
転写方法及び装置
【課題】本発明は、微細構造を成形部材に容易に転写することができ且つ容易に離型させることができると共に、射出成形による転写よりも短時間で転写を行うことができる転写方法及び装置を提供することを目的とする。
【解決手段】スタンパ2,3に形成された微細構造2a,3aを成形部材1に転写する。スタンパ2,3の微細構造2a,3aを成形部材1に押圧して、微細構造2a,3aを成形部材1に転写する。スタンパ2,3の微細構造2a,3aを、成形部材1のガラス転移点以下の温度において冷却及び加熱を繰り返すことにより、スタンパ2,3からの成形部材1の離型を促進する。
【解決手段】スタンパ2,3に形成された微細構造2a,3aを成形部材1に転写する。スタンパ2,3の微細構造2a,3aを成形部材1に押圧して、微細構造2a,3aを成形部材1に転写する。スタンパ2,3の微細構造2a,3aを、成形部材1のガラス転移点以下の温度において冷却及び加熱を繰り返すことにより、スタンパ2,3からの成形部材1の離型を促進する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は転写方法及び装置に係り、特に樹脂等の成形部材の表面に微細構造を転写するための転写方法及び装置に関する。
【背景技術】
【0002】
樹脂レンズのような光学部品の表面に微細構造を形成する方法として、射出成形用の金型の表面に微細構造を形成しておき、樹脂成形時に金型の微細構造を成形品の表面に転写する方法が知られている。
【0003】
射出成形時に微細構造を転写する場合、微細構造の形状によっては樹脂がその形状にうまく充填されないことがある。例えば、成形品の表面に微細構造としてアスペクト比の大きい微細な突起を形成する場合、金型の表面には形成する突起の形状に対応した微細な穴が形成されるが、樹脂の射出成形時にこのような深い微細な穴に樹脂を完全に充填することが難しいことがある。また、微細構造に樹脂が充填できたとしても、成形品が金型に貼り付いてしまい、うまく離型できないといった問題が発生するおそれがある。
【0004】
微細構造が表面に形成された成形品の離型方法として、圧縮流体で成形品を冷却して収縮させ、離型を促進させる技術が提案されている(例えば、特許文献1参照。)。また、金型を内型と外型に分けて内型を外型に対して移動可能としておき、内型と成形品との間に圧縮流体を噴出して離型を促進させる技術が提案されている(例えば、特許文献2参照。)。
【0005】
しかし、微細構造が転写された成形品を得るために射出成形を用いると、射出成形サイクルにおいて、冷却時間等を含めた長い時間が必要となり、生産性がよくないという問題がある。
【0006】
そこで、スタンパを用いて、微細構造を有する型を樹脂部材の表面に押圧(スタンプ)して微細構造を転写することが考えられる。スタンパでの転写工程は、射出成形のように溶融樹脂を用いることなく、樹脂部材に型を押圧する工程だけであるので、射出成形による転写よりは格段に短い時間で転写を行うことができる。
【特許文献1】特開2000−289064号公報
【特許文献2】特開2004−351614号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
近年、微細構造を両面に有する樹脂部品の要求が光学分野や医療・バイオ分野で高まっている。このような要求に答えるべく、両面を同時にスタンパ型で押圧して微細構造を両面に転写することが考えられる。スタンパ型で押圧して微細構造を両面に転写する場合、溶融樹脂に至るまでの加熱及び固化するまでの冷却等の成形工程を必要としない。このため、射出成形を用いるよりも短時間で微細構造を転写することができる。
【0008】
ところが、微細構造をスタンパ型で樹脂部材の両面に同時にスタンプするような処理はこれまで行われた例はほとんどなく、最適な転写条件や転写方法は提案されていない。特に、スタンパ型の離型性が両側の型で異なるような場合が考えられるが、どのように両側の型を離型するかについて検討されていない。すなわち、離型性は転写する微細構造の形状や寸法に依存するので、両側の微細構造が異なると離型性を考慮してスタンパ型の動作と転写成形品の取り出しを制御しなければならないが、これまでに、微細構造による離型性を考慮した転写工程の制御は行われていなかった。したがって、両面転写における最適な転写工程を実現可能な転写方法の開発が望まれている。
【0009】
本発明は上述の問題に鑑みなされたものであり、微細構造を成形部材に容易に転写することができ且つ容易に離型させることができると共に、射出成形による転写よりも短時間で転写を行うことができる転写方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上述の目的を達成するために、本発明によれば、スタンパに形成された微細構造を成形部材に転写する転写方法であって、該スタンパの該微細構造を該成形部材に押圧して、前記微細構造を前記成形部材に転写し、前記スタンパの前記微細構造を、前記成形部材のガラス転移点以下の温度において冷却及び加熱を繰り返すことにより、前記スタンパからの前記成形部材の離型を促進することを特徴とする転写方法が提供される。
【0011】
本発明による転写方法において、前記スタンパの前記微細構造及び前記成形部材に転写された微細構造の収縮及び膨張を繰り返して、前記成形部材に転写された微細構造の表層剥離を生じさせることにより、前記スタンパからの前記成形部材の離型を促進することが好ましい。前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に組み込まれた局所温調部により冷却することとしてもよい。前記スタンパの前記微細構造を、前記局所温調部により加熱することとしてもよい。あるいは、前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に形成されたスタンパ吸引固定用通路に冷媒を供給することにより冷却することとしてもよい。この場合、前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に組み込まれた局所温調部により加熱することとしてもよい。
【0012】
また、本発明によれば、微細構造を成形部材の表面に転写する転写装置であって、該微細構造を有するスタンパと、該スタンパが取り付けられる金型と、該金型の開閉動作、及び前記金型に取り付けられた前記スタンパの温度を制御する制御部とを有し、前記制御部は、前記金型に取り付けられた前記スタンパの前記微細構造を前記成形部材に押圧して、前記微細構造を前記成形部材に転写した後、前記スタンパの前記微細構造に対して、前記成形部材のガラス転移点以下の温度において冷却及び加熱が繰り返されるように前記スタンパの温度を制御することにより、前記スタンパからの前記成形部材の離型を促進することを特徴とする転写装置が提供される。
【0013】
本発明による転写装置において、前記制御部は、前記スタンパの前記微細構造及び前記成形部材に転写された微細構造の収縮及び膨張を繰り返すように前記スタンパの温度を制御して、前記成形部材に転写された微細構造の表層剥離を生じさせることにより、前記成形部材の離型を促進することが好ましい。
【発明の効果】
【0014】
本発明によれば、成形部材の微細構造が転写された部分を局所的に冷却及び加熱を繰り返すことで、スタンパの微細構造の熱膨張率と成形部材に転写された微細構造の熱膨張率との差を利用して離型を促進することができる。このため、成形部材に転写された微細構造をスタンパから容易に離型させることができる。特に、離型の際に、成形部材に転写された微細構造に対して外部から力を加えないため、転写された微細構造を変形させることなく微細構造の寸法精度を維持したまま容易に離型させることができる。
【発明を実施するための最良の形態】
【0015】
次に、本発明の実施形態について図面を参照しながら説明する。
【0016】
まず、本発明の一実施形態による転写方法を行う転写装置について図1を参照しながら説明する。図1は本発明の一実施形態による転写方法により微細構造を成形部材に転写する転写装置の概要を示す断面図である。
【0017】
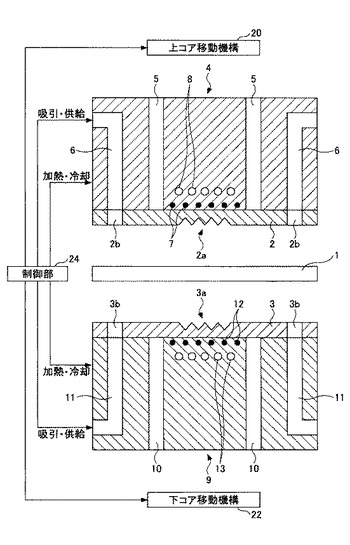
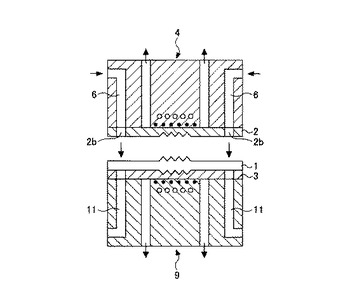
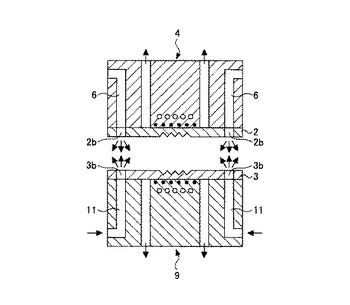
図1に示す転写装置は、成形部材1を上スタンパ2と下スタンパ3との間に挟んでプレスすることにより、上スタンパ2及び下スタンパ3に形成されている微細構造2a及び3aを成形部材1の両面に転写するための装置である。
