
軸受の回転精度の測定装置
【課題】軸受の組立後のラジアル振れおよびアキシアル振れを高精度に測定する軸受の回転精度の測定装置を提供する。
【解決手段】内輪6の端面に当接して支持固定する内輪受け部材10と、外輪7の端面に当接して支持固定する外輪受け部材11と、この外輪受け部材11上に載置され、適宜な重量からなる重錘12と、外輪受け部材11の上側に配設されて外輪7を回転させる回転ユニットとからなる支持部3と、案内部13aと、これに対して軸受2のラジアル方向およびアキシアル方向に摺動自在にそれぞれ配設された摺動部13bと、これら摺動部13bの先端部に装着され、外輪7の外径または端面に当接する球状の測定球16aを有する測定子16と、摺動部13bに適宜な測定圧を付与するコイルばね17とからなる駆動機構13と、測定子16を介して駆動部13bの変位を読み取るレーザ変位計14とを備えている。
【解決手段】内輪6の端面に当接して支持固定する内輪受け部材10と、外輪7の端面に当接して支持固定する外輪受け部材11と、この外輪受け部材11上に載置され、適宜な重量からなる重錘12と、外輪受け部材11の上側に配設されて外輪7を回転させる回転ユニットとからなる支持部3と、案内部13aと、これに対して軸受2のラジアル方向およびアキシアル方向に摺動自在にそれぞれ配設された摺動部13bと、これら摺動部13bの先端部に装着され、外輪7の外径または端面に当接する球状の測定球16aを有する測定子16と、摺動部13bに適宜な測定圧を付与するコイルばね17とからなる駆動機構13と、測定子16を介して駆動部13bの変位を読み取るレーザ変位計14とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、工作機の主軸をはじめ、回転精度が要求される支持部に使用される軸受の回転精度の測定装置、特に、転がり軸受、静圧軸受、動圧軸受等の軸受の組立後のラジアル振れおよびアキシアル振れを高精度に測定する軸受の回転精度の測定装置に関するものである。
【背景技術】
【0002】
従来、転がり軸受の回転精度の測定方法としては、JIS(JIS B 1515)に規定されている。この方法は、例えば、基準平面に転がり軸受の外輪を固定し、内輪は重錘により負荷を受けながら回転させた状態で、内輪の内径の振れ、すなわち、内輪のラジアル振れを電気マイクロメータあるいはダイヤルゲージ等の測定器により測定される。
【0003】
このような従来の転がり軸受の回転精度の測定方法にあっては、例えば、内輪のラジアル振れは、転がり軸受のボールの真球度や相互差、あるいは、内輪および外輪の転走面の精度によって決まる。然しながら、この種の測定方法では、小型軸受やミニアチュア軸受等の小さな軸受のラジアル振れを高精度に測定することは困難であった。すなわち、軸受が小さいため、測定荷重用の重錘によるアキシアル荷重の負荷が不安定になり易く、また、内輪が回転する際の僅かの作用により軸受が傾斜し易いため、本来のラジアル振れを高精度に測定することが困難であった。
【0004】
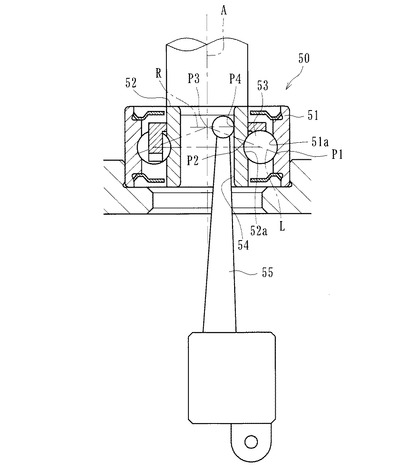
このような小型軸受やミニアチュア軸受等の小さな軸受であっても、そのラジアル振れを高精度で測定することができるラジアル振れ測定方法が種々提案されている。図5に示す玉軸受のラジアル振れ測定方法は、その方法の一つで、外側転走面51aを有する外輪51と、内側転走面52aを有する内輪52と、両転走面51a、52aとの間に転動自在に配設された複数のボール53とを備えた玉軸受50のラジアル振れを測定する方法であって、外輪51の軸受中心軸Aを鉛直にして固定し、内輪52をアキシアル荷重を負荷した状態で回転させ、軸受内径面54のラジアル方向の変位を測定することにより、内輪52のラジアル振れを測定するに際して、ボール53と外側転走面51aとの接触点P1およびボール53と内側転走面52aとの接触点P2を結んだ線Lを、軸受中心軸Aと交差するまで延長し、その交点P3を含むラジアル平面Rと軸受内径面54とが交差する位置P4近傍において、電気マイクロメータ等の変位測定器55によって内輪52のラジアル振れを測定したものである。
【0005】
こうした測定方法を採用することにより、内輪52が測定時に僅かに傾斜したとしても、その影響を殆ど受けることなく、本来の内輪52のラジアル振れを高精度で測定することができる。すなわち、位置P4近傍は、測定治具の精度や取付誤差等の作用による内輪52の傾斜の影響を殆ど受けない位置であるので、この位置においてラジアル振れの測定を行えば高精度の測定が可能となる(例えば、特許文献1参照。)。
【0006】
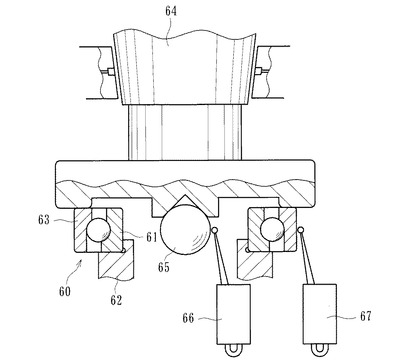
一方、図6に示す転がり軸受の回転精度の測定方法は、転がり軸受60の内輪61をアダプタ62に固定し、外輪63の上面に荷重軸64を接触させて一体に回転可能とする。この荷重軸64の下部にマスターボール65を固着し、そして、マスターボール65のラジアル振れ(半径方向の変位)を電気マイクロメータ等の測定器66により測定すると共に、外輪63のラジアル振れを測定器67により測定するものである。
【0007】
これにより、マスターボール65のラジアル振れの測定値から、マスターボール65の偏心と、転がり軸受60の本来的な外輪63のラジアル振れが求まり、その振れの値と外輪63のラジアル振れの測定結果から、外径の真円度と偏心を分離して求めることができる(例えば、特許文献2参照。)。
【特許文献1】特開2002−213937号公報
【特許文献2】特許第2762636号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
前者の測定方法の場合、例えば、扁平タイプで接触角が大きい軸受では、ボール53と外側転走面51aとの接触点P1およびボール53と内側転走面52aとの接触点P2を結んだ線Lと軸受中心軸Aとの交点P3が軸受幅の外側になることがあり、現実的には測定できない恐れがある。
【0009】
