価アルコ−ルでエステル化したものである。無水マレイン酸の付加量、多価アルコ−ルの種類、エステル化度の違いで軟化点、溶解性など種々の異なった性質のものが得られる。
【0034】
上記マレイン酸樹脂の軟化点は120〜185℃が好ましい。軟化点が120℃以上であると、より低温で転写することができ、軟化点が185℃以下であると、ブロッキングが抑制できる。以上の観点から軟化点はさらに120〜150℃の範囲が好ましい。また、酸価は100〜300の範囲が好ましく、さらには150〜300の範囲が好ましい。
【0035】
転写用接着剤中のマレイン酸樹脂の含有量は、固形分換算で20〜40質量%の範囲であることが好ましい。マレイン樹脂の含有量がこの範囲であると、木質系材料と樹脂含浸紙のいずれにも良好に接着し得る。以上の点から、さらにマレイン酸樹脂の含有量は25〜35質量%の範囲が好ましい。
【0036】
上記転写用接着剤には、各種添加剤を配合することができる。添加剤としては、例えば、耐摩耗性向上剤、赤外線吸収剤、帯電防止剤、レベリング剤、チクソ性付与剤、充填剤、溶剤、着色剤、耐候性向上剤、抗菌剤などが挙げられる。
【0037】
耐摩耗性向上剤としては、例えば無機物ではα−アルミナ、シリカ、カオリナイト、酸化鉄、ダイヤモンド、炭化ケイ素等の微粒子が挙げられる。該微粒子の形状は、球、楕円体、多面体、鱗片形等が挙げられ、特に制限はないが、球状が好ましい。有機物では架橋アクリル樹脂、ポリカーボネート樹脂等の合成樹脂ビーズが挙げられる。粒径は、通常膜厚の30〜200%程度とする。これらの中でも球状のα−アルミナは、硬度が高く、耐摩耗性の向上に対する効果が大きいこと、また、球状の微粒子を比較的得やすい点で特に好ましいものである。
赤外線吸収剤としては、例えば、ジチオール系金属錯体、フタロシアニン系化合物、ジインモニウム化合物等が用いられる。
充填剤としては、例えば硫酸バリウム、タルク、クレー、炭酸カルシウム、水酸化アルミニウムなどが用いられる。
着色剤としては、例えばキナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー、フタロシアニングリーン、酸化チタン、カーボンブラックなどの公知の着色用顔料などが用いられる。
【0038】
接着剤層7は上記にて詳述した接着剤を塗工して形成する。接着剤層の厚さとしては、被転写体への接着性が得られれば特に制限はないが、通常1〜50μmの範囲である。特に、木質材料と樹脂含浸紙に同時に接着することを考慮すると、接着剤層7の膜厚は5〜30μmの範囲が好ましく、さらには10〜20μmの範囲が好ましい。
接着剤層7の塗工方法については特に制限はなく、通常用いられる、グラビア印刷、スプレーコート、フローコート等の方法を用いることができる。なお、本発明の接着剤層を構成する樹脂組成物は、塗工に際し、芳香族系溶媒を使用することなく塗工することができる点が特徴である。
【0039】
本発明の転写シートは、樹脂含浸紙が貼付された木質系材料に用いた場合に、樹脂含浸紙と木質系材料のいずれにも良好に接着させることができる。すなわち、本発明の転写シートは、被転写体が樹脂含浸紙と木質基材の両方を有する基板用として極めて有効である。
ここで、樹脂含浸紙とは、繊維質基材に樹脂を含浸したものである。繊維質基材としては紙が代表的であるが、この他、不織布、或いはこれらの積層体等でもよい。紙としては、例えば、薄葉紙、クラフト紙、上質紙、リンター紙、バライタ紙、硫酸紙、和紙等が使用される。また、不織布としては、例えば、ポリエステル樹脂、アクリル樹脂、ナイロン、ビニロン、硝子等の繊維からなる不織布が使用される。紙や不織布の坪量は、通常20〜100g/m2程度である。そしてこれらの繊維質基材に対して、アクリル樹脂、スチレンブタジエンゴム、メラミン樹脂、ウレタン樹脂、フタル酸ジアリル樹脂(DAP樹脂)などを添加(抄造後樹脂含浸、又は抄造時に内填)することで樹脂含浸紙となる。これらのうち、密着性の点から、DAP樹脂が好ましい。樹脂の含浸率{=〔(含浸後の坪量−含浸前の坪量)/含浸前の坪量〕×100〔%〕}については、曲加工適性の面から、30〜100%程度が好ましい。
また、木質系材料としては、木質合板、木質単板、パーチクルボード、中密度繊維板(MDF)、高密度繊維板(HDF)等の木質系材料が挙げられる。
【0040】
上記被転写体の表面には、予め、接着剤層との接着を補助するための易接着プライマー、あるいは表面の微凹凸や多孔質を目止めし封じるシーラー剤を塗工しておいてもよい。易接着プライマー、あるいはシーラー剤としては、通常、イソシアネート、2液硬化ウレタン樹脂、エポキシ樹脂、アクリル樹脂、酢酸ビニル樹脂等の樹脂を塗工し形成する。
なお、被転写体の形状についても特に限定はなく、シート、フィルム、平板、曲面板、棒状板、立体物などいずれの形状にも適用できる。
【0041】
本発明の転写シートを樹脂含浸紙が貼付された木質系材料に転写する場合の加熱転写の温度は、180〜200℃程度である。より具体的には、転写シート1から転写層8を被転写体に転写する際に、接着剤層7を構成する接着剤を加熱熔融し、該接着剤を冷却固化させることによって転写層8を被転写体に接着し(初期接着)、その後、該接着剤を180〜200℃程度で溶融させ、硬化させて最終接着状態とするものである。
なお、基材2を剥離するタイミングは、転写圧の解除以降、基材2が剥離時応力で切断や塑性変形をしない程度に冷却し、接着剤層7が冷却や一部進行した硬化反応で固化し転写シート1が被転写体に固着した時点以降に行えばよい。
【0042】
転写の条件としては、加熱転写温度は上述のとおりであり、転写速度は1〜10m/分の範囲が好ましい。1m/分以上であると高い生産性が得られ、また10m/分以下であると良好な転写加工性が得られる。以上の観点から、転写速度は4〜8m/分の範囲がさらに好ましい。
【0043】
