
転写箔
【課題】
本発明は、絵柄層を支障なく印刷することができ、かつ防汚性や指紋付着防止性を、成型品の表面への転写のみで付与することができる転写箔を提供しようとするものである。
【解決手段】
上記課題は、基体シート、該基体シート上に形成されたフッ素樹脂からなる防汚層及び該防汚層上に形成されたハードコート層を含んでなる転写箔により解決することができる。
本発明は、絵柄層を支障なく印刷することができ、かつ防汚性や指紋付着防止性を、成型品の表面への転写のみで付与することができる転写箔を提供しようとするものである。
【解決手段】
上記課題は、基体シート、該基体シート上に形成されたフッ素樹脂からなる防汚層及び該防汚層上に形成されたハードコート層を含んでなる転写箔により解決することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、転写箔、詳しくは、防汚性及び指紋付着防止性を、ガラス、プラスチック、金属等から作られた成型品の表面に転写した際、付与することができる転写箔に関する。
【背景技術】
【0002】
従来、フッ素系の添加剤及び樹脂といった撥水性又は撥油性成分を含有する種々の塗料、インキ及び組成物が、防汚性や指紋付着防止性を成型品の表面に付与するために使用されている(特許文献1)。このような塗料、インキ及び組成物は、通常、成型品の表面に塗布し、次いで電子線または紫外線の照射により硬化すると、皮膜表面に撥水性又は撥油性成分が移行し、防汚性や指紋付着防止性を発現することができる。
【0003】
しかしながら、撥水性又は撥油性成分を含む組成物を転写箔に用いた場合、転写箔が転写された成型品には、十分な防汚性及び指紋付着防止性を付与することができない。一般に、転写箔は、基体シート上に、剥離層、絵柄層及び接着剤層を、この順で積層することにより製造するが、撥水性又は撥油性成分を含む組成物を剥離層に用いた場合、撥水性又は撥油性成分の大部分が、転写箔の製造中に、剥離層の表面、すなわち絵柄層と接する側に移行するからである。
また、撥水性又は撥油性成分が移行した剥離層に絵柄層を印刷した場合、絵柄層のはじきが生じたり、絵柄層と剥離層との密着力が低下したりする等の問題がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−145884号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、絵柄層を支障なく印刷することができ、かつ防汚性や指紋付着防止性を、成型品の表面への転写のみで付与することができる転写箔を提供しようとするものである。
【課題を解決するための手段】
【0006】
上記課題は、基体シート、該基体シート上に形成されたフッ素樹脂からなる防汚層及び該防汚層上に形成されたハードコート層を含んでなる転写箔により解決することができる。
【発明の効果】
【0007】
本発明の転写箔によれば、優れた防汚性や指紋付着防止性を有する成型品を、低コストでかつ簡単に製造することができる。また、本発明の転写箔は、硬化性樹脂から形成されたハードコート層を有することにより、防汚性及び指紋防止性に加えて、優れた耐摩耗性、耐薬品性、耐擦傷性等の物性をも成型品に付与することができる。
【図面の簡単な説明】
【0008】
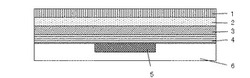
【図1】本発明の転写箔の代表的な例の模式的断面図である。
【発明を実施するための形態】
【0009】
以下、本発明の転写箔を構成する各要素について説明する。
基体シートは、従来の転写箔に使用されている基体シートであれば特に限定されないが、ポリエステル、例えばポリエチレンテレフタレートおよびポリブチレンテレフタレート等、アクリル、ナイロン、ポリプロピレン、ポリエチレン、ポリアミド等からなる離型性を有するフィルム、及び表面をメラミン系表面改質剤等で離型処理したフィルム等が挙げられる。これらの中でも、耐熱性、寸法安定性、取り扱い性の点からポリエチレンテレフタレートからなるフィルムが好ましい。