【0018】
成形部材1は、上スタンパ2と下スタンパ3により押圧されることで塑性変形可能な材料であり、例えば樹脂板や樹脂シートのような樹脂部材である。成形部材1によりプラスチック光学部品を成形する場合、アクリルやポリカーボネート等の透明樹脂の板材やシートが用いられる。
【0019】
上スタンパ2は、例えばニッケルやシリコン等の金属材料で形成された板状の部材であり、その表面に微細構造2aが形成されている。また、上スタンパ2には、裏面から表面まで貫通する複数の吸引貫通孔2bが設けられている。後述のように、この吸引貫通孔2bを介して成形部材1を吸引することにより、成形部材1を上スタンパ2に吸引固定することができる。
【0020】
下スタンパ3は、上スタンパ2と同様な構成であり、例えばニッケルやシリコン等の金属材料で形成された板状の部材であり、その表面に微細構造3aが形成されている。また、下スタンパ3には、裏面から表面まで貫通する複数の吸引貫通孔3bが設けられている。後述のように、この吸引貫通孔3bを介して成形部材1を吸引することにより、成形部材1を下スタンパ3に吸引固定することができる。
【0021】
上スタンパ2は上金型であるプレス上コア4に取り付けられる。プレス上コア4には、コア取り付け面に開口した複数のスタンパ吸引固定用通路5が形成されている。上スタンパ2を取り付け面に当接させ、スタンパ吸引固定用通路5を介して吸引することにより、上スタンパ2を取り付け面上に保持することができる。したがって、吸引を解除することにより上スタンパ2をプレス上コア4から取り外すことができる。
【0022】
また、プレス上コア4には、上スタンパ2の吸引貫通孔2bに対応する位置に開口する複数の成形部材吸引固定用通路6が形成されている。成形部材吸引固定用通路6は、上スタンパ2がプレス上コア4に取り付けられた状態において、上スタンパ2の吸引貫通孔2bに接続される。したがって、プレス上コア4に上スタンパ2を取り付けてから、成形部材1を上スタンパ2に当接させ、吸引貫通孔2b及び成形部材吸引固定用通路6を介して成形部材1を吸引することで、成形部材1を上スタンパ2に吸引固定することができる。
【0023】
また、上スタンパ2がプレス上コア4に取り付けられたときに、上スタンパ2の微細構造2aが形成された部分に対応する位置において、プレス上コア4の内部にヒータ7が埋め込まれ且つ冷媒通路8が形成されている。ヒータ7は、例えば通電することにより発熱する電熱線であり、上スタンパ2の微細構造2aが形成された部分に対応したプレス上コア4の一部のみを加熱することができる。冷媒通路8は、例えば冷却水等の冷媒を流すことのできる通路であり、冷却水を冷媒通路8に流すことにより、上スタンパ2の微細構造2aが形成された部分に対応したプレス上コア4の一部のみを冷却することができる。
【0024】
ヒータ7は電熱線に限ることなく、例えばペルチェ素子のような他の発熱体を用いることもできる。また、冷媒通路8の代わりに例えばペルチェ素子のような他の冷却装置を用いることもできる。ヒータ7及び冷媒通路8は、上スタンパ2の微細構造2aが形成された部分に対応した位置に近接して設けられ、上スタンパ2の微細構造2aが形成された部分の加熱・冷却を行う局所温調ユニット(局所温調部)として機能する。
【0025】
下スタンパ3は下金型であるプレス下コア9に取り付けられる。プレス下コア9には、コア取り付け面に開口した複数のスタンパ吸引固定用通路10が形成されている。下スタンパ3を取り付け面に当接させ、スタンパ吸引固定用通路10を介して吸引することにより、下スタンパ3を取り付け面上に保持することができる。したがって、吸引を解除することにより下スタンパ3をプレス下コア9から取り外すことができる。
【0026】
また、プレス下コア9には、下スタンパ3の吸引貫通孔3bに対応する位置に開口する複数の成形部材吸引固定用通路11が形成されている。成形部材吸引固定用通路11は、下スタンパ3がプレス下コア9に取り付けられた状態において、下スタンパ3の吸引貫通孔3bに接続される。したがって、プレス下コア9に下スタンパ3を取り付けてから、成形部材1を下スタンパ3に当接させ、吸引貫通孔3b及び成形部材吸引固定用通路11を介して成形部材1を吸引することで、成形部材1を下スタンパ3に吸引固定することができる。
【0027】
また、下スタンパ3がプレス下コア9に取り付けられたときに、下スタンパ3の微細構造3aが形成された部分に対応する位置において、プレス下コア9の内部にヒータ12が埋め込まれ且つ冷媒通路13が形成されている。ヒータ12は、例えば通電することにより発熱する電熱線であり、下スタンパ3の微細構造3aが形成された部分に対応したプレス下コア9の一部のみを加熱することができる。冷媒通路13は、例えば冷却水等の冷媒を流すことのできる通路であり、冷却水を冷媒通路13に流すことにより、下スタンパ3の微細構造3aが形成された部分に対応したプレス下コア9の一部のみを冷却することができる。
【0028】
ヒータ12は電熱線に限ることなく、例えばペルチェ素子のような他の発熱体を用いることもできる。また、冷媒通路13の代わりに例えばペルチェ素子のような他の冷却装置を用いることもできる。ヒータ12及び冷媒通路13は、下スタンパ3の微細構造3aが形成された部分に対応した位置に近接して設けられ、下スタンパ3の微細構造3aが形成された部分の加熱・冷却を行う局所温調ユニット(局所温調部)として機能する。
【0029】
なお、プレス上コア4には、プレス下コア9に対して移動して成形部材1をプレスできるように上下方向に移動するための上コア移動機構20が設けられているが、そのような上下機構は周知の機構であり、図面の簡略化の目的で具体的な図示は省略する。プレス上コア4を移動可能にするだけでなく、プレス下コア9も上下移動可能に構成することとしてもよい。その場合、プレス下コア9には、プレス上コア4に対して移動して成形部材1をプレスできるように上下方向に移動するための下コア移動機構22が設けられているが、そのような上下機構は周知の機構であり、図面の簡略化の目的で具体的な図示は省略する。
【0030】
上コア移動機構20及び/又は下コア移動機構22の動作は転写装置全体を制御する制御部24により制御される。制御部24は、プレス上コア4及び/又はプレス下コア9の上昇、下降を制御する他に、上スタンパ2のプレス上コア4に対する吸引固定、下スタンパ3のプレス下コア9に対する吸引固定、成形部材1の上スタンパ2への吸引固定、成形部材1の下スタンパ3への固定、プレス上コア4及びプレス下コア9に組み込まれた局所温調ユニットによる加熱及び冷却、などを制御する。さらに、制御部24は、後述する離型工程の際に、スタンパ吸引固定用通路への冷媒の供給も制御する。局所温調ユニットによる加熱の制御は、ヒータの通電制御で行なわれる。スタンパの吸引固定の制御は、スタンパ吸引固定用通路5,10に接続された開閉弁(図示せず)の開閉を制御することにより行なう。上スタンパ2及び下スタンパへの吸引固定は、成形部材吸引固定用通路6,11に接続された開閉弁(図示せず)の開閉を制御することにより行なう。また、スタンパ吸引固定用通路5,10への冷媒の供給も開閉弁(図示せず)を制御することにより行なう。
【0031】
次に、図1に示す転写装置を用いて成形部材1に微細構造を転写する転写方法の一例について説明する。図2及び図3は、図1に示す転写装置を用いて成形部材1に微細構造を転写する際の転写工程を示す図である。
【0032】
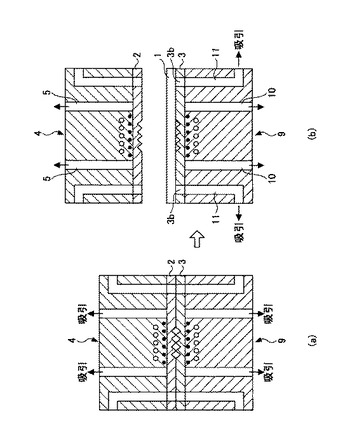
まず、下スタンパ3をプレス下コア9上に載置し且つ上スタンパ2を下スタンパ3の上に重ねて載置する。そして、プレス上コア4を下降させて、上スタンパ2と下スタンパ3をプレス上コア4とプレス下コア9の間に挟む。このとき、プレス上コア4とプレス下コア9による押圧力は、僅かな力でよい。上スタンパ2と下スタンパ3をプレス上コア4とプレス下コア9の間に挟んだ状態で、図2(a)に示すように、プレス上コア4のスタンパ吸引固定用通路5を介して上スタンパ2を吸引してプレス上コア4に固定し、且つプレス下コア9のスタンパ吸引固定用通路10を介して下スタンパ3を吸引してプレス下コア9に固定する。
【0033】
上スタンパ2及び下スタンパ3を固定したら、図2(b)に示すように、プレス上コア4を上昇させると、上スタンパ2はプレス上コア4と共に上昇する。そこで、成形部材1を下スタンパ3上に載置し、吸引貫通孔3b及び成形部材吸引固定用通路11を介して吸引して、下スタンパ3に固定する。
【0034】
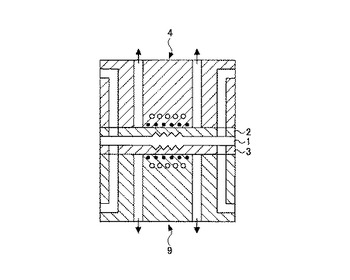
