
軸受装置用部品の製造方法及びその軸受装置用部品
【課題】従来の製造方法では、軸受装置用の部品に防汚ポリマーがコーティングされているか否かは人間の目視に頼るため検査漏れを生じる可能性が高く、作業効率も低い課題があった。
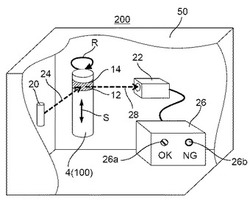
【解決手段】シャフト4と、シャフト4を環囲するスリーブ6と、を備えるべき軸受装置用の部品の製造方法において、シャフト4と、スリーブ6のうちの少なくとも一つをワーク100と呼ぶとき、本製造方法は、ワーク100に防汚ポリマー12をコーティングする工程と、防汚ポリマー12がコーティングされた範囲と重複する範囲にフォトルミネセンス材料を塗布する工程と、ワーク100にフォトルミネセンス材料を励起する励起光24を照射して、フォトルミネセンス材料の発する固有のスペクトルの光を光センサ22で検出すると共に、光センサ22の出力信号30に応じてフォトルミネセンス材料が塗布されているか否かを表示する信号検出工程200と、を含んでいる。
【解決手段】シャフト4と、シャフト4を環囲するスリーブ6と、を備えるべき軸受装置用の部品の製造方法において、シャフト4と、スリーブ6のうちの少なくとも一つをワーク100と呼ぶとき、本製造方法は、ワーク100に防汚ポリマー12をコーティングする工程と、防汚ポリマー12がコーティングされた範囲と重複する範囲にフォトルミネセンス材料を塗布する工程と、ワーク100にフォトルミネセンス材料を励起する励起光24を照射して、フォトルミネセンス材料の発する固有のスペクトルの光を光センサ22で検出すると共に、光センサ22の出力信号30に応じてフォトルミネセンス材料が塗布されているか否かを表示する信号検出工程200と、を含んでいる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フォトルミネセンス材料が塗布される軸受装置用部品の製造方法及びその軸受装置用部品に関する。
【背景技術】
【0002】
ハードディスクドライブなどに搭載される流体軸受装置が知られている(例えば特許文献1)。このような流体軸受装置はシャフトとシャフトを環囲して相互に回転自在に支持するスリーブと、これらに介在する潤滑剤とを備えている。このような流体軸受装置は、シャフトやスリーブに潤滑剤の気液界面から飛散した潤滑剤が付着して汚れを生じることがある。この付着した潤滑剤などの汚れは軸受外に飛散して外部を汚染する。例えば、ハードディスクドライブに搭載される場合にこの汚れが軸受外に飛散してディスクやヘッドが汚れるとリードライトエラーが増加する課題がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−309339号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このため、シャフトやスリーブは所定の箇所に潤滑剤による汚れを軽減するために防汚ポリマーがコーティングされる。しかし、製造工程においてシャフトやスリーブの防汚ポリマーのコーティングを忘れることがある。このため防汚ポリマーのコーティングをしたことを表示するために、顔料によるマーキングを施し、目視で当該顔料の有無を確認する方法が考えられる。
【0005】
しかし、この方法は人間の目視に頼るため検査漏れを生じる可能性が高く、また作業時間がかかり作業効率も低い。さらには防汚ポリマーのコーティング範囲が最小範囲をカバーするか、または許容される最大範囲を越えてコーティングされていないかを確認することは困難であった。
【0006】
本発明はこうした状況に鑑みてなされたものであり、その目的は、防汚ポリマーのコーティングの検査漏れの可能性を軽減しまたは防汚ポリマーのコーティング範囲の確認を容易にすることにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明のある態様は軸受装置用の部品の製造方法に関連する。この製造方法は、シャフトと、シャフトを環囲するスリーブと、を備えるべき軸受装置用の部品の製造方法であって、シャフトと、スリーブのうちの少なくとも一つをワークと呼ぶとき、本製造方法は、ワークに防汚ポリマーをコーティングする工程と、防汚ポリマーがコーティングされた範囲と重複する範囲にフォトルミネセンス材料を塗布する工程と、ワークにフォトルミネセンス材料を励起する励起光を照射することにより、フォトルミネセンス材料を発光させ、この発光状態に基づいて、フォトルミネセンス材料の塗布状態を検出し、ひいては防汚ポリマーのコーティング状態を検出する状態検出工程と、を含むことを特徴としている。
この態様によると、ワークのフォトルミネセンス材料が塗布された領域の放出光を光センサで検出してフォトルミネセンス材料が塗布されているか否かを表示することができる。
【0008】
なお、以上の構成要素の任意の組み合わせや、本発明の構成要素や表現を方法、装置、システムなどの間で相互に置換したものもまた、本発明の態様として有効である。
【発明の効果】
【0009】
本発明の製造法によれば、軸受装置用部品について防汚ポリマーのコーティングの検査漏れの可能性を軽減しまたは防汚ポリマーのコーティング範囲の確認を容易にする技術を提供することができる。
【図面の簡単な説明】
【0010】
【図1】実施形態に係る軸受装置用のシャフトとスリーブを搭載した軸受装置の概略を示す斜視図である。
【図2】図1の軸受装置の概略を示す断面図である。
【図3】図1の軸受装置のシャフトの概略を示す斜視図である。
【図4】図1の軸受装置のスリーブの概略を示す斜視図である。
【図5】実施形態に係る製造方法における信号検出工程の概略を示す斜視図である。
【図6】実施形態に係る製造方法における画像検出工程の概略を示す斜視図である。
【発明を実施するための形態】
【0011】
以下、本発明を好適な実施の形態をもとに図面を参照しながら説明する。各図面に示される同一または同等の構成要素、部材には、同一の符号を付するものとし、適宜重複した説明は省略する。また、各図面における部材の寸法は、理解を容易にするために適宜拡大、縮小して示される。また、各図面において実施の形態を説明する上で重要ではない部材の一部は省略して表示する。