一方、後者の測定方法の場合、外輪63をはじめ内輪、ボールの位置関係は常に変化しており、真円度、偏心等を分離して測定できたとしても常に変化することになる。JISで定義されている軸受の振れ測定は、内外輪どちらかを固定し、軌道輪基準にて片方を1回転させた時の振れの最大、最小を計測して、その差から求められたものを振れ値としているが、軸受の使い方としては、軌道輪の加工上で生じる幾何精度も含めた状態で使用するのが一般的であるため、JISで定義された軸受の振れの測定方法によるものが好ましい。
【0010】
また、この種の電気マイクロメータ等の測定器55、66、67を用いた従来の測定方法では、てこ式のレバーを介して変位を読み取る方式のため、触針の取付角度の違いにより原理上の誤差(角度誤差)を含んでおり、サブミクロンの高精度な測定は実質的には不可能である。
【0011】
本発明は、このような事情に鑑みてなされたもので、軸受の組立後のラジアル振れおよびアキシアル振れを高精度に測定する軸受の回転精度の測定装置を提供することを目的としている。
【課題を解決するための手段】
【0012】
係る目的を達成すべく、本発明のうち請求項1に記載の発明は、軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、前記軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、この外輪受け部材上に載置され、適宜な重量からなる重錘と、前記外輪受け部材の上側に配設され、当該外輪受け部材を介して前記外輪を回転させるための回転ユニットとからなる支持部と、案内部と、この案内部に対して、前記軸受のラジアル方向またはアキシアル方向に摺動自在に配設された摺動部と、この摺動部の先端部に装着され、前記外輪の外径または端面に当接する球状の測定球を有する測定子と、前記摺動部に適宜な測定圧を付与する押圧手段とからなる駆動機構と、前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えている。
【0013】
また、本発明のうち請求項2に記載の発明は、軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、前記軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、この内輪受け部材上に載置され、適宜な重量からなる重錘と、前記内輪受け部材の上側に配設され、当該内輪受け部材を介して前記内輪を回転させるための回転ユニットとからなる支持部と、案内部と、この案内部に対して、前記軸受のラジアル方向またはアキシアル方向に摺動自在に配設された摺動部と、この摺動部の先端部に装着され、前記内輪の内径または端面に当接する球状の測定球を有する測定子と、前記摺動部に適宜な測定圧を付与する押圧手段とからなる駆動機構と、前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えている。
【0014】
このように、レーザ変位計により、測定子を介して駆動部の微小な変位、すなわち、測定子の直線的な位置変化量をダイレクトに読み取ることができるので、測定誤差が極めて少なく、サブミクロンオーダーで軸受の回転精度の測定が可能となり、軸受の組立後のラジアル振れおよびアキシアル振れを高精度に測定する軸受の回転精度の測定装置を提供することができる。
【0015】
また、請求項3に記載の発明のように、前記摺動部が前記軸受のラジアル方向およびアキシアル方向に摺動自在にそれぞれ配設されていても良い。
【0016】
好ましくは、請求項4に記載の発明のように、前記回転ユニットと外輪受け部材または内輪受け部材とを連結する部分にカップリングが介装されていれば、回転軸に対する芯ずれおよび重力方向の荷重が軸受に生じない。
【0017】
また、請求項5に記載の発明のように、前記押圧手段がコイルばねであれば、摺動部に適宜な測定圧を付与することができる。
【発明の効果】
【0018】
本発明に係る軸受の回転精度の測定装置は、軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、前記軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、この外輪受け部材上に載置され、適宜な重量からなる重錘と、前記外輪受け部材の上側に配設され、当該外輪受け部材を介して前記外輪を回転させるための回転ユニットとからなる支持部と、案内部と、この案内部に対して、前記軸受のラジアル方向またはアキシアル方向に摺動自在に配設された摺動部と、この摺動部の先端部に装着され、前記外輪の外径または端面に当接する球状の測定球を有する測定子と、前記摺動部に適宜な測定圧を付与する押圧手段とからなる駆動機構と、前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えているので、レーザ変位計により、測定子を介して駆動部の微小な変位、すなわち、測定子の直線的な位置変化量をダイレクトに読み取ることができるので、測定誤差が極めて少なく、サブミクロンオーダーで軸受の回転精度の測定が可能となり、軸受の組立後のラジアル振れおよびアキシアル振れを高精度に測定する軸受の回転精度の測定装置を提供することができる。
【0019】
また、高分解能を有するレーザ変位計自体が軸受に直接接触することがないので、軸受と測定子が異常接触した場合でも、レーザ変位計への影響がなく、高精度な回転精度の測定ができる。
【0020】
さらに、外輪受け部材に載置される重錘の重心位置を極力低くすることにより、重錘の偏荷重を抑えることができ、従来の測定方法のように、軌道輪の接触点と軸受の中心軸との交点近傍でなくても、偏荷重の影響を受けることなく高精度な回転精度測定が可能となる。
【発明を実施するための最良の形態】
【0021】
軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、前記軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、この外輪受け部材上に載置され、適宜な重量からなる重錘と、前記外輪受け部材の上側に配設され、当該外輪受け部材を介して前記外輪を回転させるための回転ユニットとからなる支持部と、案内部と、この案内部に対して、前記軸受のラジアル方向およびアキシアル方向に摺動自在にそれぞれ配設された摺動部と、これら摺動部の先端部に装着され、前記外輪の外径または端面に当接する球状の測定球を有する測定子と、前記摺動部に適宜な測定圧を付与するコイルばねとからなる駆動機構と、前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えている。
