
転写方式加飾シート、これを用いた外観部品の製造方法および外観部品、これを用いた家電製品
【課題】家電製品に用いる外観部品に係り、特に、メタリック光沢を備えた加飾層を有する転写方式加飾シートであっても、適切に加飾すること。
【解決手段】メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体は熱線吸収剤を含有することを特徴とする転写方式加飾シートとしたものである。
これにより、波長700〜4000nmを放出する赤外線ヒーターで加熱した場合に、樹脂フィルムからなる支持体中が含有する熱線吸収剤の作用により、樹脂フィルムからなる支持体の昇温速度が向上する。得られた熱がメタリック光沢を備えた加飾層、及び接着剤層に伝わることで加飾シート全体の昇温速度の向上が望める。
【解決手段】メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体は熱線吸収剤を含有することを特徴とする転写方式加飾シートとしたものである。
これにより、波長700〜4000nmを放出する赤外線ヒーターで加熱した場合に、樹脂フィルムからなる支持体中が含有する熱線吸収剤の作用により、樹脂フィルムからなる支持体の昇温速度が向上する。得られた熱がメタリック光沢を備えた加飾層、及び接着剤層に伝わることで加飾シート全体の昇温速度の向上が望める。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、家電製品に用いる外観部品に係り、特に、メタリック光沢を備えた加飾層を有する加飾シートであっても、生産性を損なうことなく、適切に加飾することができるものである。
【背景技術】
【0002】
近年、外観部品の塗装工程を省略することで、従来排出していた揮発性有機化合物を減らす取組が行なわれている。その一例として、家電製品、自動車製品等においては、加飾シートを用いて、外観部品を製造する方法が検討されている。
【0003】
これら外観部品に加飾シートを用いる場合、赤外線ヒーターやハロゲンヒーターにより加飾シートを所定の温度まで加熱し、真空成形、真空圧空成形により貼り付ける方法が一般的に用いられている。
【0004】
加飾シートの意匠として様々なものが用いられているが、その一つにメタリック光沢を備えた意匠がある。その一例として、樹脂フィルムに金属材料を蒸着した加飾シートが開示されている(例えば、特許文献1参照)。
【0005】
このようなメタリック光沢を備えた加飾層を含有する加飾シートを、赤外線ヒーターにより成形する場合、金属材料が赤外線を反射、遮蔽するため、加飾シート全体が目的の温度に達するまでに時間を要し生産性が低いという欠点がある。
【0006】
そのような中、成形部材用ポリエステルに赤外線吸収剤を含有させた組成物を用いる提案がなされている(例えば、特許文献2参照)。しかし、この提案では赤外線吸収剤濃度が5重量%以下に制限されているため、また有色の赤外線吸収剤を用いることができないために、赤外線ヒーター等を用いて加熱した場合、赤外線吸収剤の吸収能力が低く、目的の温度に適するまでに時間を要した。
【0007】
また、加飾用シートとして転写方式加飾シートの使用が提案されている(例えば、特許文献3参照)。しかし、家電製品の外観部品用途に転写方式加飾シートを用いる場合、加飾する面積が大きく、加熱時の温度ばらつきに起因して、部分的に転写方式加飾シートの成形性が低下し、部分的に剥離するという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第3637298号公報
【特許文献2】特開2010−229371号公報
【特許文献3】特許第3419886号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の課題は上記した問題点を解消することにある。すなわち、本発明は、転写方式加飾シートの昇温速度を向上させることにより成形性を向上することが可能な外観部品用転写方式加飾シートを提供することを目的とする。
【課題を解決するための手段】
【0010】
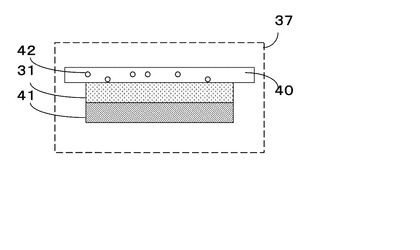
上記課題を解決するために、本発明は、メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体は熱線吸収剤を含有することを特徴とする転写方式加飾シートを提供するものである。
