
転写箔及びそれを用いた成形品

【課題】被転写体の最表層を形成する表面保護層が有する機能を低下させることなく、表面保護層に油や指紋等による汚れを防ぐ防汚性及び滑り性を付与することが可能な転写箔と、それを用いた成形品と、その成形品の製造方法とを提供する。
【解決手段】転写箔7aは、基材フィルム1の一方の面に離型層2及び転写層3aが順次積層して形成され、離型層2と転写層3aとの界面で剥離する転写箔であり、転写層3aは離型層2に接して形成された表面保護層4及び表面保護層4を介して離型層2とは反対側に接して形成された接着層6を含む積層体であり、表面保護層4は少なくとも、アクリロイル基またはメタクリロイル基を含有する固体の活性エネルギー線硬化型樹脂であり、離型層2はワックスを含有しているものである。
【解決手段】転写箔7aは、基材フィルム1の一方の面に離型層2及び転写層3aが順次積層して形成され、離型層2と転写層3aとの界面で剥離する転写箔であり、転写層3aは離型層2に接して形成された表面保護層4及び表面保護層4を介して離型層2とは反対側に接して形成された接着層6を含む積層体であり、表面保護層4は少なくとも、アクリロイル基またはメタクリロイル基を含有する固体の活性エネルギー線硬化型樹脂であり、離型層2はワックスを含有しているものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、転写箔及びそれを用いた成形品に関するものであり、特に表面に防汚性と耐擦傷性との付与が可能な転写箔とそれを用いた成形品に関する。
【背景技術】
【0002】
従来、プラスチック成形品に対して表面に油や指紋等による汚れを防ぐ、あるいは拭取りを容易にする防汚性を付与する手法としては、例えば防汚剤塗布液を塗布した後に定着処理を行い、定着されなかった余剰の防汚剤を除去し、防汚処理層を形成する方法がある(例えば、特許文献1を参照。)しかしながら、従来の方法は工程数が多く、コストも嵩むため、好ましくない。
【0003】
また、表面保護層に防汚剤を添加することで、被転写面に防汚性を付与する方法が知られている。しかしながら、防汚剤を添加することによって表面保護層の表面強度等の機能が低下するという課題がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−292776号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、本発明は上記のような事情を鑑みてなされたものであり、その目的は、被転写体の最表層を形成する表面保護層が有する機能を低下させることなく、表面保護層に油や指紋等による汚れを防ぐ防汚性及び滑り性を付与することが可能な転写箔とそれを用いた成形品を提供することにある。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本発明の一態様に係る転写箔は、基材フィルムの一方の面に、少なくとも離型層、表面保護層及び接着層が積層されていることを基本構成としている。
すなわち、本願発明の一態様は、基材フィルムの一方の面に離型層及び転写層が順次積層して形成され、前記離型層と前記転写層との界面で剥離する転写箔において、前記転写層は、少なくとも、前記離型層に接して形成された表面保護層及び前記表面保護層を介して前記離型層とは反対側に形成された接着層を含む積層体であり、前記表面保護層は、少なくともアクリロイル基またはメタクリロイル基を含有する固体の活性エネルギー線硬化型樹脂であり、前記離型層は、ワックスを含有していることを特徴とする転写箔である。
【0007】
上記態様によれば、離型層はワックスを含有しているので、射出成形時の熱を利用して離型層から表面保護層にこのワックスを移行させることができる。このため、成形品の最表層となる表面保護層に、ワックスによる防汚性及び滑り性の機能を付与することができる。さらに、ワックスは表面保護層内部に分布しないため、表面保護層の表面強度等の機能を低下させることもない。
【0008】
このように、上記態様に係る転写箔であれば、従来技術と比較して、成形品の最表層を形成する表面保護層が有する機能を低下させることなく、表面保護層に防汚性及び滑り性を付与することができる。
なお、「前記表面保護層を介して前記離型層とは反対側に形成された接着層」とは、表面保護層と接して形成された接着層であっても良いし、他の層を介して表面保護層上に形成された接着層であっても良い。
【0009】
また、本願発明の別の態様は、前記ワックスの融点は60℃以上、110℃以下の範囲内であることとしても良い。
上記態様によれば、ワックスの融点は60℃以上、110℃以下の範囲内であるので、射出成形時の熱を利用して離型層から表面保護層に十分な量のワックスを移行させることができる。
【0010】
このように、上記態様に係る転写箔であれば、表面保護層に防汚性及び滑り性を十分に付与することができる。
なお、ワックスの融点が60℃未満の場合には、射出成形の際にワックスが熱分解したり、離型性を発現しない場合があるので好ましくない。また、ワックスの融点が110℃より高い場合には、射出成形時の温度でワックスが十分に溶融せず、離型層から表面保護層に移行するワックス量が減少して、表面保護層に防汚性及び滑り性を付与する効果が低下する場合がある。
【0011】
また、本願発明の別の態様は、前記ワックスの粒径は1μm以上、10μm以下の範囲内であることとして良い。
上記態様によれば、ワックスの粒径は1μm以上、10μm以下の範囲内であるので、表面保護層の表面に凹凸を形成することができる。
このように、上記態様に係る転写箔であれば、離型層から突出したワックス粒子によって、転写時に表面保護層の表面に凹凸が形成されるため、成形品の表面にマット調の意匠を付与することができる。また、成形品の表面がマット調になることによって、成形品の表面に付着した指紋や傷が目立ちにくくなる効果もある。
【0012】
なお、ワックスの粒径が1μm未満の場合には、ワックスの粒子が離型層に埋もれてしまい、表面保護層に凹凸を形成する効果が低下する。また、ワックスの粒径が10μmより大きい場合には、離型層から突出している部分の高さが表面保護層の厚さを超えてしまい、表面保護層の塗工時にピンホールが発生する場合がある。
また、本願発明の別の態様は、前記ワックスはカルナバワックスであることとしても良い。
【0013】
上記態様によれば、ワックスはカルナバワックスであるので、転写時に加熱された場合に離型層から表面保護層にこのワックスを十分に移行させることができる。
このように、上記態様に係る転写箔であれば、表面保護層に防汚性及び滑り性を十分に付与することができる。
また、本願発明の別の態様は、前記離型層はメラミンまたはイソシアネート硬化でなされたアクリル樹脂を主成分とし、前記離型層の厚みは0.1μm以上、1.0μm以下の範囲内であることとしても良い。
【0014】
上記態様によれば、離型層はメラミンまたはイソシアネート硬化でなされたアクリル樹脂を主成分としているので、インモールド成形時に射出される樹脂の温度で転写箔が破損するのを防ぐことができる。これは、メラミンまたはイソシアネート硬化でなされたアクリル樹脂は耐熱性に優れるためである。