【実施例1】
【0022】
以下、本発明の実施の形態を図面に基いて詳細に説明する。
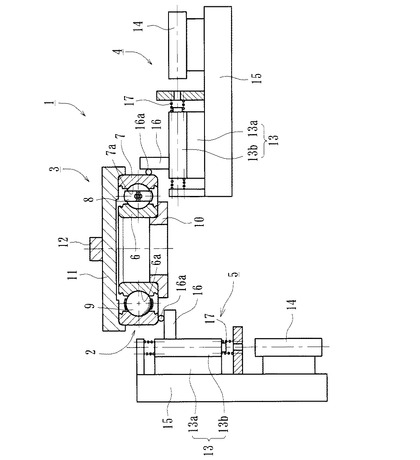
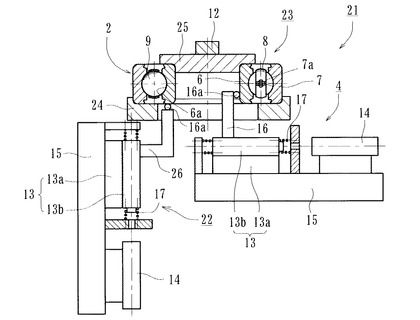
図1は、本発明に係る軸受の回転精度の測定装置の第1の実施形態を示す模式図である。図2は、図1の測定部を示す要部拡大図である。
【0023】
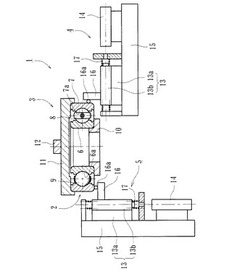
この軸受の回転精度の測定装置1は、図1に示すように、測定対象となる転がり軸受2を支持する支持部3と測定部4、5とを主要な構成としている。転がり軸受2は、外周に内側転走面6aが形成された内輪6と、内周に内側転走面6aに対向する外側転走面7aが形成された外輪7と、両転走面6a、7a間に保持器8を介して転動自在に収容された転動体(ボール)9とを備えた玉軸受からなる。
【0024】
支持部3は、内輪6の端面に当接するように取り付けられ、内輪6を支持固定するための内輪受け部材10と、外輪7の端面に当接するように取り付けられ、外輪7を支持固定するための外輪受け部材11と、転動体9の挙動が安定するように外輪受け部材11上に載置され、適宜な重量からなる重錘12と、外輪受け部材11の上側に配設され、外輪受け部材11を介して外輪7を回転させるための回転ユニット(図示せず)とを備えている。なお、この回転ユニットと外輪受け部材11とを連結する部分には、回転軸に対する芯ずれおよび重力方向の荷重が転がり軸受2に生じないようにカップリングを介装するのが好ましい。
【0025】
図示する測定部4、5は、内輪6を固定した状態で、それぞれ外輪7のラジアル振れとアキシアル振れを測定するもので、摺動機構13とレーザ変位計14とを備え、テーブル15に載置されている。
【0026】
摺動機構13は、図2に示すように、案内部13aと、この案内部13aに対して転がり軸受からなる直動軸受を介して所定の方向、ここでは、被測定物となる転がり軸受2のラジアル方向(およびアキシアル方向)に摺動自在に配設された摺動部13bと、この摺動部13bの先端部に装着され、外輪7の外径(および端面)に当接する球状の測定球16aを有する測定子16と、摺動部13bに適宜な測定圧を付与するコイルばねからなる押圧手段17とを備えている。なお、ここでは、案内部13aに転がり軸受からなる直動軸受を用いたが、これに限らず、例えば、静圧軸受や動圧軸受であっても良い。
【0027】
レーザ変位計14は、測定子16を介して駆動部13bの微小な変位、すなわち、測定子16の直線的な位置変化量をダイレクトに読み取ることができ、測定誤差が極めて少なく、サブミクロンオーダー(例えば、分解能0.01μm程度)の測定が可能となる。したがって、高精度な転がり軸受2をはじめ、静圧軸受や動圧軸受のラジアル振れおよびアキシアル振れ、あるいは回転体のNRRO(Non Runout:非繰り返し性振れ)をサブミクロンオーダーで測定することができる。
【0028】
また、高分解能を有するレーザ変位計14自体が転がり軸受2に直接接触することがないので、転がり軸受2と測定子16が異常接触した場合でも、レーザ変位計14への影響がなく、高精度な回転精度の測定ができる。
【0029】
さらに、外輪受け部材11に載置される重錘12の重心位置を極力低くすることにより、重錘12の偏荷重を抑えることができ、従来の測定方法のように、軌道輪の接触点と軸受の中心軸との交点近傍でなくても、偏荷重の影響を受けることなく高精度な回転精度測定が可能となる。
【0030】
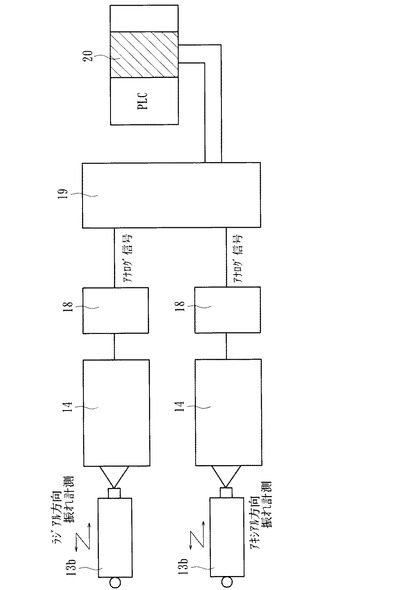
図3は、本実施形態に係る測定系を示すブロック図であるが、外輪7の外径の微小な変位を、測定子16を介して駆動部13bの変位としてレーザ変位計14で検出し、変位計コントローラ18を経由してアナログ信号として取り込み、フィルタ19を介して取り込み、A/D変換ユニット20とPLC(Programmable logic controller)を用いてデジタル信号処理することで、測定誤差が極めて少なく、サブミクロンオーダーの高精度な測定が可能となる。
【0031】
次に、図1を用いて、外輪7のラジアル振れの測定方法を説明する。
1.内輪6を支持固定するための内輪受け部材10を配置し、この内輪受け部材10に内輪6の端面が当接するように転がり軸受2を取り付ける。
2.外輪7を支持固定するための外輪受け部材11を外輪7の端面に当接するように取り付け、この外輪受け部材11上に重錘12を載置する。なお、外輪受け部材11と重錘12を一体の同一部材としても良い。
3.測定子16の測定球16aを外輪7の外径に接触させ、押圧手段17によって外輪7に所定の測定圧を付与する。
4.回転ユニットにより外輪7を所定の回転数で回転させ、外輪7が1周する間のレーザ変位計14の値を読み取り、振れの最大値、最小値の差をラジアル振れとする。ここでは、内外輪6、7の真円度および偏心も含めたものとなる。なお、ここで、内輪6と外輪7および転動体9の回転方向の位相を合わせた状態で測定を行えば、サブミクロンオーダーで振れ測定だけでなく、振れの最大位置の特定も可能となる。
【実施例2】
【0032】
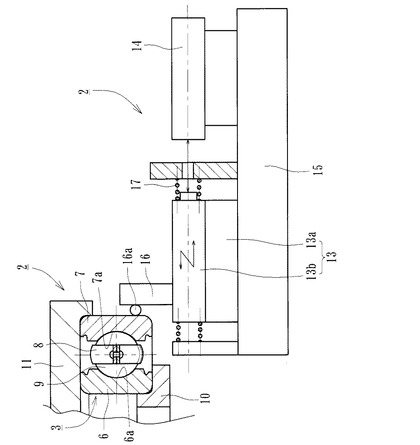
図4は、本発明に係る軸受の回転精度の測定装置の第2の実施形態を示す模式図である。なお、この実施形態は、前述した外輪の回転精度の測定装置を示す第1の実施形態(図1)に対して、内輪の回転精度の測定装置を示し、同一部品同一部位あるいは同一機能を有する部品、部位には同じ符号を付して詳細な説明を省略する。
【0033】