【0010】
基体シートの厚みは、転写しようとする物品の表面不整の程度、例えば凹凸の大きさ等に依存して、適宜定められる。予め成形された成形品に熱ロールを用いて転写を行う場合、基体フィルムの厚みは、通常12〜75μm、好ましくは16〜38μmである。また、射出成形と同時に転写を行う場合、基体フィルムの厚みは、通常25〜100μm、好ましくは38〜50μmである。
【0011】
次いで、防汚層を、基体シート上に形成する。防汚層は、転写の際に基体シートが剥離され、最外層となるため、物理的及び化学的に安定であり、かつ、防汚層の下に形成されるハードコート層との密着性が高いことが望ましい。本発明では、優れた撥水性、撥油性及び耐熱性を有する点から、フッ素樹脂を防汚層として用いる。
フッ素樹脂としては、パーフルオロアルキル基含有化合物及びパーフルオロポリエーテル基含有化合物が挙げられる。中でも、パーフルオロポリエーテル基含有化合物は、その表面エネルギーが非常に小さく、撥水性、撥油性、耐薬品性、潤滑性、離型性及び防汚性を有することから好ましい。また、アルコキシシリル基のような加水分解性シリル基や(メタ)アクリロイル基を導入することにより、ハードコート層との密着性を向上させ、防汚性や指紋防止性を長期間発揮させることができる。
本発明に用いるフッ素樹脂の代表的市販品としては、例えばダイキン工業株式会社製オプツールDAC−HP、信越化学工業株式会社製X−71−1201、X−71−1202、X−71−1203M等が挙げられる。
本発明では、上記のフッ素樹脂は、単独で又は2種以上の混合物で用いることができる。また、上記のフッ素樹脂は、適当な溶剤で希釈して用いることもできる。
【0012】
上記フッ素樹脂は、ロールコート法やグラビアコート法等の従来既知の塗布方法を用いて基体シート上に塗布することができる。また、これらの樹脂を塗布した後、例えば加熱又は真空により乾燥させることができる。これにより、防汚層を、基体シート上に、通常0.01〜2μm、好ましくは0.02〜0.2μmの厚みで形成する。防汚層の厚みが、0.01μm未満であると、十分な防汚性や指紋付着防止性を成型品に付与することができない。また、防汚層の厚みが2μmを超えると、はじきやユズ肌状外観といった外観不良が生じ得る。
【0013】
本発明では、ハードコート層を、防汚層上に形成する。ハードコート層には、電子放射線硬化型樹脂及び/又は紫外線硬化型樹脂を用いることができる。本発明では、耐摩耗性、耐薬品性及び耐擦傷性を有する電子放射線硬化型樹脂及び/又は紫外線硬化型樹脂を好ましく使用する。
【0014】
電子放射線硬化型樹脂としては、エチレン性不飽和結合を有するプレポリマーが挙げられ、例えば不飽和ポリエステル;ポリエステルアクリレート、エポキシアクリレート、ウレタンアクリレート、ポリエーテルアクリレート、ポリオールアクリレート、メラミンアクリレート等のアクリレート類;ポリエステルメタクリレート、エポキシメタクリレート、ウレタンメタクリレート、ポリエーテルメタクリレート、メラミンメタクリレート等のメタクリレート類等を挙げることができ、これらは単独で、または2種以上の混合物として使用することができる。
【0015】
また、上記エチレン性不飽和結合を有するプレポリマーに、粘度を調節すると共に硬化膜の物性をも調節する役割を果たす反応性希釈剤を添加してもよい。反応性希釈剤としては、エチレン性不飽和結合を有する化合物又はチオール類、例えばスチレン系モノマー;アクリル酸2−エチルヘキシル等のアクリル酸エステル類;メタクリル酸エステル類;不飽和カルボン酸アミド;不飽和酸の置換アミノアルコールエステル類;エチレングリコールジアクリレート、プロピレングリコールジアクリレート等の多官能性化合物;トリメチロールプロパントリチオグリコレート、トリメチロールプロパントリチオプロピオネート等の多官能性チオール類などが挙げられる。これらは、必要に応じて単独でまたは2種以上混合して用いることができる。
