
転写媒体の製造方法、これに用いられるインクと接着液とのセット、及び転写媒体
【課題】着色層を形成するためのインク及び接着層を形成するための接着液をインクジェットヘッドから吐出する際の吐出安定性に優れ、着色層のパターンを高解像度で得ることができ、転写性に優れ、かつ、転写後の接着性に優れた転写媒体の製造方法、並びに当該製造方法により得られる転写媒体を提供する。
【解決手段】インクジェットヘッドから樹脂を含有するインクを吐出し基材上に付着させるインク付着工程と、前記基材に付着した前記インクに含まれる液体成分の少なくとも一部を蒸発させる蒸発工程と、前記基材における、前記液体成分の少なくとも一部が蒸発した前記インクが付着した面上に、インクジェットヘッドから樹脂を含有する接着液を吐出し付着させる接着液付着工程と、を含み、前記インク中の前記樹脂の含有割合が前記接着液中の前記樹脂の含有割合よりも少ない、転写媒体の製造方法である。
【解決手段】インクジェットヘッドから樹脂を含有するインクを吐出し基材上に付着させるインク付着工程と、前記基材に付着した前記インクに含まれる液体成分の少なくとも一部を蒸発させる蒸発工程と、前記基材における、前記液体成分の少なくとも一部が蒸発した前記インクが付着した面上に、インクジェットヘッドから樹脂を含有する接着液を吐出し付着させる接着液付着工程と、を含み、前記インク中の前記樹脂の含有割合が前記接着液中の前記樹脂の含有割合よりも少ない、転写媒体の製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、転写媒体の製造方法、これに用いられるインクと接着液とのセット、及び転写媒体に関する。
【背景技術】
【0002】
従来、インクを基材上に付着させて形成した文字及び画像パターンを、ターゲットに転写する転写媒体が知られている。この転写媒体において、例えば特許文献1に記載されるように、パターン形状に合わせて、例えばスクリーン印刷版を用いて当該パターン上に接着液を塗布する技術が知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−314879号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、スクリーン、フレキソ、及びグラビア等の印刷版を用いて、文字及び画像パターンや接着液パターンを形成する場合、少量多品種生産において製造コストが増大してしまう。そこで、少量多品種生産において製造コストを安価に抑えるため、インクジェットヘッドで吐出して形成する方法が提案されている。
【0005】
しかしながら、スクリーン印刷版の他、フレキソ、及びグラビア等の印刷版を用いて、文字及び画像パターンや接着液パターンを形成する場合、転写媒体の少量多品種生産において製造コストが増大してしまう。そこで、転写媒体の少量多品種生産において製造コストを安価に抑えるため、インクジェットヘッドからインク及び接着液を吐出して基材に付着させることにより、基材上にインクによる着色層及び接着液による接着層を順に形成して転写媒体を製造する方法が考えられる。
【0006】
ここで、着色層を形成するためにインクジェットヘッドから吐出されるインク、及び、接着層を形成するためにインクジェットヘッドから吐出される接着液には、以下の特性が要求される。
【0007】
第1に、インクジェットヘッドによる高周波数での駆動時に、インク及び接着液の吐出安定性に優れることが要求される。
【0008】
第2に、着色層のパターン上に接着液を付着して接着層のパターンを形成する工程において、着色層パターンが流動したり崩れたりすることなく、高解像度の文字や画像が得られることが要求される。
【0009】
第3に、接着層を構成する熱可塑性樹脂が効率良く着色層パターン上に分布されるのとともに、転写媒体として使用した場合に、細かな文字の転写不良や画像の転写ムラが発生せず、転写性に優れることが要求される。
【0010】
第4に、転写後の、被転写媒体又は着色層と接着層との接着性に優れることが要求される。
【0011】
そこで、本発明は、着色層を形成するためのインク及び接着層を形成するための接着液をインクジェットヘッドから吐出する際の吐出安定性に優れ、着色層のパターンを高解像度で得ることができ、転写性に優れ、かつ、転写後の接着性に優れた転写媒体の製造方法、当該製造方法に用いられるインクと接着液とのセット、並びに当該製造方法により得られる転写媒体を提供することを目的の一つとする。
【課題を解決するための手段】
【0012】
本発明者らは上記課題を解決するため鋭意検討した。その結果、基材上に吐出され付着したインク中の樹脂の含有割合が、その後に吐出され付着する接着液中の樹脂の含有割合よりも少なくなるようにすることにより、上記課題を解決できることを見出し、本発明を完成した。
【0013】
すなわち、本発明は下記のとおりである。
[1]
インクジェットヘッドから樹脂を含有するインクを吐出し基材上に付着させるインク付着工程と、前記基材に付着した前記インクに含まれる液体成分の少なくとも一部を蒸発させる蒸発工程と、前記基材における、前記液体成分の少なくとも一部が蒸発した前記インクが付着した面上に、インクジェットヘッドから樹脂を含有する接着液を吐出し付着させる接着液付着工程と、を含み、前記インク中の前記樹脂の含有割合が前記接着液中の前記樹脂の含有割合よりも少ない、転写媒体の製造方法。
[2]
前記インクが水性顔料インクである、[1]に記載の転写媒体の製造方法。
[3]
前記水性顔料インクが、70℃以上250℃以下の水溶性有機溶剤を含み、前記水溶性有機溶剤が、ラクタム類、カルボン酸エステル類、アルキレングリコールエーテル類、及びアルコール類から選ばれる1種以上を含む水性液体である、[2]に記載の転写媒体の製造方法。
[4]
前記接着液が、70℃以上250℃以下の水溶性有機溶剤を含み、前記水溶性有機溶剤が、ラクタム類、カルボン酸エステル類、アルキレングリコールエーテル類、及びアルコール類から選ばれる1種以上を含む水性液体である、[1]〜[3]のいずれかに記載の転写媒体の製造方法。
[5]
前記接着液がエマルジョン形態の熱可塑性樹脂を含む水性液体である、[1]〜[4]のいずれかに記載の転写媒体の製造方法。
[6]
前記基材が、金属、プラスチック、又は紙である、[1]〜[5]のいずれかに記載の転写媒体の製造方法。
[7]
[1]〜[6]のいずれかに記載の製造方法により得られる、転写媒体。
[8]
[1]〜[6]のいずれかに記載の転写媒体の製造方法に用いられるインクと接着液とのセット。
【図面の簡単な説明】
【0014】
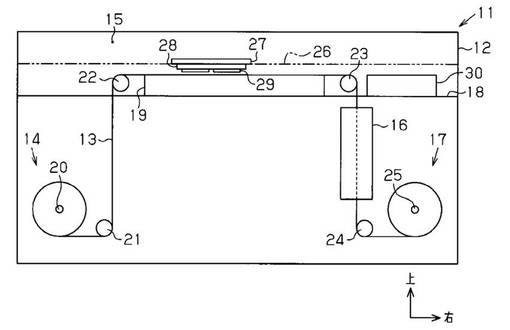
【図1】本実施形態に係る転写媒体製造装置の一例の正面模式図である。
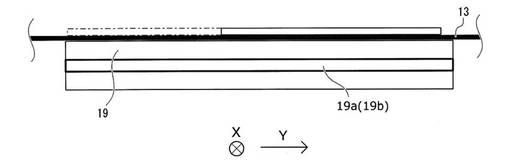
【図2】本実施形態に係る転写媒体記録装置の一例におけるプラテンの概略を示す側面図である。
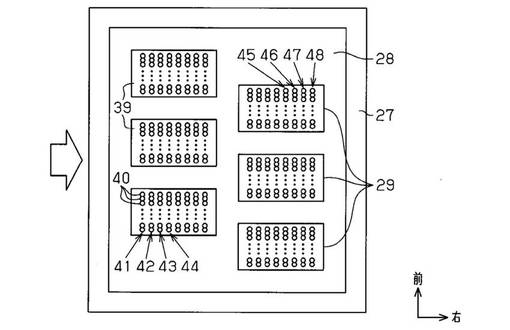
【図3】インクジェットヘッドのノズル形成面を示す模式図である。
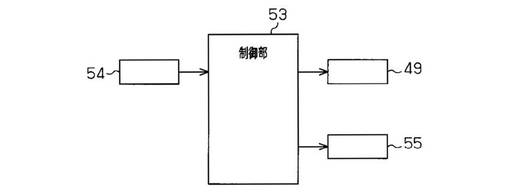
【図4】制御構成のブロック図である。
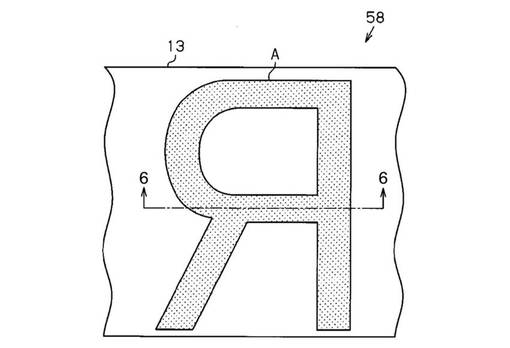
【図5】転写媒体の平面模式図である。
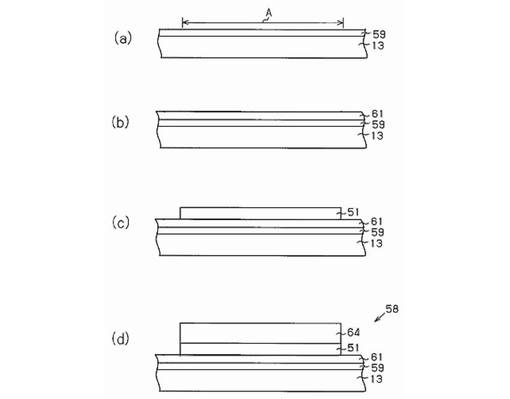
【図6】(a)〜(d)は図5における6−6矢視断面であって、転写媒体の製造過程の説明図である。
【発明を実施するための形態】
【0015】
以下、本発明を実施するための形態について詳細に説明する。なお、本発明は、以下の実施形態に制限されるものではなく、その要旨の範囲内で種々変形して実施することができる。
【0016】
本明細書において、「吐出安定性」とは、ノズルの目詰まりがなく常に安定したインク滴をノズルから吐出させる性質をいう。「転写性」とは、転写媒体から被転写媒体に着色層を転写する際に要するエネルギーが小さい性質をいう。前記エネルギーは、転写時の温度、圧力、及び時間のうち1種以上に依存し、低温度、低圧力、及び短時間のうち少なくともいずれかを達成するものであれば、転写性が良好であると言える。「接着性」とは、被転写媒体に転写された着色層の接着強度が優れる性質をいう。
【0017】
本明細書において、「(メタ)アクリル」とは「アクリル」及びそれに対応する「メタクリル」を意味し、「(メタ)アクリレート」とは「アクリレート」及びそれに対応する「メタクリレート」を意味する。
本明細書において、「固形分」とは、1atm、25℃の条件下で固体の状態にある物質を意味する。
【0018】
また、本明細書において、「中沸点」とは、1atm相当の沸点が70℃以上250℃以下であることを意味する。
【0019】
また、本明細書において、「基材」とは、着色層及び接着層のパターンを転写するために用いられる支持体を意味する。「転写媒体」とは、基材、着色層、及び接着層を少なくとも含む媒体であって、被転写媒体に転写するための媒体を意味する。「被転写媒体」とは、転写媒体から少なくとも着色層及び接着層が転写される媒体を意味する。
なお、本明細書において、「転写」とは貼合を含む意味である。
【0020】
[転写媒体の製造方法]
本発明の一実施形態は、転写媒体の製造方法に係る。当該製造方法は、インクジェットヘッドから樹脂を含有するインクを吐出し基材上に付着させるインク付着工程と、前記基材に付着した前記インクに含まれる液体成分の少なくとも一部を蒸発させる蒸発工程と、前記基材における、前記液体成分の少なくとも一部が蒸発した前記インクが付着した面上に、インクジェットヘッドから樹脂を含有する接着液を吐出し付着させる接着液付着工程と、を含み、前記インク中の前記樹脂の含有割合が前記接着液中の前記樹脂の含有割合よりも少ないことを特徴とする。以下、各工程について詳細に説明する。
【0021】
〔インク付着工程〕
本実施形態におけるインク付着工程では、インクジェットヘッドから樹脂を含有するインクを吐出し、基材上の所定の部分に付着させる。これにより、基材上に着色層のパターンが形成される。本工程を行うための装置としてインクジェット記録装置が使用可能であり、インクジェット記録装置の具体例として、以下に限定されないが、PX−7550(インクジェットプリンタ、セイコーエプソン社(Seiko Epson Corporation)製)が挙げられる。本工程におけるインク吐出時の液滴質量は、例えば5〜15ngの範囲で調整すればよい。
【0022】
(インク)
上記のインクは、着色層を形成するために用いられ、転写の容易性、及び、転写時に被転写媒体又は接着層との接着性を高める観点から、熱可塑性樹脂を含むことが好ましい。このインクとしては、吐出安定性に優れるため、水性インクが好ましい。
【0023】
また、上記のインクに含まれる着色剤としては、顔料及び染料が挙げられ、中でもインク組成物の耐光性を良好にすることができるため、顔料が好ましい。
【0024】
上述の観点から、本実施形態で用いられるインクとして、水性顔料インクがより好ましい。この水性顔料インクは、その優れた吐出安定性に基づき、転写媒体における着色層のパターンを高解像度で形成することができ、かつ、転写性に優れたものとするため、構成成分として下記成分(1)〜(5)を少なくとも含むことが好ましい。
(1)顔料、
(2)顔料分散剤としての、エマルジョン形態の熱可塑性樹脂(以下、「樹脂エマルジョン」ともいう。)又は水溶性の熱可塑性樹脂(以下、「水溶性樹脂」ともいう。)、
(3)1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤、
(4)界面活性剤、
(5)水。
なお、上記各成分についての詳細は後述する。
【0025】
インクの総量(100質量%)に対する、上記(1)〜(5)の各成分の含有量について述べる。上記の(1)顔料は、0.2〜10質量%が好ましい。上記の(2)顔料分散剤は、1.5〜15質量%が好ましい。上記の(3)1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤は、5〜40質量%が好ましい。上記の(4)界面活性剤は、0.5〜2質量%が好ましい。上記の(5)水は、50〜92質量%が好ましい。各成分の含有量が上記範囲内である場合、吐出安定性に優れる。
【0026】
(基材)
上記の基材としては、特に限定はされるものではなく、金属、木材、プラスチック又は紙が挙げられ、基材を所望の形状に加工しやすいため、金属、プラスチック、又は紙が好ましく、コストの観点を加味するとプラスチックがより好ましい。上記の金属としては、コストの観点からアルミニウムが好ましく挙げられ、上記のプラスチックとしては、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂、ポリカーボネート樹脂等が好ましく挙げられ、上記の紙としては、普通紙、上質紙、塗工紙等が好ましく挙げられる。基材は、転写媒体の使用を容易にするため、シート又はフィルム状であると好ましい。基材の厚さは10〜50μmであると好ましい。
【0027】
基材は、着色層が形成されるべき側及びその反対側の少なくとも一方に離型剤でコーティングされ、それらのコーティング層により形成される離型層を備えていてもよい。基材が、着色層が形成されるべき側に離型層を備えることにより、転写媒体から被転写媒体への転写がより容易になる。かかる観点から離型層は、基材の着色層が形成されるべき側に少なくとも備えられると好ましい。また、基材が、着色層が形成されるべき側の反対側に離型層を備えることにより、転写媒体を重ねた際に、転写媒体同士が密着して互いに離れ難くなることを抑制することができる。上記離型剤としては、例えば、ポリエチレンワックス系離型剤、シリコーン系離型剤、及びフッ素系離型剤が挙げられる。また、離型層の厚さは、10nmを下回ると十分な転写性が得られなくなる。一方、30nmを超えると離型層の製造コストの観点から好ましくなく、又はロール状の基材とした場合にかさばってしまうため、10〜30nmであると好ましい。
【0028】
なお、本実施形態の製造方法は、上記で説明したインク付着工程よりも前に、基材の着色層が形成されるべき側の基材面上(基材が離型層を備える場合には離型層上)に保護層を形成する工程を有してもよい。保護層の形成は、例えば、上記基材面(離型層)に保護液を付着させ、必要に応じて乾燥させることにより行われる。保護層を形成することにより、転写後の着色層の表面を保護層により保護し、被転写媒体(ターゲット)に転写された着色層の耐久性を向上させることができる。保護液としては、例えば、アクリル酸エステル樹脂、メタクリル酸エステル樹脂、アクリル酸エステル−メタクリル酸エステル共重合体樹脂、アクリル酸エステル−スチレン共重合体樹脂、アクリル酸エステル−メタクリル酸エステル−スチレン共重合体樹脂、ポリビニルアルコール樹脂等を含む液体が挙げられる。また、保護層の厚さは、10nmを下回ると着色層を十分に保護できなくなる。一方、30nmを超えると保護層の製造コストの観点から好ましくなく、あるいは、ロール状の基材とした場合にかさばってしまうため、10〜30nmであると好ましい。
【0029】
〔蒸発工程〕
本実施形態における蒸発工程(以下、「第1の蒸発工程」ともいう。)では、前記基材に付着した前記インクに含まれる液体成分の少なくとも一部を蒸発させる。この液体成分は、固形分を除いた成分と換言することができる。
【0030】
本工程を行うための装置として、特に限定されないが、例えば、インクジェット記録装置におけるプラテンヒーター、温風ヒーター、赤外線ヒーター等が使用可能である。プラテンヒーターを用いる場合の蒸発手段の例として、基材の裏面からプラテンヒーターにより加熱し、他方、基材に付着したインクに温風を接触させることが挙げられる。このような蒸発手段をとることにより、基材上のインクに対してほぼ均等に熱が伝わるため、蒸発量が調整しやすくなるとともに、基材が紙などの場合にはカールを防止することができる。具体的にいえば、基材に付着したインクのうち固形分を除いた成分の蒸発量は、プラテン部の上記ヒーターによる加熱温度、加熱時間、温風温度、及び風量などを制御することによって調整可能である。上記ヒーターは、実験前に予め蒸発量を測定することによって、条件設定しておくことが好ましい。
【0031】
蒸発させる上記した液体成分の少なくとも一部は、インクの総量(100質量%)に対し、好ましくは65〜95質量%、より好ましくは70〜90質量%である。このように、基材上に吐出され付着したインク中の液体成分を一定量蒸発させてから、次工程で接着液を吐出し付着させることにより、転写媒体における着色層のパターンを高解像度で形成することができ、かつ、転写性に優れたものとすることができる。
なお、上記(1)〜(5)の各成分のうち、固形分は、上記(1)、(2)、及び(4)の各成分に相当し、上記の液体成分は上記(3)及び(5)の各成分に相当する。
【0032】
また、液体成分の蒸発量は、蒸発工程と同じ条件で液体成分を蒸発させた前後でのインクの質量変化を測定することで導出することができる。したがって、予め液体成分が所望量蒸発する条件を求めた後、それと同じ条件により蒸発工程の蒸発処理を行えばよい。
【0033】
〔接着液付着工程〕
本実施形態における接着液付着工程では、上記の基材に付着したインクのうち液体成分の少なくとも一部が蒸発した状態で、前記インクが付着した面上の所定の部分に、インクジェットヘッドから樹脂を含有する接着液を吐出し付着させる。これにより、基材上及び着色層上に接着層のパターンが形成される。本工程を行うための装置として、上記インク付着工程の項で挙げたインクジェット記録装置が使用可能である。本工程における接着液吐出時の液滴質量は、例えば5〜15ngの範囲で調整すればよい。
【0034】
(接着液)
上記の接着液は、接着層を形成するために用いられ、転写の容易性、及び、転写時に被転写媒体又は着色層との接着性を良好にするため、熱可塑性樹脂を含むことが好ましい。この接着液としては、エマルジョン形態の熱可塑性樹脂を含む水性液体が挙げられ、接着剤として機能する熱可塑性樹脂を表層に効率よく分布させることができるため、エマルジョン形態の熱可塑性樹脂を含む水性液体が好ましい。
【0035】
このエマルジョン形態の熱可塑性樹脂を含む水性液体は、その優れた吐出安定性に起因して、転写媒体における着色層及び接着層のパターンを高解像度で形成し、かつ、転写性に優れたものとするため、構成成分として下記成分(6)〜(8)を少なくとも含むことが好ましい。