また、上記態様によれば、離型層の厚みは0.1μm以上、1.0μm以下の範囲内であるので、離型層を均一に成膜でき、且つ表面保護層に凹凸を形成することができる。
【0015】
なお、離型層の厚さが0.1μm未満の場合には、均一に離型層を成膜することが困難となる。また、離型層の厚さが1.0μmより厚い場合には、ワックスの粒子が離型層に埋もれてしまい、表面保護層に凹凸を形成する効果が低下する。
また、本願発明の別の態様は、上記態様の転写箔によって、少なくとも表面の一部が装飾されていることを特徴とする成形品である。
【0016】
上記態様によれば、成形品の表面の少なくとも一部は、防汚性及び滑り性が付与された表面保護層を有している。このため、この表面保護層が施された部分は油や指紋等による汚れを防ぐことができる。また、耐擦傷性を向上させることもできる。
【発明の効果】
【0017】
本発明の転写箔を用いれば、前記離型層から前記表面保護層に前記ワックスが移行することで、転写時に前記成形品の最表層となる表面保護層に、ワックスによる防汚性の機能を付与することができる。また、ワックスによって前記表面保護層の表面の滑り性も向上するため、耐擦傷性を向上させることも可能となる。
【図面の簡単な説明】
【0018】
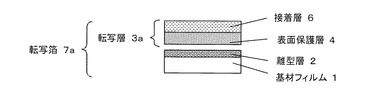
【図1】第1実施形態に係る転写箔を示す概略断面図である。
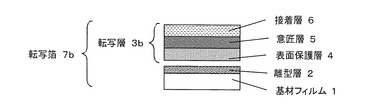
【図2】第2実施形態に係る転写箔を示す概略断面図である。
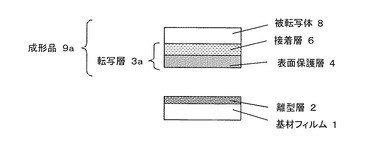
【図3】第1実施形態に係る転写箔が転写された成形品を示す概略断面図である。
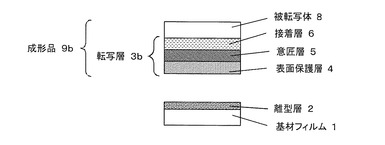
【図4】第2実施形態に係る転写箔が転写された成形品を示す概略断面図である。
【発明を実施するための形態】
【0019】
以下、本発明を実施するための形態を説明する。
本発明の第1実施形態に係る転写箔7aは、図1に示すように、基材フィルム1の一方の面に離型層2と転写層3aとが順次積層されていることを基本構成とする。さらに、この転写層3aは、表面保護層4及び接着層6が順次積層されていることを基本構成とする。
【0020】
なお、離型層2にはワックスが添加されている。
転写箔7aを用いて、射出成形同時加飾の手法の一つであるインモールド成形を実施した場合、成形時に射出される樹脂の熱で、離型層2に添加されたワックスの一部が溶融し、剥離界面を介してワックスが表面保護層4に移行する。
このため、転写箔7aの転写後は、図3に示すように、ワックスが移行した表面保護層4が成形品9aの表面を形成するので、成形品9aにワックスの機能である防汚性や滑り性を付与することができるのである。
【0021】
また、本発明の第2実施形態に係る転写箔7bは、図2に示すように、基材フィルム1の一方の面に離型層2と転写層3bとが順次積層されていることを基本構成とする。さらに、この転写層3bは、表面保護層4、意匠層5及び接着層6が順次積層されていることを基本構成とする。つまり、転写箔7bは、意匠層5を備えている点で転写箔7aと異なるが、それ以外の点では転写箔7aと同一である。
【0022】
このような構成の転写層3bを用いることで任意の絵柄や色を成形品9bに付与することが可能となり、成形品9bの意匠性が飛躍的に向上する。
また、転写箔7aの場合と同様に、転写箔7bを用いてインモールド成形を実施した場合、成形時に射出される樹脂の熱で、離型層2に添加されたワックスの一部が溶融し、剥離界面を介してワックスが表面保護層4に移行する。
【0023】
このため、転写箔7bの転写後は、図4に示すように、ワックスが移行した表面保護層4が成形品9bの表面を形成するので、成形品9bにワックスの機能である防汚性や滑り性を付与することができる。
なお、意匠層5としては、印刷絵柄層、スパッタや蒸着等の金属光沢層、あるいは金属調印刷層等が利用でき、求められる意匠に応じて設けることが可能である。
次に、本発明の実施形態に係る転写箔7a、7bを構成する各材料及びそれらの製造方法について説明する。
【0024】
(基材フィルム)
基材フィルム1の材料としては、可撓性があれば特に制限はない。基材フィルム1としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル樹脂、ポリエチレン、ポリプロピレン、ポリブテン、ポリメチルペンテン、エチレン−プロピレン−ブテン共重合体等のポリオレフィン樹脂、ナイロン6、ナイロン66等のポリアミド樹脂、ポリ塩化ビニル等を用いることができる。中でも、一軸または二軸延伸ポリエステルフィルムが、耐熱性に優れていることからより好ましい。
また、基材フィルム1の厚みとしては、5μm〜200μm程度のものが好ましく、25μm〜100μm程度のものがより好適に用いられる。
【0025】
(離型層)
離型層2の材料としては、離型性樹脂等が使用できる。離型性樹脂としては、例えば、メラミン系樹脂、アクリル系樹脂、ポリエステル系樹脂、ウレタン系樹脂、弗素系樹脂、シリコーン樹脂、エポキシ樹脂等が挙げられるが、なかでもメラミンまたはイソシアネート硬化でなされたアクリル樹脂がより好適である。メラミンまたはイソシアネート硬化でなされたアクリル樹脂は耐熱性に優れるため、インモールド成形時に射出される樹脂の温度で転写箔が破損するのを防ぐ効果がある。
【0026】
なお、上述の樹脂は1種単独、あるいは2種以上混合して用いることもできる。
離型層2の厚さは、通常は0.01μm〜5.0μm程度あれば良く、より好ましくは0.1〜1.0μm程度である。離型層2の厚さが1.0μmより厚い場合には、ワックスの粒子が離型層2に埋もれてしまい、表面保護層4に凹凸を形成する効果が低下する。一方で、離型層2の厚さが0.1μm未満の場合には、均一に離型層2を成膜することが困難となる。
【0027】
離型層2に添加するワックスとしては、カルナバワックス、パラフィンワックス、ポリエチレンワックス、ライスワックス等が挙げられ、より好ましくはカルナバワックスが用いられる。
離型層2に添加するワックスの添加量としては、離型層2を構成する樹脂を合計した樹脂100質量部に対して、ワックス3〜20質量部を使用する。
【0028】
前記ワックスの融点としては、60〜110℃であることが好ましい。融点が60℃未満の場合には、射出成形の際にワックスが熱分解したり、離型性を発現しない場合があるので好ましくない。一方で、融点が110℃より高い場合には、成形時の温度でワックスが十分に溶融せず、離型層2から表面保護層4に移行するワックス量が減少して、表面保護層4に防汚性及び滑り性の機能を付与する効果が低下する場合がある。
【0029】
前記ワックスの粒径としては、1μm以上、10μm以下の範囲内であることが好ましい。ワックスの粒径が1μm未満の場合には、ワックスの粒子が離型層2に埋もれてしまい、表面保護層4に凹凸を形成する効果が低下する。一方で、ワックスの粒径が10μmより大きい場合には、離型層2から突出している部分の高さが表面保護層4の厚さを超えてしまい、表面保護層4の塗工時にピンホールが発生する場合がある。そのため、ワックスの粒径は離型層2の層膜厚に対して、150〜300%程度の範囲内であると、より好適である。なお、表面保護層4の厚さについては、後述する。