本発明の転写シートを用いた化粧板はドア材、浴室の壁材、ユニットバス壁材、ユニットバス内装材、厨房の壁財、AV機器、エアコンカバーなどとして用いることができるが、特に、上述のように、木質合板、木質単板、パーチクルボード、中密度繊維板(MDF)、高密度繊維板(HDF)等の木質系材料の一部を樹脂含浸紙で加工しているドア材などに最適である。
【実施例】
【0044】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
(評価方法)
MDF基板(大建工業(株)製「テクノウッド」、厚さ2mm)の周囲にDAP含浸紙(富士高分子(株)製「FLX−230BK」)を貼付した材料を用意した。この材料に実施例及び比較例で得られた化粧シートを、転写温度200℃、転写速度7m/分の条件で転写し、化粧板を製造した。このようにして製造した化粧板に関して、以下の項目について評価した。
【0045】
(1)マイクロクラックの有無
得られた化粧板について、80℃で2時間加熱し、−20℃で2時間冷却するサイクルを3回繰り返し、デジタルマイクロスコープ(HIROX社製「SH−4500」)を用いて50倍で観察し、微小なクラック(マイクロクラック)の有無を確認した。以下の基準で評価した。
○;マイクロクラックなし
△;若干のマイクロクラックあり
×;マイクロクラックあり
(2)密着性
得られた化粧板の剥離層に18mm幅のセロファンテープ(ニチバン(株)製「セロテープ」)を密着させた後に、45度の方向に剥離を1回行い、以下の基準で評価した。
○;剥離なし
△;若干剥離あり
×;剥離あり
(3)ブロッキング性
得られた化粧板を2枚重ね、49kPa(0.5kg/cm2)の圧力をかけて、40℃で3日間保管した。その後のブロッキング性を以下の基準で評価した。
○;良好
△;PETフィルムに転写シートがわずかに密着するが実用上問題なし。
×;PETフィルムに転写シートが密着する。
【0046】
実施例1
基材2として、PET(三菱ポリエステルフィルム(株)製「E−130」、1000mm幅)を用い、その片面にアクリル樹脂をバインダーとし、添加剤としてポリエステルを含有する樹脂組成物を塗工して剥離層3を設けた。剥離層3の厚さは2μmであった。
次いで、剥離層3上に3級アミノ基含有アクリル樹脂及びシリコーン系硬化剤を配合してなる2液硬化型の湿気硬化型シリコーンアクリル樹脂((株)昭和インク工業所製「耐SOL AC剤」)からなるプライマー層4を設けた。プライマー層4の厚さは2μmであった。
その上に、アクリルセルロースをバインダーとし、フタロシアニン、イソインドリノン、及びキナクリドンを主成分とする着色剤を用いて、木目模様の装飾層5をグラビア印刷にて形成した。装飾層5の厚さは2μmであった。
次に、装飾層5上に剥離層3を形成するのに用いたのと同様の2液硬化型アミノ基含有アクリル樹脂を用いてオーバープリント層6を設けた。オーバープリント層6の厚さは2μmであった。
次に、フィルムとした際の破断伸度(明細書本文中に記載した測定条件)が1100%であるウレタン樹脂とマレイン酸樹脂(軟化点130℃)の混合物(ウレタン樹脂/マレイン酸樹脂、マレイン酸樹脂の含有量;33.3質量%、(株)昭和インク工業所製)に、マット剤としてシリカを5.0質量%含有させた樹脂組成物を、上記オーバープリント層6の上にグラビアコーティングし、乾燥後の厚さが13μmとなるように接着剤層7を形成した。このようにして製造した転写シートを上記方法により評価した。結果を第1表に示す。
【0047】
実施例2
実施例1において、接着剤層7を構成するウレタン樹脂として、フィルムとした際の破断伸度が1400%であるものを用いたこと以外は実施例1と同様にして転写シートを得、同様に評価した。結果を第1表に示す。
【0048】
実施例3
実施例2において、マット剤であるシリカの含有量を3.2質量%としたこと以外は実施例1と同様にして転写シートを得、同様に評価した。結果を第1表に示す。
【0049】
比較例1
実施例1において、オーバープリント層6を設けなかったこと以外は、実施例1と同様にして転写シートを得た。実施例1と同様に評価した結果を第1表に示す。
【0050】
【表1】

【産業上の利用可能性】
【0051】
本発明の転写シートによれば、木質系材料と樹脂含浸紙のいずれにも接着性よく転写することができ、かつ高い意匠性を有する化粧板を製造することができる。従って、木質合板、木質単板、パーチクルボード、中密度繊維板(MDF)、高密度繊維板(HDF)等の木質系材料の一部をDAP樹脂含浸紙などの樹脂含浸紙で加工しているドア材などに好適に用いることができ、木質系材料及び樹脂含浸紙のいずれにも高い接着性で転写することができる。
また、本発明の転写シートは、製造過程において、溶媒として芳香族系溶媒を用いることなく製造することができ、環境性能の高い転写シートである。
【図面の簡単な説明】
【0052】
【図1】本発明の転写シートの一例の断面を示す模式図である。
【符号の説明】
【0053】
1.転写シート
2.基材
3.剥離層
4.プライマー層
5.装飾層
6.オーバープリント層
7.接着剤層
8.転写層
【技術分野】
【0001】
本発明は転写シートに関し、特に、樹脂含浸紙と木質基材の両方を有する基板に接着性よく転写することができ、意匠性の高い化粧板を製造し得る転写シートに関する。
【背景技術】
【0002】
従来、化粧板等の各種転写製品を、転写シートを用いて被転写基材に装飾層を含む転写層を転写して製造することが広く行われている。また、被転写基材への転写層の接着には熱融着型接着剤を用いることが多い(例えば特許文献1参照)。
そして、転写層で用いる接着剤については、転写する被転写体の種類に応じて適宜選択される。例えば、被転写体がポリエチレンなどの樹脂フィルムの場合には、ウレタン系樹脂を主成分とした接着剤が用いられ、MDF(中密度圧縮合板)、HDF(高密度圧縮合板)などの木質系材料には、ポリアミド系接着剤や塩化ビニル・酢酸ビニル共重合体などの接着剤が適当である。