(6)樹脂エマルジョン、
(7)1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤、
(8)水。
なお、上記各成分についてのその他の詳細は後述する。
【0036】
接着液の総量(100質量%)に対する、上記各成分の含有量について述べる。上記の(6)樹脂エマルジョンは、2.5〜25質量%が好ましい。上記の(7)1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤は、10〜40質量%が好ましい。上記の(8)水は、45〜87.5質量%が好ましい。各成分の含有量が上記範囲内である場合、吐出安定性に優れる。
なお、本実施形態における接着液は、熱可塑性樹脂を含む接着剤成分を内包したマイクロカプセルを液体中に分散させたものであってもよい。かかる接着液を用いると、加熱処理や加圧処理などの付加処理を施してマイクロカプセルを破壊することによって接着性が向上する。
【0037】
この接着液付着工程を経て、所望の転写媒体を製造することができる。
【0038】
本実施形態は、前記インク中の前記樹脂の含有割合が前記接着液中の前記樹脂の含有割合よりも少ないことを特徴とする。インク中の前記樹脂の含有割合を「[インク]」と表し、接着液中の前記樹脂の含有割合を「[接着液]」と表した場合、下記式が成り立つことが好ましい。
[インク]:[接着液]=1:2〜1:10
上記の特徴に起因して、転写後の転写媒体における接着性が優れたものとなる。具体的にいえば、剥離層−着色層間の接着力よりも、着色層−接着層間の接着力の方が大きくなるため、優れた接着性が得られるものと推測される。
ここでいう「樹脂」は、インク及び接着液のそれぞれに含まれる全ての樹脂であり、好ましくは熱可塑性樹脂であり、より好ましくは水溶性樹脂と樹脂エマルジョンに含まれる熱可塑性樹脂の両方である。
【0039】
〔第2の蒸発工程〕
本実施形態の製造方法は、基材上の着色層及び接着層に含まれる液体成分(固形分以外の成分)を強制的に蒸発させるための工程(本明細書において「第2の蒸発工程」ともいう。)をさらに有してもよい。第2の蒸発工程における強制的な蒸発の手段としては、例えば、加熱、減圧、並びに、乾燥空気や温風を接触させることが挙げられる。この手段を実現するための装置としては、温風ヒーターが挙げられる。第2の蒸発工程においては、前記基材に付着した前記インクのうち固形分を除いた成分の95質量%を超えて蒸発させることが好ましい。
なお、この第2の蒸発工程を行わず、上記の接着液付着工程を経た後、自然乾燥により、着色層及び接着層に含まれる液体成分を蒸発させることも勿論可能である。
【0040】
以下、本実施形態の転写媒体の製造方法に用いられる転写媒体製造装置の一例を図1〜図6に従って説明する。なお、以下における明細書中の説明において、「前後方向」、「左右方向」、「上下方向」をいう場合は、図1等の図面に矢印で示した方向を基準として示すものとする。
【0041】
図1に示すように、転写媒体製造装置11は、直方体状の本体ケース12を備えている。本体ケース12内には、長尺状の基材としてのフィルム13を繰り出す繰り出し部14と、そのフィルム13にインクを吐出して付着することにより印刷が施される印刷室15と、その印刷によりインクが付着したフィルム13に蒸発処理を施す蒸発装置16と、そのように蒸発処理が施されたフィルム13を巻き取る巻き取り部17が設けられている。
【0042】
すなわち、本体ケース12内における上下方向の中央部よりもやや上寄りの位置には、本体ケース12内を上下に区画する平板状の基台18が設けられており、この基台18よりも上側の領域が矩形板状のプラテン19を基台18上に支持してなる印刷室15となっている。そして、基台18よりも下側の領域において、フィルム13の搬送方向で上流側となる左側寄りの位置に、繰り出し部14が配設されると共に、下流側となる右側寄りの位置に、蒸発装置16及び巻き取り部17が配設されている。
【0043】
図2に示すように、プラテン19には、インク中の固形分を除いた成分を蒸発させるための蒸発装置であるプラテンヒーター19aが設けられている。具体的には、プラテンヒーター19aは、熱伝導により加熱するニクロム線19bを有している。ニクロム線19bは、プラテン19全領域の内部に、プラテン19の上面から一定の距離となるように配設されている。そして、通電されることにより、ニクロム線19b自体が発熱し、プラテン19を介して接触しているプラテン19上のフィルム13の裏面へ熱を伝達することができる。
なお、図2中、Xはキャリッジ27(図1)が移動する幅方向を表し、Yはプラテン19(図1)の送り方向を表す。
【0044】
ここで、ニクロム線19bは、プラテン19の全領域に設けられているので、プラテン19の全領域において発熱することができる。そして、プラテン19上は、凹凸のない滑らかな面となっているので、プラテン19の上面は、フィルム13と均一に接触することができる。また、ニクロム線19bからプラテン19の上面までの距離は一定である。したがって、プラテン19上のフィルム13に対して熱を均一に伝導することができる。すなわち、フィルム13を均一に加熱することができる。
【0045】
図1に示すように、繰り出し部14には、前後方向に延びる巻き軸20が回転自在に設けられ、その巻き軸20に対してフィルム13が予めロール状に巻かれた状態で巻き軸20と一体回転可能に支持されている。すなわち、巻き軸20が搬送モーター55(図4参照)の駆動力に基づいて回転することにより、フィルム13が繰り出し部14から繰り出されて搬送方向の下流側に搬送されるようになっている。そして、巻き軸20から繰り出されたフィルム13は、第1ローラー21、第2ローラー22、第3ローラー23、及び第4ローラー24に順次巻き掛けられて搬送方向を変換された後、巻き取り部17に設けられて搬送モーター55(図4参照)の駆動力に基づいて回転する巻き取り軸25により巻き取られるようになっている。
【0046】
なお、印刷室15内においてプラテン19を挟んで左右方向で対向する第2ローラー22及び第3ローラー23は各々の周面の頂部がプラテン19の上面と同一高さとなるように各々の設置される位置が調整されている。そのため、印刷室15内において第2ローラー22と第3ローラー23との間を下流側に搬送されるフィルム13は、その裏面がプラテン19の上面に摺接するようになっている。
【0047】
また、図1に示すように、印刷室15内におけるプラテン19の前後両側には、左右方向に延びるガイドレール26(図1では2点鎖線で示す)が対をなすように設けられている。ガイドレール26の上面はプラテン19の上面よりも高くなっており、両ガイドレール26の上面には、矩形状のキャリッジ27が図示しない駆動機構の駆動に基づき両ガイドレール26に沿って左右方向への往復移動可能な状態で支持されている。そして、このキャリッジ27の下面側には支持板28を介してインクジェットヘッド29が支持されている。
【0048】
このインクジェットヘッド29は、プラテン19に支持されたフィルム13に対してインクを吐出することにより印刷を施すと共に、接着液と保護液を吐出してフィルム13に付着させる液体付着手段として機能する。また、印刷室15内において、第3ローラー23よりも右側となる領域には、非印刷時にインクジェットヘッド29のメンテナンスを行うためのメンテナンス機構30が設けられている。
【0049】
図3に示すように、キャリッジ27の下面側に支持された支持板28には複数個(本実施形態では6個)のインクジェットヘッド29がフィルム13の搬送方向(図3において白抜き矢印で示す方向)と直交する幅方向(前後方向)に亘って千鳥状の配置態様となるように支持されている。そして、各インクジェットヘッド29の下面となるノズル形成面39には、多数のノズル40により前後方向に沿う複数列(本実施形態では8列)の第1〜第8ノズル列41〜48が左右方向に所定間隔をおいて規則的に形成されている。そして、このように構成された第1〜第8ノズル列41〜48には、各ノズル列41〜48に対応するカートリッジ(図示略)から複数種類の液体がそれぞれ供給されると共に、各ノズル40に対応するように設けられた圧電素子49(図4参照)の振動に伴ってノズル40ごとに吐出されるようになっている。
【0050】
すなわち、第1〜第5ノズル列41〜45には、搬送方向において最も上流側(左側)に位置する第1ノズル列41から順に、シアン、マゼンタ、イエロー、ブラック、ホワイトの各色の着色剤を含むインクが供給されるようになっている。さらに、左側から6番目に位置する第6ノズル列46には、メタリックインクが供給されるようになっている。そして、第1〜第6ノズル列41〜46から吐出されたインクがフィルム13に付着することにより、パターンとしての着色層51(図6参照)が形成されるようになっている。なお、メタリックインクとは、着色剤としての金属性顔料を液体中に分散させたインクであって、フィルム13に付着させることにより金属箔状の着色層51を形成可能なインクである。
【0051】
また、左側から7番目に位置する第7ノズル列47には、接着液が供給されるようになっている。そして、フィルム13の搬送方向において最も下流側(右側)に位置する第8ノズル列48には、透明な保護液が供給されるようになっている。
【0052】
図4に示すように、転写媒体製造装置11には、該転写媒体製造装置11の駆動を統括制御するマイクロコンピューター等からなる制御部53が設けられている。この制御部53は、ユーザーにより操作される操作部54からの入力に基づき、圧電素子49、搬送モーター55の駆動を制御する。
【0053】
次に、上記転写媒体製造装置11を用いて転写媒体58を製造する場合の製造方法について図5及び図6に基づいて説明する。図6(a)〜(d)は、図5における6−6矢視断面の概略を示した図である。
【0054】
なお、図6(a)に示すように、本実施形態におけるフィルム13の表面には、離型層59が形成されている。そして、フィルム13は、転写媒体58の製造開始時点において搬送方向の下流側端が巻き取り軸25に巻きつけられた状態で搬送経路にセットされているものとする。
【0055】
図5及び図6(a)に示すように、着色層によるパターンを形成する文字や画像などの印刷データとして、例えばアルファベットのRという印刷データが入力されると、まず制御部53は、インクを付着させる転写領域Aを設定する。なお、本実施形態において製造する転写媒体58は、該転写媒体58に形成された転写画像をターゲットである被転写媒体(図示略)に左右反転して転写する。そのため、制御部53は、転写された転写画像に対して左右反転した転写領域Aを設定する。
【0056】
ユーザーによって操作部54が操作されて転写媒体58の製造が開始されると、制御部53は、圧電素子49を振動させてフィルム13に対して保護液、インク、接着液をそれぞれ付着させる。
【0057】
具体的には、まず、制御部53は、キャリッジ27の移動に合わせて第8ノズル列48に対応する圧電素子49を振動させ、図6(b)に示すように、転写領域Aに保護液を付着させる。すると、フィルム13上には保護層61が形成される。
【0058】
この際、プラテンヒーター19aのニクロム線19bが後述のように発熱しているため、フィルム13に付着した保護液(保護層61)がフィルム13を介して加熱され、固形分を除いた成分がある程度蒸発するものの、一部は保護層61に残存する。
【0059】
続いて、制御部53は、キャリッジ27の移動に合わせて第1〜第6ノズル列41〜46に対応する圧電素子49を振動させ、図6(c)に示すように、保護層61が形成された転写領域Aにインクを吐出して付着させ着色層51を形成する(インク付着工程)。すなわち、例えば箔転写のための転写媒体58を製造する場合には、メタリックインクを用いて着色層51を形成する。具体的には、まずメタリックインクを転写領域Aに付着させ、その後ホワイトインクを転写領域Aに付着させることで、銀色の着色層51を形成する。
【0060】
制御部53は、着色層51における液体成分の少なくとも一部が蒸発するように予め設定された条件にて、プラテンヒーター19aのニクロム線19bを発熱させている。これにより、フィルム13に付着したインク(着色層51)がフィルム13及び領域によっては保護層61を介して加熱され、当該インクのうち固形分を除いた成分(液体成分)が所定量蒸発する(第1の蒸発工程)。
【0061】
ここで、プラテンヒーター19aは、対流式ではなく、熱伝導式である。したがって、インクジェットヘッド29の第1〜第8ノズル列41〜48に温風が直に吹き付けられるおそれがない。その結果、インクジェットヘッド29の第1〜第8ノズル列41〜48の状態に影響を与えるおそれがない。具体的には、ノズル内のインクが乾燥することによって粘度が上昇し、吐出不良となるおそれがない。また、プラテンヒーター19aによる加熱の程度は、後述の蒸発装置16における加熱の程度よりも低い。その程度は、インクジェットヘッド29の第1〜第8ノズル列41〜48の状態に影響を与えるおそれがない程度である。
【0062】
次に、制御部53は、キャリッジ27の移動に合わせて第7ノズル列47に対応する圧電素子49を振動させ、図6(d)に示すように、転写領域Aに接着液を吐出して付着させ接着層64を形成する(接着液付着工程)。
【0063】
ここで、図6(d)を見ると、着色層51と接着層64とが層分離している。しかし、本実施形態では、着色層と接着層とが(明確に)層分離しているとは限らない。なぜなら、本実施形態においては、着色層に含まれる蒸発成分が全て蒸発しない状態で接着液を記録するからである。なお、着色層が完全に乾いていない状態で接着層を設けると、所謂アンカー効果によって定着強度が増大することが予想される。
【0064】
上述のようにしてフィルム13に対する印刷が終了すると、制御部53は搬送モーター55を駆動してフィルム13を搬送方向の下流側へ搬送し、蒸発装置16において蒸発処理を施す(第2の蒸発工程)。すると、着色層51及び接着層64に含まれる固形分以外の成分(液体成分)が蒸発して保護層61、着色層51、及び接着層64が最終的にフィルム13上に定着する。その後、フィルム13は、接着層64がフィルム13の裏面に接触するように巻き取り軸25に巻き取られるようになっている。
【0065】
なお、接着液が上述したマイクロカプセルを液体中に分散させたものである場合、蒸発装置16の温度は、接着層64中のマイクロカプセルを破壊しない程度の温度に設定される。そのため、フィルム13の裏面と接着層64との密着力は、保護層61と着色層51と接着層64との密着力よりも弱い。したがって、巻き取られたフィルム13を解いた場合には、フィルム13の裏面と接着層64とが剥離し、フィルム13の表面に該フィルム13側から順に保護層61、着色層51、及び接着層64が積層状に形成された状態となる。
【0066】
また、保護層61と着色層51と接着層64との密着力は、保護層61と離型層59との密着力よりも強い。そのため、ターゲットに着色層51を転写する場合には、まず接着層64に付加処理を施してマイクロカプセルを破壊する。そして、接着性が発現した接着層64をターゲットに接着させてフィルム13を剥離することにより、離型層59と保護層61とが剥離され、着色層51はその表面が保護層61に保護された状態でターゲットに転写される。
【0067】
上記転写媒体製造装置11を用いた場合、以下のような効果を得ることができる。
【0068】
すなわち、インクがフィルム13に付着して固形分を除いた成分の65〜95質量%が蒸発した状態において、着色層51上に接着液を付着させることにより、インクが流動性をある程度失った状態で接着液を付着させることになるため、着色層51によるパターンを崩すことなく接着液を付着でき、着色層のパターンを高解像度で得ることが可能となる。また、インクが付着する際に保護層61に固形分を除いた成分が一部残存し、接着液が付着する際に着色層51には液体成分が一部残存し得るため、保護層61と着色層51と接着層64との密着力は、保護層61と離型層59との密着力よりも強い。したがって、特に着色層51と接着層64との密着力を高めて、ターゲットに対して良好な転写が可能な転写媒体58を製造することができる。
【0069】
また、保護液が付着した転写領域Aにインクを付着させることにより、着色層51の表面を保護層61により保護し、ターゲットに転写された着色層51の耐久性を向上させることができる。また、保護層61に固形分を除いた成分が一部残存した状態において、インクを付着させることにより、例えば、保護層61に固形分を除いた成分が実質的に残存しない場合の着色層51と保護層61に比べて密着力を強くすることができる。
【0070】
さらに、フィルム13と着色層51との間に保護層61を形成することにより、フィルム13とインクの相性に関わらず着色層51を形成することができる。すなわち、例えば、撥水性を有する樹脂製のフィルム13上に染料や顔料といった着色剤によって着色された液体(インク)で印刷を行う場合でも、シリカなどの無機微粒子や膨潤性樹脂を含む透明なコート剤を用いて保護層61を形成することにより、インクの定着性を高めることができる。
【0071】
また、接着液が上記マイクロカプセルを液体中に分散させたものである場合、圧電素子49を振動させて接着液を吐出することにより、マイクロカプセルが維持された状態で接着液をフィルム13に付着させることができる。すなわち、接着液の接着力が低減された状態で接着液を吐出することができるため、インクジェットノズルの目詰まりを抑制することができる。
【0072】
なお、上記実施形態は以下のように変更してもよい。すなわち、プラテン19に埋設されてプラテンヒーター19aに代えて又は加えて、プラテン19上に電磁波を放射して加熱する放射式のヒーター、あるいは、風(温風)を吹き付ける送風装置などの蒸発装置を設けてもよい。また、インク、保護液、及び接着液を吐出するヘッドを個別に備えてもよい。さらに、保護液を付着させず、保護層61を形成しなくてもよい。また、予め保護層が形成されたフィルムを用いてもよい。さらに、インクジェットヘッド29に離型材を吐出する機構をさらに備え、フィルム13に対して離型材を吐出して離型層59を形成してもよい。なお、この場合、転写領域Aに対して離型材を吐出し、着色層51の形状に合わせて離型層59を形成してもよい。
【0073】