【0030】
離型層2の形成方法としては、上記樹脂と上記ワックスとを溶媒へ分散または溶解して、ロールコート、リバースロールコート、グラビアコート、リバースグラビアコート、バーコート、ロッドコ−ト、キスコート、ナイフコート、ダイコート、コンマコート、フローコート、スプレーコート等のコーティング方法で塗布し乾燥して、溶剤を除去することにより形成する方法を用いることができる。
【0031】
(転写層)
続いて、本発明の第1、第2実施形態に係る転写箔7a、7bの転写層3a、3bについて説明する。
図1に示すように、転写層3aは、表面保護層4及び接着層6が順次積層されていることを基本構成とするものである。
また、図2に示すように、転写層3bは、表面保護層4と接着層6との間に意匠層5を設けていることを基本構成とするものである。
【0032】
(表面保護層)
表面保護層4を形成する場合、構成する耐候性、耐摩耗性、耐傷性、耐薬品性等の要求される諸物性に対して満足できるものであれば特に規定されるものではない。表面保護層4としては、例えば、ウレタン系樹脂、アクリル系樹脂、ポリエステル系樹脂等を用いることができるが、表面強度を高める目的で、少なくともアクリロイル基またはメタクリロイル基を含有する活性エネルギー線硬化型樹脂を用いることが好ましい。
【0033】
なお、「活性エネルギー線」とは、電子線、紫外線、赤外線等のラジカル、カチオン、アニオン等の重合反応の引き金となりうるエネルギー線をいう。
また、「活性エネルギー線硬化型樹脂」とは、活性エネルギー線の照射により硬化反応を生じて硬化物を形成することができる重合性成分あるいは重合性化合物を含むものをいう。
【0034】
表面保護層4として前記活性エネルギー線硬化型樹脂を使用する場合の形態としては、例えば、以下に示す第1〜第4の方法を用いることができる。
第1の方法としては、前記活性エネルギー線硬化型樹脂を塗工後に活性エネルギー線を照射して、完全に架橋硬化させて転写箔7a、7bを作製する方法である。
第2の方法としては、塗工後には活性エネルギー線を照射せず、被転写体への転写が完了した後に照射して完全硬化させる方法である。この第2の方法の場合の使用形態の詳細は以下の通りである。
【0035】
まず、前記活性エネルギー線硬化型樹脂を溶剤に溶解あるいは分散させた状態で、離型層2の上にリバースグラビアコート等の方法で塗工する。次に、溶剤を揮発乾燥させて未架橋状態のままで非粘着固体化させ、未架橋状態の活性エネルギー線硬化型樹脂層を作製する。
第3の方法としては、被転写体の表面形状への形状追従性を損なわない範囲内で、活性エネルギー線を適量照射して、不完全(一部分)架橋状態とする方法である。不完全架橋状態とすることにより、未架橋状態に比べてより完全に乾燥させたり、あるいは転写時の熱や応力による架橋硬化樹脂層の流動を防止することができる。
【0036】
第4の方法としては、被転写体の表面形状への形状追従性を損なわない範囲内で、適度に加熱硬化して、不完全(一部分)架橋状態とする方法である。
上記何れかの方法を用いて得られた転写箔7a、7bは、熱可塑性を維持しているため、被転写体の表面形状に追従させつつ転写することができる。その後、活性エネルギー線を照射することにより、前記活性エネルギー線硬化型樹脂層を完全に架橋、硬化せしめる。これにより、前記活性エネルギー線硬化型樹脂層は十分な硬度(つまり、ハードコート性)と成形性を両立させることができる。
【0037】
表面保護層4の形成方法としては、ロールコート、リバースロールコート、グラビアコート、リバースグラビアコート、バーコート、ロッドコ−ト、キスコート、ナイフコート、ダイコート、コンマコート、フローコート、スプレーコート等の公知のコーティング方法を用いることができる。
なお、表面保護層4の厚さは、3〜15μm程度が好適である。
【0038】
(意匠層)
意匠層5として、印刷絵柄層を形成する場合、インキは公知のものが使用できる。すなわち、ビヒクルに染料または顔料等の着色剤、体質顔剤を添加し、さらに可塑剤、安定剤、ワックス、グリース、乾燥剤、硬化剤、増粘剤、分散剤、充填剤等を任意に添加して溶剤、希釈剤等で充分に希釈、攪拌してなるもので良い。
【0039】
印刷絵柄層の形成方法としては、グラビア印刷、オフセット印刷、凹版印刷、スクリーン印刷、フレキソ印刷、静電印刷、インクジェット印刷等の公知の印刷方法を用いることができる。
意匠層5として、金属光沢層あるいは金属調印刷層を形成する場合、例えば、蒸着等により形成された金属等からなる金属蒸着薄膜層とすることができる。
【0040】
その材料としては、発現すべき金属光沢色に応じて、アルミニウム、スズ、クロム、ニッケル、金、白金、銀、銅、インジウム、チタニウム、亜鉛等の金属やその酸化物及びこれら何れかの合金または化合物を用いることができる。
前記金属蒸着薄膜層の形成方法としては、真空蒸着法、スパッタリング法、イオンプレーティング法、メッキ法等の方法を用いることができる。
【0041】
また、金属光沢層あるいは金属調印刷層としては、例えば、アルミフレーク等の金属製顔料を含有するインキで一部または全面印刷された層とすることができる。前記金属調印刷層の形成方法としては、グラビア印刷法、スクリーン印刷法等の公知の印刷方法を用いることができる。
なお、意匠層5は、上述の加飾方法を複数用い、複数の層によって形成することもできる。
【0042】
(接着層)
本発明の第1、第2実施形態において、接着層6は表面保護層4または表面保護層4及び意匠層5を被転写体に貼り付けるために用いられるもので、常温で粘着力を持つものや、加熱等の処理によって粘着または接着力を発現するものを用いることができる。
【0043】
接着層6の材料としては、接着性及び/または粘着性を持てばよく、いわゆる接着剤、粘着剤、ホットメルトと呼ばれるものも含み、特に限定されるものではない。
例えば、アクリル系、エポキシ系、酢酸ビニル系、塩化ビニル系、イソシアネート系、シリコーン系、スチレン−ブタジエン系、塩化ビニル−酢酸ビニル系、エチレン−酢酸ビニル系、ポリエステル系、塩化ゴム系、塩素化ポリプロピレン系、ポリウレタン系等の樹脂を単独で使用、またはこれらの混合物を主成分とするエマルジョン系樹脂や有機溶剤型樹脂、水溶性樹脂等が挙げられる。
【0044】
接着層6の形成方法としては、上記樹脂を水や有機溶剤で希釈させた塗布用液体を、グラビア印刷、オフセット印刷、もしくはスクリーン印刷等の印刷方法、またはロールコート、バーコート、コンマコート、スプレーコート、もしくは押出しコート等のコート法で塗布し、その後乾燥または冷却して形成する方法を用いることができる。
なお、接着層6の厚さは、特に制限は無いが、通常0.5μm〜10μm程度である。
【0045】
(被転写体)