【0003】
ところで、ドア材などはMDFボードなどの木質系材料で作られているが、そのエッジ部分に樹脂含浸紙を用い、かつ意匠性を向上させるためにR部分を作成することが試みられている。こうしたドア材などに転写箔を用いて装飾を施す場合には、木質系材料の部分に加えて、樹脂含浸紙の部分にも転写箔が転写される。しかしながら、樹脂含浸紙はポーラスであり、かつ、樹脂成分が存在するため、転写シートと被転写体を接着し、接着剤層を構成する樹脂組成物が樹脂含浸紙に浸透する際に、接着剤層の樹脂成分と樹脂含浸紙の樹脂成分との相性が悪く、十分な接着性が得られない場合があった。また、転写シートを転写した後に、表面に微小なクラック(マイクロクラック)が発生するといった問題があった。
【0004】
一方、転写シートなどの化粧材を構成する各層は、通常、樹脂材料をトルエンやキシレンなどの芳香族系溶媒に溶解し、これを塗布・乾燥して作製されるが、近年の環境問題により、これらの芳香族系溶媒を使用しないことが要望されている。
【0005】
【特許文献1】特公昭60−59876号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は上記問題点に鑑み、MDFボードなどの木質系材料とそのエッジ部分などを構成する樹脂含浸紙のいずれにも接着性よく転写することができかつ高い意匠性を有する化粧板を製造し得る転写シートを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、基材に、少なくとも剥離層、装飾層、オーバープリント層及び接着剤層を含む転写層を積層した転写シートであって、オーバープリント層を接着剤層と接触させ、かつ接着剤層にウレタン系樹脂と特定量のマレイン酸樹脂を含有させることによって、上記課題を解決し得ることを見出した。本発明は、かかる知見に基づいて完成したものである。
【0008】
すなわち、本発明は、
(1)基材に少なくとも剥離層、装飾層、オーバープリント層及び接着剤層を含む転写層を積層した転写シートであって、オーバープリント層は接着剤層と接触し、接着剤層はウレタン系樹脂とマレイン酸樹脂を含有し、かつ、接着剤層中のマレイン酸樹脂の含有量が20〜40質量%である転写シート、
(2)前記各層のいずれにも芳香族系溶媒を含有しない上記(1)に記載の転写シート、
(3)前記ウレタン系樹脂の、JIS K7127に準拠した引張試験によって測定した破断伸度が900〜1400%である上記(1)又は(2)に記載の転写シート、
(4)前記ウレタン系樹脂がブロッキング防止剤を0.1〜5質量%含有する上記(1)〜(3)のいずれかに記載の転写シート、
(5)前記マレイン酸樹脂の軟化点が120〜185℃である上記(1)〜(4)のいずれかに記載の転写シート、
(6)剥離層と装飾層の間にプライマー層を有する上記(1)〜(5)のいずれかに記載の転写シート、及び
(7)被転写面が樹脂含浸紙と木質基材の両方を有する基板用である上記(1)〜(6)のいずれかに記載の転写シート、
を提供するものである。
【発明の効果】
【0009】
本発明によれば、木質系材料と樹脂含浸紙のいずれにも接着性よく転写することができ、かつ高い意匠性を有する化粧板を製造し得る転写シートを提供することができる。また、本発明の転写シートは、製造過程において、溶媒として芳香族系溶媒を用いることなく製造することができ、環境性能の高い転写シートである。
【発明を実施するための最良の形態】
【0010】
本発明は、基材に、少なくとも剥離層、装飾層、オーバープリント層及び接着剤層を含む転写層を積層した転写シートであって、オーバープリント層は接着剤層と接触し、接着剤層はウレタン系樹脂とマレイン酸樹脂を含有する転写シートである。
以下、図1を用いて本発明の転写シートについて詳細に説明する。
【0011】
図1は本発明の転写シートの断面を示す模式図である。図1に例示される転写シート1は、基材2と、剥離層3、プライマー層4、装飾層5、オーバープリント層6、及び接着剤層7を含む転写層8から構成される。
基材2は、転写層8と離型性が有り、また被転写面に凹凸が有る場合は該凹凸への形状追従性があるものであれば、従来公知のものでよく特に制限はない。従って、被転写面が平面又は二次元的凹凸表面で転写シートが伸ばされない場合には、一般的な2軸延伸ポリエチレンテレフタレートフィルム(シート)、又は延伸性が無い紙等を用いることができる。
また、被転写面が三次元的凹凸表面で転写シートが伸ばされる場合には、少なくとも転写時には延伸性の有る基材を用いることが肝要である。延伸性のある基材としては、例えば熱可塑性樹脂を用いることができ、具体的には、ポリプロピレン、ポリエチレン、ポリメチルペンテン、エチレン−プロピレン−ブテン3元共重合体、オレフィン系熱可塑性エラストマー等のオレフィン樹脂;エチレンテレフタレートイソフタレート共重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等の熱可塑性ポリエステル樹脂;塩化ビニル樹脂;ポリアミド樹脂;ウレタン系熱可塑性エラストマー等のエラストマー等が挙げられる。
基材2は上述の材料からなるフィルム又はシートを単層で用いてもよいし、又は異種材料からなる積層体として用いてもよい。
基材2の厚さとしては特に限定されないが、通常は20〜200μm程度である。
【0012】
基材2は必要に応じ、その転写層側に転写層との剥離性を向上させるため、離型層を設けてもよい(図示せず)。この離型層は基材2を剥離する際に基材2と共に転写層から剥離除去される。離型層としては、例えば、アクリル樹脂、ブチラール樹脂、塩化ビニル樹脂、シリコーン樹脂、メラミン樹脂、ポリアミド樹脂、ウレタン樹脂、ポリオレフィン樹脂、ワックス等の単体又はこれらを含む混合物が用いられる。