この軸受の回転精度の測定装置21は、測定対象となる転がり軸受2を支持する支持部3と測定部4、22とを主要な構成としている。支持部23は、外輪7の端面に当接するように取り付けられ、外輪7を支持固定するための外輪受け部材24と、内輪6の端面に当接するように取り付けられ、内輪6を支持固定するための内輪受け部材25と、転動体9の挙動が安定するように内輪受け部材25上に載置され、適宜な重量からなる重錘12と、内輪受け部材25の上側に配設され、内輪受け部材25を介して内輪6を回転させるための回転ユニット(図示せず)とを備えている。なお、ここで、内輪受け部材25と重錘12を一体の同じ部材としても良い。
【0034】
図示する測定部4、22は、外輪7を固定した状態で、それぞれ内輪6のラジアル振れとアキシアル振れを測定するもので、摺動機構13とレーザ変位計14とを備え、テーブル15に載置されている。
【0035】
摺動機構13は、案内部13aと、この案内部13aに対して転がり軸受からなる直動軸受を介して、被測定物となる転がり軸受2のラジアル方向(およびアキシアル方向)に摺動自在に配設された摺動部13bと、この摺動部13bの先端部に装着され、内輪6の内径(および端面)に当接する球状の測定球16aを有する測定子16(26)と、摺動部13bに適宜な測定圧を付与するコイルばねからなる押圧手段17とを備えている。
【0036】
本実施形態においても、前述した外輪7の回転精度の測定と同様、レーザ変位計14により、測定子16(26)を介して駆動部13bの微小な変位、すなわち、測定子16(26)の直線的な位置変化量をダイレクトに読み取ることができ、測定誤差が極めて少なく、サブミクロンオーダーの測定が可能となる。
【0037】
また、高分解能を有するレーザ変位計14自体が転がり軸受2に直接接触することがないので、転がり軸受2と測定子16(26)が異常接触した場合でも、レーザ変位計14への影響がなく、高精度な回転精度の測定ができる。
【0038】
以上、本発明の実施の形態について説明を行ったが、本発明はこうした実施の形態に何等限定されるものではなく、あくまで例示であって、本発明の要旨を逸脱しない範囲内において、さらに種々なる形態で実施し得ることは勿論のことであり、本発明の範囲は、特許請求の範囲の記載によって示され、さらに特許請求の範囲に記載の均等の意味、および範囲内のすべての変更を含む。
【産業上の利用可能性】
【0039】
本発明に係る軸受の回転精度の測定装置は、転がり軸受をはじめ、静圧軸受や動圧軸受のラジアル振れおよびアキシアル振れを測定する装置として適用できる。
【図面の簡単な説明】
【0040】
【図1】本発明に係る軸受の回転精度の測定装置の第1の実施形態を示す模式図である。
【図2】図1の測定部を示す要部拡大図である。
【図3】本発明に係る測定系を示すブロック図である。
【図4】本発明に係る軸受の回転精度の測定装置の第2の実施形態を示す模式図である。
【図5】従来の玉軸受のラジアル振れ測定装置を示す要部拡大図である。
【図6】他の従来の転がり軸受の回転精度の測定装置を示す要部拡大図である。
【符号の説明】
【0041】
1、21・・・・・軸受の回転精度の測定装置
2・・・・・・・・転がり軸受
3、23・・・・・支持部
4、5、22・・・測定部
6・・・・・・・・内輪
6a・・・・・・・内側転走面
7・・・・・・・・外輪
7a・・・・・・・外側転走面
8・・・・・・・・保持器
9・・・・・・・・転動体
10、25・・・・内輪受け部材
11、24・・・・外輪受け部材
12・・・・・・・重錘
13・・・・・・・摺動機構
13a・・・・・・案内部
13b・・・・・・摺動部
14・・・・・・・レーザ変位計
15・・・・・・・テーブル
16、26・・・・測定子
16a・・・・・・測定球
17・・・・・・・押圧手段
18・・・・・・・変位計コントローラ
19・・・・・・・フィルタ
20・・・・・・・A/D変換ユニット
50・・・・・・・玉軸受
51・・・・・・・外輪
51a・・・・・・外側転走面
52・・・・・・・内輪
52a・・・・・・内側転走面
53・・・・・・・ボール
54・・・・・・・軸受内径面
55・・・・・・・変位測定器
60・・・・・・・転がり軸受
61・・・・・・・内輪
62・・・・・・・アダプタ
63・・・・・・・外輪
64・・・・・・・荷重軸
65・・・・・・・マスターボール
66、67・・・・測定器
A・・・・・・・・軸受中心軸
L・・・・・・・・P1とP2とを結んだ線
P1・・・・・・・ボールと外輪の外側転走面との接触点
P2・・・・・・・ボールと内輪の内側転走面との接触点
P3・・・・・・・LとAとの交点
P4・・・・・・・軸受内径面とRとが交差する位置
R・・・・・・・・P3を含むラジアル平面
【技術分野】
【0001】
本発明は、工作機の主軸をはじめ、回転精度が要求される支持部に使用される軸受の回転精度の測定装置、特に、転がり軸受、静圧軸受、動圧軸受等の軸受の組立後のラジアル振れおよびアキシアル振れを高精度に測定する軸受の回転精度の測定装置に関するものである。
【背景技術】
【0002】
従来、転がり軸受の回転精度の測定方法としては、JIS(JIS B 1515)に規定されている。この方法は、例えば、基準平面に転がり軸受の外輪を固定し、内輪は重錘により負荷を受けながら回転させた状態で、内輪の内径の振れ、すなわち、内輪のラジアル振れを電気マイクロメータあるいはダイヤルゲージ等の測定器により測定される。
【0003】
このような従来の転がり軸受の回転精度の測定方法にあっては、例えば、内輪のラジアル振れは、転がり軸受のボールの真球度や相互差、あるいは、内輪および外輪の転走面の精度によって決まる。然しながら、この種の測定方法では、小型軸受やミニアチュア軸受等の小さな軸受のラジアル振れを高精度に測定することは困難であった。すなわち、軸受が小さいため、測定荷重用の重錘によるアキシアル荷重の負荷が不安定になり易く、また、内輪が回転する際の僅かの作用により軸受が傾斜し易いため、本来のラジアル振れを高精度に測定することが困難であった。
【0004】