【0012】
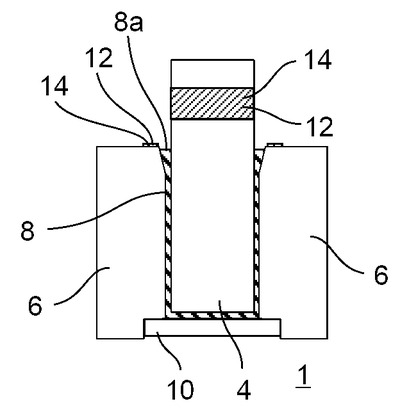
図1は、実施形態に係る軸受装置用のシャフトとスリーブを搭載した軸受装置の概略を示す斜視図である。図2は図1の軸受装置1の概略を示す断面図である。軸受装置1はシャフト4と、スリーブ6と、スリーブ6の下端を塞ぐ蓋部材10と、潤滑剤8と、を備えている。シャフト4はスリーブ6に環囲されて相対回転自在に支持される。シャフト4の外周面とスリーブ6の内周面のいずれかにはラジアル動圧溝(不図示)が形成されている。蓋部材10はスリーブ6の下端に設けられた凹部に接着固定されている。潤滑剤8はシャフト4とスリーブ6とに介在している。潤滑剤8はシャフト4とスリーブ6とが相対回転することによりラジアル動圧溝の作用により動圧を発生する。この動圧によりシャフト4はスリーブ6内でラジアル方向に支持される。潤滑剤8はシャフト4とスリーブ6との間に大気との境界である気液界面8aが形成されている。
以降スリーブ6に対して蓋部材10が結合されている側を下側として説明する。また、シャフト4とスリーブ6はワーク100と呼んで説明することがある。
【0013】
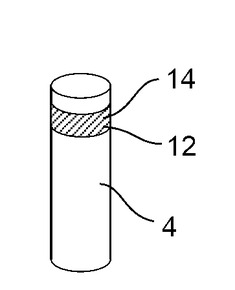
図3は、図1の軸受装置1のシャフト4の概略を示す斜視図である。シャフト4は種々の材料から略円柱状に形成できる。例えばJIS名SUS420J2などのステンレス鋼を素材としていわゆるセンターレス研磨等の加工により所定の形状に形成される。所望の硬度とするように、焼き入れなどの熱処理が施されてもよい。
【0014】
シャフト4は、気液界面8aが接する位置より上方に帯状に防汚ポリマー12がコーティングされている。防汚ポリマー12としては種々の防汚ポリマーが用いられる。例えば、ポリエステル系防汚ポリマーやフッ素系防汚ポリマーはコーティングが容易である点で好ましい。防汚ポリマーは溶剤に分散されてシャフト4の所定の領域に塗布した後、加熱処理してコーティングすることができる。溶剤には特別な制限はない。例えばエーテル類やアルコール類などを用いてもよい。実施の形態ではメチルノナフルオロイソブチルエーテルやメチルノナフルオロブチルエーテルなどのハイドロフルオロエーテルを用いている。引火し難い点で好ましい。加熱処理条件は、溶剤と加熱処理の温度と時間と防汚ポリマーの分散濃度とをパラメータとして実験により定めることができる。
【0015】
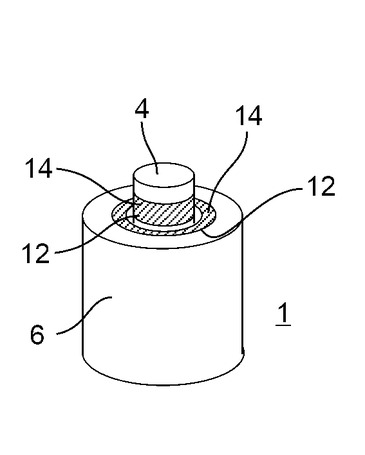
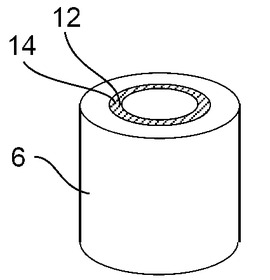
図4は、図1の軸受装置1のスリーブ6の概略を示す斜視図である。スリーブ6は黄銅やステンレスなどの金属材料や樹脂材料から形成できる。スリーブ6は黄銅材料を切削加工して中空の略円筒形状に形成されている。所望の硬度とするように、無電解ニッケルメッキなどの表面処理が施されてもよい。スリーブ6は、内周面に上下に離間した一対のヘリングボーン形状のラジアル動圧溝(不図示)が形成される。例えば、ラジアル動圧溝は転造加工して形成できる。
【0016】
スリーブ6は、上端面に周状に防汚ポリマー12がコーティングされている。防汚ポリマー12はシャフト4にコーティングしたものと同様の材料と方法でコーティングすることができる。
【0017】
防汚ポリマー12をコーティングする工程において作業上のトラブルから当該コーティングに欠陥を生じる場合がある。例えば、当該コーティングが殆ど定着していない場合、当該コーティングの範囲が所定の最小範囲より狭い場合や最大範囲より広い場合がある。防汚ポリマー12が無色である場合に、当該コーティングに欠陥があるワーク100を検出するのは困難である。この課題に対応して、ワーク100は、防汚ポリマー12がコーティングされた範囲と重複する範囲にフォトルミネセンス材料(PHOTO LUMINESCENCE)が塗布される。フォトルミネセンス材料が塗布されているか否かを検査することにより、防汚ポリマー12のコーティングに欠陥あるワーク100を検出することが可能となる。そしてコーティングに欠陥あるワーク100は除去または修理することにより、当該ワーク100が搭載された製品が市場へ流出する可能性を低減することができる。
【0018】
フォトルミネセンス材料は、紫外線などの励起光が照射されると電子はエネルギーの高い軌道に励起される。フォトルミネセンス材料は、励起された電子が元の軌道に戻る際にフォトルミネセンス材料に固有のスペクトルの光を放出するルミネッセンス(LUMINESCENCE)現象を生じる。フォトルミネセンス材料としては特別な制限はない。実施の形態では、硫化亜鉛(ZINC SULFIDE)やアルミン酸塩化合物等のリン光体を用いている。放出光の寿命が長く塗布が容易である点で好ましい。
【0019】
図3の実施の形態でシャフト4は、防汚ポリマー12がコーティングされた範囲と重複する範囲にリン光体14が塗布される。図4のスリーブ6は、防汚ポリマー12がコーティングされた範囲と重複する範囲にリン光体14が塗布される。リン光体14は溶剤に分散させて塗布できる。溶剤には特別な制限はない。例えばエーテル類やアルコール類などを用いてもよい。実施の形態ではメチルノナフルオロイソブチルエーテルやメチルノナフルオロブチルエーテルなどのハイドロフルオロエーテルを用いている。引火し難い点で好ましい。溶剤は加熱処理して揮発させてよい。
【0020】
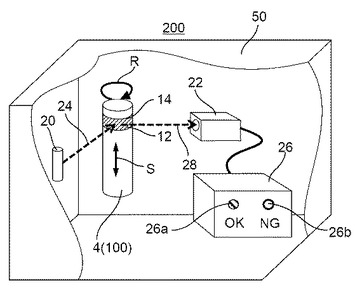
次に、コーティングに欠陥があるワーク100を検出する工程を説明する。図5は実施形態に係る軸受装置用部品の製造方法において、シャフト4をワーク100の例としてコーティングに欠陥があるものを検出する信号検出工程200の概略を示す斜視図である。