【0016】
紫外線硬化型樹脂としては、上記電子線硬化型樹脂と同様の樹脂を用いることができる。重合開始剤として、通常の紫外線重合開始剤、例えばベンゾイルエーテル類、ハロゲン化アセトフェノン類、ベンゾフェノン類、ジアセチル類等の紫外線照射によってラジカルを発生する化合物を添加することができる。本発明では、これらの紫外線硬化型樹脂を、単独で又は2種以上の混合物で用いることができる。
【0017】
これらの電子放射線硬化型樹脂及び/又は紫外線硬化型樹脂を、通常1〜10μm、好ましくは3〜7μmの厚みで、ロールコート法、グラビアコート法等の従来既知の塗布方法を用いて塗布することができる。塗布した樹脂は、例えば加熱又は真空により乾燥させることができる。
【0018】
ハードコート層は、電子線又は紫外線を照射して硬化させることができる。ハードコート層は、絵柄層又は接着剤層を印刷する前に、又はハードコート層を塗布した後の任意の段階、例えば未硬化のハードコート層上に絵柄層又は接着剤層を印刷した後に硬化させることができる。あるいは、ハードコート層は、転写箔の製造工程において硬化させずに、転写箔を成型品へ転写した後に硬化させることもできる。また、ハードコート層は、転写箔の製造工程において半硬化させ、次いで、転写箔を成型品へ転写した後に完全に硬化させることもできる。
【0019】
本発明の転写箔は、防汚層がハードコート層に強固に密着しているため、成型品に転写された際、所望の防汚性や指紋防止性を長期間発揮することができる。
【0020】
本発明の転写箔では、必要に応じて、接着剤層をハードコート層上に形成し得る。接着剤層に用いる接着剤としては、アクリル酸エステル樹脂、メタアクリル酸エステル樹脂、ポリビニルエーテル樹脂、ポリ酢酸ビニル樹脂、ポリスチレン樹脂、ポリエステル樹脂、ポリ塩素化オレフィン樹脂、ポリビニルブチラール樹脂及びこれらの混合物等を含む接着剤が挙げられる。これらの接着剤は、成形品の種類、材料、表面状態に応じて選択して、グラビアコート法等によりハードコート層上に塗布することができる。
【0021】
また、ハードコート層と接着剤層との間で十分な密着性が得られない場合には、必要に応じて、バインダー層をハードコート層上に形成することができる。例えば2液硬化型ウレタン樹脂、塩化ビニル−酢酸ビニル共重合体樹脂等を、バインダー層に用いることができる。これらの樹脂をグラビアコート法等により塗布して、バインダー層を形成することができる。
【0022】
さらに、絵柄層を、ハードコート層又はバインダー層と接着剤層との間に形成することができる。絵柄層を形成する組成物は、熱可塑性樹脂、例えば塩化ビニル共重合体樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリアクリル樹脂、ポリウレタン樹脂、ポリビニルアセタール樹脂、ポリエステルウレタン樹脂及び塩化ゴム樹脂、並びにこれらの混合物等、及び着色材、例えば染料及び顔料並びにこれらの混合物等を含有する組成物を使用することができる。また、本発明では、上記組成物にイソシアネート硬化剤等の硬化剤を配合した組成物を使用することもできる。絵柄層は、グラビア印刷、スクリーン印刷等の通常の印刷方法で印刷することができる。
【0023】
本発明の転写箔では、バインダー層、絵柄層及び接着剤層の厚みは、それぞれ従来の転写箔における厚みと同等の厚みであってよく、転写箔の用途、他の層の厚み又は材料の種類に応じて適宜選択することができる。
【0024】
本発明の転写箔を転写することができる物品としては、特に制限されないが、ガラス、プラスチック、金属等から作られた成型品、例えば携帯電話、テレビ、モニターの画面及びコンピューターのボディ等、及び木材や陶器製の多孔質物品等が挙げられる。本発明の転写箔は、上記物品上に熱ロール等を用いて容易に転写を行うことができ、あるいは射出成形による成型品の製造において射出成形と同時に転写することもできる。