〔インク及び接着液の構成成分〕
以下では、上記のインク及び接着液の構成成分について、詳細に説明する。
【0074】
(顔料)
インクに含まれる顔料としては、無機顔料及び有機顔料のいずれも使用することができる。
【0075】
無機顔料としては、ファーネスブラック、ランプブラック、アセチレンブラック、チャネルブラック等のカーボンブラック(C.I.ピグメントブラック7)類、酸化鉄、酸化チタンを使用することができる。
【0076】
上記のカーボンブラックの具体例として、以下に限定されないが、No.2300、900、MCF88、No.20B、No.33、No.40、No.45、No.52、MA7、MA8、MA100、No2200B等(以上全て商品名、三菱化学社(Mitsubishi Chemical Corporation)製)、カラーブラックFW1、FW2、FW2V、FW18、FW200、S150、S160、S170、プリテックス35、U、V、140U、スペシャルブラック6、5、4A、4、250等(以上全て商品名、デグサ社(Degussa AG)製)、コンダクテックスSC、ラーベン1255、5750、5250、5000、3500、1255、700等(以上全て商品名、コロンビアカーボン社(Columbian Carbon Co.,Ltd.)製)、リガール400R、330R、660R、モグルL、モナーク700、800、880、900、1000、1100、1300、1400、エルフテックス12等(以上全て商品名、キャボット社(Cabot Corporation)製)が挙げられる。
【0077】
これらのカーボンブラックは1種単独で用いてもよく、2種以上を併用してもよい。
【0078】
また、無彩色白インク(ホワイトインク)に含まれる顔料としては、酸化チタン、硫酸バリウム、及び中空白色樹脂エマルジョンからなる群より選択される一種以上が好ましい。
【0079】
また、有機顔料のうち有彩色インク用の有機顔料としては、特に限定されないが、例えば、キナクリドン系顔料、キナクリドンキノン系顔料、ジオキサジン系顔料、フタロシアニン系顔料、アントラピリミジン系顔料、アンサンスロン系顔料、インダンスロン系顔料、フラバンスロン系顔料、ペリレン系顔料、ジケトピロロピロール系顔料、ペリノン系顔料、キノフタロン系顔料、アントラキノン系顔料、チオインジゴ系顔料、ベンツイミダゾロン系顔料、イソインドリノン系顔料、アゾメチン系顔料、及びアゾ系顔料が挙げられる。
【0080】
シアンインクに用いられるシアン顔料の具体例としては、以下に限定されないが、C.I.ピグメントブルー1、2、3、15:3、15:4、15:34、16、22、60等、C.I.バットブルー4、60等が挙げられる。これらの中でも、好ましくはC.I.ピグメントブルー15:3、15:4、及び60からなる群から選択される一種以上である。
【0081】
マゼンタインクに用いられるマゼンタ顔料の具体例としては、以下に限定されないが、C.I.ピグメントレッド5、7、12、48(Ca)、48(Mn)、57(Ca)、57:1、112、122、123、168、184、202、C.I.ピグメントバイオレット19が挙げられる。これらの中でも、好ましくはC.I.ピグメントレッド122、202、209、及びC.I.ピグメントバイオレット19からなる群から選択される一種以上である。
【0082】
イエローインクに用いられるイエロー顔料の具体例としては、以下に限定されないが、C.I.ピグメントイエロー1、2、3、12、13、14C、16、17、73、74、75、83、93、95、97、98、119、110、114、128、129、138、150、151、154、155、180、185が挙げられる。これらの中でも、好ましくはC.I.ピグメントイエロー74、109、110、128、及び138からなる群から選択される一種以上である。
【0083】
オレンジインクに用いられるオレンジ顔料分散液に使用される顔料の具体例としては、以下に限定されないが、C.I.ピグメントオレンジ36もしくは43、又はこれらの混合物である。
【0084】
グリーンインクに用いられるグリーン顔料分散液に使用される顔料の具体例としては、以下に限定されないが、C.I.ピグメントグリーン7もしくは36、又はこれらの混合物である。
【0085】
メタリックインクに用いられる金属性顔料は、金属光沢等の機能を有するものであれば特に限定されないが、アルミニウム又はアルミニウム合金、あるいは、銀又は銀合金であることが好ましい。これらの中でも、コストを低下させ、且つ金属光沢を良好にするため、アルミニウム又はアルミニウム合金であることが好ましい。アルミニウム合金を用いる場合、アルミニウムに添加されうる別の金属元素又は非金属元素としては、金属光沢を有する等の機能を有するものであれば特に限定されるものではないが、銀、金、白金、ニッケル、クロム、錫、亜鉛、インジウム、チタン、銅を挙げることができる。そして、これらの単体又はこれらの合金及びこれらの混合物の少なくとも1種が好適に用いられる。
【0086】
これらの顔料は、従来公知の分散樹脂を用いて樹脂分散して用いてもよく、あるいはオゾン、次亜塩素酸、又は発煙硫酸などにより、顔料表面を酸化又はスルホン化して自己分散顔料として用いてもよい。
【0087】
(樹脂エマルジョン、水溶性樹脂)
本実施形態において、インク及び接着液に含まれ得る樹脂エマルジョン及び水溶性樹脂としては、以下に列記するものが好ましい。樹脂は1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0088】
これらの樹脂は、水不溶性の場合であっても、上述のとおり水分散性は必要であるため、親水性部分と疎水性部分とを併せ持つ重合体、即ち樹脂エマルジョンであることが好ましい。熱可塑性樹脂として樹脂エマルジョンを使用する場合、その平均粒子径はエマルジョンを形成する限り特に限定されないが、好ましくは150nm程度以下、より好ましくは5nm〜100nm程度である。
【0089】
なお、本明細書において、平均粒子径は、動的光散乱法を用いた粒度分析計により測定される。エマルジョンに純水を加えて100倍に希釈し、ナノトラックUPA−EX150(日機装社(Nikkiso Co., Ltd.)製)を用いて測定される50%数平均粒子径を、平均粒子径とする。
【0090】
熱可塑性樹脂としては、インクジェット記録用インクや接着液において従来用いられているものを使用することができる。熱可塑性樹脂の具体例として、以下に限定されないが、ポリ(メタ)アクリル酸エステル又はその共重合体、ポリアクリロニトリル又はその共重合体、ポリシアノアクリレート、ポリアクリルアミド、及びポリ(メタ)アクリル酸などの(メタ)アクリル系重合体、ポリエチレン、ポリプロピレン、ポリブテン、ポリイソブチレン、及びポリスチレン、並びにそれらの共重合体、並びに石油樹脂、クマロン・インデン樹脂、及びテルペン樹脂などのポリオレフィン系重合体、ポリ酢酸ビニル又はその共重合体、ポリビニルアルコール、ポリビニルアセタール、及びポリビニルエーテルなどの酢酸ビニル系又はビニルアルコール系重合体、ポリ塩化ビニル又はその共重合体、ポリ塩化ビニリデン、フッ素樹脂、及びフッ素ゴムなどの含ハロゲン系重合体、ポリビニルカルバゾール、ポリビニルピロリドン又はその共重合体、ポリビニルピリジン、及びポリビニルイミダゾールなどの含窒素ビニル系重合体、ポリブタジエン又はその共重合体、ポリクロロプレン、及びポリイソプレン(ブチルゴム)などのジエン系重合体、並びにその他の開環重合型樹脂、縮合重合型樹脂、及び天然高分子樹脂が挙げられる。
【0091】
熱可塑性樹脂の市販品として、例えば、ハイテックE−7025P、ハイテックE−2213、ハイテックE−9460、ハイテックE−9015、ハイテックE−4A、ハイテックE−5403P、ハイテックE−8237(以上すべて商品名、東邦化学社(TOHO Chemical Industry Co.,Ltd.)製)、AQUACER 507、AQUACER 515、AQUACER 840(以上すべて商品名、ビックケミー・ジャパン社(BYK Japan KK)製)、JONCRYL 67、611、680、及び690(以上すべて商品名、BASF社製)が挙げられる。
【0092】
熱可塑性樹脂をエマルジョンの状態で得る場合には、所望により界面活性剤とともに、樹脂粒子を水と混合することによって調製することができる。例えば、(メタ)アクリル系樹脂又はスチレン−(メタ)アクリル系樹脂のエマルジョンは、(メタ)アクリル酸エステルの樹脂又はスチレン−(メタ)アクリル酸エステルの樹脂と、所望により(メタ)アクリル酸樹脂と、界面活性剤と、を水に混合することにより得られる。樹脂エマルジョン及び水溶性樹脂の少なくともいずれかと界面活性剤との混合割合は、質量比で通常50:1〜5:1程度とするのが好ましい。界面活性剤の使用量が、上記範囲に満たない場合にはエマルジョンが形成されにくく、一方、前記範囲を超える場合にはインクや接着液の耐水性が低下したり、密着性が悪化したりする傾向にある。
【0093】
上記の界面活性剤は特に限定されないが、好ましい例として、ドデシルベンザンスルホン酸ナトリウム、ラウルリル酸ナトリウム、及びポリオキシエチレンアルキルエーテルサルフェートのアンモニウム塩などのアニオン系界面活性剤、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルエステル、ポリオキシエチレンソルビタン脂肪酸エステル、ポリオキシエチレンアルキルフェニルエーテル、ポリオキシエチレンアルキルアミン、及びポリオキシエチレンアルキルアミド等のノニオン系界面活性剤が挙げられる。これらの界面活性剤は、1種単独で用いてもよく、2種以上を混合して用いてもよい。
【0094】
また、熱可塑性樹脂のエマルジョンは、重合触媒及び乳化剤を存在させた水中で、上記した樹脂エマルジョン及び水溶性樹脂の少なくともいずれかの単量体を乳化重合させることによっても得ることができる。乳化重合の際に使用される重合開始剤、乳化剤、及び分子量調整剤は従来公知の方法に準じて使用できる。
【0095】
重合開始剤としては、通常のラジカル重合に用いられるものと同様のものが用いられ、例えば、過硫酸カリウム、過硫酸アンモニウム、過酸化水素、アゾビスイソブチロニトリル、過酸化ベンゾイル、過酸化ジブチル、過酢酸、クメンヒドロパーオキシド、t−ブチルヒドロキシパーオキシド、及びパラメンタンヒドロキシパーオキシドが挙げられる。重合反応を水中で行う場合には、水溶性の重合開始剤が好ましい。乳化剤としては、例えば、ラウリル硫酸ナトリウムの他、一般にアニオン界面活性剤、ノニオン界面活性剤、又は両性界面活性剤として用いられているもの、及びこれらの混合物が挙げられる。これらは1種単独で用いてもよく、2種以上を混合して使用してもよい。
【0096】
樹脂エマルジョン及び水溶性樹脂の少なくともいずれかと水との割合は、これらの樹脂100質量部に対して、好ましくは60質量部〜400質量部の範囲、より好ましくは100質量部〜200質量部の範囲の水が適当である。
【0097】
熱可塑性樹脂として樹脂エマルジョンを使用する場合、公知の樹脂エマルジョンを用いることも可能である。例えば特公昭62−1426号公報、特開平3−56573号公報、特開平3−79678号公報、特開平3−160068号公報、又は特開平4−18462号公報などに記載の樹脂エマルジョンをそのまま用いることができる。
【0098】
また、市販の樹脂エマルジョンを利用することも可能であり、例えばマイクロジェルE−1002、E−5002(以上すべて商品名、スチレン−アクリル系樹脂エマルジョン、日本ペイント社(Nippon Paint Co., Ltd.)製)、ボンコート4001(商品名、アクリル系樹脂エマルジョン、大日本インキ化学工業社(DIC Corporation)製)、JONCRYL 67、611、680、及び690(以上すべて商品名、BASF社製)、AP−4735(商品名、アクリル系樹脂エマルジョン、昭和高分子社(SHOWA HIGHPOLYMER CO., LTD.)製)、AM710(商品名、アクリル系樹脂エマルジョン、昭和高分子社製)、AM920(商品名、アクリル系樹脂エマルジョン、昭和高分子社製)、ポリゾールAT860(商品名、アクリル系樹脂エマルジョン、昭和高分子社製)、ボンコート5454(商品名、スチレン−アクリル系樹脂エマルジョン、大日本インキ化学工業社製)、SAE1014(商品名、スチレン−アクリル系樹脂エマルジョン、日本ゼオン社(Zeon Corporation)製)、又はサイビノールSK−200(商品名、アクリル系樹脂エマルジョン、サイデン化学社(SAIDEN CHEMICAL INDUSTRY CO.,LTD.)製)が挙げられる。熱可塑性樹脂は、粒子粉末としてインクや接着液中の他の構成成分と混合されてもよいが、樹脂粒子を水媒体に分散させて、樹脂エマルジョンの形態とした後、インクや接着液の他の構成成分と混合することが好ましい。インクや接着液の長期保存安定性及び吐出安定性を良好なものとするため、本実施形態における樹脂粒子の粒径は、好ましくは5〜400nmの範囲であり、より好ましくは50〜200nmの範囲である。
【0099】
また、水溶性樹脂としては、スルホン酸基、カルボン酸基、アミノ基などのアルカリ金属塩、アンモニウム塩、無機酸塩、有機酸塩などのイオン性の親水基を有する合成高分子を用いることができる。より詳細には、ポリエチレングリコール、ポリビニルピロリドン、ポリビニルアルコール、及びポリビニルアセタール、スチレン−(メタ)アクリル酸共重合物、(メタ)アクリル酸エステル−(メタ)アクリル酸共重合物等の、合成高分子が挙げられる。水溶性樹脂の市販品として、例えば、JONCRYL680(BASF社製アクリル系樹脂)が挙げられる。
【0100】
樹脂エマルジョン及び水溶性樹脂の少なくともいずれかは、インク又は接着液の総量(100質量%)に対して、固形分換算で0.5〜10.0質量%の範囲で含まれることが好ましい。これらの樹脂が少なすぎると、基材の表面に形成されるインクや接着液の被膜が薄くなり、基材の表面との密着性が不十分になる場合がある。これらの樹脂が多すぎると、インクや接着液の吐出安定性に劣ったり、インクや接着液の保存中に樹脂の分散が不安定になったり、わずかな水分の蒸発により樹脂が凝集・固化して均一な被膜が形成できなくなる場合がある。
【0101】
(1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤)
1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤をインク(水性顔料インク)や接着液に含有させることにより、インクや接着液中で樹脂を安定化させることができ、インク(水性顔料インク)や接着液の吐出安定性及び揮発性に優れ、かつ、画像の転写ムラを効果的に防止することができる。
上記の水溶性有機溶剤は、吐出安定性に優れるため、ラクタム類、カルボン酸エステル類、アルキレングリコールエーテル類、及びアルコール類から選ばれる1種以上を含む水性液体であることが好ましい。これらの中でも、2−ピロリドン類(γ−ブチロラクタム類)、乳酸エステル類、アルキレングリコールエーテル類、アルコール類を含む水性液体であることがより好ましい。
【0102】
上記の水溶性有機溶剤として、以下に限定されないが、例えば、エタノール(沸点78℃)、N−メチル−2−ピロリドン(沸点202℃)、N−メチル−2−ピロリドン(沸点212℃)、2−ピロリドン(沸点245℃)、ジメチルスルホキシド(沸点189℃)、乳酸メチル(沸点145℃)、乳酸エチル(沸点155℃)、乳酸イソプロピル(沸点168℃)、乳酸ブチル(沸点188℃)、エチレングリコールモノメチルエーテル(沸点124℃)、エチレングリコールジメチルエーテル(沸点85℃)、エチレングリコールモノメチルエーテルアセテート(沸点145℃)、ジエチレングリコールモノメチルエーテル(沸点194℃)、ジエチレングリコールジメチルエーテル(沸点162℃)、ジエチレングリコールエチルメチルエーテル(沸点176℃)、ジエチレングリコールジエチルエーテル(沸点189℃)、プロピレングリコールモノメチルエーテル(沸点120℃)、プロピレングリコールジメチルエーテル(沸点97℃)、ジプロピレングリコールモノメチルエーテル(沸点188℃)、ジプロピレングリコールジメチルエーテル(沸点171℃)、1,4−ジオキサン(沸点101℃)、エチレングリコール(沸点197℃)、ジエチレングリコール(沸点244℃)、プロピレングリコール(沸点188℃)、ジプロピレングリコール(沸点232℃)、1,3−プロパンジオール(沸点212℃)、1,4−ブタンジオール(沸点230℃)、ヘキシレングリコール(沸点198℃)、2,3−ブタンジオール(沸点77℃)、n−ブタノール(沸点118℃)、1,2−ヘキサンジオール(沸点224℃)、1,2−ペンタンジオール(沸点206℃)、ジエチレングリコールモノブチルエーテル(沸点116℃)、及びジエチレングリコールモノプロピルエーテル(沸点153℃)が挙げられる。
【0103】
1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤は、1種単独で用いてもよく、2種以上を混合して用いてもよい。
【0104】
(界面活性剤)
本実施形態において、インクに用いられる界面活性剤としては、アセチレングリコール系界面活性剤及びシリコーン系界面活性剤からなる群から選択される一種以上の界面活性剤が挙げられる。
【0105】
アセチレングリコール系界面活性剤としては、例えば、2,4,7,9−テトラメチル−5−デシン−4,7−ジオール、3,6−ジメチル−4−オクチン−3,6−ジオール、3,5−ジメチル−1−ヘキシン−3オール、2,4−ジメチル−5−ヘキシン−3−オールが挙げられる。アセチレングリコール系界面活性剤の市販品として、例えば、オルフィンE1010、STG、Y、サーフィノール104E、104H、104A、104BC、104DPM、104PA、104PG−50、104S、420、465、485、TG、SE、SE−F、61、82、DF−110D(以上全て商品名、日信化学工業社(Nissin Chemical Industry CO.,Ltd.)製)、アセチレノールE00、E00P(以上全て商品名、川研ファインケミカル社(Kawaken Fine Chemicals Co., Ltd.)製)が使用可能である。
【0106】