まずリン光体14が塗布されたシャフト4は、暗くした空間内に配置される。例えば暗室50を用いることができる。図5は、暗室50の内部の理解を容易にするために外壁の一部を省略して示している。シャフト4を矢印Rで示すように回転させながらリン光体14が塗布された領域及びその周辺に発光装置20により励起光24を照射する。実施の形態において励起光24は紫外線が用いられる。励起光24の照射によりリン光体14はリン光28を発する。シャフト4を矢印Rで示すように回転させながらリン光体14が塗布された領域及びその周辺のリン光28を光センサ22で検出する。つまりシャフト4は周方向に連続的に検査される。
【0021】
リン光28は、リン光体14に固有のスペクトル光を含んでいる。光センサ22はリン光体14に固有のスペクトル光を検出して、その強度に応じた出力信号30を出力する。実施の形態で、信号処理装置26はプロセッサーとプログラムを記憶したメモリーとを含んでいる。そして、そのプログラムを実行することにより、出力信号30が所定の状態にあるときはOK表示26aを表示し、そうでないときはNG表示26bを表示する。NG表示26bが表示されたシャフト4は製造工程から排除するか又は修理される。この結果、当該シャフト4が搭載された製品が市場へ流出する可能性が低減される。信号検出工程200は、スリーブ6をワーク100とする場合も上記の場合と同様である。
【0022】
信号検出工程200は、ワーク100を回転させながら実行されるから、コーティング12が周方向の一部に欠陥がある場合であっても検出可能である。
【0023】
信号検出工程200は、光センサ22の測定点がワーク100の矢印Sで示すように軸方向に移動しながら実行されてもよい。コーティング12が軸方向の一部に欠陥がある場合であっても検出可能な点で有利である。
【0024】
信号検出工程200は、ワーク100の周方向に断続的にポイント毎にリン光28を検出するようにしてもよい。実施の形態ではワーク100の周方向に連続的にリン光28を検出している。コーティング12が周方向に僅かな欠陥がある場合であっても検出可能な点で有利である。
【0025】
信号検出工程200は、外光が入る明るい空間内で実行する方法も考えられるが、リン光28以外の外光が光センサ22に入光して出力信号30にノイズが重畳されることがある。このノイズに起因して信号処理装置26は誤った表示する可能性がある。このため実施の形態では、信号検出工程200は暗室50内で実行される。リン光28が弱い場合でも誤った表示をする可能性が低くなる。また信号検出工程200は、浮遊物を低減した清浄空気空間内で実行されてよい。実施の形態で、暗室50は清浄空気が満たされている。浮遊物がワーク100に付着して汚染する可能性が低くなる。
【0026】
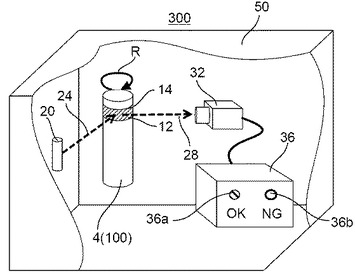
次に、コーティングに欠陥があるワーク100を検出する別の実施の形態の画像検出工程300を説明する。図6は別の実施形態に係る軸受装置用部品の製造方法において、シャフト4をワーク100の例としてコーティングに欠陥があるものを検出する画像検出工程300の概略を示す斜視図である。画像検出工程300は、励起光24の照射によりリン光体14がリン光28を発するまでのプロセスは信号検出工程200と同様であり、重複する説明を省く。
【0027】
画像検出工程300は、シャフト4を回転させながらリン光体14が塗布された領域及びその周辺の画像をカメラ32で画像信号に変換して画像処理装置36に取り込む。つまりシャフト4は周方向に連続的に画像を取り込まれる。カメラ32は取り込んだ画像を画像信号に変換して画像処理装置36に入力する。画像処理装置36は画像信号に応じてリン光体14の塗布範囲情報を検出する。実施の形態では、画像処理装置36はプロセッサーとプログラムを記憶したメモリーとを含んでいる。そして、そのプログラムを実行することにより以下の機能を果たす。まず、画像信号のリン光体14に固有のスペクトル光を含む領域に応じてリン光体14の塗布範囲情報を検出して出力信号30を出力する。また、塗布範囲情報が所定の最小塗布範囲をカバーしているときはOK表示36aを表示し、そうでないときはNG表示36bを表示する。
【0028】
防汚ポリマー12がワーク100の所定の最大許容範囲を越えて潤滑剤8の気液界面8aが接する領域にコーティングされることがある。当該領域にコーティングされると、ワーク100の毛管力が低下して潤滑剤8が飛散しやすくなる。このため、実施の形態では、画像検出工程300は画像処理装置36が塗布範囲情報が所定の最大許容範囲を越えているか否かを表示するようにしている。コーティングが所定の最大許容範囲を越えているワーク100を検出することができる。より具体的には、塗布範囲情報が所定の最大許容範囲を越えているときは、塗布範囲情報が所定の最小塗布範囲をカバーしているか否かに関わらずNG表示36bを表示する。
【0029】
NG表示36bが表示されたシャフト4は製造工程から排除するか又は修理される。この結果、当該シャフト4が搭載された製品が市場へ流出する可能性が低減される。画像検出工程300は、スリーブ6をワーク100とする場合も上記の場合と同様である。
【0030】
画像検出工程300は、ワーク100を矢印Rで示すように回転させながら実行されるから、コーティング12が周方向の一部に欠陥がある場合であっても検出可能である。
【0031】
画像検出工程300は、ワーク100の周方向に連続的に画像を取り込むようにしている。コーティング12が周方向に僅かな欠陥がある場合であっても検出可能な点で有利である。
【0032】
画像検出工程300は、外光が入る明るい空間内で実行する方法も考えられるが、リン光28以外の外光がカメラ32に入光すると取り込んだ画像にノイズが重畳されることがある。このノイズに起因して画像処理装置36は誤った表示する可能性がある。これのため実施の形態では、画像検出工程300は暗室50内で実行される。リン光28が弱い場合でも誤った表示をする可能性が低くなる。また信号検出工程300は、浮遊物を低減した例えばクリーンルームのような清浄空気が満たされた空間内で実行されてよい。実施の形態で、暗室50は清浄空気が満たされているクリーンルームの中に設置されている。浮遊物がワーク100に付着して汚染する可能性が低くなる。
【0033】
以上のような構成を採用する本発明は、以下の点において有用である。
【0034】