成形部材1を下スタンパ3上に固定したら、図3に示すように、上スタンパ2を下降させて、成形部材1を上スタンパ2と下スタンパ3との間に挟み込み、成形部材1を押圧して徐々に押圧力を大きくしていく。このとき、プレス上コア4のヒータ7とプレス下コア9のヒータ12に通電し、プレス上コア4及びプレス下コア9を局所的に加熱する。ヒータ7により加熱される部分は、上スタンパ2の微細構造2aが形成された部分に対応した部分である。したがって、上スタンパ2の微細構造2aが形成された部分も、ヒータ7により加熱され、所定の温度となる。この所定の温度とは、成形部材1が軟化して微細構造2aが転写されやすくなるような温度である。同様に、ヒータ12により加熱される部分は、下スタンパ3の微細構造3aが形成された部分に対応した部分である。したがって、下スタンパ3の微細構造3aが形成された部分も、ヒータ12により加熱され、所定の温度となる。この所定の温度とは、成形部材1が軟化して微細構造3aが転写されやすくなるような温度である。具体的にはスタンパ2,3はガラス転移点以上の温度まで加熱される。
【0035】
このように、微細構造2a及び3aを転写する際に、成形部材1の転写される部分のみを局所的に加熱して軟化させるので、微細構造2a及び3aを容易に成形部材1に転写することができ、且つアスペクト比が高い凹凸のような微細構造2a及び3aであっても、軟化した成形部材1を凹部の奥まで十分に充填することができ、微細構造2a及び3aを精度よく転写することができる。
【0036】
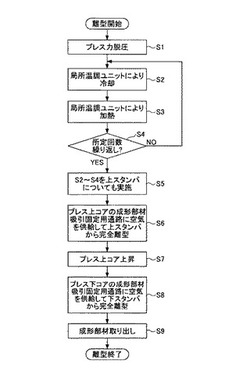
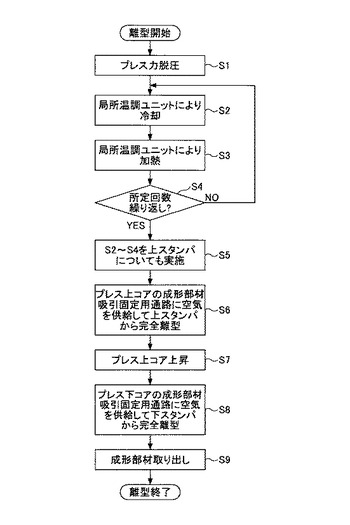
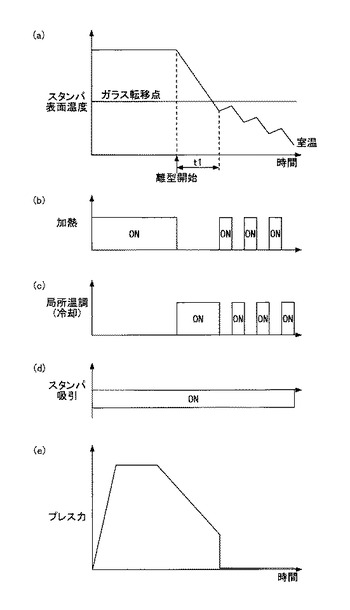
所定の時間で転写が終了したら、ヒータ7及び12による加熱を停止し、次に離型工程に移る。図4は局所温調ユニットによる冷却・加熱を繰り返して離型する離型工程のフローチャートである。図5は局所温調ユニットによる冷却・加熱を繰り返して離型する離型動作のタイミングチャートである。なお、図4に示す離型工程では、下スタンパ3から先に離型しているが、上スタンパ2から先に離型してもよい。
【0037】
離型工程が開始されると、まず、上スタンパ2と下スタンパ3によるプレス力(転写圧)を減じて(ステップS1)、最終的にプレス力をゼロ又はほとんどプレス力がかからない状態とする。次に、プレス下コア9の局所温調ユニットの冷媒通路13に冷媒を流して、下スタンパ3の微細構造3aを下スタンパ3の裏側から冷却する(ステップS2)。プレス力がゼロになる前に冷却を開始して、ステップS2における冷却が終了した時点でプレス力がゼロとなるようにしてもよい。転写工程において下スタンパ3は成形部材1のガラス転移点以上の温度に加熱されているので、ステップS2における冷却で、下スタンパ3の表面温度(微細構造3aの表面の温度)がガラス転移点以下の温度となるまで冷却する。この際、図5(a)に示すように、下スタンパ3の表面温度を室温まで一度に下げずに、ガラス転移点と室温の間の温度となるまで冷却する。本実施形態では、微細構造3aの表面温度がガラス転移点と室温の間の温度となるまでの冷却時間を予め決定しておき、所定の冷却時間t1が過ぎたら冷却を停止する。下スタンパ3の温度を検出して微細構造3aの表面温度を推定してもよい。
【0038】
なお、ステップS2において、局所温調ユニットによる冷却は、スタンパ吸引固定用通路10を介して下スタンパ3をプレス下コア9に吸引固定して密着した状態を維持しながら行なう。局所温調ユニットはプレス下コア9に組み込まれているため、プレス下コア9と下スタンパ3を密着させておくことで、下スタンパ3からプレス下コアへの熱移動を効率的にして冷却効果を高めるためである。
【0039】
第1回目の冷却が終了したら、プレス下コア9の局所温調ユニットのヒータ12に通電して、下スタンパ3を裏面側から加熱し(ステップS3)、下スタンパ3の表面温度(微細構造3aの表面の温度)を上昇させる。この際、微細構造3aの表面の温度はガラス転移点以上にならない温度まで上昇させる。本実施形態では所定の加熱時間だけヒータ12に通電することで、下スタンパ3を加熱する。ステップS3での第1回目の加熱が終了したら、次に、ステップS4に進む。
【0040】
ステップS4では、所定回数n回の冷却及び加熱を繰り返したか否かを判定する。ステップS4で、所定回数n回の冷却及び加熱を繰り返していないと判定されると、ステップS2に戻り、ステップS2の冷却(第2回目の冷却)とステップS3の加熱(第2回目の加熱)を行い、再びステップS4の判定が行なわれる。
【0041】
一方、ステップS4でn回の冷却及び加熱が繰り返されたと判定されると、下スタンパ3からの成形部材1の離型が終了したと判断し、処理はステップS5に進む。すなわち、下スタンパ3の冷却及び加熱を所定回数n回だけ繰り返して行なえば、下スタンパ3からの成形部材1の離型は完了したものと判断する。
【0042】
ステップS4においてn回の冷却及び加熱が繰り返されたと判定された時点で、下スタンパ3と成形部材1とは完全に分離していないが、微視的に見ると成形部材1に転写された微細構造には表層剥離が生じており、成形部材1に転写された微細構造は下スタンパ3の微細構造3aから離型している。表層剥離は、下スタンパ3の特に微細構造3aに冷却及び加熱を繰り返すことで生じる。すなわち、成形部材1の材料(樹脂)の熱膨張率は、下スタンパ3の材料(金属)の熱膨張率より大きいため、冷却及び加熱を繰り返すことで成形部材1と下スタンパ3との密着部分に熱膨張率差に起因した応力が発生し、表層剥離が誘起される。
【0043】
表層剥離は一回の冷却及び加熱では生じ難く、冷却及び加熱を複数回繰り返すことで徐々に進行する。所定回数n回は予め実験等で何回がよいか決めておくもので、微細構造3aの形状や寸法、成形部材1の材料、下スタンパ3の材料等により適切な回数を設定すればよい。
【0044】
下スタンパ3からの成形部材1の離型が完了したら、次に、上スタンパ2からの成形部材1の離型が行なわれる(ステップS5)。すなわち、ステップS5では、下スタンパ3の離型におけるステップS2からS4と同様な処理が行なわれ、上スタンパ2の冷却と加熱が所定の回数m回繰り返される。上スタンパ2の微細構造2aの形状及び寸法が下スタンパの微細構造の形状及び寸法と同じであればn=mとなるが、微細構造2aの形状や寸法、成形部材1の材料、上スタンパ2の材料等により適切な回数を設定すればよい。
【0045】
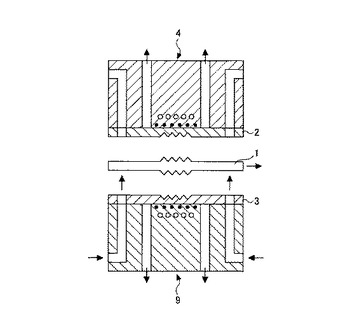
ステップS5の処理が終了して、上スタンパ2から成形部材1が離型したと判断すると、続いて、プレス上コア4の成形部材吸引固定用通路6に空気を供給して(ステップS6)成形部材1を上スタンパ2から完全に離型させながら、図6に示すようにプレス上コア4を上昇させる(ステップS7)。
【0046】
続いて、プレス下コア9の成形部材吸引固定用通路11に空気を供給して(ステップS8)成形部材1を下スタンパ3から完全に離型させながら、図7に示すように成形材料を取り出す(ステップS9)。以上で離型工程は終了する。
【0047】
成形部材1を取り出した後、図8に示すように、成形部材吸引固定用通路6及び上スタンパ2の吸引貫通孔2bを介して圧縮気体(ここでは圧縮空気)を下スタンパ3に向けて噴射し、下スタンパ3に残った残留物を吹飛ばして除去し、且つ成形部材吸引固定用通路11及び下スタンパ3の吸引貫通孔3bを介して圧縮気体(ここでは圧縮空気)を上スタンパ2に向けて噴射し、上スタンパ3に残った残留物を吹飛ばして除去する。
【0048】
上述の転写工程及び離型工程では、プレス上コア4のみを上昇、下降させているが、プレス下コア9を上昇、下降させてもよく、あるいは両方を上昇、下降させてもよい。
【0049】
また、成形部材1の上下両面に微細構造2a及び3aを転写しているが、同様な方法により、成形部材1の上下面のいずれか一方のみに微細構造を転写することとしてもよい。
【0050】
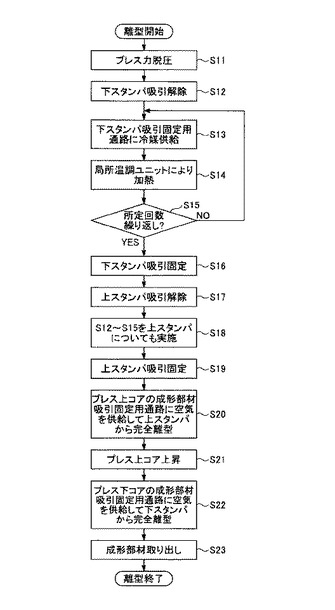
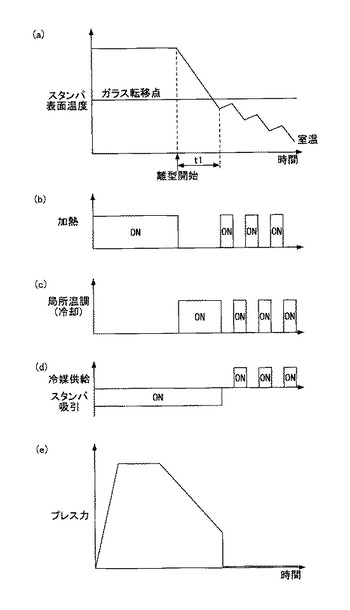
次に、離型工程の他の例について説明する。図9はスタンパ吸引固定用通路から冷媒を供給しながら冷却・加熱を繰り返して離型する離型工程のフローチャートである。図10はスタンパ吸引固定用通路から冷媒を供給しながら冷却・加熱を繰り返して離型する離型動作のタイミングチャートである。なお、図9に示す離型工程では、下スタンパ3から先に離型しているが、上スタンパ2から先に離型してもよい。