【実施例】
【0025】
以下、実施例および比較例を挙げて本発明をより具体的に説明するが、本発明はこれによって何ら限定されるものではない。
【0026】
実施例1
38μmの厚みを有するポリエチレンテレフタレートフィルム(東レ株式会社製「F−99タイプ」)を基材シートとして用いた。この基材シートの表面を、メラミン系表面改質層(大日精化製「EX−114Dメジューム」)をグラビアコーターにより1μmの厚みで塗布することにより離型処理した。その後、フッ素樹脂(ダイキン製「オプツールDAC−HP」)を、固形分0.5%の濃度に溶剤で希釈し、グラビアコーターを用いて基体シート上に塗布した。次いで、ウレタンアクリレート系紫外線硬化型樹脂(大日精化製「セイカビーム EXF TR−100」)をリバースコーターにて4μmの厚みで塗布した。該紫外線硬化型樹脂を、1灯の高圧水銀灯(出力80W/cm)下、ライン速度40m/分で通過させて紫外線を照射することにより半硬化させた。その後、2液硬化型のウレタン樹脂を、グラビアコーターにて1μmの厚みで塗布してバインダー層を形成した。次いで、ウレタン系インキをバインダー層上にグラビア印刷することにより絵柄層を形成し、該絵柄層上に、塩化ビニル−酢酸ビニル共重合体樹脂を、1μmの厚みでグラビア印刷することにより接着剤層を形成した。このようにして得られた転写箔を用いて、アクリル樹脂でインモールド成形を行い、得られた成形品に1000mJ/cm2の紫外線を照射した。この成形品について、防汚性及び指紋防止性を、以下のように評価した。
【0027】
[接触角]
試料表面に滴下した水又はn−ヘキサデカンの接触角を、接触角計(協和界面科学機械社製:CA−DT型)を用いて測定した。
【0028】
[油性インキ拭き取り性]
油性マーカー(ゼブラ社製「マッキー黒」)で油性インキを試料表面に付着させ、油性インキのはじき具合及びケミカルウエスでのふき取り性を以下の通り評価した。
○:油性マーカーをはじき、かつ簡単に拭き取ることができる。
△:油性マーカーで書くことができるが、拭き取ることができる。
×:油性マーカーで書くことができ、かつ完全に拭き取ることができない。
【0029】
[指紋拭き取り性]
指紋拭き取り性は、試料表面に指紋を付着させ、ケミカルウエスでふき取り、その除去性を、以下の通り判定した。
○:指紋を完全に拭き取ることができる。
△:指紋を拭き取ることができるが、指紋の跡が残る。
×:指紋が広がり、除去することが困難である。
【0030】
比較例1
防汚層を形成しないこと以外は、実施例1と同様にして、転写箔を作製し、該転写箔を用いて成型品を製造し、評価を行った。
【0031】
実施例1及び比較例1の評価結果を表1に示す。
【0032】
【表1】

【0033】
本発明による転写箔が転写された成型品は、その表面において水及びn−ヘキサデカンとの接触角が大きく、油性インク及び指紋の拭き取り性も良好であった。これに対し、本発明によらない転写箔が転写された成型品は、その表面において水及びn−ヘキサデカンとの接触角が小さく、油性インク及び指紋を十分に拭き取ることができなった。
【符号の説明】
【0034】
1 基体シート
2 フッ素樹脂からなる防汚層
3 ハードコート層
4 バインダー層
5 絵柄層
6 接着剤層
【技術分野】
【0001】
本発明は、転写箔、詳しくは、防汚性及び指紋付着防止性を、ガラス、プラスチック、金属等から作られた成型品の表面に転写した際、付与することができる転写箔に関する。
【背景技術】
【0002】
従来、フッ素系の添加剤及び樹脂といった撥水性又は撥油性成分を含有する種々の塗料、インキ及び組成物が、防汚性や指紋付着防止性を成型品の表面に付与するために使用されている(特許文献1)。このような塗料、インキ及び組成物は、通常、成型品の表面に塗布し、次いで電子線または紫外線の照射により硬化すると、皮膜表面に撥水性又は撥油性成分が移行し、防汚性や指紋付着防止性を発現することができる。