本発明では、コーティング12に欠陥があるワーク100の検出工程を機械化している。コーティング12の欠陥、すなわち、ワーク100の不良率は、もともと極低いものである。このような不良率の低い検査を人間が目視で行った場合、見過ごす確率が高く、確実性が問題となる。しかし、かかる工程の機械化により、見過ごす確率が低くなり、確実性が向上する。
【0035】
リン光28を検出する工程は、暗い部屋で行うことが望ましい。しかし、人間が暗い部屋の中で継続的にリン光28を見続けると、目に対する負担が大きくなる。一方、機械によって光を検出すれば、このような問題は生じない。
【0036】
ワーク100は、実用上、1個5秒以下の短い時間で生産される。リン光28を検出するためには、この時間以下の短時間での検査が必要となる。人間が目視でこの工程を行った場合、疲労によって検出漏れが起きる可能性がある。一方で、検査時間を長く設定すると、検査を行う者を別途雇用する必要があり、製造コストが上昇し、別途スペースが必要になる。しかしながら、本発明では、かかる工程を機械化しているので、このような問題が生じず、結果として生産効率が向上する。
【0037】
ワーク100は、小さな部品であるので、人間が目視で検査をおこなうと、防汚ポリマー12が塗布されているか否かを検査するのが精一杯で、塗布範囲がカバーされているのか、あるいは、塗布すべきでない範囲に防汚ポリマー12が塗布されていないかを検査するのは困難である。そこで、人間の目視による検査では顕微鏡を使用することも考えられるが、これでは検査に時間がかかりすぎてしまう。その点、機械化した工程によれば、このような問題は生じない。
【0038】
一般に、励起光として、エネルギーの高い紫外線を用いると、リン光体14は明るく発光する。しかし、人間が長時間紫外線の反射光を目視するのは現実的でない。一方、機械化された工程によれば、このような問題が生じない。
【0039】
以上、実施の形態にもとづき本発明を説明したが、実施の形態は、本発明の原理、応用を示しているにすぎないことはいうまでもなく、実施の形態には、請求の範囲に規定された本発明の思想を逸脱しない範囲において、多くの変形例や配置の変更が可能であることはいうまでもない。
【0040】
実施の形態では、フォトルミネセンス材料としてリン光体14が防汚ポリーマー12とは別に塗布される場合について説明したが、これに限られない。たとえばフォトルミネセンス材料としてリン光体14が防汚ポリーマー12と同時に塗布されてもよい。
【符号の説明】
【0041】
1 軸受装置、4 シャフト、6 スリーブ、8 潤滑剤、10 蓋部材、12 防汚ポリマー、14 リン光体、20 発光装置、22 光センサ、24 励起光、26 信号処理装置、28 リン光、32 カメラ、36 画像処理装置、50 暗室、100 ワーク、200 信号検出工程、300 画像検出工程。
【技術分野】
【0001】
本発明は、フォトルミネセンス材料が塗布される軸受装置用部品の製造方法及びその軸受装置用部品に関する。
【背景技術】
【0002】
ハードディスクドライブなどに搭載される流体軸受装置が知られている(例えば特許文献1)。このような流体軸受装置はシャフトとシャフトを環囲して相互に回転自在に支持するスリーブと、これらに介在する潤滑剤とを備えている。このような流体軸受装置は、シャフトやスリーブに潤滑剤の気液界面から飛散した潤滑剤が付着して汚れを生じることがある。この付着した潤滑剤などの汚れは軸受外に飛散して外部を汚染する。例えば、ハードディスクドライブに搭載される場合にこの汚れが軸受外に飛散してディスクやヘッドが汚れるとリードライトエラーが増加する課題がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−309339号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このため、シャフトやスリーブは所定の箇所に潤滑剤による汚れを軽減するために防汚ポリマーがコーティングされる。しかし、製造工程においてシャフトやスリーブの防汚ポリマーのコーティングを忘れることがある。このため防汚ポリマーのコーティングをしたことを表示するために、顔料によるマーキングを施し、目視で当該顔料の有無を確認する方法が考えられる。
【0005】
しかし、この方法は人間の目視に頼るため検査漏れを生じる可能性が高く、また作業時間がかかり作業効率も低い。さらには防汚ポリマーのコーティング範囲が最小範囲をカバーするか、または許容される最大範囲を越えてコーティングされていないかを確認することは困難であった。
【0006】
本発明はこうした状況に鑑みてなされたものであり、その目的は、防汚ポリマーのコーティングの検査漏れの可能性を軽減しまたは防汚ポリマーのコーティング範囲の確認を容易にすることにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明のある態様は軸受装置用の部品の製造方法に関連する。この製造方法は、シャフトと、シャフトを環囲するスリーブと、を備えるべき軸受装置用の部品の製造方法であって、シャフトと、スリーブのうちの少なくとも一つをワークと呼ぶとき、本製造方法は、ワークに防汚ポリマーをコーティングする工程と、防汚ポリマーがコーティングされた範囲と重複する範囲にフォトルミネセンス材料を塗布する工程と、ワークにフォトルミネセンス材料を励起する励起光を照射することにより、フォトルミネセンス材料を発光させ、この発光状態に基づいて、フォトルミネセンス材料の塗布状態を検出し、ひいては防汚ポリマーのコーティング状態を検出する状態検出工程と、を含むことを特徴としている。
この態様によると、ワークのフォトルミネセンス材料が塗布された領域の放出光を光センサで検出してフォトルミネセンス材料が塗布されているか否かを表示することができる。
【0008】
なお、以上の構成要素の任意の組み合わせや、本発明の構成要素や表現を方法、装置、システムなどの間で相互に置換したものもまた、本発明の態様として有効である。
【発明の効果】
【0009】
本発明の製造法によれば、軸受装置用部品について防汚ポリマーのコーティングの検査漏れの可能性を軽減しまたは防汚ポリマーのコーティング範囲の確認を容易にする技術を提供することができる。