【0051】
離型工程が開始されると、まず、上スタンパ2と下スタンパ3によるプレス力(転写圧)を減じて(ステップS11)、最終的にプレス力をゼロ又はほとんどプレス力がかからない状態とする。次に、プレス下コア9のスタンパ吸引固定用通路10からの吸引を解除して下スタンパ3に作用する吸引力をゼロにする(ステップS12)。これにより、プレス下コア9と下スタンパ3の密着を解除し、プレス下コア9と下スタンパ3との間に気体が入り込み易くする。
【0052】
次に、スタンパ吸引固定用通路10に低温の空気やガス等の冷媒を供給して下スタンパ3を冷却する(ステップS13)。スタンパ吸引固定用通路10に供給された冷媒は、プレス下コア9と下スタンパ3の裏面との間に拡散し、下スタンパ3の裏面が冷媒により冷却される。これにより、下スタンパ3の微細構造3aが下スタンパ3の裏側から冷却される。転写工程において下スタンパ3は成形部材1のガラス転移点以上の温度に加熱されているので、ステップS13における冷却で、下スタンパ3の表面温度(微細構造3aの表面の温度)がガラス転移点以下の温度となるまで冷却する。この際、図10(a)に示すように、下スタンパ3の表面温度を室温まで一度に下げずに、ガラス転移点と室温の間の温度となるまで冷却する。本実施形態では、微細構造3aの表面温度がガラス転移点と室温の間の温度となるまでの冷却時間を予め決定しておき、所定の冷却時間t1が過ぎたら冷却を停止する。下スタンパ3の温度を検出して微細構造3aの表面温度を推定してもよい。
【0053】
第1回目の冷却が終了したら、プレス下コア9の局所温調ユニットのヒータ12に通電して、下スタンパ3を裏面側から加熱し(ステップS14)、下スタンパ3の表面温度(微細構造3aの表面の温度)を上昇させる。この際、微細構造3aの表面の温度はガラス転移点以上にならない温度まで上昇させる。本実施形態では所定の加熱時間だけヒータ12に通電することで、下スタンパ3を加熱する。ステップS14での第1回目の加熱が終了したら、次に、ステップS15に進む。ステップS15の処理は上述の図4におけるステップS4の処理と同様であり、所定回数n回の冷却及び加熱を繰り返したか否かを判定する。ステップS15で、所定回数n回の冷却及び加熱を繰り返していないと判定されると、ステップS13に戻り、ステップS13の冷却(第2回目の冷却)とステップS14の加熱(第2回目の加熱)を行い、再びステップS15の判定が行なわれる。
【0054】
一方、ステップS15で所定回数n回の冷却及び加熱が繰り返されたと判定されると、下スタンパ3からの成形部材1の離型が終了したと判断し、処理はステップS16に進む。すなわち、下スタンパ3の冷却及び加熱を所定回数n回だけ繰り返して行なえば、下スタンパ3からの成形部材1の離型は完了したものと判断する。
【0055】
ステップS15においてn回の冷却及び加熱が繰り返されたと判定された時点で、下スタンパ3と成形部材1とは完全に分離していないが、微視的に見ると成形部材1に転写された微細構造には表層剥離が生じており、成形部材1に転写された微細構造は下スタンパ3の微細構造3aから離型している。
【0056】
ステップS15において所定回数の冷却及び加熱が繰り返し行なわれたと判断すると、プレス下コア9のスタンパ吸引固定用通路10からの吸引を行い、下スタンパ3をプレス下コア9に吸引固定する(ステップS16)。そして、プレス上コア4のスタンパ吸引固定用通路5からの吸引を解除して上スタンパ2作用する吸引力をゼロにする(ステップS7)。そして、上スタンパ2に対しても上述のステップS13〜S15と同様の処理を行ない、上スタンパ2の冷却及び加熱を所定回数だけ繰り返し行なう(ステップS18)。
【0057】
上スタンパ2に対して冷却及び加熱を所定回数繰り返したと判定されたら、プレス上コア4のスタンパ吸引固定用通路5からの吸引を行い、上スタンパ2をプレス上コア4に吸引固定する(ステップS19)。その後は、図4のステップS6〜S9の処理と同様の処理を行ない、成形部材1を取り出して離型工程を終了する。図9のステップS20〜S23は、それぞれ図4のステップS6〜S9に相当する。
【0058】
成形部材1を取り出した後、図8に示すように、成形部材吸引固定用通路6及び上スタンパ2の吸引貫通孔2bを介して圧縮気体(ここでは圧縮空気)を下スタンパ3に向けて噴射し、下スタンパ3に残った残留物を吹飛ばして除去し、且つ成形部材吸引固定用通路11及び下スタンパ3の吸引貫通孔3bを介して圧縮気体(ここでは圧縮空気)を上スタンパ2に向けて噴射し、上スタンパ3に残った残留物を吹飛ばして除去する。
【0059】
上述の離型工程では、プレス上コア4のみを上昇、下降させているが、プレス下コア9を上昇、下降させてもよく、あるいは両方を上昇、下降させてもよい。また、成形部材1の上下両面に微細構造2a及び3aを転写しているが、同様な方法により、成形部材1の上下面のいずれか一方のみに微細構造を転写することとしてもよい。
【0060】
以上のように、離型の際にスタンパを冷却するには、局所温調ユニットによる冷却を用いることができるが(図4に示す離型工程)、局所温調ユニットによる冷却では不十分で冷却時間が長くなる場合は、スタンパ吸引固定用通路に冷媒を流してスタンパを直接冷却することで(図9に示す離型工程)、冷却時間を短縮することができ、離型工程にかかる時間を短縮することができる。
【図面の簡単な説明】
【0061】
【図1】本発明の一実施形態による転写方法により微細構造を成形部材に転写する転写装置の概要を示す断面図である。
【図2】転写工程における転写装置の状態を示す図である。
【図3】転写工程における転写装置の状態を示す図である。
【図4】転写工程に続いて行なわれる離型工程の一例のフローチャートである。
【図5】図4に示す離型工程における離型動作のタイミングチャートである。
【図6】離型工程における転写装置の状態を示す図である。
【図7】離型工程における転写装置の状態を示す図である。
【図8】クリーニング工程における転写装置の状態を示す図である。
【図9】転写工程に続いて行なわれる離型工程の他の例のフローチャートである。
【図10】図9に示す離型工程における離型動作のタイミングチャートである。
【符号の説明】
【0062】
1 成形部材
2 上スタンパ
2a 微細構造
2b 吸引貫通孔
3 下スタンパ
3a 微細構造
3b 吸引貫通孔
4 プレス上コア
5,10 スタンパ吸引固定用通路
6,11 成形部材吸引固定用通路
7,12 ヒータ
8,13 冷媒通路
9 プレス下コア
20 上コア移動機構
22 下コア移動機構
24 制御部
【技術分野】
【0001】
本発明は転写方法及び装置に係り、特に樹脂等の成形部材の表面に微細構造を転写するための転写方法及び装置に関する。
【背景技術】
【0002】
樹脂レンズのような光学部品の表面に微細構造を形成する方法として、射出成形用の金型の表面に微細構造を形成しておき、樹脂成形時に金型の微細構造を成形品の表面に転写する方法が知られている。
【0003】
射出成形時に微細構造を転写する場合、微細構造の形状によっては樹脂がその形状にうまく充填されないことがある。例えば、成形品の表面に微細構造としてアスペクト比の大きい微細な突起を形成する場合、金型の表面には形成する突起の形状に対応した微細な穴が形成されるが、樹脂の射出成形時にこのような深い微細な穴に樹脂を完全に充填することが難しいことがある。また、微細構造に樹脂が充填できたとしても、成形品が金型に貼り付いてしまい、うまく離型できないといった問題が発生するおそれがある。
【0004】
微細構造が表面に形成された成形品の離型方法として、圧縮流体で成形品を冷却して収縮させ、離型を促進させる技術が提案されている(例えば、特許文献1参照。)。また、金型を内型と外型に分けて内型を外型に対して移動可能としておき、内型と成形品との間に圧縮流体を噴出して離型を促進させる技術が提案されている(例えば、特許文献2参照。)。
【0005】
しかし、微細構造が転写された成形品を得るために射出成形を用いると、射出成形サイクルにおいて、冷却時間等を含めた長い時間が必要となり、生産性がよくないという問題がある。
【0006】
そこで、スタンパを用いて、微細構造を有する型を樹脂部材の表面に押圧(スタンプ)して微細構造を転写することが考えられる。スタンパでの転写工程は、射出成形のように溶融樹脂を用いることなく、樹脂部材に型を押圧する工程だけであるので、射出成形による転写よりは格段に短い時間で転写を行うことができる。
【特許文献1】特開2000−289064号公報