【0003】
しかしながら、撥水性又は撥油性成分を含む組成物を転写箔に用いた場合、転写箔が転写された成型品には、十分な防汚性及び指紋付着防止性を付与することができない。一般に、転写箔は、基体シート上に、剥離層、絵柄層及び接着剤層を、この順で積層することにより製造するが、撥水性又は撥油性成分を含む組成物を剥離層に用いた場合、撥水性又は撥油性成分の大部分が、転写箔の製造中に、剥離層の表面、すなわち絵柄層と接する側に移行するからである。
また、撥水性又は撥油性成分が移行した剥離層に絵柄層を印刷した場合、絵柄層のはじきが生じたり、絵柄層と剥離層との密着力が低下したりする等の問題がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−145884号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、絵柄層を支障なく印刷することができ、かつ防汚性や指紋付着防止性を、成型品の表面への転写のみで付与することができる転写箔を提供しようとするものである。
【課題を解決するための手段】
【0006】
上記課題は、基体シート、該基体シート上に形成されたフッ素樹脂からなる防汚層及び該防汚層上に形成されたハードコート層を含んでなる転写箔により解決することができる。
【発明の効果】
【0007】
本発明の転写箔によれば、優れた防汚性や指紋付着防止性を有する成型品を、低コストでかつ簡単に製造することができる。また、本発明の転写箔は、硬化性樹脂から形成されたハードコート層を有することにより、防汚性及び指紋防止性に加えて、優れた耐摩耗性、耐薬品性、耐擦傷性等の物性をも成型品に付与することができる。
【図面の簡単な説明】
【0008】
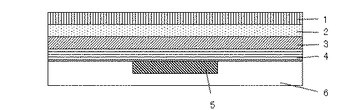
【図1】本発明の転写箔の代表的な例の模式的断面図である。
【発明を実施するための形態】
【0009】
以下、本発明の転写箔を構成する各要素について説明する。
基体シートは、従来の転写箔に使用されている基体シートであれば特に限定されないが、ポリエステル、例えばポリエチレンテレフタレートおよびポリブチレンテレフタレート等、アクリル、ナイロン、ポリプロピレン、ポリエチレン、ポリアミド等からなる離型性を有するフィルム、及び表面をメラミン系表面改質剤等で離型処理したフィルム等が挙げられる。これらの中でも、耐熱性、寸法安定性、取り扱い性の点からポリエチレンテレフタレートからなるフィルムが好ましい。
【0010】
基体シートの厚みは、転写しようとする物品の表面不整の程度、例えば凹凸の大きさ等に依存して、適宜定められる。予め成形された成形品に熱ロールを用いて転写を行う場合、基体フィルムの厚みは、通常12〜75μm、好ましくは16〜38μmである。また、射出成形と同時に転写を行う場合、基体フィルムの厚みは、通常25〜100μm、好ましくは38〜50μmである。
【0011】
次いで、防汚層を、基体シート上に形成する。防汚層は、転写の際に基体シートが剥離され、最外層となるため、物理的及び化学的に安定であり、かつ、防汚層の下に形成されるハードコート層との密着性が高いことが望ましい。本発明では、優れた撥水性、撥油性及び耐熱性を有する点から、フッ素樹脂を防汚層として用いる。
フッ素樹脂としては、パーフルオロアルキル基含有化合物及びパーフルオロポリエーテル基含有化合物が挙げられる。中でも、パーフルオロポリエーテル基含有化合物は、その表面エネルギーが非常に小さく、撥水性、撥油性、耐薬品性、潤滑性、離型性及び防汚性を有することから好ましい。また、アルコキシシリル基のような加水分解性シリル基や(メタ)アクリロイル基を導入することにより、ハードコート層との密着性を向上させ、防汚性や指紋防止性を長期間発揮させることができる。