【0011】
更に、本発明は、樹脂成形体と転写方式加飾シートとを用いて外観部品を製造する製造方法において、真空成形機内に、メタリック光沢を備えた加飾層を、熱吸収剤を有する樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有した転写方式加飾シートと樹脂成形体とを配置する工程と、前記転写方式加飾シートに波長400〜7000nmの赤外線を照射して加熱する工程と、前記転写方式加飾シートを前記樹脂成形体に真空密着させる工程と、密着させた前記転写方式加飾シートと前記樹脂成形体とから樹脂フィルムからなる支持体を剥離する工程とを備えた外観部品の製造方法を提供するものである。
【発明の効果】
【0012】
本発明の転写方式加飾シートは、赤外線吸収粒子を含有した、フィルムからなる支持体のみを選択的に熱吸収を促進させることで、成形性を損なうことなく、メタリック光沢を備えた加飾層を樹脂成形体に転写することができる。
【図面の簡単な説明】
【0013】
【図1】真空成形法の概略図
【図2】転写方式加飾シートの概略図
【発明を実施するための形態】
【0014】
第1の発明は、メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有する転写方式加飾シートであって、前記樹脂フィルムからなる支持体が熱線吸収剤を含有することを特徴とするとしたものである。
【0015】
これにより、波長700〜4000nmを放出する赤外線ヒーターで加熱した場合に、樹脂フィルムからなる支持体中が含有する熱線吸収剤の作用により、樹脂フィルムからなる支持体の昇温速度が向上する。得られた熱がメタリック光沢を備えた加飾層、及び接着剤層に伝わることで加飾シート全体の昇温速度の向上が望める。
【0016】
第2の発明は、特に、第1の発明の転写方式加飾シートにおいて、前記樹脂フィルムからなる支持体は、波長700〜4000nmにおける透過率の最大値が80%以下であることを特徴とするとしたものである。
【0017】
これにより、熱線吸収剤の作用による昇温速度の向上を担保することが可能となる。
【0018】
第3の発明は、特に、第1または2の発明の転写方式加飾シートにおいて、熱線吸収剤としてランタン系粒子、アンチモン系粒子、インジウム系粒子、亜鉛系粒子、イモニウム系粒子、ジイモニウム系粒子、フタロシアニン系粒子、アミニウム系粒子、ポリメチン系粒子、カーボンブラック粒子、ケッチェンブラック粒子からなる群から選ばれる1種以上の粒子を含有することを特徴とするとしたものである。
【0019】
これにより、樹脂フィルムからなる支持体の強度を損なうことなく、熱線吸収機能を付与することが可能となる。
【0020】
第4の発明は、特に、第1から3いずれか1項の発明の転写方式加飾シートにおいて、加飾層が、メタリック光沢を備えた加飾層であって、波長700〜4000nmにおける反射率の最小値が60%以上であることを特徴とするとしたものである。
【0021】
これにより、樹脂フィルムからなる支持体を一旦透過した赤外線のうち、少なくとも60%が反射され、樹脂フィルムからなる支持体に再度入射し、熱線吸収剤の作用により樹脂フィルムからなる支持体の昇温速度がさらに向上する。得られた熱がメタリック光沢を備えた加飾層、及び接着剤層に伝わることで加飾シート全体の昇温速度のさらなる向上が望める。
【0022】
第5の発明は、樹脂成形体と転写方式加飾シートとを用いて外観部品を製造する製造方法において、メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有する転写方式加飾シートであって、前記樹脂フィルムからなる支持体が熱線吸収剤を含有するものとし、真空成形機内に、メタリック光沢を備えた加飾層を、熱吸収剤を有する樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有した転写方式加飾シートと樹脂成形体とを配置する工程と、前記転写方式加飾シートに波長400〜7000nmの赤外線を照射して加熱する工程と、前記転写方式加飾シートを前記樹脂成形体に真空密着させる工程と、密着させた前記転写方式加飾シートと前記樹脂成形体とから樹脂フィルムからなる支持体を剥離する工程とを備えたことを特徴とする外観部品の製造方法としたものである。