このような小型軸受やミニアチュア軸受等の小さな軸受であっても、そのラジアル振れを高精度で測定することができるラジアル振れ測定方法が種々提案されている。図5に示す玉軸受のラジアル振れ測定方法は、その方法の一つで、外側転走面51aを有する外輪51と、内側転走面52aを有する内輪52と、両転走面51a、52aとの間に転動自在に配設された複数のボール53とを備えた玉軸受50のラジアル振れを測定する方法であって、外輪51の軸受中心軸Aを鉛直にして固定し、内輪52をアキシアル荷重を負荷した状態で回転させ、軸受内径面54のラジアル方向の変位を測定することにより、内輪52のラジアル振れを測定するに際して、ボール53と外側転走面51aとの接触点P1およびボール53と内側転走面52aとの接触点P2を結んだ線Lを、軸受中心軸Aと交差するまで延長し、その交点P3を含むラジアル平面Rと軸受内径面54とが交差する位置P4近傍において、電気マイクロメータ等の変位測定器55によって内輪52のラジアル振れを測定したものである。
【0005】
こうした測定方法を採用することにより、内輪52が測定時に僅かに傾斜したとしても、その影響を殆ど受けることなく、本来の内輪52のラジアル振れを高精度で測定することができる。すなわち、位置P4近傍は、測定治具の精度や取付誤差等の作用による内輪52の傾斜の影響を殆ど受けない位置であるので、この位置においてラジアル振れの測定を行えば高精度の測定が可能となる(例えば、特許文献1参照。)。
【0006】
一方、図6に示す転がり軸受の回転精度の測定方法は、転がり軸受60の内輪61をアダプタ62に固定し、外輪63の上面に荷重軸64を接触させて一体に回転可能とする。この荷重軸64の下部にマスターボール65を固着し、そして、マスターボール65のラジアル振れ(半径方向の変位)を電気マイクロメータ等の測定器66により測定すると共に、外輪63のラジアル振れを測定器67により測定するものである。
【0007】
これにより、マスターボール65のラジアル振れの測定値から、マスターボール65の偏心と、転がり軸受60の本来的な外輪63のラジアル振れが求まり、その振れの値と外輪63のラジアル振れの測定結果から、外径の真円度と偏心を分離して求めることができる(例えば、特許文献2参照。)。
【特許文献1】特開2002−213937号公報
【特許文献2】特許第2762636号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
前者の測定方法の場合、例えば、扁平タイプで接触角が大きい軸受では、ボール53と外側転走面51aとの接触点P1およびボール53と内側転走面52aとの接触点P2を結んだ線Lと軸受中心軸Aとの交点P3が軸受幅の外側になることがあり、現実的には測定できない恐れがある。
【0009】
一方、後者の測定方法の場合、外輪63をはじめ内輪、ボールの位置関係は常に変化しており、真円度、偏心等を分離して測定できたとしても常に変化することになる。JISで定義されている軸受の振れ測定は、内外輪どちらかを固定し、軌道輪基準にて片方を1回転させた時の振れの最大、最小を計測して、その差から求められたものを振れ値としているが、軸受の使い方としては、軌道輪の加工上で生じる幾何精度も含めた状態で使用するのが一般的であるため、JISで定義された軸受の振れの測定方法によるものが好ましい。
【0010】
また、この種の電気マイクロメータ等の測定器55、66、67を用いた従来の測定方法では、てこ式のレバーを介して変位を読み取る方式のため、触針の取付角度の違いにより原理上の誤差(角度誤差)を含んでおり、サブミクロンの高精度な測定は実質的には不可能である。
【0011】
本発明は、このような事情に鑑みてなされたもので、軸受の組立後のラジアル振れおよびアキシアル振れを高精度に測定する軸受の回転精度の測定装置を提供することを目的としている。
【課題を解決するための手段】
【0012】
係る目的を達成すべく、本発明のうち請求項1に記載の発明は、軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、前記軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、この外輪受け部材上に載置され、適宜な重量からなる重錘と、前記外輪受け部材の上側に配設され、当該外輪受け部材を介して前記外輪を回転させるための回転ユニットとからなる支持部と、案内部と、この案内部に対して、前記軸受のラジアル方向またはアキシアル方向に摺動自在に配設された摺動部と、この摺動部の先端部に装着され、前記外輪の外径または端面に当接する球状の測定球を有する測定子と、前記摺動部に適宜な測定圧を付与する押圧手段とからなる駆動機構と、前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えている。
【0013】
また、本発明のうち請求項2に記載の発明は、軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、前記軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、この内輪受け部材上に載置され、適宜な重量からなる重錘と、前記内輪受け部材の上側に配設され、当該内輪受け部材を介して前記内輪を回転させるための回転ユニットとからなる支持部と、案内部と、この案内部に対して、前記軸受のラジアル方向またはアキシアル方向に摺動自在に配設された摺動部と、この摺動部の先端部に装着され、前記内輪の内径または端面に当接する球状の測定球を有する測定子と、前記摺動部に適宜な測定圧を付与する押圧手段とからなる駆動機構と、前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えている。
【0014】
このように、レーザ変位計により、測定子を介して駆動部の微小な変位、すなわち、測定子の直線的な位置変化量をダイレクトに読み取ることができるので、測定誤差が極めて少なく、サブミクロンオーダーで軸受の回転精度の測定が可能となり、軸受の組立後のラジアル振れおよびアキシアル振れを高精度に測定する軸受の回転精度の測定装置を提供することができる。
【0015】
また、請求項3に記載の発明のように、前記摺動部が前記軸受のラジアル方向およびアキシアル方向に摺動自在にそれぞれ配設されていても良い。
【0016】