本発明に用いるフッ素樹脂の代表的市販品としては、例えばダイキン工業株式会社製オプツールDAC−HP、信越化学工業株式会社製X−71−1201、X−71−1202、X−71−1203M等が挙げられる。
本発明では、上記のフッ素樹脂は、単独で又は2種以上の混合物で用いることができる。また、上記のフッ素樹脂は、適当な溶剤で希釈して用いることもできる。
【0012】
上記フッ素樹脂は、ロールコート法やグラビアコート法等の従来既知の塗布方法を用いて基体シート上に塗布することができる。また、これらの樹脂を塗布した後、例えば加熱又は真空により乾燥させることができる。これにより、防汚層を、基体シート上に、通常0.01〜2μm、好ましくは0.02〜0.2μmの厚みで形成する。防汚層の厚みが、0.01μm未満であると、十分な防汚性や指紋付着防止性を成型品に付与することができない。また、防汚層の厚みが2μmを超えると、はじきやユズ肌状外観といった外観不良が生じ得る。
【0013】
本発明では、ハードコート層を、防汚層上に形成する。ハードコート層には、電子放射線硬化型樹脂及び/又は紫外線硬化型樹脂を用いることができる。本発明では、耐摩耗性、耐薬品性及び耐擦傷性を有する電子放射線硬化型樹脂及び/又は紫外線硬化型樹脂を好ましく使用する。
【0014】
電子放射線硬化型樹脂としては、エチレン性不飽和結合を有するプレポリマーが挙げられ、例えば不飽和ポリエステル;ポリエステルアクリレート、エポキシアクリレート、ウレタンアクリレート、ポリエーテルアクリレート、ポリオールアクリレート、メラミンアクリレート等のアクリレート類;ポリエステルメタクリレート、エポキシメタクリレート、ウレタンメタクリレート、ポリエーテルメタクリレート、メラミンメタクリレート等のメタクリレート類等を挙げることができ、これらは単独で、または2種以上の混合物として使用することができる。
【0015】
また、上記エチレン性不飽和結合を有するプレポリマーに、粘度を調節すると共に硬化膜の物性をも調節する役割を果たす反応性希釈剤を添加してもよい。反応性希釈剤としては、エチレン性不飽和結合を有する化合物又はチオール類、例えばスチレン系モノマー;アクリル酸2−エチルヘキシル等のアクリル酸エステル類;メタクリル酸エステル類;不飽和カルボン酸アミド;不飽和酸の置換アミノアルコールエステル類;エチレングリコールジアクリレート、プロピレングリコールジアクリレート等の多官能性化合物;トリメチロールプロパントリチオグリコレート、トリメチロールプロパントリチオプロピオネート等の多官能性チオール類などが挙げられる。これらは、必要に応じて単独でまたは2種以上混合して用いることができる。
【0016】
紫外線硬化型樹脂としては、上記電子線硬化型樹脂と同様の樹脂を用いることができる。重合開始剤として、通常の紫外線重合開始剤、例えばベンゾイルエーテル類、ハロゲン化アセトフェノン類、ベンゾフェノン類、ジアセチル類等の紫外線照射によってラジカルを発生する化合物を添加することができる。本発明では、これらの紫外線硬化型樹脂を、単独で又は2種以上の混合物で用いることができる。
【0017】
これらの電子放射線硬化型樹脂及び/又は紫外線硬化型樹脂を、通常1〜10μm、好ましくは3〜7μmの厚みで、ロールコート法、グラビアコート法等の従来既知の塗布方法を用いて塗布することができる。塗布した樹脂は、例えば加熱又は真空により乾燥させることができる。
【0018】
ハードコート層は、電子線又は紫外線を照射して硬化させることができる。ハードコート層は、絵柄層又は接着剤層を印刷する前に、又はハードコート層を塗布した後の任意の段階、例えば未硬化のハードコート層上に絵柄層又は接着剤層を印刷した後に硬化させることができる。あるいは、ハードコート層は、転写箔の製造工程において硬化させずに、転写箔を成型品へ転写した後に硬化させることもできる。また、ハードコート層は、転写箔の製造工程において半硬化させ、次いで、転写箔を成型品へ転写した後に完全に硬化させることもできる。