本発明の第1、第2実施形態に係る転写箔7a、7bが転写される被転写体8(図3、図4を参照)としては、その材質、形状に限定があるものではない。材質は、例えば、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、アクリル系樹脂、塩化ビニル系樹脂、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、ポリカーボネート系樹脂、フェノール樹脂等の樹脂類等を用いることができる。
【0046】
また、形状は、例えば、シート(フィルム)、平板、曲面板、棒状体、立体物等と任意である。被転写面の凹凸形状等によって、適宜転写方法を選択して転写することができるが、転写時の加熱によってワックスを溶融させる必要がある。
以上のように、上記実施形態に係る転写箔7a、7bは、基材フィルム1の一方の面に離型層2及び転写層3a、3bが順次積層して形成され、離型層2と転写層3a、3bとの界面で剥離する転写箔である。そして、この転写層3a、3bは少なくとも、離型層2に接して形成された表面保護層4及び表面保護層4を介して離型層2とは反対側に形成された接着層6を含む積層体である。また、表面保護層4は少なくとも、アクリロイル基またはメタクリロイル基を含有する固体の活性エネルギー線硬化型樹脂である。また、離型層2はワックスを含有している。
【0047】
離型層2はワックスを含有しているので、インモールド成形を実施した場合、成形時に射出される樹脂の熱を利用して離型層2から表面保護層4にこのワックスを移行させることができる。このため、成形品9a、9bの最表層となる表面保護層4に、ワックスによる防汚性の機能を付与することができる。また、ワックスによって表面保護層4の表面の滑り性も向上させることもできる。さらに、ワックスは表面保護層4内部に分布しないため、表面保護層4の表面強度等の機能を低下させることもない。
このため、従来技術と比較して、成形品9a、9bの最表層を形成する表面保護層4が有する機能を低下させることなく、表面保護層4に油や指紋等による汚れを防ぐ防汚性及び滑り性を付与した転写箔7a、7bを提供することができる。
【実施例】
【0048】
ここでは、第2実施形態に係る転写箔7bを用いて、インモールド成形した成形品9bについて説明する。
基材フィルム1として、厚さ50μmの2軸延伸ポリエチレンテレフタレートフィルムを用いた。そして、基材フィルム1の一方の面に、グラビアコート法で、粒径平均が3μmのカルナバワックスを3質量部添加したメラミン樹脂系塗工液を乾燥後の厚さが1.0μmになるように塗布した。こうして、基材フィルム1の一方の面に離型層2を形成した。
【0049】
次に、転写層3bとして以下の層を順次積層した。
まず、離型層2の表面に、リバースグラビアコート法で、紫外線硬化タイプのアクリル系樹脂を乾燥後の厚さが10.0μmになるように塗布した。その後、高圧水銀灯120W/cmを用いて、積算光量が1000mJ/cm2になるように紫外線を照射して架橋硬化させた。こうして、離型層2の表面に表面保護層4を形成した。
【0050】
次に、表面保護層4の表面に、グラビア印刷により、熱硬化タイプのインキを乾燥後の厚さが1.0μmになるように塗布し、意匠層5として印刷層を形成した。
次に、意匠層5の表面に、グラビア印刷により、1液硬化タイプのアクリル樹脂系接着層6を乾燥後の厚さが2.0μmになるように塗布した。こうして、本発明の第2実施形態に係る転写箔7bを得た。
【0051】
上述のように作製した転写箔7bを射出成形(インモールド成形)に用いて、表面保護層4が最表面となる成形品9bを作製した。以下、転写箔7bを用いた、インモールド成形による成形品9bの製造方法について簡単に説明する。
まず、転写箔7bを金型内に挟み、その後金型内に樹脂を射出する。そして、射出された樹脂を成形し被転写体とすると同時に成形時の樹脂の熱で被転写体に転写箔7bを接着する。その後、被転写体及び転写箔7bを冷却する。冷却後、転写箔7bの離型層2と表面保護層4との界面で剥離し、表面保護層4を露出させる。こうして、表面保護層4が最表面となる成形品9bを作製できる。
【0052】
<比較例>
離型層2に用いるメラミン樹脂塗工液にワックスを添加しないこと以外は、上述の実施例と同様にして、比較例の転写箔及び成形品を作製した。
【0053】
<各種物性評価方法>
(a)防汚性
実施例及び比較例で作製した成形品について、表面保護層4の表面に付着した指紋をセルロース製不織布〔旭化成工業(株)製:ベンコットM−3〕で拭き取り、その取れ易さを目視にて判定した。判定基準を以下に示す。
○:5往復未満の拭き取りで指紋を完全に拭き取ることができる。
△:5往復以上の拭き取りで指紋を完全に拭き取ることができる。
×:指紋の拭き取り跡が残る。
【0054】
(b)耐擦傷性
実施例及び比較例で作製した成形品について、表面保護層4の表面をスチールウール(#0000)にて、荷重200g/cm2の条件で50往復磨耗し、傷のつきやすさを目視にて判定した。判定基準を以下に示す。
○:目立った傷付き無し。
△:傷は残るが、素地の露出無し。
×:素地が露出する。
防汚性及び耐擦傷性の結果は、表1に示される通りである。
【0055】
【表1】

【0056】
実施例の結果より、離型層2にワックスを加えることで防汚性を向上させ、容易に指紋を拭き取ることができる成形品9bを得られることが確認された。さらに、ワックスにより滑り性を向上させたことで、耐擦傷性にも優れる成形品9bを得られることが確認された。なお、耐擦傷性に関しては、表面保護層4の表面外観がマット調になったことにより、目視において傷が目立ちにくくなったことによる効果も含まれると考えられる。
なお、上記結果は、第2実施形態に係る転写箔7bを用いて得られた結果であるが、第1実施形態に係る転写箔7aを用いた場合であっても、上記結果と同様の結果が得られた。
【産業上の利用可能性】
【0057】
本発明の実施形態に係る転写箔7a、7bは各種プラスチック基材に対して、転写面に防汚性及び耐擦傷性を付与することができ、例えば、携帯電話やノートパソコン等の各種電化製品の外装部品や、自動車等の車両内装部品、その他付着した汚れや傷が目立つような部位への加飾が求められる様々な用途に対して利用可能である。
【符号の説明】
【0058】
1…基材フィルム
2…離型層
3a…転写層
3b…転写層
4…表面保護層
5…意匠層
6…接着層
7a…転写箔
7b…転写箔
8…被転写体
9a…成形品
9b…成形品
【技術分野】
【0001】
本発明は、転写箔及びそれを用いた成形品に関するものであり、特に表面に防汚性と耐擦傷性との付与が可能な転写箔とそれを用いた成形品に関する。
【背景技術】
【0002】
従来、プラスチック成形品に対して表面に油や指紋等による汚れを防ぐ、あるいは拭取りを容易にする防汚性を付与する手法としては、例えば防汚剤塗布液を塗布した後に定着処理を行い、定着されなかった余剰の防汚剤を除去し、防汚処理層を形成する方法がある(例えば、特許文献1を参照。)しかしながら、従来の方法は工程数が多く、コストも嵩むため、好ましくない。
【0003】