また、剥離性を調整するために、基材2の転写層側の面に、コーティング処理、コロナ放電処理、オゾン処理などの表面処理を行ってもよい。
【0013】
また、基材2の転写層に接する側の面に、凹凸模様を設ければ、転写後の転写層表面に砂目、梨地、木目等の凹凸模様を賦形できる。凹凸模様は、エンボス加工、サンドブラスト、賦形層(離型層を兼用もできる)の盛り上げ印刷加工等の公知の方法で形成することができる。
さらには、基材2の転写層に接する面の反対側に、ごみの付着防止の目的で静電気防止層を設けることができる。静電気防止層としては、非イオン界面活性剤及び/又はカチオン界面活性剤を配合した水溶液などを用いることができる。
【0014】
本発明の転写シートにおける転写層8は、少なくとも、剥離層3、装飾層5、オーバープリント層6及び接着剤層7を含有し、所望に応じて、剥離層3と装飾層5の間にプライマー層4が設けられる。
剥離層3は基材2又は基材2に設けられた離型層と装飾層5との間の剥離性を調整するため、また、転写後の装飾層5の表面保護のために設けられる層である。
剥離層3としては、アクリル樹脂、塩化ビニル樹脂、ウレタン樹脂、塩化ビニル−酢酸ビニル共重合体、ブチラール樹脂、セルロース系樹脂等を単独で或いは2種以上混合したもの、及び電子線硬化性樹脂や紫外線硬化性樹脂を架橋硬化したものを用いることが好ましい。この場合、摩耗性、透明性を考慮すると、アクリル樹脂が好ましい。
【0015】
転写後に剥離層3に表面滑性を出現させるため、添加剤として、ポリエチレンワックス、テフロンワックス、カルナバワックス、パラフィンワックス等を添加することが好ましい。また、外装用途や太陽光にさらされる部位に使用される場合には、ベンゾトリアゾール系、ベンゾフェノン系、サリチル酸系紫外線吸収剤やヒンダードアミン系ラジカル捕捉剤等の光安定剤、フェノール系酸化防止剤や熱安定剤等を添加することが好ましい。
【0016】
剥離層3の厚さとしては特に限定されないが、通常は1〜20μm程度である。
また、剥離層3は、グラビア印刷、ロールコート、スクリーン印刷、オフセット印刷等の公知の手法により積層される。なお、本発明では剥離層3を構成する樹脂を基材2に塗布するに際し、溶媒としてトルエン、キシレン等の芳香族系溶媒を使用しないことが好ましい。
【0017】
次に、プライマー層4は、所望により、剥離層3と装飾層5の間に設けられる層であって、装飾層を保護する役割及び剥離層と装飾層の接着性を高める役割を担うものである。プライマー層4としては、アミノ基含有アクリル樹脂を用いることが好ましい。また、転写後の装飾層5の表面保護を考慮すると、シリコーン系化合物を硬化剤として用いる、2液型のシリコーン・アミノ基含有アクリル樹脂がより好ましい。
【0018】
アミノ基含有アクリル樹脂としては、3級アミノ基含有アクリル樹脂が好ましい。3級アミノ基含有アクリル樹脂とはジアルキルアミノ基を側鎖に有するアクリル樹脂であり、通常、3級アミノ基含有ラジカル重合性モノマーと、他のラジカル重合性モノマーとのモノマー組成物のラジカル共重合によって得ることができるものである。
【0019】
3級アミノ基含有ラジカル重合性モノマーとしては、2−ジメチルアミノエチル(メタ)アクリレート、2−ジエチルアミノエチル(メタ)アクリレ−ト、3−ジメチルアミノプロピル(メタ)アクリレート、3−ジエチルアミノプロピル(メタ)アクリレート、N−〔2−(メタ)アクリロイルオキシエチル〕ピペリジン、N−〔2−(メタ)アクリロイルオキシエチル〕ピロリジン、N−〔2−(メタ)アクリロイルオキシエチル〕モルホリンなどの(メタ)アクリル酸エステル系モノマー;4−(N,N−ジメチルアミノ)スチレン、4−(N,N−ジエチルアミノ)スチレン、4−ビニルピリジンなどの芳香族系モノマー;N−〔2−ジメチルアミノエチル〕(メタ)アクリルアミド、N−〔3−ジメチルアミノプロピル〕(メタ)アクリルアミド等の(メタ)アクリルアミド系モノマー;2−ジメチルアミノエチルビニルエーテル、2−ジエチルアミノエチルビニルエーテル、3−ジメチルアミノプロピルビニルエーテル、3−ジエチルアミノプロピルビニルエーテル、4−ジメチルアミノブチルビニルエーテル、6−ジメチルアミノヘキシルビニルエーテル等のビニルエーテル系モノマーなどを挙げることができる。
【0020】
上記3級アミノ基含有ラジカル重合性モノマーと共重合反応させる他のラジカル重合性モノマーとしては特に限定されず、(メタ)アクリル酸、マレイン酸、イタコン酸等のカルボン酸基含有モノマー;グリシジル(メタ)アクリレート等のエポキシ基含有モノマー;その他、メチル(メタ)アクリレート、エチル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、スチレン、ビニルトルエン、酢酸ビニル、α−メチルスチレン等を挙げることができる。なお、これらは、単独で用いてもよく、2種以上を併用してもよい。また、上記3級アミノ基含有アクリル樹脂の重合方法は特に限定されず、公知の方法によって行うことができる。
【0021】
硬化剤として用いるシリコーン系化合物としては、1分子中に1個以上のエポキシ基、あるいはトリアルコキシシリル基を有する化合物が好ましく、さらには、1分子中にエポキシ基とトリアルコキシシリル基をそれぞれ1個以上有する化合物が好ましい。アルコキシ基の例としては、メトキシ基、エトキシ基、n−プロポキシ基、i−プロポキシ基などの低級アルコキシ基などが好ましい。
【0022】
プライマー層4の厚さとしては特に限定されないが、通常は1〜10μm程度である。
なお、プライマー層4は、剥離層3と同様の方法で積層することができ、また、溶媒としては同様に芳香族系溶媒を用いないことが好ましい。
【0023】