【0019】
本発明の転写箔は、防汚層がハードコート層に強固に密着しているため、成型品に転写された際、所望の防汚性や指紋防止性を長期間発揮することができる。
【0020】
本発明の転写箔では、必要に応じて、接着剤層をハードコート層上に形成し得る。接着剤層に用いる接着剤としては、アクリル酸エステル樹脂、メタアクリル酸エステル樹脂、ポリビニルエーテル樹脂、ポリ酢酸ビニル樹脂、ポリスチレン樹脂、ポリエステル樹脂、ポリ塩素化オレフィン樹脂、ポリビニルブチラール樹脂及びこれらの混合物等を含む接着剤が挙げられる。これらの接着剤は、成形品の種類、材料、表面状態に応じて選択して、グラビアコート法等によりハードコート層上に塗布することができる。
【0021】
また、ハードコート層と接着剤層との間で十分な密着性が得られない場合には、必要に応じて、バインダー層をハードコート層上に形成することができる。例えば2液硬化型ウレタン樹脂、塩化ビニル−酢酸ビニル共重合体樹脂等を、バインダー層に用いることができる。これらの樹脂をグラビアコート法等により塗布して、バインダー層を形成することができる。
【0022】
さらに、絵柄層を、ハードコート層又はバインダー層と接着剤層との間に形成することができる。絵柄層を形成する組成物は、熱可塑性樹脂、例えば塩化ビニル共重合体樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリアクリル樹脂、ポリウレタン樹脂、ポリビニルアセタール樹脂、ポリエステルウレタン樹脂及び塩化ゴム樹脂、並びにこれらの混合物等、及び着色材、例えば染料及び顔料並びにこれらの混合物等を含有する組成物を使用することができる。また、本発明では、上記組成物にイソシアネート硬化剤等の硬化剤を配合した組成物を使用することもできる。絵柄層は、グラビア印刷、スクリーン印刷等の通常の印刷方法で印刷することができる。
【0023】
本発明の転写箔では、バインダー層、絵柄層及び接着剤層の厚みは、それぞれ従来の転写箔における厚みと同等の厚みであってよく、転写箔の用途、他の層の厚み又は材料の種類に応じて適宜選択することができる。
【0024】
本発明の転写箔を転写することができる物品としては、特に制限されないが、ガラス、プラスチック、金属等から作られた成型品、例えば携帯電話、テレビ、モニターの画面及びコンピューターのボディ等、及び木材や陶器製の多孔質物品等が挙げられる。本発明の転写箔は、上記物品上に熱ロール等を用いて容易に転写を行うことができ、あるいは射出成形による成型品の製造において射出成形と同時に転写することもできる。
【実施例】
【0025】
以下、実施例および比較例を挙げて本発明をより具体的に説明するが、本発明はこれによって何ら限定されるものではない。
【0026】
実施例1
38μmの厚みを有するポリエチレンテレフタレートフィルム(東レ株式会社製「F−99タイプ」)を基材シートとして用いた。この基材シートの表面を、メラミン系表面改質層(大日精化製「EX−114Dメジューム」)をグラビアコーターにより1μmの厚みで塗布することにより離型処理した。その後、フッ素樹脂(ダイキン製「オプツールDAC−HP」)を、固形分0.5%の濃度に溶剤で希釈し、グラビアコーターを用いて基体シート上に塗布した。次いで、ウレタンアクリレート系紫外線硬化型樹脂(大日精化製「セイカビーム EXF TR−100」)をリバースコーターにて4μmの厚みで塗布した。該紫外線硬化型樹脂を、1灯の高圧水銀灯(出力80W/cm)下、ライン速度40m/分で通過させて紫外線を照射することにより半硬化させた。その後、2液硬化型のウレタン樹脂を、グラビアコーターにて1μmの厚みで塗布してバインダー層を形成した。次いで、ウレタン系インキをバインダー層上にグラビア印刷することにより絵柄層を形成し、該絵柄層上に、塩化ビニル−酢酸ビニル共重合体樹脂を、1μmの厚みでグラビア印刷することにより接着剤層を形成した。このようにして得られた転写箔を用いて、アクリル樹脂でインモールド成形を行い、得られた成形品に1000mJ/cm2の紫外線を照射した。この成形品について、防汚性及び指紋防止性を、以下のように評価した。