【0023】
これにより、加飾シートを成形した後のいわゆるトリミング処理が不要となり、生産性を向上できる。
【0024】
第6の発明は、第1から4いずれか1項の発明の転写方式加飾シートのメタリック光沢を備えた加飾層を、第5の発明の外観部品の製造方法によって、製造したことを特徴とする外観部品としたものである。これにより、メタリック光沢を備えた加飾層を有する外観部品を、生産性を損なうことなく製造することが可能になる。
【0025】
第7の発明は、第6の発明の加飾部品を用いたことを特徴とする家電製品としたものである。これにより家電製品の外観品位向上を図ることができる。
【0026】
以下、本発明の実施の形態について、図面を参照しながら説明する。なお、この実施の形態によって本発明が限定されるものではない。
【0027】
(実施の形態)
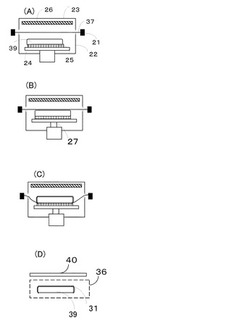
以下、真空成形を行う工程について説明する。図1は、真空成形をする工程を示す説明図である。
【0028】
まず、図1(A)に示すように、昇降台24上に配置した位置固定を目的とした受け冶具25に樹脂成形体39を配置し、その上方にメタリック光沢を備えた加飾層31を、樹脂フィルムからなる支持体40と接着剤層41とで挟み込む構成の転写方式加飾シート37を接着剤層41が下方を向くように配置する。このとき転写方式加飾シート37をクランプ21等によりチャンバーボックス22内に固定する。
【0029】
次いで、蓋室23により転写方式加飾シート37を覆った状態で、ヒーターを作動して転写方式加飾シート37を加熱する。昇温に伴って転写方式加飾シート37が軟化し、中央部が下方に変形するため、圧縮空気をチャンバーボックス内に導入し転写方式加飾シート37が水平になるように調整する。
【0030】
次いで、図1(B)に示すように、エアシリンダ27により昇降台を上昇させ、樹脂成形体39の表面が転写方式加飾シート37に接触する寸前で停止させる。
【0031】
次いで、図1(C)に示すように、チャンバーボックス22内を大気圧以下に減圧する
。このとき転写方式加飾シート37は軟化しており、樹脂成形体39の表面に密着させられる。
【0032】
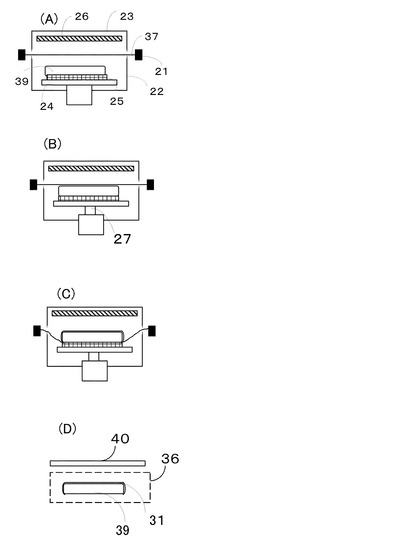
次いで、図1(D)に示すように、チャンバーボックス22内を大気圧状態に戻した後、冷却し、密着させた転写方式加飾シート37と樹脂成形体39とから、樹脂フィルムからなる支持体40を剥離、除去する。このとき、転写方式加飾シート37の加飾層31のうち樹脂成形体39と密着させられなかった部分の加飾層31は支持体40と共に除去される。これにより、樹脂成形体39の表面に加飾層31を密着させた外観部品36を得る。
【0033】
こうして得た外観部品36について、成形性、メタリック感について評価した。
【実施例】
【0034】
[材料物性の測定方法、外観部品の評価方法]
赤外線波長領域での透過率、及び反射率の測定は、日立製作所製の分光光度計(U3410 Spectrophotomater)にφ60積分球130−0632((株)日立製作所)および10°傾斜スペーサーを取り付け透過率を測定した。バンドパスは2nm/servoとし、ゲインは3と設定し、700nm〜4000nmの範囲を120nm/min.の走査速度で測定した。また、標準白色板としては、U3410に付属の物を用いて測定した。
【0035】
成形性は、樹脂成形体39の側面までメタリック光沢を備えた加飾層31がいきわたらない、あるいは樹脂成形体39から部分的に剥離する等の不良品発生を目視により判断した。成形品100個当たりの不良品発生率が5個未満であれば良好なレベル“A”、5個を超え20個未満であればやや不良発生率が高いレベル“B”、20個以上では問題あるレベル”C”で表す。
【0036】
メタリック感はいわゆる明度のフリップフロップ値で評価した。フリップフロップ値は、株式会社東洋精機製BYK‐macを用いて測定した。フリップフロップ値が15以上であればメタリック感を十分に感じる良好なレベル”A”、10以上15未満であればメタリック感がやや不足するレベル”B”、10未満であればメタリック感を感じられず問題あるレベル”C”で表す。
[材料物性の測定結果、および外観部品の評価結果]