次に装飾層5は被転写体に装飾性を与えるものであり、種々の模様をインキと印刷機を使用して剥離層3又はプライマー層4の上に印刷することにより形成される。印刷方法としては特に限定されず、例えば、グラビア印刷、オフセット印刷、スクリーン印刷等公知の方法で行うことができる。なお、ここでも溶媒としては芳香族系溶媒を用いないことが好ましい。また、装飾層5の厚さとしては特に限定されないが、通常は1〜10μm程度である。
模様としては、木目模様、大理石模様(例えばトラバーチン大理石模様)等の岩石の表面を模した石目模様、布目や布状の模様を模した布地模様、タイル貼模様、煉瓦積模様等があり、これらを複合した寄木、パッチワーク等の模様もある。これらの模様は通常の黄色、赤色、青色、および黒色のプロセスカラーによる多色印刷によって形成される他、模様を構成する個々の色の版を用意して行う特色による多色印刷等によっても形成される。
また、印刷は部分印刷でもベタ印刷でもよく、部分印刷とベタ印刷の両方を行ってもよい。また、剥離層へのエンボス加工等による凹凸模様であってもよい。
【0024】
装飾層5に用いるインキとしては、バインダーに顔料、染料などの着色剤、体質顔料、溶剤、安定剤、可塑剤、触媒、硬化剤などを適宜混合したものが使用される。該バインダーとしては特に制限はなく、例えば、ポリウレタン系樹脂、塩化ビニル/酢酸ビニル系共重合体樹脂、塩化ビニル/酢酸ビニル/アクリル系共重合体樹脂、塩素化ポリプロピレン系樹脂、アクリル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ブチラール系樹脂、ポリスチレン系樹脂、ニトロセルロース系樹脂、酢酸セルロース系樹脂などの中から任意のものが、1種単独で又は2種以上を混合して用いられる。
着色剤としては、カーボンブラック(墨)、鉄黒、チタン白、アンチモン白、黄鉛、チタン黄、弁柄、群青、コバルトブルー等の無機顔料、キナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー等の有機顔料又は染料、アルミニウム、真鍮等の鱗片状箔片からなる金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛等の鱗片状箔片からなる真珠光沢(パール)顔料等が用いられる。
【0025】
次に、オーバープリント層6は接着剤層と接触し、後に詳述する接着剤層7と装飾層5との密着性を良好にするとともに、転写シートを被転写体に転写する過程で、装飾層等を構成する樹脂組成物が樹脂含浸紙に浸透しないようにする、いわゆる目止め層としての働きをも有する。このような目止め効果を有することから、オーバープリント層6を設けることによって、転写シートを転写した化粧板表面の微小なクラック(マイクロクラック)を抑制することができる。
オーバープリント層6を構成する成分としては、目止め層としての効果を有するものであれば特に制限はなく、例えば、1液硬化型ウレタン樹脂、2液硬化型ウレタン樹脂、エポキシ樹脂、アクリル樹脂、酢酸ビニル樹脂等が例示される。1液硬化型ウレタン樹脂及び2液硬化型ウレタン樹脂としては、後に詳述する接着剤層7を構成する転写用接着剤として用いられるものと同様のものを用いることができる。
また、アクリル樹脂としては、前述のプライマー層4に用いられるアミノ基含有アクリル樹脂、シリコーン系化合物を硬化剤として用いる、2液型のシリコーン・アミノ基含有アクリル樹脂などが好適に用いられる。
なお、オーバープリント層6は、剥離層3と同様の方法で積層することができ、また、溶媒としては同様に芳香族系溶媒を用いないことが好ましい。
【0026】
本発明の転写シートにおける、接着剤層7を構成する転写用接着剤としてはウレタン系樹脂とマレイン酸樹脂を含有する。
ウレタン系樹脂としては、2液硬化型ウレタン樹脂、又は1液硬化型ウレタン樹脂等が使用できる。
2液硬化型ウレタン樹脂は、ポリオールを主剤とし、イソシアネートを架橋剤(硬化剤)とするウレタン樹脂である。ポリオールとしては、分子中に2個以上の水酸基を有するもので、例えばポリエチレングリコール、ポリプロピレングリコール、アクリルポリオール、ポリエステルポリオール、ポリエーテルポリオール、ポリカーボネートポリオール、ポリウレタンポリオール等が用いられる。また、イソシアネートとしては、分子中に2個以上のイソシアネート基を有する多価イソシアネートが用いられる。例えば、2,4−トリレンジイソシアネート、キシレンジイソシアネート、4,4′−ジフェニルメタンジイソシアネート等の芳香族イソシアネート、あるいは、1,6−ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネート、水素添加ジフェニルメタンジイソシアネート等の脂肪族(乃至は脂環式)イソシアネート、さらには上記各種イソシアネートの付加体、又は多量体を用いることもできる。例えば、トリレンジイソシアネートの付加体、トリレンジイソシアネート3量体(trimer)等がある。
【0027】
また、上記イソシアネートをブロック化したブロックイソシアネートとして用い、転写時の熱により、ブロックを解除して反応を開始させるようにしてもよい。ブロックイソシアネートは、上記イソシアネートを、アルコール類、フェノール類、アミン類等のブロック剤と一時的に反応させ、イソシアネート基の反応性を阻止(ブロック)した化合物である。通常、ブロック剤の解離温度を適度な温度領域まで低下させる為に、解離触媒として、金属石鹸、アミン類等の公知のものを用いる。
【0028】