【0027】
[接触角]
試料表面に滴下した水又はn−ヘキサデカンの接触角を、接触角計(協和界面科学機械社製:CA−DT型)を用いて測定した。
【0028】
[油性インキ拭き取り性]
油性マーカー(ゼブラ社製「マッキー黒」)で油性インキを試料表面に付着させ、油性インキのはじき具合及びケミカルウエスでのふき取り性を以下の通り評価した。
○:油性マーカーをはじき、かつ簡単に拭き取ることができる。
△:油性マーカーで書くことができるが、拭き取ることができる。
×:油性マーカーで書くことができ、かつ完全に拭き取ることができない。
【0029】
[指紋拭き取り性]
指紋拭き取り性は、試料表面に指紋を付着させ、ケミカルウエスでふき取り、その除去性を、以下の通り判定した。
○:指紋を完全に拭き取ることができる。
△:指紋を拭き取ることができるが、指紋の跡が残る。
×:指紋が広がり、除去することが困難である。
【0030】
比較例1
防汚層を形成しないこと以外は、実施例1と同様にして、転写箔を作製し、該転写箔を用いて成型品を製造し、評価を行った。
【0031】
実施例1及び比較例1の評価結果を表1に示す。
【0032】
【表1】
【0033】
本発明による転写箔が転写された成型品は、その表面において水及びn−ヘキサデカンとの接触角が大きく、油性インク及び指紋の拭き取り性も良好であった。これに対し、本発明によらない転写箔が転写された成型品は、その表面において水及びn−ヘキサデカンとの接触角が小さく、油性インク及び指紋を十分に拭き取ることができなった。
【符号の説明】
【0034】
1 基体シート
2 フッ素樹脂からなる防汚層
3 ハードコート層
4 バインダー層
5 絵柄層
6 接着剤層
【特許請求の範囲】
【請求項1】
基体シート、該基体シート上に形成されたフッ素樹脂からなる防汚層及び該防汚層上に形成されたハードコート層を含んでなる転写箔。
【請求項2】
ハードコート層は、電子放射線硬化型樹脂及び/又は紫外線硬化型樹脂を含んでなる、請求項1に記載の転写箔。
【請求項3】
ハードコート層上に形成されたバインダー層、及び該バインダー層上に形成された接着剤層を含んでなる、請求項1又は2に記載の転写箔。
【請求項4】
ハードコート層又はバインダー層と接着剤層との間に絵柄層を有する、請求項3に記載の転写箔。
【請求項1】
基体シート、該基体シート上に形成されたフッ素樹脂からなる防汚層及び該防汚層上に形成されたハードコート層を含んでなる転写箔。
【請求項2】
ハードコート層は、電子放射線硬化型樹脂及び/又は紫外線硬化型樹脂を含んでなる、請求項1に記載の転写箔。
【請求項3】
ハードコート層上に形成されたバインダー層、及び該バインダー層上に形成された接着剤層を含んでなる、請求項1又は2に記載の転写箔。
【請求項4】
ハードコート層又はバインダー層と接着剤層との間に絵柄層を有する、請求項3に記載の転写箔。
【図1】

【公開番号】特開2013−91237(P2013−91237A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−234592(P2011−234592)
【出願日】平成23年10月26日(2011.10.26)
【出願人】(000116035)ローヤル工業株式会社 (2)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月26日(2011.10.26)
【出願人】(000116035)ローヤル工業株式会社 (2)
【Fターム(参考)】
[ Back to top ]