シリコーン系界面活性剤としては、ポリシロキサン系化合物が好ましく用いられ、ポリシロキサン系化合物の具体例として、ポリエーテル変性オルガノシロキサンが挙げられる。シリコーン系界面活性剤の市販品として、BYK−306、BYK−307、BYK−333、BYK−341、BYK−345、BYK−346、BYK−347、BYK−348、BYK−UV3500、3510、3530、3570(以上全て商品名、ビックケミー・ジャパン社製)が使用可能である。
【0107】
特に好ましい界面活性剤は、シリコーン系界面活性剤と、HLB値が17以下のアセチレングリコール系界面活性剤と、を共に含む組み合わせである。
【0108】
また、上述の水溶性有機溶剤と界面活性剤とを組み合わせて、上記インクの表面張力を23.0mN/m〜40.0mN/mの範囲とすることが好ましく、より好ましくは25.0mN/m〜35.0mN/mの範囲である。インクの表面張力が上記範囲内であると、吐出安定性に優れる。
【0109】
(水)
水は、本実施形態で用いるインクが水性インクである場合の主溶媒であり、また、接着液にも含まれる。水としては、イオン性の不純物を極力低減するため、イオン交換水、限外濾過水、逆浸透水、もしくは蒸留水等の純水、又は超純水を用いることが好ましい。また、紫外線照射や過酸化水素の添加などによって滅菌した水を用いると、顔料分散液及びこれを用いたインクを長期保存する場合に、カビやバクテリアの発生を防止することができるので好適である。
(その他の添加剤)
【0110】
本実施形態におけるインクや接着液は、さらに必要に応じて、防腐剤・防かび剤、pH調整剤、酸化防止剤、及び金属トラップ剤などを含有してもよい。
【0111】
防腐剤・防かび剤として、例えば、安息香酸ナトリウム、ペンタクロロフェノールナトリウム、2−ピリジンチオール−1−オキサイドナトリウム、ソルビン酸ナトリウム、デヒドロ酢酸ナトリウム、1,2−ジベンジソチアゾリン−3−オン(Arch Chemicals社製のProxel−CRL、Proxel−BDN、Proxel−GXL、Proxel−XL2、Proxel−TN)が挙げられる。
【0112】
pH調整剤として、例えば、水酸化ナトリウム、水酸化カリウム等の無機アルカリ、アンモニア、ジエタノールアミン、トリエタノールアミン、トリイソプロパノールアミン、モルホリン、リン酸二水素カリウム、及びリン酸水素二ナトリウムが挙げられる。
【0113】
金属トラップ剤として、例えば、エチレンジアミン4酢酸2ナトリウムが挙げられる。
【0114】
このように、本実施形態によれば、着色層を形成するためのインク及び接着層を形成するための接着液をインクジェットヘッドから吐出する際の吐出安定性に優れ、着色層のパターンを高解像度で得ることができ、転写性に優れ、かつ、転写後の接着性に優れた転写媒体の製造方法を提供することができる。
【0115】
本実施形態の製造方法は、上記インク付着工程よりも前に、基材の着色層が形成されるべき側の面上に保護層を形成する工程を有してもよい。保護層の形成は、例えば、上記面に保護液を付着させ、必要に応じて乾燥させることにより行われる。保護層を形成することにより、転写後の着色層の表面を保護層により保護し、被転写媒体(ターゲット)に転写された着色層の耐久性を向上させることができる。保護液としては、例えば、アクリル酸エステル樹脂、メタクリル酸エステル樹脂、アクリル酸エステル−メタクリル酸エステル共重合体樹脂、アクリル酸エステル−スチレン共重合体樹脂、アクリル酸エステル−メタクリル酸エステル−スチレン共重合体樹脂、ポリビニルアルコール樹脂等を含む液体が挙げられる。
【0116】
[インクと接着液とのセット]
本発明の一実施形態は、インクと接着液とのセットに係る。当該セットは、好ましくは顔料、樹脂、及び溶媒を含むインクと、好ましくは樹脂及び溶媒を含む接着液と、のセットであって、インク中の樹脂の含有割合が接着液中の樹脂の含有割合よりも少ないものである。上記のセットは、転写媒体を製造する際に用いられると、本発明による有利な効果を奏することができるため有用である。インク及びこれに含まれる各成分、並びに、接着液及びこれに含まれる各成分は、上述と同様であればよいので、ここでは詳細な説明を省略する。
【0117】
[転写媒体]
本発明の一実施形態は、転写媒体に係る。当該転写媒体は、上記実施形態の製造方法を実施することにより得ることができる。この転写媒体は、インク由来の着色層中の樹脂量が接着液由来の接着層の樹脂量よりも少ないという特徴を有する。
【0118】
上記の特徴により、本実施形態は、転写後における、被転写媒体又は着色層と接着層との接着性に極めて優れた転写媒体を提供することができる。
【0119】
転写媒体において、着色層の厚さは、1〜10μmであると好ましい。着色層の厚さが上記範囲内にあることにより、発色性に優れる。また、接着層の厚さは、1〜5μmであると好ましい。接着層の厚さがかかる数値範囲内にあることにより、接着性に優れる。さらに、転写媒体が保護層を備える場合、保護層の厚さは、10〜30nmであると好ましい。保護層の厚さが上記範囲内にあることにより、ロール状の基材を用いた場合にかさばらないこと又は着色層の保護若しくは保護層の製造コストの観点から優れる。
【実施例】
【0120】
以下、本発明を実施例によってさらに具体的に説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0121】
[インクの調製]
〔インク1〕
3質量部のジエチレングリコールモノブチルエーテル(DEGBE)、0.8質量部のシリコーン系界面活性剤(BYK−348、ビックケミー社製)、及び30質量部の純水(イオン交換水)を混合し、常温で20分間攪拌して予備混合液を得た。次に、顔料分散剤として1.5質量部の水溶性樹脂(JONCRYL680、BASF社製アクリル系樹脂、分子量4,900、酸価215)、及びpH調整剤として0.1質量%の水酸化カリウム(KOH)をこの予備混合液に添加し、40℃で1時間攪拌することで、混合液Iを調製した。
【0122】
調製された混合液Iに、マゼンタ顔料(C.I.ピグメントレッド 122、BASF社製)を5質量部添加して混合液IIを得、卓上サンドミル(林商店(Hayashi Shoten)社製)中で、得られた混合液IIの1.5倍質量のジルコニアガラスビーズ(直径1.5mm)とともに、2,160rpmで2時間攪拌し分散した。分散後、0.1mm径のSUSメッシュフィルターにてろ過し、分散液Iを調製した。
【0123】
調製された分散液Iに、1,2−ヘキサンジオール(1,2−HD)、2−ピロリドン(表1中、単に「ピロリドン」と示す。)、プロピレングリコール(PG)、Proxel−XL2(防腐剤、Arch Chemicals社製)、及び純水(イオン交換水)を、表1に示す分量(質量部)で添加し、40℃で20分間攪拌して分散液IIを得た。攪拌後、分散液IIを5μm径のメンブランフィルターにてろ過し、表1に組成を示すインク1を調製した。
【0124】
〔インク2〕
混合液I調製時における顔料分散剤としての水溶性樹脂の添加量を2.0質量部に変更し、かつ、分散液I調製時において混合液Iに添加するマゼンタ顔料を、4質量部のイエロー顔料(C.I.ピグメントイエロー 180、大日精化工業社(Dainichiseika Color & Chemicals Mfg.Co.,Ltd.)製)に変更した点以外は、インク1の調製と同様にして、表1に組成を示すインク2を調製した。
【0125】
〔インク3〕
混合液I調製時における顔料分散剤としての水溶性樹脂の添加量を1.4質量部に変更し、BYK−348の添加量を0.5重量部に変更し、分散液I調製時において混合液Iに添加するマゼンタ顔料をシアン顔料(C.I.ピグメントブルー 15:3、DIC社製)に変更し、かつ、調製された分散液Iに、1,2−ヘキサンジオール、2−ピロリドン、プロピレングリコール、アクリル系樹脂エマルジョン(AP−4735、有効成分50%、昭和高分子社製)(表1中、単に「樹脂EM」と示す。)、アセチレングリコール系界面活性剤(サーフィノール465、Air Products and Chemicals Inc.製、HLB値13)(表1中、単に「465」と示す。)、Proxel−XL2、及び純水(イオン交換水)を表1に示す分量(質量部)で添加し、40℃で20分間攪拌して分散液IIを得ることに変更した点以外は、インク1の調製と同様にして、表1に組成を示すインク3を調製した。
【0126】
【表1】

【0127】
[接着液の調製]
〔接着液1〕
1,2−ヘキサンジオール(1,2−HD)、2−ピロリドン(表2中、単に「ピロリドン」と示す。)、プロピレングリコール(PG)、AM710(アクリル系樹脂エマルジョン、有効成分50.5%、昭和高分子社製)(表2中、単に「樹脂EM」と示す。)、及び純水(イオン交換水)を混合し、40℃で20分間攪拌後、5μm径のメンブランフィルターにてろ過し、下記表2に示す接着液1を調製した。
【0128】
〔接着液2〕
1,2−ヘキサンジオール、2−ピロリドン、プロピレングリコール、AM920(アクリル系樹脂エマルジョン、有効成分45%、昭和高分子社製)、及び純水(イオン交換水)を混合し、40℃で20分間攪拌後、5μm径のメンブランフィルターにてろ過し、下記表2に示す接着液2を調製した。
【0129】
〔接着液3〕
1,2−ヘキサンジオール、2−ピロリドン、プロピレングリコール、ポリゾールAT860(アクリル系樹脂エマルジョン、有効成分50%、昭和高分子社製)、及び純水(イオン交換水)を混合し、40℃で20分間攪拌後、5μm径のメンブランフィルターにてろ過し、下記表2に示す接着液3を調製した。
【0130】
〔接着液4〕
1,2−ヘキサンジオール、2−ピロリドン、プロピレングリコール、AM920(アクリル樹脂エマルジョン、有効成分45%、昭和高分子社製)、及び純水(イオン交換水)を混合し、40℃で20分間攪拌後、5μm径のメンブランフィルターにてろ過し、表2に示す接着液4を調製した。
【0131】
【表2】
【0132】
[インクジェットヘッド吐出準備]
インク1〜3及び接着液1〜4を用いたインクジェットヘッドによる吐出実験は、PX−7550(インクジェットプリンタ、セイコーエプソン社(Seiko Epson Corporation)製)を用いて行ったが、本実験は本発明を限定するものではない。
【0133】
マットブラックのインクカートリッジに上記のインク1〜3を入れ、イエローのインクカートリッジに接着液1〜4を入れて準備し、各々プリンタに装着してインクジェットヘッドへの充填動作を行った。その後、インクジェットヘッドから吐出することを確認して印刷準備を行った。
【0134】
〔吐出安定性の評価〕
温度25℃及び相対湿度40%RHの環境下において、インク及び接着液のインクジェットヘッドからの吐出を連続して行った。吐出条件は、駆動周波数を50kHzとし、1440dpi×1440dpiの解像度において100%dutyとした(いわゆるベタ印刷)。ここで、「duty」とは、下式で算出される値である。
duty(%)=実記録ドット数/(縦解像度×横解像度)×100
(式中、「実記録ドット数」は単位面積当たりの実記録ドット数であり、「縦解像度」及び「横解像度」はそれぞれ単位面積当たりの解像度である。)
評価基準は下記のとおりである。評価結果を下記表3に示す。
A:ドット抜け又は飛行曲がりが15分経過しても発生しなかったか、あるいは、15分以内に発生したがクリーニング動作で回復した。
C:ドット抜け又は飛行曲がりが15分以内に発生し、クリーニング動作を行っても回復しなかった。
【0135】
【表3】
【0136】
表3の結果より、調製したインク1〜3及び接着液1〜4はいずれも、吐出安定性に優れることを確認した。
【0137】
[転写媒体の作製]
図1に示すものと同様の構成を備える転写媒体製造装置であって、更にインク中の固形分を除いた成分を蒸発させるための蒸発装置を設けた転写媒体製造装置を用いて、転写媒体を作製した。具体的には、まず、ロール状の幅600mm、厚さ12μmの二軸延伸PETフィルム上にワックスを膜厚20nmに塗布して離型層とした。さらに、熱硬化性のメラミン樹脂層を10nm厚に塗布後180℃で5分加熱硬化させて保護層とし、転写フィルムベース媒体を作製した。次に、前記転写フィルムベース媒体を転写媒体製造装置の所定の位置に装着し、インクジェットヘッドのピエゾ素子駆動電圧波形を変化させて5〜15ngの液滴を適宜質量調整した。そして、記録用のソフトウェアプログラムにより、2,880dpi×1,440dpiの解像度で文字及び画像パターンを印刷した。なお、上記文字には5ポイント及び7ポイントの全角ひらがな(フォント:MS明朝)を使用した。
【0138】
印刷は、以下の順に行った。まず、インクジェットヘッドから表4に示すインクを吐出し付着させて、着色層を形成した。第1の蒸発工程として、プラテンヒーターを用いて基材の裏面から50℃で加熱し、さらに着色層に40℃の温風を接触させることにより、付着したインクから液体成分を蒸発させた。その後、インク中の固形分を除いた成分(液体成分)が後述の所望の量になったところで、基材の着色層が形成された側に向けて、インクジェットヘッドから表4に示す接着液を4ngの液滴として吐出し付着させることにより、接着層を形成した。接着層の形成は、記録用のソフトウェアプログラムにより、1,440dpi×1,440dpiの解像度において、100%dutyとした(いわゆるベタ印刷)。その後、第2の蒸発工程として、乾燥装置を用いてさらに蒸発、乾燥を行い(50℃の温風を20秒間接触させた。)、転写媒体を作製した。
【0139】
(1.第1の蒸発工程例1)
インク1中の固形分を除いた成分の70質量%を蒸発させた。
【0140】
(2.第1の蒸発工程例2)
インク2中の固形分を除いた成分の80質量%を蒸発させた。
【0141】
(3.第1の蒸発工程例3)
インク3中の固形分を除いた成分の90質量%を蒸発させた。
【0142】
(4.第1の蒸発工程例4)
インク3中の固形分を除いた成分の90質量%を蒸発させた。
【0143】
(5.第1の蒸発工程例5)
インク2中の固形分を除いた成分の95質量%を蒸発させた。
【0144】
(6.第1の蒸発工程例6)
インク3中の固形分を除いた成分の90質量%を蒸発させた。
【0145】
〔印刷の解像度評価〕
評価基準は下記のとおりである。評価結果を下記表4に示す。
A:5ポイント以下の文字も明瞭に判読可能であった。
C:5ポイント以下の文字が判読不能であった。
【0146】
〔転写性評価〕
100mm幅にスリット加工した転写媒体をホットスタンピングマシン(R415F−TP、ロールオンタイプ、尼崎機械工業社(AMAGASAKI MACHINERY Co., Ltd)製)の所定位置に装着し、熱圧着ローラー温度を150℃、圧力を30kg/cm2、速度を20cm/秒として、被転写媒体であるアクリル樹脂板に転写した。
評価基準は下記のとおりである。評価結果を下記表4に示す。
A:5ポイント以下の文字も完全に転写することができた。
C:5ポイント以下の文字の転写が不完全であった。
【0147】
〔接着性評価〕
上記の転写性評価において転写されたアクリル樹脂板上の着色層に対し、JIS D0202−1988に準拠して、碁盤目テープ剥離試験を行った。セロハンテープ(登録商標)(CT24、ニチバン社(Nichiban Co., Ltd.)製)を、上記の着色層上に指の腹で押し付けて密着させた後、このセロハンテープを剥がした。100マスのうち、着色層が剥離しなかったマス目の数で表すことにより判定した。つまり、着色層が全く剥離しなかった場合を「100/100」とし、着色層が完全に剥離した場合を「0/100」とした。評価基準は下記のとおりである。評価結果を下記表4に示す。
S :0/100
AAA:0/100を超えて10/100未満
AA :10/100以上20/100未満
A :20/100以上30/100未満
C :30/100以上
【0148】
【表4】
【0149】
表4の結果より、第1の蒸発工程例1〜4のように、吐出安定性に優れるインク及び接着液を使用し、基材上に吐出され付着したインク中の樹脂の含有割合が、その後に吐出され付着する接着液中の樹脂の含有割合よりも少なくなるようにすることにより、樹脂の含有割合の関係が逆である第1の蒸発工程例4に比して、高解像度での印刷が可能となり(転写媒体における着色層のパターンを高解像度で形成することができ)、転写性に優れる上、さらに転写後の、被転写媒体又は着色層と接着層との接着性にも優れることが明らかとなった。
【符号の説明】
【0150】
11…転写媒体製造装置、12…本体ケース、13…フィルム、14…繰り出し部、15…印刷室、16…蒸発装置、17…巻き取り部、18…基台、19…プラテン、19a…プラテンヒーター、19b…ニクロム線、20…巻き軸、21…第1ローラー、22…第2ローラー、23…第3ローラー、24…第4ローラー、25…巻き取り軸、26…ガイドレール、27…キャリッジ、28…支持板、29…インクジェットヘッド、30…メンテナンス機構、39…ノズル形成面、40…ノズル、41…第1ノズル列、42…第2ノズル列、43…第3ノズル列、44…第4ノズル列、45…第5ノズル列、46…第6ノズル列、47…第7ノズル列、48…第8ノズル列、49…圧電素子、51…着色層、53…制御部、54…操作部、55…搬送モーター、58…転写媒体、59…離型層、61…保護層、64…接着層、A…転写領域、X…幅方向、Y…送り方向。
【技術分野】
【0001】
本発明は、転写媒体の製造方法、これに用いられるインクと接着液とのセット、及び転写媒体に関する。
【背景技術】
【0002】
従来、インクを基材上に付着させて形成した文字及び画像パターンを、ターゲットに転写する転写媒体が知られている。この転写媒体において、例えば特許文献1に記載されるように、パターン形状に合わせて、例えばスクリーン印刷版を用いて当該パターン上に接着液を塗布する技術が知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−314879号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、スクリーン、フレキソ、及びグラビア等の印刷版を用いて、文字及び画像パターンや接着液パターンを形成する場合、少量多品種生産において製造コストが増大してしまう。そこで、少量多品種生産において製造コストを安価に抑えるため、インクジェットヘッドで吐出して形成する方法が提案されている。