また、上記1液硬化型ウレタン樹脂は、分子末端にイソシアネート基を有するプレポリマーを必須成分とする組成物である。前記プレポリマーは、通常は分子両末端に各々イソシアネート基を1個以上有するポリイソシアネートプレポリマーであり、常温で固体の熱可塑性樹脂の状態にあるものである。イソシアネート基同士が空気中の水分により反応して鎖延長反応を起こして、その結果、分子鎖中に尿素結合を有する反応物を生じて、この尿素結合に更に分子末端のイソシアネート基が反応して、ビウレット結合を起こして分岐し、架橋反応を起こす。分子末端にイソシアネート基を有するプレポリマーの分子鎖の骨格構造は任意であるが、具体的には、ウレタン結合を有するポリウレタン骨格、エステル結合を有するポリエステル骨格、ポリブタジエン骨格等である。適宜これら1種又は2種以上の骨格構造を採用する。なお、分子鎖中にウレタン結合がある場合は、このウレタン結合とも末端イソシアネート基が反応して、アロファネート結合を生じて、このアロファネート結合によっても架橋反応を起こす。
【0029】
本発明で使用するウレタン系樹脂は、幅6mm、厚さ0.7mmのフィルムとし、JIS K7127に準拠した引張試験(引張速度45mm/分)において、破断伸度が900〜1400%の範囲であることが好ましい。破断伸度が900%以上であると、ポーラスな樹脂含浸紙に対しても浸透性を抑制することができ、一方、1400%以下であるとマイクロクラックが発生しない。以上の点から、破断伸度はさらに1200〜1400%であることがより好ましい。
【0030】
また、本発明で使用するウレタン系樹脂は、粘着性(タック性)を有するものを選択することが好ましい。粘着性を有するものを選択することで、木質系材料と樹脂含浸紙のいずれにも良好に接着し得る転写用接着剤が設計しやすくなる。
但し、この粘着性がウレタン系樹脂のハンドリングを悪くするので、これを防止することを目的にブロッキング防止剤を含有させることが好ましい。
【0031】
上記ブロッキング防止剤としては通常化粧シート等に用いられるものであれば特に限定されるものではなく、例えば、シリカ、アルミナ、水酸化アルミニウム、硫酸バリウム、タルク、炭酸カルシウム等の透明性の高い無機粒子が好適に用いられる。
ブロッキング防止剤の粒径としては、効果の点から通常0.1〜5μm程度が好ましく、さらには0.5〜3μmの範囲が好ましい。
ブロッキング防止剤の含有量としては、ウレタン系樹脂中に0.1〜5質量%の範囲で含有されることが好ましい。0.1質量%以上であると粘着性を十分に抑制することができ、好適なハンドリング性が得られる。一方、5質量%以下であると、ブロッキングを抑制することができる。
【0032】
次に、接着剤層7を構成する転写用接着剤に含有するマレイン酸樹脂は無水マレイン酸又はマレイン酸エステルと他のモノマーを共重合させて得られるコポリマーである。無水マレイン酸と共重合させるモノマーは、共重合可能なモノマーであればいずれを用いてもよく、多種併用してもよい。
特に有用なモノマーとしてはスチレン、イソブチレン、(メタ)アクリル酸アルキルエステル、ベンジル(メタ)アクリレート等が挙げられる。
無水マレイン酸と、これに共重合させるモノマーの割合は、無水マレイン酸1molに対し、共重合させるモノマーの合計が1〜5molの範囲であることが好ましく、さらには1〜3molの範囲が好ましい。無水マレイン酸と、これに共重合させるモノマーは、酢酸エステル、ジオキサンなどの重合を阻害しない有機溶剤(非芳香族系溶媒が好ましい)に溶解させ、アゾビスイソブチロニトリル、ベンゾイルパーオキサイド、ラウロイルパーオキサイドなどのラジカル発生剤を、無水マレイン酸と、これに共重合させるモノマーの合計100質量部に対して、通常0.1〜5質量部、好ましくは0.5〜2質量部の範囲で加え、70℃〜150℃の温度範囲で、2〜10時間反応させることにより共重合体が得られる。
マレイン酸樹脂の平均分子量としては2000〜50000の範囲が好ましく、さらには5000〜30000の範囲が好ましい。
【0033】
また、本発明におけるマレイン酸樹脂にはロジン変性マレイン酸樹脂も包含される。ロジン変性マレイン酸樹脂は、ロジンと無水マレイン酸から三塩基酸の付加物を作り、多価アルコ−ルでエステル化したものである。無水マレイン酸の付加量、多価アルコ−ルの種類、エステル化度の違いで軟化点、溶解性など種々の異なった性質のものが得られる。
【0034】
上記マレイン酸樹脂の軟化点は120〜185℃が好ましい。軟化点が120℃以上であると、より低温で転写することができ、軟化点が185℃以下であると、ブロッキングが抑制できる。以上の観点から軟化点はさらに120〜150℃の範囲が好ましい。また、酸価は100〜300の範囲が好ましく、さらには150〜300の範囲が好ましい。
【0035】
転写用接着剤中のマレイン酸樹脂の含有量は、固形分換算で20〜40質量%の範囲であることが好ましい。マレイン樹脂の含有量がこの範囲であると、木質系材料と樹脂含浸紙のいずれにも良好に接着し得る。以上の点から、さらにマレイン酸樹脂の含有量は25〜35質量%の範囲が好ましい。
【0036】
上記転写用接着剤には、各種添加剤を配合することができる。添加剤としては、例えば、耐摩耗性向上剤、赤外線吸収剤、帯電防止剤、レベリング剤、チクソ性付与剤、充填剤、溶剤、着色剤、耐候性向上剤、抗菌剤などが挙げられる。
【0037】
耐摩耗性向上剤としては、例えば無機物ではα−アルミナ、シリカ、カオリナイト、酸化鉄、ダイヤモンド、炭化ケイ素等の微粒子が挙げられる。該微粒子の形状は、球、楕円体、多面体、鱗片形等が挙げられ、特に制限はないが、球状が好ましい。有機物では架橋アクリル樹脂、ポリカーボネート樹脂等の合成樹脂ビーズが挙げられる。粒径は、通常膜厚の30〜200%程度とする。これらの中でも球状のα−アルミナは、硬度が高く、耐摩耗性の向上に対する効果が大きいこと、また、球状の微粒子を比較的得やすい点で特に好ましいものである。
赤外線吸収剤としては、例えば、ジチオール系金属錯体、フタロシアニン系化合物、ジインモニウム化合物等が用いられる。
充填剤としては、例えば硫酸バリウム、タルク、クレー、炭酸カルシウム、水酸化アルミニウムなどが用いられる。
着色剤としては、例えばキナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー、フタロシアニングリーン、酸化チタン、カーボンブラックなどの公知の着色用顔料などが用いられる。