また、表面保護層に防汚剤を添加することで、被転写面に防汚性を付与する方法が知られている。しかしながら、防汚剤を添加することによって表面保護層の表面強度等の機能が低下するという課題がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−292776号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
そこで、本発明は上記のような事情を鑑みてなされたものであり、その目的は、被転写体の最表層を形成する表面保護層が有する機能を低下させることなく、表面保護層に油や指紋等による汚れを防ぐ防汚性及び滑り性を付与することが可能な転写箔とそれを用いた成形品を提供することにある。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本発明の一態様に係る転写箔は、基材フィルムの一方の面に、少なくとも離型層、表面保護層及び接着層が積層されていることを基本構成としている。
すなわち、本願発明の一態様は、基材フィルムの一方の面に離型層及び転写層が順次積層して形成され、前記離型層と前記転写層との界面で剥離する転写箔において、前記転写層は、少なくとも、前記離型層に接して形成された表面保護層及び前記表面保護層を介して前記離型層とは反対側に形成された接着層を含む積層体であり、前記表面保護層は、少なくともアクリロイル基またはメタクリロイル基を含有する固体の活性エネルギー線硬化型樹脂であり、前記離型層は、ワックスを含有していることを特徴とする転写箔である。
【0007】
上記態様によれば、離型層はワックスを含有しているので、射出成形時の熱を利用して離型層から表面保護層にこのワックスを移行させることができる。このため、成形品の最表層となる表面保護層に、ワックスによる防汚性及び滑り性の機能を付与することができる。さらに、ワックスは表面保護層内部に分布しないため、表面保護層の表面強度等の機能を低下させることもない。
【0008】
このように、上記態様に係る転写箔であれば、従来技術と比較して、成形品の最表層を形成する表面保護層が有する機能を低下させることなく、表面保護層に防汚性及び滑り性を付与することができる。
なお、「前記表面保護層を介して前記離型層とは反対側に形成された接着層」とは、表面保護層と接して形成された接着層であっても良いし、他の層を介して表面保護層上に形成された接着層であっても良い。
【0009】
また、本願発明の別の態様は、前記ワックスの融点は60℃以上、110℃以下の範囲内であることとしても良い。
上記態様によれば、ワックスの融点は60℃以上、110℃以下の範囲内であるので、射出成形時の熱を利用して離型層から表面保護層に十分な量のワックスを移行させることができる。
【0010】
このように、上記態様に係る転写箔であれば、表面保護層に防汚性及び滑り性を十分に付与することができる。
なお、ワックスの融点が60℃未満の場合には、射出成形の際にワックスが熱分解したり、離型性を発現しない場合があるので好ましくない。また、ワックスの融点が110℃より高い場合には、射出成形時の温度でワックスが十分に溶融せず、離型層から表面保護層に移行するワックス量が減少して、表面保護層に防汚性及び滑り性を付与する効果が低下する場合がある。
【0011】
また、本願発明の別の態様は、前記ワックスの粒径は1μm以上、10μm以下の範囲内であることとして良い。
上記態様によれば、ワックスの粒径は1μm以上、10μm以下の範囲内であるので、表面保護層の表面に凹凸を形成することができる。
このように、上記態様に係る転写箔であれば、離型層から突出したワックス粒子によって、転写時に表面保護層の表面に凹凸が形成されるため、成形品の表面にマット調の意匠を付与することができる。また、成形品の表面がマット調になることによって、成形品の表面に付着した指紋や傷が目立ちにくくなる効果もある。
【0012】
なお、ワックスの粒径が1μm未満の場合には、ワックスの粒子が離型層に埋もれてしまい、表面保護層に凹凸を形成する効果が低下する。また、ワックスの粒径が10μmより大きい場合には、離型層から突出している部分の高さが表面保護層の厚さを超えてしまい、表面保護層の塗工時にピンホールが発生する場合がある。
また、本願発明の別の態様は、前記ワックスはカルナバワックスであることとしても良い。
【0013】
上記態様によれば、ワックスはカルナバワックスであるので、転写時に加熱された場合に離型層から表面保護層にこのワックスを十分に移行させることができる。
このように、上記態様に係る転写箔であれば、表面保護層に防汚性及び滑り性を十分に付与することができる。
また、本願発明の別の態様は、前記離型層はメラミンまたはイソシアネート硬化でなされたアクリル樹脂を主成分とし、前記離型層の厚みは0.1μm以上、1.0μm以下の範囲内であることとしても良い。
【0014】
上記態様によれば、離型層はメラミンまたはイソシアネート硬化でなされたアクリル樹脂を主成分としているので、インモールド成形時に射出される樹脂の温度で転写箔が破損するのを防ぐことができる。これは、メラミンまたはイソシアネート硬化でなされたアクリル樹脂は耐熱性に優れるためである。
また、上記態様によれば、離型層の厚みは0.1μm以上、1.0μm以下の範囲内であるので、離型層を均一に成膜でき、且つ表面保護層に凹凸を形成することができる。
【0015】
なお、離型層の厚さが0.1μm未満の場合には、均一に離型層を成膜することが困難となる。また、離型層の厚さが1.0μmより厚い場合には、ワックスの粒子が離型層に埋もれてしまい、表面保護層に凹凸を形成する効果が低下する。
また、本願発明の別の態様は、上記態様の転写箔によって、少なくとも表面の一部が装飾されていることを特徴とする成形品である。
【0016】
上記態様によれば、成形品の表面の少なくとも一部は、防汚性及び滑り性が付与された表面保護層を有している。このため、この表面保護層が施された部分は油や指紋等による汚れを防ぐことができる。また、耐擦傷性を向上させることもできる。
【発明の効果】
【0017】
本発明の転写箔を用いれば、前記離型層から前記表面保護層に前記ワックスが移行することで、転写時に前記成形品の最表層となる表面保護層に、ワックスによる防汚性の機能を付与することができる。また、ワックスによって前記表面保護層の表面の滑り性も向上するため、耐擦傷性を向上させることも可能となる。
【図面の簡単な説明】
【0018】
【図1】第1実施形態に係る転写箔を示す概略断面図である。
【図2】第2実施形態に係る転写箔を示す概略断面図である。
【図3】第1実施形態に係る転写箔が転写された成形品を示す概略断面図である。
【図4】第2実施形態に係る転写箔が転写された成形品を示す概略断面図である。
【発明を実施するための形態】
【0019】
以下、本発明を実施するための形態を説明する。
本発明の第1実施形態に係る転写箔7aは、図1に示すように、基材フィルム1の一方の面に離型層2と転写層3aとが順次積層されていることを基本構成とする。さらに、この転写層3aは、表面保護層4及び接着層6が順次積層されていることを基本構成とする。
【0020】
なお、離型層2にはワックスが添加されている。
転写箔7aを用いて、射出成形同時加飾の手法の一つであるインモールド成形を実施した場合、成形時に射出される樹脂の熱で、離型層2に添加されたワックスの一部が溶融し、剥離界面を介してワックスが表面保護層4に移行する。