【図面の簡単な説明】
【0010】
【図1】実施形態に係る軸受装置用のシャフトとスリーブを搭載した軸受装置の概略を示す斜視図である。
【図2】図1の軸受装置の概略を示す断面図である。
【図3】図1の軸受装置のシャフトの概略を示す斜視図である。
【図4】図1の軸受装置のスリーブの概略を示す斜視図である。
【図5】実施形態に係る製造方法における信号検出工程の概略を示す斜視図である。
【図6】実施形態に係る製造方法における画像検出工程の概略を示す斜視図である。
【発明を実施するための形態】
【0011】
以下、本発明を好適な実施の形態をもとに図面を参照しながら説明する。各図面に示される同一または同等の構成要素、部材には、同一の符号を付するものとし、適宜重複した説明は省略する。また、各図面における部材の寸法は、理解を容易にするために適宜拡大、縮小して示される。また、各図面において実施の形態を説明する上で重要ではない部材の一部は省略して表示する。
【0012】
図1は、実施形態に係る軸受装置用のシャフトとスリーブを搭載した軸受装置の概略を示す斜視図である。図2は図1の軸受装置1の概略を示す断面図である。軸受装置1はシャフト4と、スリーブ6と、スリーブ6の下端を塞ぐ蓋部材10と、潤滑剤8と、を備えている。シャフト4はスリーブ6に環囲されて相対回転自在に支持される。シャフト4の外周面とスリーブ6の内周面のいずれかにはラジアル動圧溝(不図示)が形成されている。蓋部材10はスリーブ6の下端に設けられた凹部に接着固定されている。潤滑剤8はシャフト4とスリーブ6とに介在している。潤滑剤8はシャフト4とスリーブ6とが相対回転することによりラジアル動圧溝の作用により動圧を発生する。この動圧によりシャフト4はスリーブ6内でラジアル方向に支持される。潤滑剤8はシャフト4とスリーブ6との間に大気との境界である気液界面8aが形成されている。
以降スリーブ6に対して蓋部材10が結合されている側を下側として説明する。また、シャフト4とスリーブ6はワーク100と呼んで説明することがある。
【0013】
図3は、図1の軸受装置1のシャフト4の概略を示す斜視図である。シャフト4は種々の材料から略円柱状に形成できる。例えばJIS名SUS420J2などのステンレス鋼を素材としていわゆるセンターレス研磨等の加工により所定の形状に形成される。所望の硬度とするように、焼き入れなどの熱処理が施されてもよい。
【0014】
シャフト4は、気液界面8aが接する位置より上方に帯状に防汚ポリマー12がコーティングされている。防汚ポリマー12としては種々の防汚ポリマーが用いられる。例えば、ポリエステル系防汚ポリマーやフッ素系防汚ポリマーはコーティングが容易である点で好ましい。防汚ポリマーは溶剤に分散されてシャフト4の所定の領域に塗布した後、加熱処理してコーティングすることができる。溶剤には特別な制限はない。例えばエーテル類やアルコール類などを用いてもよい。実施の形態ではメチルノナフルオロイソブチルエーテルやメチルノナフルオロブチルエーテルなどのハイドロフルオロエーテルを用いている。引火し難い点で好ましい。加熱処理条件は、溶剤と加熱処理の温度と時間と防汚ポリマーの分散濃度とをパラメータとして実験により定めることができる。
【0015】
図4は、図1の軸受装置1のスリーブ6の概略を示す斜視図である。スリーブ6は黄銅やステンレスなどの金属材料や樹脂材料から形成できる。スリーブ6は黄銅材料を切削加工して中空の略円筒形状に形成されている。所望の硬度とするように、無電解ニッケルメッキなどの表面処理が施されてもよい。スリーブ6は、内周面に上下に離間した一対のヘリングボーン形状のラジアル動圧溝(不図示)が形成される。例えば、ラジアル動圧溝は転造加工して形成できる。
【0016】
スリーブ6は、上端面に周状に防汚ポリマー12がコーティングされている。防汚ポリマー12はシャフト4にコーティングしたものと同様の材料と方法でコーティングすることができる。
【0017】
防汚ポリマー12をコーティングする工程において作業上のトラブルから当該コーティングに欠陥を生じる場合がある。例えば、当該コーティングが殆ど定着していない場合、当該コーティングの範囲が所定の最小範囲より狭い場合や最大範囲より広い場合がある。防汚ポリマー12が無色である場合に、当該コーティングに欠陥があるワーク100を検出するのは困難である。この課題に対応して、ワーク100は、防汚ポリマー12がコーティングされた範囲と重複する範囲にフォトルミネセンス材料(PHOTO LUMINESCENCE)が塗布される。フォトルミネセンス材料が塗布されているか否かを検査することにより、防汚ポリマー12のコーティングに欠陥あるワーク100を検出することが可能となる。そしてコーティングに欠陥あるワーク100は除去または修理することにより、当該ワーク100が搭載された製品が市場へ流出する可能性を低減することができる。
【0018】
フォトルミネセンス材料は、紫外線などの励起光が照射されると電子はエネルギーの高い軌道に励起される。フォトルミネセンス材料は、励起された電子が元の軌道に戻る際にフォトルミネセンス材料に固有のスペクトルの光を放出するルミネッセンス(LUMINESCENCE)現象を生じる。フォトルミネセンス材料としては特別な制限はない。実施の形態では、硫化亜鉛(ZINC SULFIDE)やアルミン酸塩化合物等のリン光体を用いている。放出光の寿命が長く塗布が容易である点で好ましい。
【0019】
図3の実施の形態でシャフト4は、防汚ポリマー12がコーティングされた範囲と重複する範囲にリン光体14が塗布される。図4のスリーブ6は、防汚ポリマー12がコーティングされた範囲と重複する範囲にリン光体14が塗布される。リン光体14は溶剤に分散させて塗布できる。溶剤には特別な制限はない。例えばエーテル類やアルコール類などを用いてもよい。実施の形態ではメチルノナフルオロイソブチルエーテルやメチルノナフルオロブチルエーテルなどのハイドロフルオロエーテルを用いている。引火し難い点で好ましい。溶剤は加熱処理して揮発させてよい。
【0020】