【特許文献2】特開2004−351614号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
近年、微細構造を両面に有する樹脂部品の要求が光学分野や医療・バイオ分野で高まっている。このような要求に答えるべく、両面を同時にスタンパ型で押圧して微細構造を両面に転写することが考えられる。スタンパ型で押圧して微細構造を両面に転写する場合、溶融樹脂に至るまでの加熱及び固化するまでの冷却等の成形工程を必要としない。このため、射出成形を用いるよりも短時間で微細構造を転写することができる。
【0008】
ところが、微細構造をスタンパ型で樹脂部材の両面に同時にスタンプするような処理はこれまで行われた例はほとんどなく、最適な転写条件や転写方法は提案されていない。特に、スタンパ型の離型性が両側の型で異なるような場合が考えられるが、どのように両側の型を離型するかについて検討されていない。すなわち、離型性は転写する微細構造の形状や寸法に依存するので、両側の微細構造が異なると離型性を考慮してスタンパ型の動作と転写成形品の取り出しを制御しなければならないが、これまでに、微細構造による離型性を考慮した転写工程の制御は行われていなかった。したがって、両面転写における最適な転写工程を実現可能な転写方法の開発が望まれている。
【0009】
本発明は上述の問題に鑑みなされたものであり、微細構造を成形部材に容易に転写することができ且つ容易に離型させることができると共に、射出成形による転写よりも短時間で転写を行うことができる転写方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上述の目的を達成するために、本発明によれば、スタンパに形成された微細構造を成形部材に転写する転写方法であって、該スタンパの該微細構造を該成形部材に押圧して、前記微細構造を前記成形部材に転写し、前記スタンパの前記微細構造を、前記成形部材のガラス転移点以下の温度において冷却及び加熱を繰り返すことにより、前記スタンパからの前記成形部材の離型を促進することを特徴とする転写方法が提供される。
【0011】
本発明による転写方法において、前記スタンパの前記微細構造及び前記成形部材に転写された微細構造の収縮及び膨張を繰り返して、前記成形部材に転写された微細構造の表層剥離を生じさせることにより、前記スタンパからの前記成形部材の離型を促進することが好ましい。前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に組み込まれた局所温調部により冷却することとしてもよい。前記スタンパの前記微細構造を、前記局所温調部により加熱することとしてもよい。あるいは、前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に形成されたスタンパ吸引固定用通路に冷媒を供給することにより冷却することとしてもよい。この場合、前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に組み込まれた局所温調部により加熱することとしてもよい。
【0012】
また、本発明によれば、微細構造を成形部材の表面に転写する転写装置であって、該微細構造を有するスタンパと、該スタンパが取り付けられる金型と、該金型の開閉動作、及び前記金型に取り付けられた前記スタンパの温度を制御する制御部とを有し、前記制御部は、前記金型に取り付けられた前記スタンパの前記微細構造を前記成形部材に押圧して、前記微細構造を前記成形部材に転写した後、前記スタンパの前記微細構造に対して、前記成形部材のガラス転移点以下の温度において冷却及び加熱が繰り返されるように前記スタンパの温度を制御することにより、前記スタンパからの前記成形部材の離型を促進することを特徴とする転写装置が提供される。
【0013】
本発明による転写装置において、前記制御部は、前記スタンパの前記微細構造及び前記成形部材に転写された微細構造の収縮及び膨張を繰り返すように前記スタンパの温度を制御して、前記成形部材に転写された微細構造の表層剥離を生じさせることにより、前記成形部材の離型を促進することが好ましい。
【発明の効果】
【0014】
本発明によれば、成形部材の微細構造が転写された部分を局所的に冷却及び加熱を繰り返すことで、スタンパの微細構造の熱膨張率と成形部材に転写された微細構造の熱膨張率との差を利用して離型を促進することができる。このため、成形部材に転写された微細構造をスタンパから容易に離型させることができる。特に、離型の際に、成形部材に転写された微細構造に対して外部から力を加えないため、転写された微細構造を変形させることなく微細構造の寸法精度を維持したまま容易に離型させることができる。
【発明を実施するための最良の形態】
【0015】
次に、本発明の実施形態について図面を参照しながら説明する。
【0016】
まず、本発明の一実施形態による転写方法を行う転写装置について図1を参照しながら説明する。図1は本発明の一実施形態による転写方法により微細構造を成形部材に転写する転写装置の概要を示す断面図である。
【0017】
図1に示す転写装置は、成形部材1を上スタンパ2と下スタンパ3との間に挟んでプレスすることにより、上スタンパ2及び下スタンパ3に形成されている微細構造2a及び3aを成形部材1の両面に転写するための装置である。
【0018】
成形部材1は、上スタンパ2と下スタンパ3により押圧されることで塑性変形可能な材料であり、例えば樹脂板や樹脂シートのような樹脂部材である。成形部材1によりプラスチック光学部品を成形する場合、アクリルやポリカーボネート等の透明樹脂の板材やシートが用いられる。
【0019】
上スタンパ2は、例えばニッケルやシリコン等の金属材料で形成された板状の部材であり、その表面に微細構造2aが形成されている。また、上スタンパ2には、裏面から表面まで貫通する複数の吸引貫通孔2bが設けられている。後述のように、この吸引貫通孔2bを介して成形部材1を吸引することにより、成形部材1を上スタンパ2に吸引固定することができる。
【0020】
下スタンパ3は、上スタンパ2と同様な構成であり、例えばニッケルやシリコン等の金属材料で形成された板状の部材であり、その表面に微細構造3aが形成されている。また、下スタンパ3には、裏面から表面まで貫通する複数の吸引貫通孔3bが設けられている。後述のように、この吸引貫通孔3bを介して成形部材1を吸引することにより、成形部材1を下スタンパ3に吸引固定することができる。
【0021】
上スタンパ2は上金型であるプレス上コア4に取り付けられる。プレス上コア4には、コア取り付け面に開口した複数のスタンパ吸引固定用通路5が形成されている。上スタンパ2を取り付け面に当接させ、スタンパ吸引固定用通路5を介して吸引することにより、上スタンパ2を取り付け面上に保持することができる。したがって、吸引を解除することにより上スタンパ2をプレス上コア4から取り外すことができる。
【0022】
また、プレス上コア4には、上スタンパ2の吸引貫通孔2bに対応する位置に開口する複数の成形部材吸引固定用通路6が形成されている。成形部材吸引固定用通路6は、上スタンパ2がプレス上コア4に取り付けられた状態において、上スタンパ2の吸引貫通孔2bに接続される。したがって、プレス上コア4に上スタンパ2を取り付けてから、成形部材1を上スタンパ2に当接させ、吸引貫通孔2b及び成形部材吸引固定用通路6を介して成形部材1を吸引することで、成形部材1を上スタンパ2に吸引固定することができる。
【0023】
また、上スタンパ2がプレス上コア4に取り付けられたときに、上スタンパ2の微細構造2aが形成された部分に対応する位置において、プレス上コア4の内部にヒータ7が埋め込まれ且つ冷媒通路8が形成されている。ヒータ7は、例えば通電することにより発熱する電熱線であり、上スタンパ2の微細構造2aが形成された部分に対応したプレス上コア4の一部のみを加熱することができる。冷媒通路8は、例えば冷却水等の冷媒を流すことのできる通路であり、冷却水を冷媒通路8に流すことにより、上スタンパ2の微細構造2aが形成された部分に対応したプレス上コア4の一部のみを冷却することができる。
【0024】
ヒータ7は電熱線に限ることなく、例えばペルチェ素子のような他の発熱体を用いることもできる。また、冷媒通路8の代わりに例えばペルチェ素子のような他の冷却装置を用いることもできる。ヒータ7及び冷媒通路8は、上スタンパ2の微細構造2aが形成された部分に対応した位置に近接して設けられ、上スタンパ2の微細構造2aが形成された部分の加熱・冷却を行う局所温調ユニット(局所温調部)として機能する。
【0025】