このため、転写箔7aの転写後は、図3に示すように、ワックスが移行した表面保護層4が成形品9aの表面を形成するので、成形品9aにワックスの機能である防汚性や滑り性を付与することができるのである。
【0021】
また、本発明の第2実施形態に係る転写箔7bは、図2に示すように、基材フィルム1の一方の面に離型層2と転写層3bとが順次積層されていることを基本構成とする。さらに、この転写層3bは、表面保護層4、意匠層5及び接着層6が順次積層されていることを基本構成とする。つまり、転写箔7bは、意匠層5を備えている点で転写箔7aと異なるが、それ以外の点では転写箔7aと同一である。
【0022】
このような構成の転写層3bを用いることで任意の絵柄や色を成形品9bに付与することが可能となり、成形品9bの意匠性が飛躍的に向上する。
また、転写箔7aの場合と同様に、転写箔7bを用いてインモールド成形を実施した場合、成形時に射出される樹脂の熱で、離型層2に添加されたワックスの一部が溶融し、剥離界面を介してワックスが表面保護層4に移行する。
【0023】
このため、転写箔7bの転写後は、図4に示すように、ワックスが移行した表面保護層4が成形品9bの表面を形成するので、成形品9bにワックスの機能である防汚性や滑り性を付与することができる。
なお、意匠層5としては、印刷絵柄層、スパッタや蒸着等の金属光沢層、あるいは金属調印刷層等が利用でき、求められる意匠に応じて設けることが可能である。
次に、本発明の実施形態に係る転写箔7a、7bを構成する各材料及びそれらの製造方法について説明する。
【0024】
(基材フィルム)
基材フィルム1の材料としては、可撓性があれば特に制限はない。基材フィルム1としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル樹脂、ポリエチレン、ポリプロピレン、ポリブテン、ポリメチルペンテン、エチレン−プロピレン−ブテン共重合体等のポリオレフィン樹脂、ナイロン6、ナイロン66等のポリアミド樹脂、ポリ塩化ビニル等を用いることができる。中でも、一軸または二軸延伸ポリエステルフィルムが、耐熱性に優れていることからより好ましい。
また、基材フィルム1の厚みとしては、5μm〜200μm程度のものが好ましく、25μm〜100μm程度のものがより好適に用いられる。
【0025】
(離型層)
離型層2の材料としては、離型性樹脂等が使用できる。離型性樹脂としては、例えば、メラミン系樹脂、アクリル系樹脂、ポリエステル系樹脂、ウレタン系樹脂、弗素系樹脂、シリコーン樹脂、エポキシ樹脂等が挙げられるが、なかでもメラミンまたはイソシアネート硬化でなされたアクリル樹脂がより好適である。メラミンまたはイソシアネート硬化でなされたアクリル樹脂は耐熱性に優れるため、インモールド成形時に射出される樹脂の温度で転写箔が破損するのを防ぐ効果がある。
【0026】
なお、上述の樹脂は1種単独、あるいは2種以上混合して用いることもできる。
離型層2の厚さは、通常は0.01μm〜5.0μm程度あれば良く、より好ましくは0.1〜1.0μm程度である。離型層2の厚さが1.0μmより厚い場合には、ワックスの粒子が離型層2に埋もれてしまい、表面保護層4に凹凸を形成する効果が低下する。一方で、離型層2の厚さが0.1μm未満の場合には、均一に離型層2を成膜することが困難となる。
【0027】
離型層2に添加するワックスとしては、カルナバワックス、パラフィンワックス、ポリエチレンワックス、ライスワックス等が挙げられ、より好ましくはカルナバワックスが用いられる。
離型層2に添加するワックスの添加量としては、離型層2を構成する樹脂を合計した樹脂100質量部に対して、ワックス3〜20質量部を使用する。
【0028】
前記ワックスの融点としては、60〜110℃であることが好ましい。融点が60℃未満の場合には、射出成形の際にワックスが熱分解したり、離型性を発現しない場合があるので好ましくない。一方で、融点が110℃より高い場合には、成形時の温度でワックスが十分に溶融せず、離型層2から表面保護層4に移行するワックス量が減少して、表面保護層4に防汚性及び滑り性の機能を付与する効果が低下する場合がある。
【0029】
前記ワックスの粒径としては、1μm以上、10μm以下の範囲内であることが好ましい。ワックスの粒径が1μm未満の場合には、ワックスの粒子が離型層2に埋もれてしまい、表面保護層4に凹凸を形成する効果が低下する。一方で、ワックスの粒径が10μmより大きい場合には、離型層2から突出している部分の高さが表面保護層4の厚さを超えてしまい、表面保護層4の塗工時にピンホールが発生する場合がある。そのため、ワックスの粒径は離型層2の層膜厚に対して、150〜300%程度の範囲内であると、より好適である。なお、表面保護層4の厚さについては、後述する。
【0030】
離型層2の形成方法としては、上記樹脂と上記ワックスとを溶媒へ分散または溶解して、ロールコート、リバースロールコート、グラビアコート、リバースグラビアコート、バーコート、ロッドコ−ト、キスコート、ナイフコート、ダイコート、コンマコート、フローコート、スプレーコート等のコーティング方法で塗布し乾燥して、溶剤を除去することにより形成する方法を用いることができる。
【0031】
(転写層)
続いて、本発明の第1、第2実施形態に係る転写箔7a、7bの転写層3a、3bについて説明する。
図1に示すように、転写層3aは、表面保護層4及び接着層6が順次積層されていることを基本構成とするものである。
また、図2に示すように、転写層3bは、表面保護層4と接着層6との間に意匠層5を設けていることを基本構成とするものである。
【0032】
(表面保護層)
表面保護層4を形成する場合、構成する耐候性、耐摩耗性、耐傷性、耐薬品性等の要求される諸物性に対して満足できるものであれば特に規定されるものではない。表面保護層4としては、例えば、ウレタン系樹脂、アクリル系樹脂、ポリエステル系樹脂等を用いることができるが、表面強度を高める目的で、少なくともアクリロイル基またはメタクリロイル基を含有する活性エネルギー線硬化型樹脂を用いることが好ましい。
【0033】
なお、「活性エネルギー線」とは、電子線、紫外線、赤外線等のラジカル、カチオン、アニオン等の重合反応の引き金となりうるエネルギー線をいう。
また、「活性エネルギー線硬化型樹脂」とは、活性エネルギー線の照射により硬化反応を生じて硬化物を形成することができる重合性成分あるいは重合性化合物を含むものをいう。
【0034】
表面保護層4として前記活性エネルギー線硬化型樹脂を使用する場合の形態としては、例えば、以下に示す第1〜第4の方法を用いることができる。
第1の方法としては、前記活性エネルギー線硬化型樹脂を塗工後に活性エネルギー線を照射して、完全に架橋硬化させて転写箔7a、7bを作製する方法である。
第2の方法としては、塗工後には活性エネルギー線を照射せず、被転写体への転写が完了した後に照射して完全硬化させる方法である。この第2の方法の場合の使用形態の詳細は以下の通りである。
【0035】