次に、コーティングに欠陥があるワーク100を検出する工程を説明する。図5は実施形態に係る軸受装置用部品の製造方法において、シャフト4をワーク100の例としてコーティングに欠陥があるものを検出する信号検出工程200の概略を示す斜視図である。
まずリン光体14が塗布されたシャフト4は、暗くした空間内に配置される。例えば暗室50を用いることができる。図5は、暗室50の内部の理解を容易にするために外壁の一部を省略して示している。シャフト4を矢印Rで示すように回転させながらリン光体14が塗布された領域及びその周辺に発光装置20により励起光24を照射する。実施の形態において励起光24は紫外線が用いられる。励起光24の照射によりリン光体14はリン光28を発する。シャフト4を矢印Rで示すように回転させながらリン光体14が塗布された領域及びその周辺のリン光28を光センサ22で検出する。つまりシャフト4は周方向に連続的に検査される。
【0021】
リン光28は、リン光体14に固有のスペクトル光を含んでいる。光センサ22はリン光体14に固有のスペクトル光を検出して、その強度に応じた出力信号30を出力する。実施の形態で、信号処理装置26はプロセッサーとプログラムを記憶したメモリーとを含んでいる。そして、そのプログラムを実行することにより、出力信号30が所定の状態にあるときはOK表示26aを表示し、そうでないときはNG表示26bを表示する。NG表示26bが表示されたシャフト4は製造工程から排除するか又は修理される。この結果、当該シャフト4が搭載された製品が市場へ流出する可能性が低減される。信号検出工程200は、スリーブ6をワーク100とする場合も上記の場合と同様である。
【0022】
信号検出工程200は、ワーク100を回転させながら実行されるから、コーティング12が周方向の一部に欠陥がある場合であっても検出可能である。
【0023】
信号検出工程200は、光センサ22の測定点がワーク100の矢印Sで示すように軸方向に移動しながら実行されてもよい。コーティング12が軸方向の一部に欠陥がある場合であっても検出可能な点で有利である。
【0024】
信号検出工程200は、ワーク100の周方向に断続的にポイント毎にリン光28を検出するようにしてもよい。実施の形態ではワーク100の周方向に連続的にリン光28を検出している。コーティング12が周方向に僅かな欠陥がある場合であっても検出可能な点で有利である。
【0025】
信号検出工程200は、外光が入る明るい空間内で実行する方法も考えられるが、リン光28以外の外光が光センサ22に入光して出力信号30にノイズが重畳されることがある。このノイズに起因して信号処理装置26は誤った表示する可能性がある。このため実施の形態では、信号検出工程200は暗室50内で実行される。リン光28が弱い場合でも誤った表示をする可能性が低くなる。また信号検出工程200は、浮遊物を低減した清浄空気空間内で実行されてよい。実施の形態で、暗室50は清浄空気が満たされている。浮遊物がワーク100に付着して汚染する可能性が低くなる。
【0026】
次に、コーティングに欠陥があるワーク100を検出する別の実施の形態の画像検出工程300を説明する。図6は別の実施形態に係る軸受装置用部品の製造方法において、シャフト4をワーク100の例としてコーティングに欠陥があるものを検出する画像検出工程300の概略を示す斜視図である。画像検出工程300は、励起光24の照射によりリン光体14がリン光28を発するまでのプロセスは信号検出工程200と同様であり、重複する説明を省く。
【0027】
画像検出工程300は、シャフト4を回転させながらリン光体14が塗布された領域及びその周辺の画像をカメラ32で画像信号に変換して画像処理装置36に取り込む。つまりシャフト4は周方向に連続的に画像を取り込まれる。カメラ32は取り込んだ画像を画像信号に変換して画像処理装置36に入力する。画像処理装置36は画像信号に応じてリン光体14の塗布範囲情報を検出する。実施の形態では、画像処理装置36はプロセッサーとプログラムを記憶したメモリーとを含んでいる。そして、そのプログラムを実行することにより以下の機能を果たす。まず、画像信号のリン光体14に固有のスペクトル光を含む領域に応じてリン光体14の塗布範囲情報を検出して出力信号30を出力する。また、塗布範囲情報が所定の最小塗布範囲をカバーしているときはOK表示36aを表示し、そうでないときはNG表示36bを表示する。
【0028】
防汚ポリマー12がワーク100の所定の最大許容範囲を越えて潤滑剤8の気液界面8aが接する領域にコーティングされることがある。当該領域にコーティングされると、ワーク100の毛管力が低下して潤滑剤8が飛散しやすくなる。このため、実施の形態では、画像検出工程300は画像処理装置36が塗布範囲情報が所定の最大許容範囲を越えているか否かを表示するようにしている。コーティングが所定の最大許容範囲を越えているワーク100を検出することができる。より具体的には、塗布範囲情報が所定の最大許容範囲を越えているときは、塗布範囲情報が所定の最小塗布範囲をカバーしているか否かに関わらずNG表示36bを表示する。
【0029】
NG表示36bが表示されたシャフト4は製造工程から排除するか又は修理される。この結果、当該シャフト4が搭載された製品が市場へ流出する可能性が低減される。画像検出工程300は、スリーブ6をワーク100とする場合も上記の場合と同様である。
【0030】
画像検出工程300は、ワーク100を矢印Rで示すように回転させながら実行されるから、コーティング12が周方向の一部に欠陥がある場合であっても検出可能である。
【0031】
画像検出工程300は、ワーク100の周方向に連続的に画像を取り込むようにしている。コーティング12が周方向に僅かな欠陥がある場合であっても検出可能な点で有利である。
【0032】
画像検出工程300は、外光が入る明るい空間内で実行する方法も考えられるが、リン光28以外の外光がカメラ32に入光すると取り込んだ画像にノイズが重畳されることがある。このノイズに起因して画像処理装置36は誤った表示する可能性がある。これのため実施の形態では、画像検出工程300は暗室50内で実行される。リン光28が弱い場合でも誤った表示をする可能性が低くなる。また信号検出工程300は、浮遊物を低減した例えばクリーンルームのような清浄空気が満たされた空間内で実行されてよい。実施の形態で、暗室50は清浄空気が満たされているクリーンルームの中に設置されている。浮遊物がワーク100に付着して汚染する可能性が低くなる。