【0005】
しかしながら、スクリーン印刷版の他、フレキソ、及びグラビア等の印刷版を用いて、文字及び画像パターンや接着液パターンを形成する場合、転写媒体の少量多品種生産において製造コストが増大してしまう。そこで、転写媒体の少量多品種生産において製造コストを安価に抑えるため、インクジェットヘッドからインク及び接着液を吐出して基材に付着させることにより、基材上にインクによる着色層及び接着液による接着層を順に形成して転写媒体を製造する方法が考えられる。
【0006】
ここで、着色層を形成するためにインクジェットヘッドから吐出されるインク、及び、接着層を形成するためにインクジェットヘッドから吐出される接着液には、以下の特性が要求される。
【0007】
第1に、インクジェットヘッドによる高周波数での駆動時に、インク及び接着液の吐出安定性に優れることが要求される。
【0008】
第2に、着色層のパターン上に接着液を付着して接着層のパターンを形成する工程において、着色層パターンが流動したり崩れたりすることなく、高解像度の文字や画像が得られることが要求される。
【0009】
第3に、接着層を構成する熱可塑性樹脂が効率良く着色層パターン上に分布されるのとともに、転写媒体として使用した場合に、細かな文字の転写不良や画像の転写ムラが発生せず、転写性に優れることが要求される。
【0010】
第4に、転写後の、被転写媒体又は着色層と接着層との接着性に優れることが要求される。
【0011】
そこで、本発明は、着色層を形成するためのインク及び接着層を形成するための接着液をインクジェットヘッドから吐出する際の吐出安定性に優れ、着色層のパターンを高解像度で得ることができ、転写性に優れ、かつ、転写後の接着性に優れた転写媒体の製造方法、当該製造方法に用いられるインクと接着液とのセット、並びに当該製造方法により得られる転写媒体を提供することを目的の一つとする。
【課題を解決するための手段】
【0012】
本発明者らは上記課題を解決するため鋭意検討した。その結果、基材上に吐出され付着したインク中の樹脂の含有割合が、その後に吐出され付着する接着液中の樹脂の含有割合よりも少なくなるようにすることにより、上記課題を解決できることを見出し、本発明を完成した。
【0013】
すなわち、本発明は下記のとおりである。
[1]
インクジェットヘッドから樹脂を含有するインクを吐出し基材上に付着させるインク付着工程と、前記基材に付着した前記インクに含まれる液体成分の少なくとも一部を蒸発させる蒸発工程と、前記基材における、前記液体成分の少なくとも一部が蒸発した前記インクが付着した面上に、インクジェットヘッドから樹脂を含有する接着液を吐出し付着させる接着液付着工程と、を含み、前記インク中の前記樹脂の含有割合が前記接着液中の前記樹脂の含有割合よりも少ない、転写媒体の製造方法。
[2]
前記インクが水性顔料インクである、[1]に記載の転写媒体の製造方法。
[3]
前記水性顔料インクが、70℃以上250℃以下の水溶性有機溶剤を含み、前記水溶性有機溶剤が、ラクタム類、カルボン酸エステル類、アルキレングリコールエーテル類、及びアルコール類から選ばれる1種以上を含む水性液体である、[2]に記載の転写媒体の製造方法。
[4]
前記接着液が、70℃以上250℃以下の水溶性有機溶剤を含み、前記水溶性有機溶剤が、ラクタム類、カルボン酸エステル類、アルキレングリコールエーテル類、及びアルコール類から選ばれる1種以上を含む水性液体である、[1]〜[3]のいずれかに記載の転写媒体の製造方法。
[5]
前記接着液がエマルジョン形態の熱可塑性樹脂を含む水性液体である、[1]〜[4]のいずれかに記載の転写媒体の製造方法。
[6]
前記基材が、金属、プラスチック、又は紙である、[1]〜[5]のいずれかに記載の転写媒体の製造方法。
[7]
[1]〜[6]のいずれかに記載の製造方法により得られる、転写媒体。
[8]
[1]〜[6]のいずれかに記載の転写媒体の製造方法に用いられるインクと接着液とのセット。
【図面の簡単な説明】
【0014】
【図1】本実施形態に係る転写媒体製造装置の一例の正面模式図である。
【図2】本実施形態に係る転写媒体記録装置の一例におけるプラテンの概略を示す側面図である。
【図3】インクジェットヘッドのノズル形成面を示す模式図である。
【図4】制御構成のブロック図である。
【図5】転写媒体の平面模式図である。
【図6】(a)〜(d)は図5における6−6矢視断面であって、転写媒体の製造過程の説明図である。
【発明を実施するための形態】
【0015】
以下、本発明を実施するための形態について詳細に説明する。なお、本発明は、以下の実施形態に制限されるものではなく、その要旨の範囲内で種々変形して実施することができる。
【0016】
本明細書において、「吐出安定性」とは、ノズルの目詰まりがなく常に安定したインク滴をノズルから吐出させる性質をいう。「転写性」とは、転写媒体から被転写媒体に着色層を転写する際に要するエネルギーが小さい性質をいう。前記エネルギーは、転写時の温度、圧力、及び時間のうち1種以上に依存し、低温度、低圧力、及び短時間のうち少なくともいずれかを達成するものであれば、転写性が良好であると言える。「接着性」とは、被転写媒体に転写された着色層の接着強度が優れる性質をいう。
【0017】
本明細書において、「(メタ)アクリル」とは「アクリル」及びそれに対応する「メタクリル」を意味し、「(メタ)アクリレート」とは「アクリレート」及びそれに対応する「メタクリレート」を意味する。
本明細書において、「固形分」とは、1atm、25℃の条件下で固体の状態にある物質を意味する。
【0018】
また、本明細書において、「中沸点」とは、1atm相当の沸点が70℃以上250℃以下であることを意味する。
【0019】
また、本明細書において、「基材」とは、着色層及び接着層のパターンを転写するために用いられる支持体を意味する。「転写媒体」とは、基材、着色層、及び接着層を少なくとも含む媒体であって、被転写媒体に転写するための媒体を意味する。「被転写媒体」とは、転写媒体から少なくとも着色層及び接着層が転写される媒体を意味する。
なお、本明細書において、「転写」とは貼合を含む意味である。
【0020】
[転写媒体の製造方法]
本発明の一実施形態は、転写媒体の製造方法に係る。当該製造方法は、インクジェットヘッドから樹脂を含有するインクを吐出し基材上に付着させるインク付着工程と、前記基材に付着した前記インクに含まれる液体成分の少なくとも一部を蒸発させる蒸発工程と、前記基材における、前記液体成分の少なくとも一部が蒸発した前記インクが付着した面上に、インクジェットヘッドから樹脂を含有する接着液を吐出し付着させる接着液付着工程と、を含み、前記インク中の前記樹脂の含有割合が前記接着液中の前記樹脂の含有割合よりも少ないことを特徴とする。以下、各工程について詳細に説明する。
【0021】
〔インク付着工程〕
本実施形態におけるインク付着工程では、インクジェットヘッドから樹脂を含有するインクを吐出し、基材上の所定の部分に付着させる。これにより、基材上に着色層のパターンが形成される。本工程を行うための装置としてインクジェット記録装置が使用可能であり、インクジェット記録装置の具体例として、以下に限定されないが、PX−7550(インクジェットプリンタ、セイコーエプソン社(Seiko Epson Corporation)製)が挙げられる。本工程におけるインク吐出時の液滴質量は、例えば5〜15ngの範囲で調整すればよい。
【0022】
(インク)
上記のインクは、着色層を形成するために用いられ、転写の容易性、及び、転写時に被転写媒体又は接着層との接着性を高める観点から、熱可塑性樹脂を含むことが好ましい。このインクとしては、吐出安定性に優れるため、水性インクが好ましい。
【0023】
また、上記のインクに含まれる着色剤としては、顔料及び染料が挙げられ、中でもインク組成物の耐光性を良好にすることができるため、顔料が好ましい。
【0024】
上述の観点から、本実施形態で用いられるインクとして、水性顔料インクがより好ましい。この水性顔料インクは、その優れた吐出安定性に基づき、転写媒体における着色層のパターンを高解像度で形成することができ、かつ、転写性に優れたものとするため、構成成分として下記成分(1)〜(5)を少なくとも含むことが好ましい。
(1)顔料、
(2)顔料分散剤としての、エマルジョン形態の熱可塑性樹脂(以下、「樹脂エマルジョン」ともいう。)又は水溶性の熱可塑性樹脂(以下、「水溶性樹脂」ともいう。)、
(3)1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤、
(4)界面活性剤、
(5)水。
なお、上記各成分についての詳細は後述する。
【0025】
インクの総量(100質量%)に対する、上記(1)〜(5)の各成分の含有量について述べる。上記の(1)顔料は、0.2〜10質量%が好ましい。上記の(2)顔料分散剤は、1.5〜15質量%が好ましい。上記の(3)1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤は、5〜40質量%が好ましい。上記の(4)界面活性剤は、0.5〜2質量%が好ましい。上記の(5)水は、50〜92質量%が好ましい。各成分の含有量が上記範囲内である場合、吐出安定性に優れる。
【0026】
(基材)
上記の基材としては、特に限定はされるものではなく、金属、木材、プラスチック又は紙が挙げられ、基材を所望の形状に加工しやすいため、金属、プラスチック、又は紙が好ましく、コストの観点を加味するとプラスチックがより好ましい。上記の金属としては、コストの観点からアルミニウムが好ましく挙げられ、上記のプラスチックとしては、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂、ポリカーボネート樹脂等が好ましく挙げられ、上記の紙としては、普通紙、上質紙、塗工紙等が好ましく挙げられる。基材は、転写媒体の使用を容易にするため、シート又はフィルム状であると好ましい。基材の厚さは10〜50μmであると好ましい。
【0027】
基材は、着色層が形成されるべき側及びその反対側の少なくとも一方に離型剤でコーティングされ、それらのコーティング層により形成される離型層を備えていてもよい。基材が、着色層が形成されるべき側に離型層を備えることにより、転写媒体から被転写媒体への転写がより容易になる。かかる観点から離型層は、基材の着色層が形成されるべき側に少なくとも備えられると好ましい。また、基材が、着色層が形成されるべき側の反対側に離型層を備えることにより、転写媒体を重ねた際に、転写媒体同士が密着して互いに離れ難くなることを抑制することができる。上記離型剤としては、例えば、ポリエチレンワックス系離型剤、シリコーン系離型剤、及びフッ素系離型剤が挙げられる。また、離型層の厚さは、10nmを下回ると十分な転写性が得られなくなる。一方、30nmを超えると離型層の製造コストの観点から好ましくなく、又はロール状の基材とした場合にかさばってしまうため、10〜30nmであると好ましい。
【0028】
なお、本実施形態の製造方法は、上記で説明したインク付着工程よりも前に、基材の着色層が形成されるべき側の基材面上(基材が離型層を備える場合には離型層上)に保護層を形成する工程を有してもよい。保護層の形成は、例えば、上記基材面(離型層)に保護液を付着させ、必要に応じて乾燥させることにより行われる。保護層を形成することにより、転写後の着色層の表面を保護層により保護し、被転写媒体(ターゲット)に転写された着色層の耐久性を向上させることができる。保護液としては、例えば、アクリル酸エステル樹脂、メタクリル酸エステル樹脂、アクリル酸エステル−メタクリル酸エステル共重合体樹脂、アクリル酸エステル−スチレン共重合体樹脂、アクリル酸エステル−メタクリル酸エステル−スチレン共重合体樹脂、ポリビニルアルコール樹脂等を含む液体が挙げられる。また、保護層の厚さは、10nmを下回ると着色層を十分に保護できなくなる。一方、30nmを超えると保護層の製造コストの観点から好ましくなく、あるいは、ロール状の基材とした場合にかさばってしまうため、10〜30nmであると好ましい。
【0029】
〔蒸発工程〕
本実施形態における蒸発工程(以下、「第1の蒸発工程」ともいう。)では、前記基材に付着した前記インクに含まれる液体成分の少なくとも一部を蒸発させる。この液体成分は、固形分を除いた成分と換言することができる。
【0030】
本工程を行うための装置として、特に限定されないが、例えば、インクジェット記録装置におけるプラテンヒーター、温風ヒーター、赤外線ヒーター等が使用可能である。プラテンヒーターを用いる場合の蒸発手段の例として、基材の裏面からプラテンヒーターにより加熱し、他方、基材に付着したインクに温風を接触させることが挙げられる。このような蒸発手段をとることにより、基材上のインクに対してほぼ均等に熱が伝わるため、蒸発量が調整しやすくなるとともに、基材が紙などの場合にはカールを防止することができる。具体的にいえば、基材に付着したインクのうち固形分を除いた成分の蒸発量は、プラテン部の上記ヒーターによる加熱温度、加熱時間、温風温度、及び風量などを制御することによって調整可能である。上記ヒーターは、実験前に予め蒸発量を測定することによって、条件設定しておくことが好ましい。
【0031】
蒸発させる上記した液体成分の少なくとも一部は、インクの総量(100質量%)に対し、好ましくは65〜95質量%、より好ましくは70〜90質量%である。このように、基材上に吐出され付着したインク中の液体成分を一定量蒸発させてから、次工程で接着液を吐出し付着させることにより、転写媒体における着色層のパターンを高解像度で形成することができ、かつ、転写性に優れたものとすることができる。
なお、上記(1)〜(5)の各成分のうち、固形分は、上記(1)、(2)、及び(4)の各成分に相当し、上記の液体成分は上記(3)及び(5)の各成分に相当する。
【0032】
また、液体成分の蒸発量は、蒸発工程と同じ条件で液体成分を蒸発させた前後でのインクの質量変化を測定することで導出することができる。したがって、予め液体成分が所望量蒸発する条件を求めた後、それと同じ条件により蒸発工程の蒸発処理を行えばよい。
【0033】
〔接着液付着工程〕
本実施形態における接着液付着工程では、上記の基材に付着したインクのうち液体成分の少なくとも一部が蒸発した状態で、前記インクが付着した面上の所定の部分に、インクジェットヘッドから樹脂を含有する接着液を吐出し付着させる。これにより、基材上及び着色層上に接着層のパターンが形成される。本工程を行うための装置として、上記インク付着工程の項で挙げたインクジェット記録装置が使用可能である。本工程における接着液吐出時の液滴質量は、例えば5〜15ngの範囲で調整すればよい。
【0034】
(接着液)
上記の接着液は、接着層を形成するために用いられ、転写の容易性、及び、転写時に被転写媒体又は着色層との接着性を良好にするため、熱可塑性樹脂を含むことが好ましい。この接着液としては、エマルジョン形態の熱可塑性樹脂を含む水性液体が挙げられ、接着剤として機能する熱可塑性樹脂を表層に効率よく分布させることができるため、エマルジョン形態の熱可塑性樹脂を含む水性液体が好ましい。
【0035】
このエマルジョン形態の熱可塑性樹脂を含む水性液体は、その優れた吐出安定性に起因して、転写媒体における着色層及び接着層のパターンを高解像度で形成し、かつ、転写性に優れたものとするため、構成成分として下記成分(6)〜(8)を少なくとも含むことが好ましい。
(6)樹脂エマルジョン、
(7)1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤、
(8)水。
なお、上記各成分についてのその他の詳細は後述する。
【0036】
接着液の総量(100質量%)に対する、上記各成分の含有量について述べる。上記の(6)樹脂エマルジョンは、2.5〜25質量%が好ましい。上記の(7)1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤は、10〜40質量%が好ましい。上記の(8)水は、45〜87.5質量%が好ましい。各成分の含有量が上記範囲内である場合、吐出安定性に優れる。
なお、本実施形態における接着液は、熱可塑性樹脂を含む接着剤成分を内包したマイクロカプセルを液体中に分散させたものであってもよい。かかる接着液を用いると、加熱処理や加圧処理などの付加処理を施してマイクロカプセルを破壊することによって接着性が向上する。
【0037】
この接着液付着工程を経て、所望の転写媒体を製造することができる。
【0038】
本実施形態は、前記インク中の前記樹脂の含有割合が前記接着液中の前記樹脂の含有割合よりも少ないことを特徴とする。インク中の前記樹脂の含有割合を「[インク]」と表し、接着液中の前記樹脂の含有割合を「[接着液]」と表した場合、下記式が成り立つことが好ましい。
[インク]:[接着液]=1:2〜1:10
上記の特徴に起因して、転写後の転写媒体における接着性が優れたものとなる。具体的にいえば、剥離層−着色層間の接着力よりも、着色層−接着層間の接着力の方が大きくなるため、優れた接着性が得られるものと推測される。
ここでいう「樹脂」は、インク及び接着液のそれぞれに含まれる全ての樹脂であり、好ましくは熱可塑性樹脂であり、より好ましくは水溶性樹脂と樹脂エマルジョンに含まれる熱可塑性樹脂の両方である。
【0039】
〔第2の蒸発工程〕
本実施形態の製造方法は、基材上の着色層及び接着層に含まれる液体成分(固形分以外の成分)を強制的に蒸発させるための工程(本明細書において「第2の蒸発工程」ともいう。)をさらに有してもよい。第2の蒸発工程における強制的な蒸発の手段としては、例えば、加熱、減圧、並びに、乾燥空気や温風を接触させることが挙げられる。この手段を実現するための装置としては、温風ヒーターが挙げられる。第2の蒸発工程においては、前記基材に付着した前記インクのうち固形分を除いた成分の95質量%を超えて蒸発させることが好ましい。
なお、この第2の蒸発工程を行わず、上記の接着液付着工程を経た後、自然乾燥により、着色層及び接着層に含まれる液体成分を蒸発させることも勿論可能である。
【0040】
以下、本実施形態の転写媒体の製造方法に用いられる転写媒体製造装置の一例を図1〜図6に従って説明する。なお、以下における明細書中の説明において、「前後方向」、「左右方向」、「上下方向」をいう場合は、図1等の図面に矢印で示した方向を基準として示すものとする。
【0041】