(表1)は、本発明に係る転写方式加飾シートR1、R2、R3、R4、r5、r6、r7、r8、r9、r10の支持体40の波長700〜4000nmにおける透過率の最大値、およびメタリック光沢を備えた加飾層31の波長R700〜4000nmにおける反射率、樹脂成形体39に各々の転写方式加飾シート37を貼り付けて得た外観部品36の成形性の指標として成形不良率、メタリック感の指標としてフリップフロップ値を各々評価した結果を示す。
【0037】
【表1】

【0038】
本発明に係る加飾部品は、メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体が熱線吸収剤を含有することを特徴とする転写方式加飾シートのメタリック光沢を備えた加飾層を、真空成形機内に、メタリック光沢を備えた加飾層を、熱吸収剤を有する樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有した転写方式加飾シートと樹脂成形体とを配置する工程と、前記転写方式加飾シートに波長400〜7000nmの赤外線を照射して加熱する工程と、前記転写方式加飾シートを前記樹脂成形体に真空密着させる工程と、密着させた前記転写方式加飾シートと前記樹脂成形体とから樹脂フィルムからなる支持体を剥離する工程とを備えた外観部品の製造方法により製造したものであって、該支持体40が熱線吸収剤42を含有し、該支持体の波長700〜4000nmにおける透過率の最大値が80%以下であり、メタリック光沢を備えた加飾層の波長700〜4000nmにおける反射率の最小値が60%以下であることを特徴としたものである。
【0039】
該支持体40の波長700〜4000nmにおける透過率の最大値が80%以上である場合、熱線吸収剤の作用による樹脂フィルムからなる支持体の昇温速度が向上せず、生産性が低下した。また、接着剤層41が十分に暖められないため部分的に加飾層が剥離した。
【0040】
該メタリック光沢を備えた加飾層31の波長700〜4000nmにおける反射率の最小値が60%以下である場合、外観部品のメタリック感が低下した。
【0041】
本発明に用いられる赤外線吸収粒子42としては、ランタン系粒子、アンチモン系粒子、インジウム系粒子、亜鉛系粒子、イモニウム系粒子、ジイモニウム系粒子、フタロシアニン系粒子、アミニウム系粒子、ポリメチン系粒子、カーボンブラック粒子、ケッチェンブラック粒子を好ましく用いることができるが、これに限定されるものではない。これら赤外線吸収無機粒子を利用することにより、効率よく赤外線を吸収することが可能となるため好ましい。中でも、酸化亜鉛(ZnO)、インジウム添加酸化錫(ITO)、カーボンブラック粒子がより好ましく用いられ
【産業上の利用可能性】
【0042】
本発明は、家電製品等々の外観を容易に形成することが出来るとともに、高級感を確保することが出来る。
【符号の説明】
【0043】
21 クランプ
22 チャンバーボックス
23 蓋室
24 昇降台
25 受け冶具
26 ヒーター
27 エアシリンダ
31 加飾層
36 外観部品
37 転写方式加飾シート
39 樹脂成形体
40 支持体
41 接着剤層
42 熱線吸収剤
【技術分野】
【0001】
本発明は、家電製品に用いる外観部品に係り、特に、メタリック光沢を備えた加飾層を有する加飾シートであっても、生産性を損なうことなく、適切に加飾することができるものである。
【背景技術】
【0002】
近年、外観部品の塗装工程を省略することで、従来排出していた揮発性有機化合物を減らす取組が行なわれている。その一例として、家電製品、自動車製品等においては、加飾シートを用いて、外観部品を製造する方法が検討されている。
【0003】
これら外観部品に加飾シートを用いる場合、赤外線ヒーターやハロゲンヒーターにより加飾シートを所定の温度まで加熱し、真空成形、真空圧空成形により貼り付ける方法が一般的に用いられている。
【0004】
加飾シートの意匠として様々なものが用いられているが、その一つにメタリック光沢を備えた意匠がある。その一例として、樹脂フィルムに金属材料を蒸着した加飾シートが開示されている(例えば、特許文献1参照)。
【0005】
このようなメタリック光沢を備えた加飾層を含有する加飾シートを、赤外線ヒーターにより成形する場合、金属材料が赤外線を反射、遮蔽するため、加飾シート全体が目的の温度に達するまでに時間を要し生産性が低いという欠点がある。
【0006】