下スタンパ3は下金型であるプレス下コア9に取り付けられる。プレス下コア9には、コア取り付け面に開口した複数のスタンパ吸引固定用通路10が形成されている。下スタンパ3を取り付け面に当接させ、スタンパ吸引固定用通路10を介して吸引することにより、下スタンパ3を取り付け面上に保持することができる。したがって、吸引を解除することにより下スタンパ3をプレス下コア9から取り外すことができる。
【0026】
また、プレス下コア9には、下スタンパ3の吸引貫通孔3bに対応する位置に開口する複数の成形部材吸引固定用通路11が形成されている。成形部材吸引固定用通路11は、下スタンパ3がプレス下コア9に取り付けられた状態において、下スタンパ3の吸引貫通孔3bに接続される。したがって、プレス下コア9に下スタンパ3を取り付けてから、成形部材1を下スタンパ3に当接させ、吸引貫通孔3b及び成形部材吸引固定用通路11を介して成形部材1を吸引することで、成形部材1を下スタンパ3に吸引固定することができる。
【0027】
また、下スタンパ3がプレス下コア9に取り付けられたときに、下スタンパ3の微細構造3aが形成された部分に対応する位置において、プレス下コア9の内部にヒータ12が埋め込まれ且つ冷媒通路13が形成されている。ヒータ12は、例えば通電することにより発熱する電熱線であり、下スタンパ3の微細構造3aが形成された部分に対応したプレス下コア9の一部のみを加熱することができる。冷媒通路13は、例えば冷却水等の冷媒を流すことのできる通路であり、冷却水を冷媒通路13に流すことにより、下スタンパ3の微細構造3aが形成された部分に対応したプレス下コア9の一部のみを冷却することができる。
【0028】
ヒータ12は電熱線に限ることなく、例えばペルチェ素子のような他の発熱体を用いることもできる。また、冷媒通路13の代わりに例えばペルチェ素子のような他の冷却装置を用いることもできる。ヒータ12及び冷媒通路13は、下スタンパ3の微細構造3aが形成された部分に対応した位置に近接して設けられ、下スタンパ3の微細構造3aが形成された部分の加熱・冷却を行う局所温調ユニット(局所温調部)として機能する。
【0029】
なお、プレス上コア4には、プレス下コア9に対して移動して成形部材1をプレスできるように上下方向に移動するための上コア移動機構20が設けられているが、そのような上下機構は周知の機構であり、図面の簡略化の目的で具体的な図示は省略する。プレス上コア4を移動可能にするだけでなく、プレス下コア9も上下移動可能に構成することとしてもよい。その場合、プレス下コア9には、プレス上コア4に対して移動して成形部材1をプレスできるように上下方向に移動するための下コア移動機構22が設けられているが、そのような上下機構は周知の機構であり、図面の簡略化の目的で具体的な図示は省略する。
【0030】
上コア移動機構20及び/又は下コア移動機構22の動作は転写装置全体を制御する制御部24により制御される。制御部24は、プレス上コア4及び/又はプレス下コア9の上昇、下降を制御する他に、上スタンパ2のプレス上コア4に対する吸引固定、下スタンパ3のプレス下コア9に対する吸引固定、成形部材1の上スタンパ2への吸引固定、成形部材1の下スタンパ3への固定、プレス上コア4及びプレス下コア9に組み込まれた局所温調ユニットによる加熱及び冷却、などを制御する。さらに、制御部24は、後述する離型工程の際に、スタンパ吸引固定用通路への冷媒の供給も制御する。局所温調ユニットによる加熱の制御は、ヒータの通電制御で行なわれる。スタンパの吸引固定の制御は、スタンパ吸引固定用通路5,10に接続された開閉弁(図示せず)の開閉を制御することにより行なう。上スタンパ2及び下スタンパへの吸引固定は、成形部材吸引固定用通路6,11に接続された開閉弁(図示せず)の開閉を制御することにより行なう。また、スタンパ吸引固定用通路5,10への冷媒の供給も開閉弁(図示せず)を制御することにより行なう。
【0031】
次に、図1に示す転写装置を用いて成形部材1に微細構造を転写する転写方法の一例について説明する。図2及び図3は、図1に示す転写装置を用いて成形部材1に微細構造を転写する際の転写工程を示す図である。
【0032】
まず、下スタンパ3をプレス下コア9上に載置し且つ上スタンパ2を下スタンパ3の上に重ねて載置する。そして、プレス上コア4を下降させて、上スタンパ2と下スタンパ3をプレス上コア4とプレス下コア9の間に挟む。このとき、プレス上コア4とプレス下コア9による押圧力は、僅かな力でよい。上スタンパ2と下スタンパ3をプレス上コア4とプレス下コア9の間に挟んだ状態で、図2(a)に示すように、プレス上コア4のスタンパ吸引固定用通路5を介して上スタンパ2を吸引してプレス上コア4に固定し、且つプレス下コア9のスタンパ吸引固定用通路10を介して下スタンパ3を吸引してプレス下コア9に固定する。
【0033】
上スタンパ2及び下スタンパ3を固定したら、図2(b)に示すように、プレス上コア4を上昇させると、上スタンパ2はプレス上コア4と共に上昇する。そこで、成形部材1を下スタンパ3上に載置し、吸引貫通孔3b及び成形部材吸引固定用通路11を介して吸引して、下スタンパ3に固定する。
【0034】
成形部材1を下スタンパ3上に固定したら、図3に示すように、上スタンパ2を下降させて、成形部材1を上スタンパ2と下スタンパ3との間に挟み込み、成形部材1を押圧して徐々に押圧力を大きくしていく。このとき、プレス上コア4のヒータ7とプレス下コア9のヒータ12に通電し、プレス上コア4及びプレス下コア9を局所的に加熱する。ヒータ7により加熱される部分は、上スタンパ2の微細構造2aが形成された部分に対応した部分である。したがって、上スタンパ2の微細構造2aが形成された部分も、ヒータ7により加熱され、所定の温度となる。この所定の温度とは、成形部材1が軟化して微細構造2aが転写されやすくなるような温度である。同様に、ヒータ12により加熱される部分は、下スタンパ3の微細構造3aが形成された部分に対応した部分である。したがって、下スタンパ3の微細構造3aが形成された部分も、ヒータ12により加熱され、所定の温度となる。この所定の温度とは、成形部材1が軟化して微細構造3aが転写されやすくなるような温度である。具体的にはスタンパ2,3はガラス転移点以上の温度まで加熱される。
【0035】
このように、微細構造2a及び3aを転写する際に、成形部材1の転写される部分のみを局所的に加熱して軟化させるので、微細構造2a及び3aを容易に成形部材1に転写することができ、且つアスペクト比が高い凹凸のような微細構造2a及び3aであっても、軟化した成形部材1を凹部の奥まで十分に充填することができ、微細構造2a及び3aを精度よく転写することができる。
【0036】
所定の時間で転写が終了したら、ヒータ7及び12による加熱を停止し、次に離型工程に移る。図4は局所温調ユニットによる冷却・加熱を繰り返して離型する離型工程のフローチャートである。図5は局所温調ユニットによる冷却・加熱を繰り返して離型する離型動作のタイミングチャートである。なお、図4に示す離型工程では、下スタンパ3から先に離型しているが、上スタンパ2から先に離型してもよい。
【0037】
離型工程が開始されると、まず、上スタンパ2と下スタンパ3によるプレス力(転写圧)を減じて(ステップS1)、最終的にプレス力をゼロ又はほとんどプレス力がかからない状態とする。次に、プレス下コア9の局所温調ユニットの冷媒通路13に冷媒を流して、下スタンパ3の微細構造3aを下スタンパ3の裏側から冷却する(ステップS2)。プレス力がゼロになる前に冷却を開始して、ステップS2における冷却が終了した時点でプレス力がゼロとなるようにしてもよい。転写工程において下スタンパ3は成形部材1のガラス転移点以上の温度に加熱されているので、ステップS2における冷却で、下スタンパ3の表面温度(微細構造3aの表面の温度)がガラス転移点以下の温度となるまで冷却する。この際、図5(a)に示すように、下スタンパ3の表面温度を室温まで一度に下げずに、ガラス転移点と室温の間の温度となるまで冷却する。本実施形態では、微細構造3aの表面温度がガラス転移点と室温の間の温度となるまでの冷却時間を予め決定しておき、所定の冷却時間t1が過ぎたら冷却を停止する。下スタンパ3の温度を検出して微細構造3aの表面温度を推定してもよい。
【0038】
なお、ステップS2において、局所温調ユニットによる冷却は、スタンパ吸引固定用通路10を介して下スタンパ3をプレス下コア9に吸引固定して密着した状態を維持しながら行なう。局所温調ユニットはプレス下コア9に組み込まれているため、プレス下コア9と下スタンパ3を密着させておくことで、下スタンパ3からプレス下コアへの熱移動を効率的にして冷却効果を高めるためである。
【0039】