まず、前記活性エネルギー線硬化型樹脂を溶剤に溶解あるいは分散させた状態で、離型層2の上にリバースグラビアコート等の方法で塗工する。次に、溶剤を揮発乾燥させて未架橋状態のままで非粘着固体化させ、未架橋状態の活性エネルギー線硬化型樹脂層を作製する。
第3の方法としては、被転写体の表面形状への形状追従性を損なわない範囲内で、活性エネルギー線を適量照射して、不完全(一部分)架橋状態とする方法である。不完全架橋状態とすることにより、未架橋状態に比べてより完全に乾燥させたり、あるいは転写時の熱や応力による架橋硬化樹脂層の流動を防止することができる。
【0036】
第4の方法としては、被転写体の表面形状への形状追従性を損なわない範囲内で、適度に加熱硬化して、不完全(一部分)架橋状態とする方法である。
上記何れかの方法を用いて得られた転写箔7a、7bは、熱可塑性を維持しているため、被転写体の表面形状に追従させつつ転写することができる。その後、活性エネルギー線を照射することにより、前記活性エネルギー線硬化型樹脂層を完全に架橋、硬化せしめる。これにより、前記活性エネルギー線硬化型樹脂層は十分な硬度(つまり、ハードコート性)と成形性を両立させることができる。
【0037】
表面保護層4の形成方法としては、ロールコート、リバースロールコート、グラビアコート、リバースグラビアコート、バーコート、ロッドコ−ト、キスコート、ナイフコート、ダイコート、コンマコート、フローコート、スプレーコート等の公知のコーティング方法を用いることができる。
なお、表面保護層4の厚さは、3〜15μm程度が好適である。
【0038】
(意匠層)
意匠層5として、印刷絵柄層を形成する場合、インキは公知のものが使用できる。すなわち、ビヒクルに染料または顔料等の着色剤、体質顔剤を添加し、さらに可塑剤、安定剤、ワックス、グリース、乾燥剤、硬化剤、増粘剤、分散剤、充填剤等を任意に添加して溶剤、希釈剤等で充分に希釈、攪拌してなるもので良い。
【0039】
印刷絵柄層の形成方法としては、グラビア印刷、オフセット印刷、凹版印刷、スクリーン印刷、フレキソ印刷、静電印刷、インクジェット印刷等の公知の印刷方法を用いることができる。
意匠層5として、金属光沢層あるいは金属調印刷層を形成する場合、例えば、蒸着等により形成された金属等からなる金属蒸着薄膜層とすることができる。
【0040】
その材料としては、発現すべき金属光沢色に応じて、アルミニウム、スズ、クロム、ニッケル、金、白金、銀、銅、インジウム、チタニウム、亜鉛等の金属やその酸化物及びこれら何れかの合金または化合物を用いることができる。
前記金属蒸着薄膜層の形成方法としては、真空蒸着法、スパッタリング法、イオンプレーティング法、メッキ法等の方法を用いることができる。
【0041】
また、金属光沢層あるいは金属調印刷層としては、例えば、アルミフレーク等の金属製顔料を含有するインキで一部または全面印刷された層とすることができる。前記金属調印刷層の形成方法としては、グラビア印刷法、スクリーン印刷法等の公知の印刷方法を用いることができる。
なお、意匠層5は、上述の加飾方法を複数用い、複数の層によって形成することもできる。
【0042】
(接着層)
本発明の第1、第2実施形態において、接着層6は表面保護層4または表面保護層4及び意匠層5を被転写体に貼り付けるために用いられるもので、常温で粘着力を持つものや、加熱等の処理によって粘着または接着力を発現するものを用いることができる。
【0043】
接着層6の材料としては、接着性及び/または粘着性を持てばよく、いわゆる接着剤、粘着剤、ホットメルトと呼ばれるものも含み、特に限定されるものではない。
例えば、アクリル系、エポキシ系、酢酸ビニル系、塩化ビニル系、イソシアネート系、シリコーン系、スチレン−ブタジエン系、塩化ビニル−酢酸ビニル系、エチレン−酢酸ビニル系、ポリエステル系、塩化ゴム系、塩素化ポリプロピレン系、ポリウレタン系等の樹脂を単独で使用、またはこれらの混合物を主成分とするエマルジョン系樹脂や有機溶剤型樹脂、水溶性樹脂等が挙げられる。
【0044】
接着層6の形成方法としては、上記樹脂を水や有機溶剤で希釈させた塗布用液体を、グラビア印刷、オフセット印刷、もしくはスクリーン印刷等の印刷方法、またはロールコート、バーコート、コンマコート、スプレーコート、もしくは押出しコート等のコート法で塗布し、その後乾燥または冷却して形成する方法を用いることができる。
なお、接着層6の厚さは、特に制限は無いが、通常0.5μm〜10μm程度である。
【0045】
(被転写体)
本発明の第1、第2実施形態に係る転写箔7a、7bが転写される被転写体8(図3、図4を参照)としては、その材質、形状に限定があるものではない。材質は、例えば、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、アクリル系樹脂、塩化ビニル系樹脂、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、ポリカーボネート系樹脂、フェノール樹脂等の樹脂類等を用いることができる。
【0046】
また、形状は、例えば、シート(フィルム)、平板、曲面板、棒状体、立体物等と任意である。被転写面の凹凸形状等によって、適宜転写方法を選択して転写することができるが、転写時の加熱によってワックスを溶融させる必要がある。
以上のように、上記実施形態に係る転写箔7a、7bは、基材フィルム1の一方の面に離型層2及び転写層3a、3bが順次積層して形成され、離型層2と転写層3a、3bとの界面で剥離する転写箔である。そして、この転写層3a、3bは少なくとも、離型層2に接して形成された表面保護層4及び表面保護層4を介して離型層2とは反対側に形成された接着層6を含む積層体である。また、表面保護層4は少なくとも、アクリロイル基またはメタクリロイル基を含有する固体の活性エネルギー線硬化型樹脂である。また、離型層2はワックスを含有している。
【0047】
離型層2はワックスを含有しているので、インモールド成形を実施した場合、成形時に射出される樹脂の熱を利用して離型層2から表面保護層4にこのワックスを移行させることができる。このため、成形品9a、9bの最表層となる表面保護層4に、ワックスによる防汚性の機能を付与することができる。また、ワックスによって表面保護層4の表面の滑り性も向上させることもできる。さらに、ワックスは表面保護層4内部に分布しないため、表面保護層4の表面強度等の機能を低下させることもない。
このため、従来技術と比較して、成形品9a、9bの最表層を形成する表面保護層4が有する機能を低下させることなく、表面保護層4に油や指紋等による汚れを防ぐ防汚性及び滑り性を付与した転写箔7a、7bを提供することができる。
【実施例】
【0048】
ここでは、第2実施形態に係る転写箔7bを用いて、インモールド成形した成形品9bについて説明する。
基材フィルム1として、厚さ50μmの2軸延伸ポリエチレンテレフタレートフィルムを用いた。そして、基材フィルム1の一方の面に、グラビアコート法で、粒径平均が3μmのカルナバワックスを3質量部添加したメラミン樹脂系塗工液を乾燥後の厚さが1.0μmになるように塗布した。こうして、基材フィルム1の一方の面に離型層2を形成した。
【0049】
次に、転写層3bとして以下の層を順次積層した。