図1に示すように、転写媒体製造装置11は、直方体状の本体ケース12を備えている。本体ケース12内には、長尺状の基材としてのフィルム13を繰り出す繰り出し部14と、そのフィルム13にインクを吐出して付着することにより印刷が施される印刷室15と、その印刷によりインクが付着したフィルム13に蒸発処理を施す蒸発装置16と、そのように蒸発処理が施されたフィルム13を巻き取る巻き取り部17が設けられている。
【0042】
すなわち、本体ケース12内における上下方向の中央部よりもやや上寄りの位置には、本体ケース12内を上下に区画する平板状の基台18が設けられており、この基台18よりも上側の領域が矩形板状のプラテン19を基台18上に支持してなる印刷室15となっている。そして、基台18よりも下側の領域において、フィルム13の搬送方向で上流側となる左側寄りの位置に、繰り出し部14が配設されると共に、下流側となる右側寄りの位置に、蒸発装置16及び巻き取り部17が配設されている。
【0043】
図2に示すように、プラテン19には、インク中の固形分を除いた成分を蒸発させるための蒸発装置であるプラテンヒーター19aが設けられている。具体的には、プラテンヒーター19aは、熱伝導により加熱するニクロム線19bを有している。ニクロム線19bは、プラテン19全領域の内部に、プラテン19の上面から一定の距離となるように配設されている。そして、通電されることにより、ニクロム線19b自体が発熱し、プラテン19を介して接触しているプラテン19上のフィルム13の裏面へ熱を伝達することができる。
なお、図2中、Xはキャリッジ27(図1)が移動する幅方向を表し、Yはプラテン19(図1)の送り方向を表す。
【0044】
ここで、ニクロム線19bは、プラテン19の全領域に設けられているので、プラテン19の全領域において発熱することができる。そして、プラテン19上は、凹凸のない滑らかな面となっているので、プラテン19の上面は、フィルム13と均一に接触することができる。また、ニクロム線19bからプラテン19の上面までの距離は一定である。したがって、プラテン19上のフィルム13に対して熱を均一に伝導することができる。すなわち、フィルム13を均一に加熱することができる。
【0045】
図1に示すように、繰り出し部14には、前後方向に延びる巻き軸20が回転自在に設けられ、その巻き軸20に対してフィルム13が予めロール状に巻かれた状態で巻き軸20と一体回転可能に支持されている。すなわち、巻き軸20が搬送モーター55(図4参照)の駆動力に基づいて回転することにより、フィルム13が繰り出し部14から繰り出されて搬送方向の下流側に搬送されるようになっている。そして、巻き軸20から繰り出されたフィルム13は、第1ローラー21、第2ローラー22、第3ローラー23、及び第4ローラー24に順次巻き掛けられて搬送方向を変換された後、巻き取り部17に設けられて搬送モーター55(図4参照)の駆動力に基づいて回転する巻き取り軸25により巻き取られるようになっている。
【0046】
なお、印刷室15内においてプラテン19を挟んで左右方向で対向する第2ローラー22及び第3ローラー23は各々の周面の頂部がプラテン19の上面と同一高さとなるように各々の設置される位置が調整されている。そのため、印刷室15内において第2ローラー22と第3ローラー23との間を下流側に搬送されるフィルム13は、その裏面がプラテン19の上面に摺接するようになっている。
【0047】
また、図1に示すように、印刷室15内におけるプラテン19の前後両側には、左右方向に延びるガイドレール26(図1では2点鎖線で示す)が対をなすように設けられている。ガイドレール26の上面はプラテン19の上面よりも高くなっており、両ガイドレール26の上面には、矩形状のキャリッジ27が図示しない駆動機構の駆動に基づき両ガイドレール26に沿って左右方向への往復移動可能な状態で支持されている。そして、このキャリッジ27の下面側には支持板28を介してインクジェットヘッド29が支持されている。
【0048】
このインクジェットヘッド29は、プラテン19に支持されたフィルム13に対してインクを吐出することにより印刷を施すと共に、接着液と保護液を吐出してフィルム13に付着させる液体付着手段として機能する。また、印刷室15内において、第3ローラー23よりも右側となる領域には、非印刷時にインクジェットヘッド29のメンテナンスを行うためのメンテナンス機構30が設けられている。
【0049】
図3に示すように、キャリッジ27の下面側に支持された支持板28には複数個(本実施形態では6個)のインクジェットヘッド29がフィルム13の搬送方向(図3において白抜き矢印で示す方向)と直交する幅方向(前後方向)に亘って千鳥状の配置態様となるように支持されている。そして、各インクジェットヘッド29の下面となるノズル形成面39には、多数のノズル40により前後方向に沿う複数列(本実施形態では8列)の第1〜第8ノズル列41〜48が左右方向に所定間隔をおいて規則的に形成されている。そして、このように構成された第1〜第8ノズル列41〜48には、各ノズル列41〜48に対応するカートリッジ(図示略)から複数種類の液体がそれぞれ供給されると共に、各ノズル40に対応するように設けられた圧電素子49(図4参照)の振動に伴ってノズル40ごとに吐出されるようになっている。
【0050】
すなわち、第1〜第5ノズル列41〜45には、搬送方向において最も上流側(左側)に位置する第1ノズル列41から順に、シアン、マゼンタ、イエロー、ブラック、ホワイトの各色の着色剤を含むインクが供給されるようになっている。さらに、左側から6番目に位置する第6ノズル列46には、メタリックインクが供給されるようになっている。そして、第1〜第6ノズル列41〜46から吐出されたインクがフィルム13に付着することにより、パターンとしての着色層51(図6参照)が形成されるようになっている。なお、メタリックインクとは、着色剤としての金属性顔料を液体中に分散させたインクであって、フィルム13に付着させることにより金属箔状の着色層51を形成可能なインクである。
【0051】
また、左側から7番目に位置する第7ノズル列47には、接着液が供給されるようになっている。そして、フィルム13の搬送方向において最も下流側(右側)に位置する第8ノズル列48には、透明な保護液が供給されるようになっている。
【0052】
図4に示すように、転写媒体製造装置11には、該転写媒体製造装置11の駆動を統括制御するマイクロコンピューター等からなる制御部53が設けられている。この制御部53は、ユーザーにより操作される操作部54からの入力に基づき、圧電素子49、搬送モーター55の駆動を制御する。
【0053】
次に、上記転写媒体製造装置11を用いて転写媒体58を製造する場合の製造方法について図5及び図6に基づいて説明する。図6(a)〜(d)は、図5における6−6矢視断面の概略を示した図である。
【0054】
なお、図6(a)に示すように、本実施形態におけるフィルム13の表面には、離型層59が形成されている。そして、フィルム13は、転写媒体58の製造開始時点において搬送方向の下流側端が巻き取り軸25に巻きつけられた状態で搬送経路にセットされているものとする。
【0055】
図5及び図6(a)に示すように、着色層によるパターンを形成する文字や画像などの印刷データとして、例えばアルファベットのRという印刷データが入力されると、まず制御部53は、インクを付着させる転写領域Aを設定する。なお、本実施形態において製造する転写媒体58は、該転写媒体58に形成された転写画像をターゲットである被転写媒体(図示略)に左右反転して転写する。そのため、制御部53は、転写された転写画像に対して左右反転した転写領域Aを設定する。
【0056】
ユーザーによって操作部54が操作されて転写媒体58の製造が開始されると、制御部53は、圧電素子49を振動させてフィルム13に対して保護液、インク、接着液をそれぞれ付着させる。
【0057】
具体的には、まず、制御部53は、キャリッジ27の移動に合わせて第8ノズル列48に対応する圧電素子49を振動させ、図6(b)に示すように、転写領域Aに保護液を付着させる。すると、フィルム13上には保護層61が形成される。
【0058】
この際、プラテンヒーター19aのニクロム線19bが後述のように発熱しているため、フィルム13に付着した保護液(保護層61)がフィルム13を介して加熱され、固形分を除いた成分がある程度蒸発するものの、一部は保護層61に残存する。
【0059】
続いて、制御部53は、キャリッジ27の移動に合わせて第1〜第6ノズル列41〜46に対応する圧電素子49を振動させ、図6(c)に示すように、保護層61が形成された転写領域Aにインクを吐出して付着させ着色層51を形成する(インク付着工程)。すなわち、例えば箔転写のための転写媒体58を製造する場合には、メタリックインクを用いて着色層51を形成する。具体的には、まずメタリックインクを転写領域Aに付着させ、その後ホワイトインクを転写領域Aに付着させることで、銀色の着色層51を形成する。
【0060】
制御部53は、着色層51における液体成分の少なくとも一部が蒸発するように予め設定された条件にて、プラテンヒーター19aのニクロム線19bを発熱させている。これにより、フィルム13に付着したインク(着色層51)がフィルム13及び領域によっては保護層61を介して加熱され、当該インクのうち固形分を除いた成分(液体成分)が所定量蒸発する(第1の蒸発工程)。
【0061】
ここで、プラテンヒーター19aは、対流式ではなく、熱伝導式である。したがって、インクジェットヘッド29の第1〜第8ノズル列41〜48に温風が直に吹き付けられるおそれがない。その結果、インクジェットヘッド29の第1〜第8ノズル列41〜48の状態に影響を与えるおそれがない。具体的には、ノズル内のインクが乾燥することによって粘度が上昇し、吐出不良となるおそれがない。また、プラテンヒーター19aによる加熱の程度は、後述の蒸発装置16における加熱の程度よりも低い。その程度は、インクジェットヘッド29の第1〜第8ノズル列41〜48の状態に影響を与えるおそれがない程度である。
【0062】
次に、制御部53は、キャリッジ27の移動に合わせて第7ノズル列47に対応する圧電素子49を振動させ、図6(d)に示すように、転写領域Aに接着液を吐出して付着させ接着層64を形成する(接着液付着工程)。
【0063】
ここで、図6(d)を見ると、着色層51と接着層64とが層分離している。しかし、本実施形態では、着色層と接着層とが(明確に)層分離しているとは限らない。なぜなら、本実施形態においては、着色層に含まれる蒸発成分が全て蒸発しない状態で接着液を記録するからである。なお、着色層が完全に乾いていない状態で接着層を設けると、所謂アンカー効果によって定着強度が増大することが予想される。
【0064】
上述のようにしてフィルム13に対する印刷が終了すると、制御部53は搬送モーター55を駆動してフィルム13を搬送方向の下流側へ搬送し、蒸発装置16において蒸発処理を施す(第2の蒸発工程)。すると、着色層51及び接着層64に含まれる固形分以外の成分(液体成分)が蒸発して保護層61、着色層51、及び接着層64が最終的にフィルム13上に定着する。その後、フィルム13は、接着層64がフィルム13の裏面に接触するように巻き取り軸25に巻き取られるようになっている。
【0065】
なお、接着液が上述したマイクロカプセルを液体中に分散させたものである場合、蒸発装置16の温度は、接着層64中のマイクロカプセルを破壊しない程度の温度に設定される。そのため、フィルム13の裏面と接着層64との密着力は、保護層61と着色層51と接着層64との密着力よりも弱い。したがって、巻き取られたフィルム13を解いた場合には、フィルム13の裏面と接着層64とが剥離し、フィルム13の表面に該フィルム13側から順に保護層61、着色層51、及び接着層64が積層状に形成された状態となる。
【0066】
また、保護層61と着色層51と接着層64との密着力は、保護層61と離型層59との密着力よりも強い。そのため、ターゲットに着色層51を転写する場合には、まず接着層64に付加処理を施してマイクロカプセルを破壊する。そして、接着性が発現した接着層64をターゲットに接着させてフィルム13を剥離することにより、離型層59と保護層61とが剥離され、着色層51はその表面が保護層61に保護された状態でターゲットに転写される。
【0067】
上記転写媒体製造装置11を用いた場合、以下のような効果を得ることができる。
【0068】
すなわち、インクがフィルム13に付着して固形分を除いた成分の65〜95質量%が蒸発した状態において、着色層51上に接着液を付着させることにより、インクが流動性をある程度失った状態で接着液を付着させることになるため、着色層51によるパターンを崩すことなく接着液を付着でき、着色層のパターンを高解像度で得ることが可能となる。また、インクが付着する際に保護層61に固形分を除いた成分が一部残存し、接着液が付着する際に着色層51には液体成分が一部残存し得るため、保護層61と着色層51と接着層64との密着力は、保護層61と離型層59との密着力よりも強い。したがって、特に着色層51と接着層64との密着力を高めて、ターゲットに対して良好な転写が可能な転写媒体58を製造することができる。
【0069】
また、保護液が付着した転写領域Aにインクを付着させることにより、着色層51の表面を保護層61により保護し、ターゲットに転写された着色層51の耐久性を向上させることができる。また、保護層61に固形分を除いた成分が一部残存した状態において、インクを付着させることにより、例えば、保護層61に固形分を除いた成分が実質的に残存しない場合の着色層51と保護層61に比べて密着力を強くすることができる。
【0070】
さらに、フィルム13と着色層51との間に保護層61を形成することにより、フィルム13とインクの相性に関わらず着色層51を形成することができる。すなわち、例えば、撥水性を有する樹脂製のフィルム13上に染料や顔料といった着色剤によって着色された液体(インク)で印刷を行う場合でも、シリカなどの無機微粒子や膨潤性樹脂を含む透明なコート剤を用いて保護層61を形成することにより、インクの定着性を高めることができる。
【0071】
また、接着液が上記マイクロカプセルを液体中に分散させたものである場合、圧電素子49を振動させて接着液を吐出することにより、マイクロカプセルが維持された状態で接着液をフィルム13に付着させることができる。すなわち、接着液の接着力が低減された状態で接着液を吐出することができるため、インクジェットノズルの目詰まりを抑制することができる。
【0072】
なお、上記実施形態は以下のように変更してもよい。すなわち、プラテン19に埋設されてプラテンヒーター19aに代えて又は加えて、プラテン19上に電磁波を放射して加熱する放射式のヒーター、あるいは、風(温風)を吹き付ける送風装置などの蒸発装置を設けてもよい。また、インク、保護液、及び接着液を吐出するヘッドを個別に備えてもよい。さらに、保護液を付着させず、保護層61を形成しなくてもよい。また、予め保護層が形成されたフィルムを用いてもよい。さらに、インクジェットヘッド29に離型材を吐出する機構をさらに備え、フィルム13に対して離型材を吐出して離型層59を形成してもよい。なお、この場合、転写領域Aに対して離型材を吐出し、着色層51の形状に合わせて離型層59を形成してもよい。
【0073】
〔インク及び接着液の構成成分〕
以下では、上記のインク及び接着液の構成成分について、詳細に説明する。
【0074】
(顔料)
インクに含まれる顔料としては、無機顔料及び有機顔料のいずれも使用することができる。
【0075】
無機顔料としては、ファーネスブラック、ランプブラック、アセチレンブラック、チャネルブラック等のカーボンブラック(C.I.ピグメントブラック7)類、酸化鉄、酸化チタンを使用することができる。
【0076】
上記のカーボンブラックの具体例として、以下に限定されないが、No.2300、900、MCF88、No.20B、No.33、No.40、No.45、No.52、MA7、MA8、MA100、No2200B等(以上全て商品名、三菱化学社(Mitsubishi Chemical Corporation)製)、カラーブラックFW1、FW2、FW2V、FW18、FW200、S150、S160、S170、プリテックス35、U、V、140U、スペシャルブラック6、5、4A、4、250等(以上全て商品名、デグサ社(Degussa AG)製)、コンダクテックスSC、ラーベン1255、5750、5250、5000、3500、1255、700等(以上全て商品名、コロンビアカーボン社(Columbian Carbon Co.,Ltd.)製)、リガール400R、330R、660R、モグルL、モナーク700、800、880、900、1000、1100、1300、1400、エルフテックス12等(以上全て商品名、キャボット社(Cabot Corporation)製)が挙げられる。
【0077】
これらのカーボンブラックは1種単独で用いてもよく、2種以上を併用してもよい。
【0078】
また、無彩色白インク(ホワイトインク)に含まれる顔料としては、酸化チタン、硫酸バリウム、及び中空白色樹脂エマルジョンからなる群より選択される一種以上が好ましい。
【0079】
また、有機顔料のうち有彩色インク用の有機顔料としては、特に限定されないが、例えば、キナクリドン系顔料、キナクリドンキノン系顔料、ジオキサジン系顔料、フタロシアニン系顔料、アントラピリミジン系顔料、アンサンスロン系顔料、インダンスロン系顔料、フラバンスロン系顔料、ペリレン系顔料、ジケトピロロピロール系顔料、ペリノン系顔料、キノフタロン系顔料、アントラキノン系顔料、チオインジゴ系顔料、ベンツイミダゾロン系顔料、イソインドリノン系顔料、アゾメチン系顔料、及びアゾ系顔料が挙げられる。
【0080】
シアンインクに用いられるシアン顔料の具体例としては、以下に限定されないが、C.I.ピグメントブルー1、2、3、15:3、15:4、15:34、16、22、60等、C.I.バットブルー4、60等が挙げられる。これらの中でも、好ましくはC.I.ピグメントブルー15:3、15:4、及び60からなる群から選択される一種以上である。
【0081】
マゼンタインクに用いられるマゼンタ顔料の具体例としては、以下に限定されないが、C.I.ピグメントレッド5、7、12、48(Ca)、48(Mn)、57(Ca)、57:1、112、122、123、168、184、202、C.I.ピグメントバイオレット19が挙げられる。これらの中でも、好ましくはC.I.ピグメントレッド122、202、209、及びC.I.ピグメントバイオレット19からなる群から選択される一種以上である。