第1回目の冷却が終了したら、プレス下コア9の局所温調ユニットのヒータ12に通電して、下スタンパ3を裏面側から加熱し(ステップS3)、下スタンパ3の表面温度(微細構造3aの表面の温度)を上昇させる。この際、微細構造3aの表面の温度はガラス転移点以上にならない温度まで上昇させる。本実施形態では所定の加熱時間だけヒータ12に通電することで、下スタンパ3を加熱する。ステップS3での第1回目の加熱が終了したら、次に、ステップS4に進む。
【0040】
ステップS4では、所定回数n回の冷却及び加熱を繰り返したか否かを判定する。ステップS4で、所定回数n回の冷却及び加熱を繰り返していないと判定されると、ステップS2に戻り、ステップS2の冷却(第2回目の冷却)とステップS3の加熱(第2回目の加熱)を行い、再びステップS4の判定が行なわれる。
【0041】
一方、ステップS4でn回の冷却及び加熱が繰り返されたと判定されると、下スタンパ3からの成形部材1の離型が終了したと判断し、処理はステップS5に進む。すなわち、下スタンパ3の冷却及び加熱を所定回数n回だけ繰り返して行なえば、下スタンパ3からの成形部材1の離型は完了したものと判断する。
【0042】
ステップS4においてn回の冷却及び加熱が繰り返されたと判定された時点で、下スタンパ3と成形部材1とは完全に分離していないが、微視的に見ると成形部材1に転写された微細構造には表層剥離が生じており、成形部材1に転写された微細構造は下スタンパ3の微細構造3aから離型している。表層剥離は、下スタンパ3の特に微細構造3aに冷却及び加熱を繰り返すことで生じる。すなわち、成形部材1の材料(樹脂)の熱膨張率は、下スタンパ3の材料(金属)の熱膨張率より大きいため、冷却及び加熱を繰り返すことで成形部材1と下スタンパ3との密着部分に熱膨張率差に起因した応力が発生し、表層剥離が誘起される。
【0043】
表層剥離は一回の冷却及び加熱では生じ難く、冷却及び加熱を複数回繰り返すことで徐々に進行する。所定回数n回は予め実験等で何回がよいか決めておくもので、微細構造3aの形状や寸法、成形部材1の材料、下スタンパ3の材料等により適切な回数を設定すればよい。
【0044】
下スタンパ3からの成形部材1の離型が完了したら、次に、上スタンパ2からの成形部材1の離型が行なわれる(ステップS5)。すなわち、ステップS5では、下スタンパ3の離型におけるステップS2からS4と同様な処理が行なわれ、上スタンパ2の冷却と加熱が所定の回数m回繰り返される。上スタンパ2の微細構造2aの形状及び寸法が下スタンパの微細構造の形状及び寸法と同じであればn=mとなるが、微細構造2aの形状や寸法、成形部材1の材料、上スタンパ2の材料等により適切な回数を設定すればよい。
【0045】
ステップS5の処理が終了して、上スタンパ2から成形部材1が離型したと判断すると、続いて、プレス上コア4の成形部材吸引固定用通路6に空気を供給して(ステップS6)成形部材1を上スタンパ2から完全に離型させながら、図6に示すようにプレス上コア4を上昇させる(ステップS7)。
【0046】
続いて、プレス下コア9の成形部材吸引固定用通路11に空気を供給して(ステップS8)成形部材1を下スタンパ3から完全に離型させながら、図7に示すように成形材料を取り出す(ステップS9)。以上で離型工程は終了する。
【0047】
成形部材1を取り出した後、図8に示すように、成形部材吸引固定用通路6及び上スタンパ2の吸引貫通孔2bを介して圧縮気体(ここでは圧縮空気)を下スタンパ3に向けて噴射し、下スタンパ3に残った残留物を吹飛ばして除去し、且つ成形部材吸引固定用通路11及び下スタンパ3の吸引貫通孔3bを介して圧縮気体(ここでは圧縮空気)を上スタンパ2に向けて噴射し、上スタンパ3に残った残留物を吹飛ばして除去する。
【0048】
上述の転写工程及び離型工程では、プレス上コア4のみを上昇、下降させているが、プレス下コア9を上昇、下降させてもよく、あるいは両方を上昇、下降させてもよい。
【0049】
また、成形部材1の上下両面に微細構造2a及び3aを転写しているが、同様な方法により、成形部材1の上下面のいずれか一方のみに微細構造を転写することとしてもよい。
【0050】
次に、離型工程の他の例について説明する。図9はスタンパ吸引固定用通路から冷媒を供給しながら冷却・加熱を繰り返して離型する離型工程のフローチャートである。図10はスタンパ吸引固定用通路から冷媒を供給しながら冷却・加熱を繰り返して離型する離型動作のタイミングチャートである。なお、図9に示す離型工程では、下スタンパ3から先に離型しているが、上スタンパ2から先に離型してもよい。
【0051】
離型工程が開始されると、まず、上スタンパ2と下スタンパ3によるプレス力(転写圧)を減じて(ステップS11)、最終的にプレス力をゼロ又はほとんどプレス力がかからない状態とする。次に、プレス下コア9のスタンパ吸引固定用通路10からの吸引を解除して下スタンパ3に作用する吸引力をゼロにする(ステップS12)。これにより、プレス下コア9と下スタンパ3の密着を解除し、プレス下コア9と下スタンパ3との間に気体が入り込み易くする。
【0052】
次に、スタンパ吸引固定用通路10に低温の空気やガス等の冷媒を供給して下スタンパ3を冷却する(ステップS13)。スタンパ吸引固定用通路10に供給された冷媒は、プレス下コア9と下スタンパ3の裏面との間に拡散し、下スタンパ3の裏面が冷媒により冷却される。これにより、下スタンパ3の微細構造3aが下スタンパ3の裏側から冷却される。転写工程において下スタンパ3は成形部材1のガラス転移点以上の温度に加熱されているので、ステップS13における冷却で、下スタンパ3の表面温度(微細構造3aの表面の温度)がガラス転移点以下の温度となるまで冷却する。この際、図10(a)に示すように、下スタンパ3の表面温度を室温まで一度に下げずに、ガラス転移点と室温の間の温度となるまで冷却する。本実施形態では、微細構造3aの表面温度がガラス転移点と室温の間の温度となるまでの冷却時間を予め決定しておき、所定の冷却時間t1が過ぎたら冷却を停止する。下スタンパ3の温度を検出して微細構造3aの表面温度を推定してもよい。
【0053】
第1回目の冷却が終了したら、プレス下コア9の局所温調ユニットのヒータ12に通電して、下スタンパ3を裏面側から加熱し(ステップS14)、下スタンパ3の表面温度(微細構造3aの表面の温度)を上昇させる。この際、微細構造3aの表面の温度はガラス転移点以上にならない温度まで上昇させる。本実施形態では所定の加熱時間だけヒータ12に通電することで、下スタンパ3を加熱する。ステップS14での第1回目の加熱が終了したら、次に、ステップS15に進む。ステップS15の処理は上述の図4におけるステップS4の処理と同様であり、所定回数n回の冷却及び加熱を繰り返したか否かを判定する。ステップS15で、所定回数n回の冷却及び加熱を繰り返していないと判定されると、ステップS13に戻り、ステップS13の冷却(第2回目の冷却)とステップS14の加熱(第2回目の加熱)を行い、再びステップS15の判定が行なわれる。
【0054】
一方、ステップS15で所定回数n回の冷却及び加熱が繰り返されたと判定されると、下スタンパ3からの成形部材1の離型が終了したと判断し、処理はステップS16に進む。すなわち、下スタンパ3の冷却及び加熱を所定回数n回だけ繰り返して行なえば、下スタンパ3からの成形部材1の離型は完了したものと判断する。
【0055】
ステップS15においてn回の冷却及び加熱が繰り返されたと判定された時点で、下スタンパ3と成形部材1とは完全に分離していないが、微視的に見ると成形部材1に転写された微細構造には表層剥離が生じており、成形部材1に転写された微細構造は下スタンパ3の微細構造3aから離型している。
【0056】
ステップS15において所定回数の冷却及び加熱が繰り返し行なわれたと判断すると、プレス下コア9のスタンパ吸引固定用通路10からの吸引を行い、下スタンパ3をプレス下コア9に吸引固定する(ステップS16)。そして、プレス上コア4のスタンパ吸引固定用通路5からの吸引を解除して上スタンパ2作用する吸引力をゼロにする(ステップS7)。そして、上スタンパ2に対しても上述のステップS13〜S15と同様の処理を行ない、上スタンパ2の冷却及び加熱を所定回数だけ繰り返し行なう(ステップS18)。
【0057】
上スタンパ2に対して冷却及び加熱を所定回数繰り返したと判定されたら、プレス上コア4のスタンパ吸引固定用通路5からの吸引を行い、上スタンパ2をプレス上コア4に吸引固定する(ステップS19)。その後は、図4のステップS6〜S9の処理と同様の処理を行ない、成形部材1を取り出して離型工程を終了する。図9のステップS20〜S23は、それぞれ図4のステップS6〜S9に相当する。