まず、離型層2の表面に、リバースグラビアコート法で、紫外線硬化タイプのアクリル系樹脂を乾燥後の厚さが10.0μmになるように塗布した。その後、高圧水銀灯120W/cmを用いて、積算光量が1000mJ/cm2になるように紫外線を照射して架橋硬化させた。こうして、離型層2の表面に表面保護層4を形成した。
【0050】
次に、表面保護層4の表面に、グラビア印刷により、熱硬化タイプのインキを乾燥後の厚さが1.0μmになるように塗布し、意匠層5として印刷層を形成した。
次に、意匠層5の表面に、グラビア印刷により、1液硬化タイプのアクリル樹脂系接着層6を乾燥後の厚さが2.0μmになるように塗布した。こうして、本発明の第2実施形態に係る転写箔7bを得た。
【0051】
上述のように作製した転写箔7bを射出成形(インモールド成形)に用いて、表面保護層4が最表面となる成形品9bを作製した。以下、転写箔7bを用いた、インモールド成形による成形品9bの製造方法について簡単に説明する。
まず、転写箔7bを金型内に挟み、その後金型内に樹脂を射出する。そして、射出された樹脂を成形し被転写体とすると同時に成形時の樹脂の熱で被転写体に転写箔7bを接着する。その後、被転写体及び転写箔7bを冷却する。冷却後、転写箔7bの離型層2と表面保護層4との界面で剥離し、表面保護層4を露出させる。こうして、表面保護層4が最表面となる成形品9bを作製できる。
【0052】
<比較例>
離型層2に用いるメラミン樹脂塗工液にワックスを添加しないこと以外は、上述の実施例と同様にして、比較例の転写箔及び成形品を作製した。
【0053】
<各種物性評価方法>
(a)防汚性
実施例及び比較例で作製した成形品について、表面保護層4の表面に付着した指紋をセルロース製不織布〔旭化成工業(株)製:ベンコットM−3〕で拭き取り、その取れ易さを目視にて判定した。判定基準を以下に示す。
○:5往復未満の拭き取りで指紋を完全に拭き取ることができる。
△:5往復以上の拭き取りで指紋を完全に拭き取ることができる。
×:指紋の拭き取り跡が残る。
【0054】
(b)耐擦傷性
実施例及び比較例で作製した成形品について、表面保護層4の表面をスチールウール(#0000)にて、荷重200g/cm2の条件で50往復磨耗し、傷のつきやすさを目視にて判定した。判定基準を以下に示す。
○:目立った傷付き無し。
△:傷は残るが、素地の露出無し。
×:素地が露出する。
防汚性及び耐擦傷性の結果は、表1に示される通りである。
【0055】
【表1】
【0056】
実施例の結果より、離型層2にワックスを加えることで防汚性を向上させ、容易に指紋を拭き取ることができる成形品9bを得られることが確認された。さらに、ワックスにより滑り性を向上させたことで、耐擦傷性にも優れる成形品9bを得られることが確認された。なお、耐擦傷性に関しては、表面保護層4の表面外観がマット調になったことにより、目視において傷が目立ちにくくなったことによる効果も含まれると考えられる。
なお、上記結果は、第2実施形態に係る転写箔7bを用いて得られた結果であるが、第1実施形態に係る転写箔7aを用いた場合であっても、上記結果と同様の結果が得られた。
【産業上の利用可能性】
【0057】
本発明の実施形態に係る転写箔7a、7bは各種プラスチック基材に対して、転写面に防汚性及び耐擦傷性を付与することができ、例えば、携帯電話やノートパソコン等の各種電化製品の外装部品や、自動車等の車両内装部品、その他付着した汚れや傷が目立つような部位への加飾が求められる様々な用途に対して利用可能である。
【符号の説明】
【0058】
1…基材フィルム
2…離型層
3a…転写層
3b…転写層
4…表面保護層
5…意匠層
6…接着層
7a…転写箔
7b…転写箔
8…被転写体
9a…成形品
9b…成形品
【特許請求の範囲】
【請求項1】
基材フィルムの一方の面に離型層及び転写層が順次積層して形成され、前記離型層と前記転写層との界面で剥離する転写箔において、
前記転写層は、少なくとも、前記離型層に接して形成された表面保護層及び前記表面保護層を介して前記離型層とは反対側に形成された接着層を含む積層体であり、
前記表面保護層は、少なくとも、アクリロイル基またはメタクリロイル基を含有する固体の活性エネルギー線硬化型樹脂であり、
前記離型層は、ワックスを含有していることを特徴とする転写箔。
【請求項2】
前記ワックスの融点は、60℃以上、110℃以下の範囲内であることを特徴とする請求項1に記載の転写箔。
【請求項3】
前記ワックスの粒径は、1μm以上、10μm以下の範囲内であることを特徴とする請求項1または請求項2に記載の転写箔。
【請求項4】
前記ワックスは、カルナバワックスであることを特徴とする請求項1から請求項3の何れか一項に記載の転写箔。
【請求項5】
前記離型層は、メラミンまたはイソシアネート硬化でなされたアクリル樹脂を主成分とし、
前記離型層の厚みは、0.1μm以上、1.0μm以下の範囲内であることを特徴とする請求項1から請求項4の何れか一項に記載の転写箔。
【請求項6】
請求項1から請求項5の何れか一項に記載の転写箔によって、少なくとも表面の一部が装飾されていることを特徴とする成形品。
【請求項1】
基材フィルムの一方の面に離型層及び転写層が順次積層して形成され、前記離型層と前記転写層との界面で剥離する転写箔において、
前記転写層は、少なくとも、前記離型層に接して形成された表面保護層及び前記表面保護層を介して前記離型層とは反対側に形成された接着層を含む積層体であり、
前記表面保護層は、少なくとも、アクリロイル基またはメタクリロイル基を含有する固体の活性エネルギー線硬化型樹脂であり、
前記離型層は、ワックスを含有していることを特徴とする転写箔。
【請求項2】
前記ワックスの融点は、60℃以上、110℃以下の範囲内であることを特徴とする請求項1に記載の転写箔。
【請求項3】
前記ワックスの粒径は、1μm以上、10μm以下の範囲内であることを特徴とする請求項1または請求項2に記載の転写箔。
【請求項4】
前記ワックスは、カルナバワックスであることを特徴とする請求項1から請求項3の何れか一項に記載の転写箔。
【請求項5】
前記離型層は、メラミンまたはイソシアネート硬化でなされたアクリル樹脂を主成分とし、
前記離型層の厚みは、0.1μm以上、1.0μm以下の範囲内であることを特徴とする請求項1から請求項4の何れか一項に記載の転写箔。
【請求項6】
請求項1から請求項5の何れか一項に記載の転写箔によって、少なくとも表面の一部が装飾されていることを特徴とする成形品。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−39747(P2013−39747A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−178421(P2011−178421)
【出願日】平成23年8月17日(2011.8.17)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月17日(2011.8.17)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]