【0082】
イエローインクに用いられるイエロー顔料の具体例としては、以下に限定されないが、C.I.ピグメントイエロー1、2、3、12、13、14C、16、17、73、74、75、83、93、95、97、98、119、110、114、128、129、138、150、151、154、155、180、185が挙げられる。これらの中でも、好ましくはC.I.ピグメントイエロー74、109、110、128、及び138からなる群から選択される一種以上である。
【0083】
オレンジインクに用いられるオレンジ顔料分散液に使用される顔料の具体例としては、以下に限定されないが、C.I.ピグメントオレンジ36もしくは43、又はこれらの混合物である。
【0084】
グリーンインクに用いられるグリーン顔料分散液に使用される顔料の具体例としては、以下に限定されないが、C.I.ピグメントグリーン7もしくは36、又はこれらの混合物である。
【0085】
メタリックインクに用いられる金属性顔料は、金属光沢等の機能を有するものであれば特に限定されないが、アルミニウム又はアルミニウム合金、あるいは、銀又は銀合金であることが好ましい。これらの中でも、コストを低下させ、且つ金属光沢を良好にするため、アルミニウム又はアルミニウム合金であることが好ましい。アルミニウム合金を用いる場合、アルミニウムに添加されうる別の金属元素又は非金属元素としては、金属光沢を有する等の機能を有するものであれば特に限定されるものではないが、銀、金、白金、ニッケル、クロム、錫、亜鉛、インジウム、チタン、銅を挙げることができる。そして、これらの単体又はこれらの合金及びこれらの混合物の少なくとも1種が好適に用いられる。
【0086】
これらの顔料は、従来公知の分散樹脂を用いて樹脂分散して用いてもよく、あるいはオゾン、次亜塩素酸、又は発煙硫酸などにより、顔料表面を酸化又はスルホン化して自己分散顔料として用いてもよい。
【0087】
(樹脂エマルジョン、水溶性樹脂)
本実施形態において、インク及び接着液に含まれ得る樹脂エマルジョン及び水溶性樹脂としては、以下に列記するものが好ましい。樹脂は1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0088】
これらの樹脂は、水不溶性の場合であっても、上述のとおり水分散性は必要であるため、親水性部分と疎水性部分とを併せ持つ重合体、即ち樹脂エマルジョンであることが好ましい。熱可塑性樹脂として樹脂エマルジョンを使用する場合、その平均粒子径はエマルジョンを形成する限り特に限定されないが、好ましくは150nm程度以下、より好ましくは5nm〜100nm程度である。
【0089】
なお、本明細書において、平均粒子径は、動的光散乱法を用いた粒度分析計により測定される。エマルジョンに純水を加えて100倍に希釈し、ナノトラックUPA−EX150(日機装社(Nikkiso Co., Ltd.)製)を用いて測定される50%数平均粒子径を、平均粒子径とする。
【0090】
熱可塑性樹脂としては、インクジェット記録用インクや接着液において従来用いられているものを使用することができる。熱可塑性樹脂の具体例として、以下に限定されないが、ポリ(メタ)アクリル酸エステル又はその共重合体、ポリアクリロニトリル又はその共重合体、ポリシアノアクリレート、ポリアクリルアミド、及びポリ(メタ)アクリル酸などの(メタ)アクリル系重合体、ポリエチレン、ポリプロピレン、ポリブテン、ポリイソブチレン、及びポリスチレン、並びにそれらの共重合体、並びに石油樹脂、クマロン・インデン樹脂、及びテルペン樹脂などのポリオレフィン系重合体、ポリ酢酸ビニル又はその共重合体、ポリビニルアルコール、ポリビニルアセタール、及びポリビニルエーテルなどの酢酸ビニル系又はビニルアルコール系重合体、ポリ塩化ビニル又はその共重合体、ポリ塩化ビニリデン、フッ素樹脂、及びフッ素ゴムなどの含ハロゲン系重合体、ポリビニルカルバゾール、ポリビニルピロリドン又はその共重合体、ポリビニルピリジン、及びポリビニルイミダゾールなどの含窒素ビニル系重合体、ポリブタジエン又はその共重合体、ポリクロロプレン、及びポリイソプレン(ブチルゴム)などのジエン系重合体、並びにその他の開環重合型樹脂、縮合重合型樹脂、及び天然高分子樹脂が挙げられる。
【0091】
熱可塑性樹脂の市販品として、例えば、ハイテックE−7025P、ハイテックE−2213、ハイテックE−9460、ハイテックE−9015、ハイテックE−4A、ハイテックE−5403P、ハイテックE−8237(以上すべて商品名、東邦化学社(TOHO Chemical Industry Co.,Ltd.)製)、AQUACER 507、AQUACER 515、AQUACER 840(以上すべて商品名、ビックケミー・ジャパン社(BYK Japan KK)製)、JONCRYL 67、611、680、及び690(以上すべて商品名、BASF社製)が挙げられる。
【0092】
熱可塑性樹脂をエマルジョンの状態で得る場合には、所望により界面活性剤とともに、樹脂粒子を水と混合することによって調製することができる。例えば、(メタ)アクリル系樹脂又はスチレン−(メタ)アクリル系樹脂のエマルジョンは、(メタ)アクリル酸エステルの樹脂又はスチレン−(メタ)アクリル酸エステルの樹脂と、所望により(メタ)アクリル酸樹脂と、界面活性剤と、を水に混合することにより得られる。樹脂エマルジョン及び水溶性樹脂の少なくともいずれかと界面活性剤との混合割合は、質量比で通常50:1〜5:1程度とするのが好ましい。界面活性剤の使用量が、上記範囲に満たない場合にはエマルジョンが形成されにくく、一方、前記範囲を超える場合にはインクや接着液の耐水性が低下したり、密着性が悪化したりする傾向にある。
【0093】
上記の界面活性剤は特に限定されないが、好ましい例として、ドデシルベンザンスルホン酸ナトリウム、ラウルリル酸ナトリウム、及びポリオキシエチレンアルキルエーテルサルフェートのアンモニウム塩などのアニオン系界面活性剤、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルエステル、ポリオキシエチレンソルビタン脂肪酸エステル、ポリオキシエチレンアルキルフェニルエーテル、ポリオキシエチレンアルキルアミン、及びポリオキシエチレンアルキルアミド等のノニオン系界面活性剤が挙げられる。これらの界面活性剤は、1種単独で用いてもよく、2種以上を混合して用いてもよい。
【0094】
また、熱可塑性樹脂のエマルジョンは、重合触媒及び乳化剤を存在させた水中で、上記した樹脂エマルジョン及び水溶性樹脂の少なくともいずれかの単量体を乳化重合させることによっても得ることができる。乳化重合の際に使用される重合開始剤、乳化剤、及び分子量調整剤は従来公知の方法に準じて使用できる。
【0095】
重合開始剤としては、通常のラジカル重合に用いられるものと同様のものが用いられ、例えば、過硫酸カリウム、過硫酸アンモニウム、過酸化水素、アゾビスイソブチロニトリル、過酸化ベンゾイル、過酸化ジブチル、過酢酸、クメンヒドロパーオキシド、t−ブチルヒドロキシパーオキシド、及びパラメンタンヒドロキシパーオキシドが挙げられる。重合反応を水中で行う場合には、水溶性の重合開始剤が好ましい。乳化剤としては、例えば、ラウリル硫酸ナトリウムの他、一般にアニオン界面活性剤、ノニオン界面活性剤、又は両性界面活性剤として用いられているもの、及びこれらの混合物が挙げられる。これらは1種単独で用いてもよく、2種以上を混合して使用してもよい。
【0096】
樹脂エマルジョン及び水溶性樹脂の少なくともいずれかと水との割合は、これらの樹脂100質量部に対して、好ましくは60質量部〜400質量部の範囲、より好ましくは100質量部〜200質量部の範囲の水が適当である。
【0097】
熱可塑性樹脂として樹脂エマルジョンを使用する場合、公知の樹脂エマルジョンを用いることも可能である。例えば特公昭62−1426号公報、特開平3−56573号公報、特開平3−79678号公報、特開平3−160068号公報、又は特開平4−18462号公報などに記載の樹脂エマルジョンをそのまま用いることができる。
【0098】
また、市販の樹脂エマルジョンを利用することも可能であり、例えばマイクロジェルE−1002、E−5002(以上すべて商品名、スチレン−アクリル系樹脂エマルジョン、日本ペイント社(Nippon Paint Co., Ltd.)製)、ボンコート4001(商品名、アクリル系樹脂エマルジョン、大日本インキ化学工業社(DIC Corporation)製)、JONCRYL 67、611、680、及び690(以上すべて商品名、BASF社製)、AP−4735(商品名、アクリル系樹脂エマルジョン、昭和高分子社(SHOWA HIGHPOLYMER CO., LTD.)製)、AM710(商品名、アクリル系樹脂エマルジョン、昭和高分子社製)、AM920(商品名、アクリル系樹脂エマルジョン、昭和高分子社製)、ポリゾールAT860(商品名、アクリル系樹脂エマルジョン、昭和高分子社製)、ボンコート5454(商品名、スチレン−アクリル系樹脂エマルジョン、大日本インキ化学工業社製)、SAE1014(商品名、スチレン−アクリル系樹脂エマルジョン、日本ゼオン社(Zeon Corporation)製)、又はサイビノールSK−200(商品名、アクリル系樹脂エマルジョン、サイデン化学社(SAIDEN CHEMICAL INDUSTRY CO.,LTD.)製)が挙げられる。熱可塑性樹脂は、粒子粉末としてインクや接着液中の他の構成成分と混合されてもよいが、樹脂粒子を水媒体に分散させて、樹脂エマルジョンの形態とした後、インクや接着液の他の構成成分と混合することが好ましい。インクや接着液の長期保存安定性及び吐出安定性を良好なものとするため、本実施形態における樹脂粒子の粒径は、好ましくは5〜400nmの範囲であり、より好ましくは50〜200nmの範囲である。
【0099】
また、水溶性樹脂としては、スルホン酸基、カルボン酸基、アミノ基などのアルカリ金属塩、アンモニウム塩、無機酸塩、有機酸塩などのイオン性の親水基を有する合成高分子を用いることができる。より詳細には、ポリエチレングリコール、ポリビニルピロリドン、ポリビニルアルコール、及びポリビニルアセタール、スチレン−(メタ)アクリル酸共重合物、(メタ)アクリル酸エステル−(メタ)アクリル酸共重合物等の、合成高分子が挙げられる。水溶性樹脂の市販品として、例えば、JONCRYL680(BASF社製アクリル系樹脂)が挙げられる。
【0100】
樹脂エマルジョン及び水溶性樹脂の少なくともいずれかは、インク又は接着液の総量(100質量%)に対して、固形分換算で0.5〜10.0質量%の範囲で含まれることが好ましい。これらの樹脂が少なすぎると、基材の表面に形成されるインクや接着液の被膜が薄くなり、基材の表面との密着性が不十分になる場合がある。これらの樹脂が多すぎると、インクや接着液の吐出安定性に劣ったり、インクや接着液の保存中に樹脂の分散が不安定になったり、わずかな水分の蒸発により樹脂が凝集・固化して均一な被膜が形成できなくなる場合がある。
【0101】
(1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤)
1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤をインク(水性顔料インク)や接着液に含有させることにより、インクや接着液中で樹脂を安定化させることができ、インク(水性顔料インク)や接着液の吐出安定性及び揮発性に優れ、かつ、画像の転写ムラを効果的に防止することができる。
上記の水溶性有機溶剤は、吐出安定性に優れるため、ラクタム類、カルボン酸エステル類、アルキレングリコールエーテル類、及びアルコール類から選ばれる1種以上を含む水性液体であることが好ましい。これらの中でも、2−ピロリドン類(γ−ブチロラクタム類)、乳酸エステル類、アルキレングリコールエーテル類、アルコール類を含む水性液体であることがより好ましい。
【0102】
上記の水溶性有機溶剤として、以下に限定されないが、例えば、エタノール(沸点78℃)、N−メチル−2−ピロリドン(沸点202℃)、N−メチル−2−ピロリドン(沸点212℃)、2−ピロリドン(沸点245℃)、ジメチルスルホキシド(沸点189℃)、乳酸メチル(沸点145℃)、乳酸エチル(沸点155℃)、乳酸イソプロピル(沸点168℃)、乳酸ブチル(沸点188℃)、エチレングリコールモノメチルエーテル(沸点124℃)、エチレングリコールジメチルエーテル(沸点85℃)、エチレングリコールモノメチルエーテルアセテート(沸点145℃)、ジエチレングリコールモノメチルエーテル(沸点194℃)、ジエチレングリコールジメチルエーテル(沸点162℃)、ジエチレングリコールエチルメチルエーテル(沸点176℃)、ジエチレングリコールジエチルエーテル(沸点189℃)、プロピレングリコールモノメチルエーテル(沸点120℃)、プロピレングリコールジメチルエーテル(沸点97℃)、ジプロピレングリコールモノメチルエーテル(沸点188℃)、ジプロピレングリコールジメチルエーテル(沸点171℃)、1,4−ジオキサン(沸点101℃)、エチレングリコール(沸点197℃)、ジエチレングリコール(沸点244℃)、プロピレングリコール(沸点188℃)、ジプロピレングリコール(沸点232℃)、1,3−プロパンジオール(沸点212℃)、1,4−ブタンジオール(沸点230℃)、ヘキシレングリコール(沸点198℃)、2,3−ブタンジオール(沸点77℃)、n−ブタノール(沸点118℃)、1,2−ヘキサンジオール(沸点224℃)、1,2−ペンタンジオール(沸点206℃)、ジエチレングリコールモノブチルエーテル(沸点116℃)、及びジエチレングリコールモノプロピルエーテル(沸点153℃)が挙げられる。
【0103】
1atm相当の沸点が70℃以上250℃以下である水溶性有機溶剤は、1種単独で用いてもよく、2種以上を混合して用いてもよい。
【0104】
(界面活性剤)
本実施形態において、インクに用いられる界面活性剤としては、アセチレングリコール系界面活性剤及びシリコーン系界面活性剤からなる群から選択される一種以上の界面活性剤が挙げられる。
【0105】
アセチレングリコール系界面活性剤としては、例えば、2,4,7,9−テトラメチル−5−デシン−4,7−ジオール、3,6−ジメチル−4−オクチン−3,6−ジオール、3,5−ジメチル−1−ヘキシン−3オール、2,4−ジメチル−5−ヘキシン−3−オールが挙げられる。アセチレングリコール系界面活性剤の市販品として、例えば、オルフィンE1010、STG、Y、サーフィノール104E、104H、104A、104BC、104DPM、104PA、104PG−50、104S、420、465、485、TG、SE、SE−F、61、82、DF−110D(以上全て商品名、日信化学工業社(Nissin Chemical Industry CO.,Ltd.)製)、アセチレノールE00、E00P(以上全て商品名、川研ファインケミカル社(Kawaken Fine Chemicals Co., Ltd.)製)が使用可能である。
【0106】
シリコーン系界面活性剤としては、ポリシロキサン系化合物が好ましく用いられ、ポリシロキサン系化合物の具体例として、ポリエーテル変性オルガノシロキサンが挙げられる。シリコーン系界面活性剤の市販品として、BYK−306、BYK−307、BYK−333、BYK−341、BYK−345、BYK−346、BYK−347、BYK−348、BYK−UV3500、3510、3530、3570(以上全て商品名、ビックケミー・ジャパン社製)が使用可能である。
【0107】
特に好ましい界面活性剤は、シリコーン系界面活性剤と、HLB値が17以下のアセチレングリコール系界面活性剤と、を共に含む組み合わせである。
【0108】
また、上述の水溶性有機溶剤と界面活性剤とを組み合わせて、上記インクの表面張力を23.0mN/m〜40.0mN/mの範囲とすることが好ましく、より好ましくは25.0mN/m〜35.0mN/mの範囲である。インクの表面張力が上記範囲内であると、吐出安定性に優れる。
【0109】
(水)
水は、本実施形態で用いるインクが水性インクである場合の主溶媒であり、また、接着液にも含まれる。水としては、イオン性の不純物を極力低減するため、イオン交換水、限外濾過水、逆浸透水、もしくは蒸留水等の純水、又は超純水を用いることが好ましい。また、紫外線照射や過酸化水素の添加などによって滅菌した水を用いると、顔料分散液及びこれを用いたインクを長期保存する場合に、カビやバクテリアの発生を防止することができるので好適である。
(その他の添加剤)
【0110】
本実施形態におけるインクや接着液は、さらに必要に応じて、防腐剤・防かび剤、pH調整剤、酸化防止剤、及び金属トラップ剤などを含有してもよい。
【0111】
防腐剤・防かび剤として、例えば、安息香酸ナトリウム、ペンタクロロフェノールナトリウム、2−ピリジンチオール−1−オキサイドナトリウム、ソルビン酸ナトリウム、デヒドロ酢酸ナトリウム、1,2−ジベンジソチアゾリン−3−オン(Arch Chemicals社製のProxel−CRL、Proxel−BDN、Proxel−GXL、Proxel−XL2、Proxel−TN)が挙げられる。
【0112】
pH調整剤として、例えば、水酸化ナトリウム、水酸化カリウム等の無機アルカリ、アンモニア、ジエタノールアミン、トリエタノールアミン、トリイソプロパノールアミン、モルホリン、リン酸二水素カリウム、及びリン酸水素二ナトリウムが挙げられる。
【0113】
金属トラップ剤として、例えば、エチレンジアミン4酢酸2ナトリウムが挙げられる。
【0114】
このように、本実施形態によれば、着色層を形成するためのインク及び接着層を形成するための接着液をインクジェットヘッドから吐出する際の吐出安定性に優れ、着色層のパターンを高解像度で得ることができ、転写性に優れ、かつ、転写後の接着性に優れた転写媒体の製造方法を提供することができる。
【0115】