【0058】
成形部材1を取り出した後、図8に示すように、成形部材吸引固定用通路6及び上スタンパ2の吸引貫通孔2bを介して圧縮気体(ここでは圧縮空気)を下スタンパ3に向けて噴射し、下スタンパ3に残った残留物を吹飛ばして除去し、且つ成形部材吸引固定用通路11及び下スタンパ3の吸引貫通孔3bを介して圧縮気体(ここでは圧縮空気)を上スタンパ2に向けて噴射し、上スタンパ3に残った残留物を吹飛ばして除去する。
【0059】
上述の離型工程では、プレス上コア4のみを上昇、下降させているが、プレス下コア9を上昇、下降させてもよく、あるいは両方を上昇、下降させてもよい。また、成形部材1の上下両面に微細構造2a及び3aを転写しているが、同様な方法により、成形部材1の上下面のいずれか一方のみに微細構造を転写することとしてもよい。
【0060】
以上のように、離型の際にスタンパを冷却するには、局所温調ユニットによる冷却を用いることができるが(図4に示す離型工程)、局所温調ユニットによる冷却では不十分で冷却時間が長くなる場合は、スタンパ吸引固定用通路に冷媒を流してスタンパを直接冷却することで(図9に示す離型工程)、冷却時間を短縮することができ、離型工程にかかる時間を短縮することができる。
【図面の簡単な説明】
【0061】
【図1】本発明の一実施形態による転写方法により微細構造を成形部材に転写する転写装置の概要を示す断面図である。
【図2】転写工程における転写装置の状態を示す図である。
【図3】転写工程における転写装置の状態を示す図である。
【図4】転写工程に続いて行なわれる離型工程の一例のフローチャートである。
【図5】図4に示す離型工程における離型動作のタイミングチャートである。
【図6】離型工程における転写装置の状態を示す図である。
【図7】離型工程における転写装置の状態を示す図である。
【図8】クリーニング工程における転写装置の状態を示す図である。
【図9】転写工程に続いて行なわれる離型工程の他の例のフローチャートである。
【図10】図9に示す離型工程における離型動作のタイミングチャートである。
【符号の説明】
【0062】
1 成形部材
2 上スタンパ
2a 微細構造
2b 吸引貫通孔
3 下スタンパ
3a 微細構造
3b 吸引貫通孔
4 プレス上コア
5,10 スタンパ吸引固定用通路
6,11 成形部材吸引固定用通路
7,12 ヒータ
8,13 冷媒通路
9 プレス下コア
20 上コア移動機構
22 下コア移動機構
24 制御部
【特許請求の範囲】
【請求項1】
スタンパに形成された微細構造を成形部材に転写する転写方法であって、
該スタンパの該微細構造を該成形部材に押圧して、前記微細構造を前記成形部材に転写し、
前記スタンパの前記微細構造を、前記成形部材のガラス転移点以下の温度において冷却及び加熱を繰り返すことにより、前記スタンパからの前記成形部材の離型を促進することを特徴とする転写方法。
【請求項2】
請求項1記載の転写方法であって、
前記スタンパの前記微細構造及び前記成形部材に転写された微細構造の収縮及び膨張を繰り返して、前記成形部材に転写された微細構造の表層剥離を生じさせることにより、前記スタンパからの前記成形部材の離型を促進することを特徴とする転写方法。
【請求項3】
請求項2記載の転写方法であって、
前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に組み込まれた局所温調部により冷却することを特徴とする転写方法。
【請求項4】
請求項3記載の転写方法であって、
前記スタンパの前記微細構造を、前記局所温調部により加熱することを特徴とする転写方法。
【請求項5】
請求項2記載の転写方法であって、
前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に形成されたスタンパ吸引固定用通路に冷媒を供給することにより冷却することを特徴とする転写方法。
【請求項6】
請求項5記載の転写方法であって、
前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に組み込まれた局所温調部により加熱することを特徴とする転写方法。
【請求項7】
微細構造を成形部材の表面に転写する転写装置であって、
該微細構造を有するスタンパと、
該スタンパが取り付けられる金型と、
該金型の開閉動作、及び前記金型に取り付けられた前記スタンパの温度を制御する制御部と
を有し、
前記制御部は、前記金型に取り付けられた前記スタンパの前記微細構造を前記成形部材に押圧して、前記微細構造を前記成形部材に転写した後、前記スタンパの前記微細構造に対して、前記成形部材のガラス転移点以下の温度において冷却及び加熱が繰り返されるように前記スタンパの温度を制御することにより、前記スタンパからの前記成形部材の離型を促進することを特徴とする転写装置。
【請求項8】
請求項7記載の転写装置であって、
前記制御部は、前記スタンパの前記微細構造及び前記成形部材に転写された微細構造の収縮及び膨張を繰り返すように前記スタンパの温度を制御して、前記成形部材に転写された微細構造の表層剥離を生じさせることにより、前記成形部材の離型を促進することを特徴とする転写装置。
【請求項1】
スタンパに形成された微細構造を成形部材に転写する転写方法であって、
該スタンパの該微細構造を該成形部材に押圧して、前記微細構造を前記成形部材に転写し、
前記スタンパの前記微細構造を、前記成形部材のガラス転移点以下の温度において冷却及び加熱を繰り返すことにより、前記スタンパからの前記成形部材の離型を促進することを特徴とする転写方法。
【請求項2】
請求項1記載の転写方法であって、
前記スタンパの前記微細構造及び前記成形部材に転写された微細構造の収縮及び膨張を繰り返して、前記成形部材に転写された微細構造の表層剥離を生じさせることにより、前記スタンパからの前記成形部材の離型を促進することを特徴とする転写方法。
【請求項3】
請求項2記載の転写方法であって、
前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に組み込まれた局所温調部により冷却することを特徴とする転写方法。
【請求項4】
請求項3記載の転写方法であって、
前記スタンパの前記微細構造を、前記局所温調部により加熱することを特徴とする転写方法。
【請求項5】
請求項2記載の転写方法であって、
前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に形成されたスタンパ吸引固定用通路に冷媒を供給することにより冷却することを特徴とする転写方法。
【請求項6】
請求項5記載の転写方法であって、
前記スタンパの前記微細構造を、前記スタンパが取り付けられた金型に組み込まれた局所温調部により加熱することを特徴とする転写方法。
【請求項7】
微細構造を成形部材の表面に転写する転写装置であって、
該微細構造を有するスタンパと、
該スタンパが取り付けられる金型と、
該金型の開閉動作、及び前記金型に取り付けられた前記スタンパの温度を制御する制御部と
を有し、
前記制御部は、前記金型に取り付けられた前記スタンパの前記微細構造を前記成形部材に押圧して、前記微細構造を前記成形部材に転写した後、前記スタンパの前記微細構造に対して、前記成形部材のガラス転移点以下の温度において冷却及び加熱が繰り返されるように前記スタンパの温度を制御することにより、前記スタンパからの前記成形部材の離型を促進することを特徴とする転写装置。
【請求項8】
請求項7記載の転写装置であって、
前記制御部は、前記スタンパの前記微細構造及び前記成形部材に転写された微細構造の収縮及び膨張を繰り返すように前記スタンパの温度を制御して、前記成形部材に転写された微細構造の表層剥離を生じさせることにより、前記成形部材の離型を促進することを特徴とする転写装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−274237(P2009−274237A)
【公開日】平成21年11月26日(2009.11.26)
【国際特許分類】
【出願番号】特願2008−125136(P2008−125136)
【出願日】平成20年5月12日(2008.5.12)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
【公開日】平成21年11月26日(2009.11.26)
【国際特許分類】
【出願日】平成20年5月12日(2008.5.12)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
[ Back to top ]