【0033】
以上のような構成を採用する本発明は、以下の点において有用である。
【0034】
本発明では、コーティング12に欠陥があるワーク100の検出工程を機械化している。コーティング12の欠陥、すなわち、ワーク100の不良率は、もともと極低いものである。このような不良率の低い検査を人間が目視で行った場合、見過ごす確率が高く、確実性が問題となる。しかし、かかる工程の機械化により、見過ごす確率が低くなり、確実性が向上する。
【0035】
リン光28を検出する工程は、暗い部屋で行うことが望ましい。しかし、人間が暗い部屋の中で継続的にリン光28を見続けると、目に対する負担が大きくなる。一方、機械によって光を検出すれば、このような問題は生じない。
【0036】
ワーク100は、実用上、1個5秒以下の短い時間で生産される。リン光28を検出するためには、この時間以下の短時間での検査が必要となる。人間が目視でこの工程を行った場合、疲労によって検出漏れが起きる可能性がある。一方で、検査時間を長く設定すると、検査を行う者を別途雇用する必要があり、製造コストが上昇し、別途スペースが必要になる。しかしながら、本発明では、かかる工程を機械化しているので、このような問題が生じず、結果として生産効率が向上する。
【0037】
ワーク100は、小さな部品であるので、人間が目視で検査をおこなうと、防汚ポリマー12が塗布されているか否かを検査するのが精一杯で、塗布範囲がカバーされているのか、あるいは、塗布すべきでない範囲に防汚ポリマー12が塗布されていないかを検査するのは困難である。そこで、人間の目視による検査では顕微鏡を使用することも考えられるが、これでは検査に時間がかかりすぎてしまう。その点、機械化した工程によれば、このような問題は生じない。
【0038】
一般に、励起光として、エネルギーの高い紫外線を用いると、リン光体14は明るく発光する。しかし、人間が長時間紫外線の反射光を目視するのは現実的でない。一方、機械化された工程によれば、このような問題が生じない。
【0039】
以上、実施の形態にもとづき本発明を説明したが、実施の形態は、本発明の原理、応用を示しているにすぎないことはいうまでもなく、実施の形態には、請求の範囲に規定された本発明の思想を逸脱しない範囲において、多くの変形例や配置の変更が可能であることはいうまでもない。
【0040】
実施の形態では、フォトルミネセンス材料としてリン光体14が防汚ポリーマー12とは別に塗布される場合について説明したが、これに限られない。たとえばフォトルミネセンス材料としてリン光体14が防汚ポリーマー12と同時に塗布されてもよい。
【符号の説明】
【0041】
1 軸受装置、4 シャフト、6 スリーブ、8 潤滑剤、10 蓋部材、12 防汚ポリマー、14 リン光体、20 発光装置、22 光センサ、24 励起光、26 信号処理装置、28 リン光、32 カメラ、36 画像処理装置、50 暗室、100 ワーク、200 信号検出工程、300 画像検出工程。
【特許請求の範囲】
【請求項1】
シャフトと、前記シャフトを環囲するスリーブと、を備えるべき軸受装置用の部品の製造方法であって、前記シャフトと、前記スリーブのうちの少なくとも一つをワークと呼ぶとき、本製造方法は、
前記ワークに防汚ポリマーをコーティングする工程と、
前記防汚ポリマーがコーティングされた範囲と重複する範囲にフォトルミネセンス材料を塗布する工程と、
前記ワークに前記フォトルミネセンス材料を励起する励起光を照射することにより、前記フォトルミネセンス材料を発光させ、この発光状態に基づいて、前記フォトルミネセンス材料の塗布状態を検出し、ひいては前記防汚ポリマーのコーティング状態を検出する状態検出工程と、
を含むことを特徴とする軸受装置用の部品の製造方法。
【請求項2】
前記状態検出工程は、前記ワークに前記フォトルミネセンス材料を励起する励起光を照射して、前記フォトルミネセンス材料の発する固有のスペクトルの光を光センサで検出すると共に、前記光センサの出力信号に応じて前記フォトルミネセンス材料が塗布されているか否かを表示する信号検出工程を含むことを特徴とする請求項1に記載の軸受装置用の部品の製造方法。
【請求項3】
前記信号検出工程は、前記ワークを回転させながら実行されることを特徴とする請求項2に記載の軸受装置用の部品の製造方法。
【請求項4】
前記信号検出工程は、前記光センサの測定点が前記ワークの回転軸方向に移動しながら実行されることを特徴とする請求項2または3に記載の軸受装置用の部品の製造方法。
【請求項5】
前記信号検出工程は、前記ワークの周方向に連続的に放出光を検出することを特徴とする請求項2から4のいずれかに記載の軸受装置用の部品の製造方法。
【請求項6】
前記信号検出工程は、暗室内で実行されることを特徴とする請求項2から5のいずれかに記載の軸受装置用の部品の製造方法。
【請求項7】
前記信号検出工程は、清浄空気が満たされた空間内で実行されることを特徴とする請求項2から6のいずれかに記載の軸受装置用の部品の製造方法。
【請求項8】
前記フォトルミネセンス材料はリン光体であることを特徴とする請求項2から7のいずれかに記載の軸受装置用の部品の製造方法。
【請求項9】
前記状態検出工程は、前記ワークに前記フォトルミネセンス材料を励起する励起光を照射して、前記ワークの前記フォトルミネセンス材料が塗布された領域の画像をカメラで画像信号に変換して画像処理装置に入力すると共に、前記画像処理装置で前記画像信号に応じて、前記フォトルミネセンス材料の塗布範囲情報を検出し、前記塗布範囲情報が所定の最小塗布範囲をカバーしているか否かを表示する画像検出工程を含むことを特徴とする請求項1に記載の軸受装置用の部品の製造方法。
【請求項10】
前記画像検出工程は、前記ワークを回転させながら実行されることを特徴とする請求項9に記載の軸受装置用の部品の製造方法。
【請求項11】