【0038】
接着剤層7は上記にて詳述した接着剤を塗工して形成する。接着剤層の厚さとしては、被転写体への接着性が得られれば特に制限はないが、通常1〜50μmの範囲である。特に、木質材料と樹脂含浸紙に同時に接着することを考慮すると、接着剤層7の膜厚は5〜30μmの範囲が好ましく、さらには10〜20μmの範囲が好ましい。
接着剤層7の塗工方法については特に制限はなく、通常用いられる、グラビア印刷、スプレーコート、フローコート等の方法を用いることができる。なお、本発明の接着剤層を構成する樹脂組成物は、塗工に際し、芳香族系溶媒を使用することなく塗工することができる点が特徴である。
【0039】
本発明の転写シートは、樹脂含浸紙が貼付された木質系材料に用いた場合に、樹脂含浸紙と木質系材料のいずれにも良好に接着させることができる。すなわち、本発明の転写シートは、被転写体が樹脂含浸紙と木質基材の両方を有する基板用として極めて有効である。
ここで、樹脂含浸紙とは、繊維質基材に樹脂を含浸したものである。繊維質基材としては紙が代表的であるが、この他、不織布、或いはこれらの積層体等でもよい。紙としては、例えば、薄葉紙、クラフト紙、上質紙、リンター紙、バライタ紙、硫酸紙、和紙等が使用される。また、不織布としては、例えば、ポリエステル樹脂、アクリル樹脂、ナイロン、ビニロン、硝子等の繊維からなる不織布が使用される。紙や不織布の坪量は、通常20〜100g/m2程度である。そしてこれらの繊維質基材に対して、アクリル樹脂、スチレンブタジエンゴム、メラミン樹脂、ウレタン樹脂、フタル酸ジアリル樹脂(DAP樹脂)などを添加(抄造後樹脂含浸、又は抄造時に内填)することで樹脂含浸紙となる。これらのうち、密着性の点から、DAP樹脂が好ましい。樹脂の含浸率{=〔(含浸後の坪量−含浸前の坪量)/含浸前の坪量〕×100〔%〕}については、曲加工適性の面から、30〜100%程度が好ましい。
また、木質系材料としては、木質合板、木質単板、パーチクルボード、中密度繊維板(MDF)、高密度繊維板(HDF)等の木質系材料が挙げられる。
【0040】
上記被転写体の表面には、予め、接着剤層との接着を補助するための易接着プライマー、あるいは表面の微凹凸や多孔質を目止めし封じるシーラー剤を塗工しておいてもよい。易接着プライマー、あるいはシーラー剤としては、通常、イソシアネート、2液硬化ウレタン樹脂、エポキシ樹脂、アクリル樹脂、酢酸ビニル樹脂等の樹脂を塗工し形成する。
なお、被転写体の形状についても特に限定はなく、シート、フィルム、平板、曲面板、棒状板、立体物などいずれの形状にも適用できる。
【0041】
本発明の転写シートを樹脂含浸紙が貼付された木質系材料に転写する場合の加熱転写の温度は、180〜200℃程度である。より具体的には、転写シート1から転写層8を被転写体に転写する際に、接着剤層7を構成する接着剤を加熱熔融し、該接着剤を冷却固化させることによって転写層8を被転写体に接着し(初期接着)、その後、該接着剤を180〜200℃程度で溶融させ、硬化させて最終接着状態とするものである。
なお、基材2を剥離するタイミングは、転写圧の解除以降、基材2が剥離時応力で切断や塑性変形をしない程度に冷却し、接着剤層7が冷却や一部進行した硬化反応で固化し転写シート1が被転写体に固着した時点以降に行えばよい。
【0042】
転写の条件としては、加熱転写温度は上述のとおりであり、転写速度は1〜10m/分の範囲が好ましい。1m/分以上であると高い生産性が得られ、また10m/分以下であると良好な転写加工性が得られる。以上の観点から、転写速度は4〜8m/分の範囲がさらに好ましい。
【0043】
本発明の転写シートを用いた化粧板はドア材、浴室の壁材、ユニットバス壁材、ユニットバス内装材、厨房の壁財、AV機器、エアコンカバーなどとして用いることができるが、特に、上述のように、木質合板、木質単板、パーチクルボード、中密度繊維板(MDF)、高密度繊維板(HDF)等の木質系材料の一部を樹脂含浸紙で加工しているドア材などに最適である。
【実施例】
【0044】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
(評価方法)
MDF基板(大建工業(株)製「テクノウッド」、厚さ2mm)の周囲にDAP含浸紙(富士高分子(株)製「FLX−230BK」)を貼付した材料を用意した。この材料に実施例及び比較例で得られた化粧シートを、転写温度200℃、転写速度7m/分の条件で転写し、化粧板を製造した。このようにして製造した化粧板に関して、以下の項目について評価した。
【0045】
(1)マイクロクラックの有無
得られた化粧板について、80℃で2時間加熱し、−20℃で2時間冷却するサイクルを3回繰り返し、デジタルマイクロスコープ(HIROX社製「SH−4500」)を用いて50倍で観察し、微小なクラック(マイクロクラック)の有無を確認した。以下の基準で評価した。
○;マイクロクラックなし
△;若干のマイクロクラックあり
×;マイクロクラックあり
(2)密着性
得られた化粧板の剥離層に18mm幅のセロファンテープ(ニチバン(株)製「セロテープ」)を密着させた後に、45度の方向に剥離を1回行い、以下の基準で評価した。
○;剥離なし
△;若干剥離あり
×;剥離あり
(3)ブロッキング性
得られた化粧板を2枚重ね、49kPa(0.5kg/cm2)の圧力をかけて、40℃で3日間保管した。その後のブロッキング性を以下の基準で評価した。
○;良好
△;PETフィルムに転写シートがわずかに密着するが実用上問題なし。
×;PETフィルムに転写シートが密着する。
【0046】
実施例1
基材2として、PET(三菱ポリエステルフィルム(株)製「E−130」、1000mm幅)を用い、その片面にアクリル樹脂をバインダーとし、添加剤としてポリエステルを含有する樹脂組成物を塗工して剥離層3を設けた。剥離層3の厚さは2μmであった。