本実施形態の製造方法は、上記インク付着工程よりも前に、基材の着色層が形成されるべき側の面上に保護層を形成する工程を有してもよい。保護層の形成は、例えば、上記面に保護液を付着させ、必要に応じて乾燥させることにより行われる。保護層を形成することにより、転写後の着色層の表面を保護層により保護し、被転写媒体(ターゲット)に転写された着色層の耐久性を向上させることができる。保護液としては、例えば、アクリル酸エステル樹脂、メタクリル酸エステル樹脂、アクリル酸エステル−メタクリル酸エステル共重合体樹脂、アクリル酸エステル−スチレン共重合体樹脂、アクリル酸エステル−メタクリル酸エステル−スチレン共重合体樹脂、ポリビニルアルコール樹脂等を含む液体が挙げられる。
【0116】
[インクと接着液とのセット]
本発明の一実施形態は、インクと接着液とのセットに係る。当該セットは、好ましくは顔料、樹脂、及び溶媒を含むインクと、好ましくは樹脂及び溶媒を含む接着液と、のセットであって、インク中の樹脂の含有割合が接着液中の樹脂の含有割合よりも少ないものである。上記のセットは、転写媒体を製造する際に用いられると、本発明による有利な効果を奏することができるため有用である。インク及びこれに含まれる各成分、並びに、接着液及びこれに含まれる各成分は、上述と同様であればよいので、ここでは詳細な説明を省略する。
【0117】
[転写媒体]
本発明の一実施形態は、転写媒体に係る。当該転写媒体は、上記実施形態の製造方法を実施することにより得ることができる。この転写媒体は、インク由来の着色層中の樹脂量が接着液由来の接着層の樹脂量よりも少ないという特徴を有する。
【0118】
上記の特徴により、本実施形態は、転写後における、被転写媒体又は着色層と接着層との接着性に極めて優れた転写媒体を提供することができる。
【0119】
転写媒体において、着色層の厚さは、1〜10μmであると好ましい。着色層の厚さが上記範囲内にあることにより、発色性に優れる。また、接着層の厚さは、1〜5μmであると好ましい。接着層の厚さがかかる数値範囲内にあることにより、接着性に優れる。さらに、転写媒体が保護層を備える場合、保護層の厚さは、10〜30nmであると好ましい。保護層の厚さが上記範囲内にあることにより、ロール状の基材を用いた場合にかさばらないこと又は着色層の保護若しくは保護層の製造コストの観点から優れる。
【実施例】
【0120】
以下、本発明を実施例によってさらに具体的に説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0121】
[インクの調製]
〔インク1〕
3質量部のジエチレングリコールモノブチルエーテル(DEGBE)、0.8質量部のシリコーン系界面活性剤(BYK−348、ビックケミー社製)、及び30質量部の純水(イオン交換水)を混合し、常温で20分間攪拌して予備混合液を得た。次に、顔料分散剤として1.5質量部の水溶性樹脂(JONCRYL680、BASF社製アクリル系樹脂、分子量4,900、酸価215)、及びpH調整剤として0.1質量%の水酸化カリウム(KOH)をこの予備混合液に添加し、40℃で1時間攪拌することで、混合液Iを調製した。
【0122】
調製された混合液Iに、マゼンタ顔料(C.I.ピグメントレッド 122、BASF社製)を5質量部添加して混合液IIを得、卓上サンドミル(林商店(Hayashi Shoten)社製)中で、得られた混合液IIの1.5倍質量のジルコニアガラスビーズ(直径1.5mm)とともに、2,160rpmで2時間攪拌し分散した。分散後、0.1mm径のSUSメッシュフィルターにてろ過し、分散液Iを調製した。
【0123】
調製された分散液Iに、1,2−ヘキサンジオール(1,2−HD)、2−ピロリドン(表1中、単に「ピロリドン」と示す。)、プロピレングリコール(PG)、Proxel−XL2(防腐剤、Arch Chemicals社製)、及び純水(イオン交換水)を、表1に示す分量(質量部)で添加し、40℃で20分間攪拌して分散液IIを得た。攪拌後、分散液IIを5μm径のメンブランフィルターにてろ過し、表1に組成を示すインク1を調製した。
【0124】
〔インク2〕
混合液I調製時における顔料分散剤としての水溶性樹脂の添加量を2.0質量部に変更し、かつ、分散液I調製時において混合液Iに添加するマゼンタ顔料を、4質量部のイエロー顔料(C.I.ピグメントイエロー 180、大日精化工業社(Dainichiseika Color & Chemicals Mfg.Co.,Ltd.)製)に変更した点以外は、インク1の調製と同様にして、表1に組成を示すインク2を調製した。
【0125】
〔インク3〕
混合液I調製時における顔料分散剤としての水溶性樹脂の添加量を1.4質量部に変更し、BYK−348の添加量を0.5重量部に変更し、分散液I調製時において混合液Iに添加するマゼンタ顔料をシアン顔料(C.I.ピグメントブルー 15:3、DIC社製)に変更し、かつ、調製された分散液Iに、1,2−ヘキサンジオール、2−ピロリドン、プロピレングリコール、アクリル系樹脂エマルジョン(AP−4735、有効成分50%、昭和高分子社製)(表1中、単に「樹脂EM」と示す。)、アセチレングリコール系界面活性剤(サーフィノール465、Air Products and Chemicals Inc.製、HLB値13)(表1中、単に「465」と示す。)、Proxel−XL2、及び純水(イオン交換水)を表1に示す分量(質量部)で添加し、40℃で20分間攪拌して分散液IIを得ることに変更した点以外は、インク1の調製と同様にして、表1に組成を示すインク3を調製した。
【0126】
【表1】
【0127】
[接着液の調製]
〔接着液1〕
1,2−ヘキサンジオール(1,2−HD)、2−ピロリドン(表2中、単に「ピロリドン」と示す。)、プロピレングリコール(PG)、AM710(アクリル系樹脂エマルジョン、有効成分50.5%、昭和高分子社製)(表2中、単に「樹脂EM」と示す。)、及び純水(イオン交換水)を混合し、40℃で20分間攪拌後、5μm径のメンブランフィルターにてろ過し、下記表2に示す接着液1を調製した。
【0128】
〔接着液2〕
1,2−ヘキサンジオール、2−ピロリドン、プロピレングリコール、AM920(アクリル系樹脂エマルジョン、有効成分45%、昭和高分子社製)、及び純水(イオン交換水)を混合し、40℃で20分間攪拌後、5μm径のメンブランフィルターにてろ過し、下記表2に示す接着液2を調製した。
【0129】
〔接着液3〕
1,2−ヘキサンジオール、2−ピロリドン、プロピレングリコール、ポリゾールAT860(アクリル系樹脂エマルジョン、有効成分50%、昭和高分子社製)、及び純水(イオン交換水)を混合し、40℃で20分間攪拌後、5μm径のメンブランフィルターにてろ過し、下記表2に示す接着液3を調製した。
【0130】
〔接着液4〕
1,2−ヘキサンジオール、2−ピロリドン、プロピレングリコール、AM920(アクリル樹脂エマルジョン、有効成分45%、昭和高分子社製)、及び純水(イオン交換水)を混合し、40℃で20分間攪拌後、5μm径のメンブランフィルターにてろ過し、表2に示す接着液4を調製した。
【0131】
【表2】
【0132】
[インクジェットヘッド吐出準備]
インク1〜3及び接着液1〜4を用いたインクジェットヘッドによる吐出実験は、PX−7550(インクジェットプリンタ、セイコーエプソン社(Seiko Epson Corporation)製)を用いて行ったが、本実験は本発明を限定するものではない。
【0133】
マットブラックのインクカートリッジに上記のインク1〜3を入れ、イエローのインクカートリッジに接着液1〜4を入れて準備し、各々プリンタに装着してインクジェットヘッドへの充填動作を行った。その後、インクジェットヘッドから吐出することを確認して印刷準備を行った。
【0134】
〔吐出安定性の評価〕
温度25℃及び相対湿度40%RHの環境下において、インク及び接着液のインクジェットヘッドからの吐出を連続して行った。吐出条件は、駆動周波数を50kHzとし、1440dpi×1440dpiの解像度において100%dutyとした(いわゆるベタ印刷)。ここで、「duty」とは、下式で算出される値である。
duty(%)=実記録ドット数/(縦解像度×横解像度)×100
(式中、「実記録ドット数」は単位面積当たりの実記録ドット数であり、「縦解像度」及び「横解像度」はそれぞれ単位面積当たりの解像度である。)
評価基準は下記のとおりである。評価結果を下記表3に示す。
A:ドット抜け又は飛行曲がりが15分経過しても発生しなかったか、あるいは、15分以内に発生したがクリーニング動作で回復した。
C:ドット抜け又は飛行曲がりが15分以内に発生し、クリーニング動作を行っても回復しなかった。
【0135】
【表3】
【0136】
表3の結果より、調製したインク1〜3及び接着液1〜4はいずれも、吐出安定性に優れることを確認した。
【0137】
[転写媒体の作製]
図1に示すものと同様の構成を備える転写媒体製造装置であって、更にインク中の固形分を除いた成分を蒸発させるための蒸発装置を設けた転写媒体製造装置を用いて、転写媒体を作製した。具体的には、まず、ロール状の幅600mm、厚さ12μmの二軸延伸PETフィルム上にワックスを膜厚20nmに塗布して離型層とした。さらに、熱硬化性のメラミン樹脂層を10nm厚に塗布後180℃で5分加熱硬化させて保護層とし、転写フィルムベース媒体を作製した。次に、前記転写フィルムベース媒体を転写媒体製造装置の所定の位置に装着し、インクジェットヘッドのピエゾ素子駆動電圧波形を変化させて5〜15ngの液滴を適宜質量調整した。そして、記録用のソフトウェアプログラムにより、2,880dpi×1,440dpiの解像度で文字及び画像パターンを印刷した。なお、上記文字には5ポイント及び7ポイントの全角ひらがな(フォント:MS明朝)を使用した。
【0138】
印刷は、以下の順に行った。まず、インクジェットヘッドから表4に示すインクを吐出し付着させて、着色層を形成した。第1の蒸発工程として、プラテンヒーターを用いて基材の裏面から50℃で加熱し、さらに着色層に40℃の温風を接触させることにより、付着したインクから液体成分を蒸発させた。その後、インク中の固形分を除いた成分(液体成分)が後述の所望の量になったところで、基材の着色層が形成された側に向けて、インクジェットヘッドから表4に示す接着液を4ngの液滴として吐出し付着させることにより、接着層を形成した。接着層の形成は、記録用のソフトウェアプログラムにより、1,440dpi×1,440dpiの解像度において、100%dutyとした(いわゆるベタ印刷)。その後、第2の蒸発工程として、乾燥装置を用いてさらに蒸発、乾燥を行い(50℃の温風を20秒間接触させた。)、転写媒体を作製した。
【0139】
(1.第1の蒸発工程例1)
インク1中の固形分を除いた成分の70質量%を蒸発させた。
【0140】
(2.第1の蒸発工程例2)
インク2中の固形分を除いた成分の80質量%を蒸発させた。
【0141】
(3.第1の蒸発工程例3)
インク3中の固形分を除いた成分の90質量%を蒸発させた。
【0142】
(4.第1の蒸発工程例4)
インク3中の固形分を除いた成分の90質量%を蒸発させた。
【0143】
(5.第1の蒸発工程例5)
インク2中の固形分を除いた成分の95質量%を蒸発させた。
【0144】
(6.第1の蒸発工程例6)
インク3中の固形分を除いた成分の90質量%を蒸発させた。
【0145】
〔印刷の解像度評価〕
評価基準は下記のとおりである。評価結果を下記表4に示す。
A:5ポイント以下の文字も明瞭に判読可能であった。
C:5ポイント以下の文字が判読不能であった。
【0146】
〔転写性評価〕
100mm幅にスリット加工した転写媒体をホットスタンピングマシン(R415F−TP、ロールオンタイプ、尼崎機械工業社(AMAGASAKI MACHINERY Co., Ltd)製)の所定位置に装着し、熱圧着ローラー温度を150℃、圧力を30kg/cm2、速度を20cm/秒として、被転写媒体であるアクリル樹脂板に転写した。
評価基準は下記のとおりである。評価結果を下記表4に示す。
A:5ポイント以下の文字も完全に転写することができた。
C:5ポイント以下の文字の転写が不完全であった。
【0147】
〔接着性評価〕
上記の転写性評価において転写されたアクリル樹脂板上の着色層に対し、JIS D0202−1988に準拠して、碁盤目テープ剥離試験を行った。セロハンテープ(登録商標)(CT24、ニチバン社(Nichiban Co., Ltd.)製)を、上記の着色層上に指の腹で押し付けて密着させた後、このセロハンテープを剥がした。100マスのうち、着色層が剥離しなかったマス目の数で表すことにより判定した。つまり、着色層が全く剥離しなかった場合を「100/100」とし、着色層が完全に剥離した場合を「0/100」とした。評価基準は下記のとおりである。評価結果を下記表4に示す。
S :0/100
AAA:0/100を超えて10/100未満
AA :10/100以上20/100未満
A :20/100以上30/100未満
C :30/100以上
【0148】
【表4】
【0149】
表4の結果より、第1の蒸発工程例1〜4のように、吐出安定性に優れるインク及び接着液を使用し、基材上に吐出され付着したインク中の樹脂の含有割合が、その後に吐出され付着する接着液中の樹脂の含有割合よりも少なくなるようにすることにより、樹脂の含有割合の関係が逆である第1の蒸発工程例4に比して、高解像度での印刷が可能となり(転写媒体における着色層のパターンを高解像度で形成することができ)、転写性に優れる上、さらに転写後の、被転写媒体又は着色層と接着層との接着性にも優れることが明らかとなった。
【符号の説明】
【0150】
11…転写媒体製造装置、12…本体ケース、13…フィルム、14…繰り出し部、15…印刷室、16…蒸発装置、17…巻き取り部、18…基台、19…プラテン、19a…プラテンヒーター、19b…ニクロム線、20…巻き軸、21…第1ローラー、22…第2ローラー、23…第3ローラー、24…第4ローラー、25…巻き取り軸、26…ガイドレール、27…キャリッジ、28…支持板、29…インクジェットヘッド、30…メンテナンス機構、39…ノズル形成面、40…ノズル、41…第1ノズル列、42…第2ノズル列、43…第3ノズル列、44…第4ノズル列、45…第5ノズル列、46…第6ノズル列、47…第7ノズル列、48…第8ノズル列、49…圧電素子、51…着色層、53…制御部、54…操作部、55…搬送モーター、58…転写媒体、59…離型層、61…保護層、64…接着層、A…転写領域、X…幅方向、Y…送り方向。
【特許請求の範囲】
【請求項1】
インクジェットヘッドから樹脂を含有するインクを吐出し基材上に付着させるインク付着工程と、
前記基材に付着した前記インクに含まれる液体成分の少なくとも一部を蒸発させる蒸発工程と、
前記基材における、前記液体成分の少なくとも一部が蒸発した前記インクが付着した面上に、インクジェットヘッドから樹脂を含有する接着液を吐出し付着させる接着液付着工程と、
を含み、
前記インク中の前記樹脂の含有割合が前記接着液中の前記樹脂の含有割合よりも少ない、転写媒体の製造方法。
【請求項2】
前記インクが水性顔料インクである、請求項1に記載の転写媒体の製造方法。
【請求項3】
前記水性顔料インクが、70℃以上250℃以下の水溶性有機溶剤を含み、
前記水溶性有機溶剤が、ラクタム類、カルボン酸エステル類、アルキレングリコールエーテル類、及びアルコール類から選ばれる1種以上を含む水性液体である、請求項2に記載の転写媒体の製造方法。
【請求項4】
前記接着液が、70℃以上250℃以下の水溶性有機溶剤を含み、
前記水溶性有機溶剤が、ラクタム類、カルボン酸エステル類、アルキレングリコールエーテル類、及びアルコール類から選ばれる1種以上を含む水性液体である、請求項1〜3のいずれか1項に記載の転写媒体の製造方法。
【請求項5】
前記接着液がエマルジョン形態の熱可塑性樹脂を含む水性液体である、請求項1〜4のいずれか1項に記載の転写媒体の製造方法。
【請求項6】
前記基材が、金属、プラスチック、又は紙である、請求項1〜5のいずれか1項に記載の転写媒体の製造方法。
【請求項7】
請求項1〜6のいずれか1項に記載の製造方法により得られる、転写媒体。
【請求項8】
請求項1〜6のいずれか1項に記載の転写媒体の製造方法に用いられるインクと接着液とのセット。
【請求項1】
インクジェットヘッドから樹脂を含有するインクを吐出し基材上に付着させるインク付着工程と、
前記基材に付着した前記インクに含まれる液体成分の少なくとも一部を蒸発させる蒸発工程と、
前記基材における、前記液体成分の少なくとも一部が蒸発した前記インクが付着した面上に、インクジェットヘッドから樹脂を含有する接着液を吐出し付着させる接着液付着工程と、
を含み、
前記インク中の前記樹脂の含有割合が前記接着液中の前記樹脂の含有割合よりも少ない、転写媒体の製造方法。
【請求項2】
前記インクが水性顔料インクである、請求項1に記載の転写媒体の製造方法。
【請求項3】
前記水性顔料インクが、70℃以上250℃以下の水溶性有機溶剤を含み、
前記水溶性有機溶剤が、ラクタム類、カルボン酸エステル類、アルキレングリコールエーテル類、及びアルコール類から選ばれる1種以上を含む水性液体である、請求項2に記載の転写媒体の製造方法。
【請求項4】
前記接着液が、70℃以上250℃以下の水溶性有機溶剤を含み、
前記水溶性有機溶剤が、ラクタム類、カルボン酸エステル類、アルキレングリコールエーテル類、及びアルコール類から選ばれる1種以上を含む水性液体である、請求項1〜3のいずれか1項に記載の転写媒体の製造方法。
【請求項5】
前記接着液がエマルジョン形態の熱可塑性樹脂を含む水性液体である、請求項1〜4のいずれか1項に記載の転写媒体の製造方法。
【請求項6】
前記基材が、金属、プラスチック、又は紙である、請求項1〜5のいずれか1項に記載の転写媒体の製造方法。
【請求項7】
請求項1〜6のいずれか1項に記載の製造方法により得られる、転写媒体。
【請求項8】
請求項1〜6のいずれか1項に記載の転写媒体の製造方法に用いられるインクと接着液とのセット。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−51287(P2012−51287A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2010−196753(P2010−196753)
【出願日】平成22年9月2日(2010.9.2)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成22年9月2日(2010.9.2)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]