好ましくは、請求項4に記載の発明のように、前記回転ユニットと外輪受け部材または内輪受け部材とを連結する部分にカップリングが介装されていれば、回転軸に対する芯ずれおよび重力方向の荷重が軸受に生じない。
【0017】
また、請求項5に記載の発明のように、前記押圧手段がコイルばねであれば、摺動部に適宜な測定圧を付与することができる。
【発明の効果】
【0018】
本発明に係る軸受の回転精度の測定装置は、軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、前記軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、この外輪受け部材上に載置され、適宜な重量からなる重錘と、前記外輪受け部材の上側に配設され、当該外輪受け部材を介して前記外輪を回転させるための回転ユニットとからなる支持部と、案内部と、この案内部に対して、前記軸受のラジアル方向またはアキシアル方向に摺動自在に配設された摺動部と、この摺動部の先端部に装着され、前記外輪の外径または端面に当接する球状の測定球を有する測定子と、前記摺動部に適宜な測定圧を付与する押圧手段とからなる駆動機構と、前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えているので、レーザ変位計により、測定子を介して駆動部の微小な変位、すなわち、測定子の直線的な位置変化量をダイレクトに読み取ることができるので、測定誤差が極めて少なく、サブミクロンオーダーで軸受の回転精度の測定が可能となり、軸受の組立後のラジアル振れおよびアキシアル振れを高精度に測定する軸受の回転精度の測定装置を提供することができる。
【0019】
また、高分解能を有するレーザ変位計自体が軸受に直接接触することがないので、軸受と測定子が異常接触した場合でも、レーザ変位計への影響がなく、高精度な回転精度の測定ができる。
【0020】
さらに、外輪受け部材に載置される重錘の重心位置を極力低くすることにより、重錘の偏荷重を抑えることができ、従来の測定方法のように、軌道輪の接触点と軸受の中心軸との交点近傍でなくても、偏荷重の影響を受けることなく高精度な回転精度測定が可能となる。
【発明を実施するための最良の形態】
【0021】
軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、前記軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、この外輪受け部材上に載置され、適宜な重量からなる重錘と、前記外輪受け部材の上側に配設され、当該外輪受け部材を介して前記外輪を回転させるための回転ユニットとからなる支持部と、案内部と、この案内部に対して、前記軸受のラジアル方向およびアキシアル方向に摺動自在にそれぞれ配設された摺動部と、これら摺動部の先端部に装着され、前記外輪の外径または端面に当接する球状の測定球を有する測定子と、前記摺動部に適宜な測定圧を付与するコイルばねとからなる駆動機構と、前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えている。
【実施例1】
【0022】
以下、本発明の実施の形態を図面に基いて詳細に説明する。
図1は、本発明に係る軸受の回転精度の測定装置の第1の実施形態を示す模式図である。図2は、図1の測定部を示す要部拡大図である。
【0023】
この軸受の回転精度の測定装置1は、図1に示すように、測定対象となる転がり軸受2を支持する支持部3と測定部4、5とを主要な構成としている。転がり軸受2は、外周に内側転走面6aが形成された内輪6と、内周に内側転走面6aに対向する外側転走面7aが形成された外輪7と、両転走面6a、7a間に保持器8を介して転動自在に収容された転動体(ボール)9とを備えた玉軸受からなる。
【0024】
支持部3は、内輪6の端面に当接するように取り付けられ、内輪6を支持固定するための内輪受け部材10と、外輪7の端面に当接するように取り付けられ、外輪7を支持固定するための外輪受け部材11と、転動体9の挙動が安定するように外輪受け部材11上に載置され、適宜な重量からなる重錘12と、外輪受け部材11の上側に配設され、外輪受け部材11を介して外輪7を回転させるための回転ユニット(図示せず)とを備えている。なお、この回転ユニットと外輪受け部材11とを連結する部分には、回転軸に対する芯ずれおよび重力方向の荷重が転がり軸受2に生じないようにカップリングを介装するのが好ましい。
【0025】
図示する測定部4、5は、内輪6を固定した状態で、それぞれ外輪7のラジアル振れとアキシアル振れを測定するもので、摺動機構13とレーザ変位計14とを備え、テーブル15に載置されている。
【0026】
摺動機構13は、図2に示すように、案内部13aと、この案内部13aに対して転がり軸受からなる直動軸受を介して所定の方向、ここでは、被測定物となる転がり軸受2のラジアル方向(およびアキシアル方向)に摺動自在に配設された摺動部13bと、この摺動部13bの先端部に装着され、外輪7の外径(および端面)に当接する球状の測定球16aを有する測定子16と、摺動部13bに適宜な測定圧を付与するコイルばねからなる押圧手段17とを備えている。なお、ここでは、案内部13aに転がり軸受からなる直動軸受を用いたが、これに限らず、例えば、静圧軸受や動圧軸受であっても良い。
【0027】
レーザ変位計14は、測定子16を介して駆動部13bの微小な変位、すなわち、測定子16の直線的な位置変化量をダイレクトに読み取ることができ、測定誤差が極めて少なく、サブミクロンオーダー(例えば、分解能0.01μm程度)の測定が可能となる。したがって、高精度な転がり軸受2をはじめ、静圧軸受や動圧軸受のラジアル振れおよびアキシアル振れ、あるいは回転体のNRRO(Non Runout:非繰り返し性振れ)をサブミクロンオーダーで測定することができる。
【0028】
また、高分解能を有するレーザ変位計14自体が転がり軸受2に直接接触することがないので、転がり軸受2と測定子16が異常接触した場合でも、レーザ変位計14への影響がなく、高精度な回転精度の測定ができる。
【0029】