次いで、剥離層3上に3級アミノ基含有アクリル樹脂及びシリコーン系硬化剤を配合してなる2液硬化型の湿気硬化型シリコーンアクリル樹脂((株)昭和インク工業所製「耐SOL AC剤」)からなるプライマー層4を設けた。プライマー層4の厚さは2μmであった。
その上に、アクリルセルロースをバインダーとし、フタロシアニン、イソインドリノン、及びキナクリドンを主成分とする着色剤を用いて、木目模様の装飾層5をグラビア印刷にて形成した。装飾層5の厚さは2μmであった。
次に、装飾層5上に剥離層3を形成するのに用いたのと同様の2液硬化型アミノ基含有アクリル樹脂を用いてオーバープリント層6を設けた。オーバープリント層6の厚さは2μmであった。
次に、フィルムとした際の破断伸度(明細書本文中に記載した測定条件)が1100%であるウレタン樹脂とマレイン酸樹脂(軟化点130℃)の混合物(ウレタン樹脂/マレイン酸樹脂、マレイン酸樹脂の含有量;33.3質量%、(株)昭和インク工業所製)に、マット剤としてシリカを5.0質量%含有させた樹脂組成物を、上記オーバープリント層6の上にグラビアコーティングし、乾燥後の厚さが13μmとなるように接着剤層7を形成した。このようにして製造した転写シートを上記方法により評価した。結果を第1表に示す。
【0047】
実施例2
実施例1において、接着剤層7を構成するウレタン樹脂として、フィルムとした際の破断伸度が1400%であるものを用いたこと以外は実施例1と同様にして転写シートを得、同様に評価した。結果を第1表に示す。
【0048】
実施例3
実施例2において、マット剤であるシリカの含有量を3.2質量%としたこと以外は実施例1と同様にして転写シートを得、同様に評価した。結果を第1表に示す。
【0049】
比較例1
実施例1において、オーバープリント層6を設けなかったこと以外は、実施例1と同様にして転写シートを得た。実施例1と同様に評価した結果を第1表に示す。
【0050】
【表1】
【産業上の利用可能性】
【0051】
本発明の転写シートによれば、木質系材料と樹脂含浸紙のいずれにも接着性よく転写することができ、かつ高い意匠性を有する化粧板を製造することができる。従って、木質合板、木質単板、パーチクルボード、中密度繊維板(MDF)、高密度繊維板(HDF)等の木質系材料の一部をDAP樹脂含浸紙などの樹脂含浸紙で加工しているドア材などに好適に用いることができ、木質系材料及び樹脂含浸紙のいずれにも高い接着性で転写することができる。
また、本発明の転写シートは、製造過程において、溶媒として芳香族系溶媒を用いることなく製造することができ、環境性能の高い転写シートである。
【図面の簡単な説明】
【0052】
【図1】本発明の転写シートの一例の断面を示す模式図である。
【符号の説明】
【0053】
1.転写シート
2.基材
3.剥離層
4.プライマー層
5.装飾層
6.オーバープリント層
7.接着剤層
8.転写層
【特許請求の範囲】
【請求項1】
基材に、少なくとも剥離層、装飾層、オーバープリント層及び接着剤層を含む転写層を積層した転写シートであって、オーバープリント層は接着剤層と接触し、接着剤層はウレタン系樹脂とマレイン酸樹脂を含有し、かつ、接着剤層中のマレイン酸樹脂の含有量が20〜40質量%である転写シート。
【請求項2】
前記各層のいずれにも芳香族系溶媒を含有しない請求項1に記載の転写シート。
【請求項3】
前記ウレタン系樹脂の、JIS K7127に準拠した引張試験によって測定した破断伸度が900〜1400%である請求項1又は2に記載の転写シート。
【請求項4】
前記ウレタン系樹脂がブロッキング防止剤を0.1〜5質量%含有する請求項1〜3のいずれかに記載の転写シート。
【請求項5】
前記マレイン酸樹脂の軟化点が120〜185℃である請求項1〜4のいずれかに記載の転写シート。
【請求項6】
剥離層と装飾層の間にプライマー層を有する請求項1〜5のいずれかに記載の転写シート。
【請求項7】
被転写面が樹脂含浸紙と木質基材の両方を有する基板用である請求項1〜6のいずれかに記載の転写シート。
【請求項1】
基材に、少なくとも剥離層、装飾層、オーバープリント層及び接着剤層を含む転写層を積層した転写シートであって、オーバープリント層は接着剤層と接触し、接着剤層はウレタン系樹脂とマレイン酸樹脂を含有し、かつ、接着剤層中のマレイン酸樹脂の含有量が20〜40質量%である転写シート。
【請求項2】
前記各層のいずれにも芳香族系溶媒を含有しない請求項1に記載の転写シート。
【請求項3】
前記ウレタン系樹脂の、JIS K7127に準拠した引張試験によって測定した破断伸度が900〜1400%である請求項1又は2に記載の転写シート。
【請求項4】
前記ウレタン系樹脂がブロッキング防止剤を0.1〜5質量%含有する請求項1〜3のいずれかに記載の転写シート。
【請求項5】
前記マレイン酸樹脂の軟化点が120〜185℃である請求項1〜4のいずれかに記載の転写シート。
【請求項6】
剥離層と装飾層の間にプライマー層を有する請求項1〜5のいずれかに記載の転写シート。
【請求項7】
被転写面が樹脂含浸紙と木質基材の両方を有する基板用である請求項1〜6のいずれかに記載の転写シート。
【図1】

【公開番号】特開2009−29076(P2009−29076A)
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願番号】特願2007−197660(P2007−197660)
【出願日】平成19年7月30日(2007.7.30)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願日】平成19年7月30日(2007.7.30)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]