そのような中、成形部材用ポリエステルに赤外線吸収剤を含有させた組成物を用いる提案がなされている(例えば、特許文献2参照)。しかし、この提案では赤外線吸収剤濃度が5重量%以下に制限されているため、また有色の赤外線吸収剤を用いることができないために、赤外線ヒーター等を用いて加熱した場合、赤外線吸収剤の吸収能力が低く、目的の温度に適するまでに時間を要した。
【0007】
また、加飾用シートとして転写方式加飾シートの使用が提案されている(例えば、特許文献3参照)。しかし、家電製品の外観部品用途に転写方式加飾シートを用いる場合、加飾する面積が大きく、加熱時の温度ばらつきに起因して、部分的に転写方式加飾シートの成形性が低下し、部分的に剥離するという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第3637298号公報
【特許文献2】特開2010−229371号公報
【特許文献3】特許第3419886号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の課題は上記した問題点を解消することにある。すなわち、本発明は、転写方式加飾シートの昇温速度を向上させることにより成形性を向上することが可能な外観部品用転写方式加飾シートを提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明は、メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体は熱線吸収剤を含有することを特徴とする転写方式加飾シートを提供するものである。
【0011】
更に、本発明は、樹脂成形体と転写方式加飾シートとを用いて外観部品を製造する製造方法において、真空成形機内に、メタリック光沢を備えた加飾層を、熱吸収剤を有する樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有した転写方式加飾シートと樹脂成形体とを配置する工程と、前記転写方式加飾シートに波長400〜7000nmの赤外線を照射して加熱する工程と、前記転写方式加飾シートを前記樹脂成形体に真空密着させる工程と、密着させた前記転写方式加飾シートと前記樹脂成形体とから樹脂フィルムからなる支持体を剥離する工程とを備えた外観部品の製造方法を提供するものである。
【発明の効果】
【0012】
本発明の転写方式加飾シートは、赤外線吸収粒子を含有した、フィルムからなる支持体のみを選択的に熱吸収を促進させることで、成形性を損なうことなく、メタリック光沢を備えた加飾層を樹脂成形体に転写することができる。
【図面の簡単な説明】
【0013】
【図1】真空成形法の概略図
【図2】転写方式加飾シートの概略図
【発明を実施するための形態】
【0014】
第1の発明は、メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有する転写方式加飾シートであって、前記樹脂フィルムからなる支持体が熱線吸収剤を含有することを特徴とするとしたものである。
【0015】
これにより、波長700〜4000nmを放出する赤外線ヒーターで加熱した場合に、樹脂フィルムからなる支持体中が含有する熱線吸収剤の作用により、樹脂フィルムからなる支持体の昇温速度が向上する。得られた熱がメタリック光沢を備えた加飾層、及び接着剤層に伝わることで加飾シート全体の昇温速度の向上が望める。
【0016】
第2の発明は、特に、第1の発明の転写方式加飾シートにおいて、前記樹脂フィルムからなる支持体は、波長700〜4000nmにおける透過率の最大値が80%以下であることを特徴とするとしたものである。
【0017】
これにより、熱線吸収剤の作用による昇温速度の向上を担保することが可能となる。
【0018】
第3の発明は、特に、第1または2の発明の転写方式加飾シートにおいて、熱線吸収剤としてランタン系粒子、アンチモン系粒子、インジウム系粒子、亜鉛系粒子、イモニウム系粒子、ジイモニウム系粒子、フタロシアニン系粒子、アミニウム系粒子、ポリメチン系粒子、カーボンブラック粒子、ケッチェンブラック粒子からなる群から選ばれる1種以上の粒子を含有することを特徴とするとしたものである。
【0019】
これにより、樹脂フィルムからなる支持体の強度を損なうことなく、熱線吸収機能を付与することが可能となる。
【0020】