さらに、外輪受け部材11に載置される重錘12の重心位置を極力低くすることにより、重錘12の偏荷重を抑えることができ、従来の測定方法のように、軌道輪の接触点と軸受の中心軸との交点近傍でなくても、偏荷重の影響を受けることなく高精度な回転精度測定が可能となる。
【0030】
図3は、本実施形態に係る測定系を示すブロック図であるが、外輪7の外径の微小な変位を、測定子16を介して駆動部13bの変位としてレーザ変位計14で検出し、変位計コントローラ18を経由してアナログ信号として取り込み、フィルタ19を介して取り込み、A/D変換ユニット20とPLC(Programmable logic controller)を用いてデジタル信号処理することで、測定誤差が極めて少なく、サブミクロンオーダーの高精度な測定が可能となる。
【0031】
次に、図1を用いて、外輪7のラジアル振れの測定方法を説明する。
1.内輪6を支持固定するための内輪受け部材10を配置し、この内輪受け部材10に内輪6の端面が当接するように転がり軸受2を取り付ける。
2.外輪7を支持固定するための外輪受け部材11を外輪7の端面に当接するように取り付け、この外輪受け部材11上に重錘12を載置する。なお、外輪受け部材11と重錘12を一体の同一部材としても良い。
3.測定子16の測定球16aを外輪7の外径に接触させ、押圧手段17によって外輪7に所定の測定圧を付与する。
4.回転ユニットにより外輪7を所定の回転数で回転させ、外輪7が1周する間のレーザ変位計14の値を読み取り、振れの最大値、最小値の差をラジアル振れとする。ここでは、内外輪6、7の真円度および偏心も含めたものとなる。なお、ここで、内輪6と外輪7および転動体9の回転方向の位相を合わせた状態で測定を行えば、サブミクロンオーダーで振れ測定だけでなく、振れの最大位置の特定も可能となる。
【実施例2】
【0032】
図4は、本発明に係る軸受の回転精度の測定装置の第2の実施形態を示す模式図である。なお、この実施形態は、前述した外輪の回転精度の測定装置を示す第1の実施形態(図1)に対して、内輪の回転精度の測定装置を示し、同一部品同一部位あるいは同一機能を有する部品、部位には同じ符号を付して詳細な説明を省略する。
【0033】
この軸受の回転精度の測定装置21は、測定対象となる転がり軸受2を支持する支持部3と測定部4、22とを主要な構成としている。支持部23は、外輪7の端面に当接するように取り付けられ、外輪7を支持固定するための外輪受け部材24と、内輪6の端面に当接するように取り付けられ、内輪6を支持固定するための内輪受け部材25と、転動体9の挙動が安定するように内輪受け部材25上に載置され、適宜な重量からなる重錘12と、内輪受け部材25の上側に配設され、内輪受け部材25を介して内輪6を回転させるための回転ユニット(図示せず)とを備えている。なお、ここで、内輪受け部材25と重錘12を一体の同じ部材としても良い。
【0034】
図示する測定部4、22は、外輪7を固定した状態で、それぞれ内輪6のラジアル振れとアキシアル振れを測定するもので、摺動機構13とレーザ変位計14とを備え、テーブル15に載置されている。
【0035】
摺動機構13は、案内部13aと、この案内部13aに対して転がり軸受からなる直動軸受を介して、被測定物となる転がり軸受2のラジアル方向(およびアキシアル方向)に摺動自在に配設された摺動部13bと、この摺動部13bの先端部に装着され、内輪6の内径(および端面)に当接する球状の測定球16aを有する測定子16(26)と、摺動部13bに適宜な測定圧を付与するコイルばねからなる押圧手段17とを備えている。
【0036】
本実施形態においても、前述した外輪7の回転精度の測定と同様、レーザ変位計14により、測定子16(26)を介して駆動部13bの微小な変位、すなわち、測定子16(26)の直線的な位置変化量をダイレクトに読み取ることができ、測定誤差が極めて少なく、サブミクロンオーダーの測定が可能となる。
【0037】
また、高分解能を有するレーザ変位計14自体が転がり軸受2に直接接触することがないので、転がり軸受2と測定子16(26)が異常接触した場合でも、レーザ変位計14への影響がなく、高精度な回転精度の測定ができる。
【0038】
以上、本発明の実施の形態について説明を行ったが、本発明はこうした実施の形態に何等限定されるものではなく、あくまで例示であって、本発明の要旨を逸脱しない範囲内において、さらに種々なる形態で実施し得ることは勿論のことであり、本発明の範囲は、特許請求の範囲の記載によって示され、さらに特許請求の範囲に記載の均等の意味、および範囲内のすべての変更を含む。
【産業上の利用可能性】
【0039】
本発明に係る軸受の回転精度の測定装置は、転がり軸受をはじめ、静圧軸受や動圧軸受のラジアル振れおよびアキシアル振れを測定する装置として適用できる。
【図面の簡単な説明】
【0040】
【図1】本発明に係る軸受の回転精度の測定装置の第1の実施形態を示す模式図である。
【図2】図1の測定部を示す要部拡大図である。
【図3】本発明に係る測定系を示すブロック図である。
【図4】本発明に係る軸受の回転精度の測定装置の第2の実施形態を示す模式図である。
【図5】従来の玉軸受のラジアル振れ測定装置を示す要部拡大図である。
【図6】他の従来の転がり軸受の回転精度の測定装置を示す要部拡大図である。
【符号の説明】
【0041】
1、21・・・・・軸受の回転精度の測定装置
2・・・・・・・・転がり軸受
3、23・・・・・支持部
4、5、22・・・測定部
6・・・・・・・・内輪
6a・・・・・・・内側転走面
7・・・・・・・・外輪
7a・・・・・・・外側転走面
8・・・・・・・・保持器
9・・・・・・・・転動体
10、25・・・・内輪受け部材
11、24・・・・外輪受け部材
12・・・・・・・重錘
13・・・・・・・摺動機構
13a・・・・・・案内部
13b・・・・・・摺動部
14・・・・・・・レーザ変位計
15・・・・・・・テーブル
16、26・・・・測定子
16a・・・・・・測定球
17・・・・・・・押圧手段
18・・・・・・・変位計コントローラ
19・・・・・・・フィルタ
20・・・・・・・A/D変換ユニット
50・・・・・・・玉軸受
51・・・・・・・外輪
51a・・・・・・外側転走面
52・・・・・・・内輪