前記画像検出工程は、前記ワークの周方向に連続的に画像を取り込むことを特徴とする請求項9または10に記載の軸受装置用の部品の製造方法。
【請求項12】
前記画像検出工程は、暗室内で実行されることを特徴とする請求項9から11のいずれかに記載の軸受装置用の部品の製造方法。
【請求項13】
前記画像検出工程は、清浄空気が満たされた空間内で実行されることを特徴とする請求項9から12のいずれかに記載の軸受装置用の部品の製造方法。
【請求項14】
前記画像検出工程は、前記塗布範囲情報が所定の最大塗布許容範囲を越えているか否かを表示することを特徴とする請求項9から13のいずれかに記載の軸受装置用の部品の製造方法。
【請求項15】
前記フォトルミネセンス材料はリン光体であることを特徴とする請求項9から14のいずれかに記載の軸受装置用の部品の製造方法。
【請求項16】
軸受装置用のシャフト又は軸受装置用のスリーブのうちの少なくともいずれかであって、
表面に形成された防汚ポリマーのコーティングを備え、
前記防汚ポリマーのコーティングが形成された範囲にフォトルミネセンス材料が塗布されていることを特徴とする軸受装置用の部品。
【請求項17】
前記フォトルミネセンス材料はリン光体であることを特徴とする請求項16に記載の軸受装置用の部品。
【請求項1】
シャフトと、前記シャフトを環囲するスリーブと、を備えるべき軸受装置用の部品の製造方法であって、前記シャフトと、前記スリーブのうちの少なくとも一つをワークと呼ぶとき、本製造方法は、
前記ワークに防汚ポリマーをコーティングする工程と、
前記防汚ポリマーがコーティングされた範囲と重複する範囲にフォトルミネセンス材料を塗布する工程と、
前記ワークに前記フォトルミネセンス材料を励起する励起光を照射することにより、前記フォトルミネセンス材料を発光させ、この発光状態に基づいて、前記フォトルミネセンス材料の塗布状態を検出し、ひいては前記防汚ポリマーのコーティング状態を検出する状態検出工程と、
を含むことを特徴とする軸受装置用の部品の製造方法。
【請求項2】
前記状態検出工程は、前記ワークに前記フォトルミネセンス材料を励起する励起光を照射して、前記フォトルミネセンス材料の発する固有のスペクトルの光を光センサで検出すると共に、前記光センサの出力信号に応じて前記フォトルミネセンス材料が塗布されているか否かを表示する信号検出工程を含むことを特徴とする請求項1に記載の軸受装置用の部品の製造方法。
【請求項3】
前記信号検出工程は、前記ワークを回転させながら実行されることを特徴とする請求項2に記載の軸受装置用の部品の製造方法。
【請求項4】
前記信号検出工程は、前記光センサの測定点が前記ワークの回転軸方向に移動しながら実行されることを特徴とする請求項2または3に記載の軸受装置用の部品の製造方法。
【請求項5】
前記信号検出工程は、前記ワークの周方向に連続的に放出光を検出することを特徴とする請求項2から4のいずれかに記載の軸受装置用の部品の製造方法。
【請求項6】
前記信号検出工程は、暗室内で実行されることを特徴とする請求項2から5のいずれかに記載の軸受装置用の部品の製造方法。
【請求項7】
前記信号検出工程は、清浄空気が満たされた空間内で実行されることを特徴とする請求項2から6のいずれかに記載の軸受装置用の部品の製造方法。
【請求項8】
前記フォトルミネセンス材料はリン光体であることを特徴とする請求項2から7のいずれかに記載の軸受装置用の部品の製造方法。
【請求項9】
前記状態検出工程は、前記ワークに前記フォトルミネセンス材料を励起する励起光を照射して、前記ワークの前記フォトルミネセンス材料が塗布された領域の画像をカメラで画像信号に変換して画像処理装置に入力すると共に、前記画像処理装置で前記画像信号に応じて、前記フォトルミネセンス材料の塗布範囲情報を検出し、前記塗布範囲情報が所定の最小塗布範囲をカバーしているか否かを表示する画像検出工程を含むことを特徴とする請求項1に記載の軸受装置用の部品の製造方法。
【請求項10】
前記画像検出工程は、前記ワークを回転させながら実行されることを特徴とする請求項9に記載の軸受装置用の部品の製造方法。
【請求項11】
前記画像検出工程は、前記ワークの周方向に連続的に画像を取り込むことを特徴とする請求項9または10に記載の軸受装置用の部品の製造方法。
【請求項12】
前記画像検出工程は、暗室内で実行されることを特徴とする請求項9から11のいずれかに記載の軸受装置用の部品の製造方法。
【請求項13】
前記画像検出工程は、清浄空気が満たされた空間内で実行されることを特徴とする請求項9から12のいずれかに記載の軸受装置用の部品の製造方法。
【請求項14】
前記画像検出工程は、前記塗布範囲情報が所定の最大塗布許容範囲を越えているか否かを表示することを特徴とする請求項9から13のいずれかに記載の軸受装置用の部品の製造方法。
【請求項15】
前記フォトルミネセンス材料はリン光体であることを特徴とする請求項9から14のいずれかに記載の軸受装置用の部品の製造方法。
【請求項16】
軸受装置用のシャフト又は軸受装置用のスリーブのうちの少なくともいずれかであって、
表面に形成された防汚ポリマーのコーティングを備え、
前記防汚ポリマーのコーティングが形成された範囲にフォトルミネセンス材料が塗布されていることを特徴とする軸受装置用の部品。
【請求項17】
前記フォトルミネセンス材料はリン光体であることを特徴とする請求項16に記載の軸受装置用の部品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−57393(P2013−57393A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2012−41701(P2012−41701)
【出願日】平成24年2月28日(2012.2.28)
【出願人】(508100033)アルファナテクノロジー株式会社 (100)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成24年2月28日(2012.2.28)
【出願人】(508100033)アルファナテクノロジー株式会社 (100)
【Fターム(参考)】
[ Back to top ]