第4の発明は、特に、第1から3いずれか1項の発明の転写方式加飾シートにおいて、加飾層が、メタリック光沢を備えた加飾層であって、波長700〜4000nmにおける反射率の最小値が60%以上であることを特徴とするとしたものである。
【0021】
これにより、樹脂フィルムからなる支持体を一旦透過した赤外線のうち、少なくとも60%が反射され、樹脂フィルムからなる支持体に再度入射し、熱線吸収剤の作用により樹脂フィルムからなる支持体の昇温速度がさらに向上する。得られた熱がメタリック光沢を備えた加飾層、及び接着剤層に伝わることで加飾シート全体の昇温速度のさらなる向上が望める。
【0022】
第5の発明は、樹脂成形体と転写方式加飾シートとを用いて外観部品を製造する製造方法において、メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有する転写方式加飾シートであって、前記樹脂フィルムからなる支持体が熱線吸収剤を含有するものとし、真空成形機内に、メタリック光沢を備えた加飾層を、熱吸収剤を有する樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有した転写方式加飾シートと樹脂成形体とを配置する工程と、前記転写方式加飾シートに波長400〜7000nmの赤外線を照射して加熱する工程と、前記転写方式加飾シートを前記樹脂成形体に真空密着させる工程と、密着させた前記転写方式加飾シートと前記樹脂成形体とから樹脂フィルムからなる支持体を剥離する工程とを備えたことを特徴とする外観部品の製造方法としたものである。
【0023】
これにより、加飾シートを成形した後のいわゆるトリミング処理が不要となり、生産性を向上できる。
【0024】
第6の発明は、第1から4いずれか1項の発明の転写方式加飾シートのメタリック光沢を備えた加飾層を、第5の発明の外観部品の製造方法によって、製造したことを特徴とする外観部品としたものである。これにより、メタリック光沢を備えた加飾層を有する外観部品を、生産性を損なうことなく製造することが可能になる。
【0025】
第7の発明は、第6の発明の加飾部品を用いたことを特徴とする家電製品としたものである。これにより家電製品の外観品位向上を図ることができる。
【0026】
以下、本発明の実施の形態について、図面を参照しながら説明する。なお、この実施の形態によって本発明が限定されるものではない。
【0027】
(実施の形態)
以下、真空成形を行う工程について説明する。図1は、真空成形をする工程を示す説明図である。
【0028】
まず、図1(A)に示すように、昇降台24上に配置した位置固定を目的とした受け冶具25に樹脂成形体39を配置し、その上方にメタリック光沢を備えた加飾層31を、樹脂フィルムからなる支持体40と接着剤層41とで挟み込む構成の転写方式加飾シート37を接着剤層41が下方を向くように配置する。このとき転写方式加飾シート37をクランプ21等によりチャンバーボックス22内に固定する。
【0029】
次いで、蓋室23により転写方式加飾シート37を覆った状態で、ヒーターを作動して転写方式加飾シート37を加熱する。昇温に伴って転写方式加飾シート37が軟化し、中央部が下方に変形するため、圧縮空気をチャンバーボックス内に導入し転写方式加飾シート37が水平になるように調整する。
【0030】
次いで、図1(B)に示すように、エアシリンダ27により昇降台を上昇させ、樹脂成形体39の表面が転写方式加飾シート37に接触する寸前で停止させる。
【0031】
次いで、図1(C)に示すように、チャンバーボックス22内を大気圧以下に減圧する
。このとき転写方式加飾シート37は軟化しており、樹脂成形体39の表面に密着させられる。
【0032】
次いで、図1(D)に示すように、チャンバーボックス22内を大気圧状態に戻した後、冷却し、密着させた転写方式加飾シート37と樹脂成形体39とから、樹脂フィルムからなる支持体40を剥離、除去する。このとき、転写方式加飾シート37の加飾層31のうち樹脂成形体39と密着させられなかった部分の加飾層31は支持体40と共に除去される。これにより、樹脂成形体39の表面に加飾層31を密着させた外観部品36を得る。
【0033】
こうして得た外観部品36について、成形性、メタリック感について評価した。
【実施例】
【0034】
[材料物性の測定方法、外観部品の評価方法]