52a・・・・・・内側転走面
53・・・・・・・ボール
54・・・・・・・軸受内径面
55・・・・・・・変位測定器
60・・・・・・・転がり軸受
61・・・・・・・内輪
62・・・・・・・アダプタ
63・・・・・・・外輪
64・・・・・・・荷重軸
65・・・・・・・マスターボール
66、67・・・・測定器
A・・・・・・・・軸受中心軸
L・・・・・・・・P1とP2とを結んだ線
P1・・・・・・・ボールと外輪の外側転走面との接触点
P2・・・・・・・ボールと内輪の内側転走面との接触点
P3・・・・・・・LとAとの交点
P4・・・・・・・軸受内径面とRとが交差する位置
R・・・・・・・・P3を含むラジアル平面
【特許請求の範囲】
【請求項1】
軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、
前記軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、
この外輪受け部材上に載置され、適宜な重量からなる重錘と、
前記外輪受け部材の上側に配設され、当該外輪受け部材を介して前記外輪を回転させるための回転ユニットとからなる支持部と、
案内部と、この案内部に対して、前記軸受のラジアル方向またはアキシアル方向に摺動自在に配設された摺動部と、
この摺動部の先端部に装着され、前記外輪の外径または端面に当接する球状の測定球を有する測定子と、
前記摺動部に適宜な測定圧を付与する押圧手段とからなる駆動機構と、
前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えていることを特徴とする軸受の回転精度の測定装置。
【請求項2】
軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、
前記軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、
この内輪受け部材上に載置され、適宜な重量からなる重錘と、
前記内輪受け部材の上側に配設され、当該内輪受け部材を介して前記内輪を回転させるための回転ユニットとからなる支持部と、
案内部と、この案内部に対して、前記軸受のラジアル方向またはアキシアル方向に摺動自在に配設された摺動部と、
この摺動部の先端部に装着され、前記内輪の内径または端面に当接する球状の測定球を有する測定子と、
前記摺動部に適宜な測定圧を付与する押圧手段とからなる駆動機構と、
前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えていることを特徴とする軸受の回転精度の測定装置。
【請求項3】
前記摺動部が前記軸受のラジアル方向およびアキシアル方向に摺動自在にそれぞれ配設されている請求項1または2に記載の軸受の回転精度の測定装置。
【請求項4】
前記回転ユニットと外輪受け部材または内輪受け部材とを連結する部分にカップリングが介装されている請求項1乃至3いずれかに記載の軸受の回転精度の測定装置。
【請求項5】
前記押圧手段がコイルばねである請求項1乃至4いずれかに記載の軸受の回転精度の測定装置。
【請求項1】
軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、
前記軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、
この外輪受け部材上に載置され、適宜な重量からなる重錘と、
前記外輪受け部材の上側に配設され、当該外輪受け部材を介して前記外輪を回転させるための回転ユニットとからなる支持部と、
案内部と、この案内部に対して、前記軸受のラジアル方向またはアキシアル方向に摺動自在に配設された摺動部と、
この摺動部の先端部に装着され、前記外輪の外径または端面に当接する球状の測定球を有する測定子と、
前記摺動部に適宜な測定圧を付与する押圧手段とからなる駆動機構と、
前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えていることを特徴とする軸受の回転精度の測定装置。
【請求項2】
軸受の外輪の端面に当接するように取り付けられ、当該外輪を支持固定するための外輪受け部材と、
前記軸受の内輪の端面に当接するように取り付けられ、当該内輪を支持固定するための内輪受け部材と、
この内輪受け部材上に載置され、適宜な重量からなる重錘と、
前記内輪受け部材の上側に配設され、当該内輪受け部材を介して前記内輪を回転させるための回転ユニットとからなる支持部と、
案内部と、この案内部に対して、前記軸受のラジアル方向またはアキシアル方向に摺動自在に配設された摺動部と、
この摺動部の先端部に装着され、前記内輪の内径または端面に当接する球状の測定球を有する測定子と、
前記摺動部に適宜な測定圧を付与する押圧手段とからなる駆動機構と、
前記測定子を介して前記駆動部の変位を読み取るレーザ変位計とを備えていることを特徴とする軸受の回転精度の測定装置。
【請求項3】
前記摺動部が前記軸受のラジアル方向およびアキシアル方向に摺動自在にそれぞれ配設されている請求項1または2に記載の軸受の回転精度の測定装置。
【請求項4】
前記回転ユニットと外輪受け部材または内輪受け部材とを連結する部分にカップリングが介装されている請求項1乃至3いずれかに記載の軸受の回転精度の測定装置。
【請求項5】
前記押圧手段がコイルばねである請求項1乃至4いずれかに記載の軸受の回転精度の測定装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−150687(P2009−150687A)
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願番号】特願2007−327003(P2007−327003)
【出願日】平成19年12月19日(2007.12.19)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願日】平成19年12月19日(2007.12.19)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
[ Back to top ]