赤外線波長領域での透過率、及び反射率の測定は、日立製作所製の分光光度計(U3410 Spectrophotomater)にφ60積分球130−0632((株)日立製作所)および10°傾斜スペーサーを取り付け透過率を測定した。バンドパスは2nm/servoとし、ゲインは3と設定し、700nm〜4000nmの範囲を120nm/min.の走査速度で測定した。また、標準白色板としては、U3410に付属の物を用いて測定した。
【0035】
成形性は、樹脂成形体39の側面までメタリック光沢を備えた加飾層31がいきわたらない、あるいは樹脂成形体39から部分的に剥離する等の不良品発生を目視により判断した。成形品100個当たりの不良品発生率が5個未満であれば良好なレベル“A”、5個を超え20個未満であればやや不良発生率が高いレベル“B”、20個以上では問題あるレベル”C”で表す。
【0036】
メタリック感はいわゆる明度のフリップフロップ値で評価した。フリップフロップ値は、株式会社東洋精機製BYK‐macを用いて測定した。フリップフロップ値が15以上であればメタリック感を十分に感じる良好なレベル”A”、10以上15未満であればメタリック感がやや不足するレベル”B”、10未満であればメタリック感を感じられず問題あるレベル”C”で表す。
[材料物性の測定結果、および外観部品の評価結果]
(表1)は、本発明に係る転写方式加飾シートR1、R2、R3、R4、r5、r6、r7、r8、r9、r10の支持体40の波長700〜4000nmにおける透過率の最大値、およびメタリック光沢を備えた加飾層31の波長R700〜4000nmにおける反射率、樹脂成形体39に各々の転写方式加飾シート37を貼り付けて得た外観部品36の成形性の指標として成形不良率、メタリック感の指標としてフリップフロップ値を各々評価した結果を示す。
【0037】
【表1】
【0038】
本発明に係る加飾部品は、メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体が熱線吸収剤を含有することを特徴とする転写方式加飾シートのメタリック光沢を備えた加飾層を、真空成形機内に、メタリック光沢を備えた加飾層を、熱吸収剤を有する樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有した転写方式加飾シートと樹脂成形体とを配置する工程と、前記転写方式加飾シートに波長400〜7000nmの赤外線を照射して加熱する工程と、前記転写方式加飾シートを前記樹脂成形体に真空密着させる工程と、密着させた前記転写方式加飾シートと前記樹脂成形体とから樹脂フィルムからなる支持体を剥離する工程とを備えた外観部品の製造方法により製造したものであって、該支持体40が熱線吸収剤42を含有し、該支持体の波長700〜4000nmにおける透過率の最大値が80%以下であり、メタリック光沢を備えた加飾層の波長700〜4000nmにおける反射率の最小値が60%以下であることを特徴としたものである。
【0039】
該支持体40の波長700〜4000nmにおける透過率の最大値が80%以上である場合、熱線吸収剤の作用による樹脂フィルムからなる支持体の昇温速度が向上せず、生産性が低下した。また、接着剤層41が十分に暖められないため部分的に加飾層が剥離した。
【0040】
該メタリック光沢を備えた加飾層31の波長700〜4000nmにおける反射率の最小値が60%以下である場合、外観部品のメタリック感が低下した。
【0041】
本発明に用いられる赤外線吸収粒子42としては、ランタン系粒子、アンチモン系粒子、インジウム系粒子、亜鉛系粒子、イモニウム系粒子、ジイモニウム系粒子、フタロシアニン系粒子、アミニウム系粒子、ポリメチン系粒子、カーボンブラック粒子、ケッチェンブラック粒子を好ましく用いることができるが、これに限定されるものではない。これら赤外線吸収無機粒子を利用することにより、効率よく赤外線を吸収することが可能となるため好ましい。中でも、酸化亜鉛(ZnO)、インジウム添加酸化錫(ITO)、カーボンブラック粒子がより好ましく用いられ
【産業上の利用可能性】
【0042】
本発明は、家電製品等々の外観を容易に形成することが出来るとともに、高級感を確保することが出来る。
【符号の説明】
【0043】
21 クランプ
22 チャンバーボックス
23 蓋室
24 昇降台
25 受け冶具
26 ヒーター
27 エアシリンダ
31 加飾層
36 外観部品
37 転写方式加飾シート
39 樹脂成形体
40 支持体
41 接着剤層
42 熱線吸収剤
【特許請求の範囲】
【請求項1】
メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体は熱線吸収剤を含有することを特徴とする転写方式加飾シート。
【請求項2】
前記樹脂フィルムからなる支持体は、波長700〜4000nmにおける透過率の最大値が80%以下である請求項1に記載の転写方式加飾シート。
【請求項3】
熱線吸収剤としてランタン系粒子、アンチモン系粒子、インジウム系粒子、亜鉛系粒子、イモニウム系粒子、ジイモニウム系粒子、フタロシアニン系粒子、アミニウム系粒子、ポリメチン系粒子、カーボンブラック粒子、ケッチェンブラック粒子からなる群から選ばれる1種以上の粒子を含有する請求項1または2に記載の転写方式加飾シート。
【請求項4】
加飾層が、メタリック光沢を備えた加飾層であって、波長700〜4000nmにおける反射率の最小値が60%以上である請求項1〜3いずれか1項に記載の転写方式加飾シート。
【請求項5】
樹脂成形体と転写方式加飾シートとを用いて外観部品を製造する製造方法において、真空成形機内に、メタリック光沢を備えた加飾層を、熱吸収剤を有する樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有した転写方式加飾シートと樹脂成形体とを配置する工程と、前記転写方式加飾シートに波長400〜7000nmの赤外線を照射して加熱する工程と、前記転写方式加飾シートを前記樹脂成形体に真空密着させる工程と、密着させた前記転写方式加飾シートと前記樹脂成形体とから樹脂フィルムからなる支持体を剥離する工程とを備えた外観部品の製造方法。
【請求項6】
前記メタリック光沢を備えた加飾層は、金属材料を含有し、波長700〜4000nmの赤外線反射率の最小値が60%以上である請求項5に記載の製造方法により製造した外観部品。
【請求項7】
請求項6に記載の外観部品からなる家電製品。
【請求項1】
メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体は熱線吸収剤を含有することを特徴とする転写方式加飾シート。
【請求項2】
前記樹脂フィルムからなる支持体は、波長700〜4000nmにおける透過率の最大値が80%以下である請求項1に記載の転写方式加飾シート。
【請求項3】
熱線吸収剤としてランタン系粒子、アンチモン系粒子、インジウム系粒子、亜鉛系粒子、イモニウム系粒子、ジイモニウム系粒子、フタロシアニン系粒子、アミニウム系粒子、ポリメチン系粒子、カーボンブラック粒子、ケッチェンブラック粒子からなる群から選ばれる1種以上の粒子を含有する請求項1または2に記載の転写方式加飾シート。
【請求項4】
加飾層が、メタリック光沢を備えた加飾層であって、波長700〜4000nmにおける反射率の最小値が60%以上である請求項1〜3いずれか1項に記載の転写方式加飾シート。
【請求項5】
樹脂成形体と転写方式加飾シートとを用いて外観部品を製造する製造方法において、真空成形機内に、メタリック光沢を備えた加飾層を、熱吸収剤を有する樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有した転写方式加飾シートと樹脂成形体とを配置する工程と、前記転写方式加飾シートに波長400〜7000nmの赤外線を照射して加熱する工程と、前記転写方式加飾シートを前記樹脂成形体に真空密着させる工程と、密着させた前記転写方式加飾シートと前記樹脂成形体とから樹脂フィルムからなる支持体を剥離する工程とを備えた外観部品の製造方法。
【請求項6】
前記メタリック光沢を備えた加飾層は、金属材料を含有し、波長700〜4000nmの赤外線反射率の最小値が60%以上である請求項5に記載の製造方法により製造した外観部品。
【請求項7】
請求項6に記載の外観部品からなる家電製品。
【図1】

【図2】
【図2】
【公開番号】特開2013−71403(P2013−71403A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−213957(P2011−213957)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]